
3D Printed Graphene and Graphene/Polymer Composites for Multifunctional Applications



Abstract
:1. Introduction
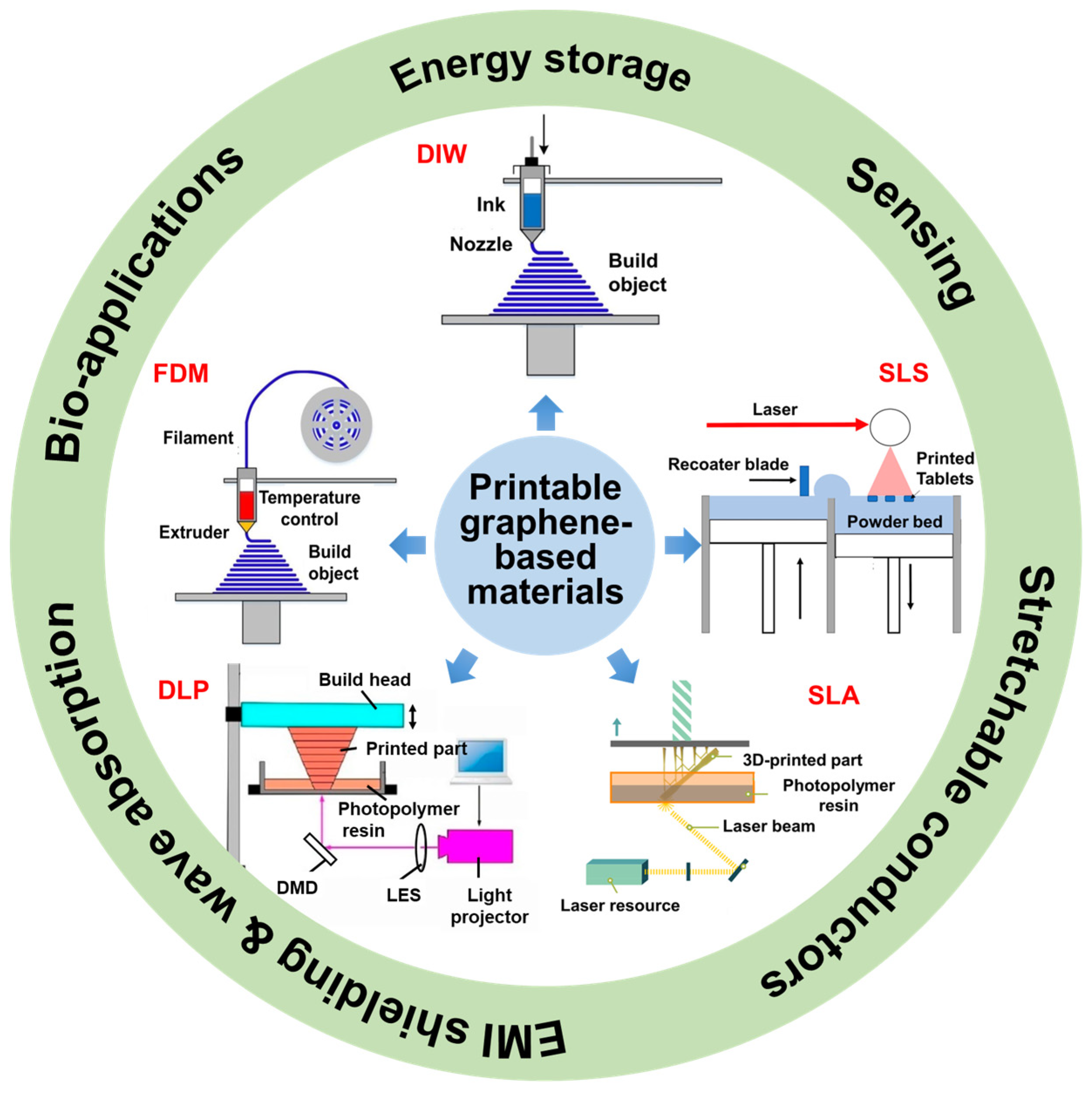
2. 3D Printing Techniques for Graphene and Graphene/Polymer Composites
2.1. Extrusion Techniques
2.1.1. Direct Ink Writing (DIW)
2.1.2. Fused Deposition Modeling (FDM)
2.2. Photopolymerization Strategies
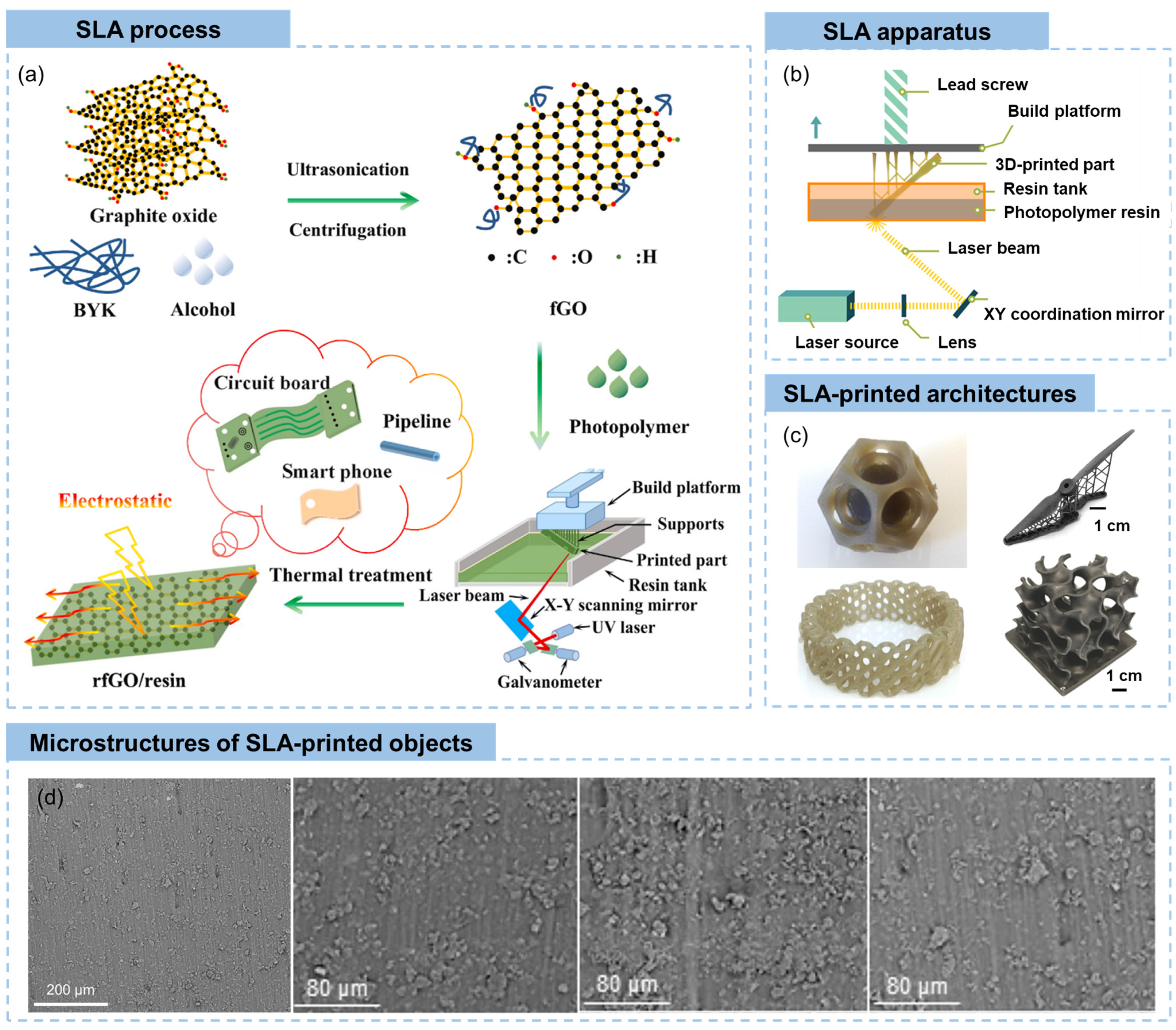
2.2.1. Stereolithography (SLA)
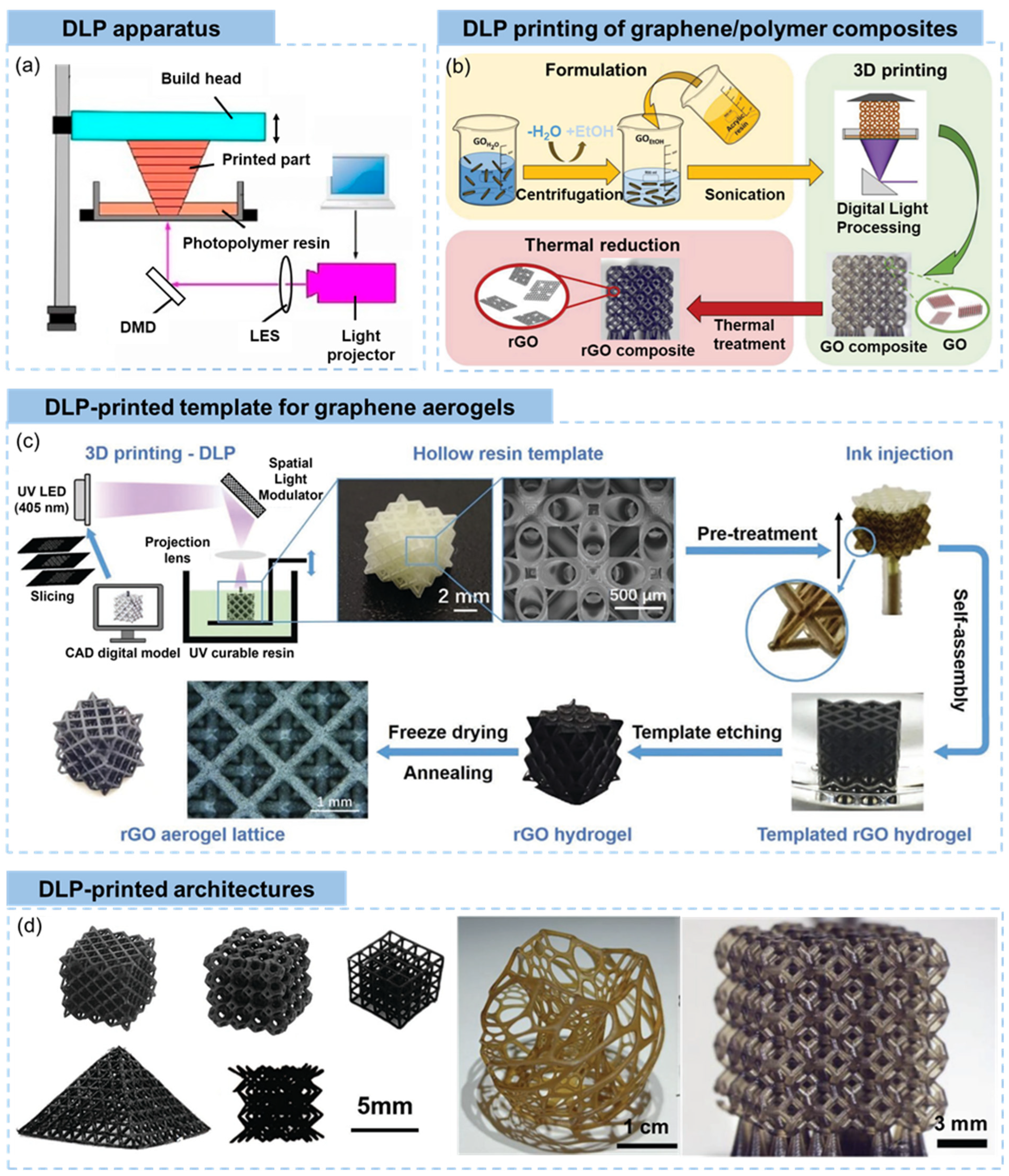
2.2.2. Digital Light Processing (DLP)
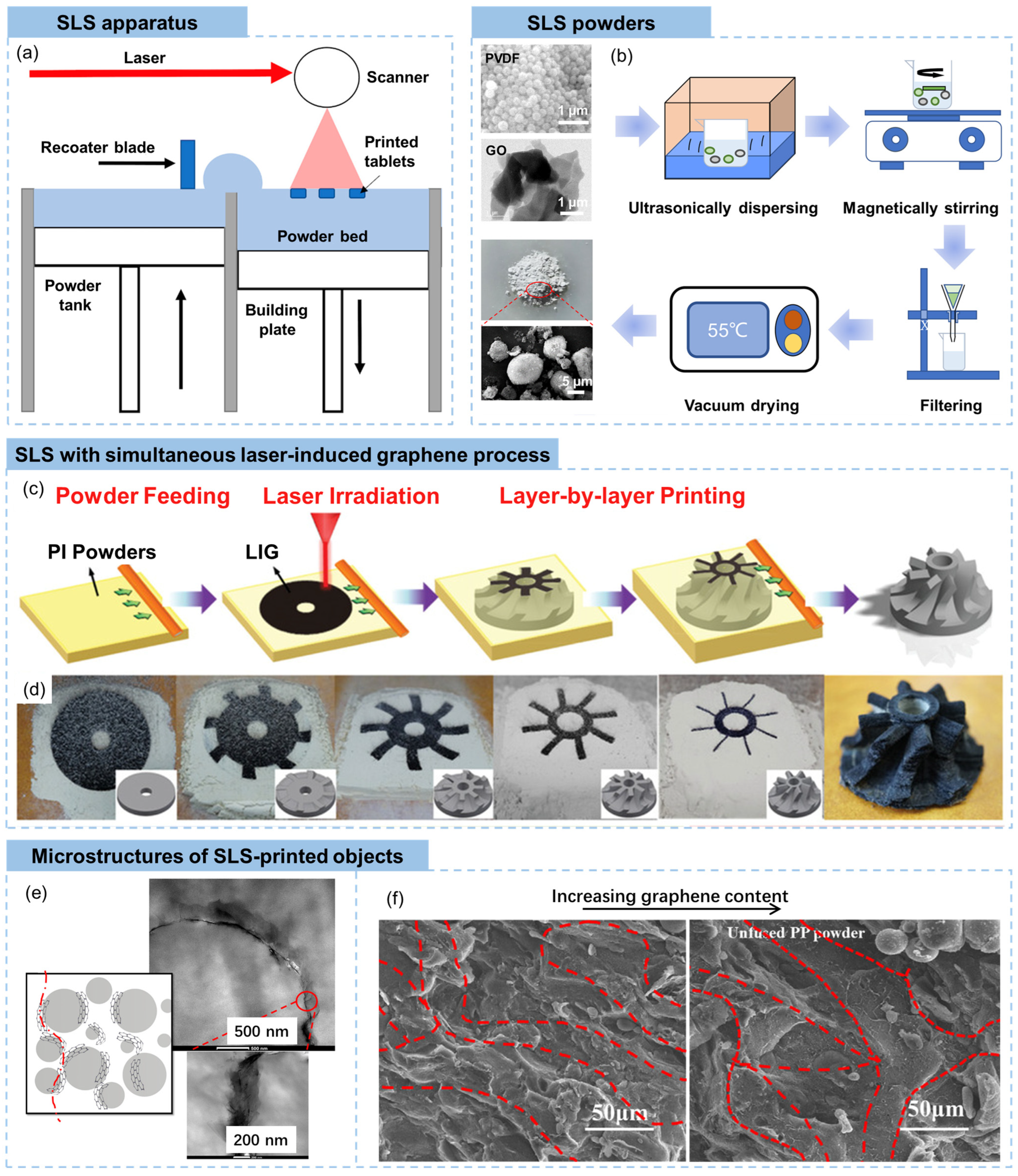
2.3. Powder-Based Methods
2.4. Post-Processing
2.5. Comparisons
3. Multifunctional Applications of 3D Printed Graphene and Graphene/Polymer Composites
3.1. Energy Storage
3.1.1. Supercapacitors
3.1.2. Batteries
3.2. Sensing
3.2.1. Strain Sensing
3.2.2. Pressure Sensing
3.2.3. Temperature Sensing
3.3. Stretchable Conductor
3.4. Electromagnetic Interference Shielding (EMI) and Wave Absorption
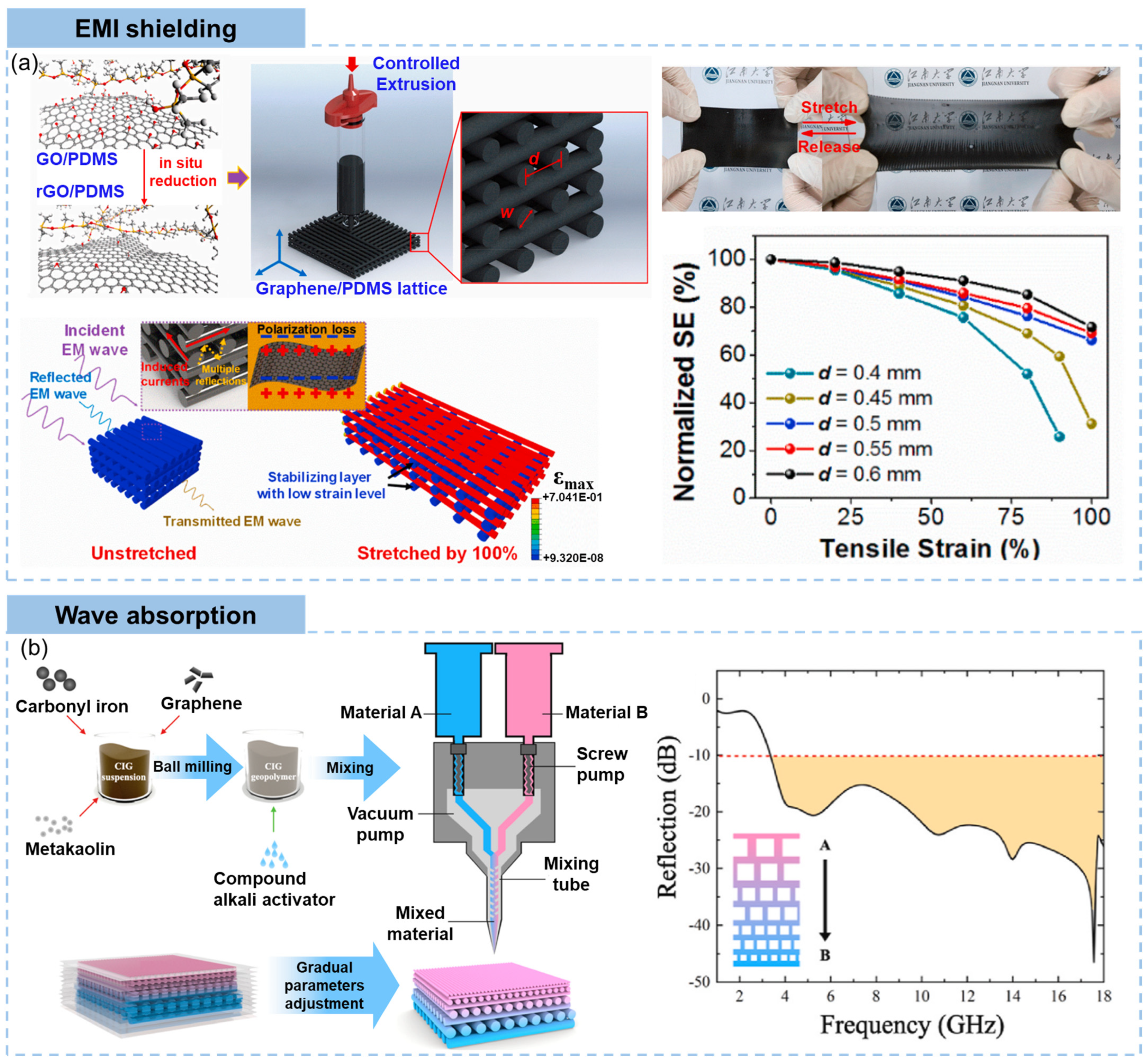
3.4.1. EMI Shielding
3.4.2. Wave Absorption
3.5. Bio-Applications
4. Conclusions and Perspectives
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| 3D | Three-dimensional |
| DIW | Direct ink writing |
| FDM | Fused deposition modeling |
| SLA | Stereolithography |
| DLP | Digital light processing |
| SLS | Selective laser sintering, SLS |
| GO | Graphene oxide |
| PAA | Poly (amic acid) |
| ABS | Acrylonitrile butadiene styrene |
| PLA | Polylactic acid |
| rGO | Reduced graphene oxide |
| UV | ultraviolet |
| DMD | Digital micromirror device |
| LIG | Laser-induced graphene |
| PVDF | Polyvinylidene fluoride |
| PI | Polyimide |
| 3DP-NGA | 3D-printed N-doped graphene microlattice aerogel |
| CNT | Carbon nanotube |
| TPU | Thermoplastic polyurethane |
| PDMS | Polydimethylsiloxane |
| CNF | Carbon nanofiber |
| LED | Light-emitting diode |
| EMI | Electromagnetic interference shielding |
| SE | Shielding effectiveness |
| CIG | Carbonyl-iron and graphene |
| PMMA | Poly (methyl methacrylate) |
| PU | Polyurethane |
References
- Geim, A.K. Graphene: Status and prospects. Science 2009, 324, 1530–1534. [Google Scholar] [CrossRef] [PubMed]
- Randviir, E.P.; Brownson, D.A.C.; Banks, C.E. A decade of graphene research: Production, applications and outlook. Mater. Today 2014, 17, 426–432. [Google Scholar] [CrossRef]
- Ponnamma, D.; Yin, Y.; Salim, N.; Parameswaranpillai, J.; Thomas, S.; Hameed, N. Recent progress and multifunctional applications of 3D printed graphene nanocomposites. Compos. Part B Eng. 2021, 204, 108493. [Google Scholar] [CrossRef]
- You, X.; Zhang, Q.; Yang, J.; Dong, S. Review on 3D-printed graphene-reinforced composites for structural applications. Compos. Part A Appl. Sci. Manuf. 2023, 167, 107420. [Google Scholar] [CrossRef]
- Du, J.; Fu, G.; Xu, X.; Elshahawy, A.M.; Guan, C. 3D printed graphene-based metamaterials: Guesting multi-functionality in one gain. Small 2023, 19, 2207833. [Google Scholar] [CrossRef]
- You, X.; Yang, J.; Dong, S. Structural and functional applications of 3D-printed graphene-based architectures. J. Mater. Sci. 2021, 56, 9007–9046. [Google Scholar] [CrossRef]
- Guo, H.; Lv, R.; Bai, S. Recent advances on 3D printing graphene-based composites. Nano Mater. Sci. 2019, 1, 101–115. [Google Scholar] [CrossRef]
- Wang, J.; Liu, Y.; Fan, Z.; Wang, W.; Wang, B.; Guo, Z. Ink-based 3D printing technologies for graphene-based materials: A review. Adv. Compos. Hybrid Mater. 2019, 2, 1–33. [Google Scholar] [CrossRef]
- Solís Pinargote, N.W.; Smirnov, A.; Peretyagin, N.; Seleznev, A.; Peretyagin, P. Direct ink writing technology (3D printing) of graphene-based ceramic nanocomposites: A review. Nanomaterials 2020, 10, 1300. [Google Scholar] [CrossRef]
- Manapat, J.Z.; Mangadlao, J.D.; Tiu, B.D.B.; Tritchler, G.C.; Advincula, R.C. High-strength stereolithographic 3D printed nanocomposites: Graphene oxide metastability. ACS Appl. Mater. Interfaces 2017, 9, 10085–10093. [Google Scholar] [CrossRef]
- Ertugrul, I. The fabrication of micro beam from photopolymer by digital light processing 3D printing technology. Micromachines 2020, 11, 518. [Google Scholar] [CrossRef] [PubMed]
- Gueche, Y.A.; Sanchez-Ballester, N.M.; Bataille, B.; Aubert, A.; Leclercq, L.; Rossi, J.-C.; Soulairol, I. Selective laser sintering of solid oral dosage forms with copovidone and paracetamol using a CO2 laser. Pharmaceutics 2021, 13, 160. [Google Scholar] [CrossRef] [PubMed]
- Ambrosi, A.; Pumera, M. 3D-printing technologies for electrochemical applications. Chem. Soc. Rev. 2016, 45, 2740–2755. [Google Scholar] [CrossRef]
- Lee, J.-Y.; An, J.; Chua, C.K. Fundamentals and applications of 3D printing for novel materials. Appl. Mater. Today 2017, 7, 120–133. [Google Scholar] [CrossRef]
- Xu, W.; Jambhulkar, S.; Zhu, Y.; Ravichandran, D.; Kakarla, M.; Vernon, B.; Lott, D.G.; Cornella, J.L.; Shefi, O.; Miquelard-Garnier, G. 3D printing for polymer/particle-based processing: A review. Compos. Part B Eng. 2021, 223, 109102. [Google Scholar] [CrossRef]
- Hmeidat, N.S.; Kemp, J.W.; Compton, B.G. High-strength epoxy nanocomposites for 3D printing. Compos. Sci. Technol. 2018, 160, 9–20. [Google Scholar] [CrossRef]
- Zhu, S.; Stieger, M.A.; van der Goot, A.J.; Schutyser, M.A. Extrusion-based 3D printing of food pastes: Correlating rheological properties with printing behaviour. Innov. Food. Sci. Emerg. 2019, 58, 102214. [Google Scholar] [CrossRef]
- Valot, L.; Martinez, J.; Mehdi, A.; Subra, G. Chemical insights into bioinks for 3D printing. Chem. Soc. Rev. 2019, 48, 4049–4086. [Google Scholar] [CrossRef]
- Ladd, C.; So, J.H.; Muth, J.; Dickey, M.D. 3D printing of free standing liquid metal microstructures. Adv. Mater. 2013, 25, 5081–5085. [Google Scholar] [CrossRef]
- Layani, M.; Wang, X.; Magdassi, S. Novel materials for 3D printing by photopolymerization. Adv. Mater. 2018, 30, 1706344. [Google Scholar] [CrossRef]
- Yu, C.; Schimelman, J.; Wang, P.; Miller, K.L.; Ma, X.; You, S.; Guan, J.; Sun, B.; Zhu, W.; Chen, S. Photopolymerizable biomaterials and light-based 3D printing strategies for biomedical applications. Chem. Rev. 2020, 120, 10695–10743. [Google Scholar] [CrossRef]
- Tan, K.; Chua, C.; Leong, K.; Cheah, C.; Gui, W.; Tan, W.; Wiria, F. Selective laser sintering of biocompatible polymers for applications in tissue engineering. BioMed. Mater. Eng. 2005, 15, 113–124. [Google Scholar]
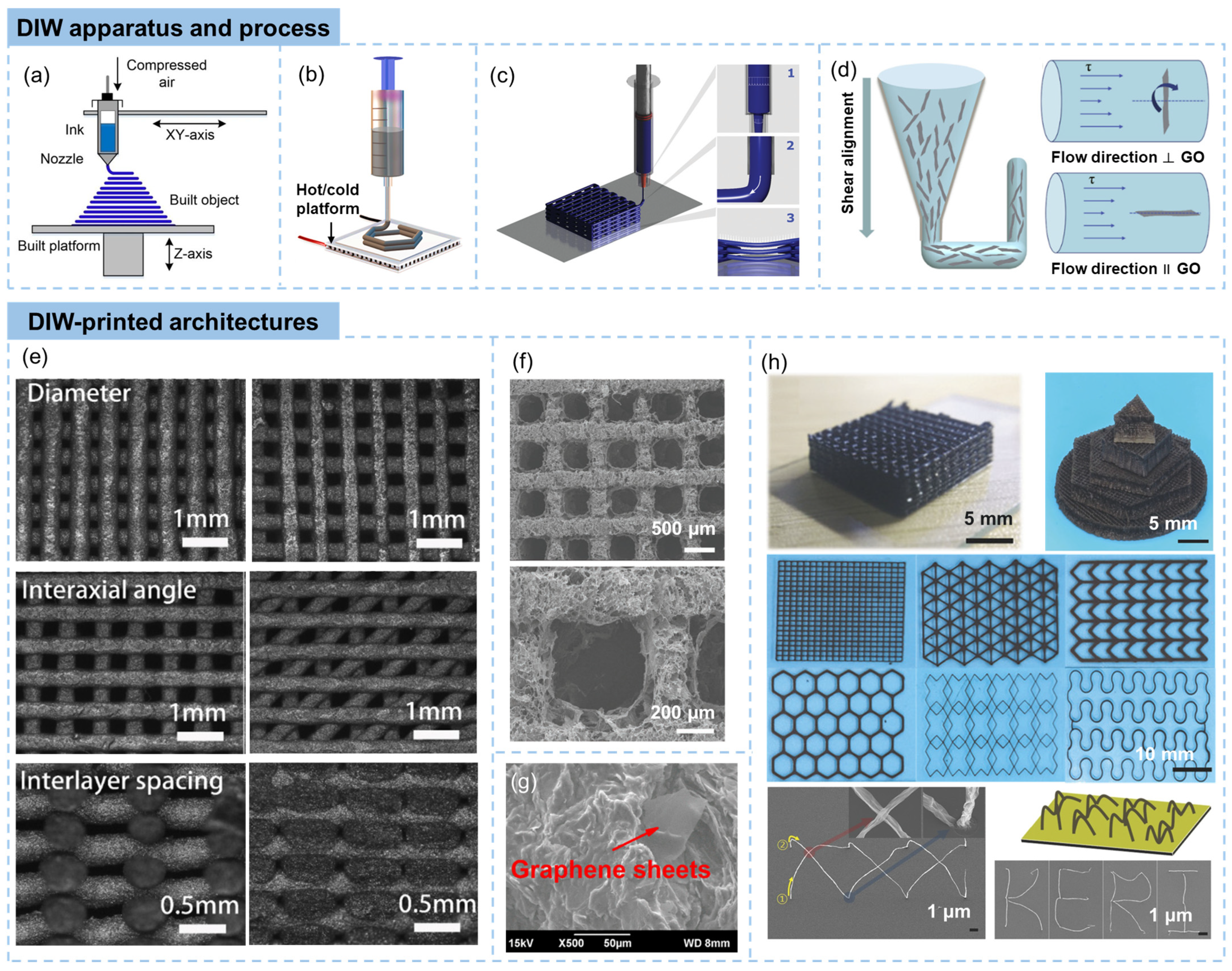
- Lewis, J.A. Direct ink writing of 3D functional materials. Adv. Funct. Mater. 2006, 16, 2193–2204. [Google Scholar] [CrossRef]
- Zhang, Y.; Shi, G.; Qin, J.; Lowe, S.E.; Zhang, S.; Zhao, H.; Zhong, Y.L. Recent progress of direct ink writing of electronic components for advanced wearable devices. ACS Appl. Elctron. Mater. 2019, 1, 1718–1734. [Google Scholar] [CrossRef]
- You, X.; Yang, J.; Feng, Q.; Huang, K.; Zhou, H.; Hu, J.; Dong, S. Three-dimensional graphene-based materials by direct ink writing method for lightweight application. Int. J. Lightw. Mater. Manuf. 2018, 1, 96–101. [Google Scholar] [CrossRef]
- Yuk, H.; Lu, B.; Lin, S.; Qu, K.; Xu, J.; Luo, J.; Zhao, X. 3D printing of conducting polymers. Nat. Commun. 2020, 11, 1604. [Google Scholar] [CrossRef]
- Shim, Y.H.; Ahn, H.; Lee, S.; Kim, S.O.; Kim, S.Y. Universal alignment of graphene oxide in suspensions and fibers. ACS Nano 2021, 15, 13453–13462. [Google Scholar] [CrossRef]
