
Research on the Development of a Way to Modify Asphalt Mixtures with PET Recyclates



Abstract
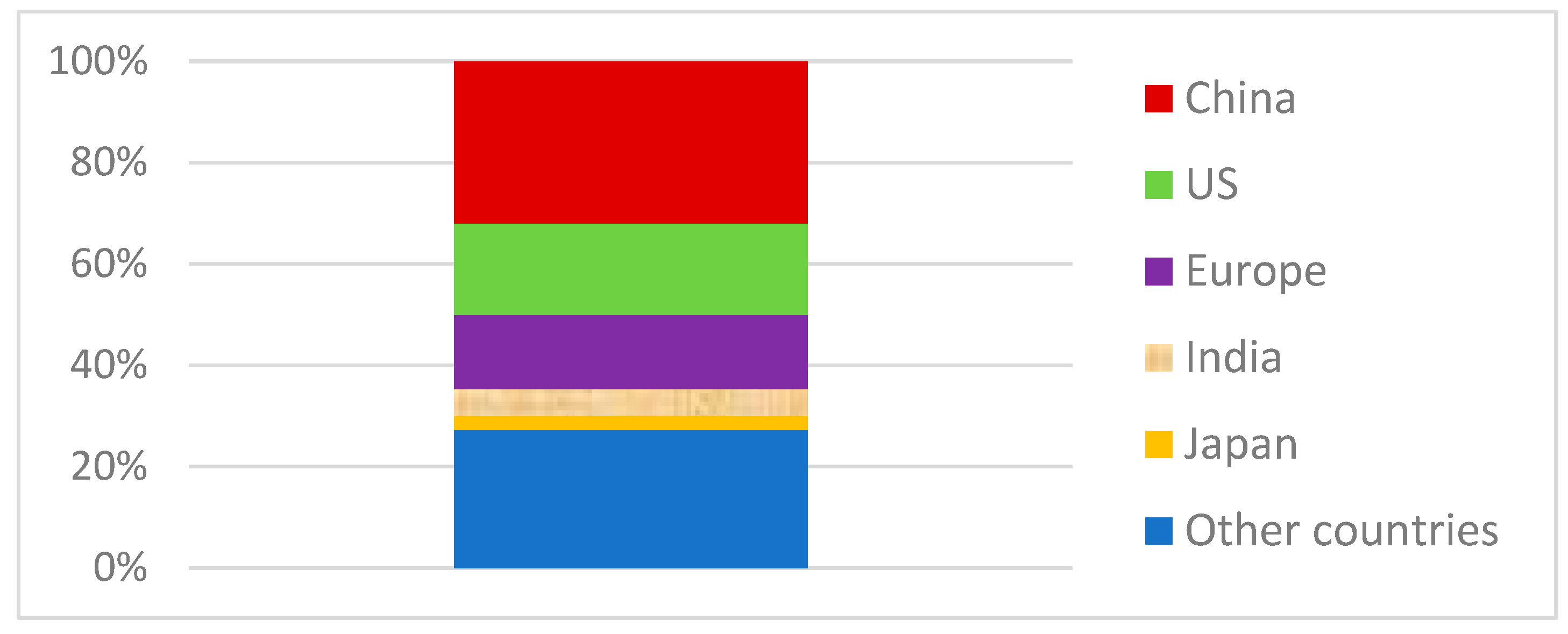
:1. Introduction
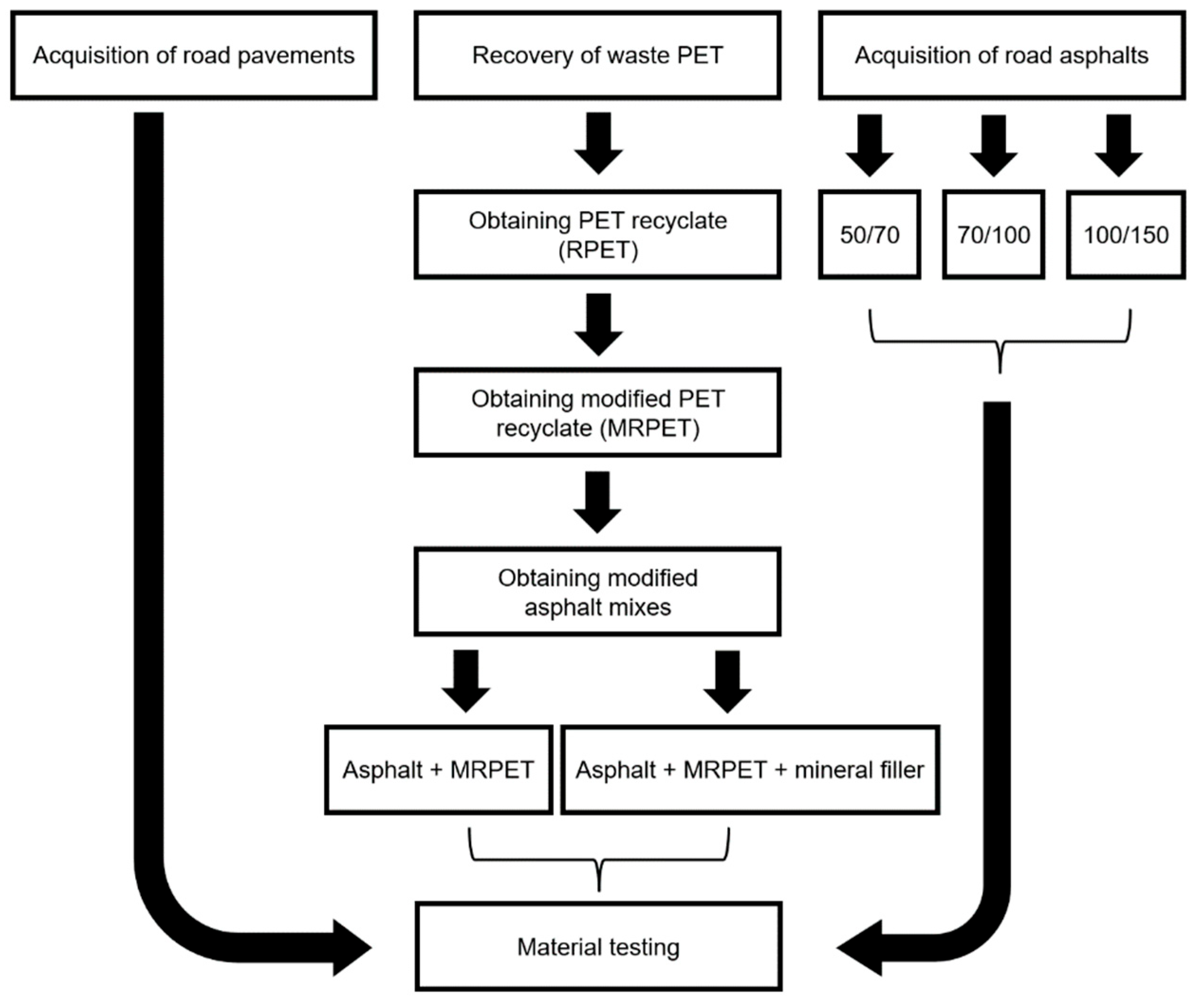
2. Research Concept and Analyzing Methods
2.1. Materials
2.2. Methods
2.2.1. Tests Performed on Polymers
2.2.2. Tests Carried Out for Road Bitumens, Polymer-Modified Asphalt Mixes, and Polymer-Modified Asphalt Mixes with the Addition of Filler
3. Preparation of PET Recyclates
3.1. Characteristics of PET and PET Recyclates
