
Effects of a New Type of Grinding Wheel with Multi-Granular Abrasive Grains on Surface Topography Properties after Grinding of Inconel 625

 ,
,  , , and
, , and
Abstract
1. Introduction
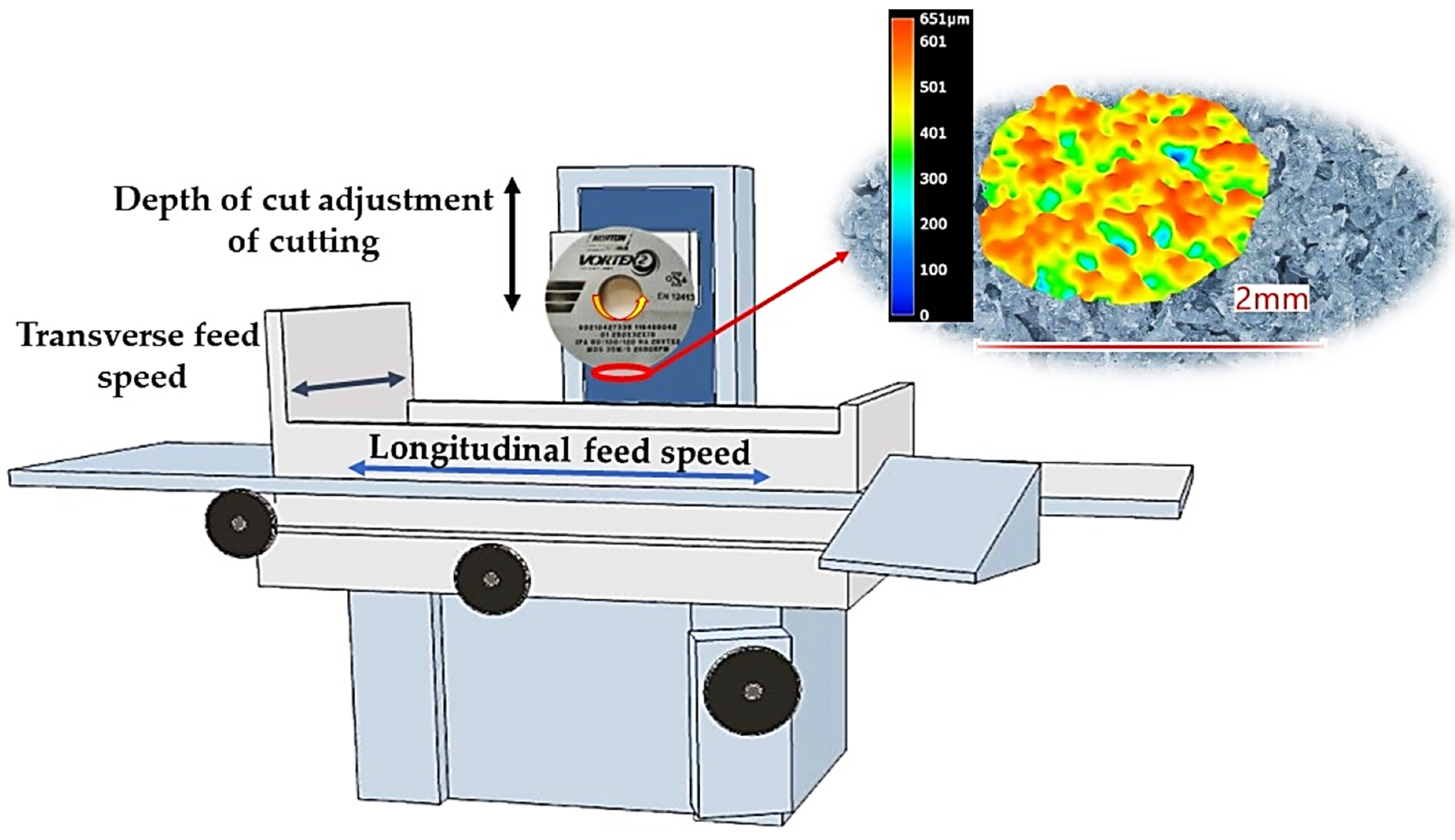
2. Materials and Methods
- Sa: arithmetic mean of the deviations from the mean Sa (average value of the absolute heights over the entire surface);
- Surface topography.
3. Results and Discussion
3.1. Analysis of the Grinding Wheel’s Surface Topography and Sample Properties
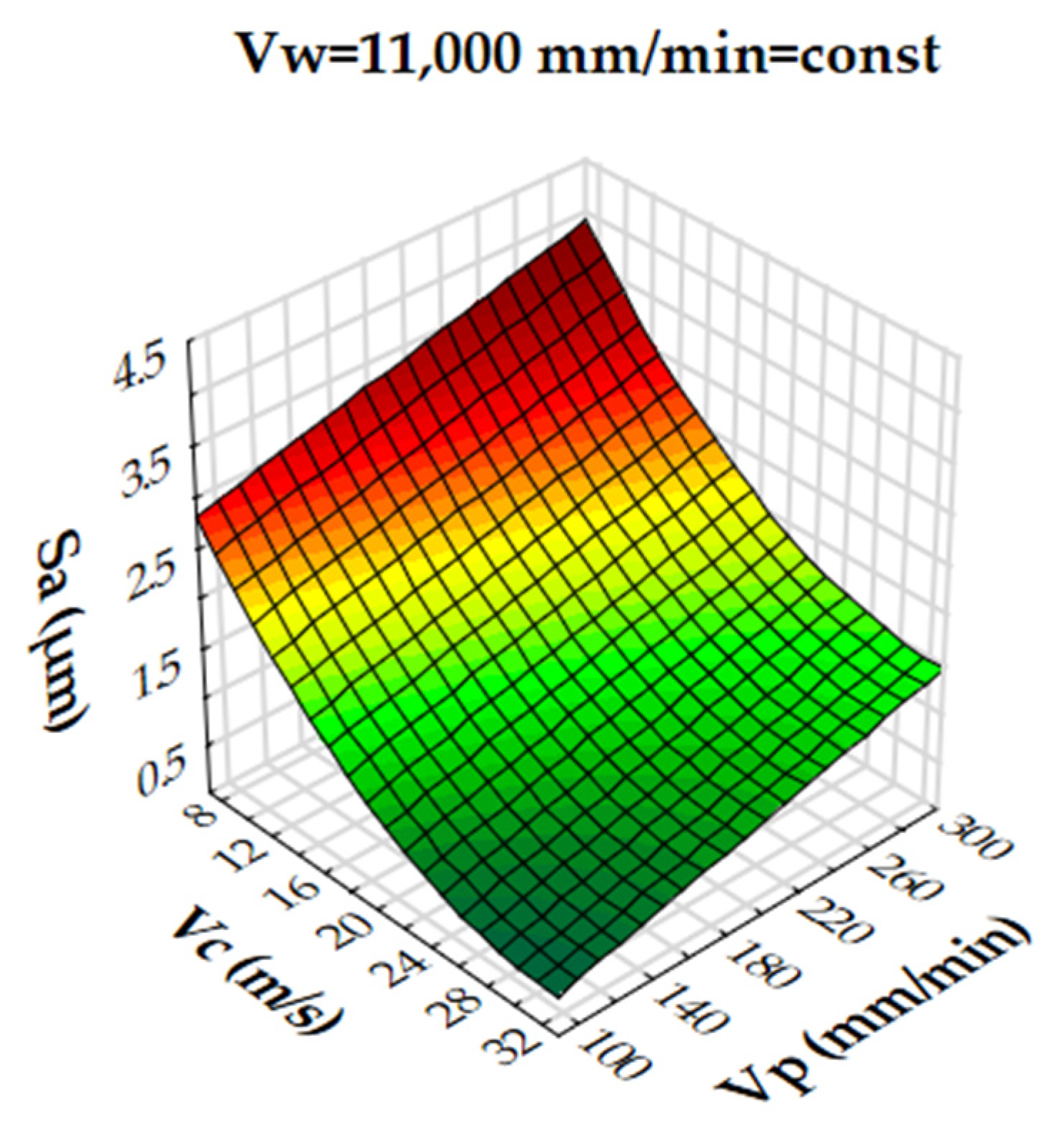
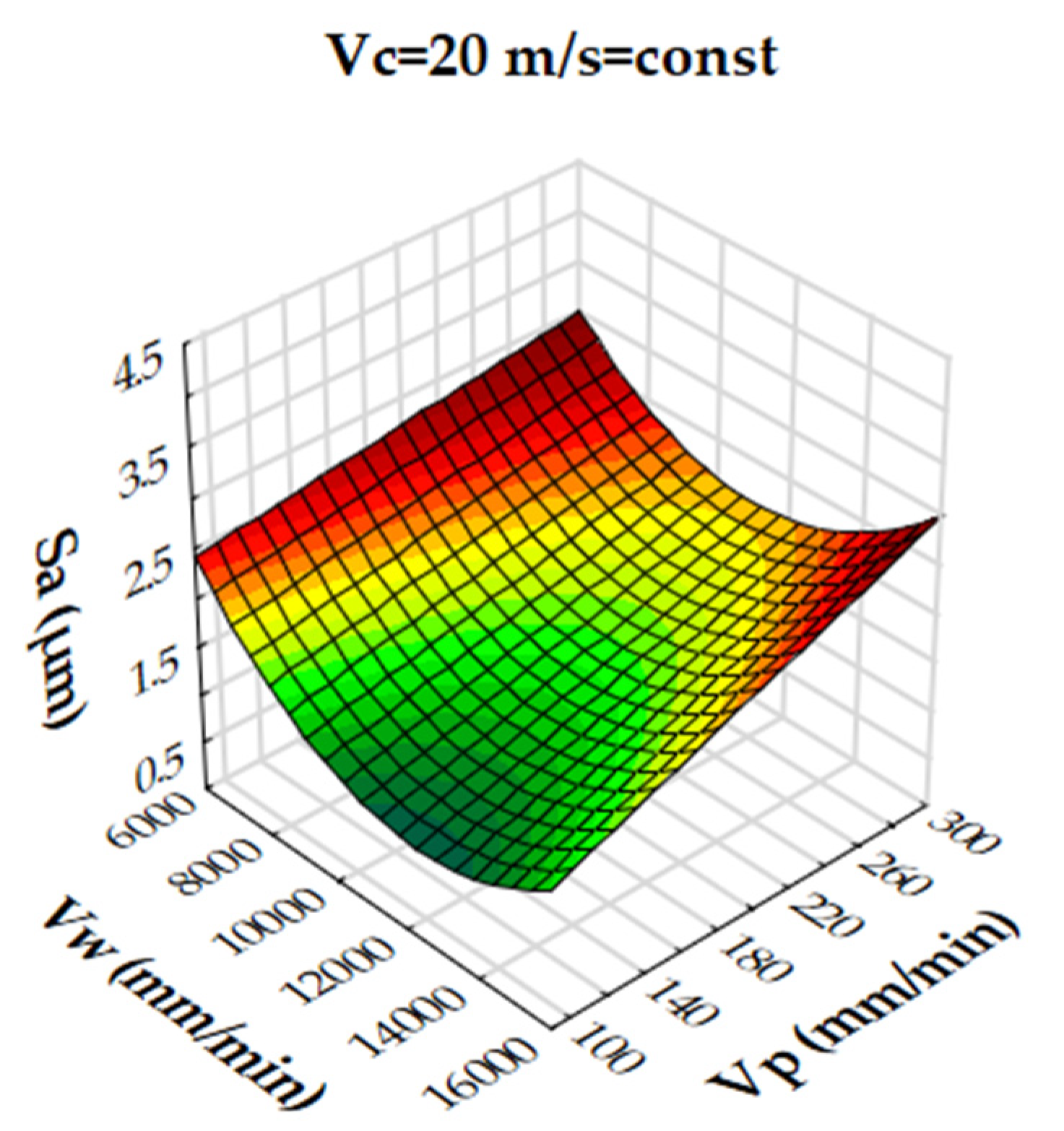
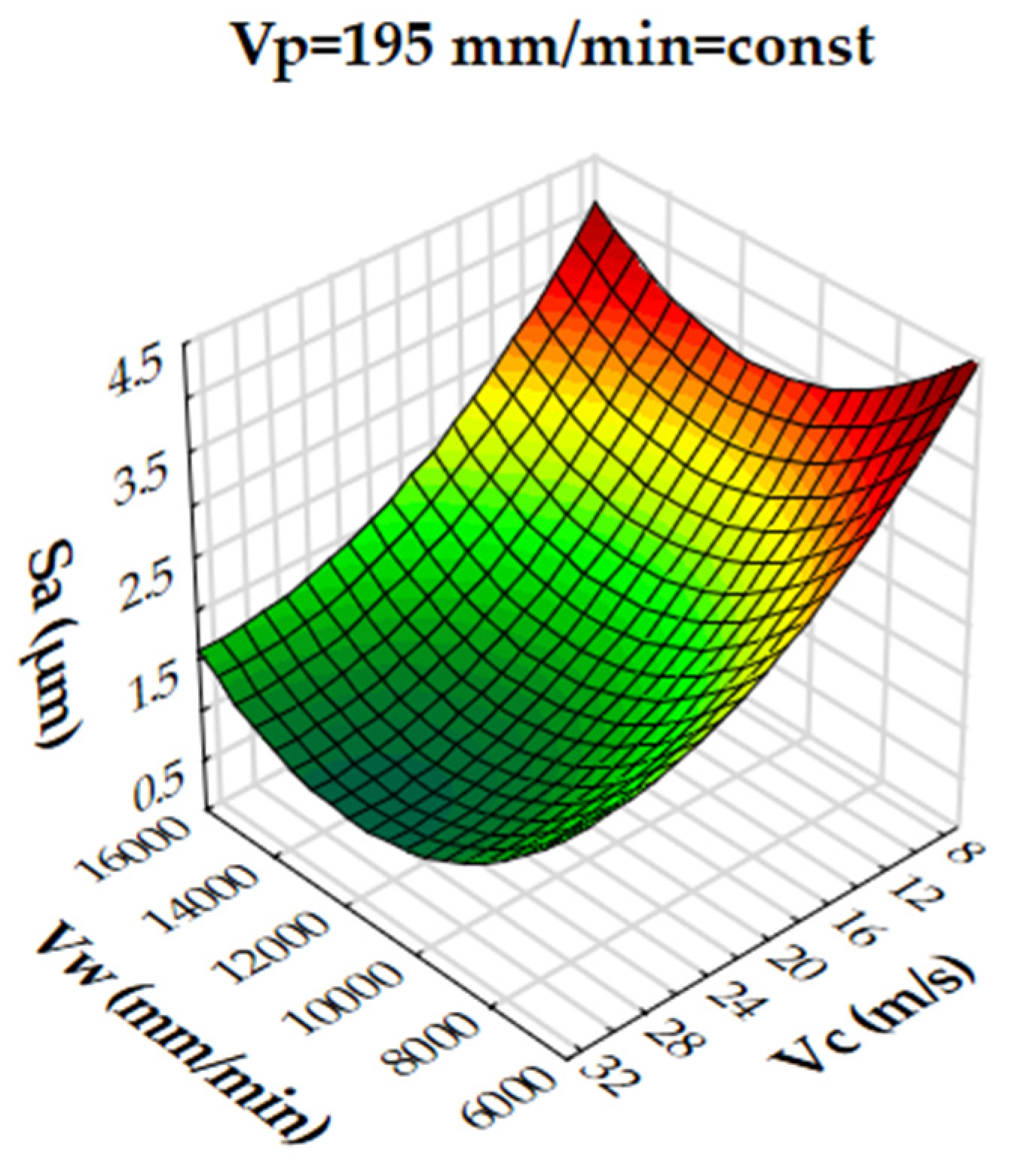
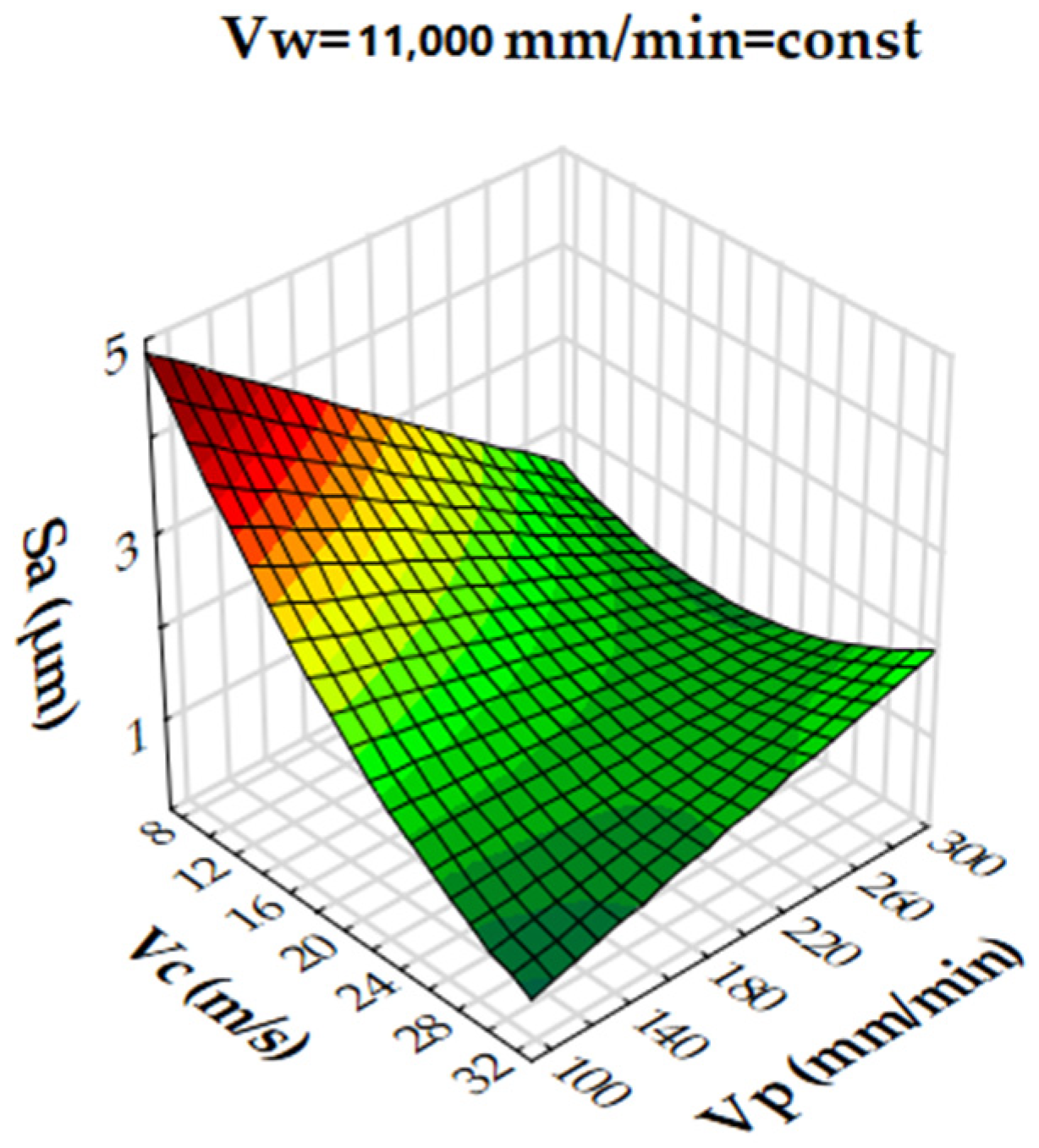
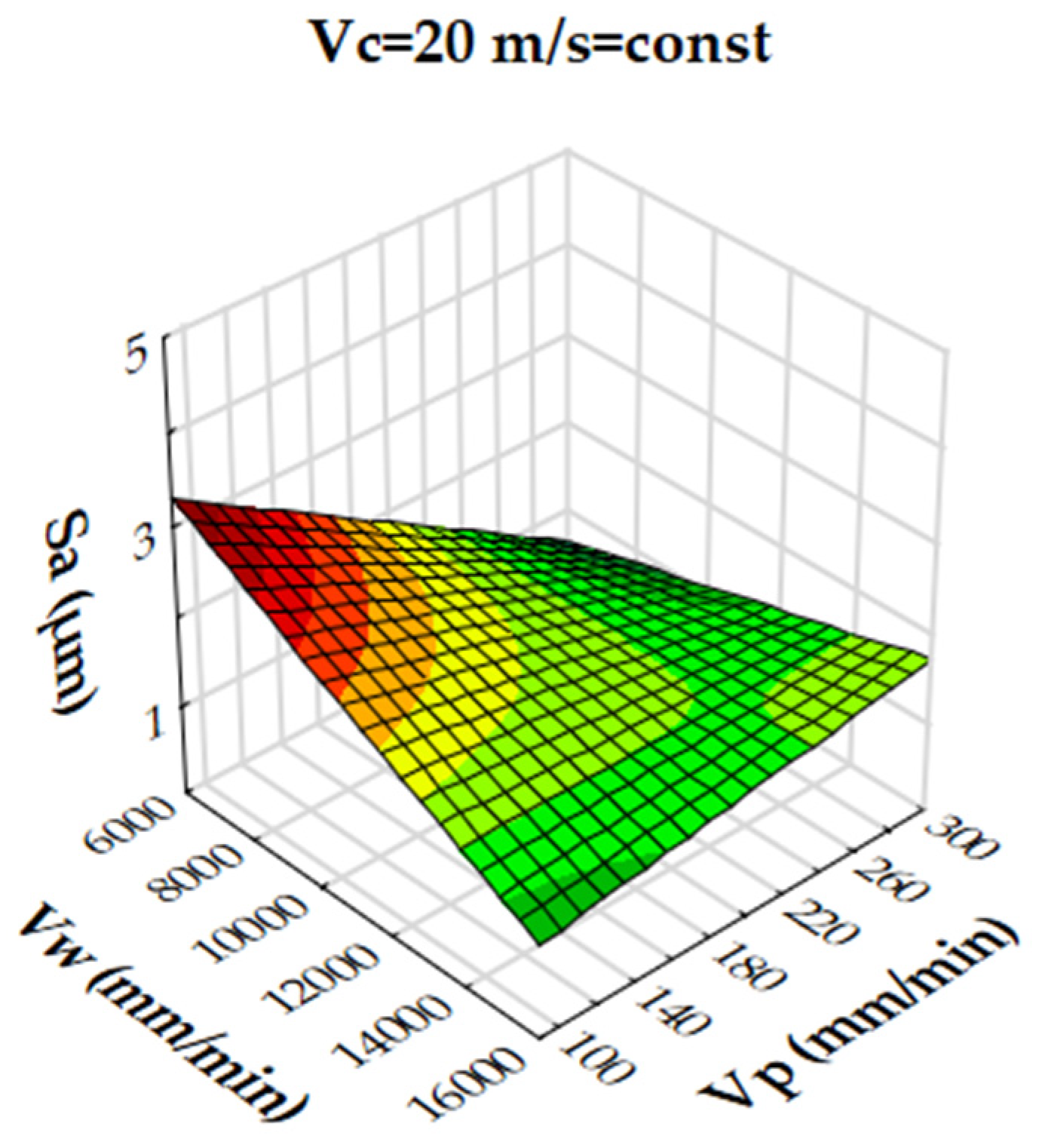
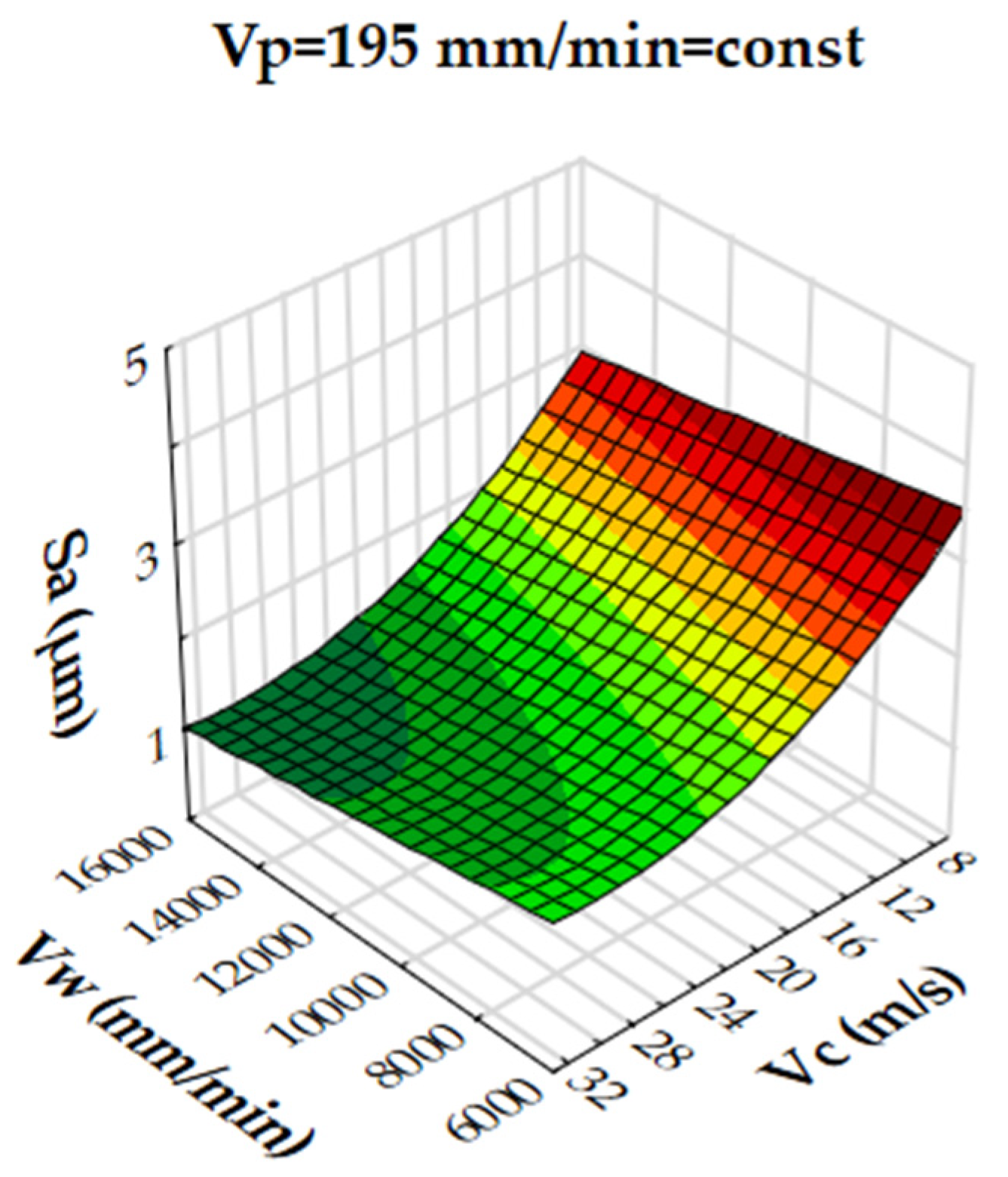
3.2. Response Surface Methodology
4. Conclusions
- The obtained regression equations describing the studied correlations are characterized by a high correlation coefficient (R for the multigranular disc is equal to 0.87 and for the conventional disc it is 0.92), which indicates a strong relationship between the variables;
- As the cutting speed, Vc, increases, the values of surface roughness, Sa, of the machined samples decrease (to about 0.9 μm, for a Vc equal to 33 m/s). Observation of the grinding process indicated the unfavorable effect of the low speed of the grinding wheel on the machined surface. In this case, the particles of the machined material were affected by higher force values during grinding, decreasing the roughness parameters (Sa is close to 3.5 μm for a Vc equal to 7 m/s);
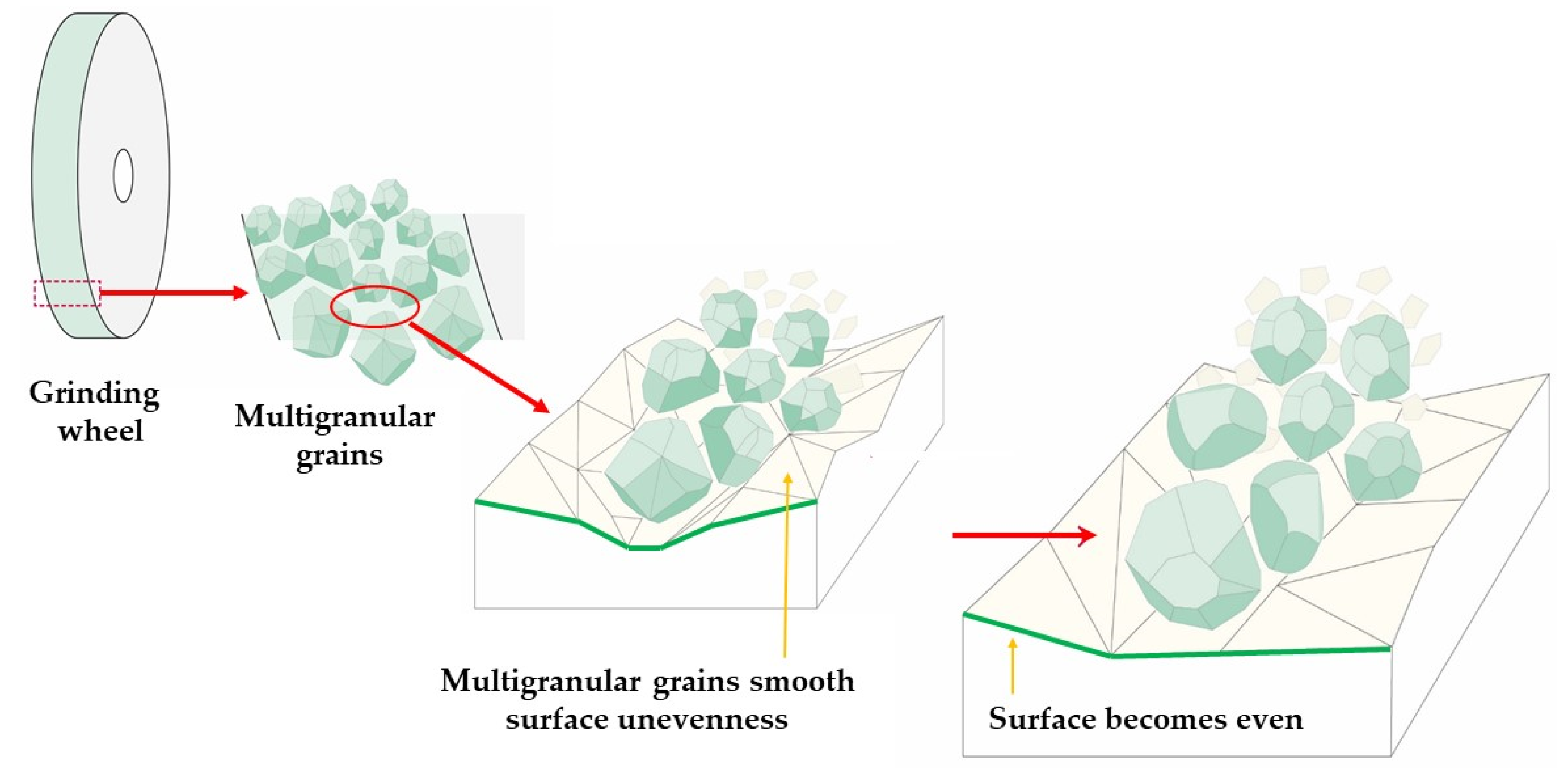
