
The Antifungal Fibers of Polyamide 12 Containing Silver and Metal Oxides

 ,
,  ,
, 

Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Materials
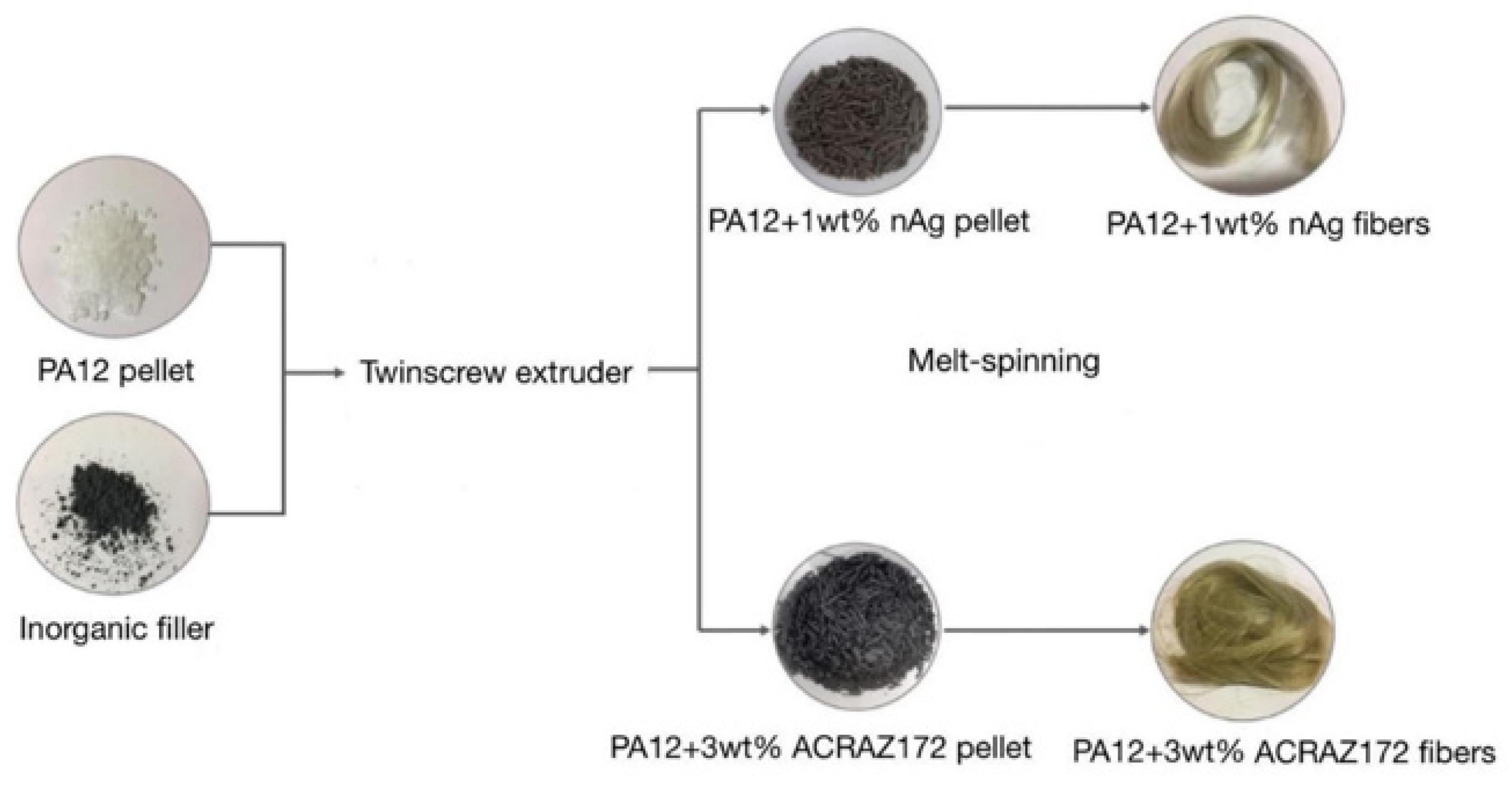
2.2. Fibers Manufacturing Process
2.3. Rheological Properties of Composite Pellets
2.4. Microstructure Analysis
2.5. Thermal Properties
2.6. Mechanical Properties
2.7. Antifungal Properties
3. Results
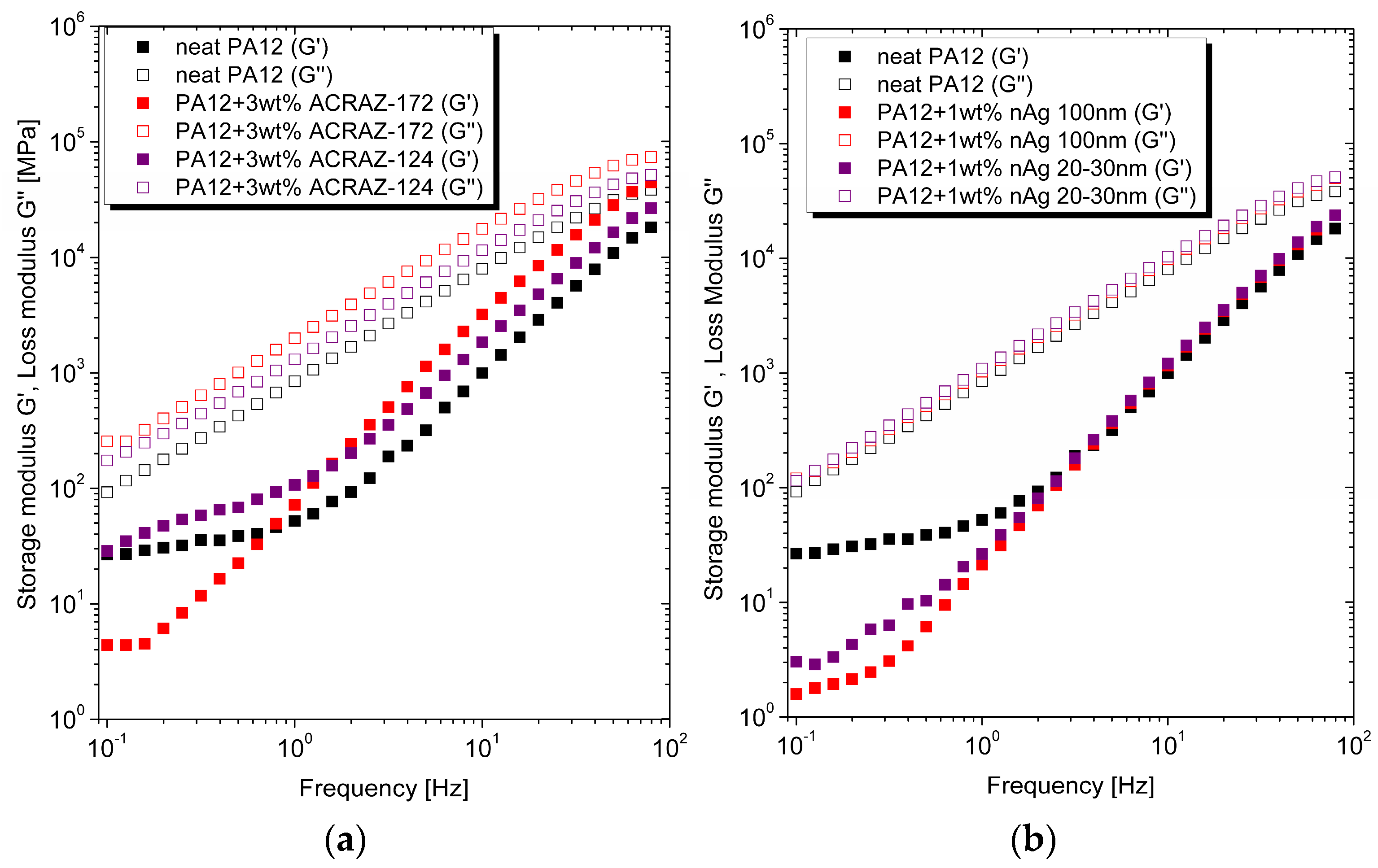
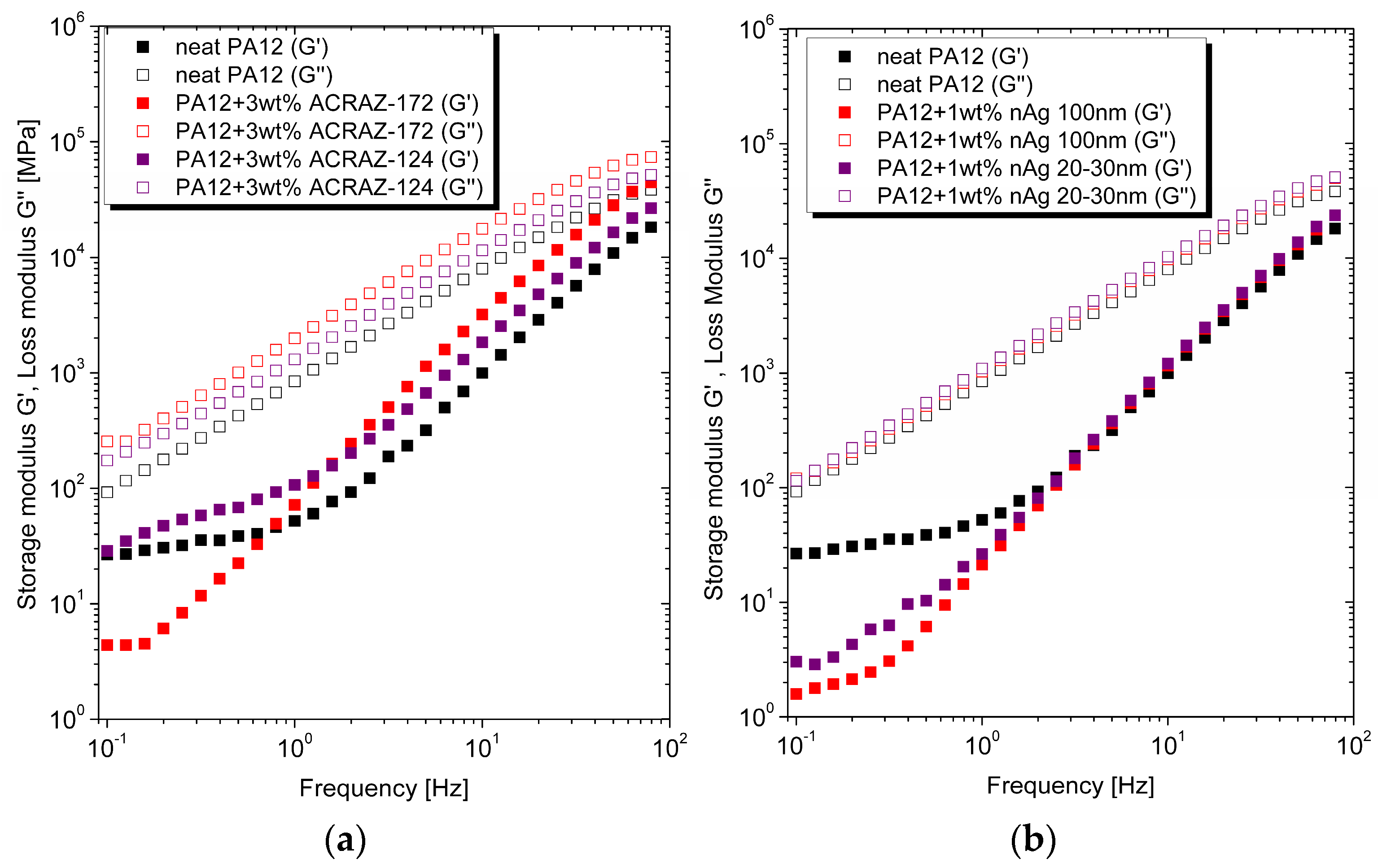
3.1. Rheological Properties
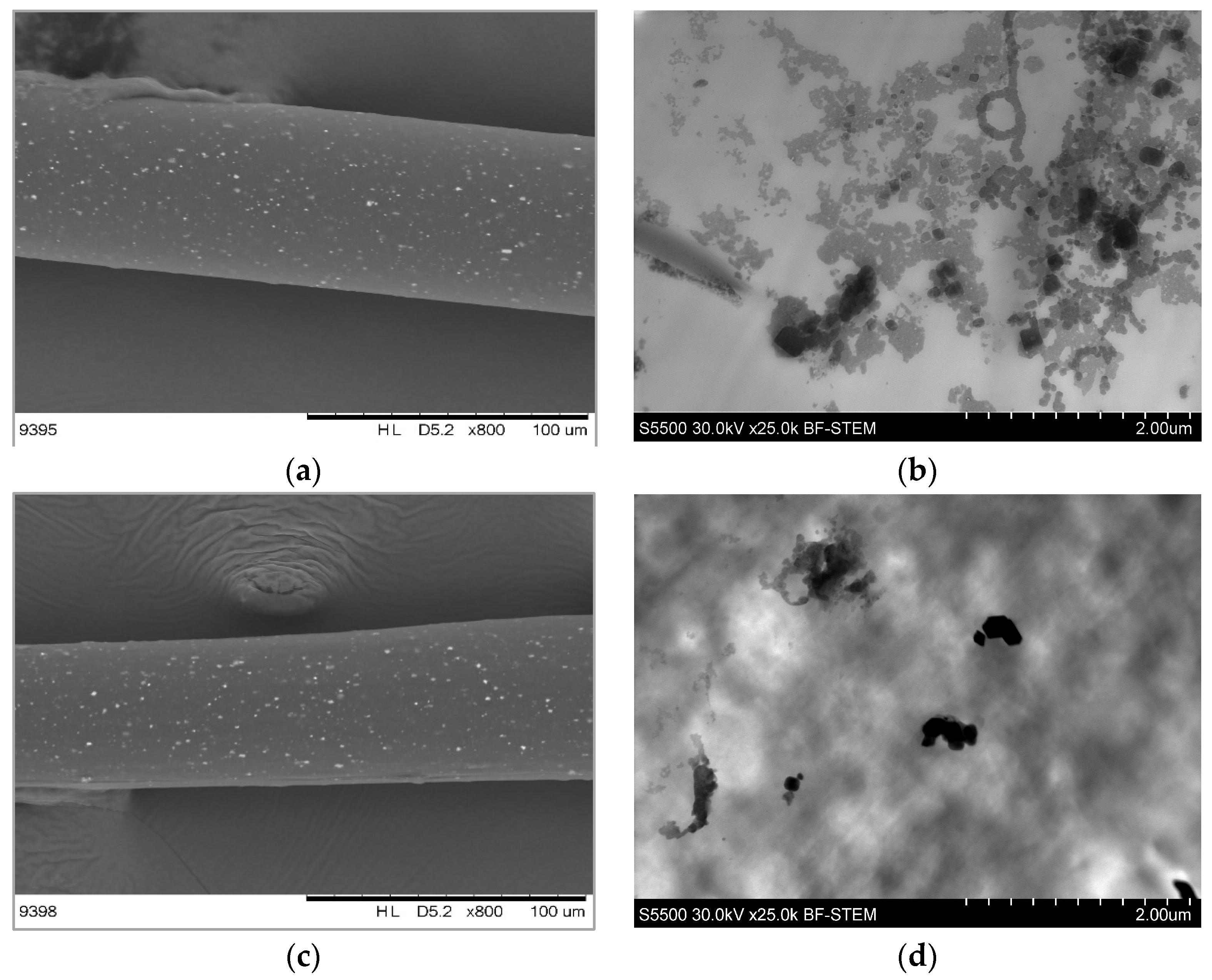
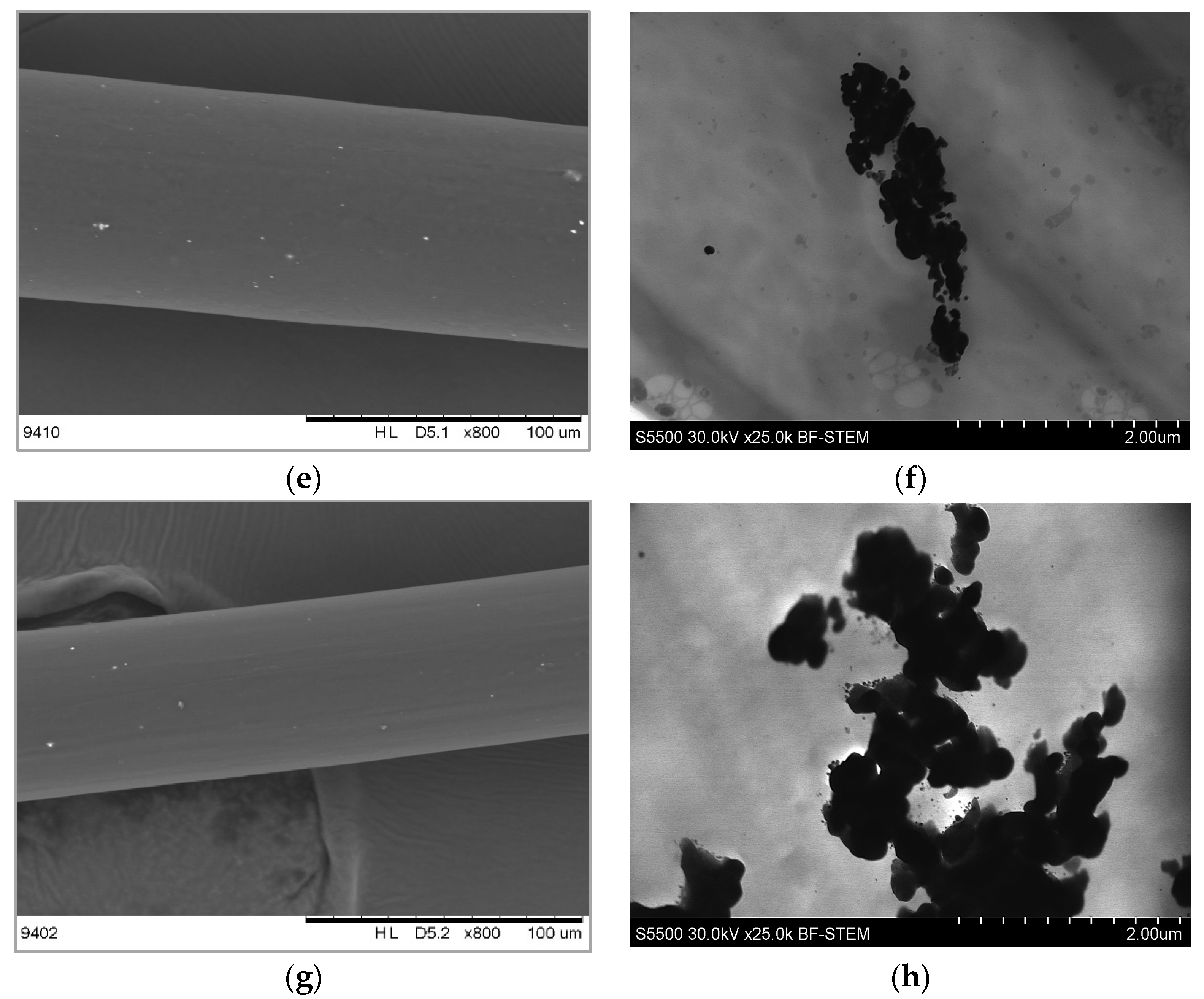
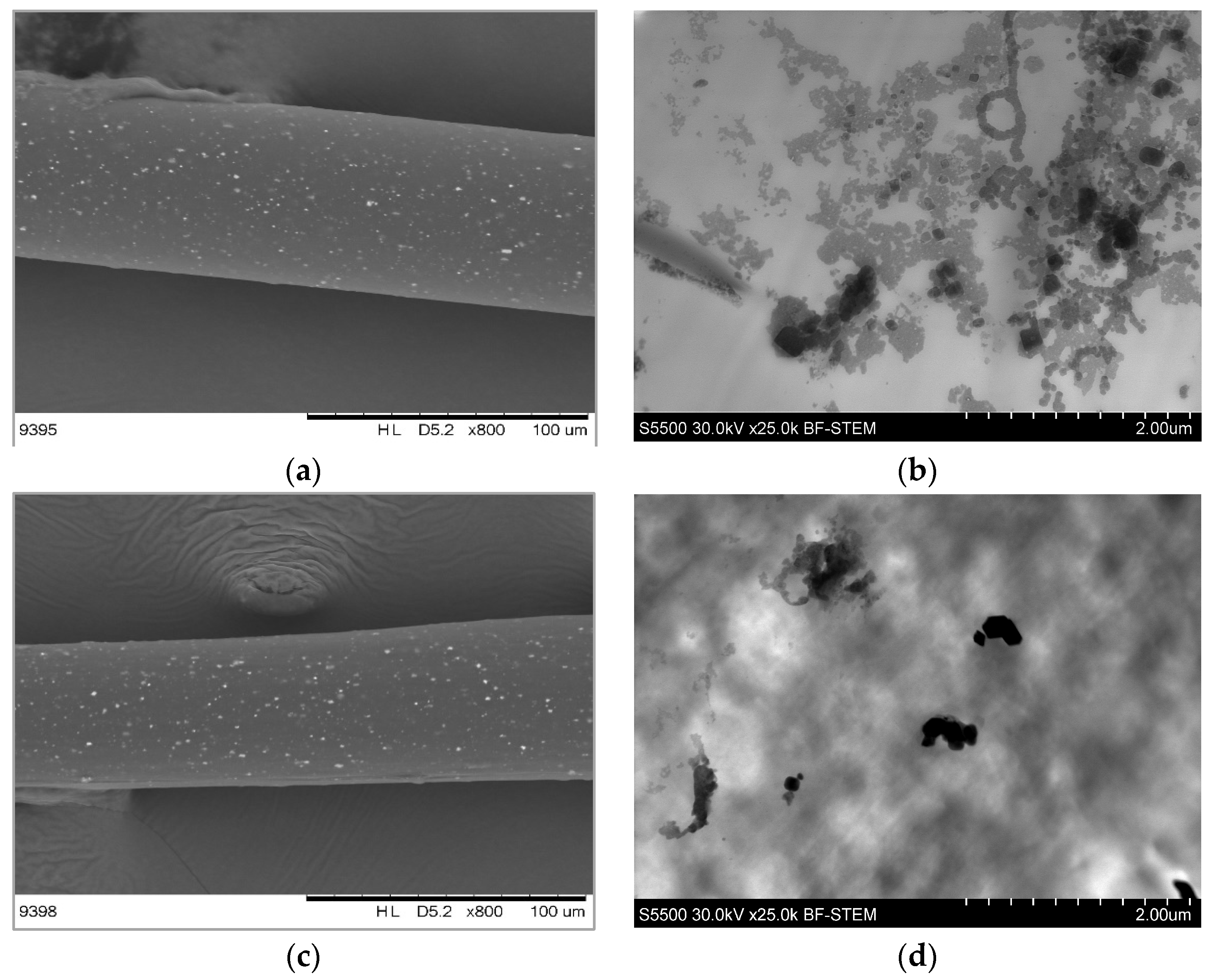
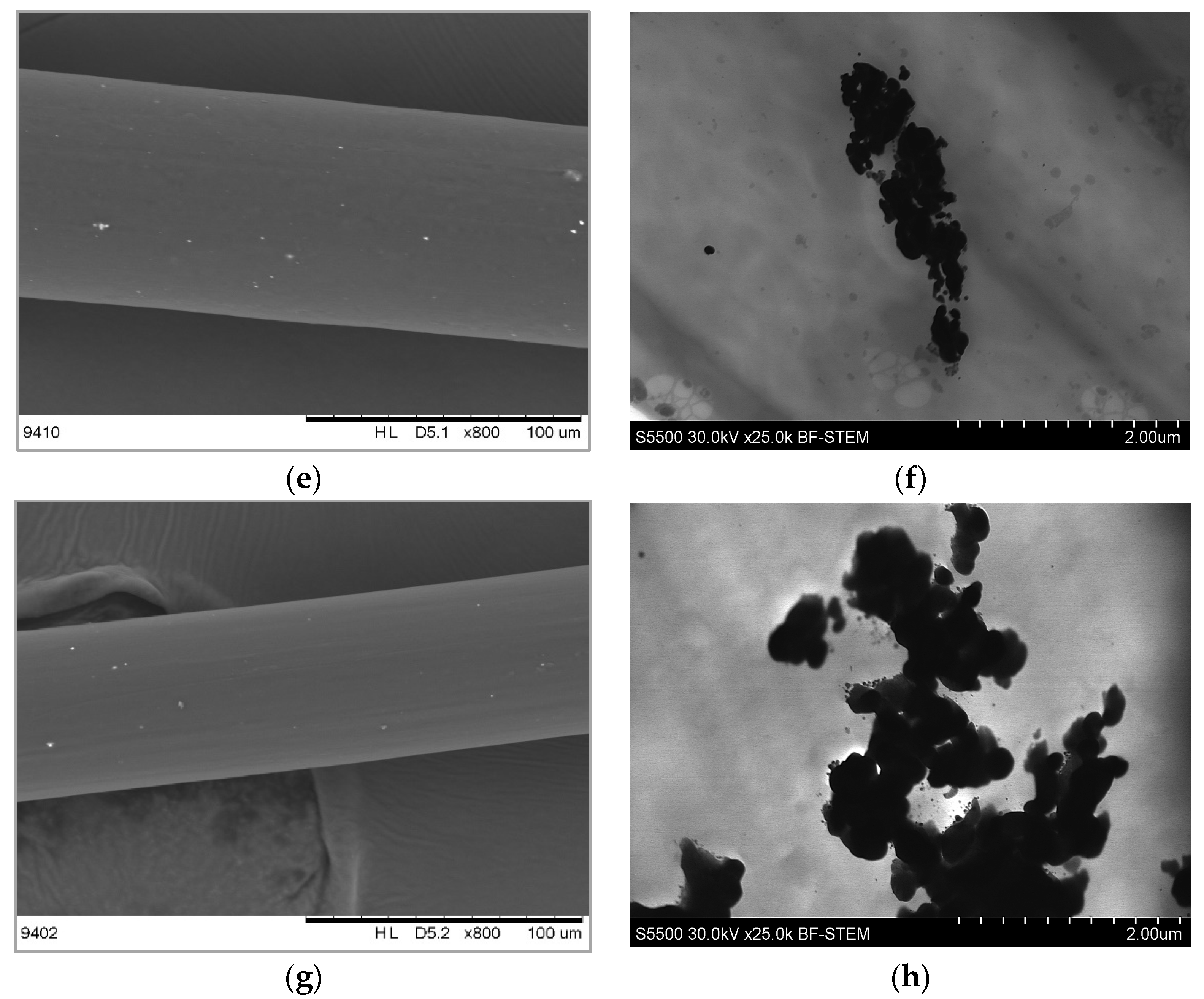
3.2. Microstructure
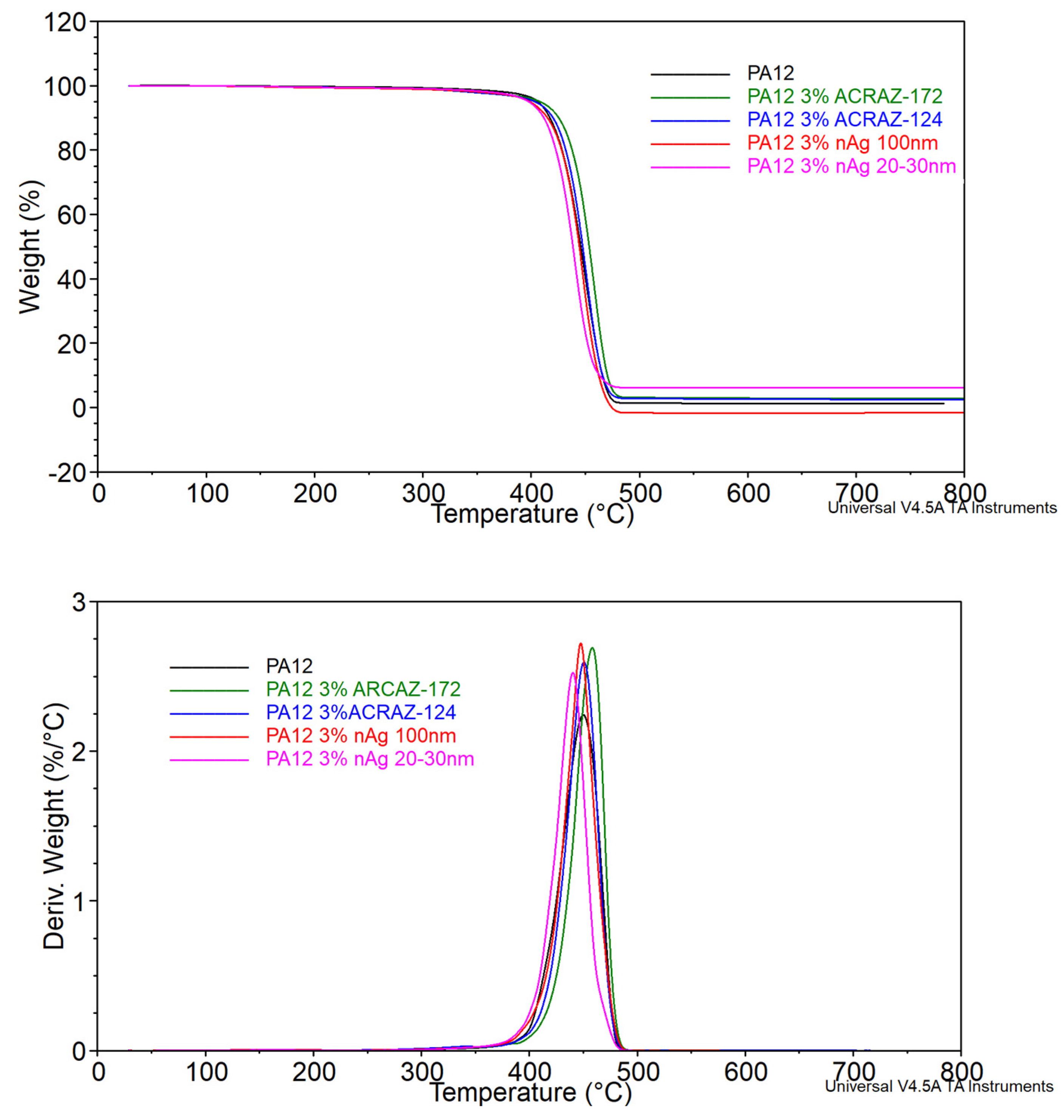
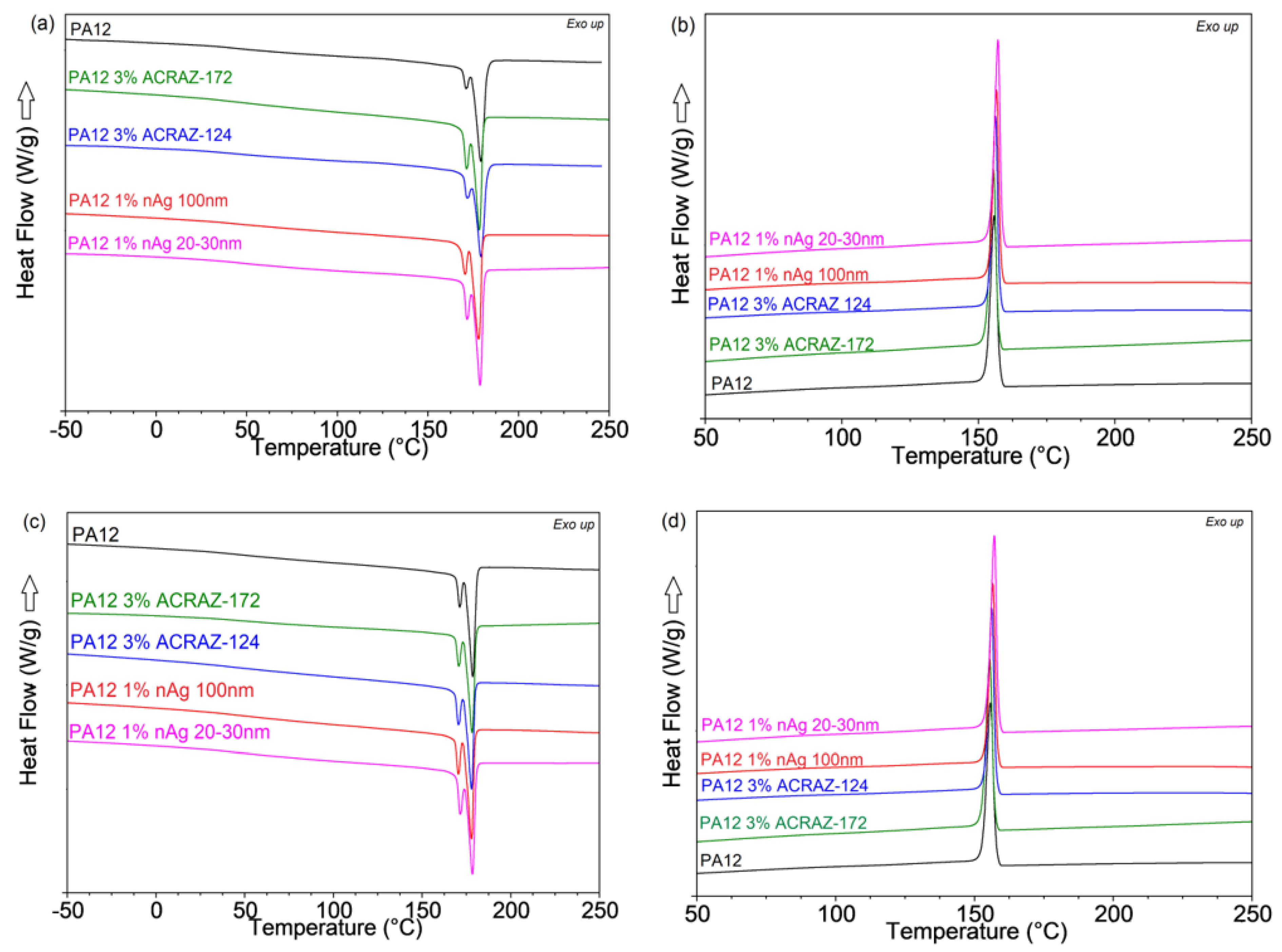
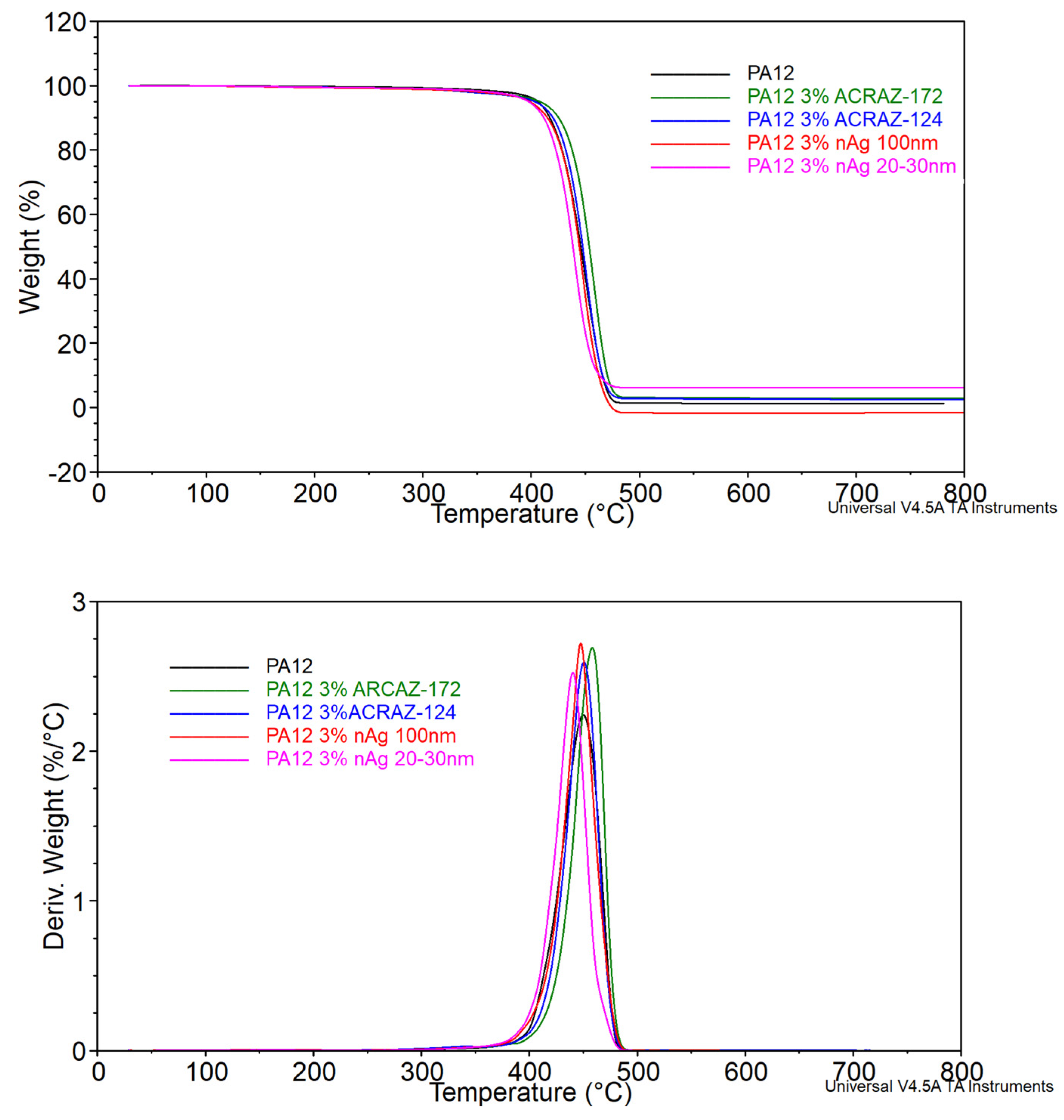
3.3. Thermal Properties
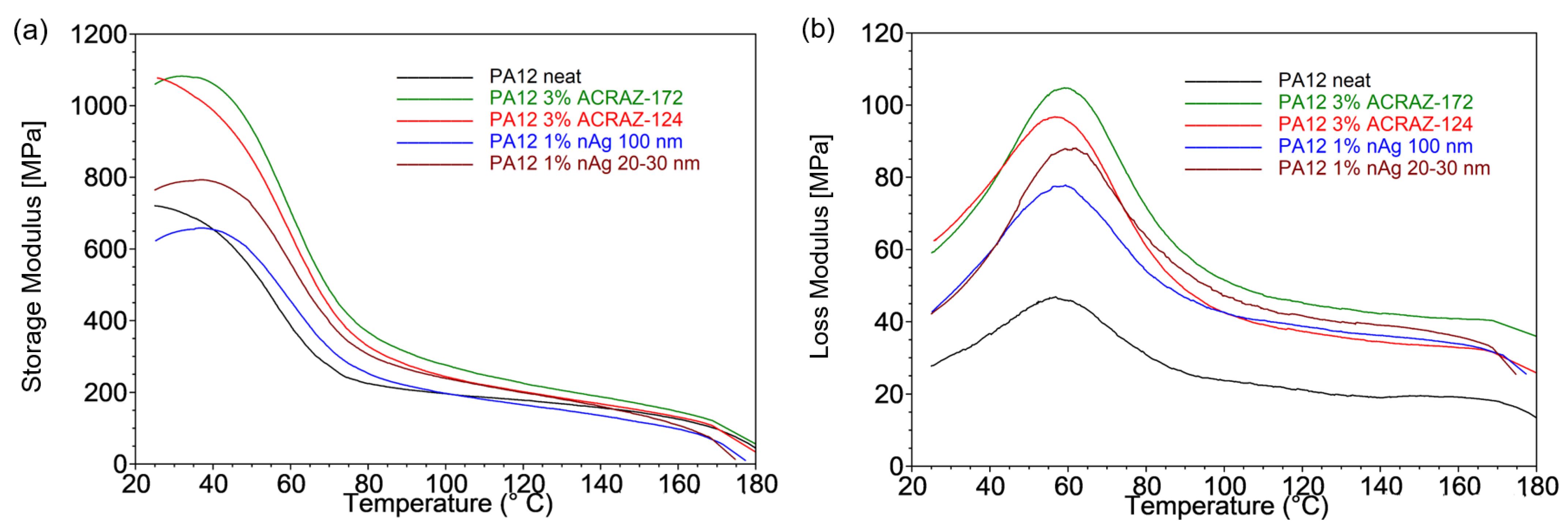
3.4. Mechanical Properties
