
Preparation of High-Ductility Cement-Calcined Coal-Gangue-Powder-Composite-Based Rapid Repair Material

Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Activity Testing of CCGP
2.3. Design Optimization of HD-RRMs
- (1)
- Based on the optimal particle size of CCGP determined in Section 2.2, cubic compression test specimens with dimensions of 100 mm × 100 mm × 100 mm were prepared by regulating the water–cement ratio, fiber content, early strength agents, and cementitious materials. The specimens were cured for 6 h, and their cubic compressive strength was examined to determine a mix proportion with a cubic compressive strength of no less than 40 MPa.
- (2)
- In accordance with the mix proportions determined in Step (1), dog-bone-shaped tensile specimens were prepared, and their tensile performance was examined under standard curing conditions at 6 h. The mix proportions were optimized to achieve an ultimate elongation of no less than 0.5% and an average crack width of no more than 200 μm under uniaxial tensile loading. Figure 2 presents the flowchart for the preparation of HD-RRM.
2.3.1. Design of the HD-RRM Mix Proportions
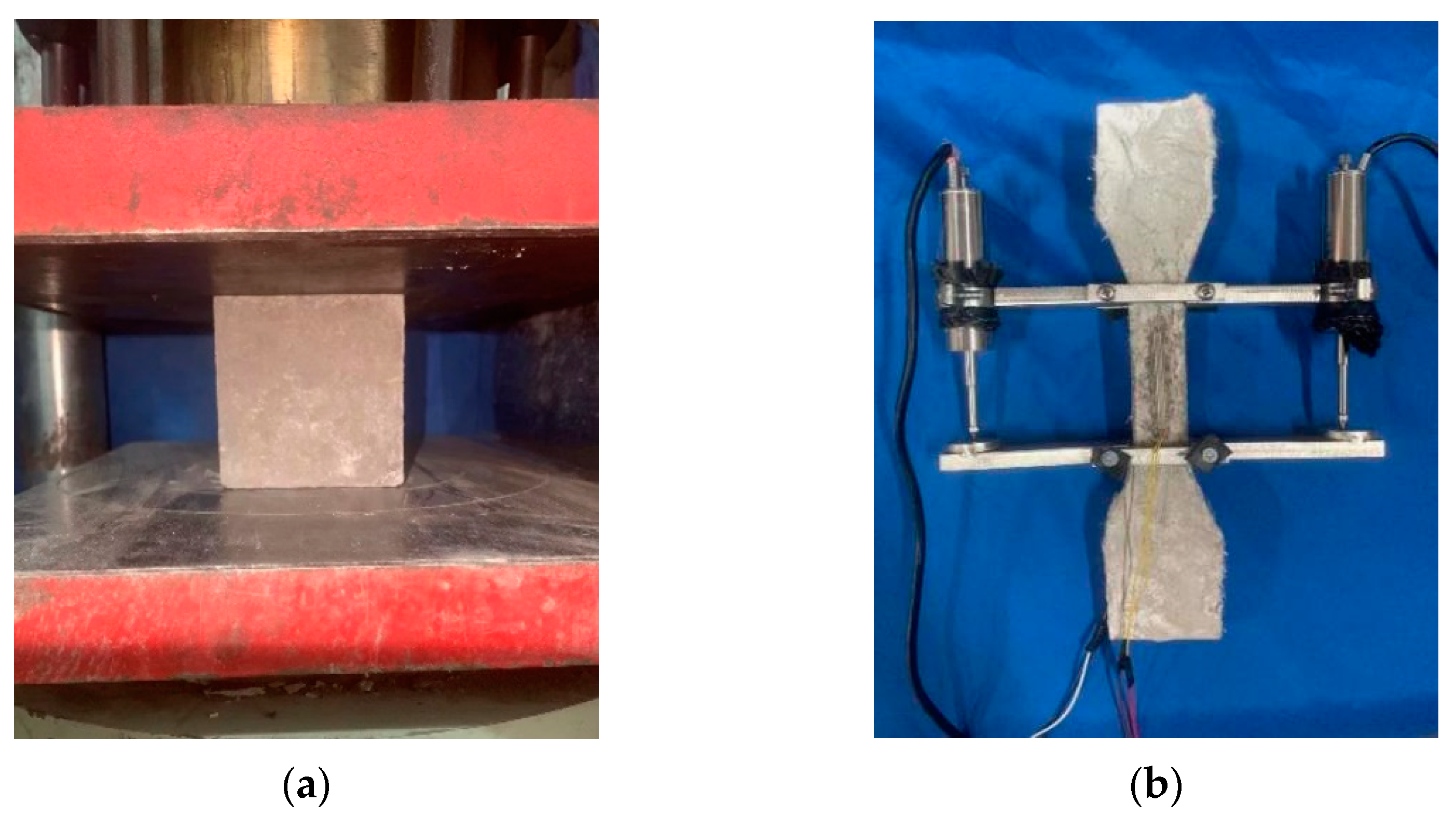
2.3.2. Mechanical Performance Test Methods
2.4. Microscopic Testing
3. Results and Analysis
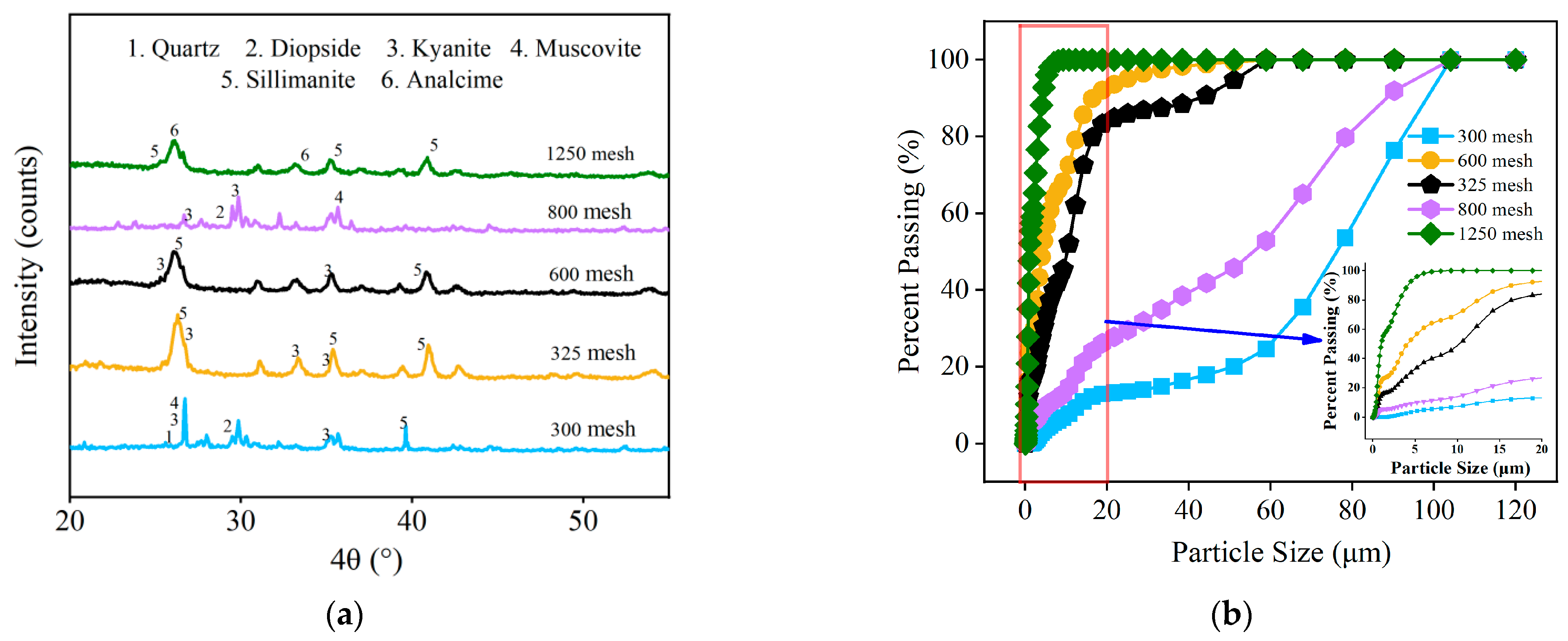
3.1. Results of CCGP Activity Testing
3.1.1. Effects of the Particle Size of CCGP on Mortar Strength