- In some cases, the analyzed values of the Sa parameter differed twice. Such values were obtained for low input parameters, i.e., a Vw of 8027 mm/min, a Vp of 133 mm/min and a Vc of 13 m/s, which is due to the higher load per single abrasive grain in the conventional disc. For a multigranular disc, the active profile of the grinding wheel is more even due to better filling, which results in a reduction in grain-object interactions. Chipping and surface damage are minimized in this way;
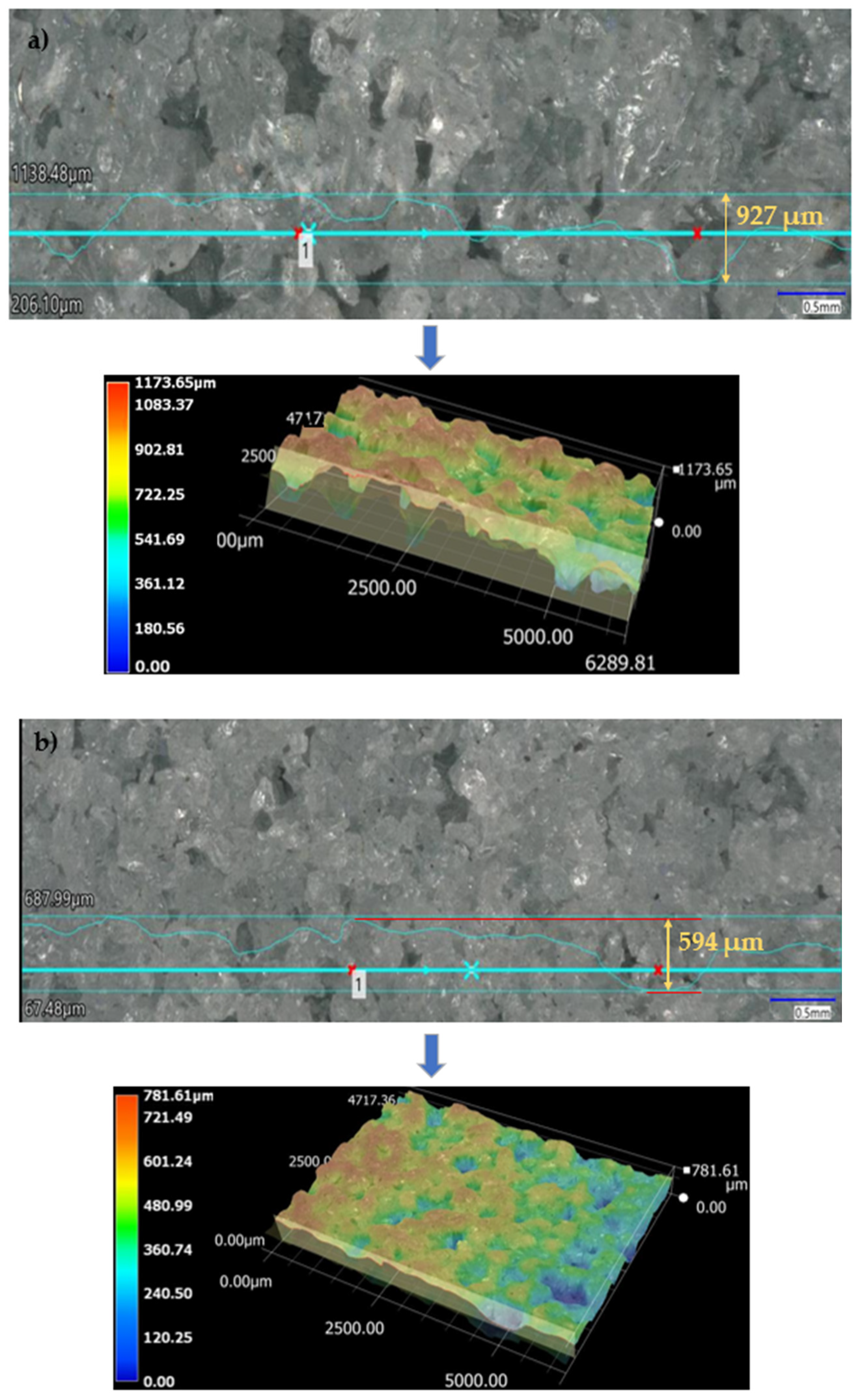
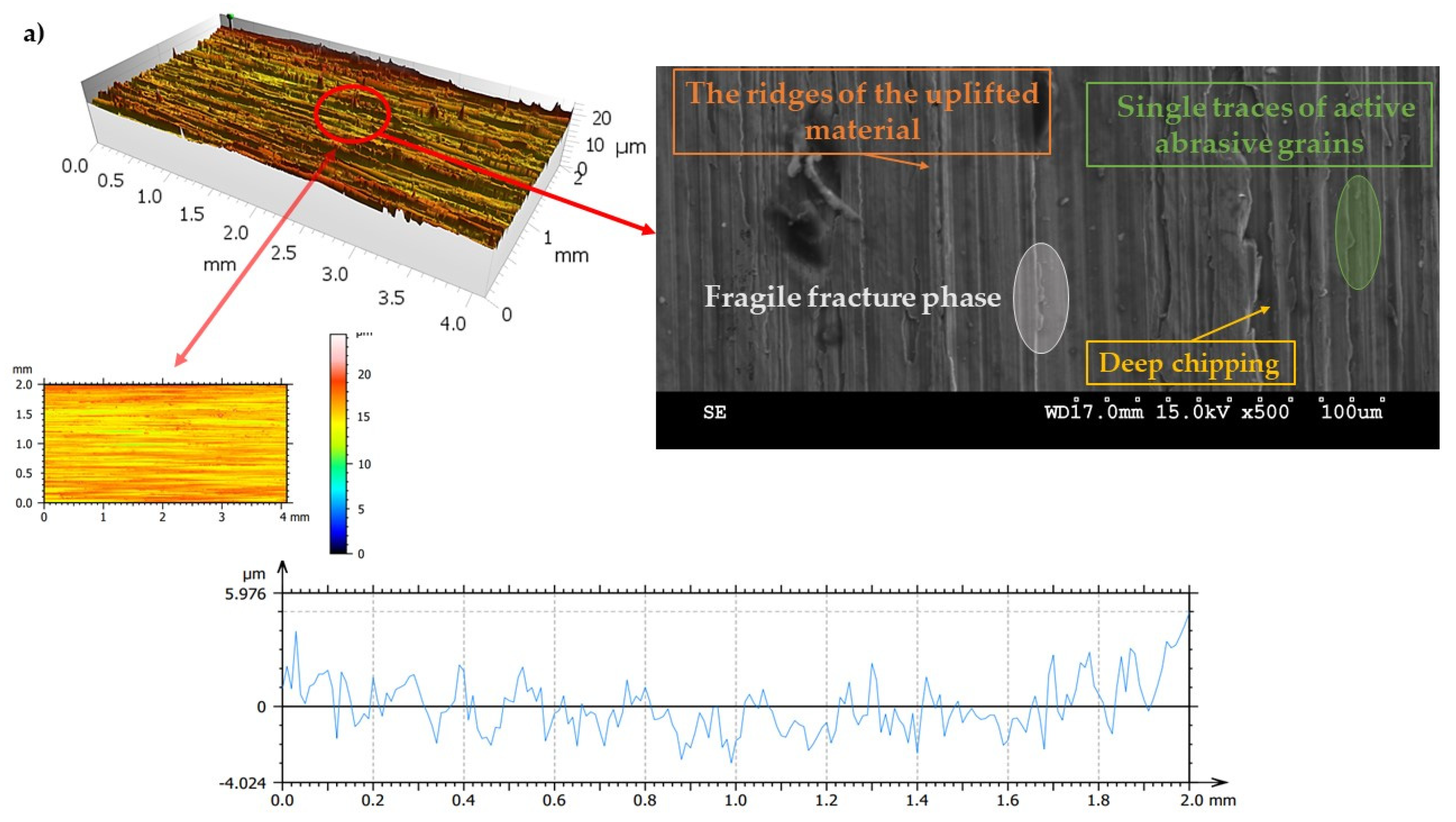
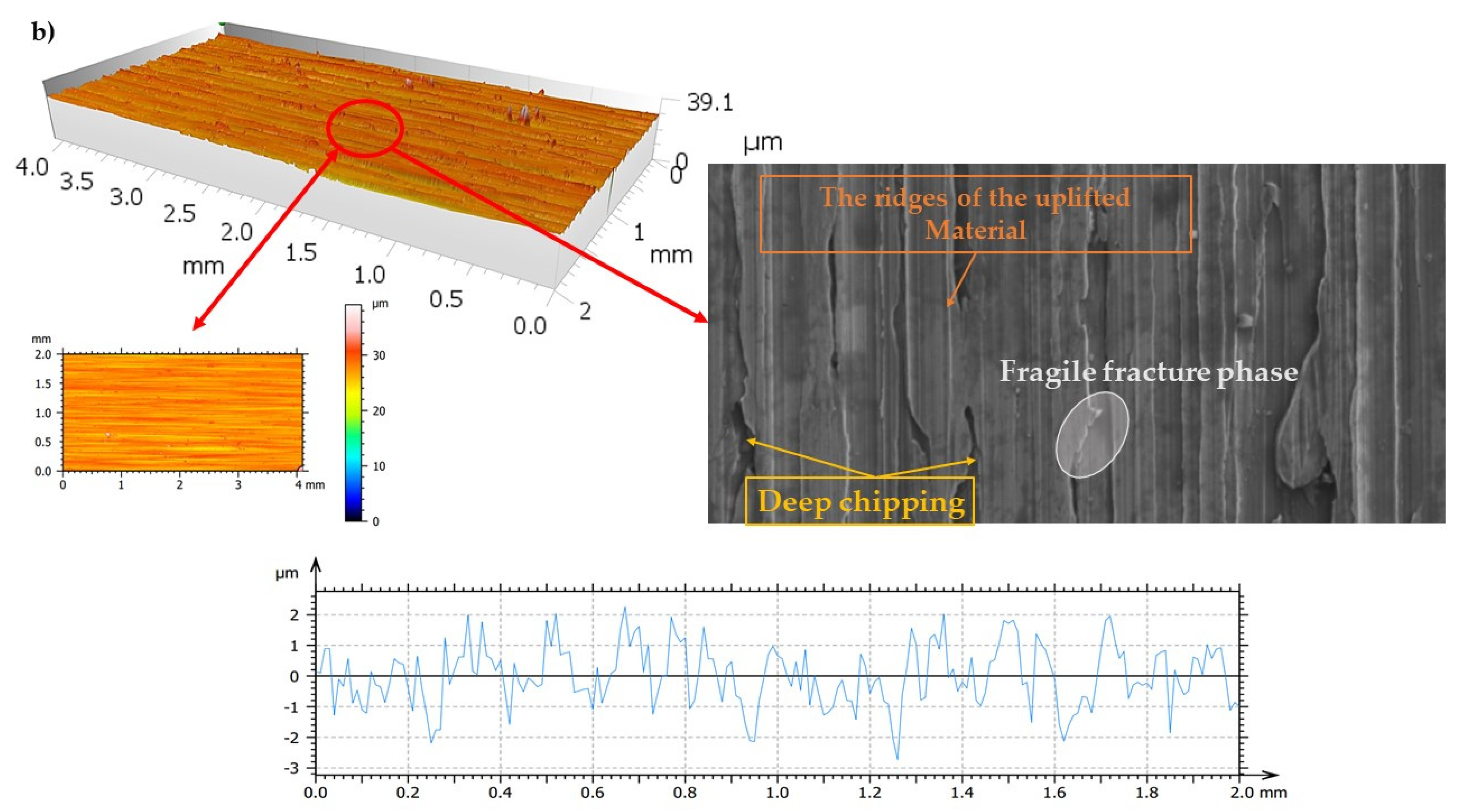
- An analysis of the behavior of the material in the machining zone indicated the various phases of the development of the machining trace (initiation, development and extinction). There are defects on the surfaces obtained by machining with a grinding wheel and a multigranular wheel, indicating the occurrence of the brittle fracture phase;
- The obtained surface after machining with a conventional wheel showed significantly higher elevations in the roughness profile. When using a multigranular grinding wheel, the surface was characterized by aligned furrows, which was due to the unconventional design of the wheel, where smaller grains prevent the wheel from seizing and forming chips that damage the surface;
- Use of a multigranular wheel resulted in a nearly 30% and 60% decrease in Sk and Skp values, respectively, when compared to conventional wheel;
- Obtained results show that the multigranular wheel can be successfully used in grinding of difficult to cut materials such as Inconel 625. The construction of a new type of grinding tool makes it possible to conduct research to find the most adequate