
Prediction Model for the Evolution of Residual Stresses and Machining Deformation of Uneven Milling Plate Blanks

Abstract
:1. Introduction
2. Analytical Model for Prediction of Machining Deformation
- The billet is isotropic and homogeneous in nature.
- The influence of MIRS on machining deformation is ignored.
- IRS distribution at the same depth is uniform.
- Shear stresses influence is disregarded for the aluminum alloy beam undergoing pure bending deformation.
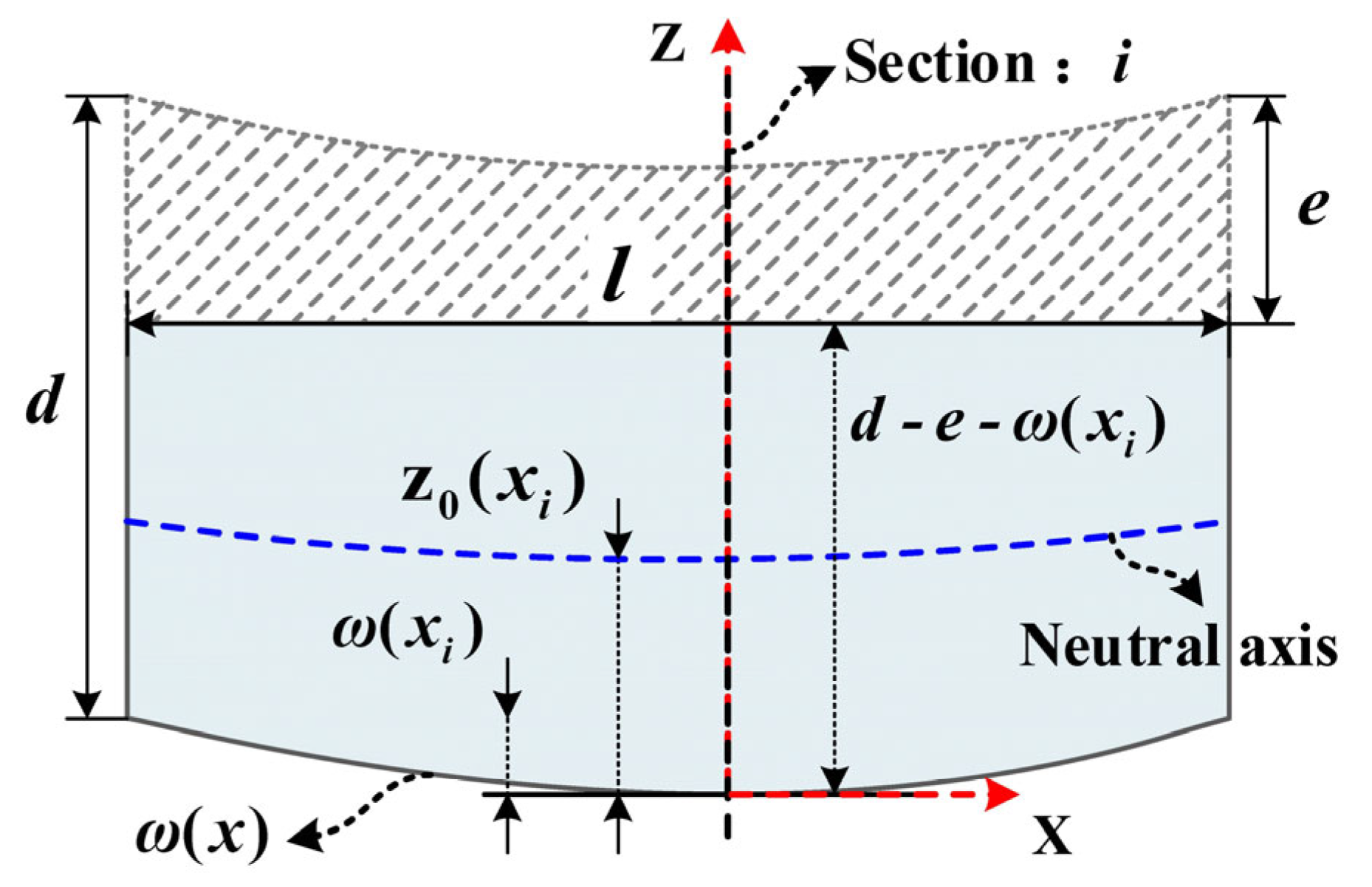
2.1. Model for Predicting Machining Deformation under the Uniform Milling Conditions
2.2. Model for Predicting Machining Deformation under the Uneven Milling Conditions
3. Case Study Research
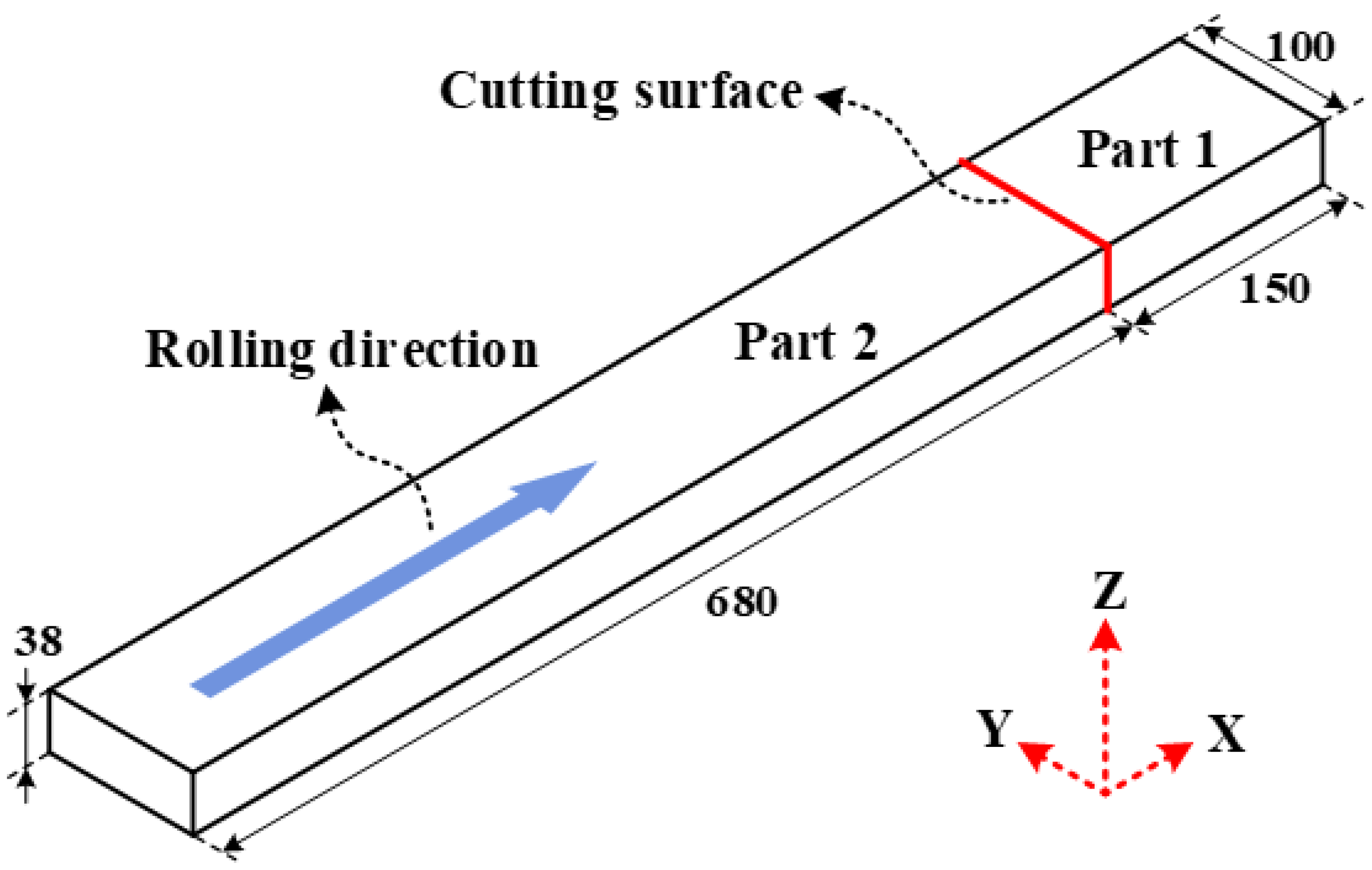