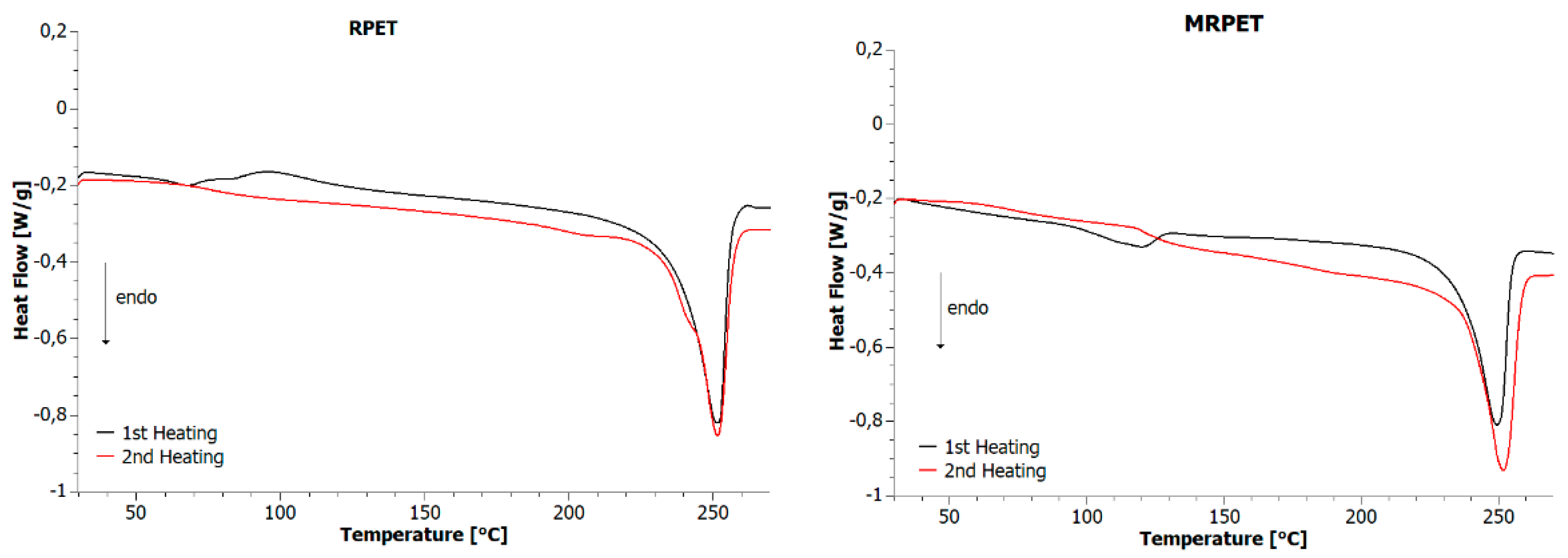
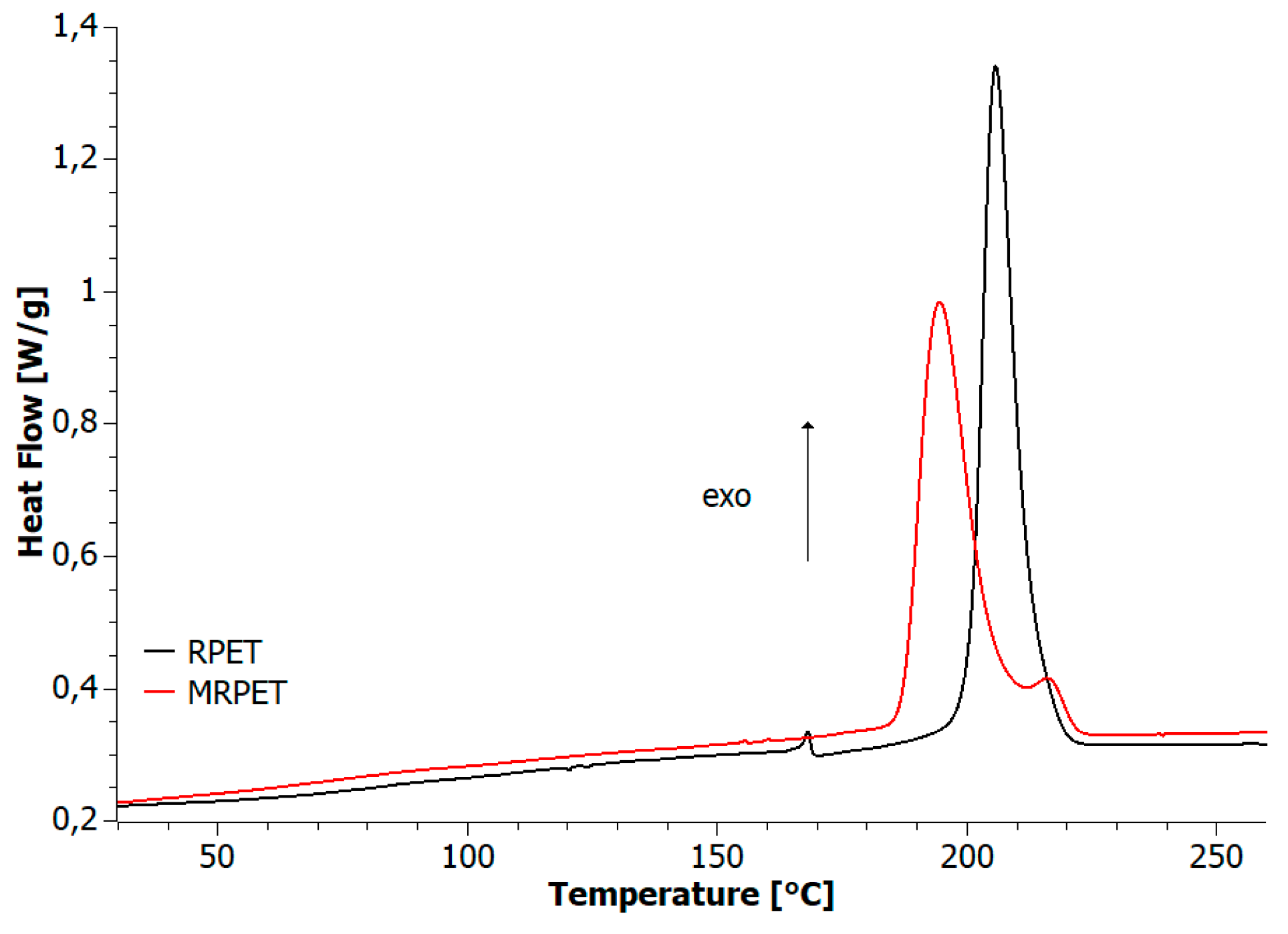
3.1.1. Differential Scanning Calorimetry (DSC)
3.1.2. Thermogravimetric Analysis (TG)
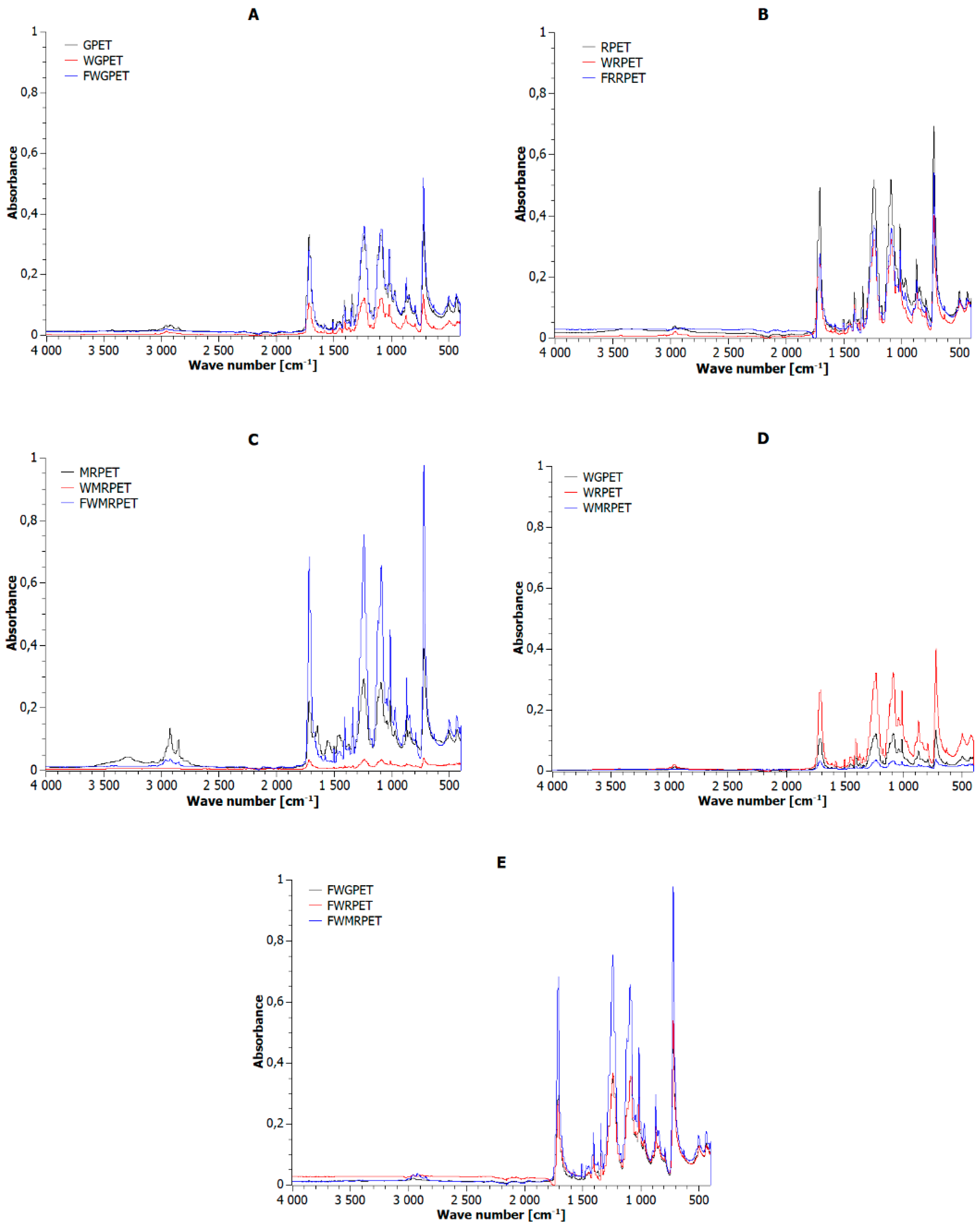
3.1.3. Fourier Transform Infrared (FTIR) Spectroscopy
4. Properties of Road Construction Bitumen
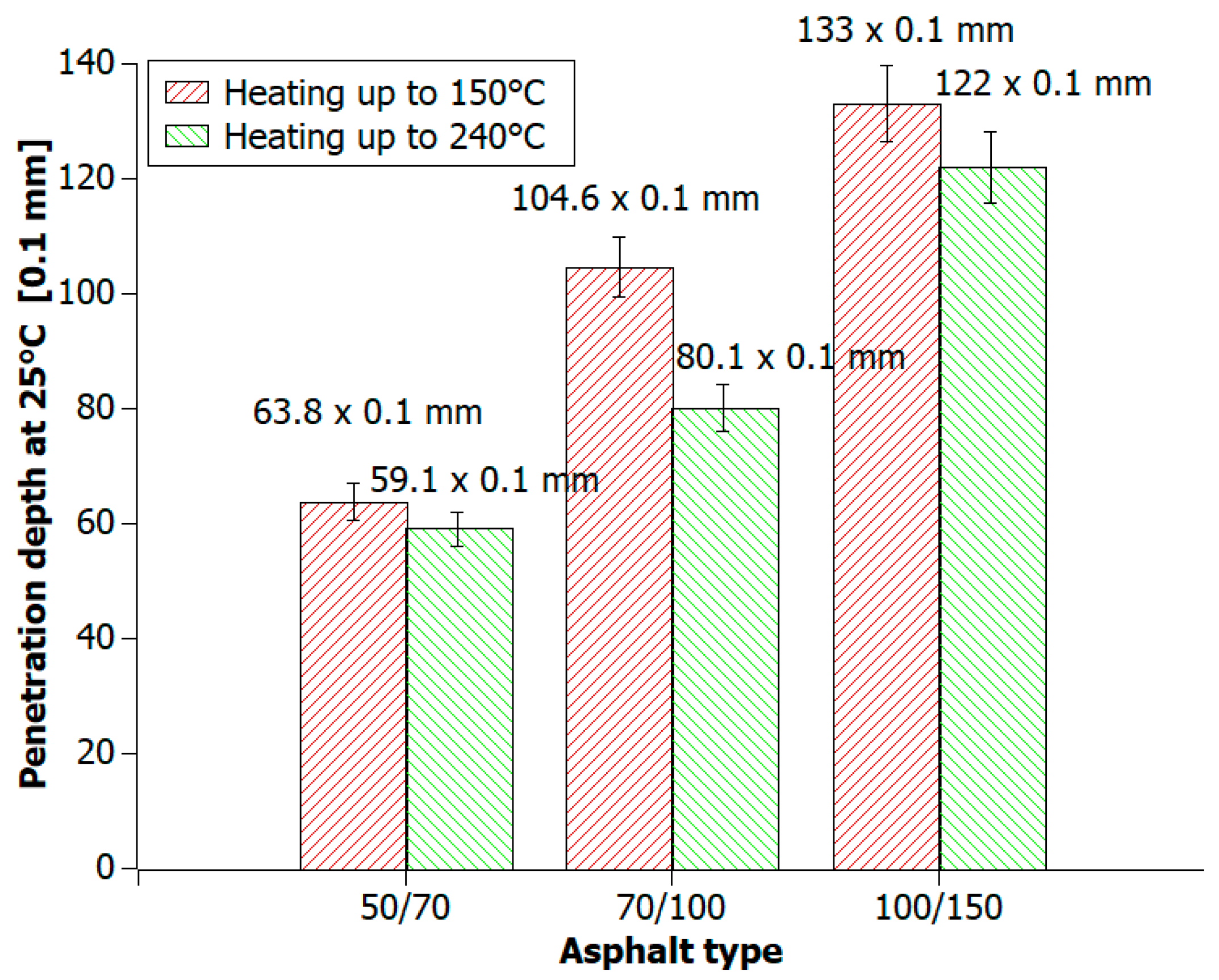
4.1. The Influence of Temperature on the Penetration Value of Road Construction Bitumen
4.2. The Impact of Heating Road Construction Bitumen on the Softening Point Value Measured by the Ring-and-Ball Method
