
Top-down Determination of Fluctuations in Topographic Measurements

 ,
, 

Abstract
1. Introduction
1.1. Surface Metrology
1.2. Philosophical Validation of Concepts for Practical Uncertainty Determination
1.3. State-of-the-Art
1.4. Practical Interests in Fluctuation Analysis
- Metrological control: A metrological measuring instrument can be damaged or can degrade over time. Therefore, it is necessary to regularly monitor an instrument’s performance, i.e., to verify its measuring capability for quality assurance. The usual practice is to select reference standards certified by an accredited body. Two kinds of standards can be used: stochastic standards, in which case roughness parameters are certified (Sa, Sz, etc.); and deterministic standards (step, periodic surface, etc.), in which case deviations from an accredited geometry are certified. In neither of these two surface classes is the uncertainty of the discretized heights analyzed. In fact, all morphological indicators average this local uncertainty. The initial aim is to warn of a measurement drift in relation to the metrological reference. However, this averaging may not provide indicators capable of detecting this drift, whereas some indicators could detect it on the temporal analysis of the map ZM(x,y,t) and thus become a complementary measure of the measurement capability.
- Environmental disturbance: An interest of the analysis of ZM(x,y,t) in conjunction with a record of environmental conditions Ci(t) is to analyze the effect of the condition i, i.e., the influence of the environmental variables (temperature, vibration, relaxation, convection phenomena) by time inter-correlation analysis using classical time series analysis tools. This fluctuation ZM(x,y,t) can be material dependent under the disturbance Ci(t).
- New recorded device optimization: The analysis of ZM(x,y,t) is insightful when implementing new dimensional metrology by quantifying the dimensional stability of the new device.
- Topographic apparatus reliability. The analysis of ZM(x,y,t) over long periods of time (from one week to one month) allows the analysis of the long-term stability of the measurement device. In addition, environmental effects can be detected (periodic phenomena).
- Selection of measurement instruments: With different instruments, fluctuation can differ. Fluctuation tendencies at the location where they will be used, on actual surfaces of interest, can be a factor in selection.
- Optimization of measurement conditions: Many settings are available for topographic measurements. From an unknown topography, the settings are often obtained empirically, and often the appreciation is visual and based on the map ZM(x,y,t). The knowledge of ZM(x,y,t), by constructing adequate indicators, can provide quantitative indicators to guide the choice of optimal setting conditions.
- Correlation with surface functionality: Functional correlations relate topographies through their measurement and characterizations, and their performance or processing. Introducing metrological fluctuations will make functionality measurements more reliable. Fluctuations can be integrated into the functionality determination (ASME B46.1 2019, Appendix A [2]).
- Robustness of topographic characterization parameters: The sensitivity of topographic characterization parameters to fluctuations can be quantified as well. Fluctuations in ZM(x,y,t) can lead to large deviations in certain topographic parameters qi that are sensitive to extreme values (Sz, Sp, Sv) or segmentation. This effect could be quantified by studying qi(ZM(x,y,t)) as a function of the time for a given type of topography.
- Optimization of topographic characterization: Height fluctuations can be integrated into the calculations of topographic characterization parameters. In response to the physical aspects of surface topography, the amplitude of the ZM(x,y,t) map fluctuation can depend on the position (x,y). Spatial variation in fluctuations can be considered statistically as heteroscedastic data. Often, to obtain more robust estimators, it may be customary to use indicators weighted by this variability. For example, Sa will integrate more weakly in its summation amplitudes having a higher variability. It is often customary to determine the uncertainties of the parameters on a map ZM(x,y,t) either by propagation of uncertainties or by statistics. However, the calculation of the parameter remains unchanged. The question fundamentally arises over whether the estimation of parameters should integrate this source of variability. There is a basic problem of what a topographic characterization or roughness parameter is and its statistical estimation. Sa, Sz, Sq are only estimators of the dispersion of a statistical distribution of heights. This estimator is required to be unbiased, efficient, convergent, and robust. An obvious bias concerns the slope parameter Sdq measured in interferometry. Greater slopes result in greater fluctuations or uncertainties. If the calculation is weighted, the Sdq will drop. However, if this averaged Sdq makes it possible to more robustly differentiate two surfaces because of different average Sdq values, then Sdq is more suitable for characterizing the two surfaces.
- Outlier removal: In topographic measurements, some kinds of outliers are not repeatable to the same degree as other measured heights. Fluctuations can be an indication of doubtful points, i.e., outliers.