parameters of the grinding process. The ever-emerging new materials and the ever-increasing demands placed on machine parts are the perfect scenario for a number of implementations. A thorough exploration of the issue of grain contact in this configuration with the workpiece will make it possible to obtain better parameters of the machined surface;
- In further studies, attention should be paid to the possibility of reducing the brittle fracture mechanism using a multigranular wheel in favor of plastic flow. The process should determine the parameters at which this is possible.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yıldırım, Ç.V.; Kıvak, T.; Sarıkaya, M.; Şirin, Ş. Evaluation of Tool Wear, Surface Roughness/Topography and Chip Morphology When Machining of Ni-Based Alloy 625 under MQL, Cryogenic Cooling and CryoMQL. J. Mater. Res. Technol. 2020, 9, 2079–2092. [Google Scholar] [CrossRef]
- Legutko, S. Industry 4.0 Technologies for the Sustainable Management of Maintenance Resources. In Proceedings of the Innovations in Industrial Engineering II; Machado, J., Soares, F., Trojanowska, J., Ivanov, V., Antosz, K., Ren, Y., Manupati, V.K., Pereira, A., Eds.; Springer International Publishing: Cham, Switzerland, 2023; pp. 37–48. [Google Scholar]
- Ezugwu, E.O.; Wang, Z.M.; Machado, A.R. The Machinability of Nickel-Based Alloys: A Review. J. Mater. Process. Technol. 1999, 86, 1–16. [Google Scholar] [CrossRef]
- Evans, N.D.; Maziasz, P.J.; Shingledecker, J.P.; Yamamoto, Y. Microstructure Evolution of Alloy 625 Foil and Sheet during Creep at 750 °C. Mater. Sci. Eng. A 2008, 498, 412–420. [Google Scholar] [CrossRef]