- Tran, T.S.; Balu, R.; Mata, J.; Dutta, N.K.; Choudhury, N.R. 3D printed graphene aerogels using conductive nanofibrillar network formulation. Nano Trends 2023, 2, 100011. [Google Scholar] [CrossRef]
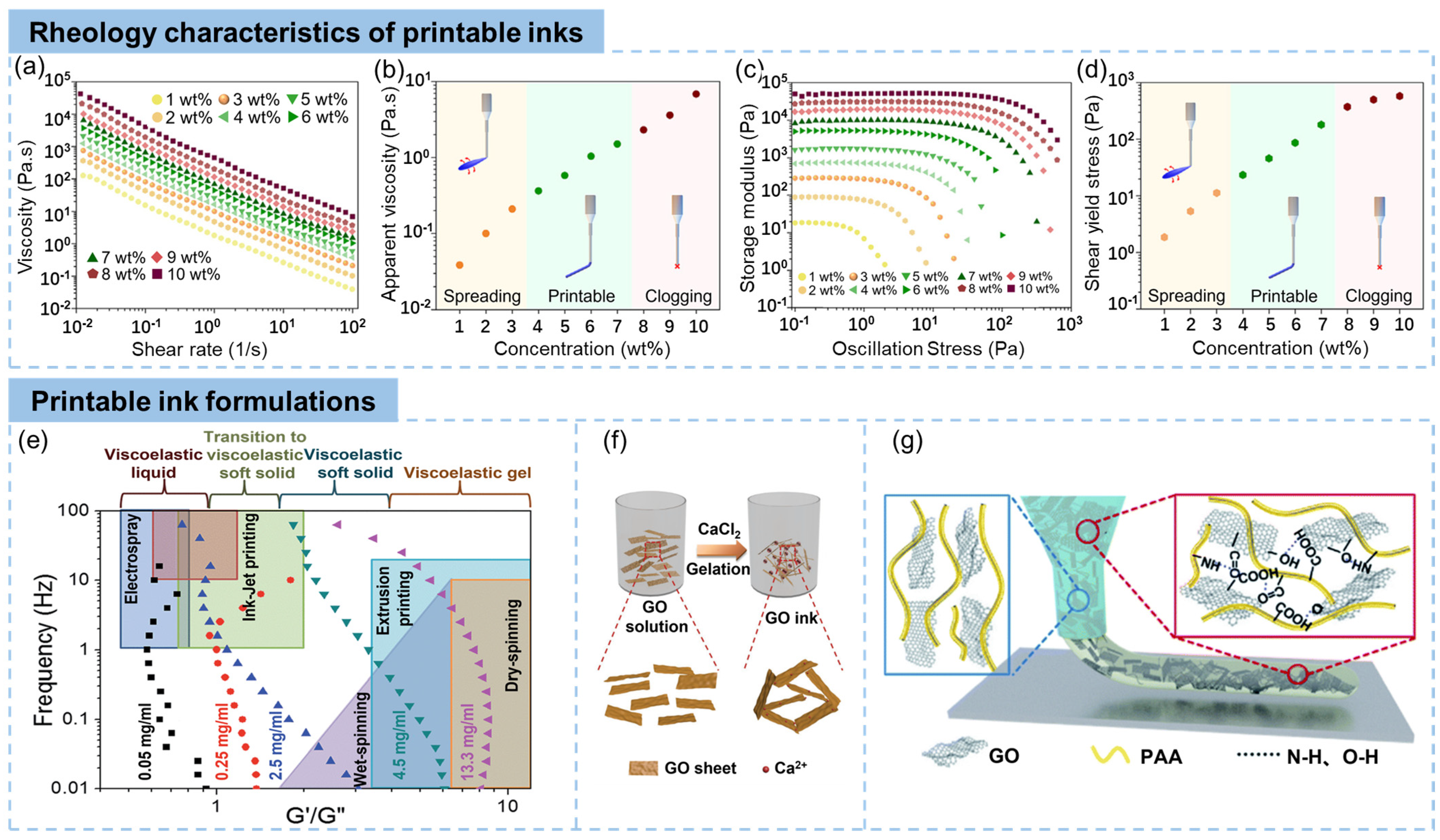
- Naficy, S.; Jalili, R.; Aboutalebi, S.H.; Gorkin, R.A., III; Konstantinov, K.; Innis, P.C.; Spinks, G.M.; Poulin, P.; Wallace, G. Graphene oxide dispersions: Tuning rheology to enable fabrication. Mater. Horiz. 2014, 1, 326–331. [Google Scholar] [CrossRef]
- Jiang, Y.; Xu, Z.; Huang, T.; Liu, Y.; Guo, F.; Xi, J.; Gao, W.; Gao, C. Direct 3D printing of ultralight graphene oxide aerogel microlattices. Adv. Funct. Mater. 2018, 28, 1707024. [Google Scholar] [CrossRef]
- Yuan, S.; Fan, W.; Wang, D.; Zhang, L.; Miao, Y.-E.; Lai, F.; Liu, T. 3D printed carbon aerogel microlattices for customizable supercapacitors with high areal capacitance. J. Mater. Chem. A 2021, 9, 423–432. [Google Scholar] [CrossRef]
- Jiang, Y.; Guo, F.; Liu, Y.; Xu, Z.; Gao, C. Three-dimensional printing of graphene-based materials for energy storage and conversion. SusMat 2021, 1, 304–323. [Google Scholar] [CrossRef]
- Smay, J.E.; Cesarano, J.; Lewis, J.A. Colloidal inks for directed assembly of 3-D periodic structures. Langmuir 2002, 18, 5429–5437. [Google Scholar] [CrossRef]
- M’barki, A.; Bocquet, L.; Stevenson, A. Linking rheology and printability for dense and strong ceramics by direct ink writing. Sci. Rep. 2017, 7, 6017. [Google Scholar] [CrossRef]
- Vallés, C.; Young, R.J.; Lomax, D.J.; Kinloch, I.A. The rheological behaviour of concentrated dispersions of graphene oxide. J. Mater. Sci. 2014, 49, 6311–6320. [Google Scholar] [CrossRef]
- Zhou, B.; Chen, Z.; Cheng, Q.; Xiao, M.; Bae, G.; Liang, D.; Hasan, T. Controlling surface porosity of graphene-based printed aerogels. NPJ 2D Mater. Appl. 2022, 6, 34. [Google Scholar] [CrossRef]
- Ma, J.; Wang, P.; Dong, L.; Ruan, Y.; Lu, H. Highly conductive, mechanically strong graphene monolith assembled by three-dimensional printing of large graphene oxide. J. Colloid Interface Sci. 2019, 534, 12–19. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, S.; Li, P.; Rajendran, S.; Xu, Z.; Liu, S.; Guo, F.; He, Y.; Li, Z.; Xu, Z. Conformational phase map of two-dimensional macromolecular graphene oxide in solution. Matter 2020, 3, 230–245. [Google Scholar] [CrossRef]
- Tang, X.; Zhou, H.; Cai, Z.; Cheng, D.; He, P.; Xie, P.; Zhang, D.; Fan, T. Generalized 3D printing of graphene-based mixed-dimensional hybrid aerogels. ACS Nano 2018, 12, 3502–3511. [Google Scholar] [CrossRef]
- Song, F.; Niu, Y.; Wang, N.; Chen, W.; Xie, W.; Liu, B. Fabrication of three-dimensional printed hybrid graphene oxide/calcium alginate network by 3D printing technology with outstanding U (VI) recycling capacity in acidic solution. Chem. Eng. J. 2023, 457, 141245. [Google Scholar] [CrossRef]
- Han, S.-C.; Quan, J.-L.; Zhou, F.-G.; Xue, Y.-H.; Li, N.; Li, F.-Y.; Wang, D. 3D printing of architectured graphene-based aerogels by cross-linking GO inks with adjustable viscoelasticity for energy storage devices. Rare Met. 2023, 42, 971–981. [Google Scholar] [CrossRef]
- García-Tuñon, E.; Barg, S.; Franco, J.; Bell, R.; Eslava, S.; D’Elia, E.; Maher, R.C.; Guitian, F.; Saiz, E. Printing in three dimensions with graphene. Adv. Mater. 2015, 27, 1688–1693. [Google Scholar] [CrossRef]
- Wang, F.; Jiang, Y.; Liu, Y.; Guo, F.; Fang, W.; Xu, Z.; Gao, C. Liquid crystalline 3D printing for superstrong graphene microlattices with high density. Carbon 2020, 159, 166–174. [Google Scholar] [CrossRef]
- Gamba, L.; Johnson, Z.T.; Atterberg, J.; Diaz-Arauzo, S.; Downing, J.R.; Claussen, J.C.; Hersam, M.C.; Secor, E.B. Systematic design of a hraphene ink formulation for aerosol jet printing. ACS Appl. Mater. Interfaces 2023, 15, 3325–3335. [Google Scholar] [CrossRef] [PubMed]
- Wajahat, M.; Kim, J.H.; Ahn, J.; Lee, S.; Bae, J.; Pyo, J.; Seol, S.K. 3D printing of Fe3O4 functionalized graphene-polymer (FGP) composite microarchitectures. Carbon 2020, 167, 278–284. [Google Scholar] [CrossRef]
- Chandrasekaran, S.; Feaster, J.; Ynzunza, J.; Li, F.; Wang, X.; Nelson, A.J.; Worsley, M.A. Three-dimensional printed MoS2/graphene aerogel electrodes for hydrogen evolution reactions. ACS Mater. Au 2022, 2, 596–601. [Google Scholar] [CrossRef]
- Wang, B.; Chen, X.; Ahmad, Z.; Huang, J.; Chang, M.-W. 3D electrohydrodynamic printing of highly aligned dual-core graphene composite matrices. Carbon 2019, 153, 285–297. [Google Scholar] [CrossRef]
- Tran, T.S.; Dutta, N.K.; Choudhury, N.R. Poly (ionic liquid)-stabilized graphene nanoinks for scalable 3D printing of graphene aerogels. ACS Appl. Nano Mater. 2020, 3, 11608–11619. [Google Scholar] [CrossRef]
- Zhang, Q.; Zhang, F.; Medarametla, S.P.; Li, H.; Zhou, C.; Lin, D. 3D printing of graphene aerogels. Small 2016, 12, 1702–1708. [Google Scholar] [CrossRef]
- Tagliaferri, S.; Panagiotopoulos, A.; Mattevi, C. Direct ink writing of energy materials. Mater. Adv. 2021, 2, 540–563. [Google Scholar] [CrossRef]
- Huang, K.; Yang, J.; Dong, S.; Feng, Q.; Zhang, X.; Ding, Y.; Hu, J. Anisotropy of graphene scaffolds assembled by three-dimensional printing. Carbon 2018, 130, 1–10. [Google Scholar] [CrossRef]
- Xu, Z.; Gao, C. Graphene fiber: A new trend in carbon fibers. Mater. Today 2015, 18, 480–492. [Google Scholar] [CrossRef]
- Wang, Z.; Gao, W.; Zhang, Q.; Zheng, K.; Xu, J.; Xu, W.; Shang, E.; Jiang, J.; Zhang, J.; Liu, Y. 3D-printed graphene/polydimethylsiloxane composites for stretchable and strain-insensitive temperature sensors. ACS Appl. Mater. Interfaces 2018, 11, 1344–1352. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.H.; Chang, W.S.; Kim, D.; Yang, J.R.; Han, J.T.; Lee, G.W.; Kim, J.T.; Seol, S.K. 3D printing of reduced graphene oxide nanowires. Adv. Mater. 2015, 27, 157–161. [Google Scholar] [CrossRef] [PubMed]
- Sun, H.; Xu, Z.; Gao, C. Multifunctional, ultra-flyweight, synergistically assembled carbon aerogels. Adv. Mater. 2013, 25, 2554–2560. [Google Scholar] [CrossRef] [PubMed]
- Penumakala, P.K.; Santo, J.; Thomas, A. A critical review on the fused deposition modeling of thermoplastic polymer composites. Compos. Part B Eng. 2020, 201, 108336. [Google Scholar] [CrossRef]
- Stefano, J.S.; Kalinke, C.; da Rocha, R.G.; Rocha, D.P.; da Silva, V.A.O.P.; Bonacin, J.A.; Angnes, L.; Richter, E.M.; Janegitz, B.C.; Muñoz, R.A.A. Electrochemical (bio) sensors enabled by fused deposition modeling-based 3D printing: A guide to selecting designs, printing parameters, and post-treatment protocols. Anal. Chem. 2022, 94, 6417–6429. [Google Scholar] [CrossRef]
- Gnanasekaran, K.; Heijmans, T.; Van Bennekom, S.; Woldhuis, H.; Wijnia, S.; De With, G.; Friedrich, H. 3D printing of CNT-and graphene-based conductive polymer nanocomposites by fused deposition modeling. Appl. Mater. Today 2017, 9, 21–28. [Google Scholar] [CrossRef]
- Dul, S.; Fambri, L.; Pegoretti, A. Fused deposition modelling with ABS-graphene nanocomposites. Compos. Part A Appl. Sci. Manuf. 2016, 85, 181–191. [Google Scholar] [CrossRef]
- Baran, E.H.; Erbil, H.Y. Surface modification of 3D printed PLA objects by fused deposition modeling: A review. Colloids Interfaces 2019, 3, 43. [Google Scholar] [CrossRef]