- Diminishing NaNs: Certain measuring devices (interferometer) can generate, at certain positions (x,y) at a time ti, an unmeasurable point ZM(x,y,ti). Measuring several times at the same position can, in certain cases, result in a few well measurement points, providing a combined map containing fewer NaNs.
2. Measurement Indexing
3. Materials and Texturing Methods
4. Fluctuations Plotting Method
4.1. Mean and Variance Maps
4.2. Reference for the Determination of Fluctuations
4.3. Autocorrelation of Fluctuations
4.4. Temporal Fluctuations Graph
4.5. Summary of the Methodology
5. Results and Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| NaN | Non-measured points | |
| RMS | Root Mean Square | |
| SWLI | Scanning White Light Interferometry | |
| UTMD | Uncertainties are Topographically and Material Dependent | |
| WLI | White Light Interferometry | |
| Roughness parameters | ||
| Ra/Sa | Arithmetic average roughness (2D/3D) | [µm] |
| Rq/Sq | Root mean square roughness (2D/3D) | [µm] |
| Measurement information | ||
| A | Measuring instruments | |
| C | Conditions of measurement | |
| M | Set of measured maps (multi-maps) | |
| N | Number of topographic measurements | |
| O | Protocols of measurement | |
| P | Post-processing | |
| S | Surfaces | |
| T | Moments of measurement | |
| X | Locations of measurement | |
| Measurement parameters | ||
| Δx | Shift along the x-axis | [µm] |
| Δtintra | Necessary time to measure a surface | [s] |
| Δtintra-inter | Time of processing and data transfer between two successive measurements | [s] |
| Δtinter | Delay time between two successive measurements | [s] |
