
Effects of Heating Rates on Microstructural Evolution of Hot Extruded 7075 Aluminum Alloy in the Semi-Solid State and Thixotropic Deformation Behavior


Abstract
:1. Introduction
2. Experimental Procedures
2.1. Material
2.2. Reheating Process
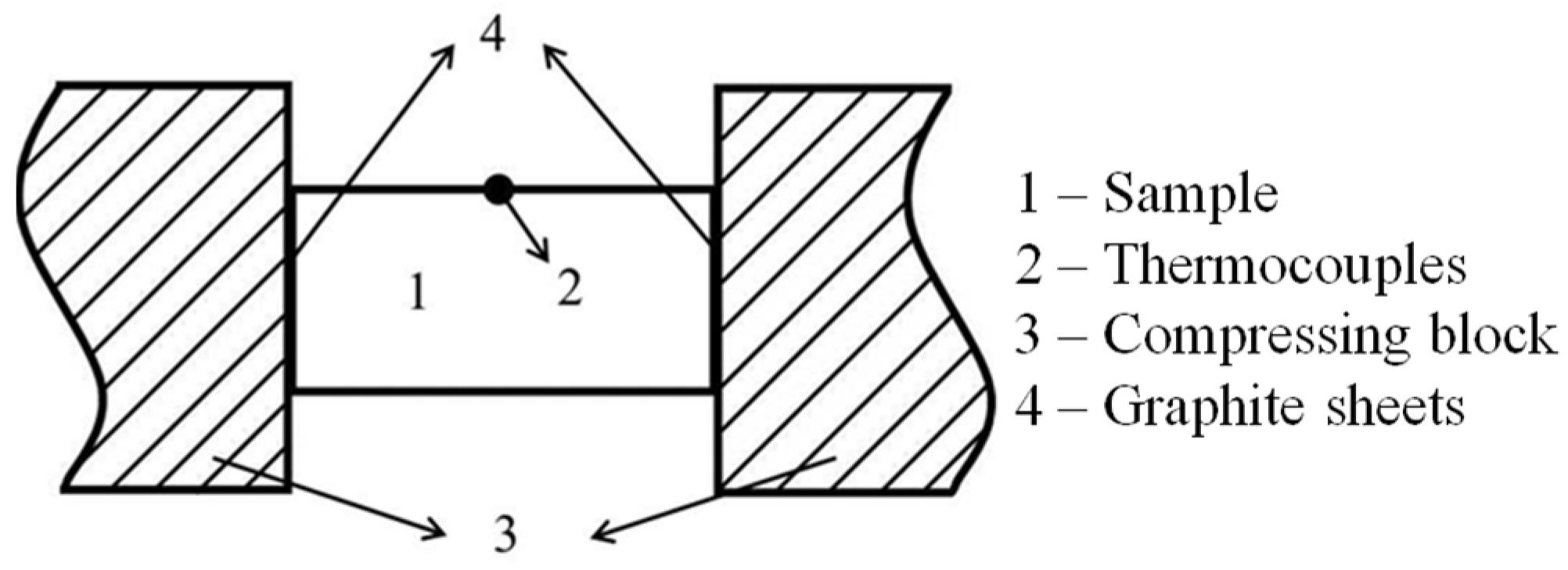
2.3. Isothermal Compression Test
2.4. Metallographic Characterization
3. Results
