
Thermo-Mechanical Characterization of 4D-Printed Biodegradable Shape-Memory Scaffolds Using Four-Axis 3D-Printing System



Abstract
1. Introduction
2. Materials and Methods
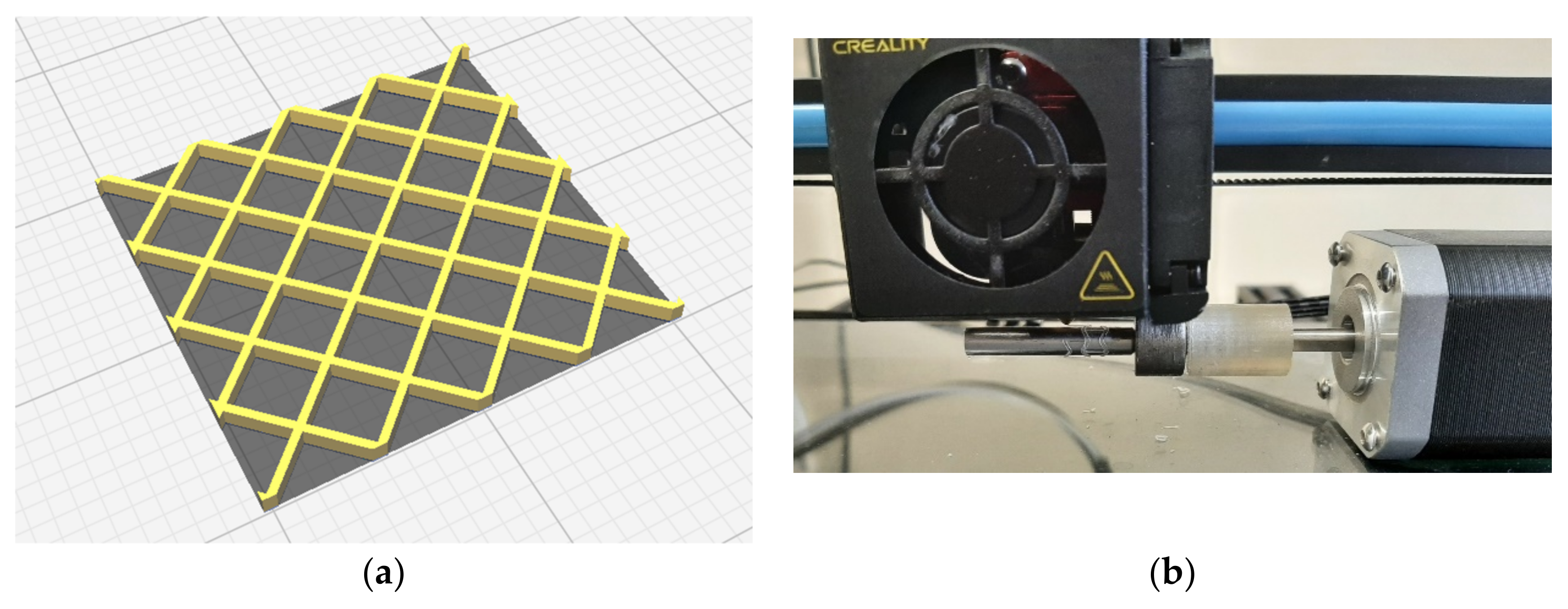
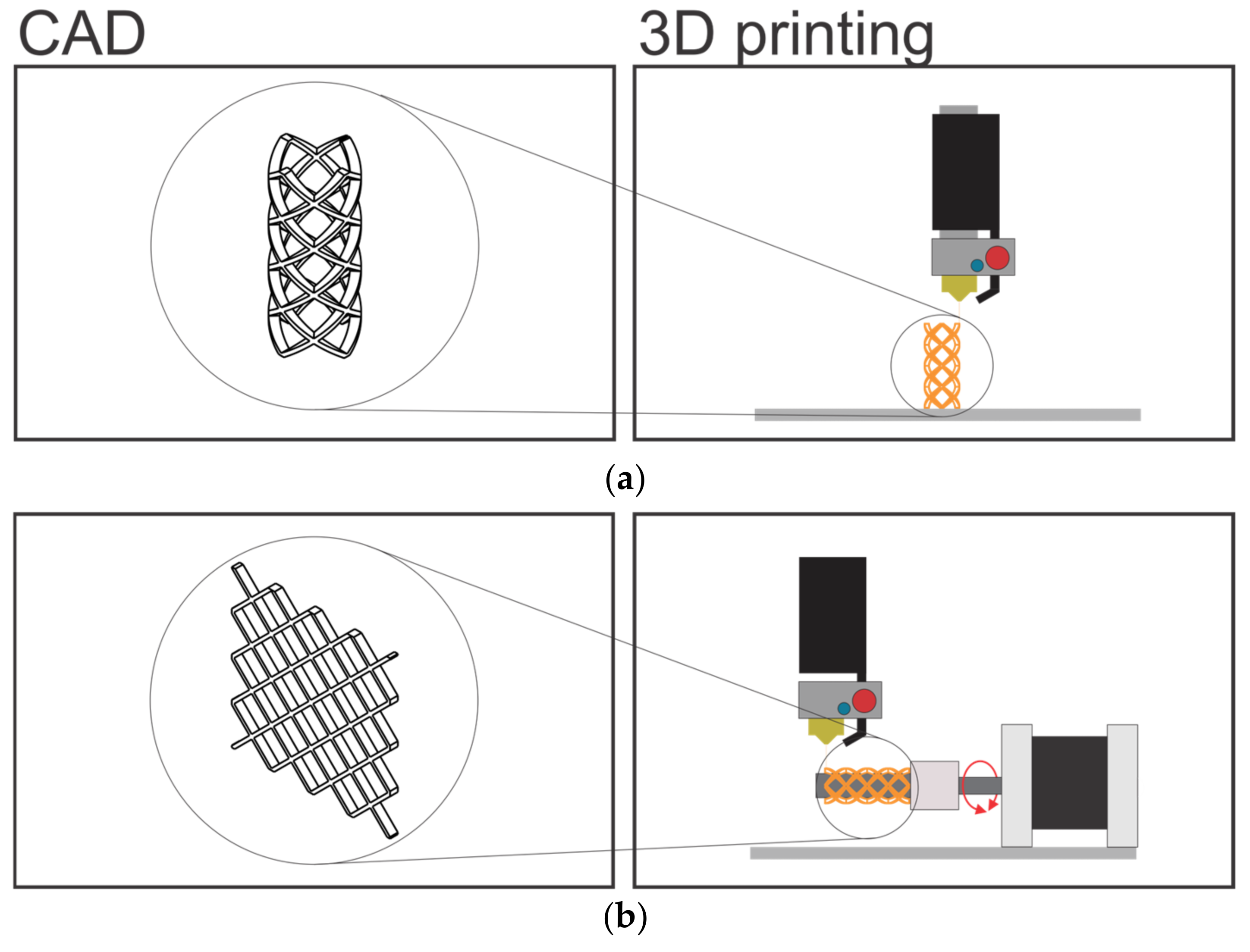
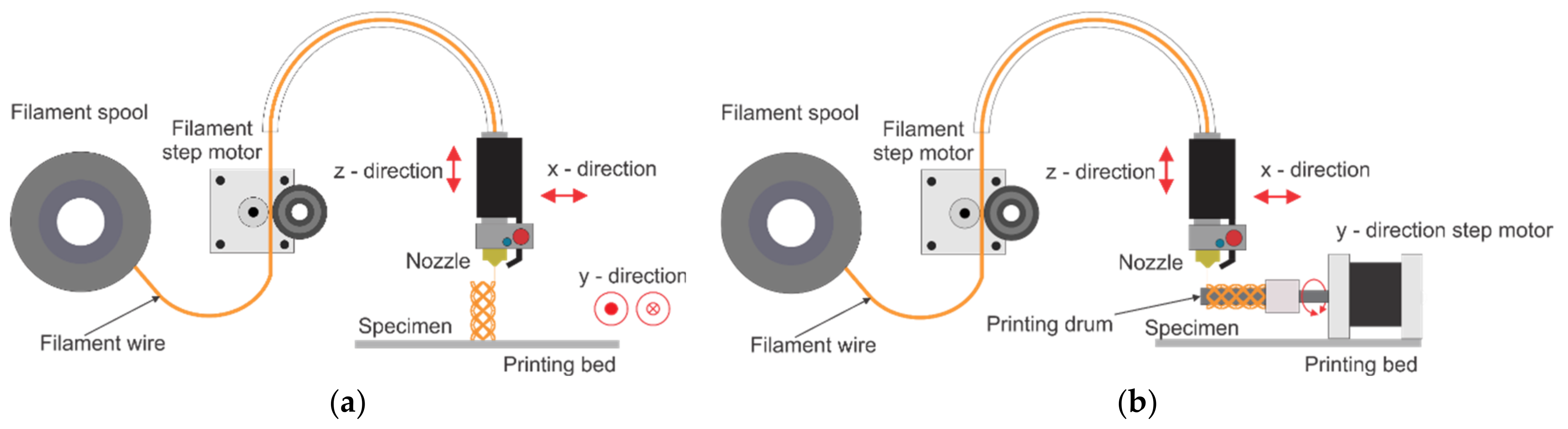
2.1. Materials and 3D Printing
2.2. Uniaxial Thermo-Mechanical Characterization of BVS
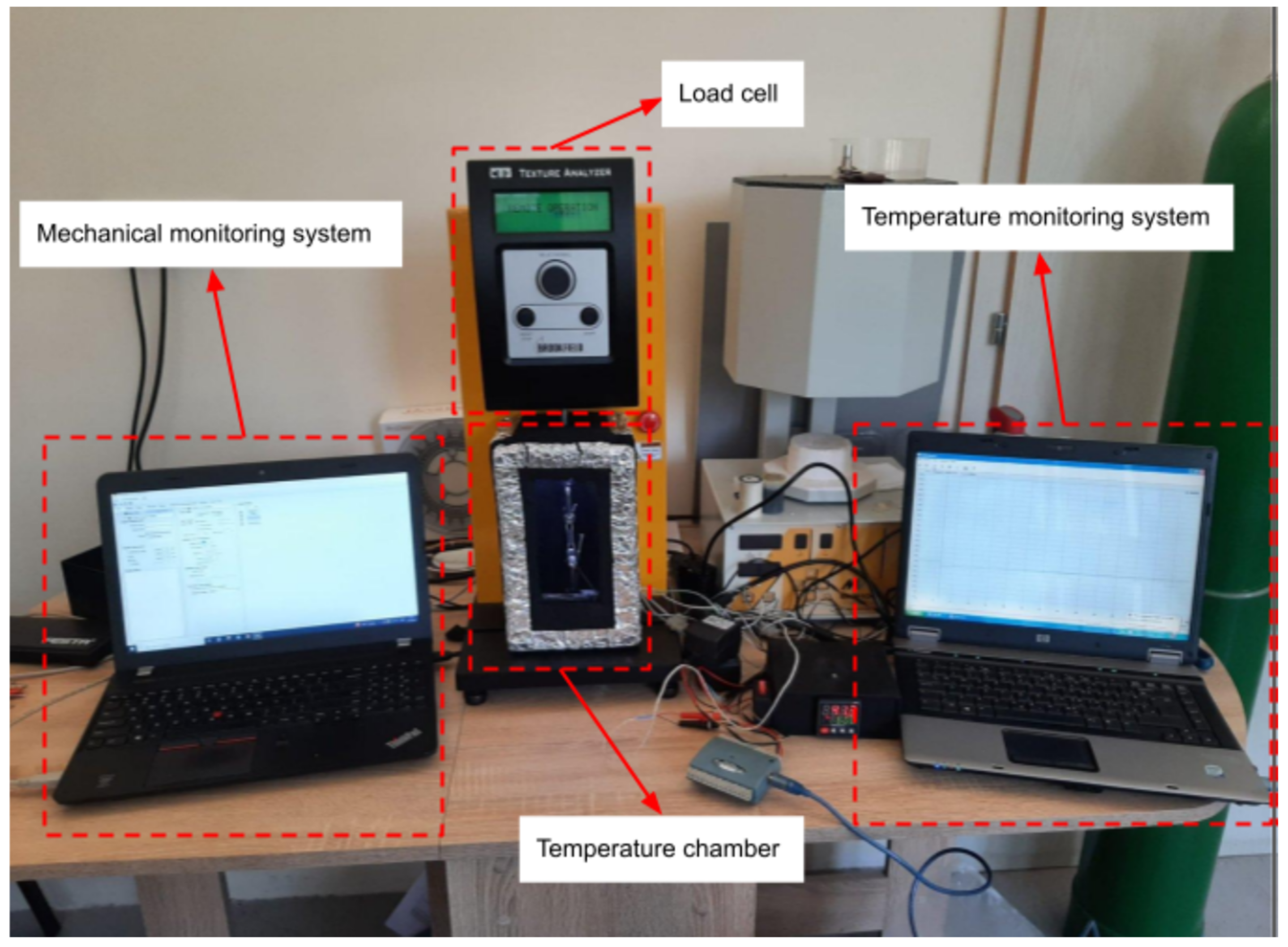
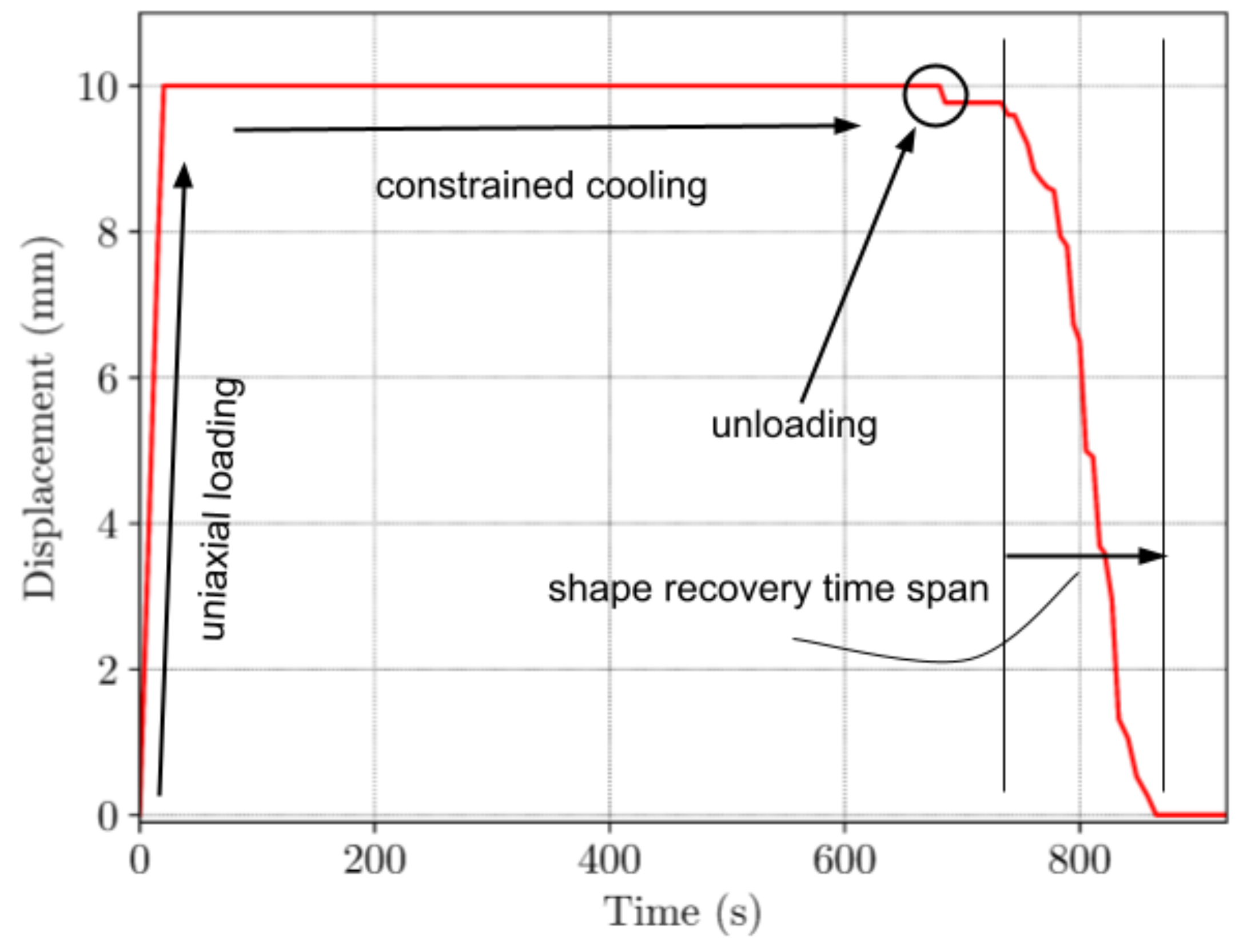
2.3. Shape-Memory Characterization of BVS—Griping Technique and Temperature Chamber Control, Recovery in Temperature Chamber, Recovery in Hot Bath
- specimen constraining
- heating from the room temperature up to Th = 70 °C
- uniaxial loading—at 0.5 mm/s until total displacement of 10 mm is reached
- constrained cooling back to the room temperature
- unloading
- heating over Tg for the full shape recovery
3. Results and Discussion
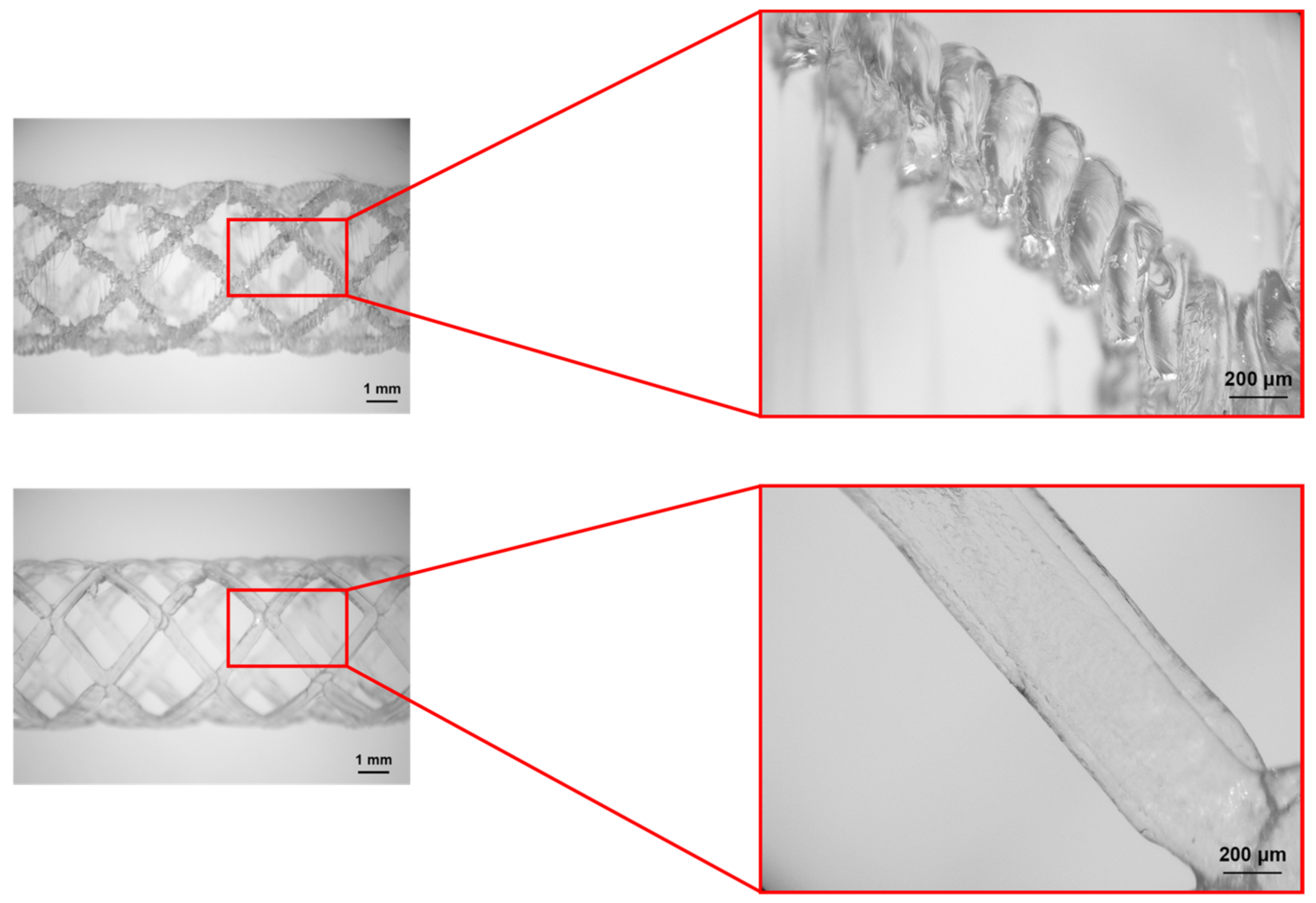
3.1. Microscopy Investigations
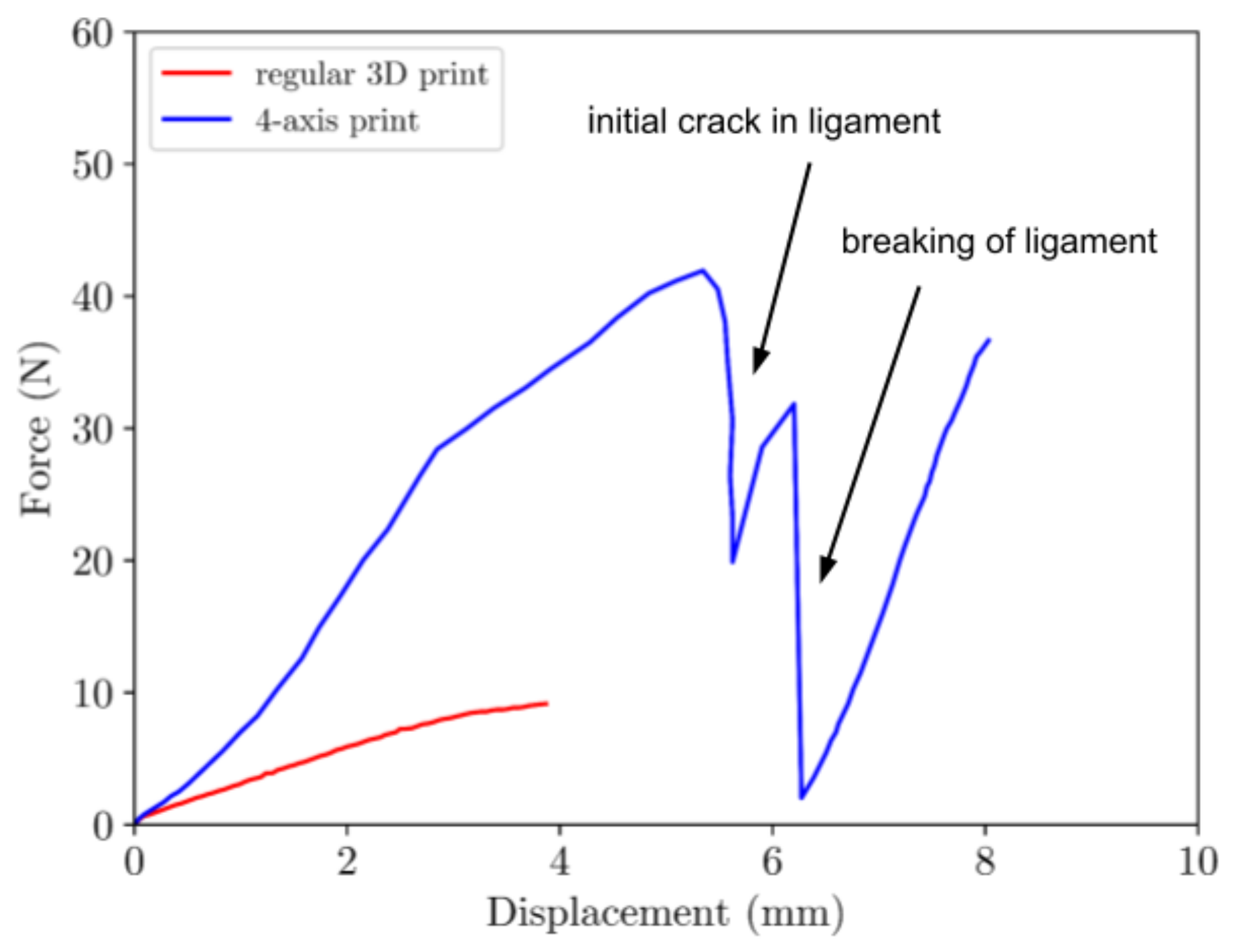
3.2. Tensile-Testing of BVS
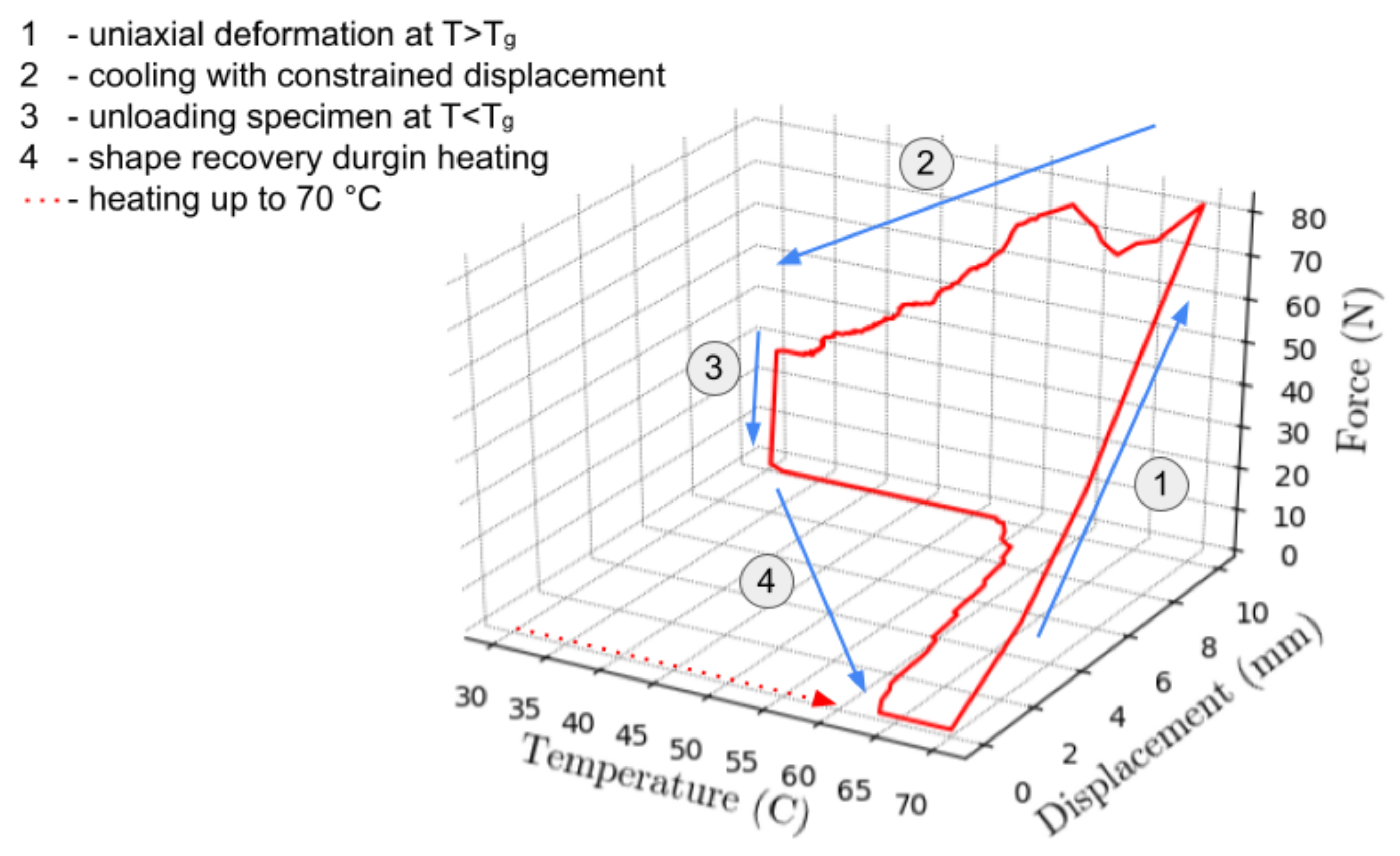
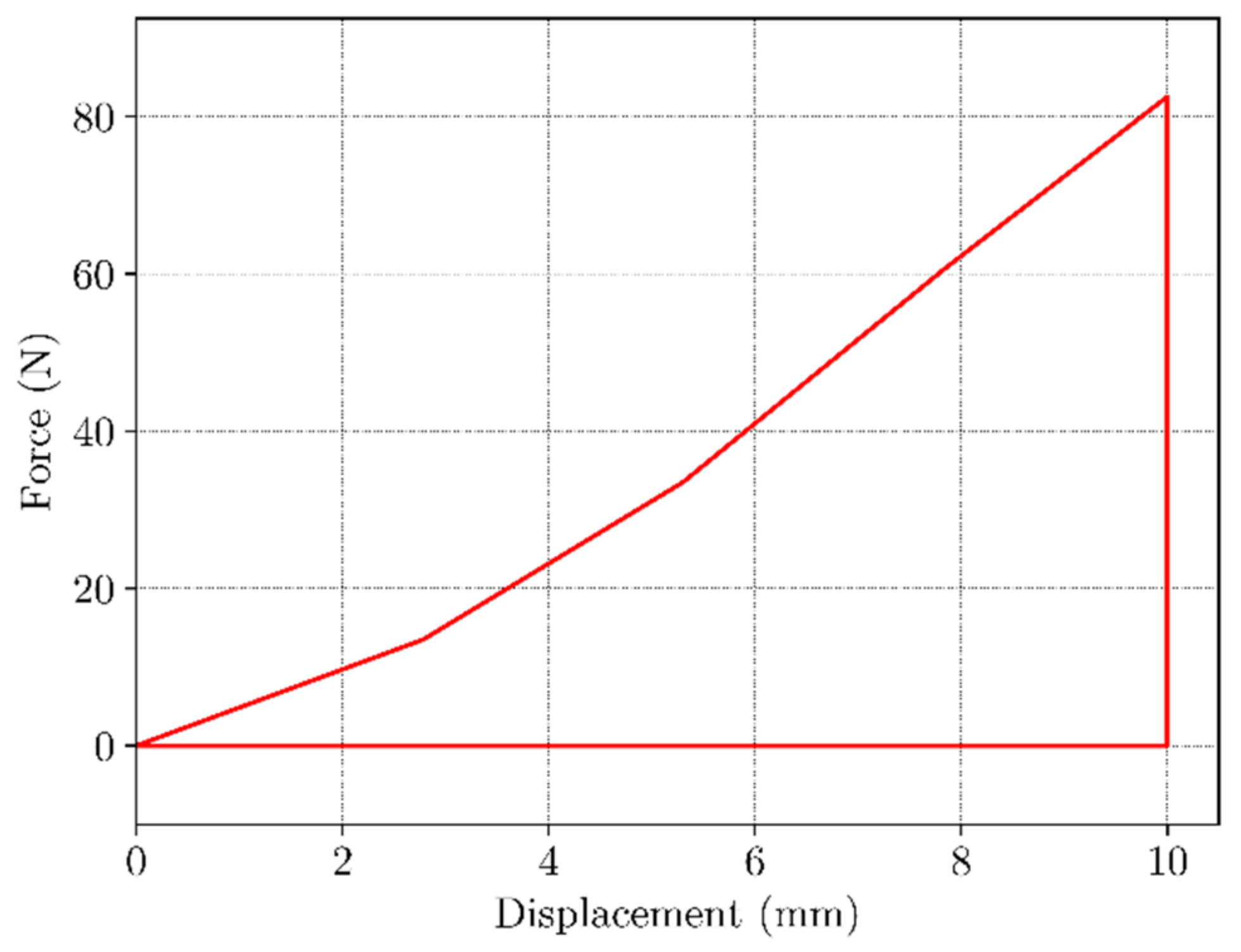
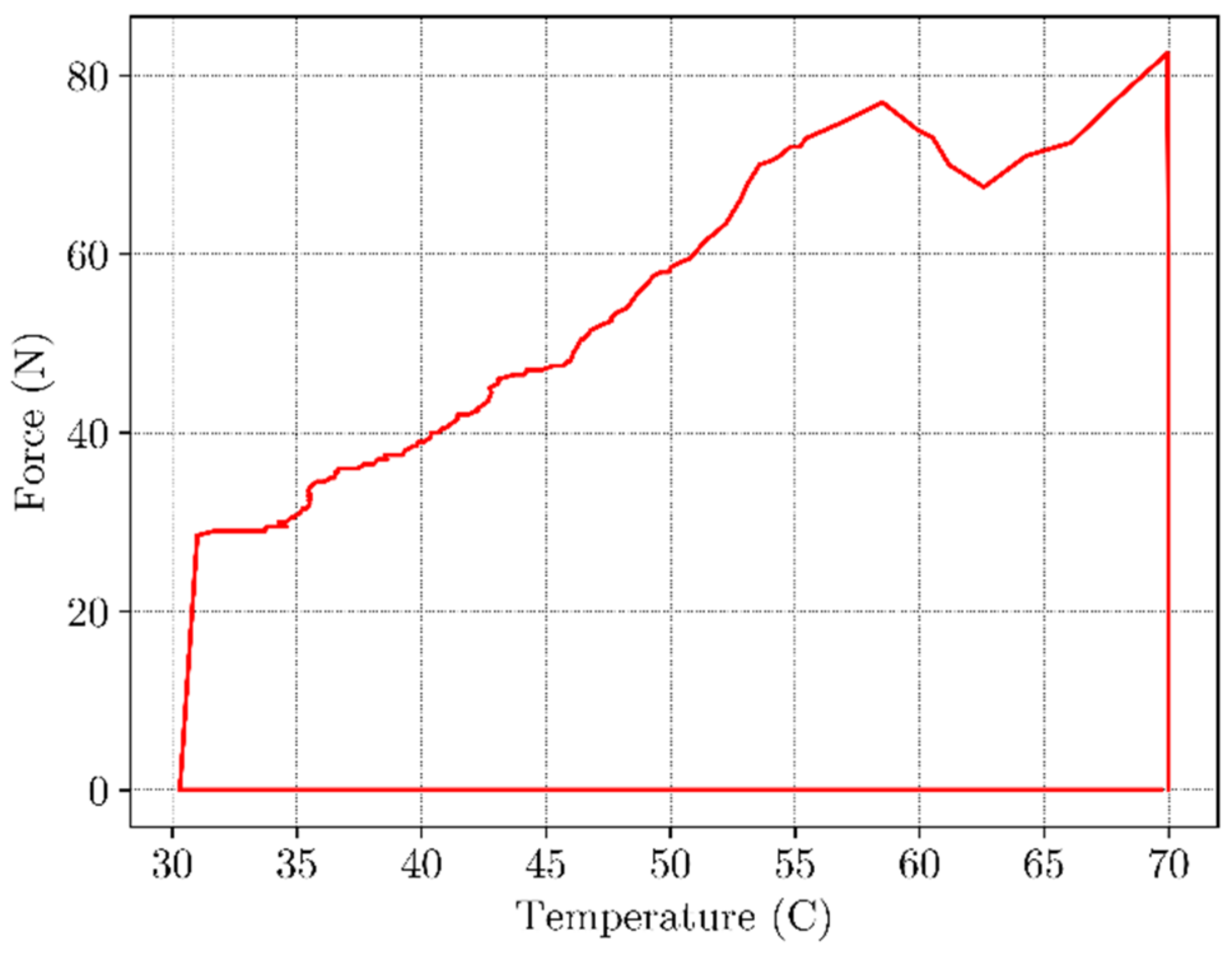
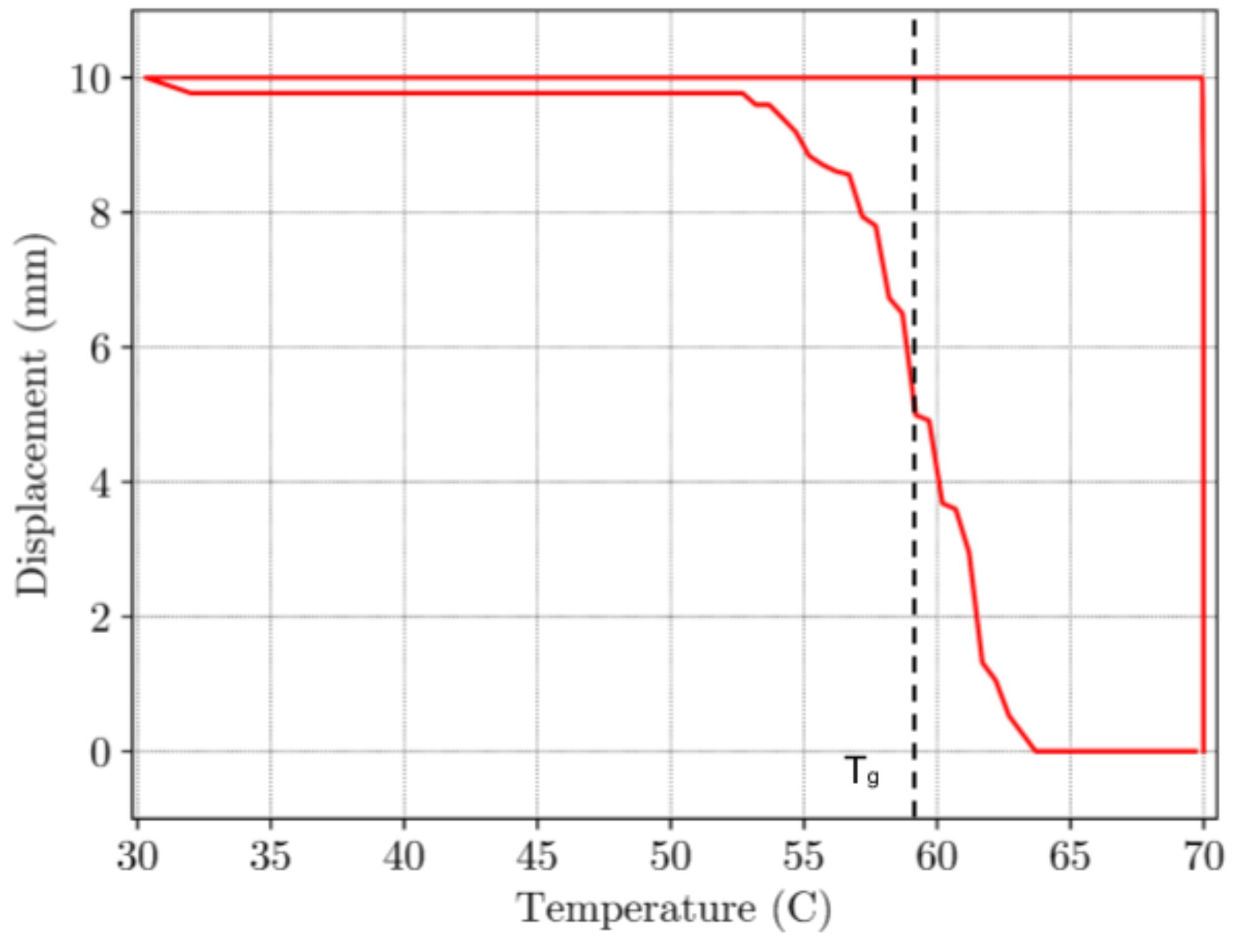
3.3. Thermo-Mechanical Testing of BVS
- applying uniaxial tension at a temperature above Tg
- cooling to a temperature of 30 °C with constrained displacement
- unloading
- shape recovery upon reheating over Tg
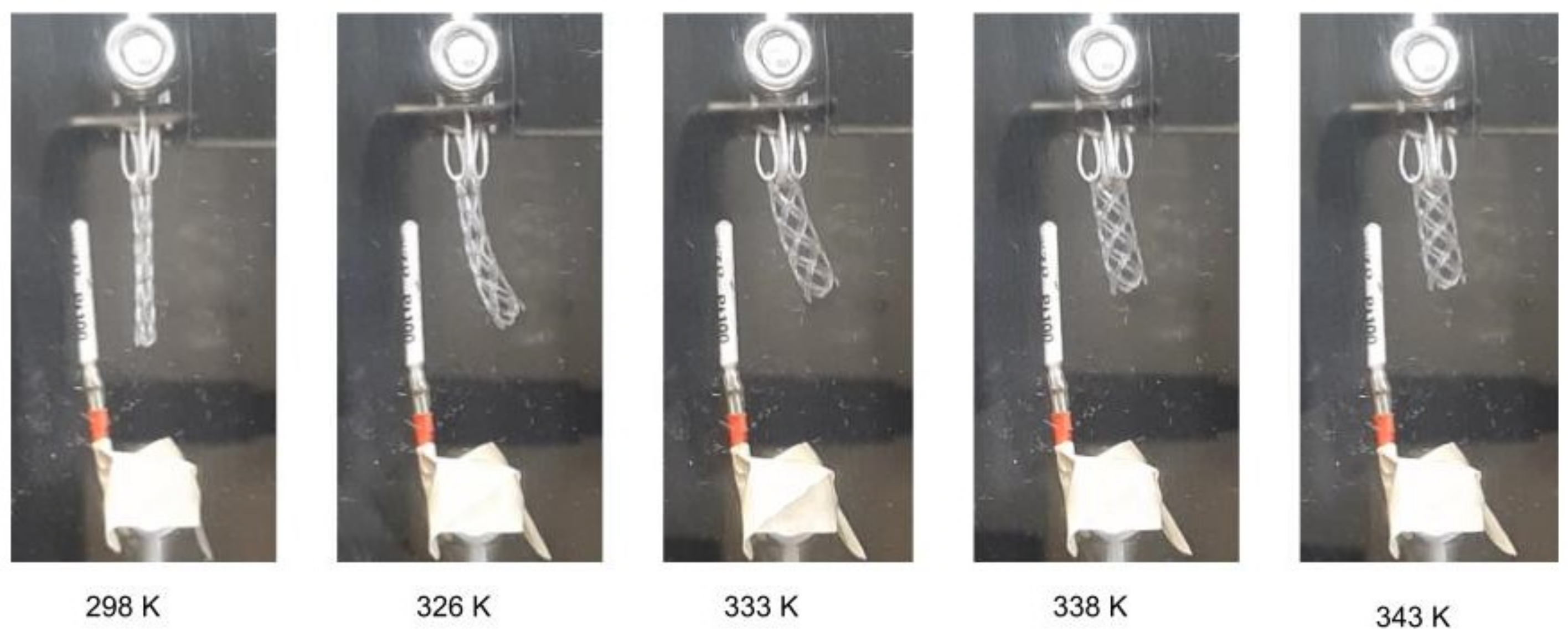