| Δt | Total time between two successive measurements | [s] |
| Δz | Height difference between two measuring planes | [µm] |
| Π | Form removal polynomial | |
| ϕ | Non-measured point | [NaN] |
| d | Degree of the form removal polynomial | |
| Di | Repeatable deviation | |
| Fi | Fluctuation | |
| i | Coordinates of a surface point along the x-axis | [pixel] |
| I | X size of the measured surface topography | [pixels] |
| j | Coordinates of a surface point along the y-axis | [pixel] |
| J | Y size of the measured surface topography | [pixels] |
| k | Number of the measured scanning plane | |
| n | Number of the measured surface topography | |
| r | Stylus radius | [µm] |
| u | Mesoscopic uncertainties | |
| U | Macroscopic uncertainties | |
| v | Microscopic uncertainties | |
| x | X position in a surface | [µm] |
| xjump | X position of the height step on a step surface | [µm] |
| y | Y position in a surface | [µm] |
| z | Height of a surface point | [µm] |
| zx_bottom | Height of the bottom plane of a step surface | [µm] |
| zx_top | Height of the top plane of a step surface | [µm] |
| ZM | Measured height | [µm] |
| ZT | Real unknown height | [µm] |
| Statistical parameters | ||
| μ | Mean height | [µm] |
| σ | Fluctuation, i.e., standard deviation of the height | [µm] |
| Normalized fluctuation | ||
| ϵ | Maximum global fluctuation | [µm] |
| Q5 | 5th percentile of | |
| Q50 | Median of | |
| Q95 | 95th percentile of | |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| M(S = {Sandblasting, 3 bar}, A = {ContourGT}, C = {×20}, N = {100}) | |
|---|---|
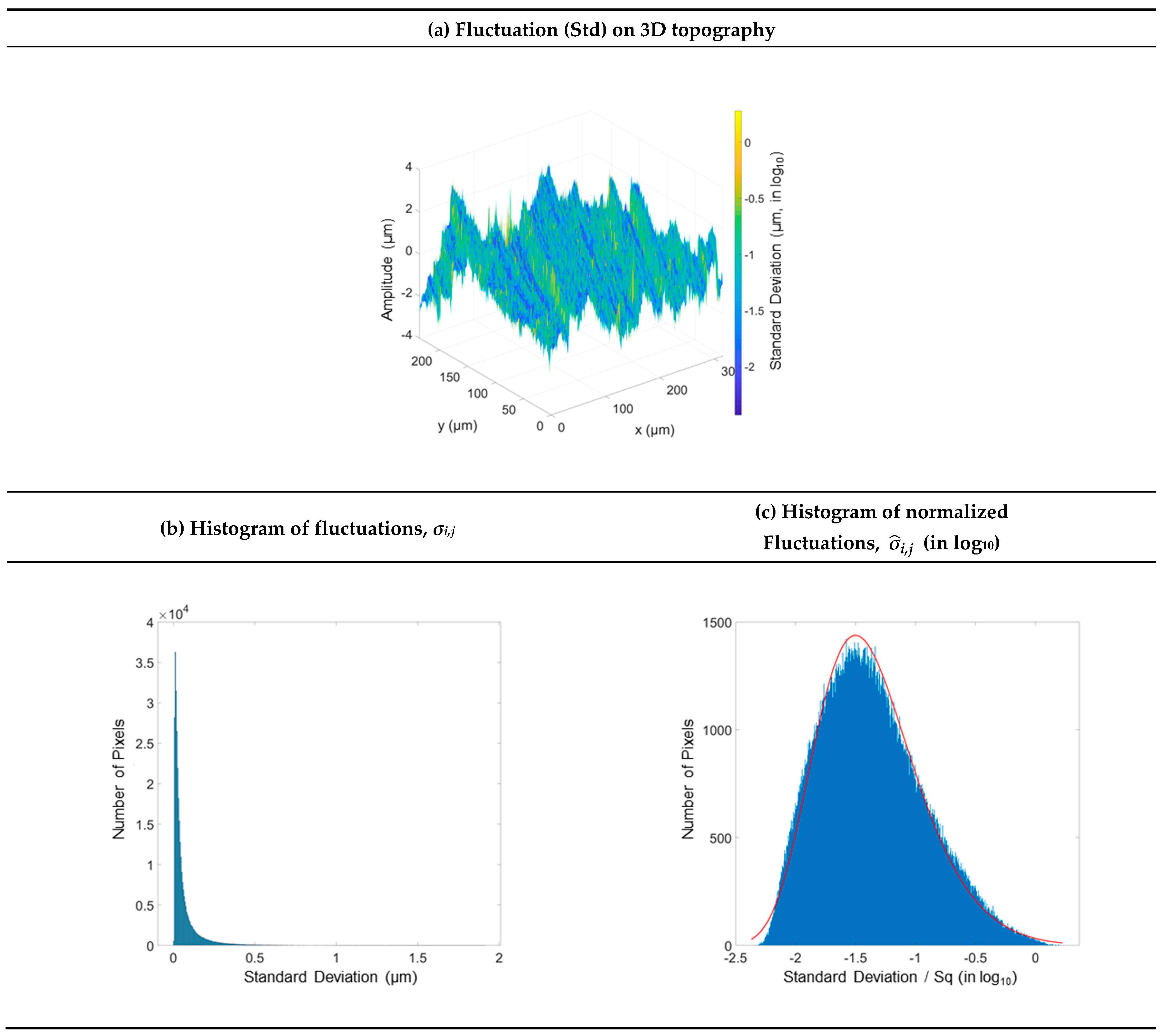
| Fluctuations, on 3D topography | Mean amplitude map, μi,j |
