
A Comparative Study on Microstructure, Segregation, and Mechanical Properties of Al-Si-Mg Alloy Parts Processed by GISS-HPDC and SEED-HPDC

 ,
,
Abstract
1. Introduction
2. Materials and Methods
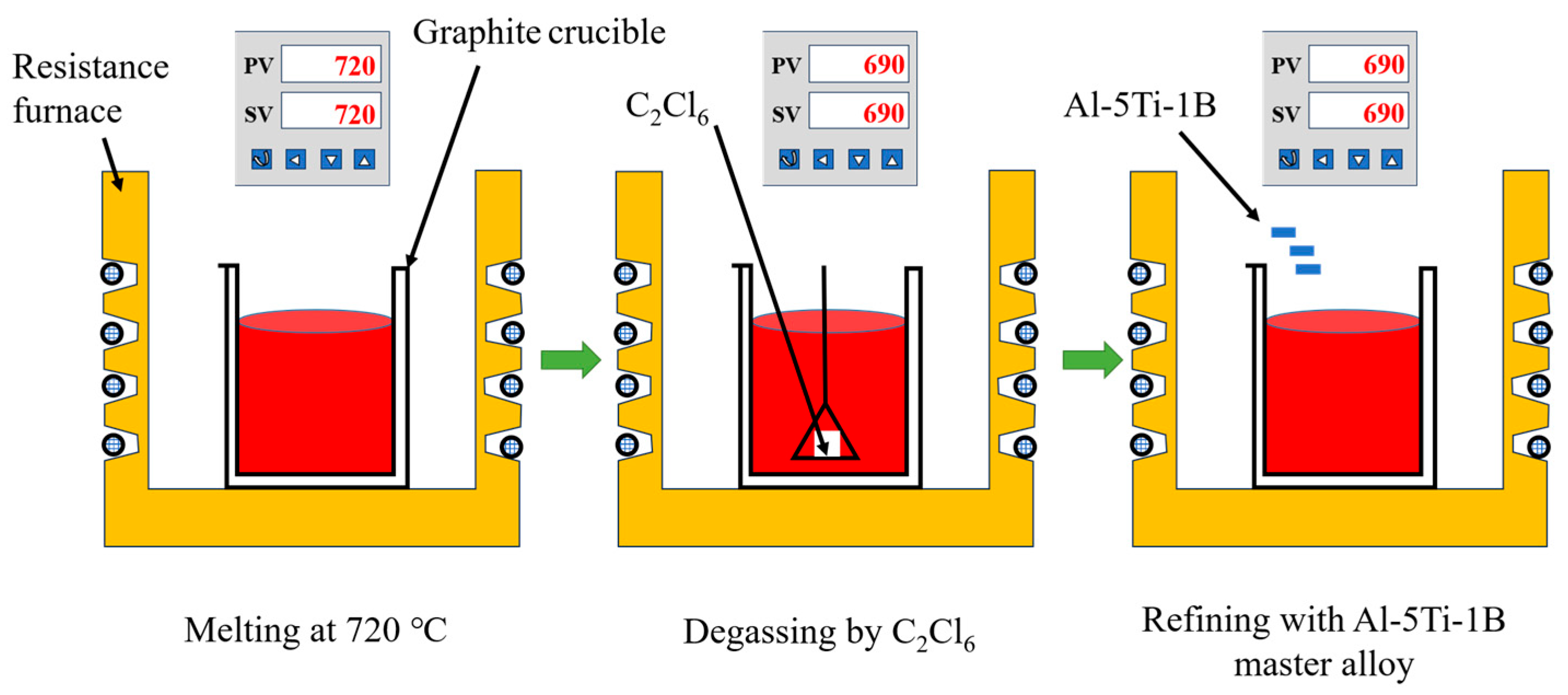
2.1. Materials
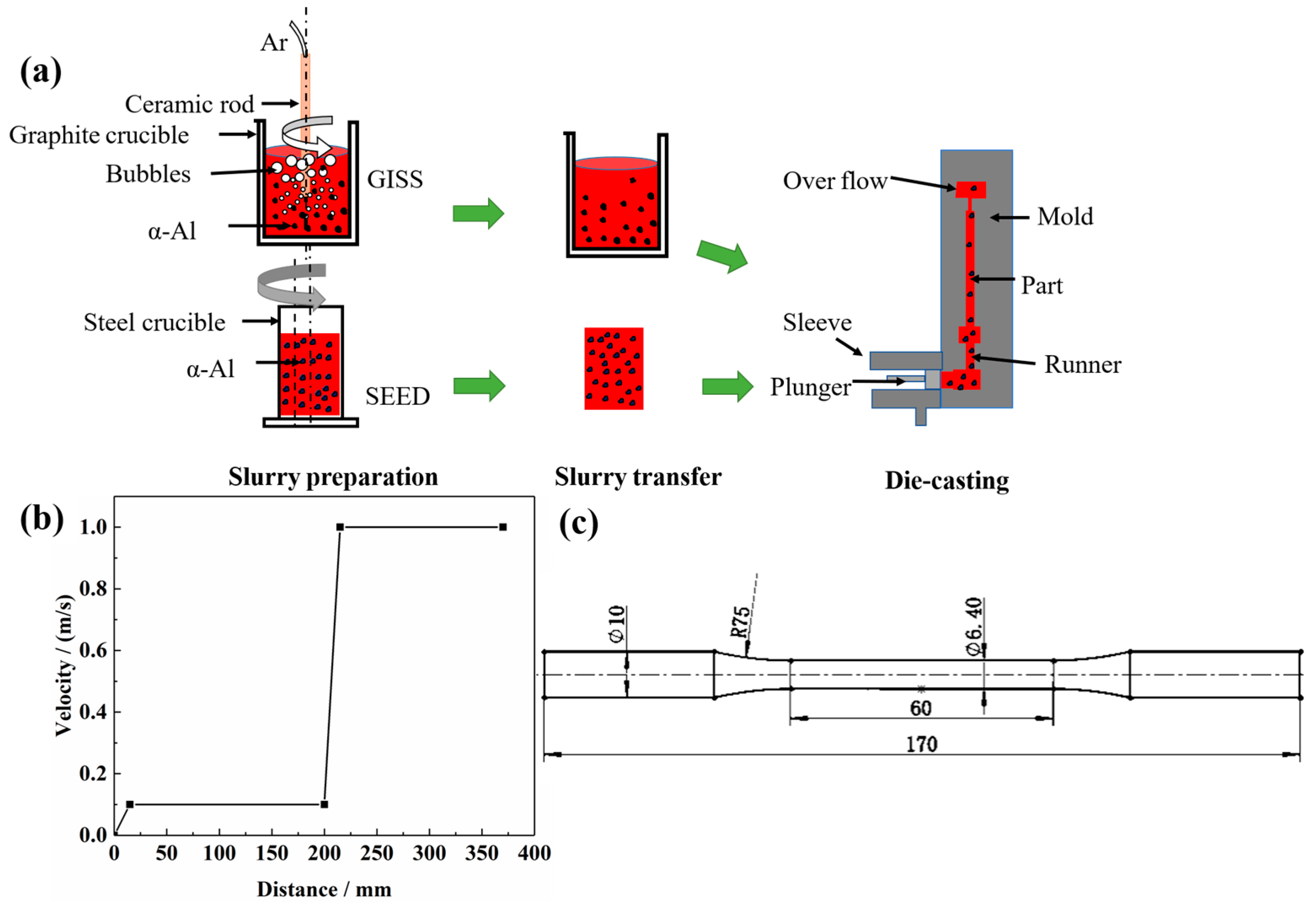
2.2. Slurry Preparation and Die-Casting
2.3. Microstructure Characterization and Mechanical Properties Tests
3. Results
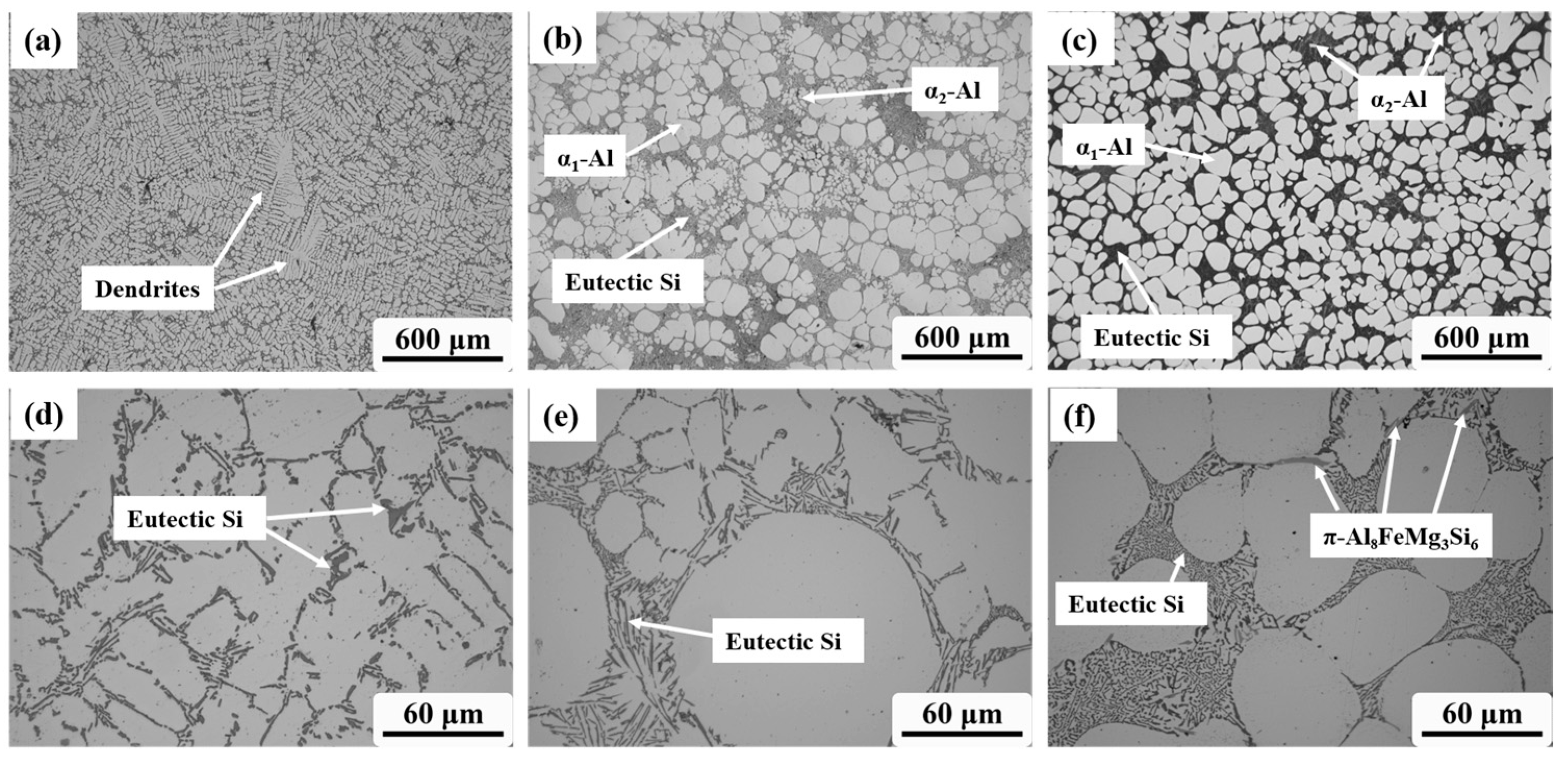