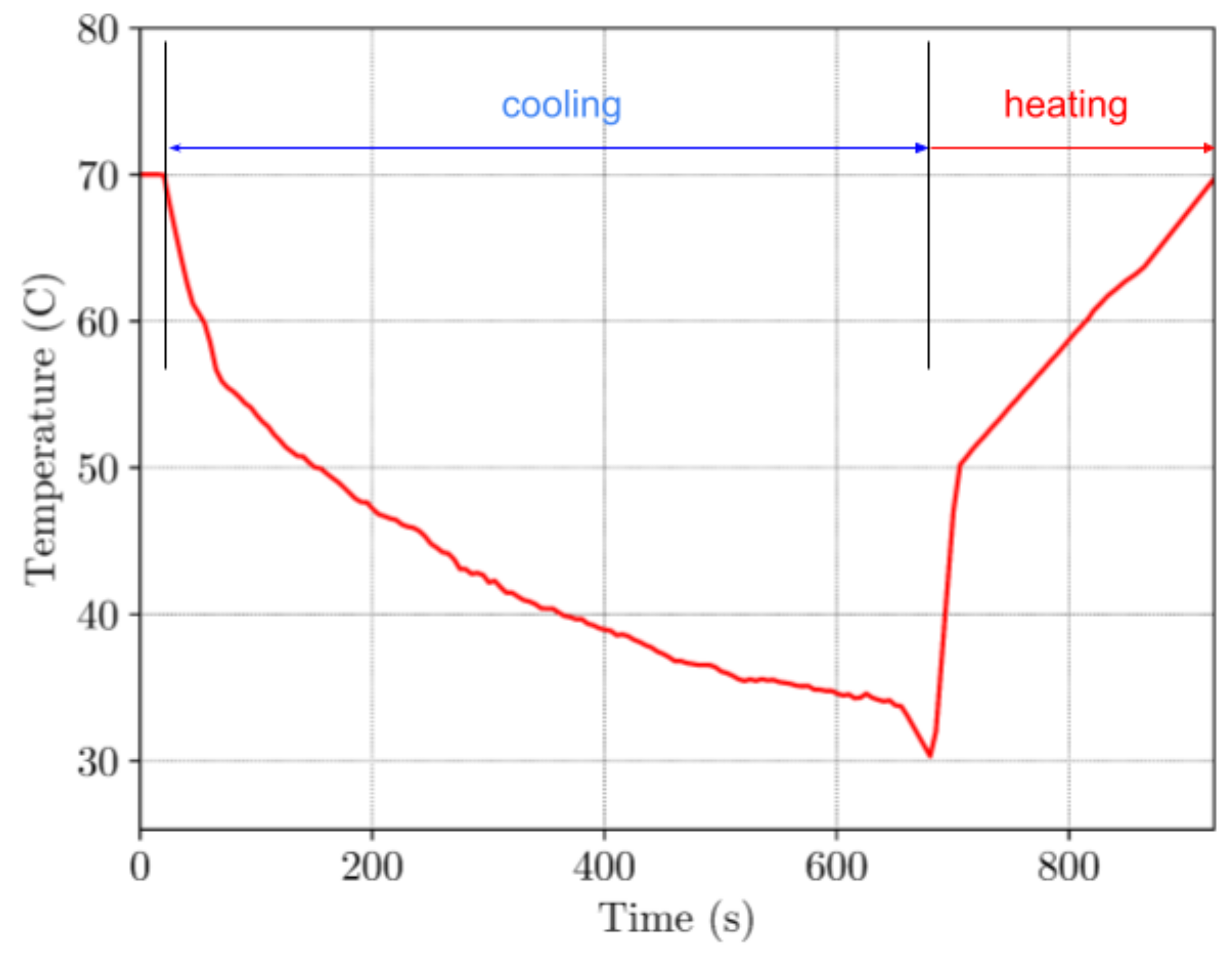
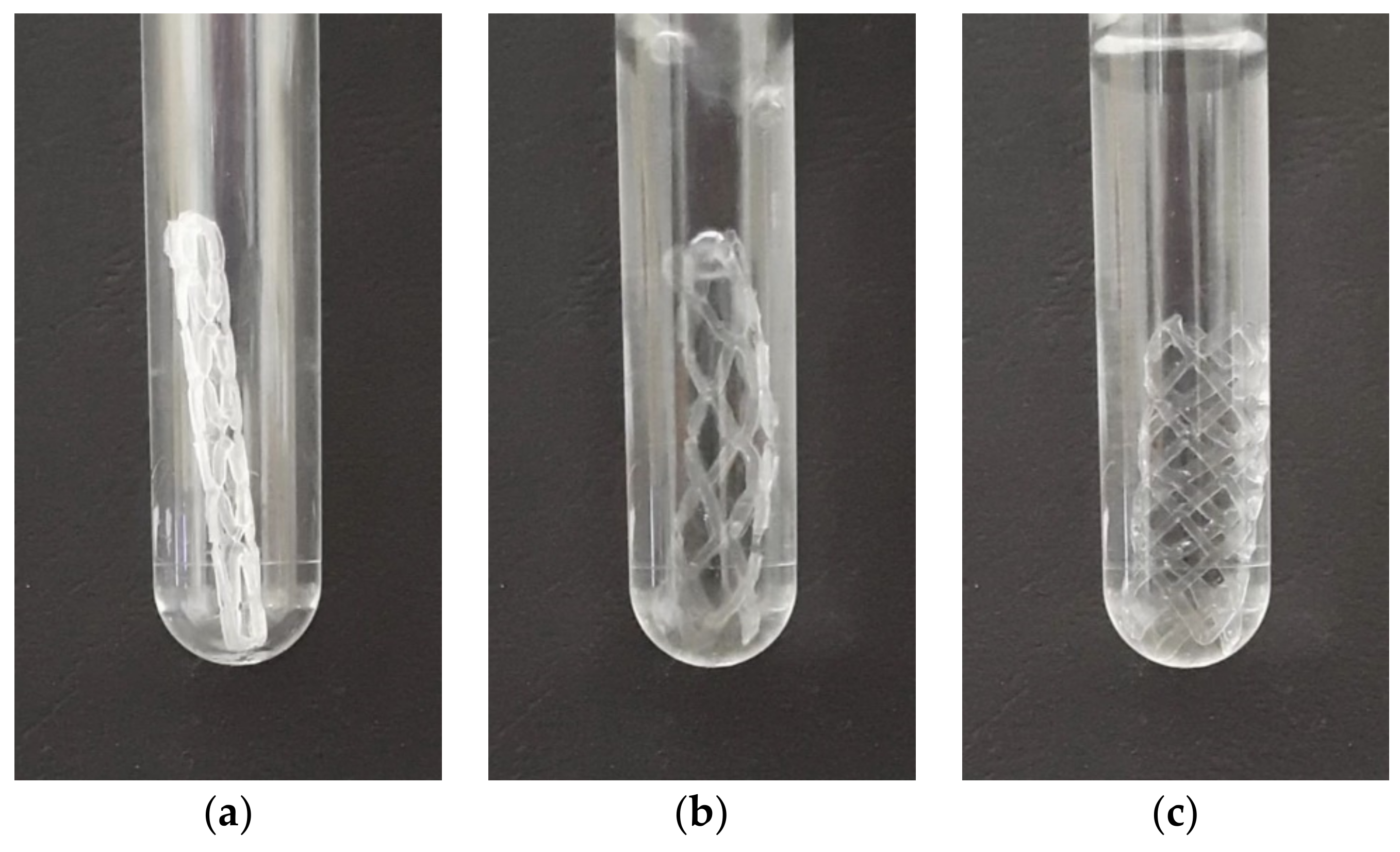
3.4. Shape Recovery in the Warm Bath
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Palić, N.; Slavković, V.; Jovanović, Ž.; Živić, F.; Grujović, N. Mechanical Behaviour of Small Load Bearing Structures Fabricated by 3D Printing. Appl. Eng. Lett. 2019, 4, 88–92. [Google Scholar] [CrossRef]
- Milenkovic, S.; Slavkovic, V.; Fragassa, C.; Grujovic, N.; Palic, N.; Zivic, F. Effect of the Raster Orientation on Strength of the Continuous Fiber Reinforced PVDF/PLA Composites, Fabricated by Hand-Layup and Fused Deposition Modeling. Compos. Struct. 2021, 270, 114063. [Google Scholar] [CrossRef]
- Sam-Daliri, O.; Ghabezi, P.; Steinbach, J.; Flanagan, T.; Finnegan, W.; Mitchell, S.; Harrison, N. Experimental Study on Mechanical Properties of Material Extrusion Additive Manufactured Parts from Recycled Glass Fibre-Reinforced Polypropylene Composite. Compos. Sci. Technol. 2023, 241, 110125. [Google Scholar] [CrossRef]
- ISO/ASTM 52900:2015; Standard Terminology for Additive Manufacturing—General Principles—Terminology 2015. ISO: Geneva, Switzerland, 2015.
- Ghabezi, P.; Flanagan, T.; Harrison, N. Short Basalt Fibre Reinforced Recycled Polypropylene Filaments for 3D Printing. Mater. Lett. 2022, 326, 132942. [Google Scholar] [CrossRef]