| % NaN = 15.4%, Sq = 3.7 µm | % NaN = 6.7% |
 |  |
| Standard deviation map, σi,j | Histogram of fluctuations (in log10) |
| % NaN = 7.8% | |
 |  |
| for five percentiles of fluctuations | for five percentiles of fluctuations (in log10) |
 |  |
| M(S = {Sandblasting, 6 bar}, A = {ContourGT}, C = {×20}, N = {100}) | |
|---|---|
| Fluctuations, on 3D topography | Mean amplitude map, μi,j |
| % NaN = 22.1%, Sq = 5.0 µm | % NaN = 10.7% |
 |  |
| Standard deviation map, σi,j | Histogram of fluctuations (in log10) |
| % NaN = 11.4% | |
 |  |
| for five percentiles of fluctuations | for five percentiles of fluctuations (in log10) |
 |  |
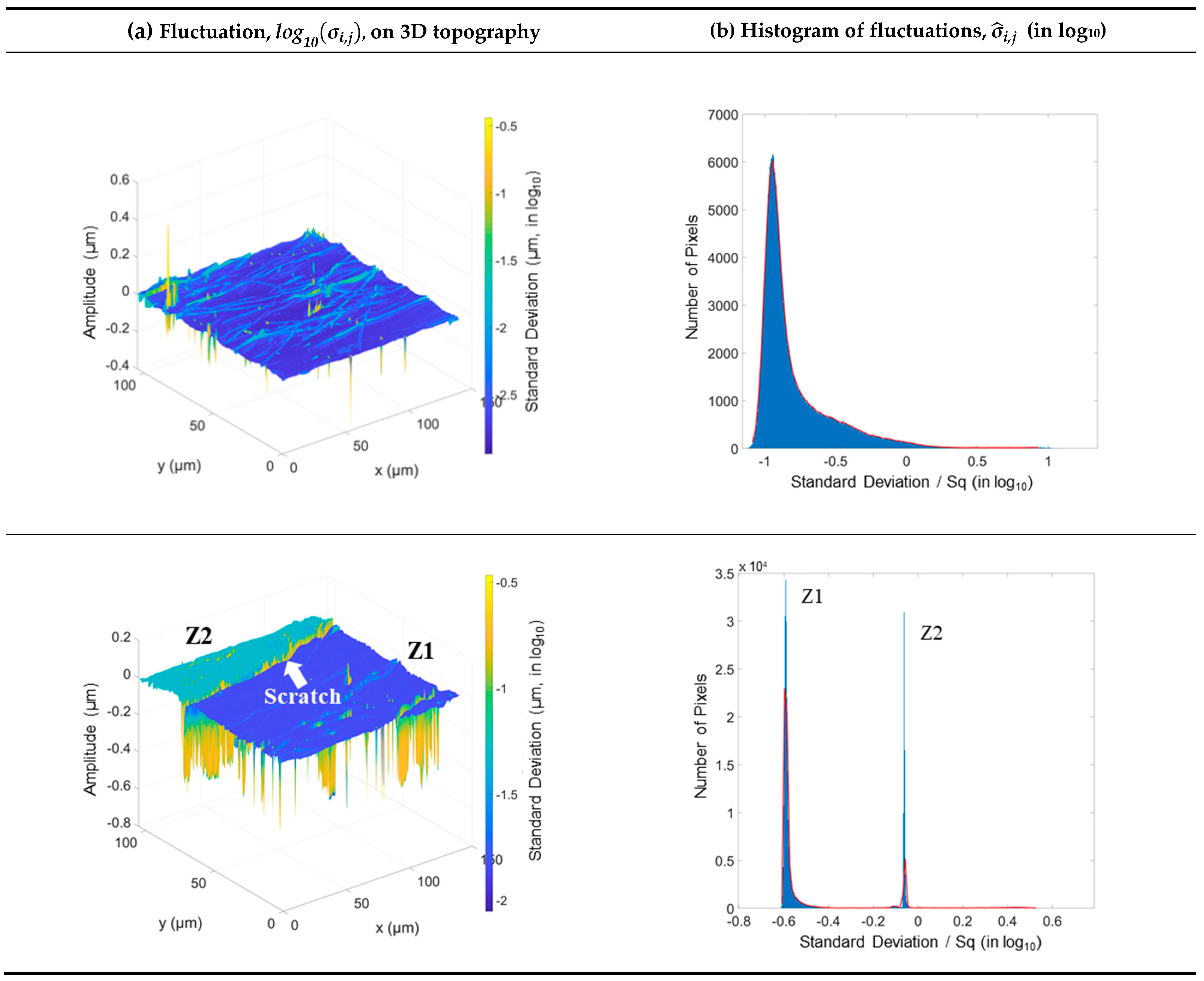
| M(S = {Abraded lens}, A = {NewView7300}, {1²}, C = {×50}, N = {100}) | |
|---|---|
| Fluctuations, on 3D topography | Mean amplitude map, μi,j |
| % NaN = 0.14%, Sq = 16.4 nm | % NaN = 0.0006% |
 |  |
| Standard deviation map, σi,j | Histogram of fluctuations (in log10) |
| % NaN = 0.001% | |
 |  |
| for five percentiles of fluctuations | for five percentiles of fluctuations (in log10) |
 |  |
| M(S = {Abraded lens}, A = {NewView7300}, {2²}, C = {×50}, N = {100}) | |
|---|---|
| Fluctuations, on 3D topography | Mean amplitude map, μi,j |
| % NaN = 0.10%, Sq = 56.0 nm | % NaN = 0% |
 |  |
| Standard deviation map, σi,j | Histogram of fluctuations (in log10) |
| % NaN = 0.00031% | |
 |  |
| for five percentiles of fluctuations | for five percentiles of fluctuations (in log10) |
 |  |
References
- ISO 25178-2; Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 2: Terms, Definitions and Surface TEXTURE parameters. ISO: Geneva, Switzerland, 2021.