3.1. Microstructure of Al-Si-Mg Alloy in Various Slurry Preparation Routes
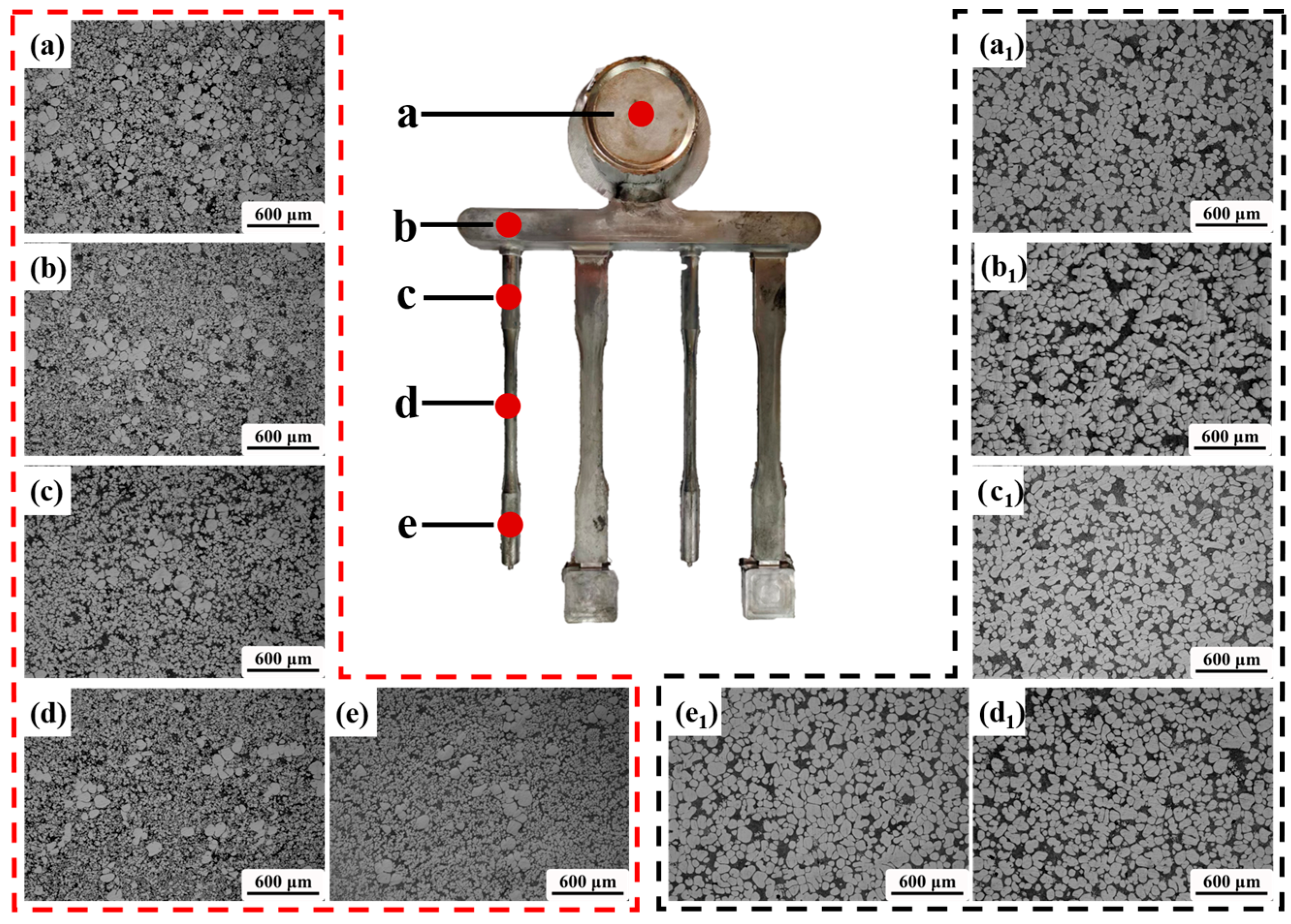
3.2. Microstructure of the Rheo-HPDC Samples
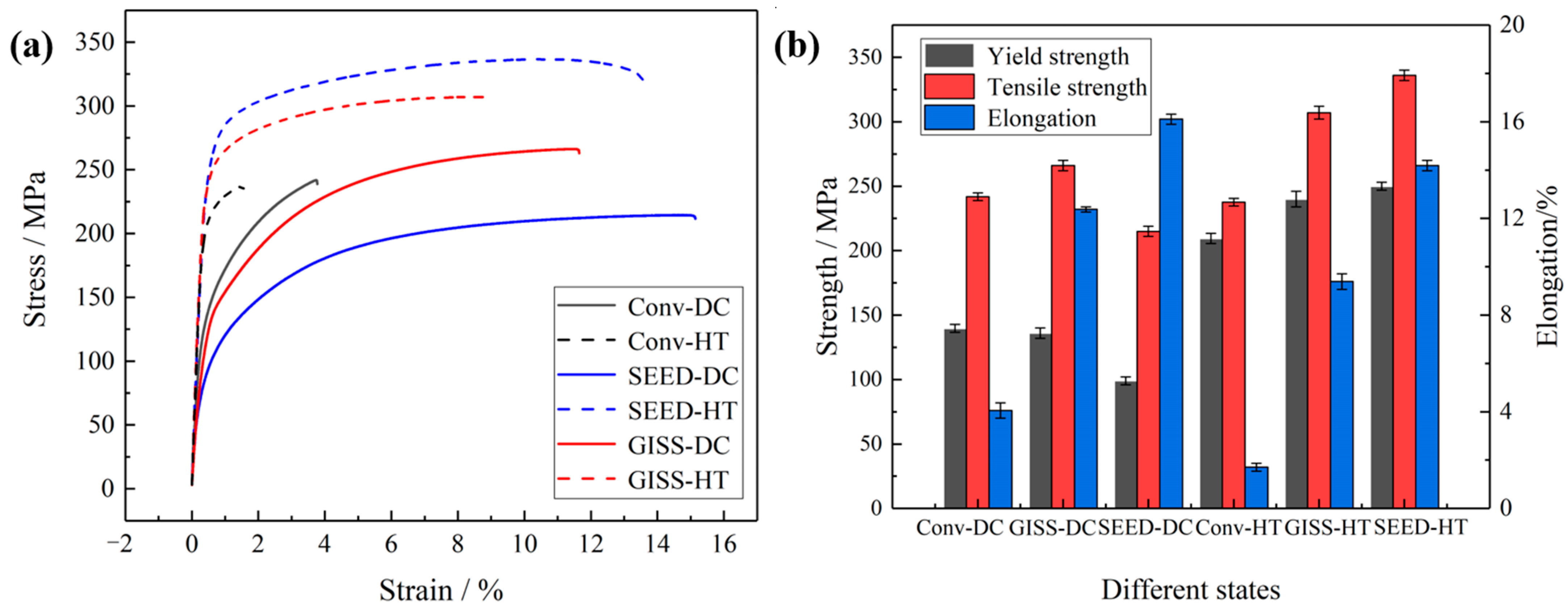
3.3. Mechanical Properties of A356 Aluminum by Different Die-Casting Methods
4. Discussion
4.1. Segregation during Die-Casting
4.2. Difference in Mechanical Properties between GISS-HPDC and SEED-HPDC
5. Conclusions
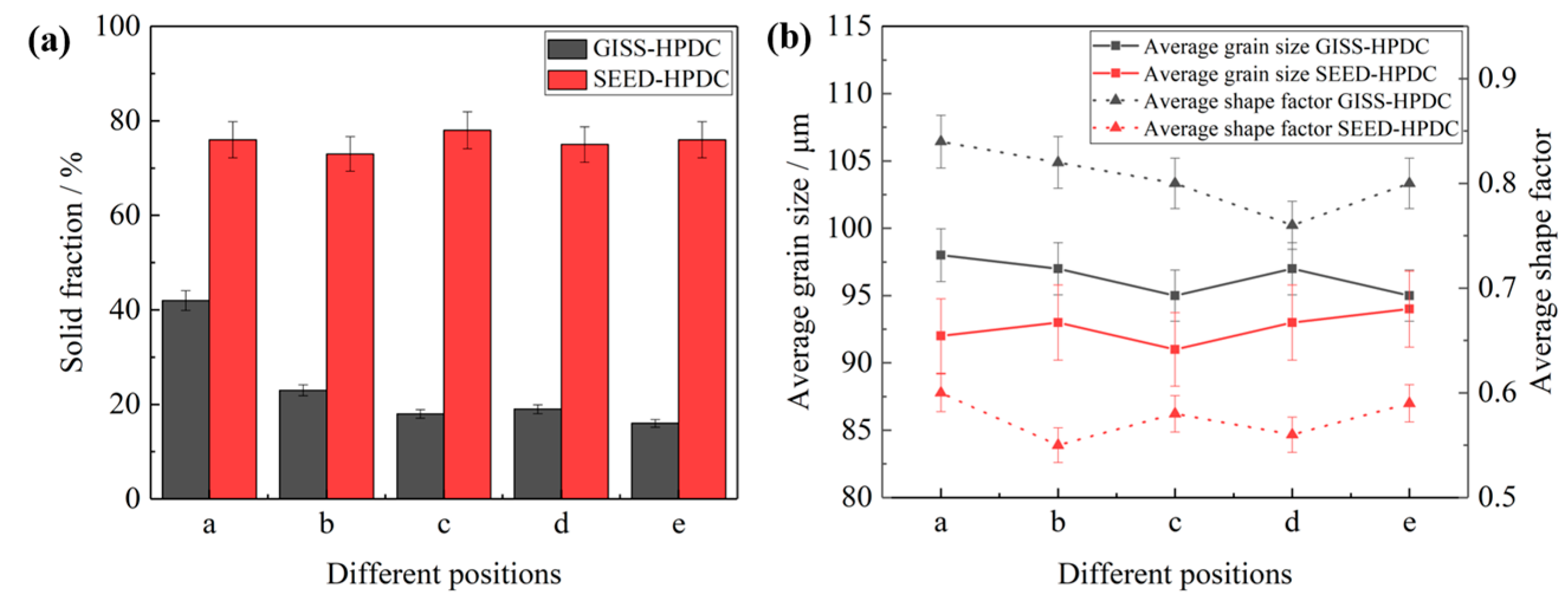
- The dendritic microstructure in conventional HPDC samples can be effectively replaced by spherical primary α-Al grains through GISS and SEED methods combined with rheo-HPDC. The slurry prepared by SEED, which has a lower liquid fraction (~25 ± 4%), exhibits a smaller grain size (95 ± 4.2 μm) and denser eutectic Si phases compared to the slurry prepared by GISS. However, the shape factor of the α-Al grains prepared by SEED (~0.60) is lower as compared to that of GISS (~0.8).