- Sam-Daliri, O.; Ghabezi, P.; Flanagan, T.; Finnegan, W.; Mitchell, S.; Harrison, N. Recovery of Particle Reinforced Composite 3D Printing Filament from Recycled Industrial Polypropylene and Glass Fibre Waste. Proc. World Congr. Mech. Chem. Mater. Eng. 2022, 177, 3–4. [Google Scholar]
- Bhattacharjee, N.; Parra-Cabrera, C.; Kim, Y.T.; Kuo, A.P.; Folch, A. Desktop-Stereolithography 3D-Printing of a Poly(Dimethylsiloxane)-Based Material with Sylgard-184 Properties. Adv. Mater. 2018, 30, 1800001. [Google Scholar] [CrossRef] [PubMed]
- Tumbleston, J.R.; Shirvanyants, D.; Ermoshkin, N.; Janusziewicz, R.; Johnson, A.R.; Kelly, D.; Chen, K.; Pinschmidt, R.; Rolland, J.P.; Ermoshkin, A.; et al. Continuous Liquid Interface Production of 3D Objects. Science 2015, 347, 1349–1352. [Google Scholar] [CrossRef] [PubMed]
- Giannatsis, J.; Vassilakos, A.; Dedoussis, V. A Heterogeneous Infill Technique for Fused Deposition Modeling. Procedia Manuf. 2020, 51, 642–648. [Google Scholar] [CrossRef]
- Lee, S.J.; Jo, H.H.; Lim, K.S.; Lim, D.; Lee, S.; Lee, J.H.; Kim, W.D.; Jeong, M.H.; Lim, J.Y.; Kwon, I.K.; et al. Heparin Coating on 3D Printed Poly (l-Lactic Acid) Biodegradable Cardiovascular Stent via Mild Surface Modification Approach for Coronary Artery Implantation. Chem. Eng. J. 2019, 378, 122116. [Google Scholar] [CrossRef]
- Haleem, A.; Javaid, M. Polyether Ether Ketone (PEEK) and Its 3D Printed Implants Applications in Medical Field: An Overview. Clin. Epidemiol. Glob. Health 2019, 7, 571–577. [Google Scholar] [CrossRef]