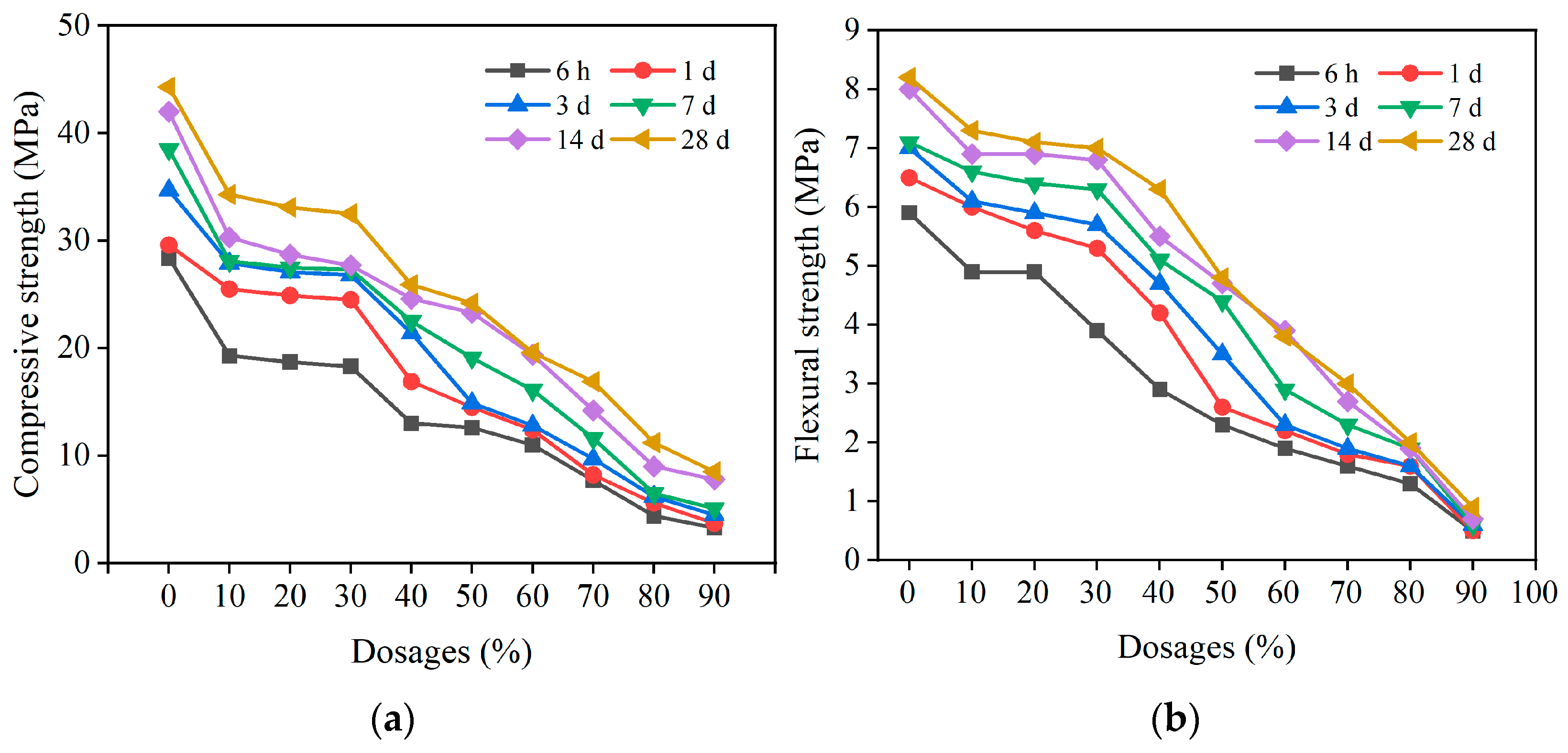
3.1.2. Effects of CCGP Replacement Rate on Mortar Strength
3.2. HD-RRM Mixture Proportion Performance Optimization
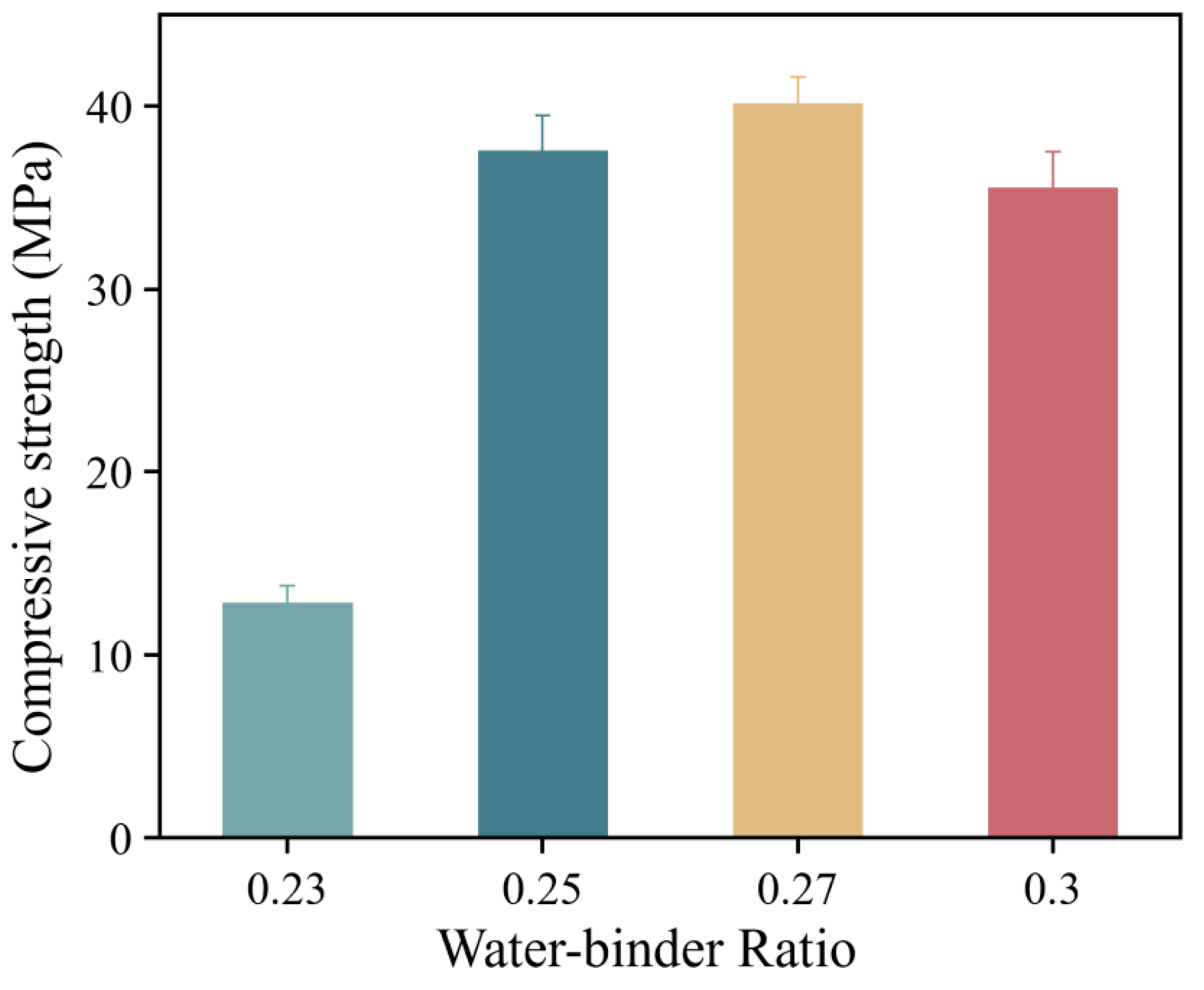
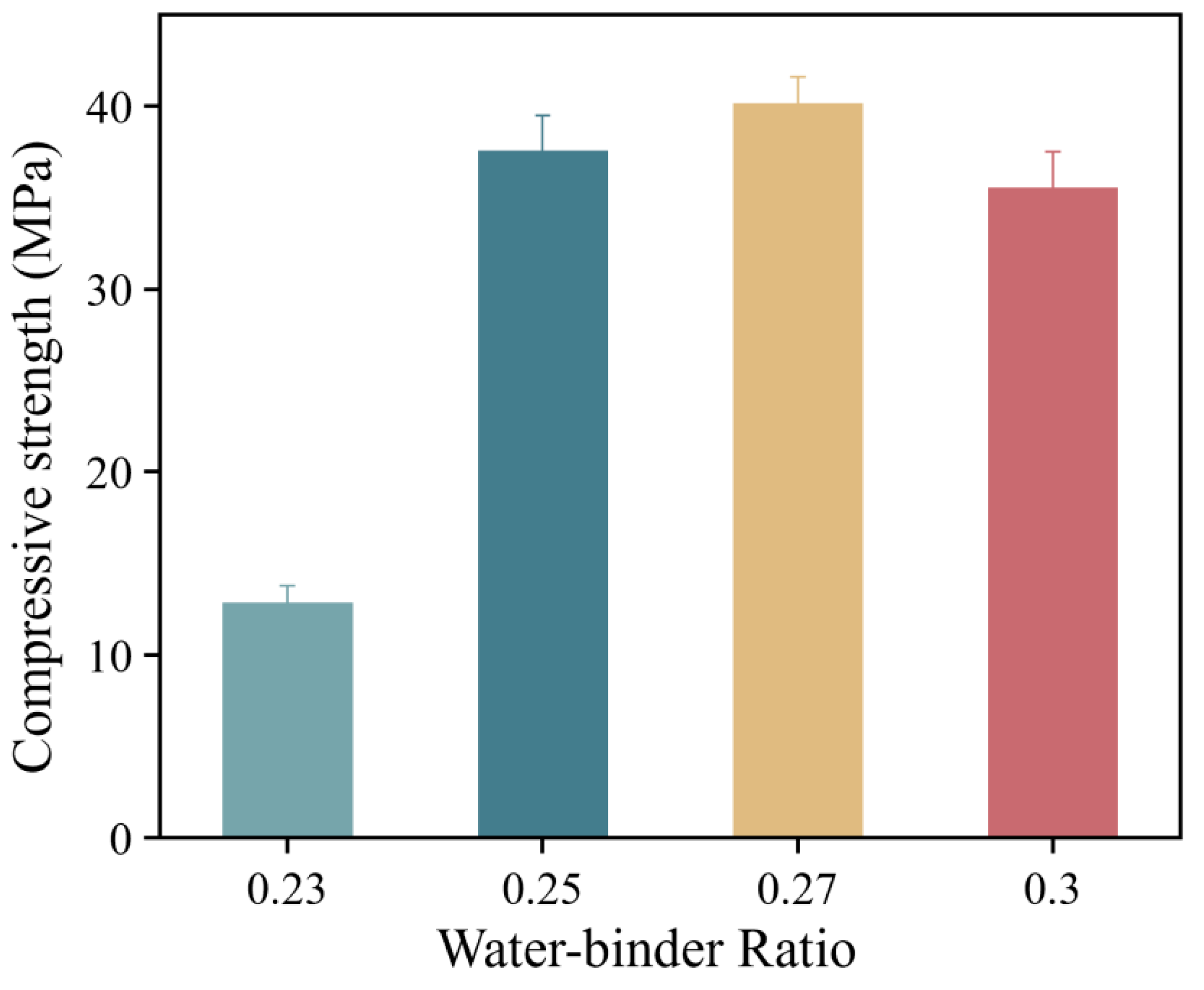
3.2.1. Effects of Water-to-Binder Ratio on the Compressive Strength of HD-RRM
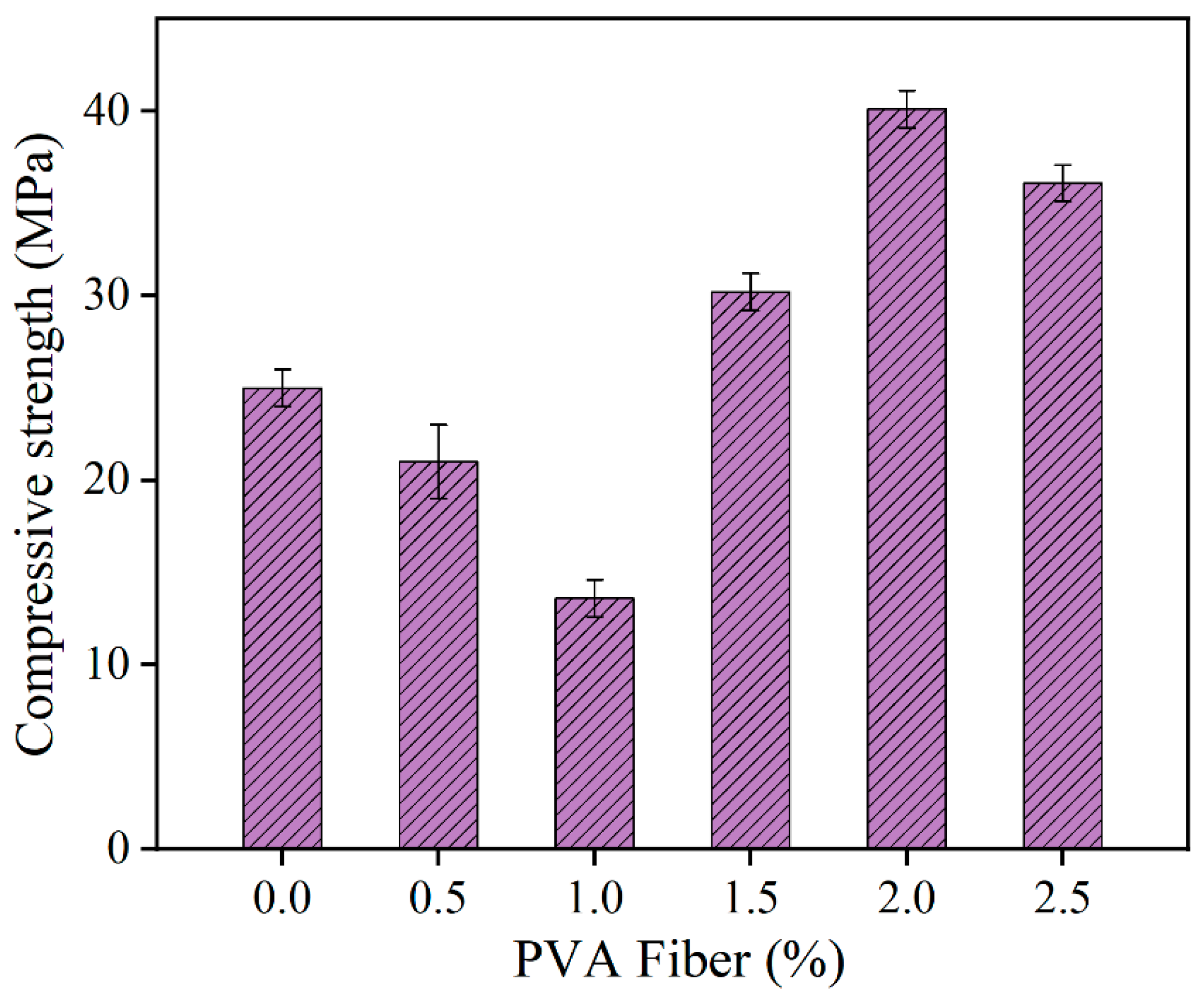
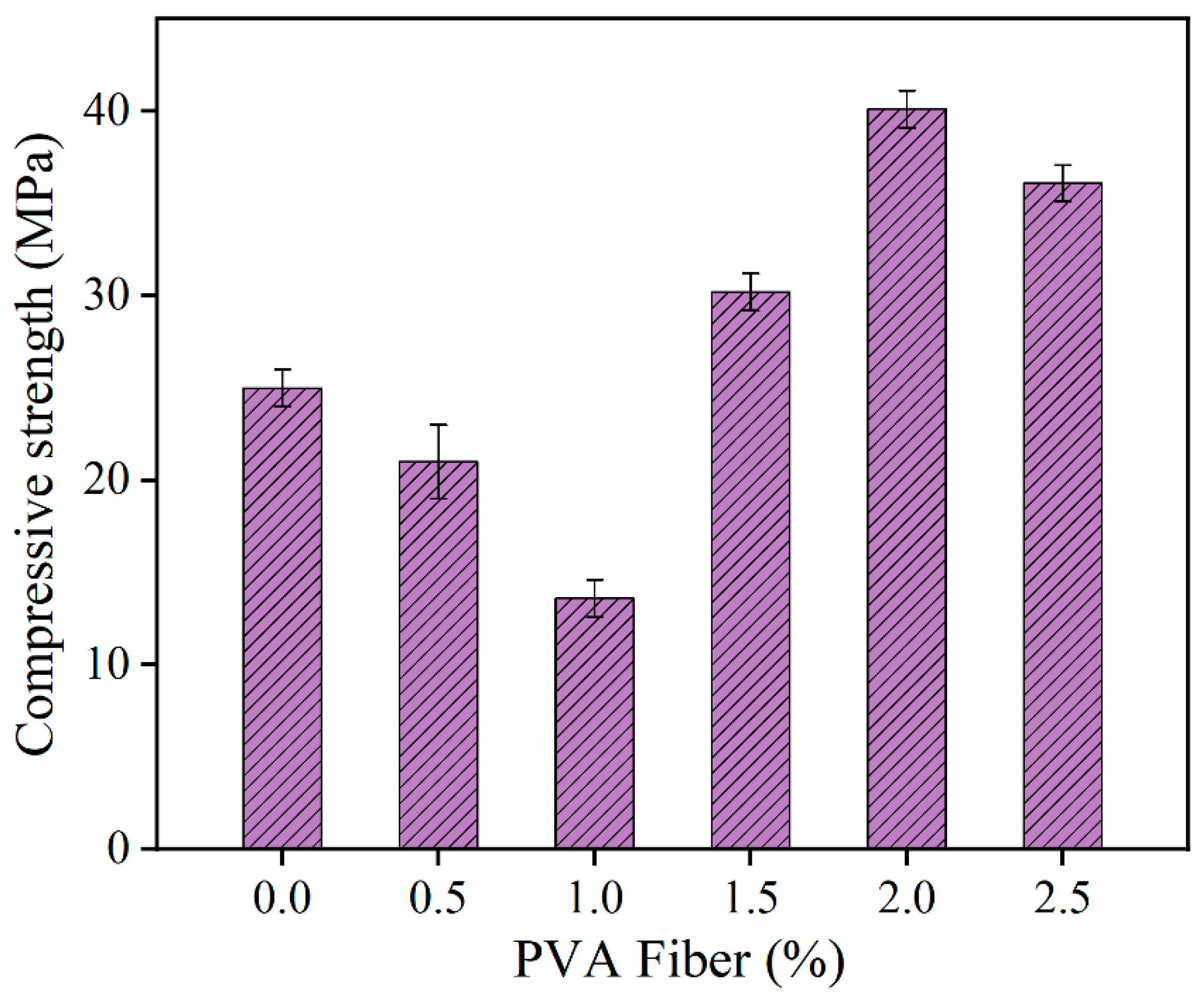
3.2.2. Effects of Fiber Content on the Compressive Strength of HD-RRM
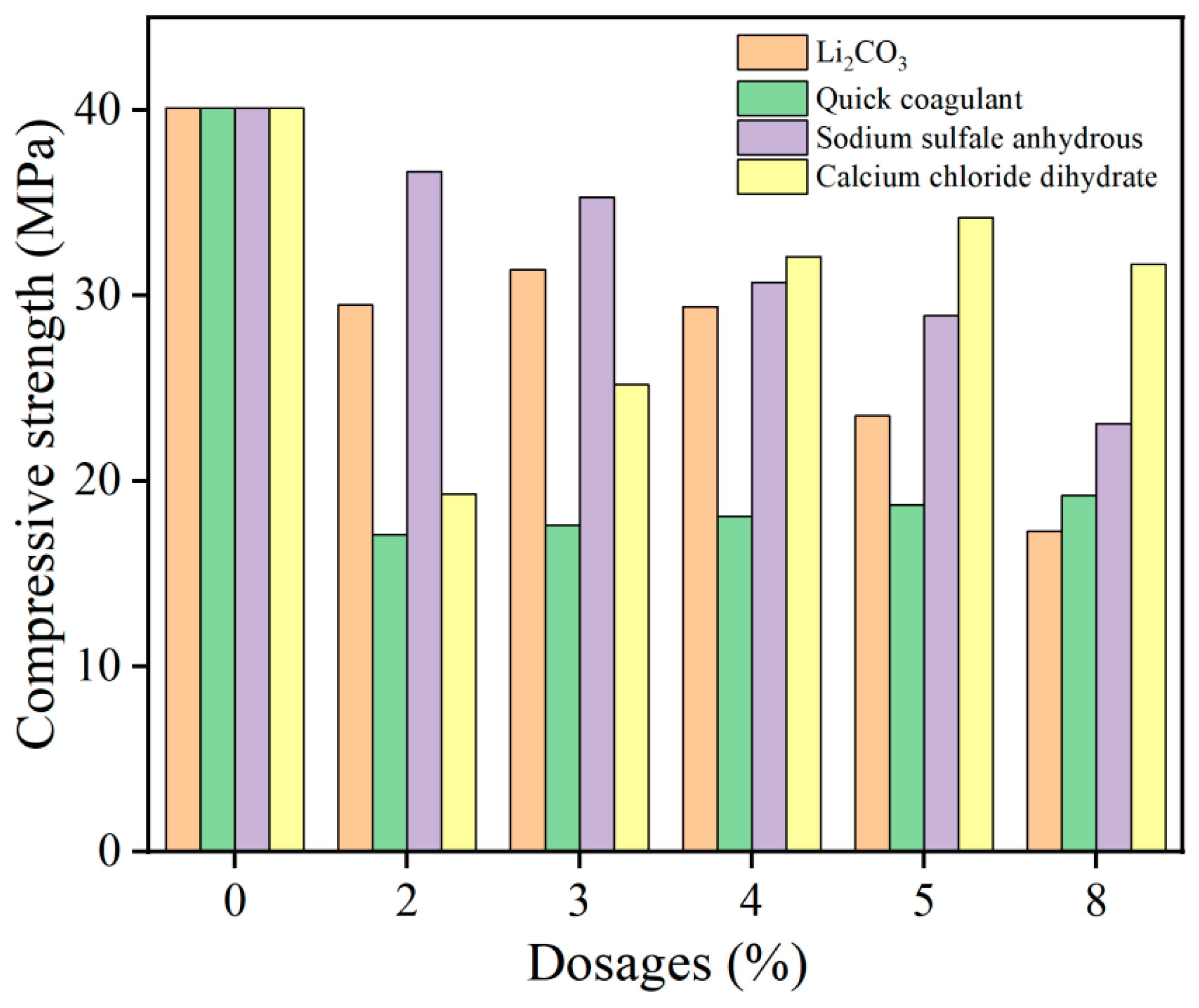
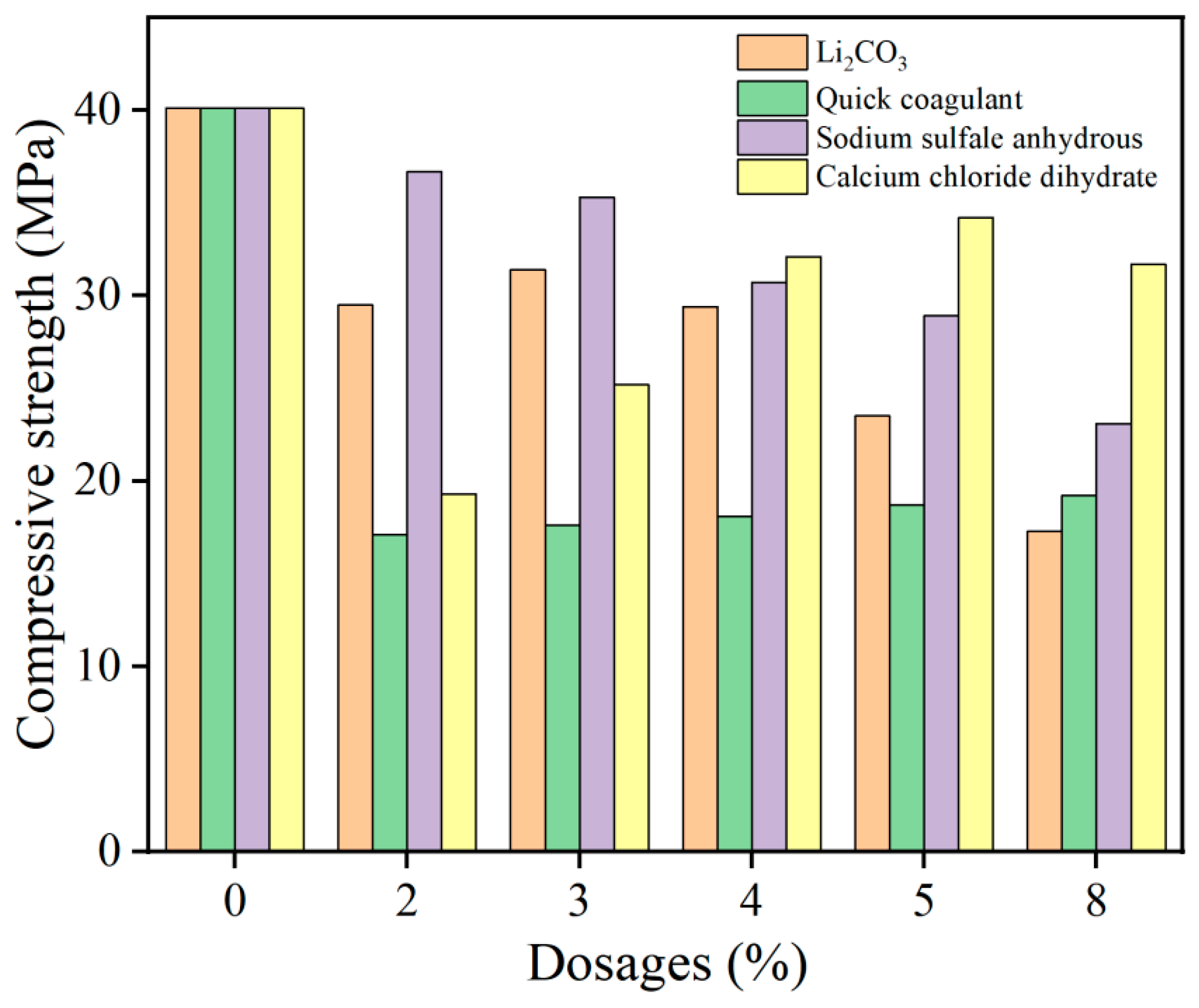
3.2.3. Effects of Different Types and Dosages of Early Strength Agents on the Compressive Strength of HD-RRM
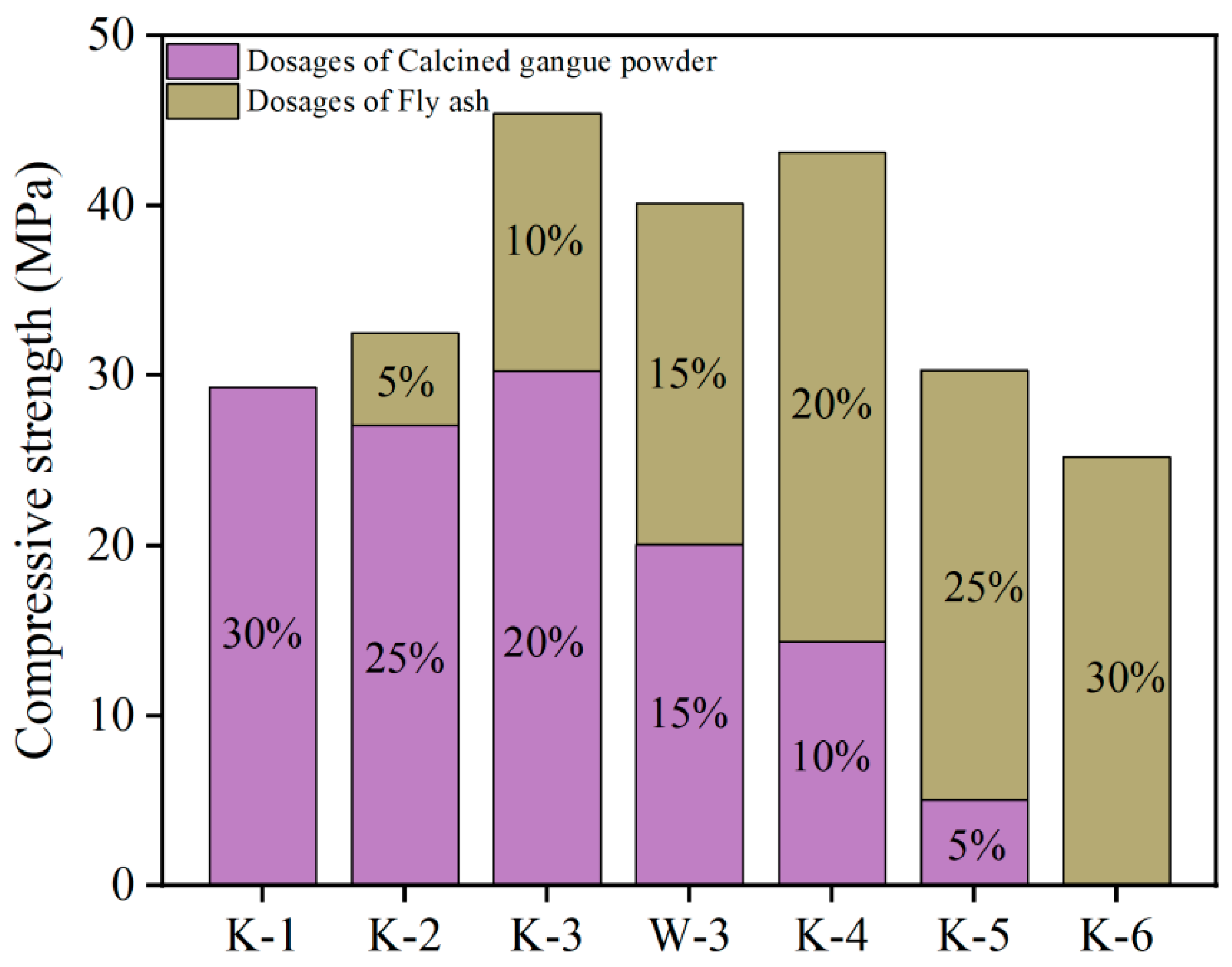