- Świercz, R.; Oniszczuk-Świercz, D.; Dąbrowski, L. Electrical Discharge Machining of Difficult to Cut Materials. Arch. Mech. Eng. 2018, 65, 461–476. [Google Scholar] [CrossRef]
- Nowicki, R.; Świercz, R.; Oniszczuk-Świercz, D.; Dąbrowski, L.; Kopytowski, A. Influence of Machining Parameters on Surface Texture and Material Removal Rate of Inconel 718 after Electrical Discharge Machining Assisted with Ultrasonic Vibration. AIP Conf. Proc. 2018, 2017, 020019. [Google Scholar] [CrossRef]
- Świercz, R.; Oniszczuk-Świercz, D.; Chmielewski, T. Multi-Response Optimization of Electrical Discharge Machining Using the Desirability Function. Micromachines 2019, 10, 72. [Google Scholar] [CrossRef]
- Klocke, F.; Zeis, M.; Klink, A. Interdisciplinary Modelling of the Electrochemical Machining Process for Engine Blades. CIRP Ann. 2015, 64, 217–220. [Google Scholar] [CrossRef]
- Ruszaj, A.; Gawlik, J.; Skoczypiec, S. Electrochemical machining—Special equipment and applications in aircraft industry. Manag. Prod. Eng. Rev. 2016, 7, 34–41. [Google Scholar] [CrossRef]
- Gołąbczak, M.; Święcik, R.; Gołąbczak, A.; Nouveau, C.; Jacquet, P.; Blanc, C. Investigations of Surface Layer Temperature and Morphology of Hard Machinable Materials Used in Aircraft Industry during Abrasive Electrodischarge Grinding Process. Mater. Werkst. 2018, 49, 568–576. [Google Scholar] [CrossRef]
- Spadło, S.; Depczyński, W.; Młynarczyk, P. Selected Properties of High Velocity Oxy Liquid Fuel (HVOLF)—Sprayed Nanocrystalline WC-CO INFRALLOYTM S7412 Coatings Modified by High Energy Electric Pulse. Metalurgija 2017, 56, 412–414. [Google Scholar]