- Srinivasan, R.; Ruban, W.; Deepanraj, A.; Bhuvanesh, R.; Bhuvanesh, T. Effect on infill density on mechanical properties of PETG part fabricated by fused deposition modelling. Mater. Today Proc. 2020, 27, 1838–1842. [Google Scholar] [CrossRef]
- Hill, N.; Haghi, M. Deposition direction-dependent failure criteria for fused deposition modeling polycarbonate. Rapid Prototyp. J. 2014, 20, 221–227. [Google Scholar] [CrossRef]
- Rajpurohit, S.R.; Dave, H.K. Fused deposition modeling using graphene/PLA nano-composite filament. Int. J. Mod. Manuf. Technol. 2019, 6, 2067–3604. [Google Scholar]
- Kim, H.; Lee, S. Characterization of electrical heating of graphene/PLA honeycomb structure composite manufactured by CFDM 3D printer. Fash. Text. 2020, 7, 1–18. [Google Scholar] [CrossRef]
- Butt, J.; Bhaskar, R.; Mohaghegh, V. Non-destructive and destructive testing to analyse the effects of processing parameters on the tensile and flexural properties of FFF-printed graphene-enhanced PLA. J. Compos. Sci. 2022, 6, 148. [Google Scholar] [CrossRef]
- García, E.; Núñez, P.; Chacón, J.; Caminero, M.; Kamarthi, S. Comparative study of geometric properties of unreinforced PLA and PLA-Graphene composite materials applied to additive manufacturing using FFF technology. Polym. Test. 2020, 91, 106860. [Google Scholar] [CrossRef]
- Kristiawan, R.B.; Imaduddin, F.; Ariawan, D.; Ubaidillah; Arifin, Z. A review on the fused deposition modeling (FDM) 3D printing: Filament processing, materials, and printing parameters. Open Eng. 2021, 11, 639–649. [Google Scholar] [CrossRef]
- Jeon, H.; Kim, Y.; Yu, W.-R.; Lee, J.U. Exfoliated graphene/thermoplastic elastomer nanocomposites with improved wear properties for 3D printing. Compos. Part B Eng. 2020, 189, 107912. [Google Scholar] [CrossRef]
- Liang, L.; Huang, T.; Yu, S.; Cao, W.; Xu, T. Study on 3D printed graphene/carbon fiber multi-scale reinforced PLA composites. Mater. Lett. 2021, 300, 130173. [Google Scholar] [CrossRef]
- Masarra, N.-A.; Batistella, M.; Quantin, J.-C.; Regazzi, A.; Pucci, M.F.; El Hage, R.; Lopez-Cuesta, J.-M. Fabrication of PLA/PCL/graphene nanoplatelet (GNP) electrically conductive circuit using the fused filament fabrication (FFF) 3D printing technique. Materials 2022, 15, 762. [Google Scholar] [CrossRef]
- Ivanov, E.; Kotsilkova, R.; Xia, H.; Chen, Y.; Donato, R.K.; Donato, K.; Godoy, A.P.; Di Maio, R.; Silvestre, C.; Cimmino, S. PLA/Graphene/MWCNT composites with improved electrical and thermal properties suitable for FDM 3D printing applications. Appl. Sci. 2019, 9, 1209. [Google Scholar] [CrossRef]
- Thomas, D. Enhancing the electrical and mechanical properties of graphene nanoplatelet composites for 3D printed microsatellite structures. Addit. Manuf. 2021, 47, 102215. [Google Scholar] [CrossRef]
- Aumnate, C.; Pongwisuthiruchte, A.; Pattananuwat, P.; Potiyaraj, P. Fabrication of ABS/graphene oxide composite filament for fused filament fabrication (FFF) 3D printing. Adv. Mater. Sci. Eng. 2018, 2018, 1–9. [Google Scholar] [CrossRef]
- Qian, Y.; Li, C.; Qi, Y.; Zhong, J. 3D printing of graphene oxide composites with well controlled alignment. Carbon 2021, 171, 777–784. [Google Scholar] [CrossRef]
- Guo, H.; Zhao, H.; Niu, H.; Ren, Y.; Fang, H.; Fang, X.; Lv, R.; Maqbool, M.; Bai, S. Highly thermally conductive 3D printed graphene filled polymer composites for scalable thermal management applications. ACS Nano 2021, 15, 6917–6928. [Google Scholar] [CrossRef] [PubMed]
- Jing, J.; Chen, Y.; Shi, S.; Yang, L.; Lambin, P. Facile and scalable fabrication of highly thermal conductive polyethylene/graphene nanocomposites by combining solid-state shear milling and FDM 3D-printing aligning methods. Chem. Eng. J. 2020, 402, 126218. [Google Scholar] [CrossRef]
- Wei, X.; Li, D.; Jiang, W.; Gu, Z.; Wang, X.; Zhang, Z.; Sun, Z. 3D printable graphene composite. Sci. Rep. 2015, 5, 1–7. [Google Scholar] [CrossRef] [PubMed]
- Serdeczny, M.P.; Comminal, R.; Pedersen, D.B.; Spangenberg, J. Experimental validation of a numerical model for the strand shape in material extrusion additive manufacturing. Addit. Manuf. 2018, 24, 145–153. [Google Scholar] [CrossRef]
- Sanchez, O.U.; Besharatloo, H.; Yus, J.; Sanchez-Herencia, A.J.; Ferrari, B. Material thermal extrusion of conductive 3D electrodes using highly loaded graphene and graphite colloidal feedstock. Addit. Manuf. 2023, 72, 103643. [Google Scholar] [CrossRef]
- Shmueli, Y.; Lin, Y.-C.; Zuo, X.; Guo, Y.; Lee, S.; Freychet, G.; Zhernenkov, M.; Kim, T.; Tannenbaum, R.; Marom, G. In-situ X-ray scattering study of isotactic polypropylene/graphene nanocomposites under shear during fused deposition modeling 3D printing. Compos. Sci. Technol. 2020, 196, 108227. [Google Scholar] [CrossRef]
- Arif, M.; Alhashmi, H.; Varadarajan, K.; Koo, J.H.; Hart, A.; Kumar, S. Multifunctional performance of carbon nanotubes and graphene nanoplatelets reinforced PEEK composites enabled via FFF additive manufacturing. Compos. Part B Eng. 2020, 184, 107625. [Google Scholar] [CrossRef]
- Haque, M.E.; Banerjee, D.; Mishra, S.B.; Nanda, B.K. A numerical approach to measure the surface roughness of FDM build part. Mater. Today Proc. 2019, 18, 5523–5529. [Google Scholar] [CrossRef]
- Barrios, J.M.; Romero, P.E. Improvement of surface roughness and hydrophobicity in PETG parts manufactured via fused deposition modeling (FDM): An application in 3D printed self-cleaning parts. Materials 2019, 12, 2499. [Google Scholar] [CrossRef] [PubMed]
- Ramírez-Soria, E.-H.; Bonilla-Cruz, J.; Flores-Amaro, M.G.; García, V.J.; Lara-Ceniceros, T.E.; Longoria-Rodríguez, F.E.; Elizondo, P.; Advincula, R.C. On the effect of ultralow loading of microwave-assisted bifunctionalized graphene oxide in stereolithographic 3D-printed nanocomposites. ACS Appl. Mater. Interfaces 2020, 12, 49061–49072. [Google Scholar] [CrossRef] [PubMed]
- Melchels, F.P.; Feijen, J.; Grijpma, D.W. A review on stereolithography and its applications in biomedical engineering. Biomaterials 2010, 31, 6121–6130. [Google Scholar] [CrossRef]
- Zakeri, S.; Vippola, M.; Levänen, E. A comprehensive review of the photopolymerization of ceramic resins used in stereolithography. Addit. Manuf. 2020, 35, 101177. [Google Scholar] [CrossRef]
- Jirků, P.; Urban, J.; Müller, M.; Kolář, V.; Chandan, V.; Svobodová, J.; Mishra, R.K.; Jamshaid, H. Evaluation of mechanical properties and filler interaction in the field of SLA polymeric additive manufacturing. Materials 2023, 16, 4955. [Google Scholar] [CrossRef]
- Guo, B.; Ji, X.; Wang, W.; Chen, X.; Wang, P.; Wang, L.; Bai, J. Highly flexible, thermally stable, and static dissipative nanocomposite with reduced functionalized graphene oxide processed through 3D printing. Compos. Part B Eng. 2021, 208, 108598. [Google Scholar] [CrossRef]
- Lin, D.; Jin, S.; Zhang, F.; Wang, C.; Wang, Y.; Zhou, C.; Cheng, G.J. 3D stereolithography printing of graphene oxide reinforced complex architectures. Nanotechnology 2015, 26, 434003. [Google Scholar] [CrossRef]
- Markandan, K.; Seetoh, I.P.; Lai, C.Q. Mechanical anisotropy of graphene nanocomposites induced by graphene alignment during stereolithography 3D printing. J. Mater. Res. 2021, 36, 4262–4274. [Google Scholar] [CrossRef]
- Markandan, K.; Lai, C.Q. Enhanced mechanical properties of 3D printed graphene-polymer composite lattices at very low graphene concentrations. Compos. Part A Appl. Sci. Manuf. 2020, 129, 105726. [Google Scholar] [CrossRef]