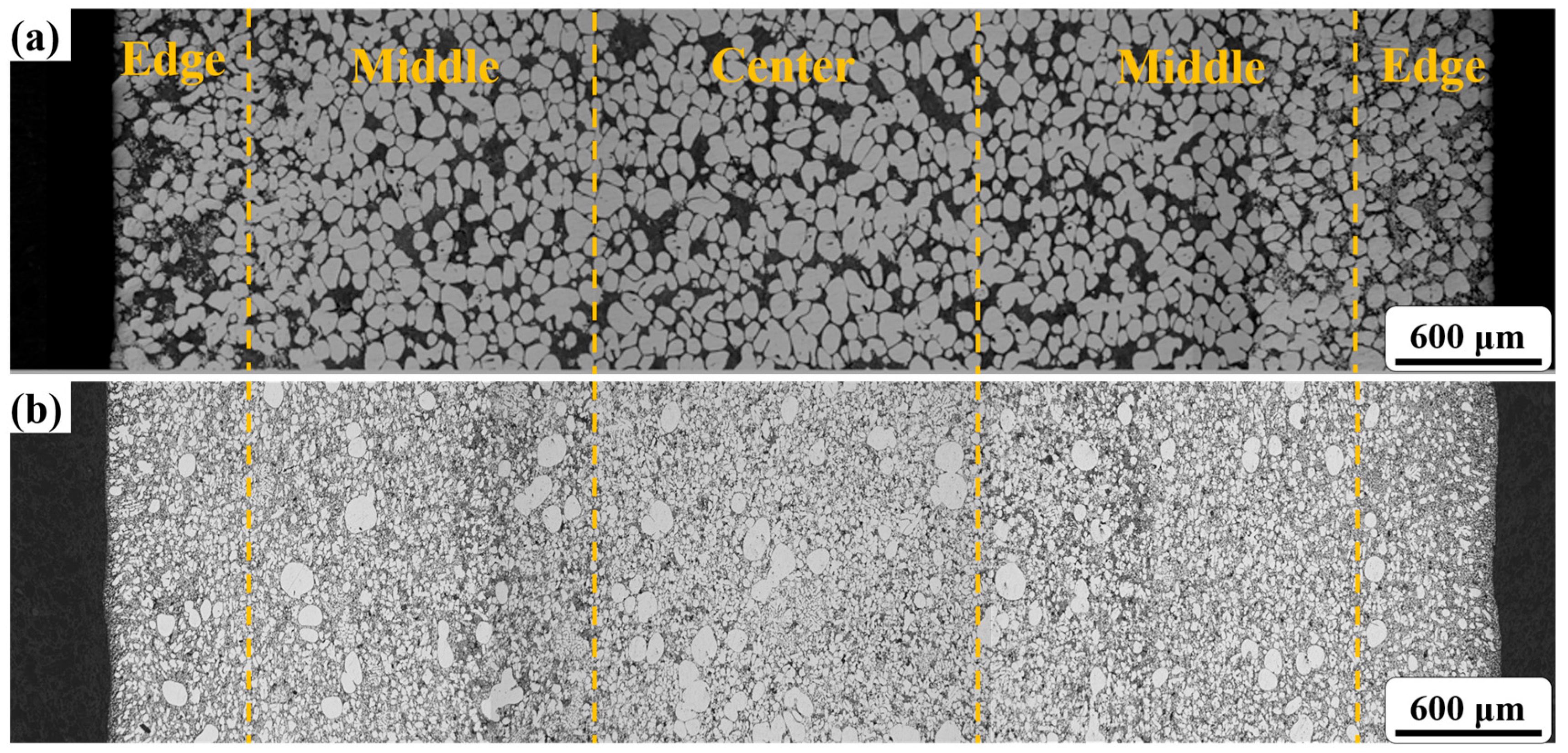
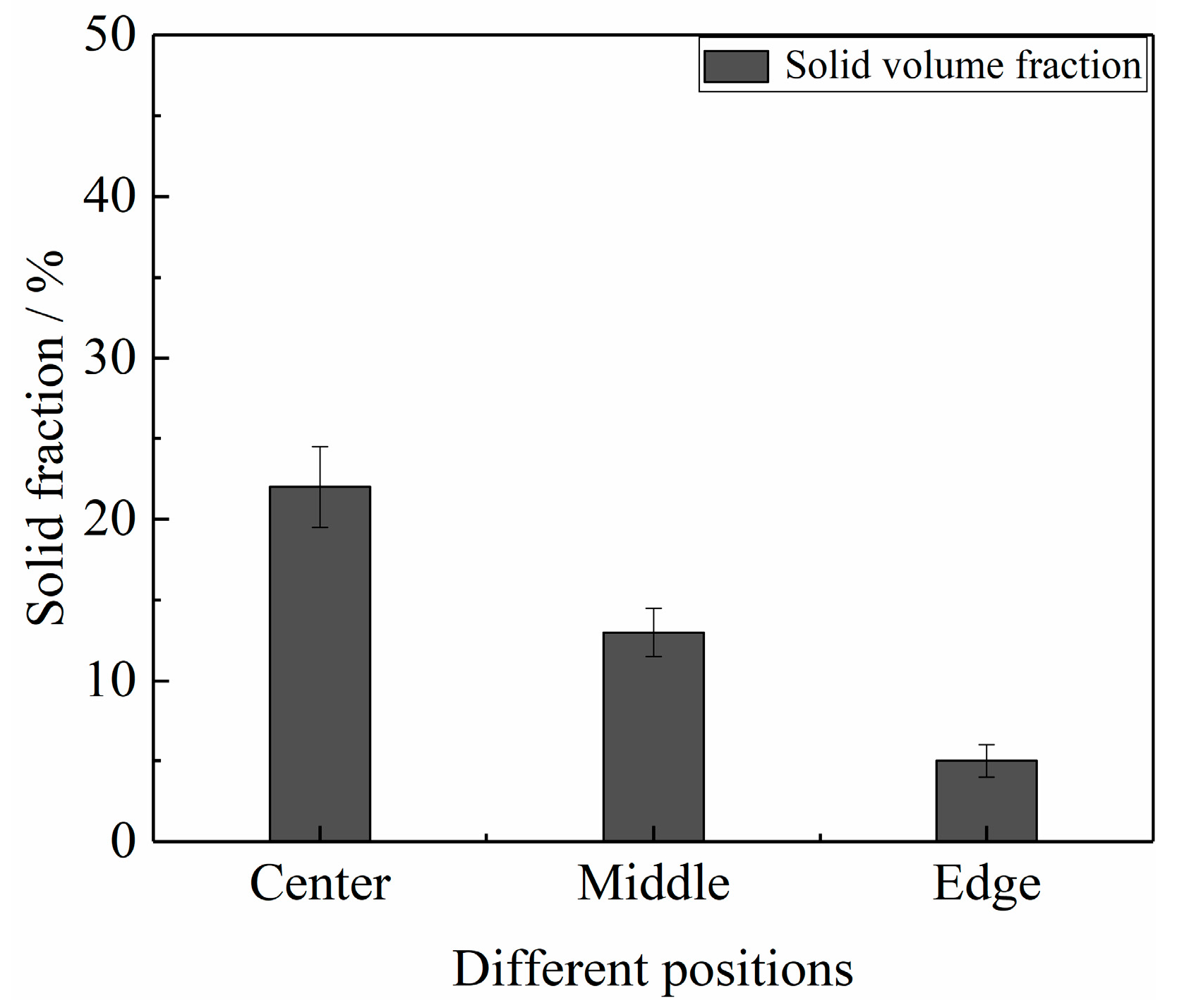
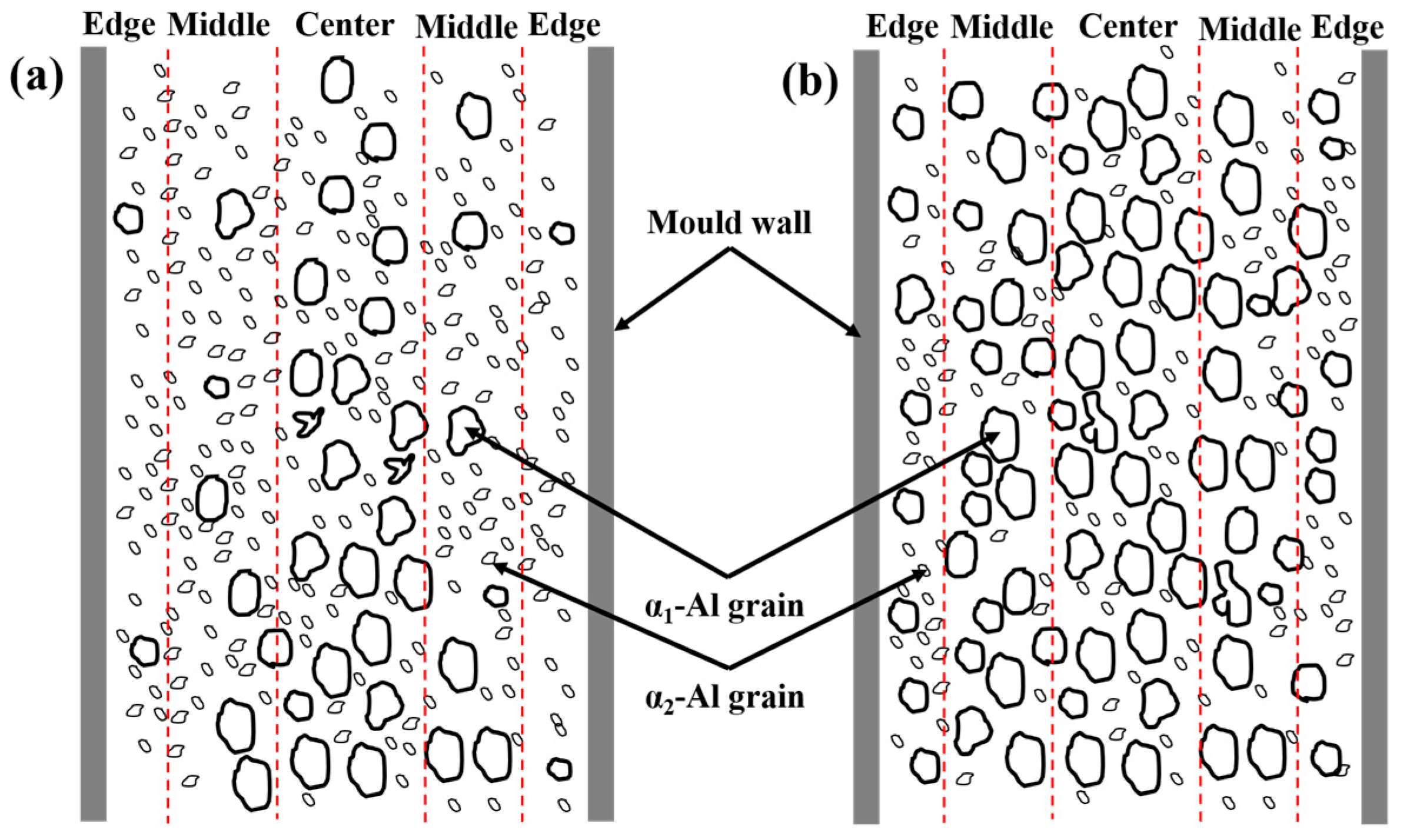
- The phenomenon of surface liquid segregation is observed in both SEED-HPDC and GISS-HPDC samples. Furthermore, in the GISS-HPDC samples, there is a gradual increase in the liquid fraction along the filling direction. However, the SEED-HPDC samples with a low liquid fraction (<25%) in the rheo-HPDC process with proper process parameters help to minimize the occurrence of segregation. As a result, these slurries with low liquid fractions enable the production of parts with a more uniform microstructure.