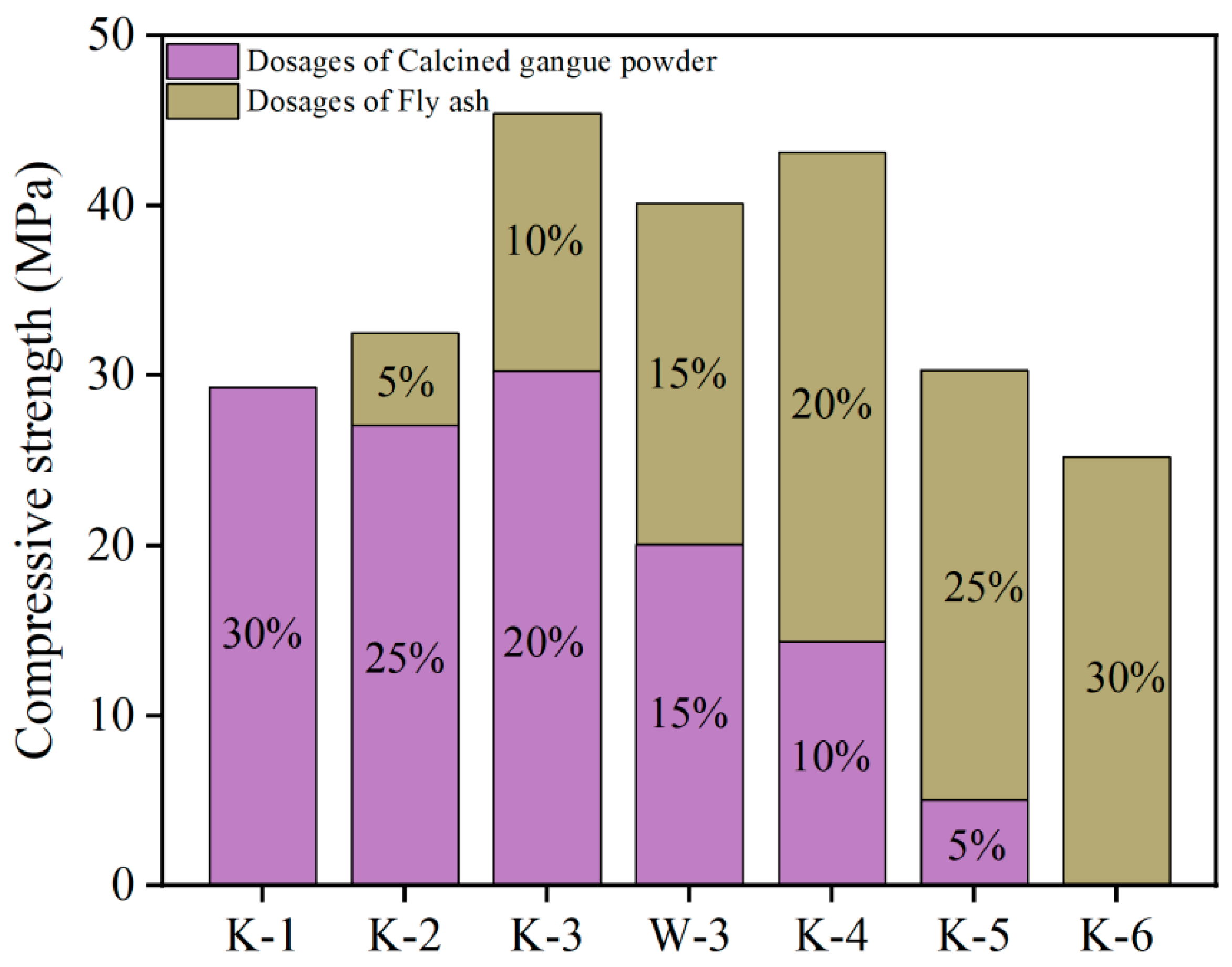
3.2.4. Effects of Mineral Admixtures on Compressive Strength of HD-RRM
3.2.5. Tensile Performance of HD-RRM
4. Conclusions
- (1)
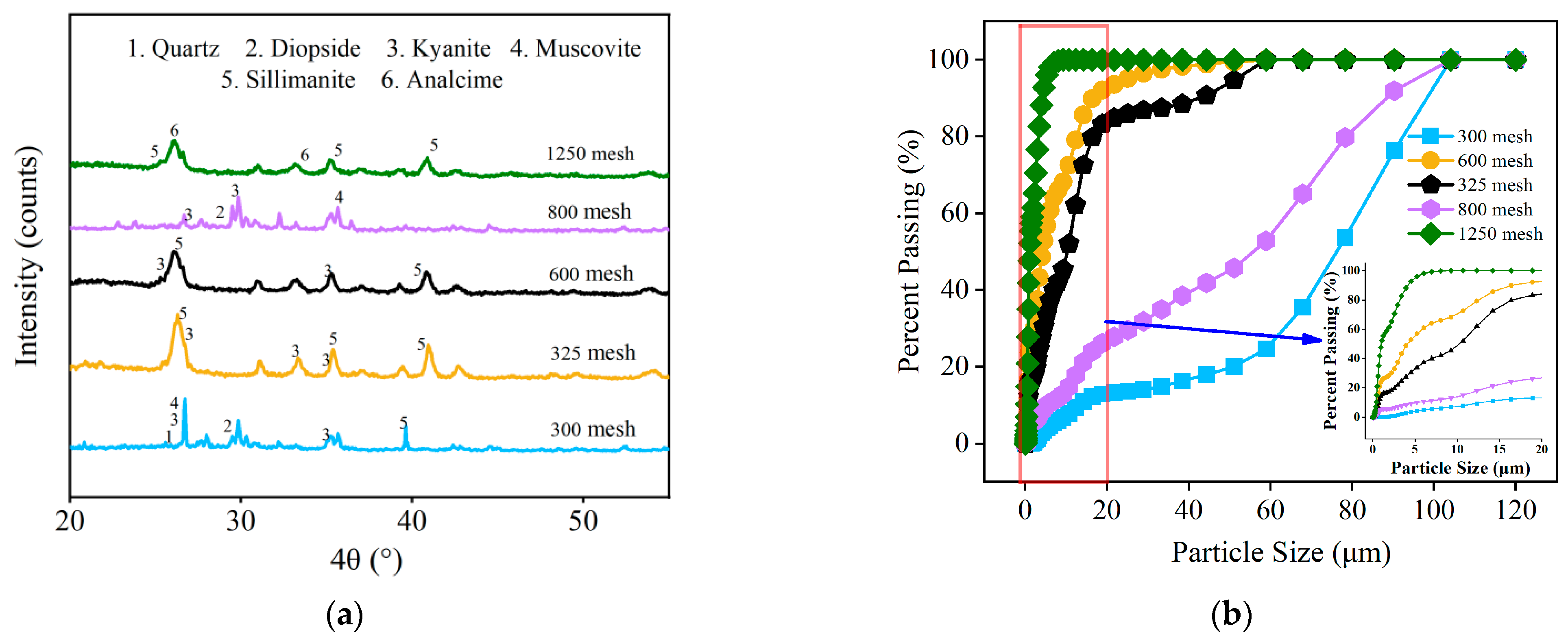
- As indicated by the activity test of CCGP through the strength evaluation method, the smaller the particle size of CCGP, the higher the strength of the mortar specimens would bel the optimal particle size was 1250 mesh, suggesting the maximum potential activity. With an increase in the content of CCGP, the strength of the mortar specimens declines. Given the strength and utilization of CCGP, the optimal content of CCGP (mineral admixture) was determined to be 30%.