3.5. Antifungal Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Piddock, L.J. The Crisis of No New Antibiotics—What Is the Way Forward? Lancet Infect. Dis. 2012, 12, 249–253. [Google Scholar] [CrossRef]
- Lourenço, J.B.; Pasa, T.S.; Bertuol, D.A.; Salau, N.P.G. An Approach to Assess and Identify Polymers in the Health-Care Waste of a Brazilian University Hospital. J. Environ. Sci. Health Part A 2020, 55, 800–819. [Google Scholar] [CrossRef] [PubMed]
- Iyigundogdu, Z.; Basar, B.; Couvreur, R.; Tamrakar, S.; Yoon, J.; Ersoy, O.G.; Sahin, F.; Mielewski, D.; Kiziltas, A. Thermoplastic Elastomers Containing Antimicrobial and Antiviral Additives for Mobility Applications. Compos. Part B Eng. 2022, 242, 110060. [Google Scholar] [CrossRef] [PubMed]
- Bazan, P.; Mazur, K.E.; Rybicka, K.; Kuciel, S. The Influence of Organic and Inorganic Antibacterial Additives on the Strength and Biocidal Properties of Thermoplastic Elastomers (TPO). Ind. Crops Prod. 2023, 198, 116682. [Google Scholar] [CrossRef]