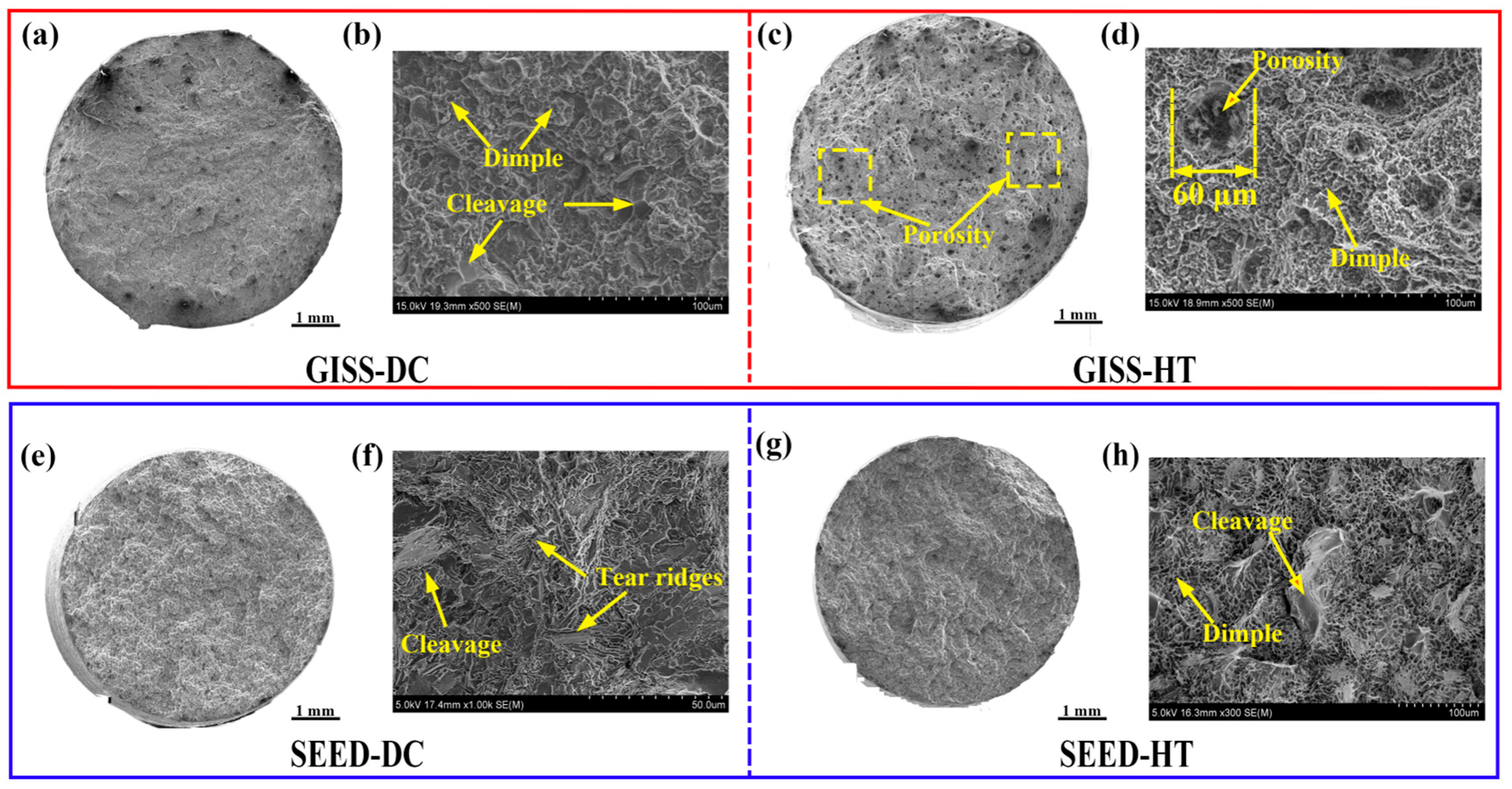
- Both heat-treated GISS-HPDC and SEED-HPDC samples exhibit noticeably higher strength and elongation when compared to conventional HPDC samples. Moreover, the SEED-HT samples demonstrate superior mechanical properties in comparison to the GISS-HT samples, owing to their denser structure and reduced porosity. The yield strength, tensile strength, and elongation of the SEED-HT samples are measured at 249 MPa, 336 Mpa, and 13.7%, respectively.
- Although good mechanical properties were obtained for the GISS-HPDC samples after heat treatment, further investigation is needed to minimize porosities during this process. Additionally, it is important to study the improvement of the shape factor for primary α-Al grains in SEED slurries and its impact on flow behavior.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Luo, A.A.; Sachdev, A.K.; Apelian, D. Alloy development and process innovations for light metals casting. J. Mater. Process. Tech. 2022, 306, 117606. [Google Scholar] [CrossRef]
- Dybowski, B.; Kiełbus, A.; Poloczek, A. Effects of die-casting defects on the blister formation in high-pressure die-casting aluminum structural components. Eng. Fall. Anal. 2023, 150, 107223. [Google Scholar] [CrossRef]
- Hu, X.G.; Zhu, Q.; Midson, S.P.; Atkinson, H.V.; Dong, H.B.; Zhang, F.; Kang, Y.L. Blistering in semi-solid die casting of aluminium alloys and its avoidance. Acta. Mater. 2017, 124, 446–455. [Google Scholar] [CrossRef]
- Jiang, W.M.; Fan, Z.; Liu, D.J.; Liao, D.F.; Dong, X.P.; Zong, X.M. Correlation of microstructure with mechanical properties and fracture behavior of A356-T6 aluminum alloy fabricated by expendable pattern shell casting with vacuum and low-pressure, gravity casting and lost foam casting. Mat. Sci. Eng. A 2013, 560, 396–403. [Google Scholar] [CrossRef]
- Luo, Y.J.; Zhang, Z.L.; Zhou, L.; Zhang, W.D.; Deng, X.X.; Huang, Y.; Chen, Y.; Wu, Z.G. Microstructures and mechanical properties of A356-SiCp/A356 cladding composite materials prepared by vacuum Solid–Liquid casting. J. Mater. Res. Technol. 2022, 19, 4881–4889. [Google Scholar] [CrossRef]
- Jiao, X.Y.; Zhang, Y.F.; Wang, J.; Nishat, H.; Liu, Y.X.; Liu, W.N. Characterization of externally solidified crystals in a high-pressure die-cast AlSi10MnMg alloy and their effect on porosities and mechanical properties. J. Mater. Process. Tech. 2021, 298, 117299. [Google Scholar] [CrossRef]
- Qi, M.F.; Kang, Y.L.; Xu, Y.Z.; Li, J.Y.; Liu, A.S. New technique for preparing A356 alloy semisolid slurry and its rheo-diecast microstructure and properties. T. Nonferr. Metal. Soc. 2021, 31, 1868–1884. [Google Scholar] [CrossRef]
- Menargues, S.; Martín, E.; Baile, M.T.; Picas, J.A. New short T6 heat treatments for aluminium silicon alloys obtained by semisolid forming. Mat. Sci. Eng. A 2015, 621, 236–242. [Google Scholar] [CrossRef]
- Feng, J.; Liu, Z.K.; Li, D.Q.; Zhu, J.H.; Chen, S.; Zhang, F.; Hao, X.C. Evolution of segregation, microstructure and mechanical properties of a semisolid die casting Al-6Si-3Cu-0.4Mg alloy. Int. J. Lightweight Mater. Manuf. 2023, 6, 245–253. [Google Scholar] [CrossRef]
- Govender, G.; Möller, H. Evaluation of Surface Chemical Segregation of Semi-Solid Cast Aluminium Alloy A356. Solid. State Phenom. 2008, 141, 433–438. [Google Scholar] [CrossRef]
- Flemings, M.C.; Riek, R.G.; Young, K.P. Rheocasting. Mater. Sci. Eng. A 1976, 25, 103–117. [Google Scholar] [CrossRef]
- Langlais, J.; Lemieux, A. The SEED Technology for Semi-solid Processing of Aluminum Alloys: A Metallurgical and Process Overview. Solid. State Phenom. 2006, 116, 472–477. [Google Scholar] [CrossRef]
- Wannasin, J.; Martinez, R.; Flemings, M.C. Grain refinement of an aluminum alloy by introducing gas bubbles during solidification. Scripta. Mater. 2006, 55, 115–118. [Google Scholar] [CrossRef]
- Lü, S.L.; Wu, S.S.; Dai, W.; Lin, C.; An, P. The indirect ultrasonic vibration process for rheo-squeeze casting of A356 aluminum alloy. J. Mater. Process. Tech. 2012, 212, 1281–1287. [Google Scholar] [CrossRef]
- Zhu, W.Z.; Mao, W.M.; Tu, Q. Preparation of semi-solid 7075 aluminum alloy slurry by serpentine pouring channel. T. Nonferr. Metal. Soc 2014, 24, 954–960. [Google Scholar] [CrossRef]
- Jain, A.; Ratke, L.; Sharma, A. Non-dendritic Structural Changes in Al–7Si Alloy Cast Through Rapid Slurry Formation (RSF) Process. Trans. Indian Inst. Met. 2012, 65, 545–551. [Google Scholar] [CrossRef][Green Version]