3.1. Experimental Specimens
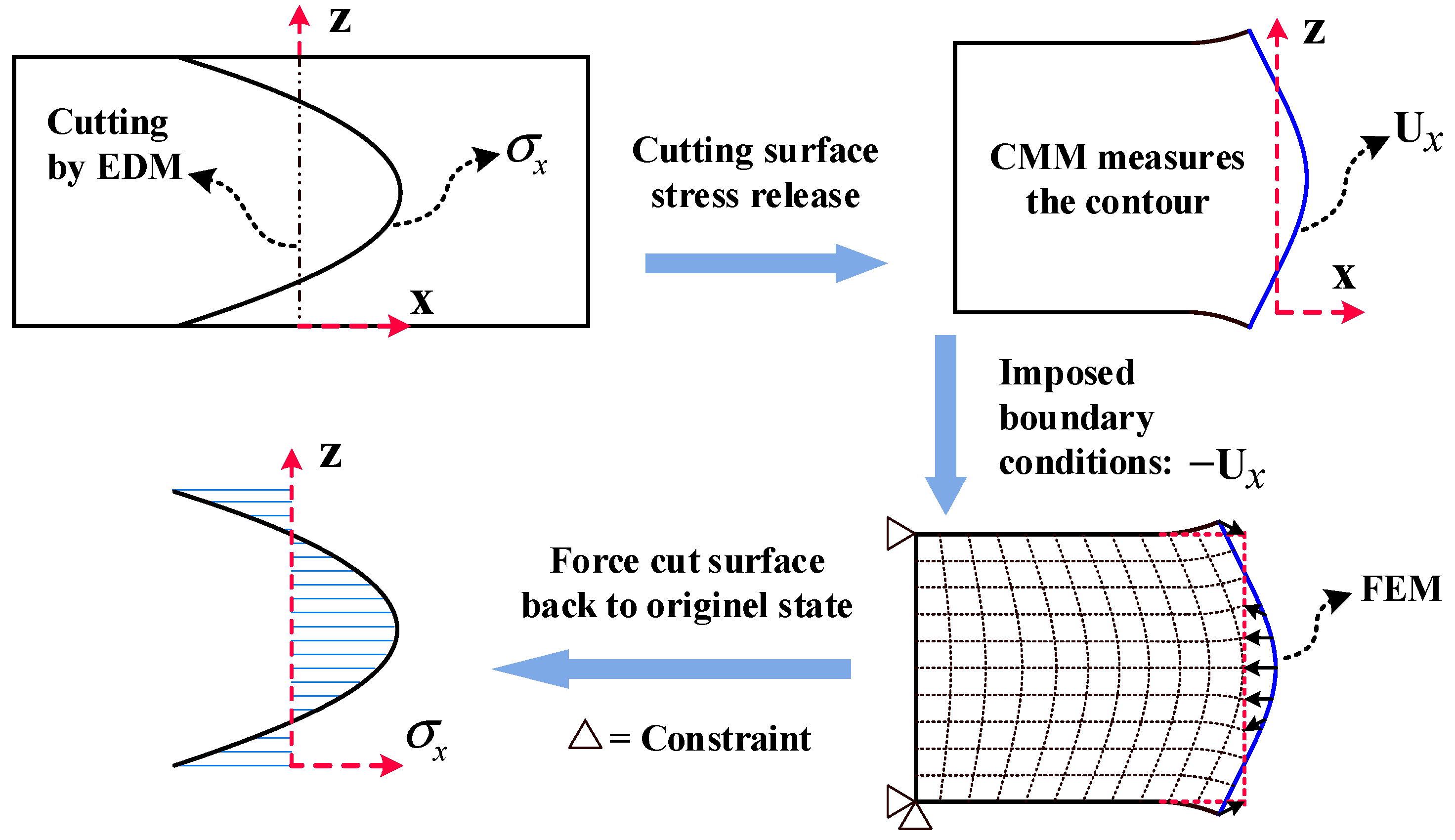
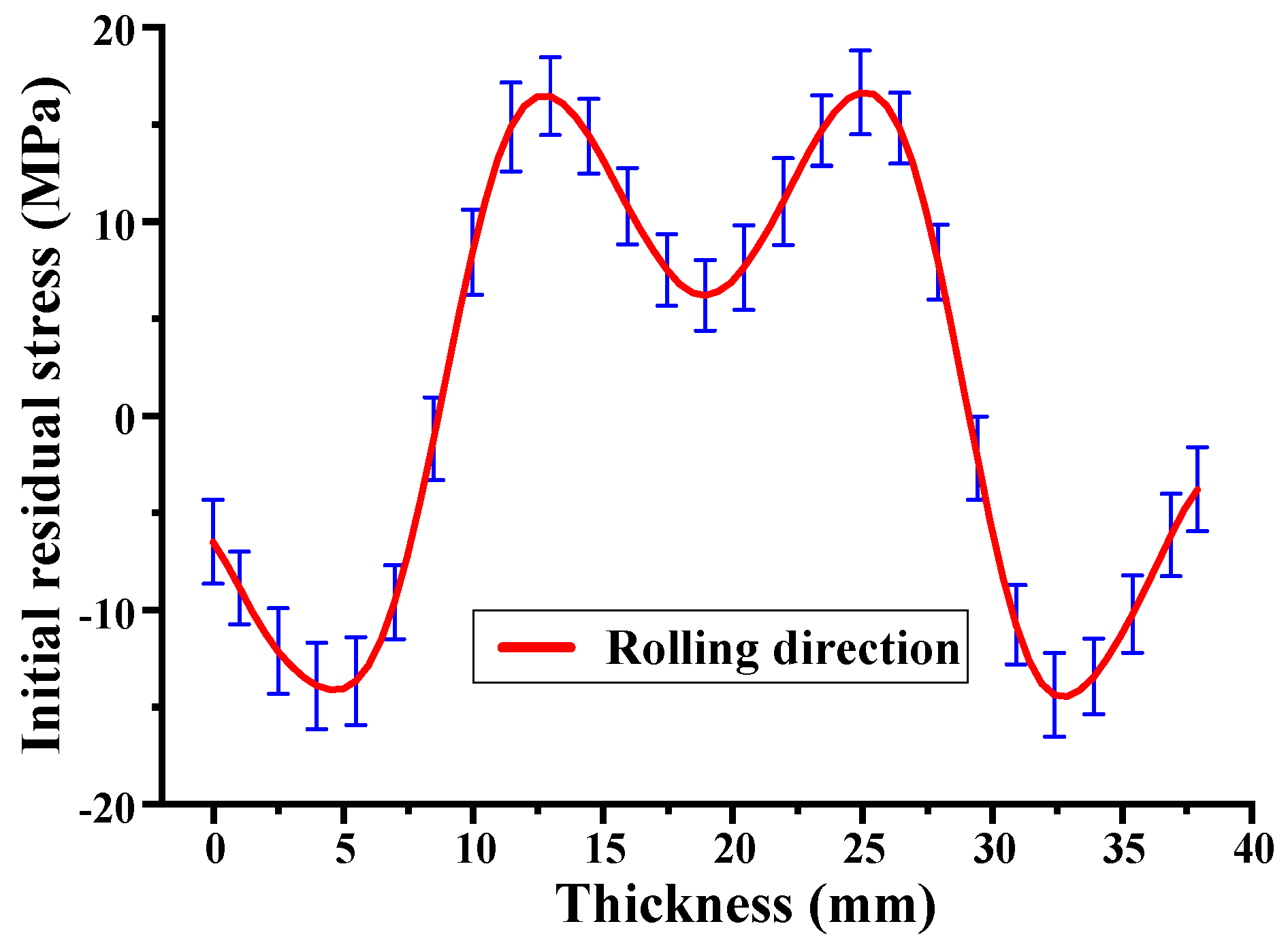
3.2. Initial Residual Stress Measurement
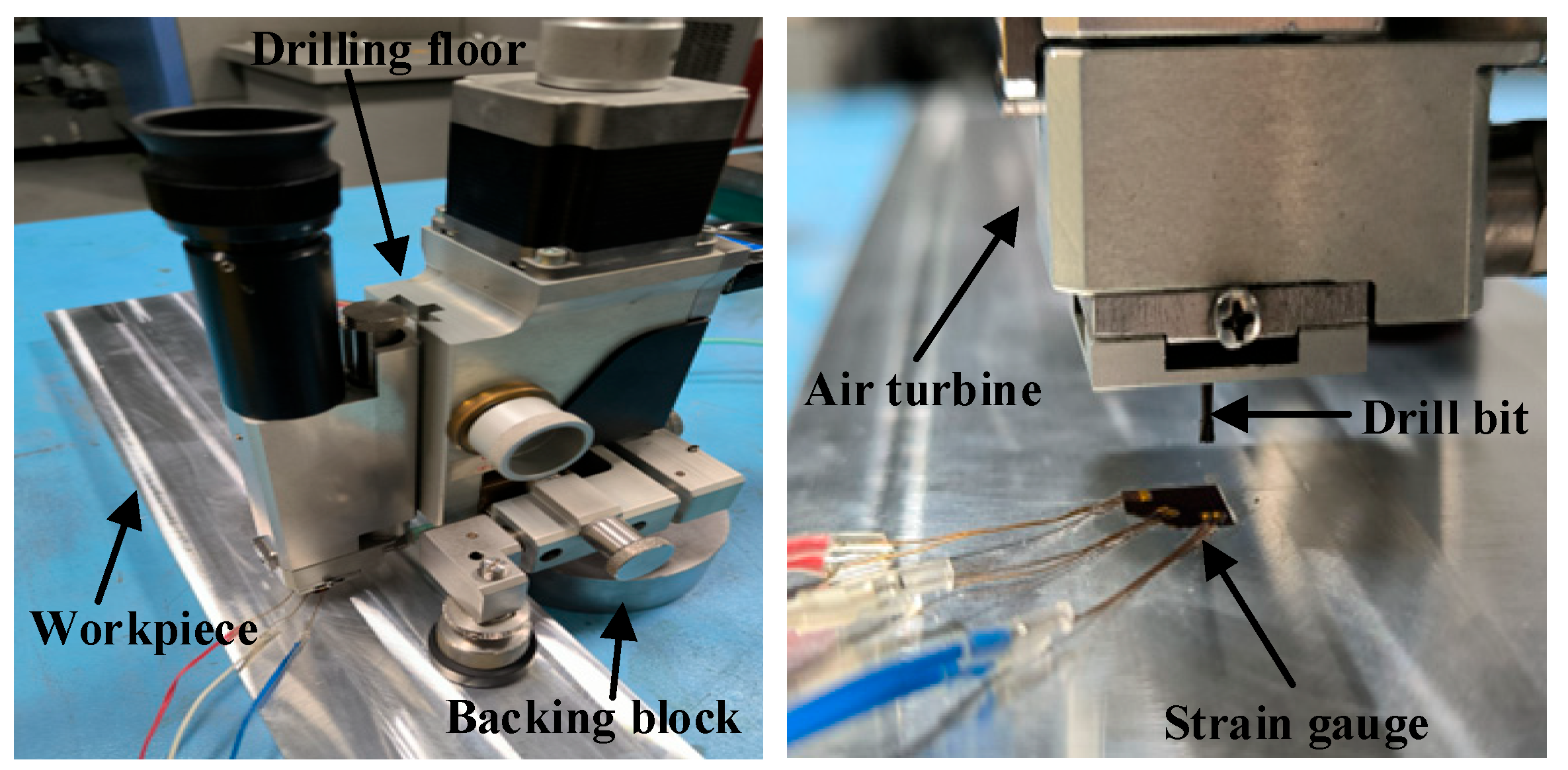
3.3. Residual Stress Measurement at a Local Level
3.4. Analytical and Finite Element Model Establishment
- (1)
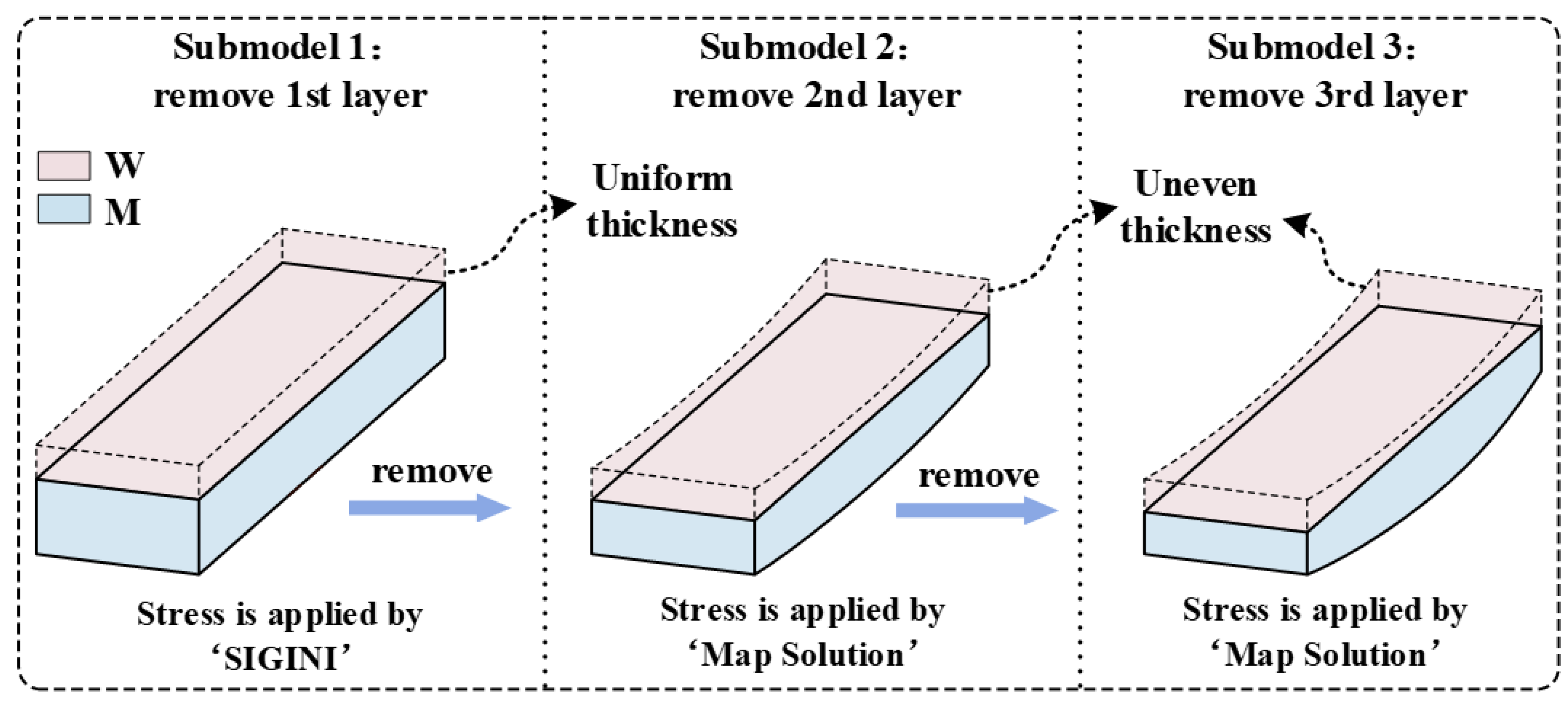
- First, based on the element birth and death method, submodel one is established to satisfy the even thickness removal condition. Subsequently, utilizing the SIGINI subroutine, the IRS function shown in Figure 4 is applied to the nodal points of each element in submodel one. This facilitates the simulation calculation for the first layer even thickness removal.