4.3. The Value of Elastic Recovery of Road Construction Bitumen Subjected to High Temperature
5. Preparation of Polymer-Modified Asphalt (PMA) Mixtures
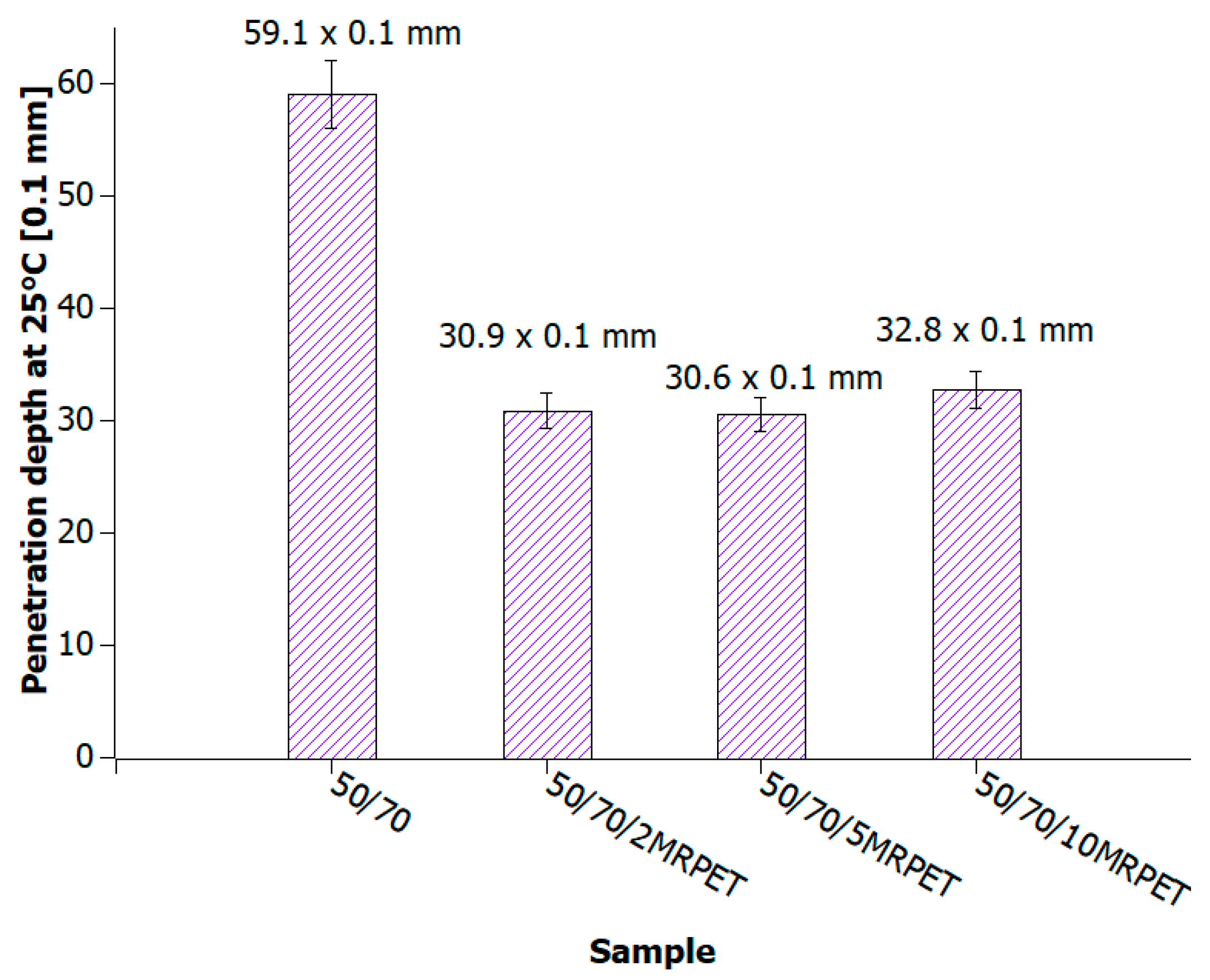
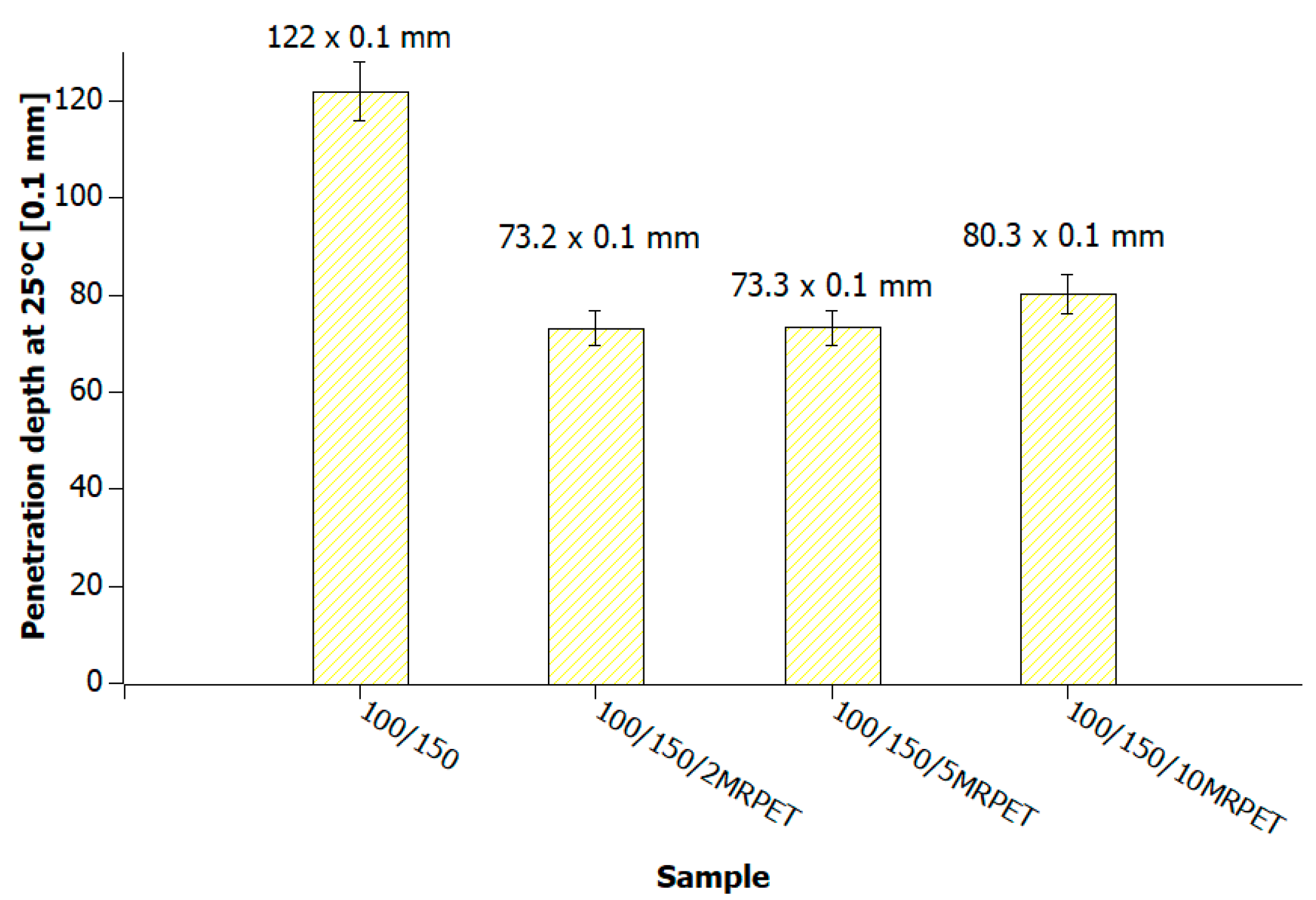
5.1. Penetration Depth of Polymer-Modified Asphalt (PMA)
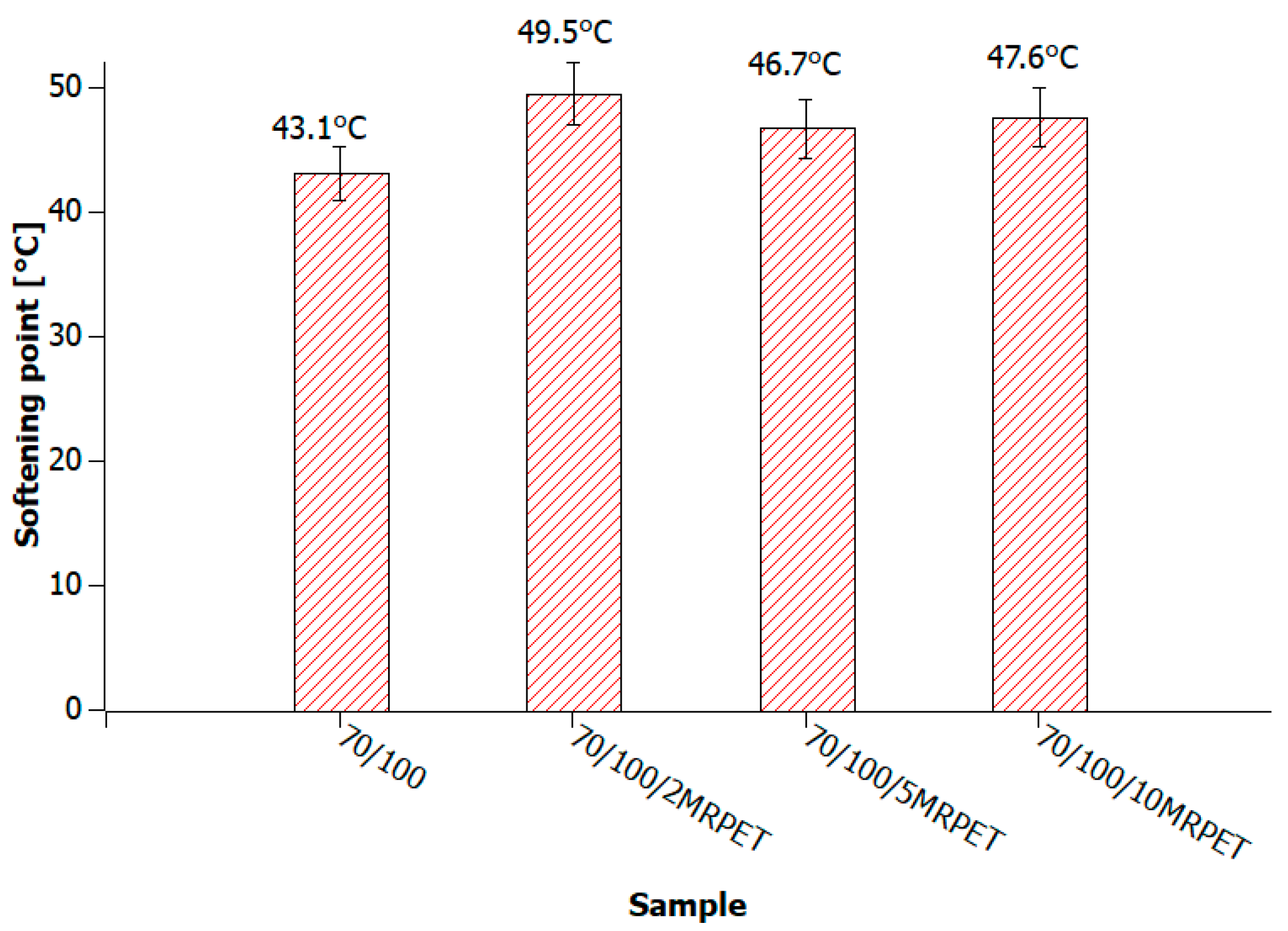
5.2. The Softening Point of Polymer-Modified Asphalt (PMA) by the Ring-and-Ball Method
5.3. The Elastic Recovery of Polymer-Modified Asphalt (PMA)
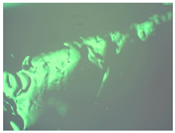
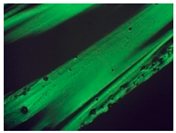
5.4. Study of the Structure of Polymer-Modified Asphalt (PMA)
6. Preparation of Polymer-Modified Asphalt (PMA) with the Addition of Mineral Filler
6.1. Characteristics of Polymer-Modified Asphalt Mixtures (PMA) with the Addition of Mineral Filler
6.1.1. Testing Resistance to the Effect of Negative Temperature—Frost Resistance of PMA Mixtures with Mineral Filler and Mineral-Modified Asphalt Mixtures from Tarnów
6.1.2. Examination of the Structure of PMA Mixtures with Mineral Filler and Mineral-Modified Asphalt Mixtures from Tarnów
6.1.3. Test of the Abrasion of Polymer-Modified Asphalt Mixtures with Mineral Filler and Mineral-Modified Asphalt Mixtures from Tarnów
7. Discussion
8. Conclusions
9. Future Perspectives
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- What Is Closed Loop Recycling. Available online: https://www.forgerecycling.co.uk/blog/what-is-closed-loop-recycling/ (accessed on 7 August 2023).
- What Is a Carbon Footprint. Available online: https://www.conservation.org/stories/what-is-a-carbon-footprint (accessed on 7 August 2023).