- Gu, G.; Xiang, L.X.; Li, R.F.; Xu, W.H.; Lu, Y.B.; Pesci, R. Effects of Process Parameters on Microstructure and Mechanical Properties of Semi-Solid Al-7Si-0.5Mg Aluminum Alloy by Gas Induced Semi-Solid Process. Metals 2022, 12, 1600. [Google Scholar] [CrossRef]
- Nafisi, S.; Emadi, D.; Shehata, M.T.; Ghomashchi, R. Effects of electromagnetic stirring and superheat on the microstructural characteristics of Al-Si-Fe alloy. Mater. Sci. Eng. A 2006, 432, 71–83. [Google Scholar] [CrossRef]
- Tang, H.P.; Wang, Q.D.; Lei, C.; Ye, B.; Wang, K.; Jiang, H.Y.; Ding, W.J.; Zhang, X.F.; Lin, Z.; Zhang, J.-B. Effect of cooling rate on microstructure and mechanical properties of an Al-5.0Mg-3.0Zn-1.0Cu cast alloy. J. Alloys Compd. 2019, 801, 596–608. [Google Scholar] [CrossRef]
- Qi, M.F.; Kang, Y.L.; Zhu, G.M. Microstructure and properties of rheo-HPDC Al-8Si alloy prepared by air-cooled stirring rod process. T. Nonferr. Metal. Soc. 2017, 27, 1939–1946. [Google Scholar] [CrossRef]
- Qu, W.Y.; Luo, M.; Guo, Z.P.; Hu, X.G.; Zhang, A.; Zhang, F.; Lu, H.X. Microstructural evolution mechanism of semi-solid slurry: A study using Phase-Field-Lattice-Boltzmann scheme. J. Mater. Process. Tech. 2020, 280, 116592. [Google Scholar] [CrossRef]
- Yang, B.C.; Chen, S.F.; Song, H.W.; Zhang, S.H.; Chang, H.P.; Xu, S.W.; Zhu, Z.-H.; Li, C.-H. Effects of microstructure coarsening and casting pores on the tensile and fatigue properties of cast A356-T6 aluminum alloy: A comparative investigation. Mater. Sci. Eng. A 2022, 27, 144106. [Google Scholar] [CrossRef]
- Cheng, L.; Lu, H.X.; Zhu, Q.; Zhang, X.K.; Shen, A.D.; Yang, P. Evolution of microstructure and mechanical properties of semi-solid squeeze cast A356.2 aluminum alloy during heat treatment. Solid. State Phenom. 2019, 285, 139–145. [Google Scholar] [CrossRef]
- Chen, R.; Xu, Q.Y.; Guo, H.T.; Xia, Z.Y.; Wu, Q.F.; Liu, B.C. Correlation of solidification microstructure refining scale, Mg composition and heat treatment conditions with mechanical properties in Al-7Si-Mg cast aluminum alloys. Mater. Sci. Eng. A 2017, 685, 391–402. [Google Scholar] [CrossRef]
- Liu, Y.; Gao, M.Q.; Meng, S.C.; Fu, Y.; Li, W.R.; Li, C.H.; Guan, R. Solidification behavior and enhanced properties of semi-solid Al-8Si-0.5Fe alloys fabricated by rheo-diecasting. J. Mater. Res. Technol. 2022, 19, 3160–3171. [Google Scholar] [CrossRef]
- Liu, Y.; Chen, X.L.; Gao, M.Q.; Guan, R.G. Enhanced strength-ductility synergy in a rheo-diecasting semi-solid aluminum alloy. Mater. Lett. 2021, 305, 130756. [Google Scholar] [CrossRef]
- Möller, H.; Curle, U.A.; Masuku, E.P. Characterization of surface liquid segregation in SSM-HPDC aluminium alloys 7075, 2024, 6082 and A201. Trans. Nonferrous Met. Soc. China 2010, 20, s847–s851. [Google Scholar] [CrossRef]
- Atkinson, H.V. Modelling the semisolid processing of metallic alloys. Prog. Mater. Sci. 2005, 50, 341–412. [Google Scholar] [CrossRef]
- Boschetto, A.; Costanza, G.; Quadrini, F.; Tata, M.E. Cooling rate inference in aluminum alloy squeeze casting. Mater. Lett. 2007, 61, 2969–2972. [Google Scholar] [CrossRef]
- Li, N.Y.; Mao, W.M.; Geng, X.X.; Zhang, R.S.; Yan, B.D. Microstructure, segregation and fracture behavior of 6061 aluminum alloy samples formed by semi-solid or traditional high pressure die casting. Mater. Today Commun. 2022, 31, 103418. [Google Scholar] [CrossRef]
- Li, M.; Li, Y.; Huang, X.; Ma, Y. Solidification behavior and rheo-diecasting microstructure of A356 aluminum alloy prepared by self-inoculation method. China Foundry 2017, 14, 1–9. [Google Scholar] [CrossRef]
- Neag, A.; Favier, V.; Bigot, R.; Pop, M. Microstructure and flow behaviour during backward extrusion of semi-solid 7075 aluminium alloy. J. Mater. Process. Tech. 2012, 212, 1472–1480. [Google Scholar] [CrossRef]
- Zhang, H.; Li, D.Q.; Qu, W.Y.; Zhang, F.; Luo, M.; Midson, S.; Zhu, Q. Effect of Primary α-Al Morphology in Slurry on Segregation during 357 Semi-Solid Die Casting. Solid. State Phenom. 2019, 285, 398–402. [Google Scholar] [CrossRef]
- Qi, M.F.; Li, J.Y.; Kang, Y.L. Correlation between segregation behavior and wall thickness in a rheological high pressure die-casting AC46000 aluminum alloy. J. Mater. Res. Technol. 2019, 8, 3565–3579. [Google Scholar] [CrossRef]
- Jiao, X.Y.; Liu, C.F.; Wang, J.; Guo, Z.P.; Wang, J.Y.; Wang, Z.M.; Gao, J.M.; Xiong, S.M. On the characterization of microstructure and fracture in a high-pressure die-casting Al-10 wt.%Si alloy. Prog. Nat. Sci.-Mater. 2020, 30, 221–228. [Google Scholar] [CrossRef]