- Mosconi, G.; Salguero, Y.; Valenti, L.E.; Rojas, R.; Strumia, M.C.; Gomez, C.G.; Giacomelli, C.E. Antimicrobial Modification of Polypropylene Films by Photograft and Layered Double Hydroxides Assembly. React. Funct. Polym. 2022, 178, 105349. [Google Scholar] [CrossRef]
- Rai, M.; Yadav, A.; Gade, A. Silver Nanoparticles as a New Generation of Antimicrobials. Biotechnol. Adv. 2009, 27, 76–83. [Google Scholar] [CrossRef] [PubMed]
- Park, M.V.D.Z.; Neigh, A.M.; Vermeulen, J.P.; De La Fonteyne, L.J.J.; Verharen, H.W.; Briedé, J.J.; Van Loveren, H.; De Jong, W.H. The Effect of Particle Size on the Cytotoxicity, Inflammation, Developmental Toxicity and Genotoxicity of Silver Nanoparticles. Biomaterials 2011, 32, 9810–9817. [Google Scholar] [CrossRef]
- Fonseca, C.; Ochoa, A.; Ulloa, M.T.; Alvarez, E.; Canales, D.; Zapata, P.A. Poly(Lactic Acid)/TiO2 Nanocomposites as Alternative Biocidal and Antifungal Materials. Mater. Sci. Eng. C 2015, 57, 314–320. [Google Scholar] [CrossRef]
- Palanikumar, L.; Ramasamy, S.N.; Balachandran, C. Size-dependent Antimicrobial Response of Zinc Oxide Nanoparticles. IET Nanobiotechnol. 2014, 8, 111–117. [Google Scholar] [CrossRef]
- Motelica, L.; Popescu, A.; Răzvan, A.-G.; Oprea, O.; Truşcă, R.-D.; Vasile, B.-S.; Dumitru, F.; Holban, A.-M. Facile Use of ZnO Nanopowders to Protect Old Manual Paper Documents. Materials 2020, 13, 5452. [Google Scholar] [CrossRef]
- Beyth, N.; Houri-Haddad, Y.; Domb, A.; Khan, W.; Hazan, R. Alternative Antimicrobial Approach: Nano-Antimicrobial Materials. Evid. Based Complement. Altern. Med. 2015, 2015, 1–16. [Google Scholar] [CrossRef] [PubMed]
- Ren, G.; Hu, D.; Cheng, E.W.C.; Vargas-Reus, M.A.; Reip, P.; Allaker, R.P. Characterisation of Copper Oxide Nanoparticles for Antimicrobial Applications. Int. J. Antimicrob. Agents 2009, 33, 587–590. [Google Scholar] [CrossRef] [PubMed]