- Chiappone, A.; Roppolo, I.; Naretto, E.; Fantino, E.; Calignano, F.; Sangermano, M.; Pirri, F. Study of graphene oxide-based 3D printable composites: Effect of the in situ reduction. Compos. Part B Eng. 2017, 124, 9–15. [Google Scholar] [CrossRef]
- Palaganas, J.O.; Palaganas, N.B.; Ramos, L.J.I.; David, C.P.C. 3D printing of covalent functionalized graphene oxide nanocomposite via stereolithography. ACS Appl. Mater. Interfaces 2019, 11, 46034–46043. [Google Scholar] [CrossRef] [PubMed]
- Feng, Z.; Li, Y.; Hao, L.; Yang, Y.; Tang, T.; Tang, D.; Xiong, W. Graphene-reinforced biodegradable resin composites for stereolithographic 3D printing of bone structure scaffolds. J. Nanomater. 2019, 2019, 1–13. [Google Scholar] [CrossRef]
- Xiao, R.; Ding, M.; Wang, Y.; Gao, L.; Fan, R.; Lu, Y. Stereolithography (SLA) 3D printing of carbon fiber-graphene oxide (CF-GO) reinforced polymer lattices. Nanotechnology 2021, 32, 235702. [Google Scholar] [CrossRef] [PubMed]
- Tsang, C.H.A.; Zhakeyev, A.; Leung, D.Y.; Xuan, J. GO-modified flexible polymer nanocomposites fabricated via 3D stereolithography. Front. Chem. Sci. Eng. 2019, 13, 736–743. [Google Scholar] [CrossRef]
- Li, W.; Wang, M.; Ma, H.; Chapa-Villarreal, F.A.; Lobo, A.O.; Zhang, Y.S. Stereolithography apparatus and digital light processing-based 3D bioprinting for tissue fabrication. iScience 2023, 26, 106039. [Google Scholar] [CrossRef]
- Peng, X.; Kuang, X.; Roach, D.J.; Wang, Y.; Hamel, C.M.; Lu, C.; Qi, H.J. Integrating digital light processing with direct ink writing for hybrid 3D printing of functional structures and devices. Addit. Manuf. 2021, 40, 101911. [Google Scholar] [CrossRef]
- Xue, J.; Gao, L.; Hu, X.; Cao, K.; Zhou, W.; Wang, W.; Lu, Y. Stereolithographic 3D printing-based hierarchically cellular lattices for high-performance quasi-solid supercapacitor. Nano-Micro Lett. 2019, 11, 1–13. [Google Scholar] [CrossRef]
- Younes, H.; Kuang, X.; Lou, D.; DeVries, B.; Rahman, M.M.; Hong, H. Magnetic-field-assisted DLP stereolithography for controlled production of highly aligned 3D printed polymer-Fe3O4@graphene nanocomposites. Mater. Res. Bull. 2022, 154, 111938. [Google Scholar] [CrossRef]
- Zhao, Z.; Tian, X.; Song, X. Engineering materials with light: Recent progress in digital light processing based 3D printing. J. Mater. Chem. C 2020, 8, 13896–13917. [Google Scholar] [CrossRef]
- Tilve-Martinez, D.; Neri, W.; Horaud, D.; Vukadinovic, N.; Berton, B.; Desmedt, A.; Yuan, J.; Poulin, P. Graphene oxide based transparent resins for accurate 3D printing of conductive materials. Adv. Funct. Mater. 2023, 33, 2214954. [Google Scholar] [CrossRef]
- Zhou, J.; Wu, X.; Chen, Y.; Yang, C.; Yang, R.; Tan, J.; Liu, Y.; Qiu, L.; Cheng, H.M. 3D printed template-directed assembly of multiscale graphene structures. Adv. Funct. Mater. 2022, 32, 2105879. [Google Scholar] [CrossRef]
- Kidalov, S.; Voznyakovskii, A.; Vozniakovskii, A.; Titova, S.; Auchynnikau, Y. The effect of few-layer graphene on the complex of hardness, strength, and thermo physical properties of polymer composite materials produced by digital light processing (DLP) 3D printing. Materials 2023, 16, 1157. [Google Scholar] [CrossRef] [PubMed]
- Mamatha, S.; Biswas, P.; Johnson, R. Digital light processing of ceramics: An overview on process, materials and challenges. Prog. Addit. Manuf. 2022, 8, 1–20. [Google Scholar] [CrossRef]
- Chaudhary, R.; Fabbri, P.; Leoni, E.; Mazzanti, F.; Akbari, R.; Antonini, C. Additive manufacturing by digital light processing: A review. Prog. Addit. Manuf. 2023, 8, 331–351. [Google Scholar] [CrossRef]
- Joo, H.; Cho, S. Comparative studies on polyurethane composites filled with polyaniline and graphene for DLP-type 3D printing. Polymers 2020, 12, 67. [Google Scholar] [CrossRef]
- Qian, C.; Xiao, T.; Chen, Y.; Wang, N.; Li, B.; Gao, Y. 3D printed reduced graphene oxide/elastomer resin composite with structural modulated sensitivity for flexible strain sensor. Adv. Eng. Mater. 2022, 24, 2101068. [Google Scholar] [CrossRef]
- Zhang, G.; Song, D.; Jiang, J.; Li, W.; Huang, H.; Yu, Z.; Peng, Z.; Zhu, X.; Wang, F.; Lan, H. Electrically assisted continuous vat photopolymerization 3D printing for fabricating high-performance ordered graphene/polymer composites. Compos. Part B Eng. 2023, 250, 110449. [Google Scholar] [CrossRef]
- Zuo, Y.; Yao, Z.; Lin, H.; Zhou, J.; Lu, J.; Ding, J. Digital light processing 3D printing of graphene/carbonyl iron/polymethyl methacrylate nanocomposites for efficient microwave absorption. Compos. Part B Eng. 2019, 179, 107533. [Google Scholar] [CrossRef]
- Schleifer, S.L.; Regev, O. Additive manufacturing of anisotropic graphene-based composites for thermal management applications. Addit. Manuf. 2023, 70, 103567. [Google Scholar] [CrossRef]
- Yap, C.Y.; Chua, C.K.; Dong, Z.L.; Liu, Z.H.; Zhang, D.Q.; Loh, L.E.; Sing, S.L. Review of selective laser melting: Materials and applications. Appl. Phys. Rev. 2015, 2, 041101. [Google Scholar] [CrossRef]
- Yan, M.; Tian, X.; Peng, G.; Li, D.; Zhang, X. High temperature rheological behavior and sintering kinetics of CF/PEEK composites during selective laser sintering. Compos. Sci. Technol. 2018, 165, 140–147. [Google Scholar] [CrossRef]
- Wang, Y.; Shen, J.; Yan, M.; Tian, X. Poly ether ether ketone and its composite powder prepared by thermally induced phase separation for high temperature selective laser sintering. Mater. Des. 2021, 201, 109510. [Google Scholar] [CrossRef]
- Shuai, C.; Zeng, Z.; Yang, Y.; Qi, F.; Peng, S.; Yang, W.; He, C.; Wang, G.; Qian, G. Design, Graphene oxide assists polyvinylidene fluoride scaffold to reconstruct electrical microenvironment of bone tissue. Materials 2020, 190, 108564. [Google Scholar]
- Liu, F.; Gao, Y.; Wang, G.; Wang, D.; Wang, Y.; He, M.; Ding, X.; Duan, H.; Luo, S. Laser-induced graphene enabled additive manufacturing of multifunctional 3D architectures with freeform structures. Adv. Sci. 2023, 10, 2204990. [Google Scholar] [CrossRef]
- Ronca, A.; Rollo, G.; Cerruti, P.; Fei, G.; Gan, X.; Buonocore, G.G.; Lavorgna, M.; Xia, H.; Silvestre, C.; Ambrosio, L. Selective laser sintering fabricated thermoplastic polyurethane/graphene cellular structures with tailorable properties and high strain sensitivity. Appl. Sci. 2019, 9, 864. [Google Scholar] [CrossRef]
- Shen, H.; Wu, W.; Hu, H.; Rui, Z.; Ye, J.; Zhang, C. Preparation of carbon black/graphene nanosheets/PP composites with 3D separated conductive networks based on selective laser sintering. Polym. Compos. 2023, 44, 3522–3534. [Google Scholar] [CrossRef]
- Hong, R.; Zhao, Z.; Leng, J.; Wu, J.; Zhang, J. Two-step approach based on selective laser sintering for high performance carbon black/polyamide 12 composite with 3D segregated conductive network. Compos. Part B Eng. 2019, 176, 107214. [Google Scholar] [CrossRef]
- de Leon, A.C.; Rodier, B.J.; Bajamundi, C.; Espera, A., Jr.; Wei, P.; Kwon, J.G.; Williams, J.; Ilijasic, F.; Advincula, R.C.; Pentzer, E. Plastic metal-free electric motor by 3D printing of graphene-polyamide powder. ACS Appl. Energy Mater. 2018, 1, 1726–1733. [Google Scholar] [CrossRef]