- Plastic Waste and Recycling in the EU: Facts and Figures. Available online: https://www.europarl.europa.eu/news/en/headlines/society/20181212STO21610/plastic-waste-and-recycling-in-the-eu-facts-and-figures?&at_campaign=20234-Economy&at_medium=Google_Ads&at_platform=Search&at_creation=RSA&at_goal=TR_G&at_audience=plastic%20waste%20problems&at_topic=Plastic_Waste&at_location=PO&gclid=CjwKCAjwhdWkBhBZEiwA1ibLmFO8YkynfIbKM8AC_bty41NrFpcoVmK6pTZqn-_WqqYr5RiHtVvu9hoCC8IQAvD_BwE (accessed on 5 June 2023).
- Valaoras, G. Waste Management Policies in the United States of America. In Health Impacts of Waste Management Policies; Nicolopoulou-Stamati, P., Hens, L., Howard, C.V., Eds.; Environmental Science and Technology Library; Springer: Dordrech, The Netherlands, 2000; Volume 16. [Google Scholar]
- Galea, B. Waste Regulation in India: An Overview, Centre for Public Policy Research. 2010. Available online: https://www.cppr.in/wp-content/uploads/2012/10/Waste-Regulation-in-India-An-Overview-Bernard.pdf (accessed on 7 August 2023).
- Law of the People’s Republic of China on Prevention and Control of Environmental Pollution by Solid Waste, The Standing Committee of the National People’s Congress 1995-10-30. Available online: https://www.skuld.com/topics/environment/garbage/china-revised-law-on-the-prevention-and-control-of-environmental-pollution-by-solid-wastes/#:~:text=The%20current%20PRC%20Law%20on%20the%20Prevention%20and,to%20a%20specific%20import%20license%2C%20and%20hazardous%20wastes (accessed on 16 July 2023).
- National Development and Reform Commission Ministry of Ecology and the Environment on Further Strengthening Plastic Pollution Control of the Views of the Development and Reform of Environmental Assets No. 80, National Development and Reform Commission Ministry of Ecology and Environment. 16 January 2020. Available online: https://english.mee.gov.cn/News_service/media_news/202109/t20210923_952587.shtml (accessed on 16 July 2023).
- Comprehensive Guide on Polyethylene Terephthalate (PET). Available online: https://omnexus.specialchem.com/selection-guide/polyethylene-terephthalate-pet-plastic (accessed on 16 July 2023).
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef]
- Distribution of Global Plastic Materials Production in 2021, by Region. Available online: https://www.statista.com/statistics/281126/global-plastics-production-share-of-various-countries-and-regions/ (accessed on 16 July 2023).
- Production Forecast of Thermoplastics Worldwide from 2025 to 2050. Available online: https://www.statista.com/statistics/664906/plastics-production-volume-forecast-worldwide/ (accessed on 16 July 2023).
- Production Forecast of Thermoplastics Worldwide from 2020 to 2050, by Type. Available online: https://www.statista.com/statistics/1192886/thermoplastics-production-volume-by-type-globally/ (accessed on 18 July 2023).
- Production Capacity of Polyethylene Terephthalate Worldwide from 2014 to 2024. Available online: https://www.statista.com/statistics/242764/global-polyethylene-terephthalate-production-capacity/ (accessed on 19 July 2023).
- Production Volume of Polyethylene Terephthalate in Japan from 2012 to 2021. Available online: https://www.statista.com/statistics/738763/japan-polyethylene-terephthalate-production-volume/ (accessed on 16 July 2023).
- The Japan Plastics Industry Federation—Statistics. Available online: https://www.jpif.gr.jp/english/statistics/index.html (accessed on 7 August 2023).
- Polyethylene Terephthalate (PET) Solid-State Resins. Available online: https://www.spglobal.com/commodityinsights/en/ci/products/polyethylene-terephthalate-resins-chemical-economics-handbook.html (accessed on 5 August 2023).
- Lifecycle of Plastic Waste Worldwide in 2019. Available online: https://www.statista.com/statistics/1357641/plastic-waste-lifecycle-worldwide/ (accessed on 5 August 2023).
- Distribution of Plastic Waste Management in Europe in 2019, by Method and Region. Available online: https://www.statista.com/statistics/1341537/europe-plastic-waste-management-shares/ (accessed on 8 August 2023).
- Bhanderi, K.K.; Joshi, J.R.; Patel, J.V. Recycling of polyethylene terephthalate (PET Or PETE) plastics—An alternative to obtain value added products: A review. J. Indian Chem. Soc. 2023, 100, 100843. [Google Scholar] [CrossRef]
- Awaja, F.; Pavel, D. Recycling of PET. Eur. Polym. J. 2005, 41, 1453–1477. [Google Scholar] [CrossRef]
- Eriksen, M.K.; Christiansen, J.D.; Daugaard, A.E.; Astrup, T.F. Closing the loop for PET, PE and PP waste from households: Influence of material properties and product design for plastic recycling. Waste Manag. 2019, 96, 75–85. [Google Scholar] [CrossRef]
- Luu, T.T.A.; Baker, J.R. Exploring Consumers’ Purchase Intention of rPET Bottle-Based Apparel in an Emerging Economy. J. Open Innov. Technol. Mark. Complex. 2021, 7, 22. [Google Scholar] [CrossRef]
- Dahlbo, H.; Poliakova, V.; Mylläri, V.; Sahimaa, O.; Anderson, R. Recycling potential of post-consumer plastic packaging waste in Finland. Waste Manag. 2018, 71, 52–61. [Google Scholar] [CrossRef]
- Eriksen, M.K.; Pivnenko, K.; Olsson, M.E.; Astrup, T.F. Contamination in plastic recycling: Influence of metals on the quality of reprocessed plastic. Waste Manag. 2018, 79, 595–606. [Google Scholar] [CrossRef]
- Ajour, A.M. Several projects, several types of surfaces. Bull LCPC 1981, 113, 9–21. [Google Scholar]
- Liu, N.; Liu, L.; Li, M.; Sun, L. Effects of zeolite on rheological properties of asphalt materials and asphalt-filler interaction ability. Constr. Build. Mater. 2023, 382, 131300. [Google Scholar] [CrossRef]
- Guo, Z.; Chen, Z. Utilization of Construction Waste Recycled Powder as Filler in Asphalt Concrete. Materials 2022, 15, 5742. [Google Scholar] [CrossRef] [PubMed]
- Rieksts, K.; Pettinari, M.; Haritonovs, V. The influence of filler type and gradation on the rheological performance of mastics. Road Mater. Pavement Des. 2018, 20, 964–978. [Google Scholar] [CrossRef]
- Lesueur, D. The colloidal structure of bitumen: Consequences on the rheology and on the mechanisms of bitumen modification . Adv. Colloid Interface Sci. 2009, 145, 42–82. [Google Scholar] [CrossRef]
- Siegmann, H. Manufacture of asphaltic bitumen. In The Properties of Asphaltic Bitumen; Pfeiffer, J.P., Ed.; Elsevier: Amsterdam, The Netherlands, 1950; pp. 121–154. [Google Scholar]