- Świercz, R.; Chmielewski, T.; Salacinski, T.; Winiarski, M. Surface Finishing Using Ceramic Fibre Brush Tools. In Proceedings of the METAL 2017—26th International Conference on Metallurgy and Materials, Brno, Czech Republic, 24–26 May 2017. [Google Scholar]
- Oniszczuk-Świercz, D.; Świercz, R.; Nowicki, R.; Kopytowski, A.; Dąbrowski, L. Investigation of the Influence of Process Parameters of Wire Electrical Discharge Machining Using Coated Brass on the Surface Roughness of Inconel 718. AIP Conf. Proc. 2018, 2017, 020020. [Google Scholar] [CrossRef]
- Gołąbczak, M.; Święcik, R.; Gołąbczak, A.; Kaczmarek, D.; Dębkowski, R.; Tomczyk, B. Electrodischarge Methods of Shaping the Cutting Ability of Superhard Grinding Wheels. Materials 2021, 14, 6773. [Google Scholar] [CrossRef]
- Rokosz, K.; Solecki, G.; Mori, G.; Fluch, R.; Kapp, M.; Lahtinen, J. Effect of Polishing on Electrochemical Behavior and Passive Layer Composition of Different Stainless Steels. Materials 2020, 13, 3402. [Google Scholar] [CrossRef] [PubMed]
- Machining with Abrasives; Jackson, M.J., Davim, J.P., Eds.; Springer: Boston, MA, USA, 2011; ISBN 978-1-4419-7301-6. [Google Scholar]
- de Souza Ruzzi, R.; da Silva, R.B.; da Silva, L.R.R.; Machado, Á.R.; Jackson, M.J.; Hassui, A. Influence of Grinding Parameters on Inconel 625 Surface Grinding. J. Manuf. Process. 2020, 55, 174–185. [Google Scholar] [CrossRef]
- Pratap, A.; Patra, K.; Dyakonov, A.A. A Comprehensive Review of Micro-Grinding: Emphasis on Toolings, Performance Analysis, Modeling Techniques, and Future Research Directions. Int. J. Adv. Manuf. Technol. 2019, 104, 63–102. [Google Scholar] [CrossRef]