- Mao, N.; Russell, S.J. Chapter 13—Fibre to Fabric: Nonwoven Fabrics. In Textiles and Fashion; Sinclair, R., Ed.; Woodhead Publishing Series in Textiles; Woodhead Publishing: Sawston, UK, 2015; pp. 307–335. ISBN 978-1-84569-931-4. [Google Scholar]
- Pietsch, K.; Fuchs, H. Nonwoven Semi-Finished Products and Nonwoven Production Technology. In Textile Materials for Lightweight Constructions; Cherif, C., Ed.; Springer: Berlin/Heidelberg, Germany, 2016; pp. 307–345. ISBN 978-3-662-46340-6. [Google Scholar]
- Behera, B.K. Weaving Technology for Manufacturing High Performance Fabrics. In Polyesters and Polyamides; Deopura, B.L., Alagirusamy, R., Joshi, M., Gupta, B., Eds.; Woodhead Publishing Series in Textiles; Woodhead Publishing: Sawston, UK, 2008; pp. 253–278. ISBN 978-1-84569-298-8. [Google Scholar]
- Tanasa, F.; Zanoaga, M. Antimicrobial Reagents as Functional Finishing for Textiles Intended for Biomedical Applications. II. Metals and Metallic Compounds: Silver. In Proceedings of the 3rd International Conference on Nanotechnologies and Biomedical Engineering, Chisinau, Republic of Moldova, 23–26 September 2015; Sontea, V., Tiginyanu, I., Eds.; Springer: Singapore, 2016; pp. 305–308. [Google Scholar]
- Hufenus, R.; Yan, Y.; Dauner, M.; Kikutani, T. Melt-Spun Fibers for Textile Applications. Materials 2020, 13, 4298. [Google Scholar] [CrossRef] [PubMed]
- Al-Balakocy, N.; Shalaby, S.E. Imparting Antimicrobial Properties to Polyester and Polyamide Fibers-State of the Art. J. Text. Assoc. 2017, 78, 179–201. [Google Scholar]
- Teli, M.D.; Kale, R.D. Polyester Nanocomposite Fibers with Antibacterial Properties. Adv. Appl. Sci. Res. 2011, 2, 491–502. [Google Scholar]