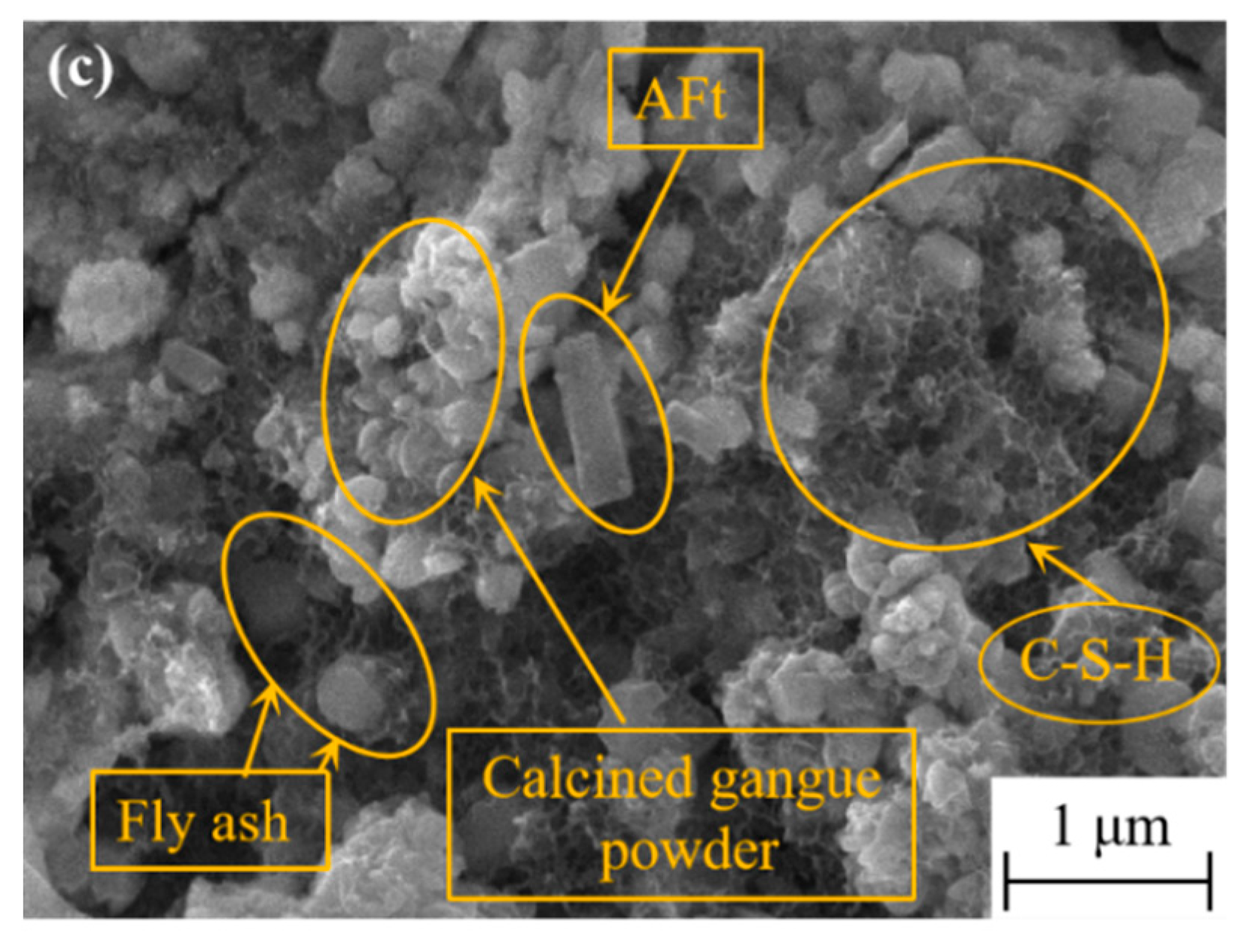
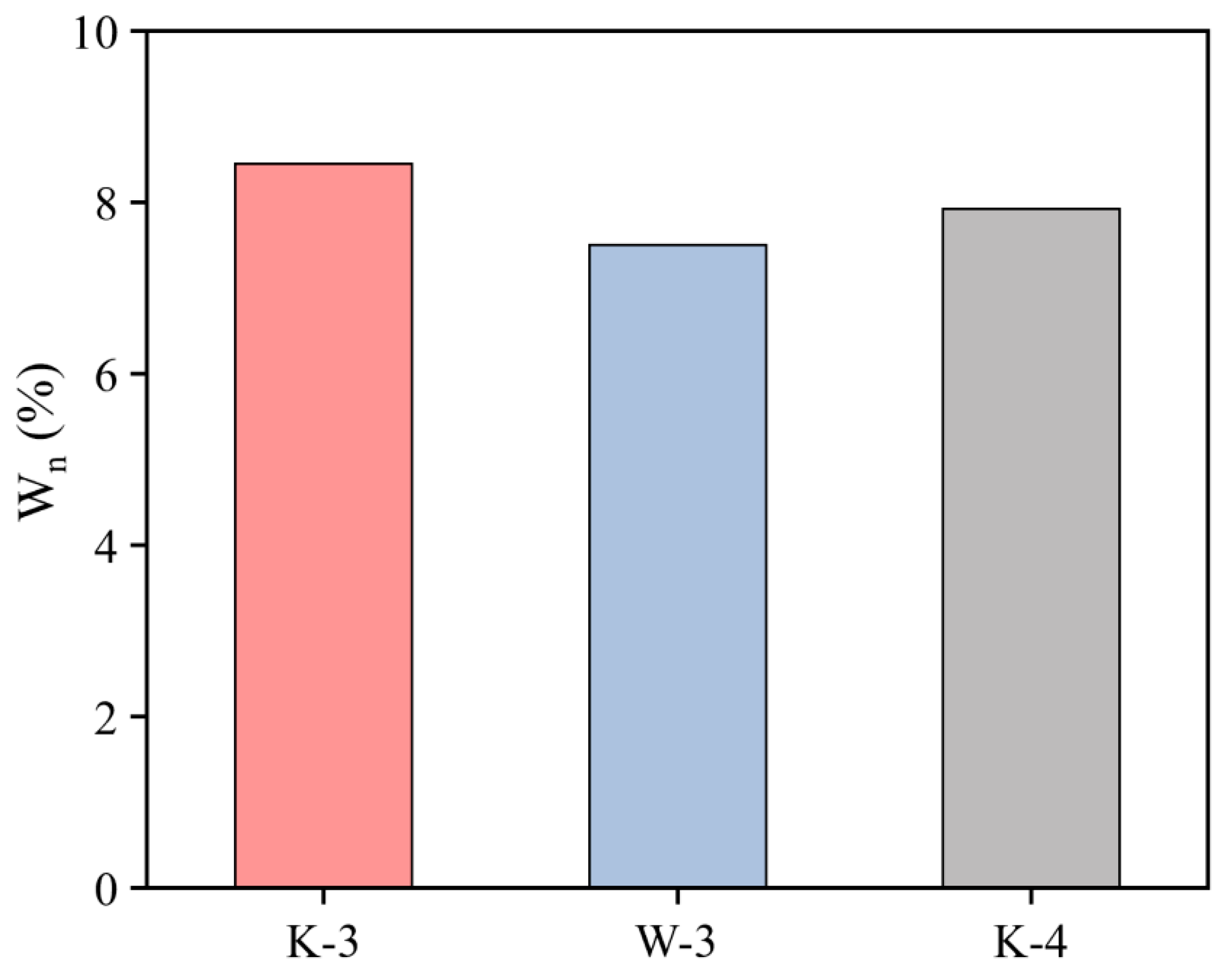
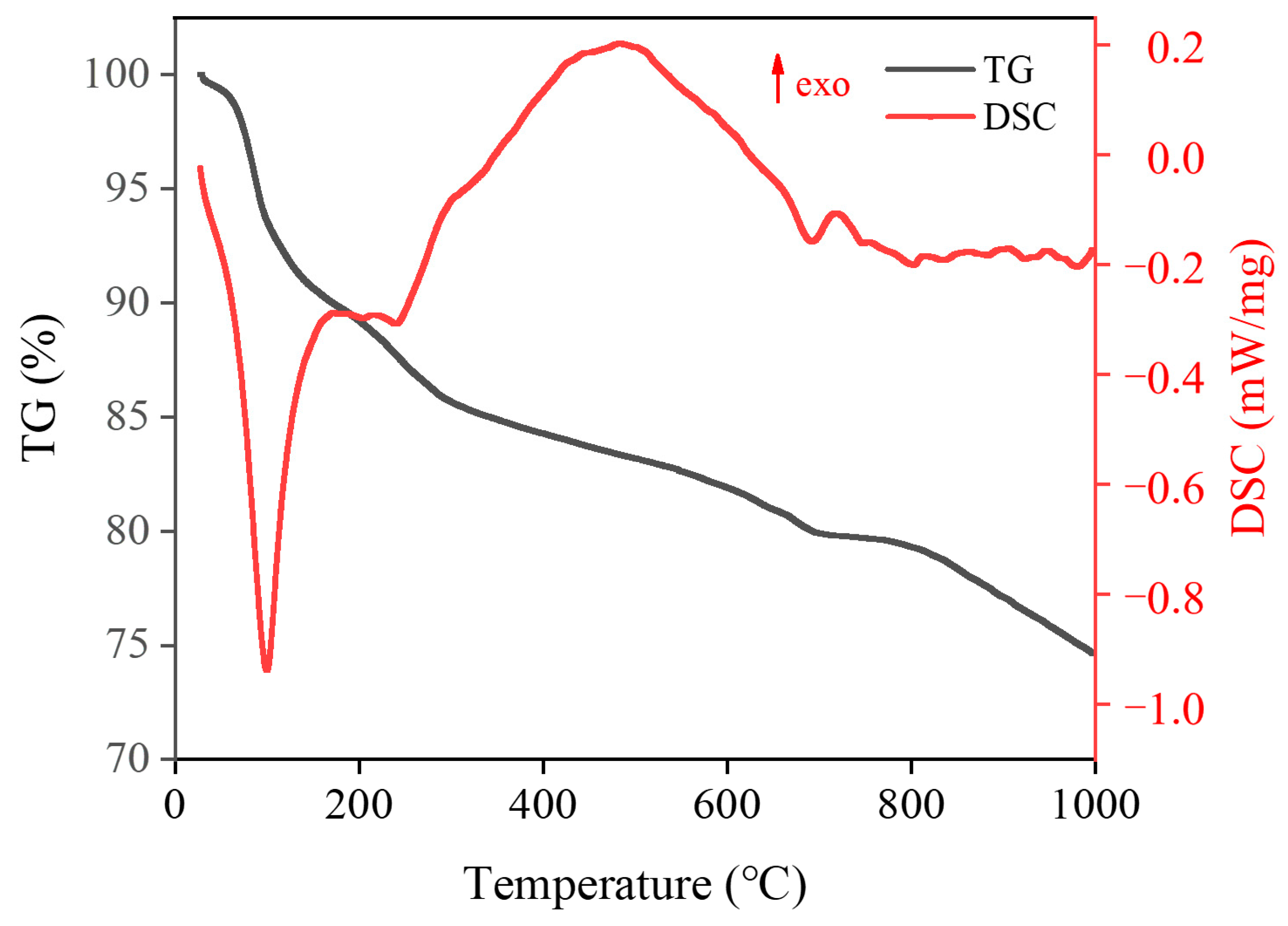
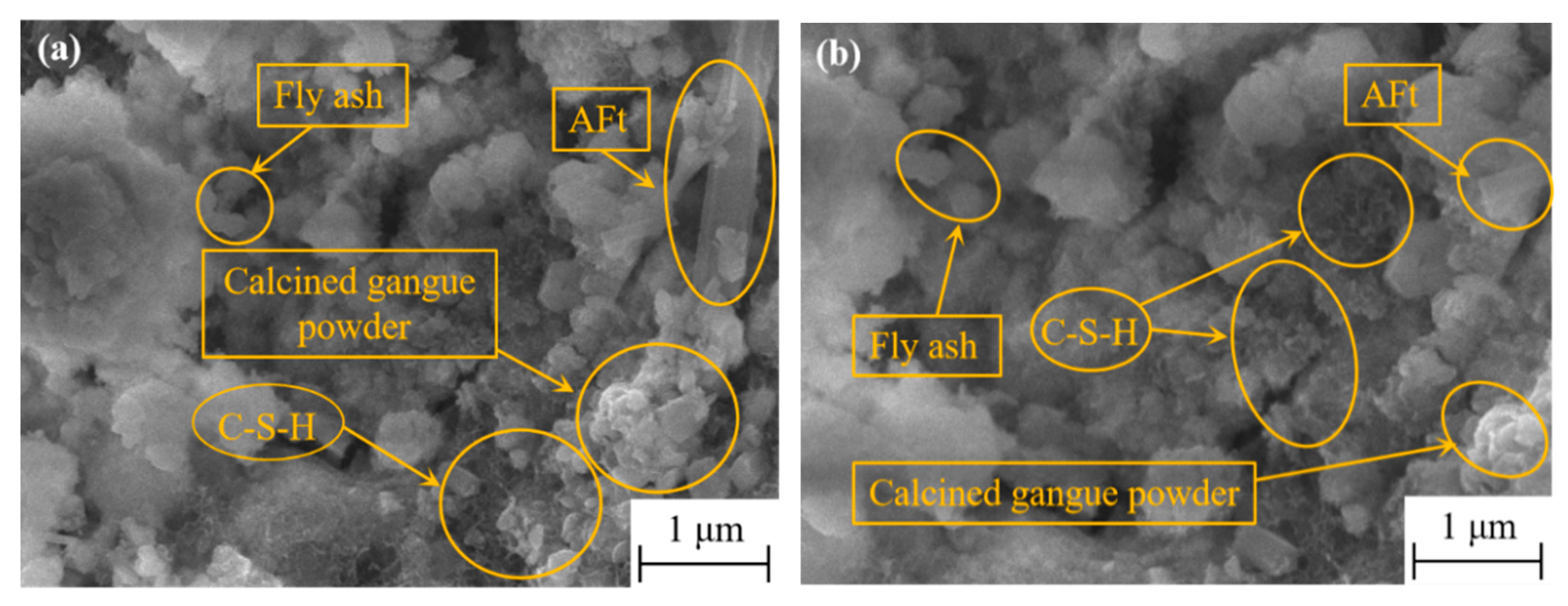
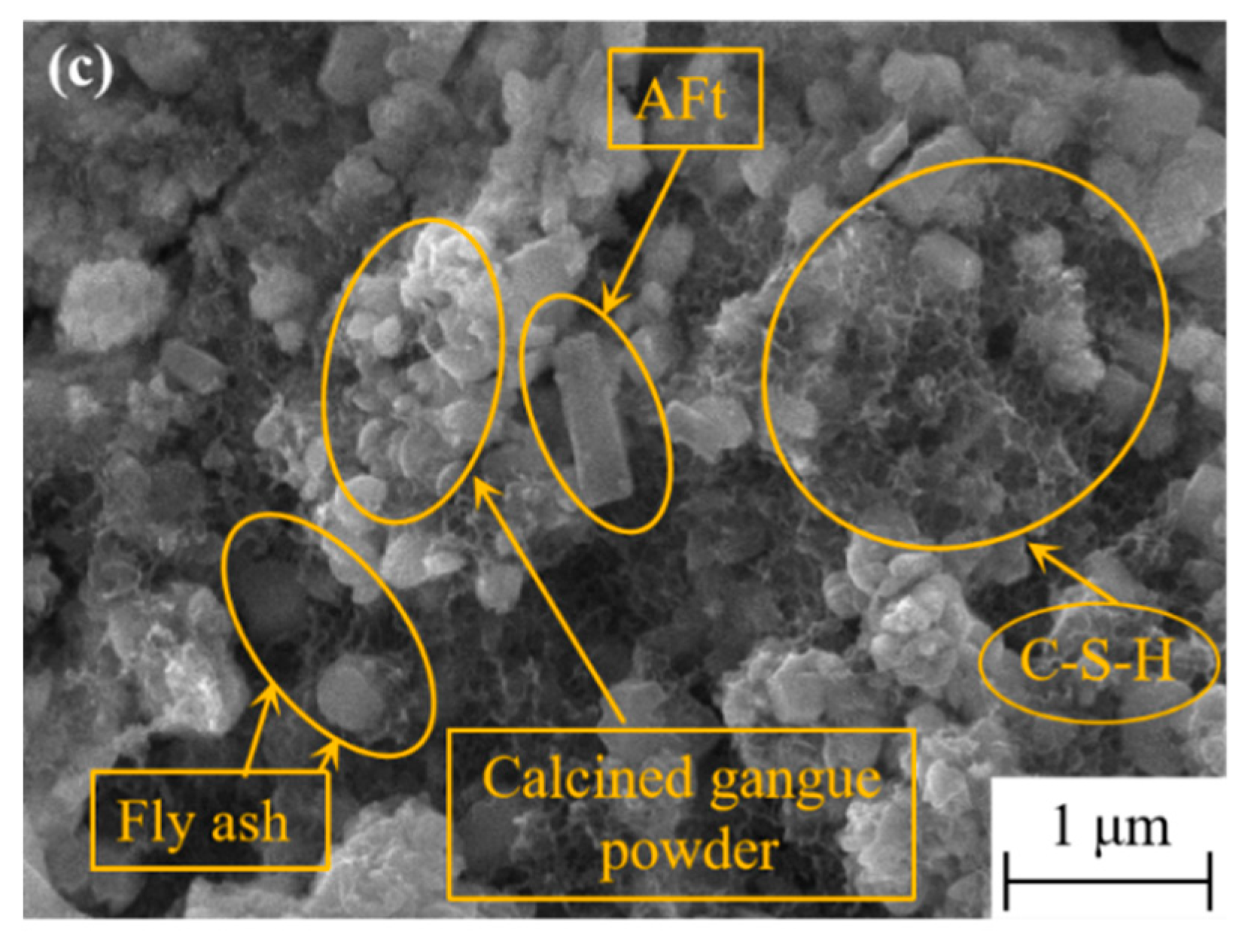
- (2)
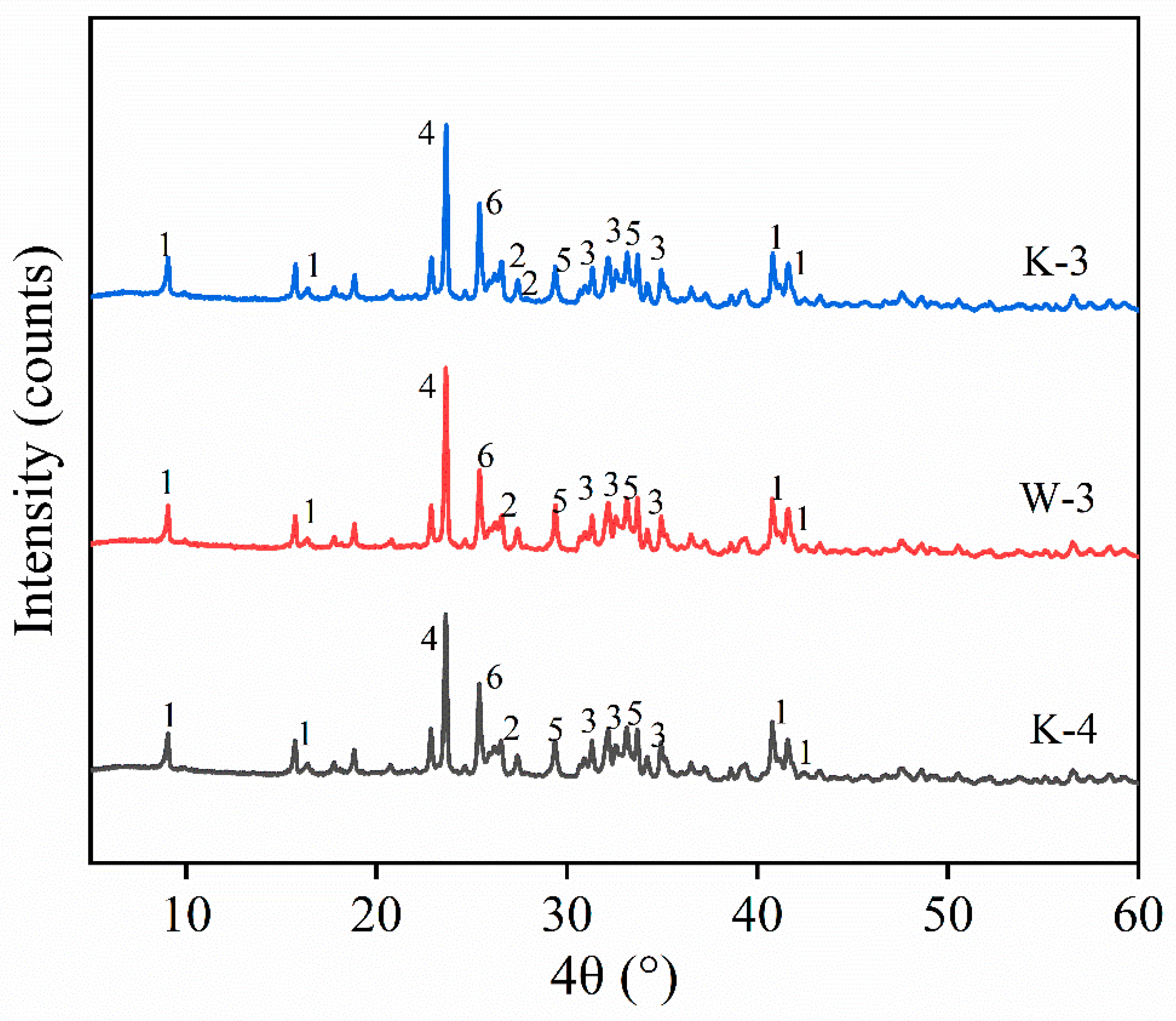
- The degrees of hydration and the types of hydration products for the K-4, W-3 and K-3 ratios are basically the same; no new substances are produced, and the main hydration products are AFt and C-S-H gel. It can be seen that the main role in the hydration process for HD-RRM materials is played by SAC; calcined gangue powder and fly ash have a lower degree of hydration, and mainly play the role of physical filling.