- Sun, Y.; Wang, L.; Ni, Y.; Zhang, H.; Cui, X.; Li, J.; Zhu, Y.; Liu, J.; Zhang, S.; Chen, Y.; et al. 3D Printing of Thermosets with Diverse Rheological and Functional Applicabilities. Nat. Commun. 2023, 14, 245. [Google Scholar] [CrossRef] [PubMed]
- Quan, H.; Zhang, T.; Xu, H.; Luo, S.; Nie, J.; Zhu, X. Photo-Curing 3D Printing Technique and Its Challenges. Bioact. Mater. 2020, 5, 110–115. [Google Scholar] [CrossRef] [PubMed]
- Shehata, N.; Abdelkareem, M.A.; Sayed, E.T.; Egirani, D.E.; Opukumo, A.W. Smart Materials: The Next Generation. In Encyclopedia of Smart Materials; Elsevier: Amsterdam, The Netherlands, 2022; pp. 288–299. ISBN 978-0-12-815733-6. [Google Scholar]
- Qi, H.J.; Nguyen, T.D.; Castro, F.; Yakacki, C.M.; Shandas, R. Finite Deformation Thermo-Mechanical Behavior of Thermally Induced Shape Memory Polymers. J. Mech. Phys. Solids 2008, 56, 1730–1751. [Google Scholar] [CrossRef]
- Chu, H.; Yang, W.; Sun, L.; Cai, S.; Yang, R.; Liang, W.; Yu, H.; Liu, L. 4D Printing: A Review on Recent Progresses. Micromachines 2020, 11, 796. [Google Scholar] [CrossRef]
- Bodaghi, M.; Noroozi, R.; Zolfagharian, A.; Fotouhi, M.; Norouzi, S. 4D Printing Self-Morphing Structures. Materials 2019, 12, 1353. [Google Scholar] [CrossRef] [PubMed]
- Bodaghi, M.; Damanpack, A.R.; Liao, W.H. Self-Expanding/Shrinking Structures by 4D Printing. Smart Mater. Struct. 2016, 25, 105034. [Google Scholar] [CrossRef]