- Edwards, Y.; Tasdemir, Y.; Isacsson, U. Influence of commercial waxes and polyphosphoric acid on bitumen and asphalt concrete performance at low and medium temperatures. Mater. Struct. 2006, 39, 725–737. [Google Scholar] [CrossRef]
- Yan, K.; Zhang, H.; Xu, H. Effect of polyphosphoric acid on physical properties, chemical composition and morphology of bitumen. Constr. Build. Mater. 2013, 47, 92–98. [Google Scholar] [CrossRef]
- Herrington, P.R.; Wu, Y.; Forbes, M.C. Rheological modification of bitumen with maleic anhydride and dicarboxylic acids. Fuel 1999, 78, 101–110. [Google Scholar] [CrossRef]
- Li, H.; Hu, Y.; Shi, X.; Zhang, M.; Zhao, G.; Zou, X.; Sheng, Y. Influence of Rubber Powder Movement on Properties of Asphalt Rubber from the Mesoscopic View. J. Wuhan Univ. Technol.-Mater. Sci. Ed. 2023, 38, 312–324. [Google Scholar] [CrossRef]
- Li, H.; Zhang, C.; Zou, X.; Li, W.; Zhao, G.; Ma, Q.; Guo, P.; Sheng, Y. Analysis of the Rheological Performance of Composite Asphalt Rubber and the Influence of Gradation Types on its Mixture Prepared Under the Optimal Specifications. Int. J. Pavement Res. Technol. 2022, 15, 659–675. [Google Scholar] [CrossRef]
- Abdelrahman, M.A.; Carpenter, S.H. Mechanism of Interaction of Asphalt Cement with Crumb Rubber Modifier, Transportation Research Record. J. Transp. Res. Board 1999, 1661, 106–113. [Google Scholar] [CrossRef]
- Presti, D.L. Recycled Tyre Rubber Modified Bitumens for road asphalt mixtures: A literature review. Constr. Build. Mater. 2013, 49, 863–881. [Google Scholar] [CrossRef]
- Shu, X.; Huang, B. Recycling of waste tire rubber in asphalt and portland cement concrete: An overview. Constr. Build. Mater. 2014, 67, 217–224. [Google Scholar] [CrossRef]
- Zhang, K.; Zhang, Z.; Luo, Y. Material Composition Design and Anticracking Performance Evaluation of Asphalt Rubber Stress-Absorbing Membrane Interlayer (AR-SAMI). Adv. Mater. Sci. Eng. 2018, 2018 (Pt B), 1–11. [Google Scholar] [CrossRef]
- Pavement Technology Advisory—Polymer-Modified Hot Mix Asphalt, Design, Construction and Materials PTA-D5 (Eff. 08/2000, Rev. 02/2005) Illinois Department of Transportation Bureau of Materials and Physical Research. Available online: https://idot.illinois.gov/content/dam/soi/en/web/idot/documents/transportation-system/research/pavement-technology-advisories/design-construction-and-materials-series/ptad5.pdf#:~:text=PAVEMENT%20TECHNOLOGY%20ADVISORY%20-%20POLYMER-MODIFIED%20HOT%20MIX%20ASPHALT,HOT%20MIX%20ASPHALT%3F%20natural%20viscoelastic%20behavior%20of%20the (accessed on 8 August 2023).
- Airey, G.D. Rheological properties of styrene butadiene styrene polymer modified road bitumens. Fuel 2003, 82, 1709–1719. [Google Scholar] [CrossRef]
- Asfalty Modyfikowane. Available online: https://www.orlen.pl/pl/dla-biznesu/produkty/asfalty/asfalty-modyfikowane (accessed on 8 August 2023).
- BITUMEN MODIFICATION 101. Available online: https://kraton.com/products/paving/bitumen-mod-101.php (accessed on 8 August 2023).
- Jacobs, G.; Pipintakos, G.; Van den Buijs, X.; Kalama, D.M.; Van den bergh, W. Chemo-rheological equivalence of bitumen between different lab ageing procedures: From binder to mixture. Road Mater. Pavement Des. 2023. [Google Scholar] [CrossRef]
- Bajaj, A.; Martin, A.E.; King, G.; Glover, C.; Kaseer, F.; Arámbula-Mercado, E. Evaluation and classification of recycling agents for asphalt binders. Constr. Build. Mater. 2020, 260, 119864. [Google Scholar] [CrossRef]
- Margaritis, A.; Pipintakos, G.; Jacobs, G.; Hernando, D.; Bruynen, M.; Bruurs, J.; Van den bergh, W. Evaluating the role of recycling rate and rejuvenator on the chemo-rheological properties of reclaimed polymer-modified binders. Road Mater. Pavement Des. 2021, 22, 83–98. [Google Scholar] [CrossRef]
- Polymer Modified Asphalt. Available online: https://ultrapave.com/products/polymer-modified-asphalt/ (accessed on 8 August 2023).
- Arabani, M.; Tahami, S.A.; Taghipoor, M. Laboratory investigation of hot mix asphalt containing waste materials. Road Mater. Pavement Des. 2017, 18, 713–729. [Google Scholar] [CrossRef]
- Anurag, K.; Xiao, F.; Amirkhanian, S.N. Laboratory investigation of indirect tensile strength using roofng polyester waste fbers in hot mix asphalt. Constr. Build. Mater. 2009, 23, 2035–2040. [Google Scholar] [CrossRef]
- Victory, W. A review on the utilization of waste material in asphalt pavements. Environ. Sci. Pollut. Res. 2022, 29, 27279–27282. [Google Scholar] [CrossRef]
- Abuaddousa, M.; Taamneha, M.M.; Rabab’ahb, S.R. The potential use of recycled polyethylene terephthalate (RPET) plastic waste in asphalt binder. Int. J. Pavement Res. Technol. 2021, 14, 579–587. [Google Scholar] [CrossRef]
- Fuentes-Audén, C.; Sandoval, J.A.; Jerez, A.; Navarro, F.J.; Martínez-Boza, F.J.; Partal, P.; Gallegos, C. Evaluation of thermal and mechanical properties of recycled polyethylene modified bitumen. Polym. Test. 2008, 27, 1005–1012. [Google Scholar] [CrossRef]
- Polacco, G.; Berlincioni, S.; Biondi, D.; Stastna, J.; Zanzotto, L. Asphalt modification with different polyethylene-based polymers. Eur. Polym. J. 2005, 41, 2831–2844. [Google Scholar] [CrossRef]
- Sharma, N.D.; Sharma, A. Utilization of Waste Plastic in Flexible Pavement. Int. J. Sci. Res. (IJSR) 2019, 8, 1545–1549. [Google Scholar]
- Lugeiyamu, L.; Kunlin, M.; Mensahn, E.S.K.; Faraz, A. Utilization of waste polyethylene terephthalate (PET) as partial replacement of bitumen in stone mastic asphalt. Constr. Build. Mater. 2021, 309, 125176. [Google Scholar] [CrossRef]
- Ma, J.; Hesp, S.A.M. Effect of recycled polyethylene terephthalate (PET) fiber on the fracture resistance of asphalt mixtures. Constr. Build. Mater. 2022, 342 (Pt A), 127944. [Google Scholar] [CrossRef]
- Bekhedda, A.; M’hammed, M. Recycling of plastic waste polyethylene terephthalate (PET) as a modifier in asphalt mixture: Study of Creep-Recovery at Low, Medium, and Hot Temperatures. Frat. Ed. Integrità Strutt. 2022, 16, 438–450. [Google Scholar] [CrossRef]
- Mashaan, N.; Chegenizadeh, A.; Nikraz, H. Performance of PET and nano-silica modified stone mastic asphalt mixtures Case Studies. Constr. Mater. 2022, 16, e01044. [Google Scholar]
- DIN EN 1426; Bitumen and Bituminous Binders—Determination of Needle Penetration. iTeh Standards: Etobicoke, ON, Canada, 2015.