- Batham, H.; Patel, D.; Banerjee, T. A Review on Fabrication, Grinding Performance and Failure of Micro-Grinding Tools. Mater. Today Proc. 2022, 66, 3870–3877. [Google Scholar] [CrossRef]
- Souza, A.M.; da Silva, E.J. Global Strategy of Grinding Wheel Performance Evaluation Applied to Grinding of Superalloys. Precis. Eng. 2019, 57, 113–126. [Google Scholar] [CrossRef]
- Jourani, A.; Hagège, B.; Bouvier, S.; Bigerelle, M.; Zahouani, H. Influence of Abrasive Grain Geometry on Friction Coefficient and Wear Rate in Belt Finishing. Tribol. Int. 2013, 59, 30–37. [Google Scholar] [CrossRef]
- Zhao, B.; Jiang, G.; Ding, W.; Xiao, G.; Huan, H.; Wang, Y.; Su, H. Characterisation of the Wear Properties of a Single-Aggregated Cubic Boron Nitride Grain during Ti–6Al–4V Alloy Grinding. Wear 2020, 452–453, 203296. [Google Scholar] [CrossRef]
- Shen, X.; Wang, X.; Sun, F. Fabrication and Evaluation of Monolayer Diamond Grinding Tools by Hot Filament Chemical Vapor Deposition Method. J. Mater. Process. Technol. 2019, 265, 1–11. [Google Scholar] [CrossRef]
- Experimental Evaluation of Surface Topographies of NMQL Grinding ZrO2 Ceramics Combining Multiangle Ultrasonic Vibration | SpringerLink. Available online: https://link.springer.com/article/10.1007/s00170-018-2718-y (accessed on 27 July 2022).
- Dai, C.; Yin, Z.; Ding, W.; Zhu, Y. Grinding Force and Energy Modeling of Textured Monolayer CBN Wheels Considering Undeformed Chip Thickness Nonuniformity. Int. J. Mech. Sci. 2019, 157–158, 221–230. [Google Scholar] [CrossRef]
- Characterization of Abrasive Grain’s Behavior and Wear Mechanisms—ScienceDirect. Available online: https://www.sciencedirect.com/science/article/pii/S0043164803001583 (accessed on 27 July 2022).