- Li, X.; Shang, J.; Wang, Z. Intelligent Materials: A Review of Applications in 4D Printing. Assem. Autom. 2017, 37, 170–185. [Google Scholar] [CrossRef]
- Bodaghi, M.; Damanpack, A.R.; Liao, W.H. Triple Shape Memory Polymers by 4D Printing. Smart Mater. Struct. 2018, 27, 065010. [Google Scholar] [CrossRef]
- Huang, W.M.; Song, C.L.; Fu, Y.Q.; Wang, C.C.; Zhao, Y.; Purnawali, H.; Lu, H.B.; Tang, C.; Ding, Z.; Zhang, J.L. Shaping Tissue with Shape Memory Materials. Adv. Drug Deliv. Rev. 2013, 65, 515–535. [Google Scholar] [CrossRef]
- Yeazel, T.R.; Becker, M.L. Advancing Toward 3D Printing of Bioresorbable Shape Memory Polymer Stents. Biomacromolecules 2020, 21, 3957–3965. [Google Scholar] [CrossRef] [PubMed]
- Rahmatabadi, D.; Soltanmohammadi, K.; Pahlavani, M.; Aberoumand, M.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Bodaghi, M.; Baghani, M. Shape Memory Performance Assessment of FDM 3D Printed PLA-TPU Composites by Box-Behnken Response Surface Methodology. Int. J. Adv. Manuf. Technol. 2023, 127, 935–950. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Baghani, M. 4D Printing of PLA-TPU Blends: Effect of PLA Concentration, Loading Mode, and Programming Temperature on the Shape Memory Effect. J. Mater. Sci. 2023, 58, 7227–7243. [Google Scholar] [CrossRef]
- Aberoumand, M.; Soltanmohammadi, K.; Rahmatabadi, D.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Bodaghi, M.; Baghani, M. 4D Printing of Polyvinyl Chloride (PVC): A Detailed Analysis of Microstructure, Programming, and Shape Memory Performance. Macro Mater. Eng. 2023, 308, 2200677. [Google Scholar] [CrossRef]