- Meng, Q.; Song, X.; Han, S.; Abbassi, F.; Zhou, Z.; Wu, B.; Wang, X.; Araby, S. Mechanical and functional properties of polyamide/graphene nanocomposite prepared by chemicals free-approach and selective laser sintering. Compos. Commun. 2022, 36, 101396. [Google Scholar] [CrossRef]
- Song, S.; Li, Y.; Wang, Q.; Zhang, C. Boosting piezoelectric performance with a new selective laser sintering 3D printable PVDF/graphene nanocomposite. Compos. Part A Appl. Sci. Manuf. 2021, 147, 106452. [Google Scholar] [CrossRef]
- Chyan, Y.; Ye, R.; Li, Y.; Singh, S.P.; Arnusch, C.J.; Tour, J.M. Laser-induced graphene by multiple lasing: Toward electronics on cloth, paper, and food. ACS Nano 2018, 12, 2176–2183. [Google Scholar] [CrossRef] [PubMed]
- Ye, R.; James, D.K.; Tour, J.M. Laser-induced graphene: From discovery to translation. Adv. Mater. 2019, 31, 1803621. [Google Scholar] [CrossRef]
- Mei, S.; Zhang, X.; Ding, B.; Wang, J.; Yang, P.; She, H.; Cui, Z.; Liu, M.; Pang, X.; Fu, P. 3D-Printed thermoplastic polyurethane/graphene composite with porous segregated structure: Toward ultralow percolation threshold and great strain sensitivity. J. Appl. Polym. Sci. 2021, 138, 50168. [Google Scholar] [CrossRef]
- Tetik, H.; Wang, Y.; Sun, X.; Cao, D.; Shah, N.; Zhu, H.; Qian, F.; Lin, D. Additive manufacturing of 3D aerogels and porous scaffolds: A review. Adv. Funct. Mater. 2021, 31, 2103410. [Google Scholar] [CrossRef]
- Guo, F.; Jiang, Y.; Xu, Z.; Xiao, Y.; Fang, B.; Liu, Y.; Gao, W.; Zhao, P.; Wang, H.; Gao, C. Highly stretchable carbon aerogels. Nat. Commun. 2018, 9, 881. [Google Scholar] [CrossRef]
- Yao, B.; Chandrasekaran, S.; Zhang, J.; Xiao, W.; Qian, F.; Zhu, C.; Duoss, E.B.; Spadaccini, C.M.; Worsley, M.A.; Li, Y. Efficient 3D printed pseudocapacitive electrodes with ultrahigh MnO2 loading. Joule 2019, 3, 459–470. [Google Scholar] [CrossRef]
- Novotný, F.; Urbanová, V.; Plutnar, J.; Pumera, M. Preserving fine structure details and dramatically enhancing electron transfer rates in graphene 3D-printed electrodes via thermal annealing: Toward nitroaromatic explosives sensing. ACS Appl. Mater. Interfaces 2019, 11, 35371–35375. [Google Scholar] [CrossRef]
- Chohan, J.S.; Singh, R.; Boparai, K.S. Vapor smoothing process for surface finishing of FDM replicas. Mater. Today Proc. 2020, 26, 173–179. [Google Scholar] [CrossRef]
- Paolucci, F.; van Mook, M.; Govaert, L.; Peters, G. Influence of post-condensation on the crystallization kinetics of PA12: From virgin to reused powder. Polymer 2019, 175, 161–170. [Google Scholar] [CrossRef]
- Yuan, S.; Zheng, Y.; Chua, C.K.; Yan, Q.; Zhou, K. Electrical and thermal conductivities of MWCNT/polymer composites fabricated by selective laser sintering. Compos. Part A Appl. Sci. Manuf. 2018, 105, 203–213. [Google Scholar] [CrossRef]
- Li, Y.; Feng, Z.; Huang, L.; Essa, K.; Bilotti, E.; Zhang, H.; Peijs, T.; Hao, L. Additive manufacturing high performance graphene-based composites: A review. Compos. Part A Appl. Sci. Manuf. 2019, 124, 105483. [Google Scholar] [CrossRef]
- Raza, W.; Ali, F.; Raza, N.; Luo, Y.; Kim, K.-H.; Yang, J.; Kumar, S.; Mehmood, A.; Kwon, E.E. Recent advancements in supercapacitor technology. Nano Energy 2018, 52, 441–473. [Google Scholar]
- Xiong, Z.; Liao, C.; Han, W.; Wang, X. Mechanically tough large-area hierarchical porous graphene films for high-performance flexible supercapacitor applications. Adv. Mater. 2015, 27, 4469–4475. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Peng, W.; Cao, Y.; Wang, W.; Teng, D.; Huang, Y.; Fan, G. 3D graphene-based active electrodes with large areal capacitance by modified direct ink writing method. Colloids Surf. A 2023, 671, 131603. [Google Scholar] [CrossRef]
- Tang, X.; Zhu, C.; Cheng, D.; Zhou, H.; Liu, X.; Xie, P.; Zhao, Q.; Zhang, D.; Fan, T. Architectured leaf-inspired Ni0.33Co0.66S2/graphene aerogels via 3D printing for high-performance energy storage. Adv. Funct. Mater. 2018, 28, 1805057. [Google Scholar] [CrossRef]
- Zhang, Y.; Song, Y.; Shi, Y.; Wang, Y.; Wang, X.; Shi, X.; Tang, C.; Liu, J.; Wang, G.; Tan, Q. High-performance all-solid-state microsupercapacitors from 3D printing structure-engineered graphene-carbon sphere electrodes. Appl. Surf. Sci. 2022, 597, 153730. [Google Scholar] [CrossRef]
- Yang, H.; Wang, H.; Li, W.; Tian, B.; Xu, T.; Kong, D.; Huang, S.; Liu, K.; Li, X.; Yang, H.Y. A simple and effective host for sodium metal anode: A 3D-printed high pyrrolic-N doped graphene microlattice aerogel. J. Mater. Chem. A 2022, 10, 16842–16852. [Google Scholar] [CrossRef]
- Li, G.; Mo, X.; Law, W.-C.; Chan, K.C. 3D printed graphene/nickel electrodes for high areal capacitance electrochemical storage. J. Mater. Chem. A 2019, 7, 4055–4062. [Google Scholar] [CrossRef]
- Zhao, Y.; Liu, F.; Zhao, Z.; Bai, P.; Ma, Y.; Alhadhrami, A.; Mersal, G.A.; Lin, Z.; Ibrahim, M.M.; El-Bahy, Z.M. Direct ink printing reduced graphene oxide/KCu7S4 electrodes for high-performance supercapacitors. Adv. Compos. Hybrid Mater. 2022, 5, 1516–1526. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, Q.E.; Long, S.; Luo, Y.; Yu, P.; Tan, Z.; Bai, J.; Qu, B.; Yang, Y.; Shi, J. Three-dimensional printing of polyaniline/reduced graphene oxide composite for high-performance planar supercapacitor. ACS Appl. Mater. Interfaces 2018, 10, 10437–10444. [Google Scholar] [CrossRef] [PubMed]
- Chandrasekaran, S.; Yao, B.; Liu, T.; Xiao, W.; Song, Y.; Qian, F.; Zhu, C.; Duoss, E.B.; Spadaccini, C.M.; Li, Y. Direct ink writing of organic and carbon aerogels. Mater. Horiz. 2018, 5, 1166–1175. [Google Scholar] [CrossRef]
- Batista, M.D.R.; Chandrasekaran, S.; Moran, B.D.; de Troya, M.S.; Pinongcos, A.; Wang, Z.; Hensleigh, R.; Carleton, A.; Zeng, M.; Roy, T. Design and additive manufacturing of optimized electrodes for energy storage applications. Carbon 2023, 205, 262–269. [Google Scholar] [CrossRef]
- Zhu, C.; Liu, T.; Qian, F.; Han, T.Y.-J.; Duoss, E.B.; Kuntz, J.D.; Spadaccini, C.M.; Worsley, M.A.; Li, Y. Supercapacitors based on three-dimensional hierarchical graphene aerogels with periodic macropores. Nano Lett. 2016, 16, 3448–3456. [Google Scholar] [CrossRef] [PubMed]
- Yao, B.; Chandrasekaran, S.; Zhang, H.; Ma, A.; Kang, J.; Zhang, L.; Lu, X.; Qian, F.; Zhu, C.; Duoss, E.B. 3D-printed structure boosts the kinetics and intrinsic capacitance of pseudocapacitive graphene aerogels. Adv. Mater. 2020, 32, 1906652. [Google Scholar] [CrossRef]
- Kumar, S.; Goswami, M.; Singh, N.; Soni, P.; Sathish, N.; Kumar, S. Pristine graphene-ink for 3D-printed flexible solid-state supercapacitor. Carbon Lett. 2022, 32, 979–985. [Google Scholar] [CrossRef]
- Zhou, F.; Han, S.; Qian, Q.; Zhu, Y. 3D printing of free-standing and flexible nitrogen doped graphene/polyaniline electrode for electrochemical energy storage. Chem. Phys. Lett. 2019, 728, 6–13. [Google Scholar] [CrossRef]
- Brown, E.; Yan, P.; Tekik, H.; Elangovan, A.; Wang, J.; Lin, D.; Li, J. 3D printing of hybrid MoS2-graphene aerogels as highly porous electrode materials for sodium ion battery anodes. Mater. Des. 2019, 170, 107689. [Google Scholar] [CrossRef]
- Qiao, Y.; Liu, Y.; Chen, C.; Xie, H.; Yao, Y.; He, S.; Ping, W.; Liu, B.; Hu, L. 3D-printed graphene oxide framework with thermal shock synthesized nanoparticles for Li-CO2 batteries. Adv. Funct. Mater. 2018, 28, 1805899. [Google Scholar] [CrossRef]