- (2)
- Second, using the restart request techniques and manual remeshing techniques, the deformed entity resulting from the submodel one calculation is imported into submodel 2. Subsequently, by employing the element birth and death method, the mesh is partitioned and the model attributes are imposed. Moreover, using the Map Solution keyword, the submodel one stress result data are mapped onto the nodal points of each element in submodel two. This completes the simulation calculation for the second layer uneven removal.
- (3)
- Finally, following the Step 2 procedure, the deformed entity and stress result data from the submodel two calculation are mapped into submodel three. As a result, the simulation calculation for the third layer uneven removal was accomplished. In the aforementioned finite element model, C3D8R hexahedral elements with dimensions of 5 × 5 × 0.5 mm were utilized. Meanwhile, the following boundary conditions were defined: the displacement constraint on the left end of the model’s plane (Ux = Uy = Uz = 0), and the vertical (Z-direction) and horizontal (Y-direction) displacement on the right end (Uy = Uz = 0).
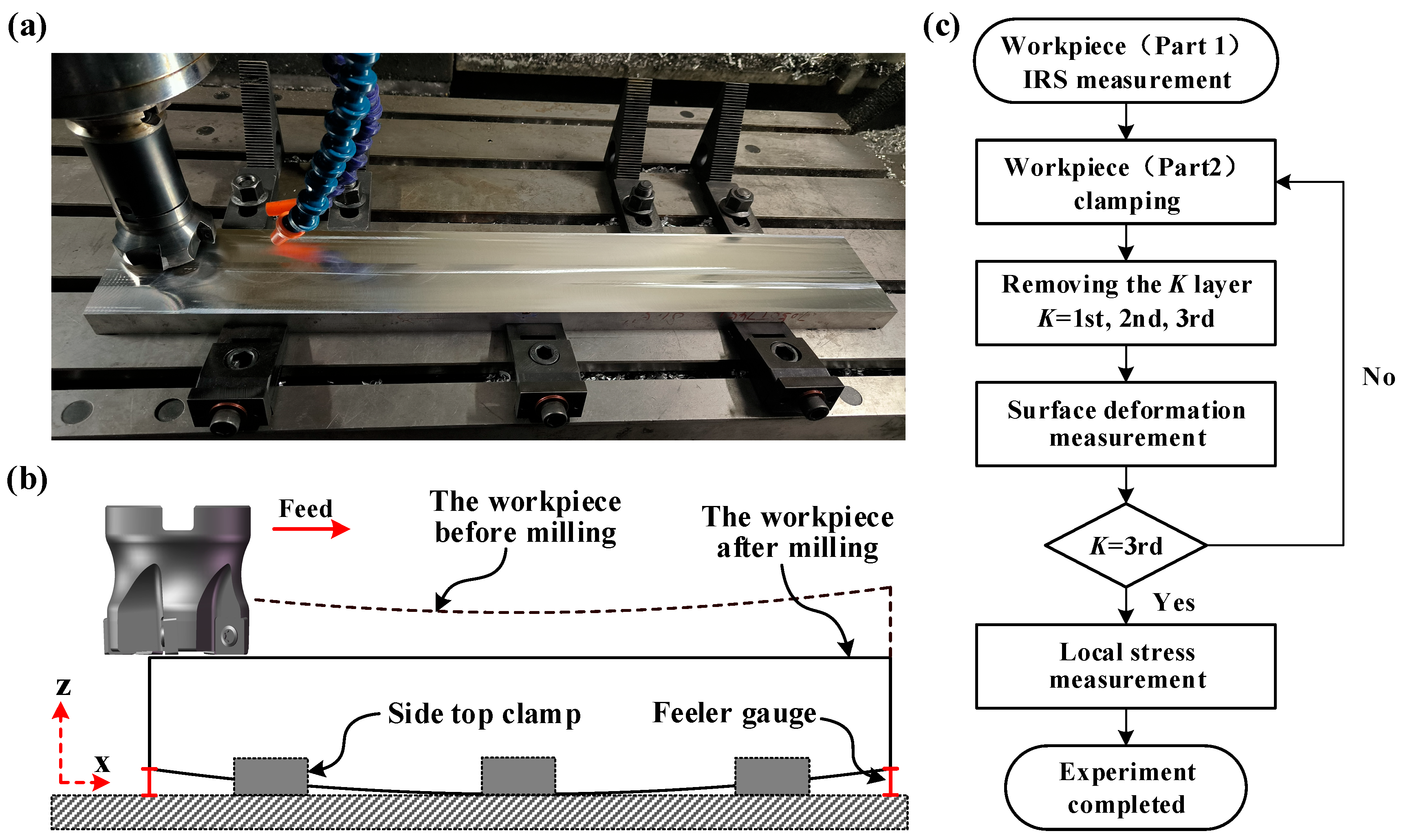
3.5. Experiment
4. Results and Discussion
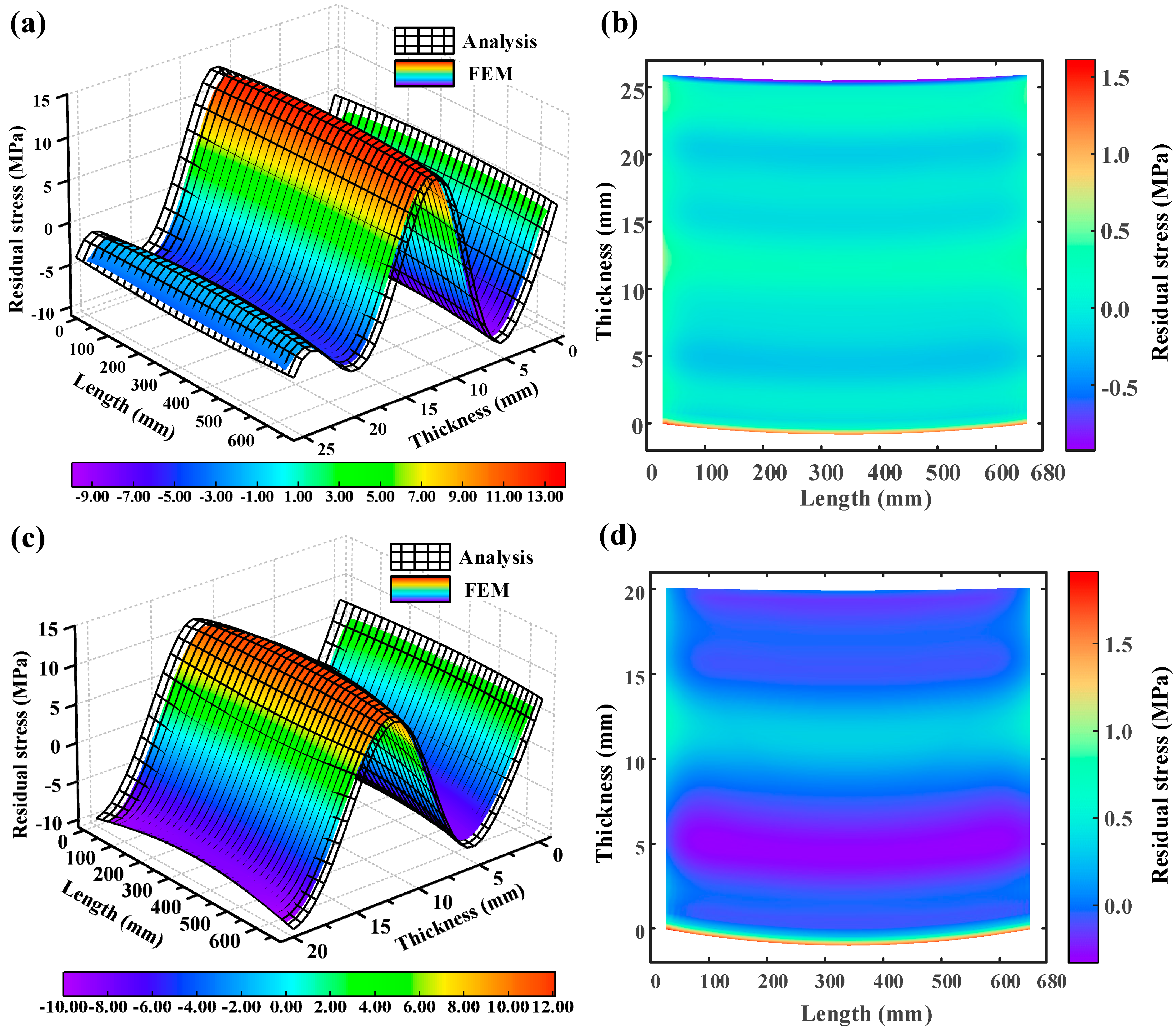
4.1. Model Stress Results Comparison
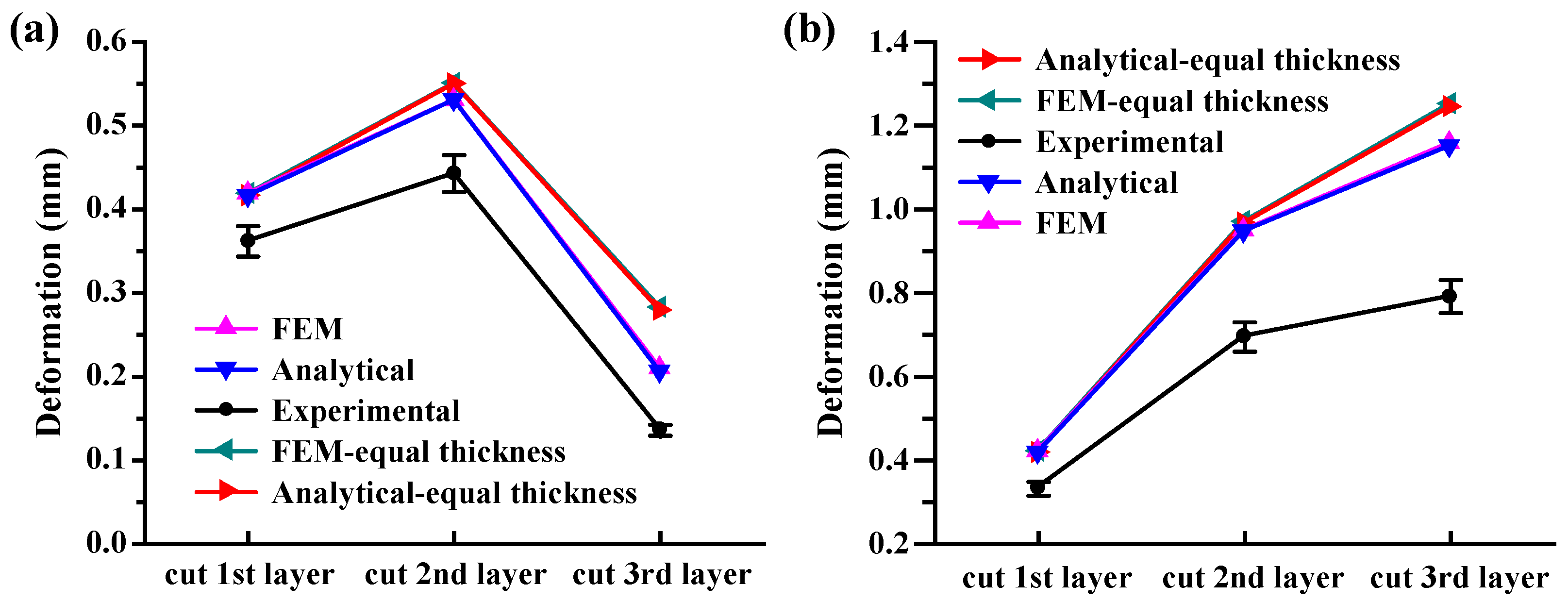
4.2. Deformity Prognostication Outcome Comparison
5. Conclusions
- The analytical model proposed in this study demonstrates accurate prediction of machining deflection and residual stress distribution on the ZX cross-section of beam-like aluminum alloy components under uneven milling conditions. When compared to finite element simulation results, the analytical model exhibits an average prediction error of 3.40% for residual stress distribution within the ZX cross-section and an average prediction error of 0.71% for machining deflection. Comparison with experimental measurements further confirms the good consistency between the predictive results of the analytical model and the experimental observations.