- Shayestehfar, S.; Yazdanshenas, M.E.; Khajavi, R.; Rashidi, A.-S. Physical and Mechanical Properties of Nylon 6/Titanium Dioxide Micro and Nano-Composite Multifilament Yarns. J. Eng. Fibers Fabr. 2014, 9, 155892501400900. [Google Scholar] [CrossRef]
- Perkas, N.; Amirian, G.; Dubinsky, S.; Gazit, S.; Gedanken, A. Ultrasound-Assisted Coating of Nylon 6,6 with Silver Nanoparticles and Its Antibacterial Activity. J. Appl. Polym. Sci. 2007, 104, 1423–1430. [Google Scholar] [CrossRef]
- Latko-Durałek, P.; Misiak, M.; Staniszewska, M.; Rosłoniec, K.; Grodzik, M.; Socha, R.P.; Krzan, M.; Bażanów, B.; Pogorzelska, A.; Boczkowska, A. The Composites of Polyamide 12 and Metal Oxides with High Antimicrobial Activity. Polymers 2022, 14, 3025. [Google Scholar] [CrossRef]
- AATCC TM100-2019; Test Method for Antibacterial Finishes on Textile Materials: Assessment. The American Association of Textile Chemists and Colorists: Research Triangle Park, NC, USA, 2019.