- Lacey, S.D.; Kirsch, D.J.; Li, Y.; Morgenstern, J.T.; Zarket, B.C.; Yao, Y.; Dai, J.; Garcia, L.Q.; Liu, B.; Gao, T. Extrusion-based 3D printing of hierarchically porous advanced battery electrodes. Adv. Mater. 2018, 30, 1705651. [Google Scholar] [CrossRef] [PubMed]
- Li, Q.; Dong, Q.; Wang, J.; Xue, Z.; Li, J.; Yu, M.; Zhang, T.; Wan, Y.; Sun, H. Direct ink writing (DIW) of graphene aerogel composite electrode for vanadium redox flow battery. J. Power Sources 2022, 542, 231810. [Google Scholar] [CrossRef]
- Sun, K.; Wei, T.S.; Ahn, B.Y.; Seo, J.Y.; Dillon, S.J.; Lewis, J.A. 3D printing of interdigitated Li-ion microbattery architectures. Adv. Mater. 2013, 25, 4539–4543. [Google Scholar] [CrossRef] [PubMed]
- Fu, K.; Wang, Y.; Yan, C.; Yao, Y.; Chen, Y.; Dai, J.; Lacey, S.; Wang, Y.; Wan, J.; Li, T. Graphene oxide-based electrode inks for 3D-printed lithium-ion batteries. Adv. Mater. 2016, 28, 2587–2594. [Google Scholar] [CrossRef]
- Yan, J.; Zhi, G.; Kong, D.; Wang, H.; Xu, T.; Zang, J.; Shen, W.; Xu, J.; Shi, Y.; Dai, S. 3D printed rGO/CNT microlattice aerogel for a dendrite-free sodium metal anode. J. Mater. Chem. A 2020, 8, 19843–19854. [Google Scholar] [CrossRef]
- Wu, B.; Guo, B.; Chen, Y.; Mu, Y.; Qu, H.; Lin, M.; Bai, J.; Zhao, T.; Zeng, L. High zinc utilization aqueous zinc ion batteries enabled by 3D printed graphene arrays. Energy Storage Mater. 2023, 54, 75–84. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, H.; Han, W.; Lin, H.; Li, R.; Zhu, J.; Huang, W. 3D printed flexible strain sensors: From printing to devices and signals. Adv. Mater. 2021, 33, 2004782. [Google Scholar] [CrossRef]
- Shi, G.; Lowe, S.E.; Teo, A.J.; Dinh, T.K.; Tan, S.H.; Qin, J.; Zhang, Y.; Zhong, Y.L.; Zhao, H. A versatile PDMS submicrobead/graphene oxide nanocomposite ink for the direct ink writing of wearable micron-scale tactile sensors. Appl. Mater. Today 2019, 16, 482–492. [Google Scholar] [CrossRef]
- An, B.; Ma, Y.; Li, W.; Su, M.; Li, F.; Song, Y. Three-dimensional multi-recognition flexible wearable sensor via graphene aerogel printing. Chem. Commun. 2016, 52, 10948–10951. [Google Scholar] [CrossRef]
- Choi, H.Y.; Shin, E.J.; Lee, S.H. Design and evaluation of 3D-printed auxetic structures coated by CWPU/graphene as strain sensor. Sci. Rep. 2022, 12, 7780. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, Q.; Yue, Y.; Xu, J.; Xu, W.; Sun, X.; Chen, Y.; Jiang, J.; Liu, Y. 3D printed graphene/polydimethylsiloxane composite for stretchable strain sensor with tunable sensitivity. Nanotechnology 2019, 30, 345501. [Google Scholar] [CrossRef] [PubMed]
- Alsharari, M.; Chen, B.; Shu, W. 3D printing of highly stretchable and sensitive strain sensors using graphene based composites. Proceedings 2018, 2, 792. [Google Scholar]
- Huang, K.; Dong, S.; Yang, J.; Yan, J.; Xue, Y.; You, X.; Hu, J.; Gao, L.; Zhang, X.; Ding, Y. Three-dimensional printing of a tunable graphene-based elastomer for strain sensors with ultrahigh sensitivity. Carbon 2019, 143, 63–72. [Google Scholar] [CrossRef]
- Zhang, Q.; Qu, M.; Liu, X.; Cui, Y.; Hu, H.; Li, Q.; Jin, M.; Xian, J.; Nie, Z.; Zhang, C. Three-in-one portable electronic sensory system based on low-impedance laser-induced graphene on-skin electrode sensors for electrophysiological signal monitoring. Adv. Mater. Interfaces 2023, 10, 2201735. [Google Scholar] [CrossRef]
- Xiang, D.; Zhang, X.; Han, Z.; Zhang, Z.; Zhou, Z.; Harkin-Jones, E.; Zhang, J.; Luo, X.; Wang, P.; Zhao, C. 3D printed high-performance flexible strain sensors based on carbon nanotube and graphene nanoplatelet filled polymer composites. J. Mater. Sci. 2020, 55, 15769–15786. [Google Scholar] [CrossRef]
- Zhu, W.-B.; Xue, S.-S.; Zhang, H.; Wang, Y.-Y.; Huang, P.; Tang, Z.-H.; Li, Y.-Q.; Fu, S.-Y. Direct ink writing of a graphene/CNT/silicone composite strain sensor with a near-zero temperature coefficient of resistance. J. Mater. Chem. C 2022, 10, 8226–8233. [Google Scholar] [CrossRef]
- Liu, F.; Xie, D.; Lv, F.; Shen, L.; Tian, Z.; Zhao, J. Additive manufacturing of stretchable polyurethane/graphene/multiwalled carbon nanotube-based conducting polymers for strain sensing. ACS Appl. Nano Mater. 2023, 6, 4522–4531. [Google Scholar] [CrossRef]
- Chen, Q.; Shen, J.; Estevez, D.; Chen, Y.; Zhu, Z.; Yin, J.; Qin, F. Ultraprecise 3D printed graphene aerogel microlattices on tape for micro sensors and e-skin. Adv. Funct. Mater. 2023, 33, 2302545. [Google Scholar] [CrossRef]
- Cao, K.; Wu, M.; Bai, J.; Wen, Z.; Zhang, J.; Wang, T.; Peng, M.; Liu, T.; Jia, Z.; Liang, Z. Beyond skin pressure sensing: 3D printed laminated graphene pressure sensing material combines extremely low detection limits with wide detection range. Adv. Funct. Mater. 2022, 32, 2202360. [Google Scholar] [CrossRef]
- Zhu, S.-E.; Krishna Ghatkesar, M.; Zhang, C.; Janssen, G. Graphene based piezoresistive pressure sensor. Appl. Phys. Lett. 2013, 102, 161904. [Google Scholar] [CrossRef]
- Tao, L.-Q.; Zhang, K.-N.; Tian, H.; Liu, Y.; Wang, D.-Y.; Chen, Y.-Q.; Yang, Y.; Ren, T.-L. Graphene-paper pressure sensor for detecting human motions. ACS Nano 2017, 11, 8790–8795. [Google Scholar] [CrossRef] [PubMed]
- Sanz-Pena, I.; Hopkins, M.; Carrero, N.R.; Xu, H. Embedded pressure sensing metamaterials using TPU-graphene composites and additive manufacturing. IEEE Sens. J. 2023, 23, 16656–16664. [Google Scholar] [CrossRef]
- Lou, Z.; Chen, S.; Wang, L.; Jiang, K.; Shen, G. An ultra-sensitive and rapid response speed graphene pressure sensors for electronic skin and health monitoring. Nano Energy 2016, 23, 7–14. [Google Scholar] [CrossRef]
- Zhang, F.; Yang, K.; Pei, Z.; Wu, Y.; Sang, S.; Zhang, Q.; Jiao, H. A highly accurate flexible sensor system for human blood pressure and heart rate monitoring based on graphene/sponge. RSC Adv. 2022, 12, 2391–2398. [Google Scholar] [CrossRef] [PubMed]
- Pei, Z.; Zhang, Q.; Yang, K.; Yuan, Z.; Zhang, W.; Sang, S. A fully 3D-printed wearable piezoresistive strain and tactile sensing array for robot hand. Adv. Mater. Technol. 2021, 6, 2100038. [Google Scholar] [CrossRef]
- Kwon, S.N.; Kim, S.W.; Kim, I.G.; Hong, Y.K.; Na, S.I. Direct 3D Printing of graphene nanoplatelet/silver nanoparticle-based nanocomposites for multiaxial piezoresistive sensor applications. Adv. Mater. Technol. 2019, 4, 1800500. [Google Scholar] [CrossRef]
- Tang, Z.; Jia, S.; Zhou, C.; Li, B. 3D printing of highly sensitive and large-measurement-range flexible pressure sensors with a positive piezoresistive effect. ACS Appl. Mater. Interfaces 2020, 12, 28669–28680. [Google Scholar] [CrossRef]
- Zhang, T.; Li, Z.; Li, K.; Yang, X. Flexible pressure sensors with wide linearity range and high sensitivity based on selective laser sintering 3D printing. Adv. Mater. Technol. 2019, 4, 1900679. [Google Scholar] [CrossRef]
- Li, Q.; Wu, T.; Zhao, W.; Li, Y.; Ji, J.; Wang, G. 3D printing stretchable core-shell laser scribed graphene conductive network for self-powered wearable devices. Compos. Part B Eng. 2022, 240, 110000. [Google Scholar] [CrossRef]
- Soni, M.; Bhattacharjee, M.; Ntagios, M.; Dahiya, R. Printed temperature sensor based on PEDOT: PSS-graphene oxide composite. IEEE Sens. J. 2020, 20, 7525–7531. [Google Scholar] [CrossRef]
- Sajid, M.; Gul, J.Z.; Kim, S.W.; Kim, H.B.; Na, K.H.; Choi, K.H. Development of 3D-printed embedded temperature sensor for both terrestrial and aquatic environmental monitoring robots. 3D Print. Addit. Manuf. 2018, 5, 160–169. [Google Scholar] [CrossRef]