- Rypina, Ł.; Lipiński, D.; Bałasz, B.; Kacalak, W.; Szatkiewicz, T. Analysis and Modeling of the Micro-Cutting Process of Ti-6Al-4V Titanium Alloy with Single Abrasive Grain. Materials 2020, 13, 5835. [Google Scholar] [CrossRef]
- Teimouri, R.; Sohrabpoor, H.; Grabowski, M.; Wyszyński, D.; Skoczypiec, S.; Raghavendra, R. Simulation of Surface Roughness Evolution of Additively Manufactured Material Fabricated by Laser Powder Bed Fusion and Post-Processed by Burnishing. J. Manuf. Process. 2022, 84, 10–27. [Google Scholar] [CrossRef]
- Köklü, U. Grinding with Helically Grooved Wheels. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2014, 228, 33–42. [Google Scholar] [CrossRef]
- Fan, X.; Miller, M.H. Force Analysis for Grinding with Segmental Wheels. Mach. Sci. Technol. 2006, 10, 435–455. [Google Scholar] [CrossRef]
- Kim, J.-D.; Kang, Y.-H.; Jin, D.-X.; Lee, Y.-S. Development of Discontinuous Grinding Wheel with Multi-Porous Grooves. Int. J. Mach. Tools Manuf. 1997, 37, 1611–1624. [Google Scholar] [CrossRef]
- Costa, S.; Pereira, M.; Ribeiro, J.; Soares, D. Texturing Methods of Abrasive Grinding Wheels: A Systematic Review. Materials 2022, 15, 8044. [Google Scholar] [CrossRef]
- Oliveira, J.F.G.; Bottene, A.C.; França, T.V. A Novel Dressing Technique for Texturing of Ground Surfaces. CIRP Ann. 2010, 59, 361–364. [Google Scholar] [CrossRef]
- Gu, Z.; Tian, Y.; Han, J.; Wei, C.; Babbar, A.; Liu, B. Characteristics of High-Shear and Low-Pressure Grinding for Inconel718 Alloy with a Novel Super Elastic Composite Abrasive Tool. Int. J. Adv. Manuf. Technol. 2022, 123, 345–355. [Google Scholar] [CrossRef]
- Krolczyk, J.B.; Maruda, R.W.; Krolczyk, G.M.; Wojciechowski, S.; Gupta, M.K.; Korkmaz, M.E. Investigations on Surface Induced Tribological Characteristics in MQCL Assisted Machining of Duplex Stainless Steel. J. Mater. Res. Technol. 2022, 18, 2754–2769. [Google Scholar] [CrossRef]
- Chen, M.; Peng, R.; Li, A.; Xiao, X.; Zhao, L. Assessment of Surface Structure Optimization in Internal Cooling Grinding. Int. J. Adv. Manuf. Technol. 2022, 123, 2139–2155. [Google Scholar] [CrossRef]
- Jiang, G.; Zhao, Z.; Xiao, G.; Li, S.; Chen, B.; Zhuo, X.; Zhang, J. Study of Surface Integrity of Titanium Alloy (TC4) by Belt Grinding to Achieve the Same Surface Roughness Range. Micromachines 2022, 13, 1950. [Google Scholar] [CrossRef]
- INCONEL® Alloy 625. Available online: https://www.bibusmetals.pl/alloys/inconel-alloy-625/ (accessed on 19 December 2022).
- Rekha, R.; Vinoth Kumar, S.; Aravinth Raj, V.; Aswin Baboo, B.; Gokul Raj, P.; Jai Vignesh, A. Optimization of Cylindrical Grinding Process Parameters on Austenitic Stainless Steel 304 Using Taguchi Based Grey Relational Analysis. Mater. Today Proc. 2022, in press. [Google Scholar] [CrossRef]
- Zhang, W.; Liu, C.; Peng, J.; Yuan, Y.; Bai, W.; Shi, L.; Fan, X.; Zhu, M. Improving the Grinding Performance of High-Speed Rail Grinding Stone via Mixed Granularity of Zirconia Corundum. Tribol. Int. 2022, 175, 107873. [Google Scholar] [CrossRef]
- Talon, A.G.; Sato, B.K.; Rodrigues, M. de S.; Ávila, B.N.; Cuesta, J.L.; Ribeiro, F.S.F.; Rodrigues, A.R.; Sanchez, L.E. de A.; Bianchi, E.C.; Lopes, J.C. Green Manufacturing Concept Applied to the Grinding Process of Advanced Ceramics Using an Alternative Lubri-Refrigeration Technique. Int. J. Adv. Manuf. Technol. 2022, 123, 2771–2782. [Google Scholar] [CrossRef]
- Zhou, Y.; Tian, C.; Li, H.; Ma, L.; Li, M.; Yin, G. Study on Removal Mechanism and Surface Quality of Grinding Carbon Fiber Toughened Ceramic Matrix Composite. J Braz. Soc. Mech. Sci. Eng. 2022, 44, 476. [Google Scholar] [CrossRef]
- Vagaská, A.; Gombár, M.; Straka, Ľ. Selected Mathematical Optimization Methods for Solving Problems of Engineering Practice. Energies 2022, 15, 2205. [Google Scholar] [CrossRef]
- Meng, Q.; Guo, B.; Zhao, Q.; Li, H.N.; Jackson, M.J.; Linke, B.S.; Luo, X. Modelling of Grinding Mechanics: A Review. Chin. J. Aeronaut. 2022, in press. [Google Scholar] [CrossRef]
- Ding, W.; Zhao, B.; Zhang, Q.; Fu, Y. Fabrication and Wear Characteristics of Open-Porous CBN Abrasive Wheels in Grinding of Ti–6Al–4V Alloys. Wear 2021, 477, 203786. [Google Scholar] [CrossRef]
- Kuang, W.; Miao, Q.; Ding, W.; Zhao, Y.; Zhao, Z. Residual Stresses of Turbine Blade Root Produced by Creep-Feed Profile Grinding: Three-Dimensional Simulation Based on Workpiece–Grain Interaction and Experimental Verification. J. Manuf. Process. 2021, 62, 67–79. [Google Scholar] [CrossRef]
- Wang, R.X.; Zhou, K.; Yang, J.Y.; Ding, H.H.; Wang, W.J.; Guo, J.; Liu, Q.Y. Effects of Abrasive Material and Hardness of Grinding Wheel on Rail Grinding Behaviors. Wear 2020, 454–455, 203332. [Google Scholar] [CrossRef]
- Zhao, B.; Wang, X.; Ding, W.; Wang, Y.; Fu, Y.; Zhao, Y.; Zhu, J. Grain Erosion Wear Properties and Grinding Performance of Porous Aggregated Cubic Boron Nitride Abrasive Wheels. Chin. J. Aeronaut. 2022, in press. [CrossRef]
- Zieliński, B.; Nadolny, K.; Zawadka, W.; Chaciński, T.; Stachurski, W.; Batalha, G.F. Effect of Pro-Ecological Cooling and Lubrication Methods on the Sharpening Process of Planar Blades Used in Food Processing. Materials 2022, 15, 7842. [Google Scholar] [CrossRef]
- Huang, Y.; Liu, G.; Xiao, G.; Xu, J. Abrasive Belt Grinding Force and Its Influence on Surface Integrity. Mater. Manuf. Process. 2022. [Google Scholar] [CrossRef]
- Rypina, Ł.; Lipiński, D.; Banaszek, K.; Kacalak, W.; Szafraniec, F. Influence of the Geometrical Features of the Cutting Edges of Abrasive Grains on the Removal Efficiency of the Ti6Al4V Titanium Alloy. Materials 2022, 15, 6189. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, C.; Ji, H.; Yang, X.; Yang, M.; Jia, D.; Zhang, X.; Li, R.; Wang, J. Analysis of Grinding Mechanics and Improved Predictive Force Model Based on Material-Removal and Plastic-Stacking Mechanisms. Int. J. Mach. Tools Manuf. 2017, 122, 81–97. [Google Scholar] [CrossRef]
- Yang, S.; Chen, W.; Nong, S.; Dong, L.; Yu, H. Temperature Field Modelling in the Form Grinding of Involute Gear Based on High-Order Function Moving Heat Source. J. Manuf. Process. 2022, 81, 1028–1039. [Google Scholar] [CrossRef]
- Wang, C.; Yan, X.; Liao, H.; Chai, L.; Zou, L.; Huang, Y. Process Parameter Optimization and Anisotropy Sensitivity Study for Abrasive Belt Grinding of Nickel-Based Single-Crystal Superalloy. Arch. Civ. Mech. Eng. 2021, 21, 170. [Google Scholar] [CrossRef]