- Under the conditions of uneven milling, there exists a difference of 1 MPa to 3 MPa in residual stress between the middle and end positions of the aluminum alloy component. This difference is attributed to the varying curvature radii along the component during the uneven material removal process. The middle position of the component has the smallest curvature radius (higher degree of bending), while the curvature radii gradually increase towards the ends (lower degree of bending). As a result, the distribution of bending stress is uneven across the component. However, the existing literature on layer milling theory has not provided a sufficient description of this difference.
- During the layer-by-layer milling process, the magnitude of the workpiece deformation is influenced by the stress state of the material being removed. The greater the stress amplitude, the more significant the workpiece deformation. Under uneven milling conditions, there is a difference in deformation deflection between the upper and lower surfaces of the workpiece. The deformation on the upper surface is removed in the subsequent milling steps, while the lower surface undergoes successive layers of milling without the removal of previously deformed material. This accumulation of deformation deflection on the lower surface leads to further exacerbation of the overall machining deformation of the workpiece.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rajesh, P.V.; Gupta, K.K.; Cep, R.; Ramachandran, M.; Kouril, K.; Kalita, K. Optimizing Friction Stir Welding of Dissimilar Grades of Aluminum Alloy Using WASPAS. Materials 2022, 15, 1715. [Google Scholar] [CrossRef]
- Sim, W. Challenges of residual stress and part distortion in the civil airframe industry. Int. J. Microstruct. Mater. Prop. 2010, 5, 446–455. [Google Scholar] [CrossRef]
- Yang, Y.; Li, M.; Li, K.R. Comparison and analysis of main effect elements of machining distortion for aluminum alloy and titanium alloy aircraft monolithic component. Int. J. Adv. Manuf. Technol. 2013, 70, 1803–1811. [Google Scholar] [CrossRef]
- Virkar, A.V. Determination of Residual Stress Profile Using a Strain Gage Technique. J. Am. Ceram. Soc. 1990, 73, 2100–2102. [Google Scholar] [CrossRef]
- Shin, S.H. Prediction of the Dimensional Instability Resulting from Machining of Residually Stressed Components. Ph.D. Thesis, Texas Tech University, Lubbock, TX, USA, 1995. [Google Scholar]
- Gao, H.; Zhang, Y.; Wu, Q.; Song, J. An analytical model for predicting the machining deformation of a plate blank considers biaxial initial residual stresses. Int. J. Adv. Manuf. Technol. 2017, 93, 1473–1486. [Google Scholar] [CrossRef]
- Li, B.; Deng, H.; Hui, D.; Hu, Z.; Zhang, W. A semi-analytical model for predicting the machining deformation of thin-walled parts considering machining-induced and blank initial residual stress. Int. J. Adv. Manuf. Technol. 2020, 110, 139–161. [Google Scholar] [CrossRef]
- Gao, H.; Zhang, Y.; Wu, Q.; Li, B. Investigation on influences of initial residual stress on thin-walled part machining deformation based on a semi-analytical model. J. Mater. Process. Technol. 2018, 262, 437–448. [Google Scholar] [CrossRef]
- Wang, Z.; Sun, J.; Liu, L.; Wang, R.; Chen, W. An analytical model to predict the machining deformation of frame parts caused by residual stress. J. Mater. Process. Technol. 2019, 274, 116282. [Google Scholar] [CrossRef]
- Jiang, Z.; Liu, Y.; Li, L.; Shao, W. A novel prediction model for thin plate deflections considering milling residual stresses. Int. J. Adv. Manuf. Technol. 2014, 74, 37–45. [Google Scholar] [CrossRef]
- Huang, X.; Sun, J.; Li, J. Effect of Initial Residual Stress and Machining-Induced Residual Stress on the Deformation of Aluminium Alloy Plate. Stroj. Vestn. J. Mech. Eng. 2015, 61, 131–137. [Google Scholar] [CrossRef]
- Yang, Y.; Xia, L.; Zhao, G.; Meng, L.; He, N. Investigation of the coupled distribution of initial and machining-induced residual stress on the surface of thin-walled parts. Int. J. Adv. Manuf. Technol. 2018, 98, 213–222. [Google Scholar] [CrossRef]
- Madariaga, A.; Perez, I.; Arrazola, P.J.; Sanchez, R.; Ruiz, J.J.; Rubio, F.J. Reduction of distortions in large aluminium parts by controlling machining-induced residual stresses. Int. J. Adv. Manuf. Technol. 2018, 97, 967–978. [Google Scholar] [CrossRef]
- Chighizola, C.R.; D’Elia, C.R.; Jonsson, J.E.; Weber, D.; Kirsch, B.; Aurich, J.C.; Linke, B.S.; Hill, M.R. The Effect of Bulk Residual Stress on Milling-Induced Residual Stress and Distortion. Exp. Mech. 2022, 62, 1437–1459. [Google Scholar] [CrossRef]
- Cerutti, X.; Arsene, S.; Mocellin, K. Prediction of machining quality due to the initial residual stress redistribution of aerospace structural parts made of low-density aluminium alloy rolled plates. Int. J. Mater. Form. 2015, 9, 677–690. [Google Scholar] [CrossRef]
- Cerutti, X.; Mocellin, K. Parallel finite element tool to predict distortion induced by initial residual stresses during machining of aeronautical parts. Int. J. Mater. Form. 2014, 8, 255–268. [Google Scholar] [CrossRef]
- Fan, L.; Li, L.; Yang, Y.; Zhao, G.; Han, N.; Tian, H.; He, N. Control of machining distortion stability in machining of monolithic aircraft parts. Int. J. Adv. Manuf. Technol. 2021, 112, 3189–3199. [Google Scholar] [CrossRef]