- Nag, A.; Simorangkir, R.B.; Gawade, D.R.; Nuthalapati, S.; Buckley, J.L.; O’Flynn, B.; Altinsoy, M.E.; Mukhopadhyay, S.C. Graphene-based wearable temperature sensors: A review. Mater. Des. 2022, 221, 110971. [Google Scholar] [CrossRef]
- Zhao, J.; Zhang, Y.; Huang, Y.; Xie, J.; Zhao, X.; Li, C.; Qu, J.; Zhang, Q.; Sun, J.; He, B. 3D printing fiber electrodes for an all-fiber integrated electronic device via hybridization of an asymmetric supercapacitor and a temperature sensor. Adv. Sci. 2018, 5, 1801114. [Google Scholar] [CrossRef] [PubMed]
- Zhao, B.; Wang, Y.; Sinha, S.; Chen, C.; Liu, D.; Dasgupta, A.; Hu, L.; Das, S. Shape-driven arrest of coffee stain effect drives the fabrication of carbon-nanotube-graphene-oxide inks for printing embedded structures and temperature sensors. Nanoscale 2019, 11, 23402–23415. [Google Scholar] [CrossRef] [PubMed]
- Zeng, Y.; Li, T.; Yao, Y.; Li, T.; Hu, L.; Marconnet, A. Thermally conductive reduced graphene oxide thin films for extreme temperature sensors. Adv. Funct. Mater. 2019, 29, 1901388. [Google Scholar] [CrossRef]
- Zhao, J.; Zhang, Y.; Huang, Y.; Zhao, X.; Shi, Y.; Qu, J.; Yang, C.; Xie, J.; Wang, J.; Li, L. Duplex printing of all-in-one integrated electronic devices for temperature monitoring. J. Mater. Chem. A 2019, 7, 972–978. [Google Scholar] [CrossRef]
- Yin, Y.; Wang, Y.; Li, H.; Xu, J.; Zhang, C.; Li, X.; Cao, J.; Feng, H.; Zhu, G. A flexible dual parameter sensor with hierarchical porous structure for fully decoupled pressure–temperature sensing. Chem. Eng. J. 2022, 430, 133158. [Google Scholar] [CrossRef]
- Saeidi-Javash, M.; Du, Y.; Zeng, M.; Wyatt, B.C.; Zhang, B.; Kempf, N.; Anasori, B.; Zhang, Y. All-printed MXene-graphene nanosheet-based bimodal sensors for simultaneous strain and temperature sensing. ACS Appl. Elctron. Mater. 2021, 3, 2341–2348. [Google Scholar] [CrossRef]
- Wang, L.; Wu, Y.; Li, Z.; Jiang, N.; Niu, K. Wavy graphene foam reinforced elastomeric composites for large-strain stretchable conductors. Compos. Part B Eng. 2021, 224, 109179. [Google Scholar] [CrossRef]
- Wu, Y.; Tang, H.; Wang, L.; Zong, Y.; Jia, J.; Sun, L.; Niu, K. Temperature-insensitive stretchable conductors based on hierarchical double-layer graphene foams/PEDOT: PSS networks. Compos. Sci. Technol. 2023, 242, 110190. [Google Scholar] [CrossRef]
- Chen, Y.; Zhou, L.; Wei, J.; Mei, C.; Jiang, S.; Pan, M.; Xu, C. Direct ink writing of flexible electronics on paper substrate with graphene/polypyrrole/carbon black ink. J. Electron. Mater. 2019, 48, 3157–3168. [Google Scholar] [CrossRef]
- Wajahat, M.; Lee, S.; Kim, J.H.; Ahn, J.; Sim, H.H.; Kim, J.H.; Bae, J.; Kim, S.H.; Pyo, J.; Seol, S.K. Three-dimensional printing of silver nanoparticle-decorated graphene microarchitectures. Addit. Manuf. 2022, 60, 103249. [Google Scholar] [CrossRef]
- Chen, X.; Wang, Y.; Zhang, S.; Cui, J.; Ma, X.; Tian, L.; Li, M.; Bao, C.; Wei, Q.; Du, B. 3D printing of graphene oxide/carbon nanotubes hydrogel circuits for multifunctional fire alarm and protection. Polym. Test. 2023, 119, 107905. [Google Scholar] [CrossRef]
- Mohan, V.B.; Krebs, B.J.; Bhattacharyya, D. Development of novel highly conductive 3D printable hybrid polymer-graphene composites. Mater. Today Commun. 2018, 17, 554–561. [Google Scholar] [CrossRef]
- Zhu, C.; Han, T.Y.-J.; Duoss, E.B.; Golobic, A.M.; Kuntz, J.D.; Spadaccini, C.M.; Worsley, M.A. Highly compressible 3D periodic graphene aerogel microlattices. Nat. Commun. 2015, 6, 6962. [Google Scholar] [CrossRef] [PubMed]
- Macadam, N.; Ng, L.W.; Hu, G.; Shi, H.H.; Wang, W.; Zhu, X.; Ogbeide, O.; Liu, S.; Yang, Z.; Howe, R.C. 100 m min−1 industrial-scale flexographic printing of graphene-incorporated conductive ink. Adv. Eng. Mater. 2022, 24, 2101217. [Google Scholar] [CrossRef]
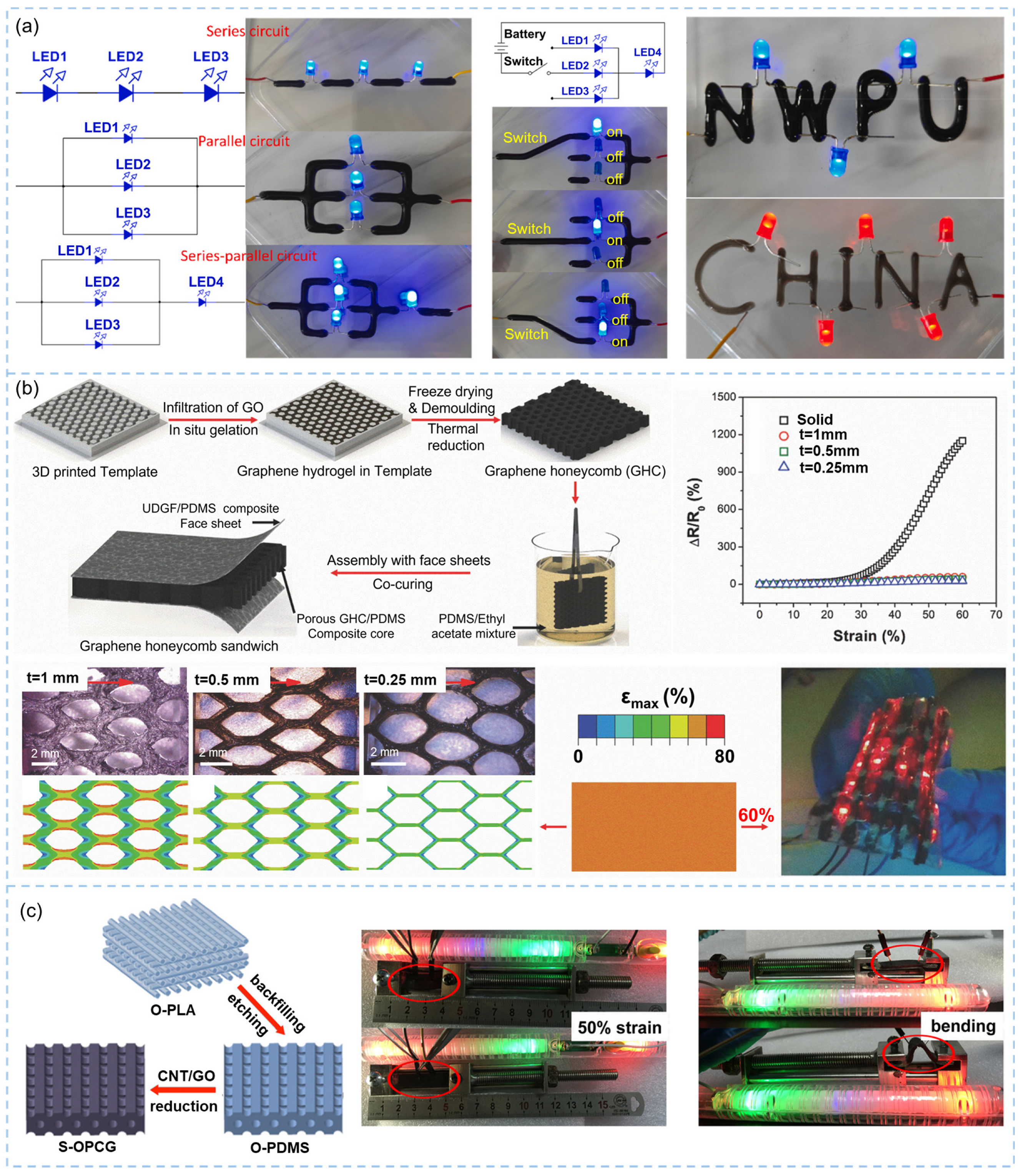
- Wang, Z.; Liu, X.; Shen, X.; Han, N.M.; Wu, Y.; Zheng, Q.; Jia, J.; Wang, N.; Kim, J.K. An ultralight graphene honeycomb sandwich for stretchable light-emitting displays. Adv. Funct. Mater. 2018, 28, 1707043. [Google Scholar] [CrossRef]
- Duan, S.; Yang, K.; Wang, Z.; Chen, M.; Zhang, L.; Zhang, H.; Li, C. Fabrication of highly stretchable conductors based on 3D printed porous poly(dimethylsiloxane) and conductive carbon nanotubes/graphene network. ACS Appl. Mater. Interfaces 2016, 8, 2187–2192. [Google Scholar] [CrossRef]
- Lee, C.-Y.; Sayyar, S.; Molino, P.J.; Wallace, G.G. A robust 3D printed multilayer conductive graphene/polycaprolactone composite electrode. Mater. Chem. Front. 2020, 4, 1664–1670. [Google Scholar] [CrossRef]
- Zhang, D.; Chi, B.; Li, B.; Gao, Z.; Du, Y.; Guo, J.; Wei, J. Fabrication of highly conductive graphene flexible circuits by 3D printing. Synth. Met. 2016, 217, 79–86. [Google Scholar] [CrossRef]
- Wu, Y.; Wang, Z.; Liu, X.; Shen, X.; Zheng, Q.; Xue, Q.; Kim, J.-K. Ultralight graphene foam/conductive polymer composites for exceptional electromagnetic interference shielding. ACS Appl. Mater. Interfaces 2017, 9, 9059–9069. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Wu, Y.; Wang, Y.; Li, H.; Jiang, N.; Niu, K. Laterally compressed graphene foam/acrylonitrile butadiene styrene composites for electromagnetic interference shielding. Compos. Part A Appl. Sci. Manuf. 2020, 133, 105887. [Google Scholar] [CrossRef]
- Lee, K.P.M.; Baum, T.; Shanks, R.; Daver, F. Graphene-polyamide-6 composite for additive manufacture of multifunctional electromagnetic interference shielding components. J. Appl. Polym. Sci. 2021, 138, 49909. [Google Scholar] [CrossRef]
- Lee, K.P.M.; Baum, T.; Shanks, R.; Daver, F. Electromagnetic interference shielding of 3D-printed graphene–polyamide-6 composites with 3D-printed morphology. Addit. Manuf. 2021, 43, 102020. [Google Scholar] [CrossRef]
- Jing, J.; Xiong, Y.; Shi, S.; Pei, H.; Chen, Y.; Lambin, P. Facile fabrication of lightweight porous FDM-Printed polyethylene/graphene nanocomposites with enhanced interfacial strength for electromagnetic interference shielding. Compos. Sci. Technol. 2021, 207, 108732. [Google Scholar] [CrossRef]
- Shi, S.; Peng, Z.; Jing, J.; Yang, L.; Chen, Y.; Kotsilkova, R.; Ivanov, E. Preparation of highly efficient electromagnetic interference shielding polylactic acid/graphene nanocomposites for fused deposition modeling three-dimensional printing. Ind. Eng. Chem. Res. 2020, 59, 15565–15575. [Google Scholar] [CrossRef]
- Shi, S.; Dai, M.; Tao, X.; Wu, F.; Sun, J.; Chen, Y. 3D printed polylactic acid/graphene nanocomposites with tailored multifunctionality towards superior thermal management and high-efficient electromagnetic interference shielding. Chem. Eng. J. 2022, 450, 138248. [Google Scholar] [CrossRef]
- Yang, L.; Chen, Y.; Wang, M.; Shi, S.; Jing, J. Fused deposition modeling 3D printing of novel poly (vinyl alcohol)/graphene nanocomposite with enhanced mechanical and electromagnetic interference shielding properties. Ind. Eng. Chem. Res. 2020, 59, 8066–8077. [Google Scholar] [CrossRef]
- Wang, Z.; Yang, W.; Liu, R.; Zhang, X.; Nie, H.; Liu, Y. Highly stretchable graphene/polydimethylsiloxane composite lattices with tailored structure for strain-tolerant EMI shielding performance. Compos. Sci. Technol. 2021, 206, 108652. [Google Scholar] [CrossRef]