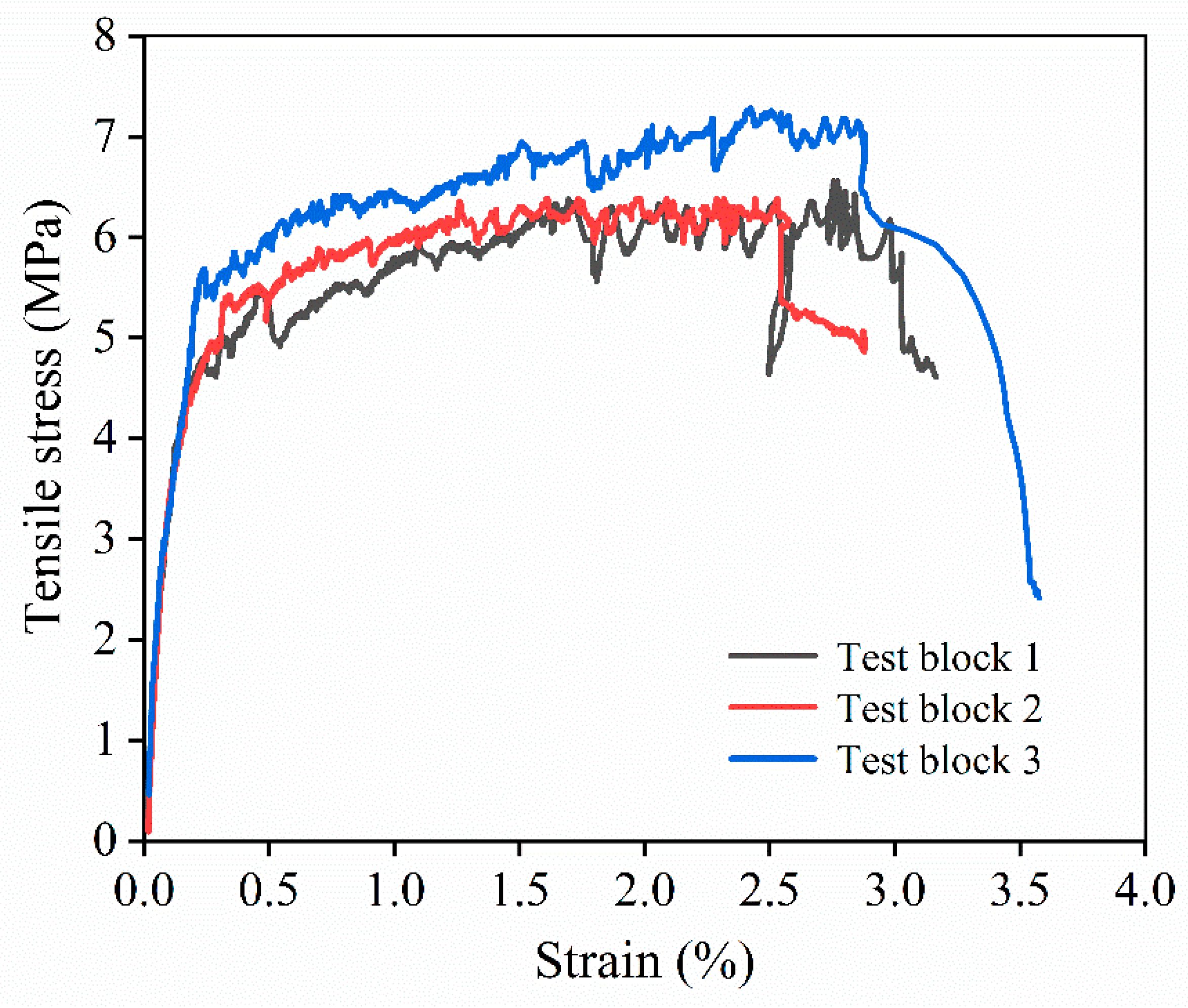
- (3)
- After studying the influences of water–cement ratio, fibers, early strength agents, and mineral admixture on the strength of HD-RRM, the optimal proportions were a water-to-binder ratio of 0.27, a sand-to-binder ratio of 0.3, a PVA fiber content of 2%, a SAC content of 70%, a mineral admixture content of 30% (20% CCGP and 10% FA), and a superplasticizer dosage of 0.1%. With the abovementioned proportions, after 6 h of standard curing, HD-RRM was endowed with an ultimate elongation of 2.75%, an ultimate tensile strength of 7.58 MPa, a compressive strength of 45.4 MPa, and an average crack width of 125.53 μm.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lu, K.Y. Analysis and prospect of comprehensive utilization of coal solid waste. Coal Process. Compr. Util. 2016, 7, 3. [Google Scholar]
- Wang, A.; Liu, P.; Mo, L.; Liu, K.; Ma, R.; Guan, Y.; Sun, D. Mechanism of thermal activation on granular coal gangue and its impact on the performance of cement mortars. J. Build. Eng. 2022, 45, 103616. [Google Scholar] [CrossRef]
- Chen, J.; Shui, Z.H.; Sun, T.; Gao, X.; Song, Q.; Guo, C. Early hydration kinetics research of calcined coal gangue in cement-based materials. Bull. Chin. Ceram. Soc. 2019, 38, 1983–1990. [Google Scholar] [CrossRef]
- Yang, J.; Su, Y.; He, X.; Tan, H.; Jiang, Y.; Zeng, L.; Strnadel, B. Pore structure evaluation of cementing composites blended with coal by-products: Calcined coal gangue and coal fly ash. Fuel Process. Technol. 2018, 181, 75–90. [Google Scholar] [CrossRef]
- Zhou, M.; Qu, H.L.; Zhao, H.M. Effect of Calcined Coal Gangue Powder on Workability and Strength of Concrete. Bull. Chin. Ceram. Soc. 2015, 34, 273–279. [Google Scholar] [CrossRef]
- Wang, Y.; Hou, M.; Yu, J.; Xu, S.; Yu, K.; Zhang, Z. Experimental study on mechanical properties of ultra-high ductile cementitious composites. Mater. Rep. 2018, 32, 3535–3540. [Google Scholar]
- Li-li, K.A.N.; Zhi, Z.; Li, Z.; Wei-dong, L.I.U. A dynamic constitutive model of ultra high toughness cementitious composites. J. Zhe Jiang Univ. Sci. 2020, 21, 939–960. [Google Scholar]
- Kan, L.L.; Zhang, Z.; Zhang, L.; Wei-dong, L. Effect of low-cost PVA fibers on the mechanical properties of engineered cementitious composites. Eng. Mech. 2019, 36, 121–129+182. [Google Scholar]
- Smail, M.K.; Sherir, M.A.; Siad, H.; Hassan, A.A.; Lachemi, M. Properties of self-consolidating engineered cementitious composite modified with rubber. J. Mater. Civ. Eng. 2018, 30, 04018031. [Google Scholar]
- Yuan, F.; Chen, M.C.; Pan, J.H. Flexural strengthening of reinforced concrete beams with high-strength steel wire and engineered cementitious composites. Constr. Build. Mater. 2020, 254, 119284. [Google Scholar] [CrossRef]
- Guo, L.P.; Yang, Y.N.; Chen, B. A uniaxial tensile constitutive equation of high-ductility cementitious composites. J. Southeast Univ. 2019, 35, 476–481. [Google Scholar]
- Guo, L.P.; Wang, M.; Ding, C.; Cai, L.J. Effect of incorporating reclaimed asphalt pavement on macroscopic and microstructural properties of high ductility cementitious composites. Constr. Build. Mater. 2020, 260, 119956. [Google Scholar] [CrossRef]
- Li, J.X.; Weng, J.; Yang, E.H. Stochastic model of tensile behavior of strain-hardening cementitious composites (SHCCs). Cem. Concr. Res. 2019, 124, 105856. [Google Scholar] [CrossRef]
- Wang, Z.B.; Zhang, J.; Wang, Q. Mechanical behavior and crack width control of hybrid fiber reinforced ductile cementitious composites. J. Build. Mater. 2018, 21, 216–221+227. [Google Scholar] [CrossRef]
- Zhu, H.; Yu, K.; Li, V.C. Sprayable engineered cementitious composites (ECC) using calcined clay limestone cement (LC3) and PP fiber. Cem. Concr. Compos. 2021, 115, 103868. [Google Scholar] [CrossRef]
- Feng, H.; Chen, G.; Hadi, M.N.; Sheikh, M.N.; Zhou, B. Mechanical behaviour of micro-fine steel fibre reinforced sulphoaluminate cement composite. Constr. Build. Mater. 2018, 170, 91–100. [Google Scholar] [CrossRef]
- Lv, L.; Hong, X.; Ding, Z.; Ma, X.; Li, H. Preparation and characterization of calcium sulfoaluminate based engineered cementitious composites for rapid repairing of concrete member. Front. Mater. 2020, 7, 282. [Google Scholar] [CrossRef]
- JTJ073.1-2001; Technical Specifications of Cement Concrete Pavement Maintenance for Highway. China Communication Press: Beijing, China, 2017.
- JTGD40-2011; Specification of Cement Concrete Pavement Design for Highway. China Communication Press: Beijing, China, 2011.
- GB20472-2006; Sulphoaluminate Cement. National Standard of the People’s Republic of China: Beijing, China, 2006.
- Chai, L.J.; Guo, L.P.; Chen, B.; Xu, Y.H. Interactive effects of freeze-thaw cycle and carbonation on tensile property of ecological high ductility cementitious composites for bridge deck link slab. Constr. Build. Mater. 2018, 186, 773–781. [Google Scholar] [CrossRef]
- GB/T 17671-2020; Method of Testing Cements—Determination of Strength. National Standard of the People’s Republic of China: Beijing, China, 2020.
- GB/T 1596-2017; Fly Ash Used for Cement and Concrete. National Standard of the People’s Republic of China: Beijing, China, 2017.
- JC/T 2461-2018; Standard Test Method for the Mechanical Properties of Ductile Fiber Reinforced Cementitious Composites. Building Materials Industry Standard of the People’s Republic of China: Beijing, China, 2018.