- Yang, Y.; Fan, L.; Li, L.; Zhao, G.; Han, N.; Li, X.; Tian, H.; He, N. Energy principle and material removal sequence optimization method in machining of aircraft monolithic parts. Chin. J. Aeronaut. 2020, 33, 2770–2781. [Google Scholar] [CrossRef]
- Yang, Y.; Li, X.; Li, L.; He, N.; Zhao, G.; Chen, N.; Lan, H.; Zhou, Z. Investigation on deformation of single-sided stringer parts based on fluctuant initial residual stress. J. Mater. Process. Technol. 2019, 271, 623–633. [Google Scholar] [CrossRef]
- Zhang, Z.; Li, L.; Yang, Y.; He, N.; Zhao, W. Machining distortion minimization for the manufacturing of aeronautical structure. Int. J. Adv. Manuf. Technol. 2014, 73, 1765–1773. [Google Scholar] [CrossRef]
- Wang, F.; Mao, K.; Li, B. Prediction of residual stress fields from surface stress measurements. Int. J. Mech. Sci. 2018, 140, 68–82. [Google Scholar] [CrossRef]
- Fu, S.; Feng, P.; Ma, Y.; Wang, L. Initial residual stress measurement based on piecewise calculation methods for predicting machining deformation of aeronautical monolithic components. Int. J. Adv. Manuf. Technol. 2020, 108, 2063–2078. [Google Scholar] [CrossRef]
- Wang, S.; Li, Y.; Liu, C.; Zhao, Z. An Initial Residual Stress Inference Method by Incorporating Monitoring Data and Mechanism Model. Chin. J. Mech. Eng. 2022, 35, 82. [Google Scholar] [CrossRef]
- Jovani, T.; Chanal, H.; Blaysat, B.; Grédiac, M. Direct Residual Stress Identification during Machining. J. Manuf. Process. 2022, 82, 678–688. [Google Scholar] [CrossRef]
- Lin, F.; Yao, W.; Qin, G.; Ye, H.; Tao, J. Coupling Effect of Initial Residual Stress-initial Geometric Error on Machining Deformations of Aeronautical Monolithic Components and Its Control. Acta Armamentarii 2021, 42, 1–11. Available online: http://kns.cnki.net/kcms/detail/11.2176.TJ.20210809.1302.002.html (accessed on 31 August 2023).
- Aurrekoetxea, M.; Bilkhu, R.; Llanos, I.; Ayvar-Soberanis, S.; Lopez de Lacalle, L.N. Residual stress characterization for ribbed geometries using On-machine Layer Removal method. Procedia CIRP 2021, 101, 42–45. [Google Scholar] [CrossRef]
- Gulpak, M.; Sölter, J. Development and Validation of a Hybrid Model for the Prediction of Shape Deviations in dry Machining Processes. Procedia CIRP 2015, 31, 346–351. [Google Scholar] [CrossRef]
- Gulpak, M.; Sölter, J.; Brinksmeier, E. Prediction of Shape Deviations in Face Milling of Steel. Procedia CIRP 2013, 8, 15–20. [Google Scholar] [CrossRef]
- Huang, X.; Sun, J.; Li, J. Finite element simulation and experimental investigation on the residual stress-related monolithic component deformation. Int. J. Adv. Manuf. Technol. 2014, 77, 1035–1041. [Google Scholar] [CrossRef]
- Prime, M.B. Residual stress measurement by successive extension of a slot: The crack compliance method. Appl. Mech. Rev. 1999, 52, 75–96. [Google Scholar] [CrossRef]
- Prime, M.B. Cross-Sectional Mapping of Residual Stresses by Measuring the Surface Contour After a Cut. J. Eng. Mater. Technol. 2001, 123, 162–168. [Google Scholar] [CrossRef]
- Akhtar, W.; Lazoglu, I.; Liang, S.Y. Prediction and control of residual stress-based distortions in the machining of aerospace parts: A review. J. Manuf. Process. 2022, 76, 106–122. [Google Scholar] [CrossRef]
- ASTM E837-20; Standard Test Method for Determining Residual Stresses by the Hole-Drilling Strain Gage Method. ASTM International Headquarters: West Conshehocken, PA, USA, 2020.
- Jiang, X.; Li, B.; Yang, J.; Zuo, X.Y. Effects of tool diameters on the residual stress and distortion induced by milling of thin-walled part. Int. J. Adv. Manuf. Technol. 2013, 68, 175–186. [Google Scholar] [CrossRef]
- Li, B.; Jiang, X.; Yang, J.; Liang, S.Y. Effects of depth of cut on the redistribution of residual stress and distortion during the milling of thin-walled part. J. Mater. Process. Technol. 2015, 216, 223–233. [Google Scholar] [CrossRef]
- Jiang, X.; Li, B.; Yang, J.; Zuo, X.; Li, K. An approach for analyzing and controlling residual stress generation during high-speed circular milling. Int. J. Adv. Manuf. Technol. 2012, 66, 1439–1448. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Diameter (mm) | Z | Vc (m/min) | fz (mm/tooth) | Vf (mm/min) | ap (mm) | N (r/min) |
|---|---|---|---|---|---|---|
| 80 | 5 | 300 | 0.1 | 597 | 1 | 1193 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zheng, Y.; Hu, P.; Wang, M.; Huang, X. Prediction Model for the Evolution of Residual Stresses and Machining Deformation of Uneven Milling Plate Blanks. Materials 2023, 16, 6113. https://doi.org/10.3390/ma16186113
Zheng Y, Hu P, Wang M, Huang X. Prediction Model for the Evolution of Residual Stresses and Machining Deformation of Uneven Milling Plate Blanks. Materials. 2023; 16(18):6113. https://doi.org/10.3390/ma16186113
Chicago/Turabian StyleZheng, Yaohui, Pengcheng Hu, Minghai Wang, and Xiaoyue Huang. 2023. "Prediction Model for the Evolution of Residual Stresses and Machining Deformation of Uneven Milling Plate Blanks" Materials 16, no. 18: 6113. https://doi.org/10.3390/ma16186113
APA StyleZheng, Y., Hu, P., Wang, M., & Huang, X. (2023). Prediction Model for the Evolution of Residual Stresses and Machining Deformation of Uneven Milling Plate Blanks. Materials, 16(18), 6113. https://doi.org/10.3390/ma16186113