- Gourlay, C.M.; Laukli, H.I.; Dahle, A.K. Segregation band formation in Al-Si die castings. Metall. Mater. Trans. A 2004, 35, 2881–2891. [Google Scholar] [CrossRef]
- Mao, H.K.; Bai, X.Y.; Song, F.; Song, Y.W.; Jia, Z.; Xu, H.; Wang, Y. Effect of Cd on mechanical properties of Al-Si-Cu-Mg alloys under different multi-stage solution heat treatment. Materials 2022, 15, 5101. [Google Scholar] [CrossRef]
- Gebril, M.A.; Omar, M.Z.; Mohamed, I.F.; Othman, N.K.; Elabar, D.M.; Haider, F.I.; Samat, S.; Irfan, O.M. Effect of semisolid and heat treatment process on microstructural refinement of Al-7Si alloy. Materials 2023, 16, 1086. [Google Scholar] [CrossRef]
- Jiao, X.Y.; Wang, P.Y.; Liu, Y.X.; Wang, J.; Liu, W.N.; Wan, A.X. Fracture behavior of a high pressure die casting AlSi10MnMg alloy with varied porosity levels. J. Mater. Res. Technol. 2023, 25, 1129–1140. [Google Scholar] [CrossRef]
- Chen, R.; Xu, Q.Y.; Jia, Z.N.; Liu, B.C. Precipitation behavior and hardening effects of Si-containing dispersoids in Al-7Si-Mg alloy during solution treatment. Mater. Design 2016, 90, 1059–1068. [Google Scholar] [CrossRef]
- Wang, Q.G.; Davidson, C.J. Solidification and precipitation behaviour of Al-Si-Mg casting alloys. J. Mater. Sci. 2001, 36, 739–750. [Google Scholar] [CrossRef]
- Ma, Z.; Samuel, A.M.; Samuel, F.H.; Doty, H.W.; Valtierra, S. A study of tensile properties in Al-Si-Cu and Al-Si-Mg alloys: Effect of β-iron intermetallics and porosity. Mater. Sci. Eng. A 2008, 490, 36–51. [Google Scholar] [CrossRef]
- Dinnis, C.M.; Taylor, J.A.; Dahle, A.K. As-cast morphology of iron-intermetallics in Al–Si foundry alloys. Scripta. Mater. 2005, 53, 955–958. [Google Scholar] [CrossRef]
- Taylor, J.A. Iron-Containing Intermetallic Phases in Al-Si Based Casting Alloys. Procedia Mater. Sci. 2012, 1, 19–33. [Google Scholar] [CrossRef]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Cu | Mg | Fe | Ti | Al | |
|---|---|---|---|---|---|---|
| GISS | 6.840 | 0.026 | 0.492 | 0.027 | 0.037 | Bal |
| SEED | 6.45 | 0.098 | 0.41 | 0.13 | 0.05 | Bal |
| Solid Fraction | Average Grain Size/μm | Average Shape Factor | |
|---|---|---|---|
| GISS | 55 ± 4.8% | 105 ± 3.0 | 0.85 |
| SEED | 75 ± 4.0% | 95 ± 4.2 | 0.60 |
| Yield Strength/MPa | Tensile Strength/MPa | Elongation/% | |
|---|---|---|---|
| Conventional-DC | 139 ± 3 | 241 ± 3 | 3.7 ± 0.3 |
| Conventional-HT | 210 ± 7 | 266 ± 8 | 1.6 ± 0.3 |
| SEED-DC | 99 ± 4 | 215 ± 4 | 15.1 ± 0.1 |
| GISS-DC | 136 ± 3 | 266 ± 4 | 11.6 ± 0.2 |
| SEED-HT | 249 ± 6 | 336 ± 5 | 13.7 ± 0.3 |
| GISS-HT | 240 ± 3 | 307 ± 4 | 8.8 ± 0.2 |
| Alloys | Forming Process | YS−UTS−EL MPa−MPa−% | Solution | Aging | Ref. |
|---|---|---|---|---|---|
| Al-7Si-0.3Mg-0.1Ti-0.1Fe | Low-pressure casting | 210−285−14.0 | 540 °C−4 h | 155 °C−3 h | [22] |
| Al-7Si-0.4Mg-0.2Ti-0.13Fe-0.1Cu | Semi-solid squeeze casting | 201−283−8 | 540 °C−3 h | 160 °C−9 h | [23] |
| Al-7Si-0.6Mg-0.13Fe-0.13Ti | Sand casting | 301−312−0.6 | 550 °C−2 h | 180 °C−22 h | [24] |
| Al-8.2Si-0.53Fe-0.46Mg-0.15Cu-0.01Sr | HPDC | 129.5−208.7−2.2 | - | - | [25] |
| Al-8.2Si-0.53Fe-0.46Mg-0.15Cu-0.01Sr | Rheo-HPDC | 279.9−358.2−12.5 | 535 °C−1 h | 175 °C−2.2 h | [26] |
| Fe Phase | Al | Si | Fe | Mg |
|---|---|---|---|---|
| β-Al5FeSi | 72.04 | 13.43 | 14.23 | 0.30 |
| π-Al8FeMg3Si6 | 43.60 | 32.10 | 5.30 | 19.00 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gu, G.-C.; Xiang, L.-X.; Li, R.-F.; Xu, W.-H.; Zheng, H.-L.; Wang, W.-H.; Lu, Y.-P. A Comparative Study on Microstructure, Segregation, and Mechanical Properties of Al-Si-Mg Alloy Parts Processed by GISS-HPDC and SEED-HPDC. Materials 2023, 16, 6652. https://doi.org/10.3390/ma16206652
Gu G-C, Xiang L-X, Li R-F, Xu W-H, Zheng H-L, Wang W-H, Lu Y-P. A Comparative Study on Microstructure, Segregation, and Mechanical Properties of Al-Si-Mg Alloy Parts Processed by GISS-HPDC and SEED-HPDC. Materials. 2023; 16(20):6652. https://doi.org/10.3390/ma16206652
Chicago/Turabian StyleGu, Guo-Chao, Li-Xin Xiang, Rui-Fen Li, Wen-Hua Xu, Hong-Liang Zheng, Wen-Hao Wang, and Yu-Peng Lu. 2023. "A Comparative Study on Microstructure, Segregation, and Mechanical Properties of Al-Si-Mg Alloy Parts Processed by GISS-HPDC and SEED-HPDC" Materials 16, no. 20: 6652. https://doi.org/10.3390/ma16206652
APA StyleGu, G.-C., Xiang, L.-X., Li, R.-F., Xu, W.-H., Zheng, H.-L., Wang, W.-H., & Lu, Y.-P. (2023). A Comparative Study on Microstructure, Segregation, and Mechanical Properties of Al-Si-Mg Alloy Parts Processed by GISS-HPDC and SEED-HPDC. Materials, 16(20), 6652. https://doi.org/10.3390/ma16206652