- Yakacki, C.M.; Shandas, R.; Lanning, C.; Rech, B.; Eckstein, A.; Gall, K. Unconstrained Recovery Characterization of Shape-Memory Polymer Networks for Cardiovascular Applications. Biomaterials 2007, 28, 2255–2263. [Google Scholar] [CrossRef]
- Senatov, F.S.; Niaza, K.V.; Zadorozhnyy, M.Y.; Maksimkin, A.V.; Kaloshkin, S.D.; Estrin, Y.Z. Mechanical Properties and Shape Memory Effect of 3D-Printed PLA-Based Porous Scaffolds. J. Mech. Behav. Biomed. Mater. 2016, 57, 139–148. [Google Scholar] [CrossRef] [PubMed]
- Turek, P.; Jońca, K.; Winiarska, M. Evaluation of the Accuracy of the Resection Template and Restorations of the Bone Structures in the Mandible Area Manufactured Using the Additive Technique. Rep. Mech. Eng. 2023, 4, 39–46. [Google Scholar] [CrossRef]
- Ge, Q.; Sakhaei, A.H.; Lee, H.; Dunn, C.K.; Fang, N.X.; Dunn, M.L. Multimaterial 4D Printing with Tailorable Shape Memory Polymers. Sci. Rep. 2016, 6, 31110. [Google Scholar] [CrossRef]
- Jiang, Y.; Wang, Q. Highly-Stretchable 3D-Architected Mechanical Metamaterials. Sci. Rep. 2016, 6, 34147. [Google Scholar] [CrossRef]
- Inverardi, N.; Scalet, G.; Melocchi, A.; Uboldi, M.; Maroni, A.; Zema, L.; Gazzaniga, A.; Auricchio, F.; Briatico-Vangosa, F.; Baldi, F.; et al. Experimental and Computational Analysis of a Pharmaceutical-Grade Shape Memory Polymer Applied to the Development of Gastroretentive Drug Delivery Systems. J. Mech. Behav. Biomed. Mater. 