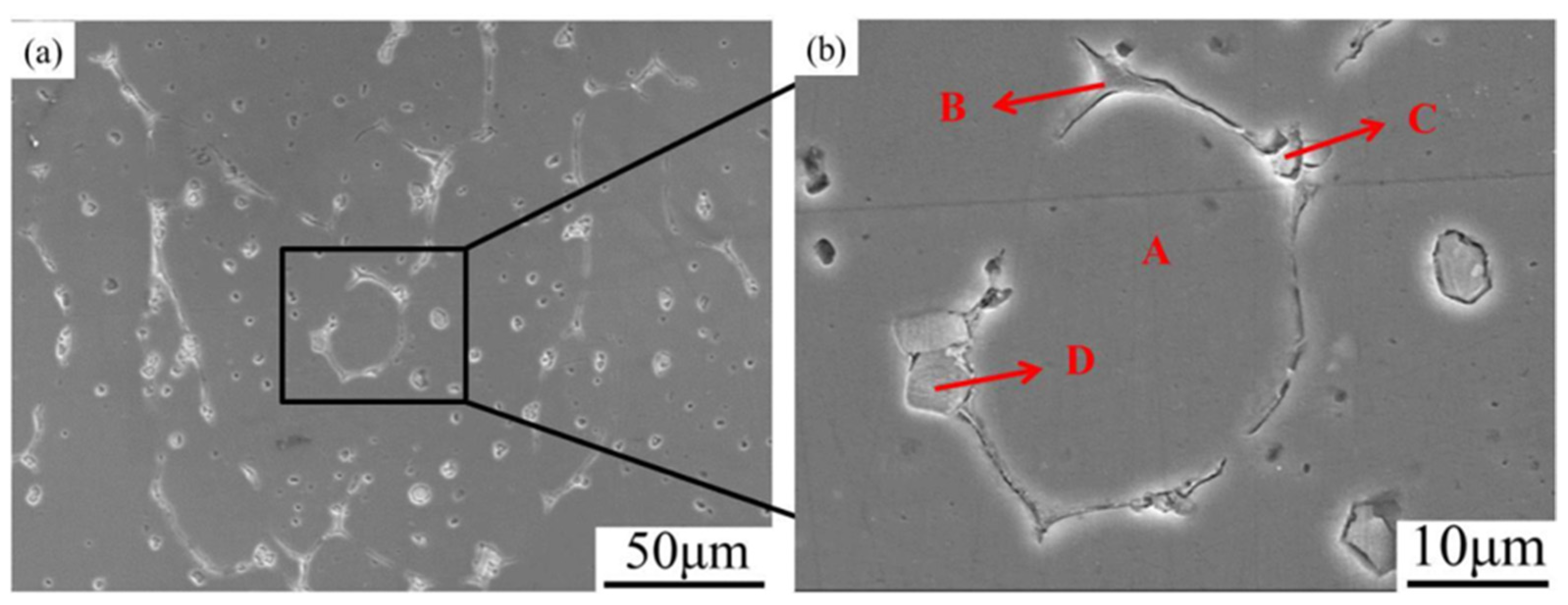
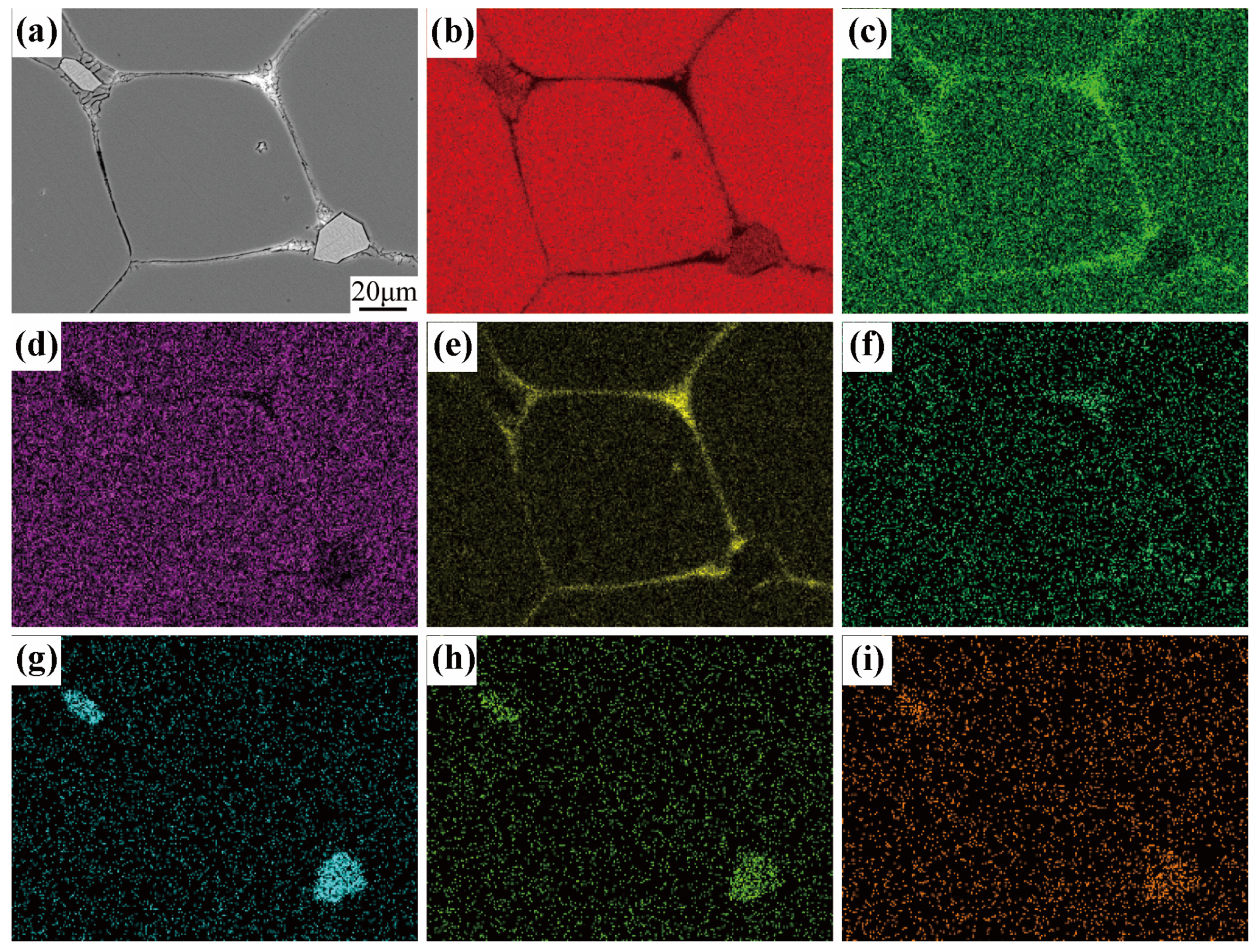
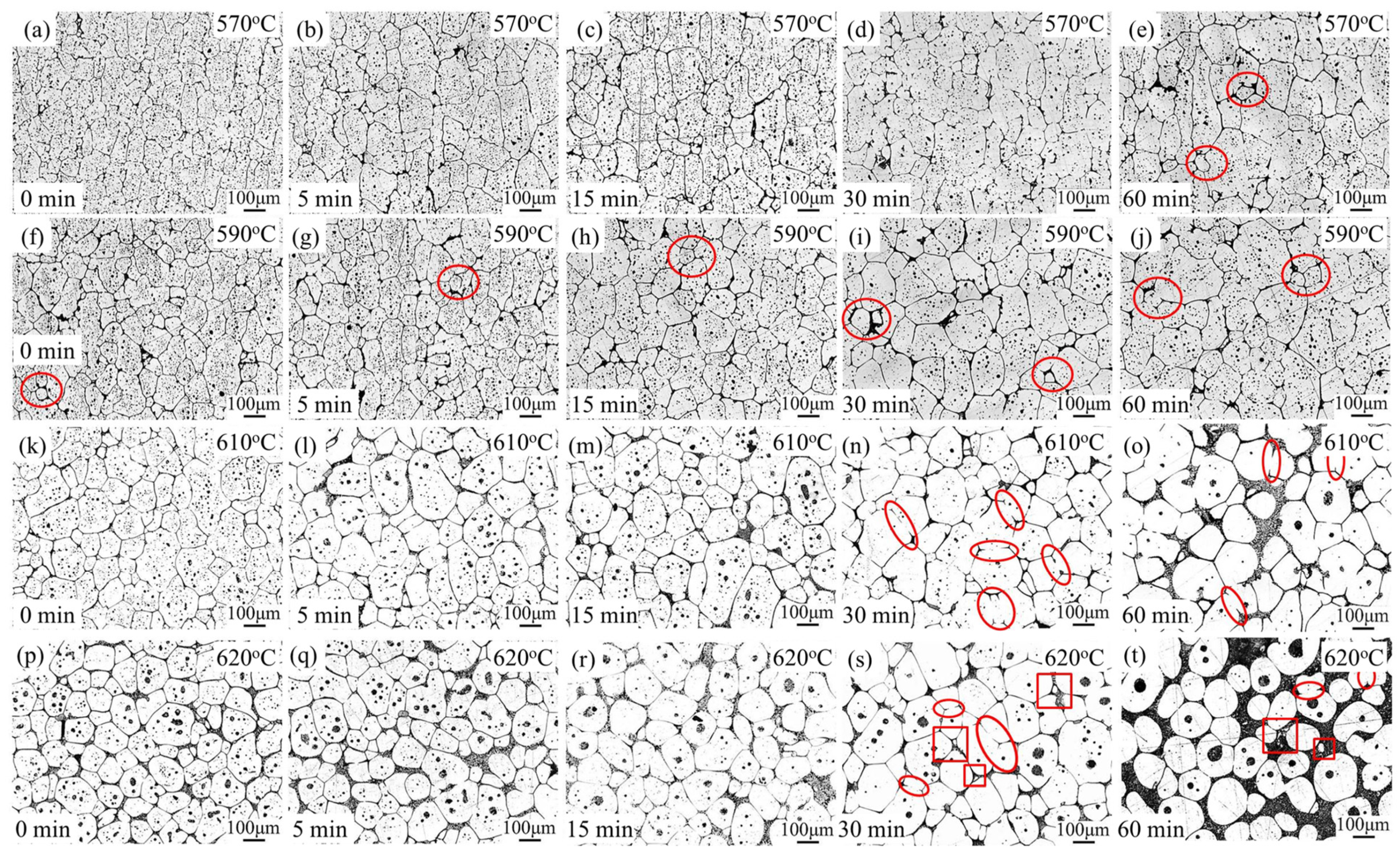
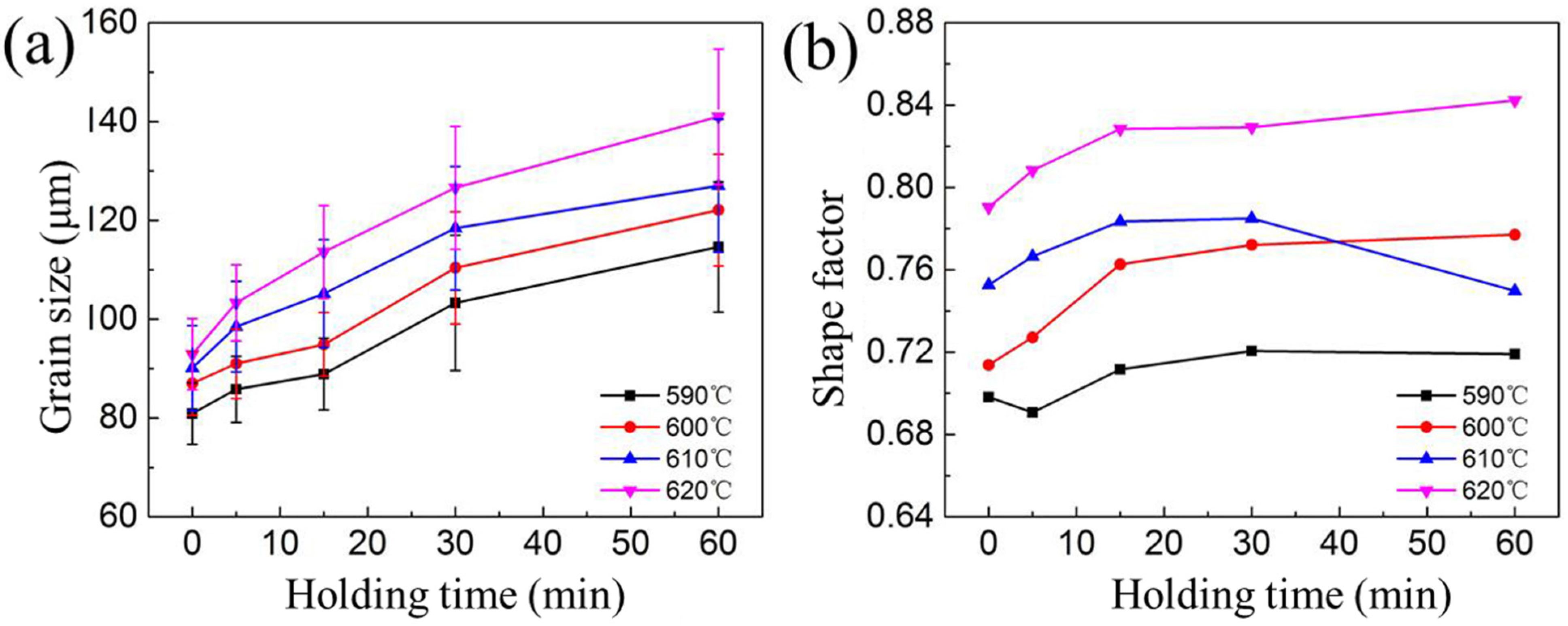
3.1. Microstructure Evolution and Element Distribution during Reheating
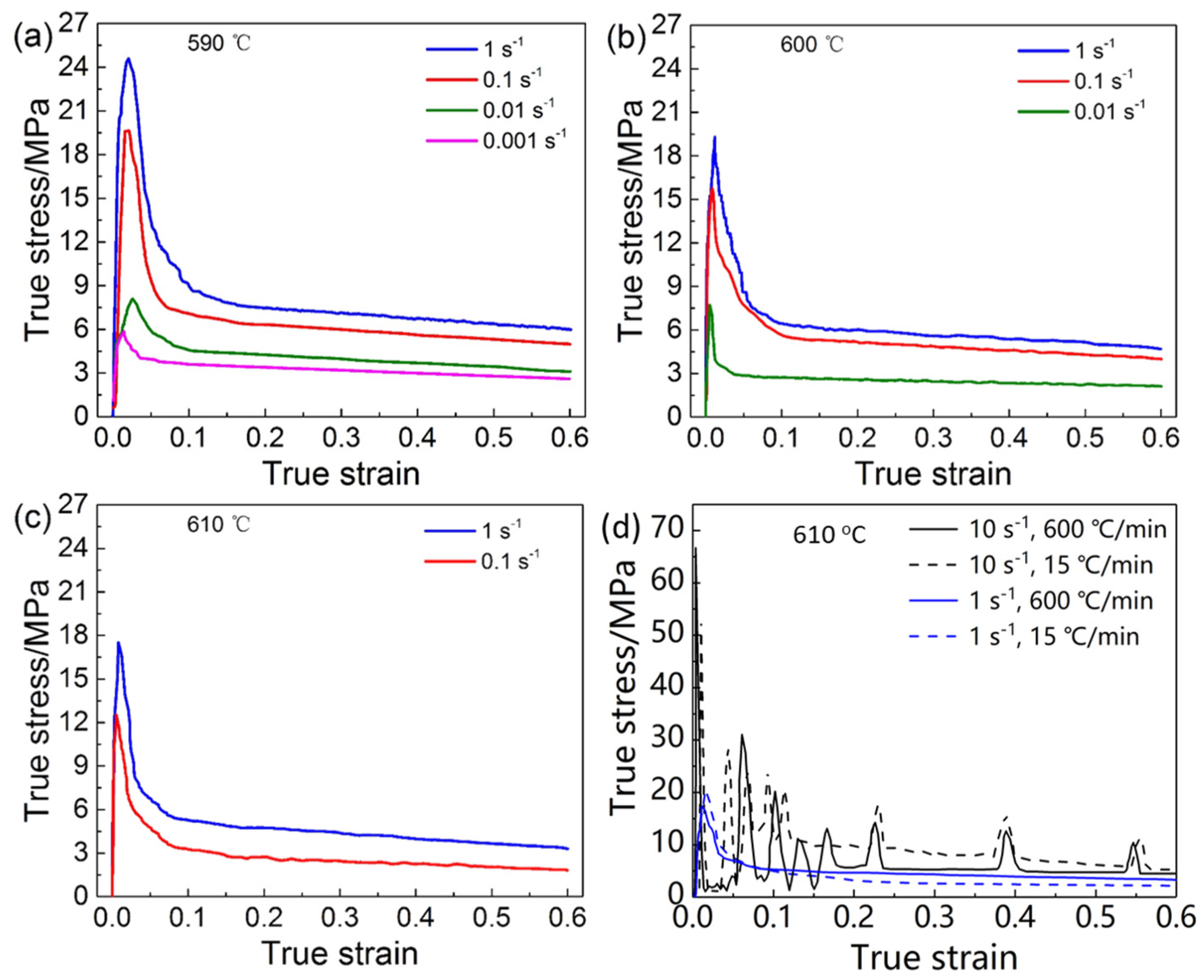
3.2. Semi-Solid Deformation Behavior at Low Liquid Fraction
4. Discussion
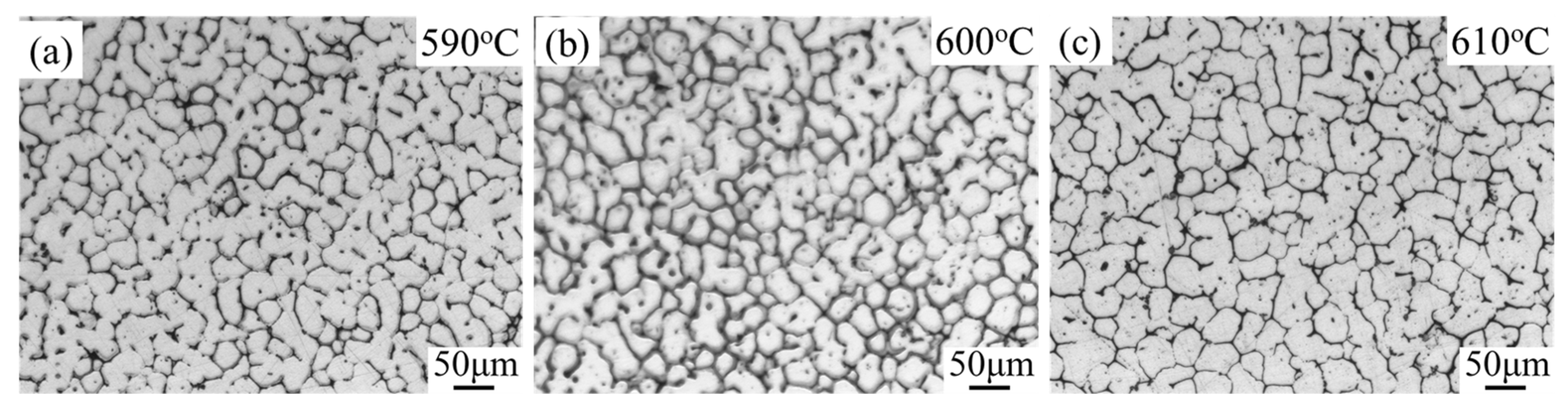