- EN 1427:2015; Bitumen and Bituminous Binders—Determination of the Softening Point—Ring and Ball Method. iTeh Standards: Etobicoke, ON, Canada, 2015.
- EN 13398:2017; Bitumen and Bituminous Binders—Determination of the Elastic Recovery of Modified Bitumen. iTeh Standards: Etobicoke, ON, Canada, 2017.
- PN-69/C-89081; Plastics—Determination of Abrasion Using Sandpaper. Polish Committee for Standardization: Warszawa, Poland, 1969.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Road Bitumens’ Type | Penetration at 25 °C (0.1 mm) | Softening Point (°C) | Application |
|---|---|---|---|
| 50/70 | 50–70 | 46–54 | A component of mastic–grit mixtures (SMA) in wearing courses |
| 70/100 | 70–100 | 43–51 | A component of mastic–grit mixtures (SMA) in wearing courses |
| 100/150 | 100–150 | 39–47 | Production of asphalt emulsions |
| Type of Road Construction Bitumen | Heating Temperature (°C) | d (mm) | RE (%) |
|---|---|---|---|
| 50/70 | 150 | 25 | 13 |
| 240 | 10 | 5 | |
| 70/100 | 150 | 35 | 18 |
| 240 | 28 | 14 | |
| 100/150 | 150 | 23 | 12 |
| 240 | 33 | 17 |
| Type of Road Construction Bitumen | Amount of Road-Construction Bitumen (wt%) | Amount of MRPET (wt%) | Amount of 10 M HCl (wt%) | Name of Sample |
|---|---|---|---|---|
| 50/70 | 95.5 | 2 | 2.5 | 50/70/2RPET |
| 92.5 | 5 | 50/70/2RPET | ||
| 87.5 | 10 | 50/70/10RPET | ||
| 70/100 | 95.5 | 2 | 70/100/2RPET | |
| 92.5 | 5 | 70/100/5RPET | ||
| 87.5 | 10 | 70/100/10RPET | ||
| 100/150 | 95.5 | 2 | 100/150/2RPET | |
| 92.5 | 5 | 100/150/5RPET | ||
| 87.5 | 10 | 100/150/10RPET |
| Type of Road Construction Bitumen | Sample | d (mm) | RE (%) |
|---|---|---|---|
| 50/70 | 50/70 | 10 | 5 |
| 50/70/2MRPET | 21 | 11 | |
| 50/70/2MRPET | 48 | 24 | |
| 50/70/10MRPET | 29 | 15 | |
| 70/100 | 70/100 | 28 | 14 |
| 70/100/2MRPET | 11 | 6 | |
| 70/100/5MRPET | 31 | 16 | |
| 70/100/10MRPET | 30 | 15 | |
| 100/150 | 100/150 | 33 | 17 |
| 100/150/2MRPET | 30 | 15 | |
| 100/150/5MRPET | 35 | 18 | |
| 100/150/10MRPET | 35 | 18 |
| (A) 50/70 | (B) 50/70/2MRPET | (C) 50/70/5MRPET | (D) 50/70/10MRPET |
|---|---|---|---|
 |  |  |  |
| (A) 70/100 | (B) 70/100/2MRPET | (C) 70/100/5MRPET | (D) 70/100/10MRPET |
|---|---|---|---|
 | 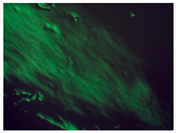 |  |  |
| (A) 100/150 | (B) 100/150/2MRPET | (C) 100/150/5MRPET | (D) 100/150/10MRPET |
|---|---|---|---|
 |  |  |  |
| Type of Road Construction Bitumen | Amount of Road Construction Bitumen (wt%) | Amount of MRPET (wt%) | Amount of Mineral Filler (wt%) | Amount of 10 M HCl (wt%) | Name of Sample | |
|---|---|---|---|---|---|---|
| MB | PB | |||||
| 50/70 | 37.5 | 10 | 50 | - | 2.5 | 50/70/10MRPET/MB |
| - | 50 | 50/70/10MRPET/WB | ||||
| 70/100 | 50 | - | 70/100/10MRPET/PB | |||
| - | 50 | 70/100/10MRPET/WB | ||||
| 100/150 | 50 | - | 100/150/10MRPET/WB | |||
| - | 50 | 100/150/10MRPET/WB | ||||
| Place of Taking a Sample of the Mineral-Modified Asphalt Mixtures | Name of Sample |
|---|---|
| Lwowska Street (50°00′52.5″ N 21°00′14.7″ E) | MMAL |
| Moscickiego Street (50°00′50.7″ N 20°57′41.5″ E) | MMAL |
| Kochanowskiego Street (50°00′21.5″ N 20°57′56.4″ E) | MMAL |
| Mrozna Street (50°02′30.5″ N 20°58′05.1″ E) | MMAMR |
| Frost Resistance | ||
|---|---|---|
| Sample | Before the Test | After the Test |
| 50/70/10MRPET/PB |  |  |
| 70/100/10MRPET/PB |  |  |
| 100/150/10MRPET/PB |  |  |
| MMAL |  |  |
| MMAM |  |  |
| MMAK |  |  |
| MMAMR |  |  |
| Structure | ||
|---|---|---|
| Sample | Before the Test | After the Test |
| 50/70/10MRPET/PB |  |  |
| 70/100/10MRPET/PB |  |  |
| 100/150/10MRPET/PB |  |  |
| MMAL |  |  |
| MMAM |  |  |
| MMAK |  |  |
| MMAMR |  |  |
| Sample | Abrasion (X) (mm3/m) |
|---|---|
| 50/70/10MRPET/PB | 6.56 |
| 70/100/10MRPET/PB | 1.02 |
| 100/150/10MRPET/PB | 2.71 |
| MMAL | 1.89 |
| MMAM | 9.38 |
| MMAK | 6.07 |
| MMAK | 7.48 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Majka, T.M.; Ostrowski, K.A.; Piechaczek, M. Research on the Development of a Way to Modify Asphalt Mixtures with PET Recyclates. Materials 2023, 16, 6258. https://doi.org/10.3390/ma16186258
Majka TM, Ostrowski KA, Piechaczek M. Research on the Development of a Way to Modify Asphalt Mixtures with PET Recyclates. Materials. 2023; 16(18):6258. https://doi.org/10.3390/ma16186258
Chicago/Turabian StyleMajka, Tomasz M., Krzysztof Adam Ostrowski, and Marcin Piechaczek. 2023. "Research on the Development of a Way to Modify Asphalt Mixtures with PET Recyclates" Materials 16, no. 18: 6258. https://doi.org/10.3390/ma16186258
APA StyleMajka, T. M., Ostrowski, K. A., & Piechaczek, M. (2023). Research on the Development of a Way to Modify Asphalt Mixtures with PET Recyclates. Materials, 16(18), 6258. https://doi.org/10.3390/ma16186258