2021, 124, 104814. [Google Scholar] [CrossRef]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and Mechanical Properties of PLA, and Their Functions in Widespread Applications—A Comprehensive Review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef] [PubMed]
- Jamshidian, M.; Tehrany, E.A.; Imran, M.; Jacquot, M.; Desobry, S. Poly-Lactic Acid: Production, Applications, Nanocomposites, and Release Studies. Compr. Rev. Food Sci. Food Saf. 2010, 9, 552–571. [Google Scholar] [CrossRef] [PubMed]
- Hamad, K.; Kaseem, M.; Yang, H.W.; Deri, F.; Ko, Y.G. Properties and Medical Applications of Polylactic Acid: A Review. Express Polym. Lett. 2015, 9, 435–455. [Google Scholar] [CrossRef]
- Filipovic, N.; Nikolic, D.; Isailovic, V.; Milosevic, M.; Geroski, V.; Karanasiou, G.; Fawdry, M.; Flanagan, A.; Fotiadis, D.; Kojic, M. In Vitro and in Silico Testing of Partially and Fully Bioresorbable Vascular Scaffold. J. Biomech. 2021, 115, 110158. [Google Scholar] [CrossRef]
- Jia, H.; Gu, S.-Y.; Chang, K. 3D Printed Self-Expandable Vascular Stents from Biodegradable Shape Memory Polymer. Adv Polym Technol 2018, 37, 3222–3228. [Google Scholar] [CrossRef]
- Van Manen, T.; Janbaz, S.; Jansen, K.M.B.; Zadpoor, A.A. 4D Printing of Reconfigurable Metamaterials and Devices. Commun. Mater. 2021, 2, 56. [Google Scholar] [CrossRef]