- Bek, M.; Gonzalez-Gutierrez, J.; Kukla, C.; Pušnik Črešnar, K.; Maroh, B.; Slemenik Perše, L. Rheological Behaviour of Highly Filled Materials for Injection Moulding and Additive Manufacturing: Effect of Particle Material and Loading. Appl. Sci. 2020, 10, 7993. [Google Scholar] [CrossRef]
- Ben Trad, M.A.; Demers, V.; Dufresne, L. Effect of Powder Shape and Size on Rheological, Thermal, and Segregation Properties of Low-Pressure Powder Injection Molding Feedstocks. J. Mater. Eng. Perform. 2019, 28, 5551–5562. [Google Scholar] [CrossRef]
- Ashraf, M.A.; Peng, W.; Zare, Y.; Rhee, K.Y. Effects of Size and Aggregation/Agglomeration of Nanoparticles on the Interfacial/Interphase Properties and Tensile Strength of Polymer Nanocomposites. Nanoscale Res. Lett. 2018, 13, 214. [Google Scholar] [CrossRef] [PubMed]
- Goh, P.; Ismail, A.; Ng, B.C. Directional Alignment of Carbon Nanotubes in Polymer Matrices: Contemporary Approaches and Future Advances. Compos. Part A Appl. Sci. Manuf. 2014, 56, 103–126. [Google Scholar] [CrossRef]
- Hanu, L.G.; Simon, G.P.; Cheng, Y.-B. Thermal Stability and Flammability of Silicone Polymer Composites. Polym. Degrad. Stab. 2006, 91, 1373–1379. [Google Scholar] [CrossRef]
- Ma, N.; Liu, W.; Ma, L.; He, S.; Liu, H.; Zhang, Z.; Sun, A.; Huang, M.; Zhu, C. Crystal Transition and Thermal Behavior of Nylon 12. E-Polym. 2020, 20, 346–352. [Google Scholar] [CrossRef]
- Zhu, J.; Abeykoon, C.; Karim, N. Investigation into the Effects of Fillers in Polymer Processing. Int. J. Lightweight Mater. Manuf. 2021, 4, 370–382. [Google Scholar] [CrossRef]
- Elias, H.-G. Filaments and Fibers. In Macromolecules: Volume 2: Synthesis, Materials, and Technology; Elias, H.-G., Ed.; Springer: Boston, MA, USA, 1984; pp. 1243–1277. ISBN 978-1-4899-2809-2. [Google Scholar]
- Hooshmand, S.; Soroudi, A.; Skrifvars, M. Electro-Conductive Composite Fibers by Melt Spinning of Polypropylene/Polyamide/Carbon Nanotubes. Synth. Met. 2011, 161, 1731–1737. [Google Scholar] [CrossRef]
- Jayasree, M.R.; Anandakumar, S.; Alagar, M. Development and Characterisation of Functionalised AL-MCM-41 Reinforced Caprolactam Toughened DGEBA Epoxy-Cyanate Ester Polymer Nanocomposites. Adv. Polym. Technol. 2018, 37, 1906–1916. [Google Scholar] [CrossRef]
- Ayyagari, S.; Al-Haik, M. Enhancing the Viscoelastic Performance of Carbon Fiber Composites by Incorporating CNTs and ZnO Nanofillers. Appl. Sci. 2019, 9, 2281. [Google Scholar] [CrossRef]
- Braga, N.F.; Da Silva, A.P.; Arantes, T.M.; Lemes, A.P.; Cristovan, F.H. Physical–Chemical Properties of Nanocomposites Based on Poly(3-Hydroxybutyrate-Co-3-Hydroxyvalerate) and Titanium Dioxide Nanoparticles. Mater. Res. Express 2018, 5, 015303. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Composition | Particles Size |
|---|---|---|
| ACRAZ-172 | mixture of CuO, ZnO, TiO2 | 300 nm—20% 500 nm—30% 1000 nm—50% |
| ACRAZ-124 | mixture of CuO, ZnO, TiO2, Ag | 200–2000 nm |
| nAg 100 nm | nanosilver | 100 nm |
| nAg 20–30 nm | nanosilver | 20–30 nm |
| Fiber | Average Diameter [μm] |
|---|---|
| PA12 neat | 82.3 ± 7.90 |
| PA12 + 3 wt% ACRAZ-172 | 79.9 ± 25.1 |
| PA12 + 3 wt% ACRAZ-124 | 73.2 ± 21.9 |
| PA12 + 1 wt% nAg 100 nm | 109 ± 10.5 |
| PA12 + 1 wt% nAg 20–30 nm | 102 ± 16.7 |
| TGA | DSC | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| Material | T5% (°C) | DTG 1 (°C; %/min) | Pellets | Fibers | |||||
| Tg (°C) | Tm (°C) | Xc (%) | Tc (°C) | Tm (°C) | Xc (%) | Tc (°C) | |||
| PA12 | 406 | 450; 2.24 | 49.5 | 178 | 25.4 | 149 | 177 | 26.9 | 155 |
| PA12 + 3 wt% ACRAZ-172 | 408 | 459; 2.69 | 50.8 | 178 | 27.8 | 156 | 178 | 24.5 | 155 |
| PA12 + 3 wt% ACRAZ-124 | 404 | 451; 2.57 | 50.6 | 179 | 26.8 | 157 | 178 | 27.3 | 156 |
| PA12 + 1 wt% nAg 100 nm | 399 | 449; 2.69 | 50.5 | 178 | 25.1 | 156 | 178 | 24.3 | 157 |
| PA12 + 1 wt% nAg 20–30 nm | 398 | 440; 2.52 | 49.9 | 179 | 25.2 | 156 | 178 | 26.5 | 157 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Latko-Durałek, P.; Rzempołuch, J.; Staniszewska, M.; Rosłoniec, K.; Bil, M.; Kozera, R.; Boczkowska, A. The Antifungal Fibers of Polyamide 12 Containing Silver and Metal Oxides. Materials 2023, 16, 5837. https://doi.org/10.3390/ma16175837
Latko-Durałek P, Rzempołuch J, Staniszewska M, Rosłoniec K, Bil M, Kozera R, Boczkowska A. The Antifungal Fibers of Polyamide 12 Containing Silver and Metal Oxides. Materials. 2023; 16(17):5837. https://doi.org/10.3390/ma16175837
Chicago/Turabian StyleLatko-Durałek, Paulina, Józef Rzempołuch, Monika Staniszewska, Karina Rosłoniec, Monika Bil, Rafał Kozera, and Anna Boczkowska. 2023. "The Antifungal Fibers of Polyamide 12 Containing Silver and Metal Oxides" Materials 16, no. 17: 5837. https://doi.org/10.3390/ma16175837
APA StyleLatko-Durałek, P., Rzempołuch, J., Staniszewska, M., Rosłoniec, K., Bil, M., Kozera, R., & Boczkowska, A. (2023). The Antifungal Fibers of Polyamide 12 Containing Silver and Metal Oxides. Materials, 16(17), 5837. https://doi.org/10.3390/ma16175837