4.1. The Effect of Heating Rate on the Partially Remelted Microstructure
4.2. Thixotropic Strength Variation
5. Conclusions
- Microstructures with globular solid grains surrounded by liquid phase can be obtained by semi-solid isothermal holding. The coarsening rate constant increases with higher temperatures and longer holding times.
- The grain sizes in the 7075 aluminum alloy, obtained through the semi-solid reheating and holding process, are highly influenced by the heating rate in the final recrystallization stage. Higher heating rates were found to be beneficial in achieving finer grains, which in turn can improve the formability of semi-solid billets.
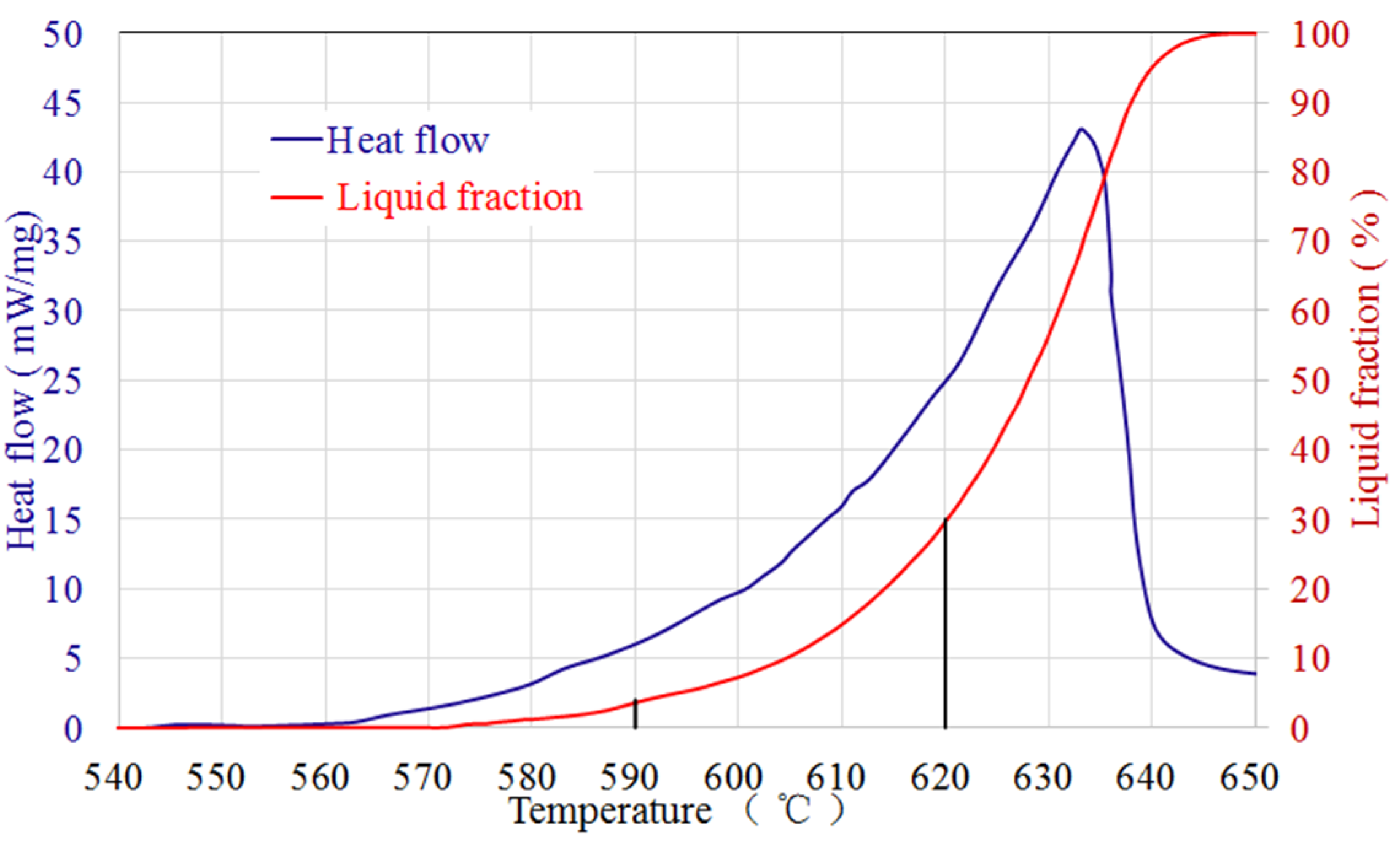
- When the semi-solid 7075 alloy is heated within the temperature range of 590 to 610 °C, it exhibits thixotropic behavior during compression. The microstructure and its micromechanical response during deformation play crucial roles in the thixotropic flow. The agglomeration and deagglomeration behaviors of solid grains result in variations of peaks, which depend on grain size, solid fraction, and strain rate.