- Zhao, H.S.; Zhang, X.; Cao, J. Grey related analysis on the relationship between the particle size distribution of coal gangue and its activity. Cem. Eng. 2004, 23–26+32. [Google Scholar] [CrossRef]
- Wei, J.; Gencturk, B.; Jain, A.; Hanifehzadeh, M. Mitigating alkali-silica reaction induced concrete degradation through cement substitution by metakaolin and bentonite. Appl. Clay Sci. 2019, 182, 105257. [Google Scholar] [CrossRef]
- Li, W.; Hua, L.; Shi, Y.; Wang, P.; Liu, Z.; Cui, D.; Sun, X. Influence of metakaolin on the hydration and microstructure evolution of cement paste during the early stage. Appl. Clay Sci. 2022, 229, 183–193. [Google Scholar] [CrossRef]
- Zhang, Y.T.; Zhang, Y.S.; Wu, Z.T.; Liu, N.D.; Yuan, T.F. Ptimization Design and Properties of Glass Fiber Reinforced Cementitious Composities. Mater. Rev. 2019, 33, 2331–2336. [Google Scholar] [CrossRef]
- Han, J.G.; Yan, P.Y. Influence of Lithium Carbonate on Hydration Characteristics and Strength Development of Suiphoaluminate Cement. J. Build. Mater. 2011, 14, 6–9. [Google Scholar] [CrossRef]
- Chen, T.; Ren, B.; Wang, Z.; Meng, X.; Ning, Y.; Lv, Y. Effect of early strength agent on the hydration of geopolymer mortar at low temperatures. Case Stud. Constr. Mater. 2022, 17, e01419. [Google Scholar] [CrossRef]
- Rafieizonooz, M.; Mirza, J.; Salim, M.R.; Hussin, M.W.; Khankhaje, E. Investigation of coal bottom ash and fly ash in concrete as replacement for sand and cement. Constr. Build. Mater. 2016, 116, 15–24. [Google Scholar] [CrossRef]
- Huang, H.; Guo, M.X.; Zhang, W. Mechanical property and microstructure of geopolymer concrete based on fly ash and slag. J. Harbin Inst. Technol. 2022, 54, 74–84. [Google Scholar]
- Jia, Y.T. Study on hydration mechanism of slag and fly ash cement-based materials. Master’s Thesis, Jiangsu Southeast University, Nanjing, China, 2005. [Google Scholar] [CrossRef]
- El-Jazairi, B.; Illston, J.M. A simultaneous semi-isothermal method of thermogravimetry and derivative thermogravimetry, and its application to cement pastes. Cem. Concr. Res. 1977, 7, 247–257. [Google Scholar] [CrossRef]
- Taylor, H.F.W.; Mohan, K.; Moir, G.K. Analytical Study of Pure and Extended Portlan Cement Pastes: II, Fly Ash-and Slag-Cement Pastes. J. Am. Ceram. Soc. 1985, 68, 685–690. [Google Scholar] [CrossRef]
- Kanda, T.; Lin, Z.; Li, V.C. Tensile stress-strain modeline of pseudo strain hardening cementitious composites. J. Mater. Civ. Eng. 2011, 12, 147–156. [Google Scholar] [CrossRef]
- Li, M.; Zhi, X.L.; Yao, A.L. Study on Slag Based Cement Concrete Pavement Repair Material. Mater. Rev. 2014, 28, 124–127. [Google Scholar]
- Song, L.X.; Hao, X.F.; Duan, P.; Huang, M.; Zhang, H. Preparation of Solid Waste Geopolymer Pavement Repairing Material and Performance Study. J. Hubei Univ. Educ. 2022, 39, 25–31. [Google Scholar] [CrossRef]
- Wang, H.L.; Luo, Y.J.; Peng, G.Y.; Sun, X.; Ying, Q. Effect of Admixtures on Tensile Behavior of Fiber Reinfbrced Cementitious Composites. J. Southwest Jiao Tong Univ. 2017, 52, 61–68. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | Al2O3 | SiO2 | CaO | Fe2O3 | MgO | K2O | SO3 | Loss |
|---|---|---|---|---|---|---|---|---|
| SAC | 23.09 | 10.50 | 43.99 | 2.46 | 1.54 | 0.33 | 13.20 | ~ |
| 300-mesh | 13.71 | 37.77 | 13.17 | 18.83 | 5.32 | 3.41 | 0.19 | 4.33 |
| 325-mesh | 46.40 | 50.16 | 0.27 | 0.51 | ~ | 0.15 | 0.03 | 3.87 |
| 600-mesh | 45.90 | 50.74 | 0.25 | 0.46 | ~ | 0.11 | 0.03 | 3.32 |
| 800-mesh | 13.35 | 38.59 | 11.47 | 18.73 | 6.98 | 3.25 | 0.15 | 4.21 |
| 1250-mesh | 47.23 | 48.28 | 0.32 | 0.79 | ~ | 0.21 | 0.04 | 4.14 |
| Diameter (μm) | Length (mm) | Density (kg∙m−3) | Elastic Modulus (GPa) | Ultimate Tensile Strength (MPa) | Ultimate Elongation (%) |
|---|---|---|---|---|---|
| 39 | 12 | 1300 | 30 | ≥1250 | 5~8 |
| Number | SAC | CCGP | FA | Sand | Water | PC | Fibers |
|---|---|---|---|---|---|---|---|
| A1 | 0.7 | 0.15 | 0.15 | 0.3 | 0.23 | 0.001 | 2% |
| A2 | 0.7 | 0.15 | 0.15 | 0.3 | 0.25 | 0.001 | 2% |
| A3 | 0.7 | 0.15 | 0.15 | 0.3 | 0.27 | 0.001 | 2% |
| A4 | 0.7 | 0.15 | 0.15 | 0.3 | 0.30 | 0.001 | 2% |
| Number | SAC | CCGP | FA | Sand | Water | PC | Fibers |
|---|---|---|---|---|---|---|---|
| B1 | 0.7 | 0.15 | 0.15 | 0.3 | 0.25 | 0.001 | 1% |
| B2 | 0.7 | 0.15 | 0.15 | 0.3 | 0.25 | 0.001 | 1.5% |
| B3 | 0.7 | 0.15 | 0.15 | 0.3 | 0.25 | 0.001 | 2% |
| B4 | 0.7 | 0.15 | 0.15 | 0.3 | 0.25 | 0.001 | 2.5% |
| No. | SAC | CCGP | FA | S | W | PC | Li2CO3 (%) | QC (%) | SSA (%) | CCD (%) | Fibers |
|---|---|---|---|---|---|---|---|---|---|---|---|
| C1 | 0.7 | 0.15 | 0.15 | 0.3 | 0.27 | 0.001 | 2 | 0 | 0 | 0 | 2% |
| C2 | 0.7 | 0.15 | 0.15 | 0.3 | 0.27 | 0.001 | 3 | 0 | 0 | 0 | 2% |
| C3 | 0.7 | 0.15 | 0.15 | 0.3 | 0.27 | 0.001 | 4 | 0 | 0 | 0 | 2% |
| C4 | 0.7 | 0.15 | 0.15 | 0.3 | 0.27 | 0.001 | 5 | 0 | 0 | 0 | 2% |
| C5 | 0.7 | 0.15 | 0.15 | 0.3 | 0.27 | 0.001 | 8 | 0 | 0 | 0 | 2% |
| C6 | 0.7 | 0.15 | 0.15 | 0.3 | 0.27 | 0.001 | 0 | 2 | 0 | 0 | 2% |
| C7 | 0.7 | 0.15 | 0.15 | 0.3 | 0.27 | 0.001 | 0 | 3 | 0 | 0 | 2% |
| C8 | 0.7 | 0.15 | 0.15 | 0.3 | 0.27 | 0.001 | 0 | 4 | 0 | 0 | 2% |
| C9 | 0.7 | 0.15 | 0.15 | 0.3 | 0.27 | 0.001 | 0 | 5 | 0 | 0 | 2% |
| C10 | 0.7 | 0.15 | 0.15 | 0.3 | 0.27 | 0.001 | 0 | 8 | 0 | 0 | 2% |
| C11 | 0.7 | 0.15 | 0.15 | 0.3 | 0.27 | 0.001 | 0 | 0 | 2 | 0 | 2% |
| C12 | 0.7 | 0.15 | 0.15 | 0.3 | 0.27 | 0.001 | 0 | 0 | 3 | 0 | 2% |
| C13 | 0.7 | 0.15 | 0.15 | 0.3 | 0.27 | 0.001 | 0 | 0 | 4 | 0 | 2% |
| C14 | 0.7 | 0.15 | 0.15 | 0.3 | 0.27 | 0.001 | 0 | 0 | 5 | 0 | 2% |
| C15 | 0.7 | 0.15 | 0.15 | 0.3 | 0.27 | 0.001 | 0 | 0 | 8 | 0 | 2% |
| C16 | 0.7 | 0.15 | 0.15 | 0.3 | 0.27 | 0.001 | 0 | 0 | 0 | 2 | 2% |
| C17 | 0.7 | 0.15 | 0.15 | 0.3 | 0.27 | 0.001 | 0 | 0 | 0 | 3 | 2% |
| C18 | 0.7 | 0.15 | 0.15 | 0.3 | 0.27 | 0.001 | 0 | 0 | 0 | 4 | 2% |
| C19 | 0.7 | 0.15 | 0.15 | 0.3 | 0.27 | 0.001 | 0 | 0 | 0 | 5 | 2% |
| C20 | 0.7 | 0.15 | 0.15 | 0.3 | 0.27 | 0.001 | 0 | 0 | 0 | 8 | 2% |
| Number | SAC | CCGP | FA | Sand | Water | PC | Fibers |
|---|---|---|---|---|---|---|---|
| D1 | 0.7 | 0.3 | 0 | 0.3 | 0.27 | 0.001 | 2% |
| D2 | 0.7 | 0.25 | 0.05 | 0.3 | 0.27 | 0.001 | 2% |
| D3 | 0.7 | 0.2 | 0.1 | 0.3 | 0.27 | 0.001 | 2% |
| D4 | 0.7 | 0.15 | 0.15 | 0.3 | 0.27 | 0.001 | 2% |
| D5 | 0.7 | 0.1 | 0.2 | 0.3 | 0.27 | 0.001 | 2% |
| D6 | 0.7 | 0.05 | 0.25 | 0.3 | 0.27 | 0.001 | 2% |
| D7 | 0.7 | 0 | 0.3 | 0.3 | 0.27 | 0.001 | 2% |
| Age | Number | Sample Mass after Drying m0 (g) | Non-Evaporated Water Mass mn (g) | Non-Evaporated Water Content Wn (%) | Loss on Burning of Cementitious Materials Lc (%) |
|---|---|---|---|---|---|
| 6 h | K-3 | 1.0013 | 0.8789 | 8.45 | 4.14 |
| W-3 | 1.0011 | 0.8894 | 7.50 | ||
| K-4 | 1.0016 | 0.8843 | 7.92 |
| σt,f (MPa) | εt,f (%) | Et (GPa) | σt,u (MPa) | εt,u (%) | The Average Crack Width (μm) |
|---|---|---|---|---|---|
| 2.98 ± 0.062 | 0.235 ± 0.001 | 12.7 ± 0.200 | 7.58 ± 0.183 | 2.75 ± 0.070 | 125.53 μm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ren, B.; Chai, L.; Liu, Y.; Wang, Y. Preparation of High-Ductility Cement-Calcined Coal-Gangue-Powder-Composite-Based Rapid Repair Material. Materials 2023, 16, 6049. https://doi.org/10.3390/ma16176049
Ren B, Chai L, Liu Y, Wang Y. Preparation of High-Ductility Cement-Calcined Coal-Gangue-Powder-Composite-Based Rapid Repair Material. Materials. 2023; 16(17):6049. https://doi.org/10.3390/ma16176049
Chicago/Turabian StyleRen, Biaokun, Lijuan Chai, Yuanzhen Liu, and Yangkai Wang. 2023. "Preparation of High-Ductility Cement-Calcined Coal-Gangue-Powder-Composite-Based Rapid Repair Material" Materials 16, no. 17: 6049. https://doi.org/10.3390/ma16176049
APA StyleRen, B., Chai, L., Liu, Y., & Wang, Y. (2023). Preparation of High-Ductility Cement-Calcined Coal-Gangue-Powder-Composite-Based Rapid Repair Material. Materials, 16(17), 6049. https://doi.org/10.3390/ma16176049