- Erfanian, E.; Moaref, R.; Ajdary, R.; Tam, K.C.; Rojas, O.J.; Kamkar, M.; Sundararaj, U. Electrochemically synthesized graphene/TEMPO-oxidized cellulose nanofibrils hydrogels: Highly conductive green inks for 3D printing of robust structured EMI shielding aerogels. Carbon 2023, 210, 118037. [Google Scholar] [CrossRef]
- Dai, Y.; Wu, X.; Li, L.; Zhang, Y.; Deng, Z.; Yu, Z.-Z.; Zhang, H.-B. 3D printing of resilient, lightweight and conductive MXene/reduced graphene oxide architectures for broadband electromagnetic interference shielding. J. Mater. Chem. A 2022, 10, 11375–11385. [Google Scholar] [CrossRef]
- Li, Z.; Li, Y.; Shi, B.; Tang, D.; Wang, Y.; Hao, L. Dual gradient direct ink writing of functional geopolymer-based carbonyl-iron/graphene composites for adjustable broadband microwave absorption. Ceram. Int. 2022, 48, 9277–9285. [Google Scholar] [CrossRef]
- Wu, Z.; Cheng, H.W.; Jin, C.; Yang, B.; Xu, C.; Pei, K.; Zhang, H.; Yang, Z.; Che, R. Dimensional design and core–shell engineering of nanomaterials for electromagnetic wave absorption. Adv. Mater. 2022, 34, 2107538. [Google Scholar] [CrossRef]
- Yin, L.; Tian, X.; Shang, Z.; Li, D. Ultra-broadband metamaterial absorber with graphene composites fabricated by 3D printing. Mater. Lett. 2019, 239, 132–135. [Google Scholar] [CrossRef]
- Zuo, Y.; Su, X.; Li, X.; Yao, Z.; Yu, T.; Zhou, J.; Li, J.; Lu, J.; Ding, J. Multimaterial 3D-printing of graphene/Li0. 35Zn0. 3Fe2. 35O4 and graphene/carbonyl iron composites with superior microwave absorption properties and adjustable bandwidth. Carbon 2020, 167, 62–74. [Google Scholar] [CrossRef]
- Ye, X.; Gao, Q.; He, E.; Yang, C.; Yang, P.; Yan, T.; Ye, Y.; Wu, H. Graphene/carbonyl iron powder composite microspheres enhance electromagnetic absorption of 3D printing composites. J. Alloys Compd. 2023, 937, 168443. [Google Scholar] [CrossRef]
- Ye, X.; Yang, C.; He, E.; Yang, P.; Gao, Q.; Yan, T.; Yin, S.; Ye, Y.; Wu, H. Electromagnetic wave absorption properties of the FeSiAl/PLA and FeSiAl-MoS2-graphene/PLA double-layer absorber formed by fused deposition modeling. J. Magn. Magn. Mater. 2023, 565, 170280. [Google Scholar] [CrossRef]
- Li, J.; Liu, X.; Crook, J.M.; Wallace, G.G. 3D graphene-containing structures for tissue engineering. Mater. Today Chem. 2019, 14, 100199. [Google Scholar] [CrossRef]
- Dias, D.; Vale, A.C.; Cunha, E.P.C.; Paiva, M.; Reis, R.L.; Vaquette, C.; Alves, N.M. 3D-printed cryomilled poly (ε-caprolactone)/graphene composite scaffolds for bone tissue regeneration. J. Biomed. Mater. Res. B 2021, 109, 961–972. [Google Scholar] [CrossRef]
- Mandrycky, C.; Wang, Z.; Kim, K.; Kim, D.-H. 3D bioprinting for engineering complex tissues. Biotechnol. Adv. 2016, 34, 422–434. [Google Scholar] [CrossRef]
- Sharma, A.; Gupta, S.; Sampathkumar, T.; Verma, R.S. Modified graphene oxide nanoplates reinforced 3D printed multifunctional scaffold for bone tissue engineering. Biomater. Adv. 2022, 134, 112587. [Google Scholar] [CrossRef] [PubMed]
- Zhou, X.; Nowicki, M.; Cui, H.; Zhu, W.; Fang, X.; Miao, S.; Lee, S.-J.; Keidar, M.; Zhang, L.G. 3D bioprinted graphene oxide-incorporated matrix for promoting chondrogenic differentiation of human bone marrow mesenchymal stem cells. Carbon 2017, 116, 615–624. [Google Scholar] [CrossRef]
- Jakus, A.E.; Secor, E.B.; Rutz, A.L.; Jordan, S.W.; Hersam, M.C.; Shah, R.N. Three-dimensional printing of high-content graphene scaffolds for electronic and biomedical applications. ACS Nano 2015, 9, 4636–4648. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Huang, L.; Tai, G.; Yan, F.; Cai, L.; Xin, C.; Al Islam, S. Graphene oxide-loaded magnetic nanoparticles within 3D hydrogel form high-performance scaffolds for bone regeneration and tumour treatment. Compos. Part A Appl. Sci. Manuf. 2022, 152, 106672. [Google Scholar] [CrossRef]
- Yu, Z.; Xu, Y.; Tian, X. Silver-modified graphene oxide nanosheets for antibacterial performance of bone scaffold. AIP Adv. 2022, 12, 015024. [Google Scholar] [CrossRef]
- Angulo-Pineda, C.; Srirussamee, K.; Palma, P.; Fuenzalida, V.M.; Cartmell, S.H.; Palza, H. Electroactive 3D printed scaffolds based on percolated composites of polycaprolactone with thermally reduced graphene oxide for antibacterial and tissue engineering applications. Nanomaterials 2020, 10, 428. [Google Scholar] [CrossRef]
- Aati, S.; Chauhan, A.; Shrestha, B.; Rajan, S.M.; Aati, H.; Fawzy, A. Development of 3D printed dental resin nanocomposite with graphene nanoplatelets enhanced mechanical properties and induced drug-free antimicrobial activity. Dent. Mater. 2022, 38, 1921–1933. [Google Scholar] [CrossRef]
- Mohammed Basheer, E.; Marimuthu, K. Carbon fibre-graphene composite polylactic acid (PLA) material for COVID shield frame. Mater. Werkst. 2022, 53, 119–127. [Google Scholar] [CrossRef]
- De Maio, F.; Rosa, E.; Perini, G.; Augello, A.; Niccolini, B.; Ciaiola, F.; Santarelli, G.; Sciandra, F.; Bozzi, M.; Sanguinetti, M. 3D-printed graphene polylactic acid devices resistant to SARS-CoV-2: Sunlight-mediated sterilization of additive manufactured objects. Carbon 2022, 194, 34–41. [Google Scholar] [CrossRef]
- Misra, S.K.; Ostadhossein, F.; Babu, R.; Kus, J.; Tankasala, D.; Sutrisno, A.; Walsh, K.A.; Bromfield, C.R.; Pan, D. 3D-printed multidrug-eluting stent from graphene-nanoplatelet-doped biodegradable polymer composite. Adv. Healthc. Mater. 2017, 6, 1700008. [Google Scholar] [CrossRef]
- Sayyar, S.; Bjorninen, M.; Haimi, S.; Miettinen, S.; Gilmore, K.; Grijpma, D.; Wallace, G. UV cross-linkable graphene/poly (trimethylene carbonate) composites for 3D printing of electrically conductive scaffolds. ACS Appl. Mater. Interfaces 2016, 8, 31916–31925. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 3D Printing Techniques | Extrusion Based | Photopolymerization Based | Powder-Based | ||
| DIW | FDM | SLA | DLP | SLS | |
| Applicable for graphene | Yes | No | No | No | No |
| Applicable for graphene/polymer composites | Yes | Yes | Yes | Yes | Yes |
| Printable materials | Viscous ink | Continuous filament | Photocurable slurry | Photocurable slurry | Powder |
| Graphene distribution | Uniform | Uniform | Uniform | Uniform | Segregated |
| Molding method | Solvent evaporation or freeze drying | Melting and cooling | UV laser-induced photocuring | UV light-induced photocuring | Laser-induced sintering |
| Characteristics of printed skeletons | Mainly in-plane framework | Mainly in-plane framework | Unrestricted | Unrestricted | Unrestricted |
| Efficiency | Relatively low | Decent | High | Very high | High |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, Y.; An, C.; Guo, Y. 3D Printed Graphene and Graphene/Polymer Composites for Multifunctional Applications. Materials 2023, 16, 5681. https://doi.org/10.3390/ma16165681
Wu Y, An C, Guo Y. 3D Printed Graphene and Graphene/Polymer Composites for Multifunctional Applications. Materials. 2023; 16(16):5681. https://doi.org/10.3390/ma16165681
Chicago/Turabian StyleWu, Ying, Chao An, and Yaru Guo. 2023. "3D Printed Graphene and Graphene/Polymer Composites for Multifunctional Applications" Materials 16, no. 16: 5681. https://doi.org/10.3390/ma16165681
APA StyleWu, Y., An, C., & Guo, Y. (2023). 3D Printed Graphene and Graphene/Polymer Composites for Multifunctional Applications. Materials, 16(16), 5681. https://doi.org/10.3390/ma16165681