- In this study, the thixoforged samples are relatively simple and have a single deformation direction. However, for further industrial application, it is important to investigate the optimization of the heating rate on the microstructure evolution and mechanical properties of bulk complex parts.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mirzadeh, H. Constitutive Description of 7075 Aluminum Alloy During Hot Deformation by Apparent and Physically-Based Approaches. J. Mater. Eng. Perform. 2015, 24, 1095–1099. [Google Scholar] [CrossRef]
- Bignon, M.; Ma, Z.Y.; Robson, J.D.; Shanthraj, P. Interactions between plastic deformation and precipitation in Aluminium alloys: A crystal plasticity model. Acta Mater. 2023, 247, 118735. [Google Scholar] [CrossRef]
- Atkinson, H.V.; Burke, K.; Vaneetveld, G. Recrystallisation in the semi-solid state in 7075 aluminium alloy. Mater. Sci. Eng. A 2008, 490, 266–276. [Google Scholar] [CrossRef]
- Kirkwood, D.H.; Suéry, M.; Krapanos, P.; Atkinson, H.V.; Young, K.P. Semi-Solid Processing of Alloys; Springer: Berlin/Heidelberg, Germany, 2016; ISBN 978-3-642-00706-4. [Google Scholar]
- Nafisi, S.; Ghomashchi, R. Semi-Solid Processing of Aluminum Alloys; Springer International Publishing Switzerland: Berlin/Heidelberg, Germany, 2016; ISBN 978-3-319-40333-5. [Google Scholar]
- Jiang, J.F.; Liu, Y.Z.; Xiao, G.F.; Wang, Y.; Xiao, X.Q. Effects of temperature and time on microstructural evolution of semisolid 5A06 aluminum alloy: Preparation of semisolid billets in ellipsoid solid phase. J. Mater. Eng. Perform. 2020, 29, 5346–5359. [Google Scholar] [CrossRef]
- Gu, G.C.; Pesci, R.; Langlois, L.; Becker, E.; Bigot, R.; Guo, M.X. Microstructure observation and quantification of the liquid fraction of M2 steel grade in the semi-solid state, combining confocal laser scanning microscopy and X-ray microtomography. Acta Mater. 2014, 66, 118–131. [Google Scholar] [CrossRef]
- Czerwinski, F. Thermomechanical processing of metal feedstock for semisolid forming: A review. Metall. Mater. Trans. B 2018, 49, 3220–3257. [Google Scholar] [CrossRef]
- Kirkwood, D.H.; Sellars, C.M.; Eliasboyed, L.G. Thixotropic Materials. U.S. Patent 19900455756, 25 January 1992. [Google Scholar]
- Young, K.P.; Kyonka, C.P.; Courtois, J.A. Fine Grained Metal Composition. U.S. Patent 4415374, 15 November 1983. [Google Scholar]
- Ragheb, D.Z.; Shabestari, S.G.; Najafi, Y. Effect of strain-induced melt activation process and thixoforming on microstructure and mechanical properties of 319 aluminum alloy. J. Alloys Compd. 2023, 954, 170152. [Google Scholar] [CrossRef]
- Binesh, B.; Aghaie, K.M. Microstructure and texture characterization of 7075 Al alloy during the SIMA process. Mater. Charact. 2015, 106, 390–403. [Google Scholar] [CrossRef]
- Chang, Z.Y.; Wu, Y.J.; Su, N.; Deng, Q.C.; Wu, Q.Y.; Xue, Y.T.; Peng, L.M.; Ding, W.J. Microstructural evolution of Mg-10Gd-3Y-1Zn-0.4Zr (wt%) alloy prepared by strain-induced melt activation process. Mater. Charact. 2021, 171, 110831. [Google Scholar] [CrossRef]
- Jiang, J.; Wang, Y.; Xiao, G.; Nie, X. Comparison of microstructural evolution of 7075 aluminum alloy fabricated by sima and rap. J. Mater. Process. Technol. 2016, 238, 361–372. [Google Scholar] [CrossRef]
- Fu, J.L.; Wang, K.K.; Li, X.W.; Zhang, H.K. Microstructure evolution and thixoforming behavior of 7075 aluminum alloy in the semi-solid state prepared by rap method. Int. J. Miner. Metall. Mater. 2016, 23, 1404–1415. [Google Scholar] [CrossRef]
- Sun, Y.G.; Zhang, C.J.; Feng, H.; Zhang, S.Z.; Han, J.C.; Zhang, W.G.; Zhao, E.; Wang, H.W. Dynamic recrystallization mechanism and improved mechanical properties of a near α high temperature titanium alloy processed by severe plastic deformation. Mater. Charact. 2020, 163, 110281. [Google Scholar] [CrossRef]