- ASME B46.1; Surface Texture (Surface Roughness, Waviness and Lay). ASME: New York, NY, USA, 2019.
- Brown, C.A. Surface Metrology Principles for Snow and Ice Friction Studies. Front. Mech. Eng. 2021, 7, 98. [Google Scholar] [CrossRef]
- Leach, R.; Giusca, C. Calibration of Optical Surface Topography Measuring Instruments. In Optical Measurement of Surface Topography; Leach, R., Ed.; Springer: Berlin, Heidelberg, 2011; pp. 49–70. [Google Scholar]
- ISO 25178-600; Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 600: Metrological Characteristics for Areal Topography Measuring Methods. ISO: Geneva, Switzerland, 2019.
- Leach, R.; Haitjema, H.; Su, R.; Thompson, A. Metrological Characteristics for the Calibration of Surface Topography Measuring Instruments: A Review. Meas. Sci. Technol. 2021, 32, 032001. [Google Scholar] [CrossRef]
- Jiang, X.; Senin, N.; Scott, P.J.; Blateyron, F. Feature-Based Characterisation of Surface Topography and Its Application. CIRP Ann. 2021, 70, 681–702. [Google Scholar]
- Nimishakavi, L.P.; Jones, C.W.; Giusca, C.L. NPL Areal Standard: A Multi-Function Calibration Artefact for Surface Topography Measuring Instruments. Laser Metrol. Mach. Perform. 2019, 13, 69–72. [Google Scholar]
- ISO 25178-70; Geometrical product Specification (GPS)—Surface Texture: Areal—Part 70: Material Measures. ISO: Geneva, Switzerland, 2014.
- Eifler, M.; Hering, J.; von Freymann, G.; Seewig, J. Calibration Sample for Arbitrary Metrological Characteristics of Optical Topography Measuring Instruments. Opt. Express 2018, 26, 16609–16623. [Google Scholar] [CrossRef] [PubMed]
- Cengiz, U.; Erbil, H.Y. Superhydrophobic Perfluoropolymer Surfaces Having Heterogeneous Roughness Created by Dip-Coating from Solutions Containing a Nonsolvent. Appl. Surf. Sci. 2014, 292, 591–597. [Google Scholar] [CrossRef]
- Fong, R.W.L.; Nitheanandan, T.; Bullock, C.D.; Slater, L.F.; McRae, G.A. Effects of Oxidation and Fractal Surface Roughness on the Wettability and Critical Heat Flux of Glass-Peened Zirconium Alloy Tubes; Atomic Energy of Canada Limited: Chalk River, ON, Canada, 2003. [Google Scholar]
- Bigerelle, M.; Iost, A. A Numerical Method to Calculate the Abbott Parameters: A Wear Application. Tribol. Int. 2007, 40, 1319–1334. [Google Scholar] [CrossRef]
- Bigerelle, M.; Gorp, A.V.; Iost, A. Multiscale Roughness Analysis in Injection-Molding Process. Polym. Eng. Sci. 2008, 48, 1725–1736. [Google Scholar] [CrossRef]
- Bigerelle, M.; Gautier, A.; Iost, A. Roughness Characteristic Length Scales of Micro-Machined Surfaces: A Multi-Scale Modelling. Sens. Actuators B Chem. 2007, 126, 126–137. [Google Scholar] [CrossRef]
- Bigerelle, M.; Gautier, A.; Hagege, B.; Favergeon, J.; Bounichane, B. Roughness Characteristic Length Scales of Belt Finished Surface. J. Mater. Process. Technol. 2009, 209, 6103–6116. [Google Scholar] [CrossRef]
- Marteau, J.; Bigerelle, M.; Mazeran, P.-E.; Bouvier, S. Relation between Roughness and Processing Conditions of AISI 316L Stainless Steel Treated by Ultrasonic Shot Peening. Tribol. Int. 2015, 82, 319–329. [Google Scholar] [CrossRef]
- Garabedian, C.; Vayron, R.; Bricout, N.; Deltombe, R.; Anselme, K.; Bigerelle, M. In Vivo Damage Study of Different Textured Breast Implants. Biotribology 2020, 23, 100133. [Google Scholar] [CrossRef]