- Jiang, X.; Liu, K.; Yan, Y.; Li, M.; Gong, P.; He, H. Grinding Temperature and Surface Integrity of Quenched Automotive Transmission Gear during the Form Grinding Process. Materials 2022, 15, 7723. [Google Scholar] [CrossRef]
- Kacalak, W.; Lipiński, D.; Szafraniec, F.; Banaszek, K.; Rypina, Ł. Probabilistic Aspects of Modeling and Analysis of Grinding Wheel Wear. Materials 2022, 15, 5920. [Google Scholar] [CrossRef]
- Wang, H.; Pei, Z.J.; Cong, W. A Mechanistic Cutting Force Model Based on Ductile and Brittle Fracture Material Removal Modes for Edge Surface Grinding of CFRP Composites Using Rotary Ultrasonic Machining. Int. J. Mech. Sci. 2020, 176, 105551. [Google Scholar] [CrossRef]
- Jamshidi, H.; Budak, E. A Digital Twin-Based Framework for Selection of Grinding Conditions towards Improved Productivity and Part Quality. J. Intell. Manuf. 2022. [Google Scholar] [CrossRef]
- Bredthauer, M.; Snellings, P.; Mattfeld, P.; Bergs, T. Wear-Related Topography Changes for Electroplated CBN Grinding Wheels and Their Effect on Thermo-Mechanical Load. Wear 2023, 512–513, 204543. [Google Scholar] [CrossRef]
- Macerol, N.; Franca, L.F.P.; Drazumeric, R.; Krajnik, P. The Effects of Grit Properties and Dressing on Grinding Mechanics and Wheel Performance: Analytical Assessment Framework. Int. J. Mach. Tools Manuf. 2022, 180, 103919. [Google Scholar] [CrossRef]
- Deng, X.; Zhang, F.; Liao, Y.; Bai, F.; Li, K.; Zhou, Y.; Wu, S.; Wang, C. Effect of Grinding Parameters on Surface Integrity and Flexural Strength of 3Y-TZP Ceramic. J. Eur. Ceram. Soc. 2022, 42, 1635–1644. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Ni | Cr | Mo | Nb | Fe | Ti | C | Mn | Si |
|---|---|---|---|---|---|---|---|---|---|
| mass% | 58 | 20–23 | 8–10 | 3.15–4.15 | max 5 | max 0.4 | max 0.1 | max 0.5 | max 0.5 |
| Workpiece | Inconel 625 |
|---|---|
| Tool 1 | 01_250x32x76_IPA_80/100/120_HA_26VTX2 (abrasive grain size: 125–212 µm) |
| Tool 2 | 01_250x32x76_IPA_100_HA_26VTX2 (abrasive grain size: 150 µm) |
| Cutting speed (Vc) | 7–34 (m/s) |
| Transverse feed speed (Vp) | 90–300 (mm/min) |
| Longitudinal feed speed (Vw) | 6000–16,000 (mm/min) |
| Depth of cut (ap) | 0.04 (mm) |
| Number of passes (z) | 3 |
| Level | Parameters | ||
|---|---|---|---|
| Vc (m/s) | Vw (mm/min) | Vp (mm/min) | |
| −α | 7 | 6000 | 90 |
| −1 | 13 | 8030 | 132 |
| 0 | 22 | 11,000 | 195 |
| 1 | 31 | 13,900 | 257 |
| α | 34 | 16,000 | 300 |
| Multigranular Wheel (Sa 1.0 μm) | Conventional Wheel (Sa 1.4 μm) | ||
 |  | ||
| Parameter | Value | Parameter | Value |
| Sk | 3.5 μm | Sk | 4.5 μm |
| Spk | 1.1 μm | Spk | 1.8 μm |
| Svk | 1.6 μm | Svk | 2 μm |
| Smr1 | 7.9% | Smr1 | 9.8% |
| Smr2 | 88.7% | Smr2 | 88.2% |
| No | Input Parameters | Sa (μm) | |||
|---|---|---|---|---|---|
| Vw (mm/min) | Vp (mm/min) | Vc (m/s) | Conventional Wheel | Multigranular Wheel | |
| 1 | 8027 | 133 | 13 | 4.00 | 2.10 |
| 2 | 13,973 | 257 | 13 | 1.30 | 3.80 |
| 3 | 8027 | 257 | 33 | 1.40 | 1.40 |
| 4 | 13,973 | 133 | 33 | 0.95 | 1.00 |
| 5 | 11,000 | 195 | 23 | 1.40 | 1.70 |
| 6 | 8027 | 257 | 13 | 1.30 | 2.40 |
| 7 | 13,973 | 133 | 13 | 2.00 | 1.50 |
| 8 | 8027 | 133 | 33 | 1.20 | 0.90 |
| 9 | 13,973 | 257 | 33 | 1.40 | 1.30 |
| 10 | 11,000 | 195 | 23 | 1.50 | 1.20 |
| 11 | 11,000 | 195 | 7 | 3.40 | 3.80 |
| 12 | 11,000 | 195 | 39 | 1.40 | 1.20 |
| 13 | 6000 | 195 | 23 | 1.50 | 3.30 |
| 14 | 16,000 | 195 | 23 | 1.30 | 1.60 |
| 15 | 11,000 | 90 | 23 | 1.40 | 1.00 |
| 16 | 11,000 | 300 | 23 | 1.60 | 1.40 |
| 17 | 11,000 | 195 | 23 | 1.30 | 1.40 |
| Multigranular Wheel | Grinding Wheel |
|---|---|
| Vw = 11,000 mm/min, Vp = 195 mm/min, Vc = 7 m/s | |
 |  |
| Sa = 3.4 µm | Sa = 3.8 µm |
| Vw = 13,973 mm/min, Vp = 133 mm/min, Vc = 13 m/s | |
 |  |
| Sa = 1.50 µm | Sa = 2.00 µm |
| Vw = 8027 mm/min, Vp = 133 mm/min, Vc = 33 m/s | |
 |  |
| Sa = 0.9 µm | Sa = 1.2 µm |
| Figure Number | Wheel Type | R | R2 | F/Fkr |
|---|---|---|---|---|
| Figures 6–8 | Multigranular | 0.87 | 0.75 | 6.6 |
| Figures 9–11 | Conventional | 0.92 | 0.85 | 9.12 |
| Source | Sum of Squares | Degrees of Freedom | Mean Square | F Value | Prob > f | Contribution % |
|---|---|---|---|---|---|---|
| Model | 8.7248 | 6 | 1.45413 | 2.53 | ||
| Vw | 0.5089 | 1 | 0.5089 | 50.89 | 0.0190 | 5.83 |
| Vp | 0.4059 | 1 | 0.4059 | 40.59 | 0.0237 | 4.65 |
| Vc | 3.6288 | 1 | 3.6288 | 362.88 | 0.0027 | 41.59 |
| Vc2 | 1.4186 | 1 | 1.4186 | 141.86 | 0.0069 | 16.26 |
| VwVp | 0.6612 | 1 | 0.6612 | 66.12 | 0.0147 | 7.58 |
| VpVc | 2.1012 | 1 | 2.1012 | 210.12 | 0.0047 | 24.08 |
| Error | 0.5740 | 10 | ||||
| Total SS | 9.2988 | 16 | R-sqr = 0.85 | R-Adj = 0.80 | ||
| Source | Sum of Squares | Degrees of Freedom | Mean Square | F Value | Prob > f | Contribution % |
|---|---|---|---|---|---|---|
| Model | 8.4641 | 4 | 1.454135 | 2.5 | ||
| Vw | 0.3104 | 1 | 0.31045 | 93.1 | 0.0105 | 3.67 |
| Vc | 6.6775 | 1 | 6.67756 | 2003.2 | 0.0004 | 78.89 |
| Vc2 | 1.0711 | 1 | 1.07110 | 321.3 | 0.0030 | 12.65 |
| VwVp | 0.4050 | 1 | 0.40500 | 121.5 | 0.0081 | 4.78 |
| Error | 0.6848 | 12 | ||||
| Total SS | 9.2988 | 16 | R-sqr = 0.75 | R-Adj = 0.69 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kopytowski, A.; Świercz, R.; Oniszczuk-Świercz, D.; Zawora, J.; Kuczak, J.; Żrodowski, Ł. Effects of a New Type of Grinding Wheel with Multi-Granular Abrasive Grains on Surface Topography Properties after Grinding of Inconel 625. Materials 2023, 16, 716. https://doi.org/10.3390/ma16020716
Kopytowski A, Świercz R, Oniszczuk-Świercz D, Zawora J, Kuczak J, Żrodowski Ł. Effects of a New Type of Grinding Wheel with Multi-Granular Abrasive Grains on Surface Topography Properties after Grinding of Inconel 625. Materials. 2023; 16(2):716. https://doi.org/10.3390/ma16020716
Chicago/Turabian StyleKopytowski, Adrian, Rafał Świercz, Dorota Oniszczuk-Świercz, Józef Zawora, Julia Kuczak, and Łukasz Żrodowski. 2023. "Effects of a New Type of Grinding Wheel with Multi-Granular Abrasive Grains on Surface Topography Properties after Grinding of Inconel 625" Materials 16, no. 2: 716. https://doi.org/10.3390/ma16020716
APA StyleKopytowski, A., Świercz, R., Oniszczuk-Świercz, D., Zawora, J., Kuczak, J., & Żrodowski, Ł. (2023). Effects of a New Type of Grinding Wheel with Multi-Granular Abrasive Grains on Surface Topography Properties after Grinding of Inconel 625. Materials, 16(2), 716. https://doi.org/10.3390/ma16020716