- Fu, J.L.; Wang, S.X.; Wang, K.K. Influencing factors of the coarsening behaviors for 7075 aluminum alloy in the semi-solid state. J. Mater. Sci. 2018, 53, 9790–9805. [Google Scholar] [CrossRef]
- Binesh, B.; Aghaie, K.M. RUE-based semi-solid processing: Microstructure evolution and effective parameters. Mater. Des. 2016, 95, 268–286. [Google Scholar] [CrossRef]
- Bolouri, A.; Shahmiri, M.; Kang, C.G. Study on the effects of the compression ratio and mushy zone heating on the thixotropic microstructure of AA 7075 aluminum alloy via SIMA process. J. Alloys Compd. 2011, 509, 402–408. [Google Scholar] [CrossRef]
- Sang, Y.L.; Jung, H.L.; Young, S.L. Characterization of Al 7075 alloys after cold working and heating in the semi-solid temperature range. J. Mater. Process. Technol. 2001, 111, 42–47. [Google Scholar] [CrossRef]
- Shabestari, S.G.; Abdi, M.; Naghdali, S. Effect of thixoforming and precipitation hardening on microstructure and mechanical properties of Al-10.5Si-3Cu-0.2Mg alloy produced by strain induced melt activation process. J. Mater. Res. Technol. 2021, 15, 4981–4992. [Google Scholar] [CrossRef]
- Liu, Y.Z.; Jiang, J.F.; Xiao, G.F.; Zhang, Y.; Huang, M.J.; Wang, Y. Effects of temperature and time on three-dimensional microstructural evolution of semi-solid 2A14 aluminum alloy during short process preparation of semi-solid billets. Tran. Nonferrous Met. Soc. China 2022, 32, 2091–2190. [Google Scholar] [CrossRef]
- Zhang, Y.; Jiang, J.F.; Wang, Y.; Xiao, G.F.; Liu, Y.Z.; Huang, M.J. Recrystallization process of hot-extruded 6A02 aluminum alloy in solid and semi-solid temperature ranges. J. Alloys Compd. 2022, 893, 162311. [Google Scholar] [CrossRef]
- Xiao, G.; Jiang, J.; Liu, Y.; Wang, Y.; Guo, B. Recrystallization and microstructure evolution of hot extruded 7075 aluminum alloy during semi-solid isothermal treatment. Mater. Charact. 2019, 156, 109874. [Google Scholar] [CrossRef]
- Bampton, C.C.; Wert, J.A.; Mahoney, M.W. Heating rate effects on recrystallized grain size in two Al-Zn-Mg-Cu alloys. Metall. Mater. Trans. A 1982, 13, 193–198. [Google Scholar] [CrossRef]
- George, S.L.; Knutsen, R.D. Composition segregation in semi-solid metal cast AA7075 aluminium alloy. J. Mater. Sci. 2012, 47, 4716–4725. [Google Scholar] [CrossRef]
- Boettinger, W.J.; Kattner, U.R.; Moon, K.W.; Perepezko, J.H. DTA and heat-flux DSC measurements of alloy melting and freezing. In Methods for Phase Diagram Determination; Elsevier: Amsterdam, The Netherlands, 2007; pp. 151–221. [Google Scholar] [CrossRef]
- Gu, G.C.; Pesci, R.; Langlois, L.; Becker, E.; Bigot, R. Microstructure investigation and flow behavior during thixoextrusion of M2 steel grade. J. Mater. Process. Technol. 2015, 216, 178–187. [Google Scholar] [CrossRef]
- Yan, G.H.; Zhao, S.D.; Ma, S.Q.; Shou, H.T. Microstructural evolution of A356.2 alloy prepared by the SIMA process. Mater. Charact. 2012, 69, 45–51. [Google Scholar] [CrossRef]
- Luo, S.; Chena, Q.; Zhao, Z. An investigation of microstructure evolution of RAP processed ZK60 magnesium alloy. Mater. Sci. Eng. A 2009, 501, 146–152. [Google Scholar] [CrossRef]
- Binesh, B.; Aghaie-Khafri, M. Phase Evolution and Mechanical Behavior of the Semi-Solid SIMA Processed 7075 Aluminum Alloy. Metals 2016, 6, 42. [Google Scholar] [CrossRef]
- Manson, W.E.D.; Stone, I.C.; Jones, J.R.; Grant, P.S.; Cantor, B. Isothermal grain coarsening of spray formed alloys in the semi-solid state. Acta Mater. 2002, 50, 2517–2535. [Google Scholar] [CrossRef]
- Lin, Y.C.; Wu, X.Y.; Chen, X.M.; Chen, J.; Wen, D.X.; Zhang, J.L.; Li, L.T. EBSD study of a hot deformed nickel-based superalloy. J. Alloys Compd. 2015, 640, 101–113. [Google Scholar] [CrossRef]
- Ruhaizat, N.E.; Yusuf, N.K.; Lajis, M.A.; Alimi, S.A.; Shamsudin, S. Effect of Direct Recycling Hot Press Forging Parameters on Mechanical Properties and Surface Integrity of AA7075 Aluminum Alloys. Metals 2022, 12, 1555. [Google Scholar] [CrossRef]