- Truegler, A.; Tinguely, J.-C.; Krenn, J.R.; Hohenau, A.; Hohenester, U. Influence of Surface Roughness on the Optical Properties of Plasmonic Nanoparticles. Phys. Rev. B 2011, 83, 081412. [Google Scholar] [CrossRef]
- Xia, Y.; Bigerelle, M.; Marteau, J.; Mazeran, P.-E.; Bouvier, S.; Iost, A. Effect of Surface Roughness in the Determination of the Mechanical Properties of Material Using Nanoindentation Test. Scanning 2014, 36, 134–149. [Google Scholar] [CrossRef]
- Minaev, V.L.; Loshchilov, K.E. Effect of a Change in Phase of the Reflected Wave on Measurements of the Shape of a Surface in Optical Profilometry. Meas. Tech. 2010, 53, 778–781. [Google Scholar] [CrossRef]
- Marteau, J.; Bigerelle, M.; Xia, Y.; Mazeran, P.-E.; Bouvier, S. Quantification of First Contact Detection Errors on Hardness and Indentation Size Effect Measurements. Tribol. Int. 2013, 59, 154–162. [Google Scholar] [CrossRef]
- Brown, C.A.; Hansen, H.N.; Jiang, X.J.; Blateyron, F.; Berglund, J.; Senin, N.; Bartkowiak, T.; Dixon, B.; Le Goïc, G.; Quinsat, Y.; et al. Multiscale Analyses and Characterizations of Surface Topographies. CIRP Ann. 2018, 67, 839–862. [Google Scholar] [CrossRef]
- Mironova, A.; Robache, F.; Deltombe, R.; Guibert, R.; Nys, L.; Bigerelle, M. Digital Cultural Heritage Preservation in Art Painting: A Surface Roughness Approach to the Brush Strokes. Sensors 2020, 20, 6269. [Google Scholar] [CrossRef] [PubMed]
- Klapetek, P.; Nečas, D.; Campbellová, A.; Yacoot, A.; Koenders, L. Methods for Determining and Processing 3D Errors and Fluctuations for AFM Data Analysis. Meas. Sci. Technol. 2011, 22, 025501. [Google Scholar] [CrossRef]
- Weckenmann, A.; Peggs, G.; Hoffmann, J. Probing Systems for Dimensional Micro- and Nano-Metrology. Meas. Sci. Technol. 2006, 17, 504–509. [Google Scholar] [CrossRef]
- Dixson, R.G.; Allen, R.A.; Guthrie, W.F.; Cresswell, M.W. Traceable Calibration of Critical-Dimension Atomic Force Microscope Linewidth Measurements with Nanometer Fluctuation. J. Vac. Sci. Technol. B Microelectron. Nanometer Struct. Process. Meas. Phenom. 2005, 23, 3028–3032. [Google Scholar] [CrossRef]
- Takamasu, K.; Kuwabara, K.; Takahashi, S.; Mizuno, T.; Kawada, H. Sub-Nanometer Calibration of CD-SEM Line Width by Using STEM. In Metrology, Inspection, and Process Control for Microlithography XXIV; SPIE: Brussels, Belgium, 2010; Volume 7638, pp. 529–540. [Google Scholar]
- Newton, L.; Senin, N.; Gomez, C.; Danzl, R.; Helmli, F.; Blunt, L.; Leach, R. Areal Topography Measurement of Metal Additive Surfaces Using Focus Variation Microscopy. Addit. Manuf. 2019, 25, 365–389. [Google Scholar] [CrossRef]
- Helmli, F. Focus Variation Instruments. In Optical Measurement of Surface Topography; Leach, R., Ed.; Springer: Berlin/Heidelberg, Germany, 2011; pp. 131–166. [Google Scholar]
- Maculotti, G.; Feng, X.; Galetto, M.; Leach, R. Noise Evaluation of a Point Autofocus Surface Topography Measuring Instrument. Meas. Sci. Technol. 2018, 29, 065008. [Google Scholar] [CrossRef]
- ISO 21958; Ophthalmic Optics—Review of the Test Methods Used to Assess Scratch and Abrasion Resistance of Spectacle Lenses. ISO: Geneva, Switzerland, 2019.
- SO 25178-1; Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part1: Indication of Surface Texture. ISO: Geneva, Switzerland, 2016.
- Gomez, C.; Su, R.; de Groot, P.; Leach, R. Noise Reduction in Coherence Scanning Interferometry for Surface Topography Measurement. Nanomanuf. Metrol. 2020, 3, 68–76. [Google Scholar] [CrossRef]
- Pavliček, P.; Soubusta, J. Theoretical Measurement Fluctuation of White-Light Interferometry on Rough Surfaces. Appl. Opt. 2003, 42, 1809. [Google Scholar] [CrossRef] [PubMed]
- Alburayt, A.; Syam, W.P.; Leach, R. Lateral Scale Calibration for Focus Variation Microscopy. Meas. Sci. Technol. 2018, 29, 065012. [Google Scholar] [CrossRef]
- Pérez, P.; Syam, W.P.; Albajez, J.A.; Santolaria, J.; Leach, R. Lateral Error Compensation for Stitching-Free Measurement with Focus Variation Microscopy. Meas. Sci. Technol. 2019, 30, 065002. [Google Scholar] [CrossRef]
- von Martens, H.-J. Evaluation of Fluctuation in Interferometric Vibration Measurements. In Proceedings of the Fourth International Conference on Vibration Measurements by Laser Techniques: Advances and Applications; International Society for Optics and Photonics, Ancona, Italy, 21–23 June 2000; Volume 4072, pp. 82–101. [Google Scholar]
- Haitjema, H. Fluctuation in Measurement of Surface Topography. Surf. Topogr. Metrol. Prop. 2015, 3, 035004. [Google Scholar] [CrossRef]
- Rahlves, M.; Roth, B.; Reithmeier, E. Confocal Signal Evaluation Algorithms for Surface Metrology: Fluctuation and Numerical Efficiency. Appl. Opt. 2017, 56, 5920–5926. [Google Scholar] [CrossRef]
- Matilla, A.; Mariné, J.; Pérez, J.; Cadevall, C.; Artigas, R. Three-Dimensional Measurements with a Novel Technique Combination of Confocal and Focus Variation with a Simultaneous Scan. In Optical Micro-and Nanometrology VI; Gorecki, C., Asundi, A.K., Osten, W., Eds.; SPIE: Brussels, Belgium, 2016; Volume 9890, pp. 63–73. [Google Scholar]
- Takacs, P.Z.; Li, M.X.-O.; Furenlid, K.; Church, E.L. Step-Height Standard for Surface-Profiler Calibration. In Optical Scattering: Applications, Measurement, and Theory II; SPIE: Brussels, Belgium, 1993; Volume 1995, pp. 235–244. [Google Scholar]
- McCool, J.I. Assessing the Effect of Stylus Tip Radius and Flight on Surface Topography Measurements. J. Tribol. 1984, 106, 202–209. [Google Scholar] [CrossRef]
- O’Donnell, K.A. Effects of Finite Stylus Width in Surface Contact Profilometry. Appl. Opt. 1993, 32, 4922–4928. [Google Scholar] [CrossRef] [PubMed]
- Fang, H.; Xu, B.; Yin, D.; Zhao, S. A Method to Control Dynamic Errors of the Stylus-Based Probing System for the Surface Form Measurement of Microstructures. J. Nanomater. 2016, 2016, 3727514. [Google Scholar] [CrossRef]








Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lemesle, J.; Moreau, C.; Deltombe, R.; Blateyron, F.; Martin, J.; Bigerelle, M.; Brown, C.A. Top-down Determination of Fluctuations in Topographic Measurements. Materials 2023, 16, 473. https://doi.org/10.3390/ma16020473
Lemesle J, Moreau C, Deltombe R, Blateyron F, Martin J, Bigerelle M, Brown CA. Top-down Determination of Fluctuations in Topographic Measurements. Materials. 2023; 16(2):473. https://doi.org/10.3390/ma16020473
Chicago/Turabian StyleLemesle, Julie, Clement Moreau, Raphael Deltombe, François Blateyron, Joseph Martin, Maxence Bigerelle, and Christopher A. Brown. 2023. "Top-down Determination of Fluctuations in Topographic Measurements" Materials 16, no. 2: 473. https://doi.org/10.3390/ma16020473
APA StyleLemesle, J., Moreau, C., Deltombe, R., Blateyron, F., Martin, J., Bigerelle, M., & Brown, C. A. (2023). Top-down Determination of Fluctuations in Topographic Measurements. Materials, 16(2), 473. https://doi.org/10.3390/ma16020473