- Wert, J.A.; Paton, N.E.; Hamilton, C.H. Grain refinement in 7075 aluminum by thermomechanical processing. Metall. Mater. Trans. A 1981, 12, 1267–1276. [Google Scholar] [CrossRef]
- Wang, L.; Yang, X.; Robson, J.D.; Sanders, R.E.; Liu, Q. Microstructural evolution of cold-rolled AA7075 sheet during solution treatment. Materials 2020, 13, 2734. [Google Scholar] [CrossRef] [PubMed]
- Neag, A.; Favier, V.; Bigot, R.; Pop, M. Microstructure and flow behaviour during backward extrusion of semi-solid 7075 aluminium alloy. J. Mater. Process. Technol. 2012, 212, 1472–1480. [Google Scholar] [CrossRef]
- Bolouri, A.; Chen, X.G. Transient rheological behavior of semisolid SEED-Processed 7075 aluminum alloys in rapid compression. Metall. Mater. Trans. B 2018, 49, 2858–2867. [Google Scholar] [CrossRef]
- Wang, K.; Wang, L.R.; Li, F.G.; Zhang, Z.M.; Luo, R. Anisotropic microstructure and thixo-compression deformation behavior of extruded 7075 aluminum alloy in semi-solid state. Mater. Sci. Eng. A 2022, 833, 142514. [Google Scholar] [CrossRef]
- Neag, A.; Favier, V.; Bigot, R.; Atkinson, H.V. Comparison between numerical simulation of semisolid flow into a die using FORGE© and in situ visualization using a transparent sided die. J. Mater. Process. Technol. 2016, 229, 338–348. [Google Scholar] [CrossRef]
- Favier, V.; Atkinson, H.V. Micromechanical modelling of the elastic-viscoplastic response of metallic alloys under rapid compression in the semi-solid state. Acta Mater. 2011, 59, 1271–1280. [Google Scholar] [CrossRef]
- Shan, W.W.; Luo, S.J. Mechanical behavior and microstructure during compression of semi-solid ZK60-RE magnesium alloy at high solid content. Mater. Sci. Eng. A 2007, 465, 247–254. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Zn | Mg | Cu | Fe | Cr | Mn | Si | Al |
|---|---|---|---|---|---|---|---|---|
| wt% | 5.8 | 2.45 | 1.58 | 0.42 | 0.225 | 0.17 | 0.36 | Balanced |
| Area | Al | Zn | Mg | Cu | Si | Fe | Mn | Cr | 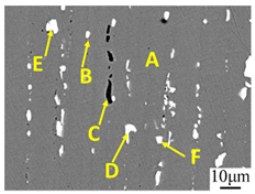 |
| A | 93.9 | 2.9 | 2.6 | 0.6 | |||||
| B | 56.8 | 2.9 | 20.1 | 20.2 | 0.1 | ||||
| C | 27.2 | 0.5 | 43.9 | 28.4 | |||||
| D | 80.1 | 1.9 | 4.1 | 12.6 | 1.0 | 0.3 | |||
| E | 75.9 | 0.6 | 2.3 | 4.9 | 10.9 | 2.4 | 2.9 | ||
| F | 84.7 | 2.2 | 1.2 | 2.8 | 8.1 | 08 | 0.2 |
| Element | Al | Zn | Mg | Cu | Fe | Cr | Mn | |
|---|---|---|---|---|---|---|---|---|
| Point A | wt% | 89.84 | 6.53 | 2.3 | 1.33 | |||
| at% | 93.92 | 2.82 | 2.67 | 0.59 | ||||
| Point B | wt% | 46.37 | 6.9 | 1.39 | 45.34 | |||
| at% | 66.23 | 4.07 | 2.2 | 27.5 | ||||
| Point C | wt% | 62.47 | 8.38 | 6.60 | 14.34 | 8.21 | ||
| at% | 74.73 | 4.14 | 8.76 | 7.27 | 5.10 | |||
| Point D | wt% | 64.84 | 3.79 | 11.15 | 17.81 | 2.41 | ||
| at% | 80.12 | 1.93 | 5.85 | 10.63 | 1.46 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gu, G.; Li, R.; Xiang, L.; Xiao, G.; Lu, Y. Effects of Heating Rates on Microstructural Evolution of Hot Extruded 7075 Aluminum Alloy in the Semi-Solid State and Thixotropic Deformation Behavior. Materials 2023, 16, 6145. https://doi.org/10.3390/ma16186145
Gu G, Li R, Xiang L, Xiao G, Lu Y. Effects of Heating Rates on Microstructural Evolution of Hot Extruded 7075 Aluminum Alloy in the Semi-Solid State and Thixotropic Deformation Behavior. Materials. 2023; 16(18):6145. https://doi.org/10.3390/ma16186145
Chicago/Turabian StyleGu, Guochao, Ruifen Li, Lixin Xiang, Guiyong Xiao, and Yupeng Lu. 2023. "Effects of Heating Rates on Microstructural Evolution of Hot Extruded 7075 Aluminum Alloy in the Semi-Solid State and Thixotropic Deformation Behavior" Materials 16, no. 18: 6145. https://doi.org/10.3390/ma16186145
APA StyleGu, G., Li, R., Xiang, L., Xiao, G., & Lu, Y. (2023). Effects of Heating Rates on Microstructural Evolution of Hot Extruded 7075 Aluminum Alloy in the Semi-Solid State and Thixotropic Deformation Behavior. Materials, 16(18), 6145. https://doi.org/10.3390/ma16186145