- Soleyman, E.; Rahmatabadi, D.; Soltanmohammadi, K.; Aberoumand, M.; Ghasemi, I.; Abrinia, K.; Baniassadi, M.; Wang, K.; Baghani, M. Shape Memory Performance of PETG 4D Printed Parts under Compression in Cold, Warm, and Hot Programming. Smart Mater. Struct. 2022, 31, 085002. [Google Scholar] [CrossRef]
- Pandini, S.; Inverardi, N.; Scalet, G.; Battini, D.; Bignotti, F.; Marconi, S.; Auricchio, F. Shape Memory Response and Hierarchical Motion Capabilities of 4D Printed Auxetic Structures. Mech. Res. Commun. 2020, 103, 103463. [Google Scholar] [CrossRef]
- Pasini, C.; Inverardi, N.; Battini, D.; Scalet, G.; Marconi, S.; Auricchio, F.; Pandini, S. Experimental Investigation and Modeling of the Temperature Memory Effect in a 4D-Printed Auxetic Structure. Smart Mater. Struct. 2022, 31, 095021. [Google Scholar] [CrossRef]
- Park, S.-J.; Kang, S.-J.; Virmani, R.; Nakano, M.; Ueda, Y. In-Stent Neoatherosclerosis. J. Am. Coll. Cardiol. 2012, 59, 2051–2057. [Google Scholar] [CrossRef]
- Karanasiou, G.S.; Papafaklis, M.I.; Conway, C.; Michalis, L.K.; Tzafriri, R.; Edelman, E.R.; Fotiadis, D.I. Stents: Biomechanics, Biomaterials, and Insights from Computational Modeling. Ann. Biomed. Eng. 2017, 45, 853–872. [Google Scholar] [CrossRef]
- Hou, L.-D.; Li, Z.; Pan, Y.; Sabir, M.; Zheng, Y.-F.; Li, L. A Review on Biodegradable Materials for Cardiovascular Stent Application. Front. Mater. Sci. 2016, 10, 238–259. [Google Scholar] [CrossRef]
- Nishio, S.; Kosuga, K.; Igaki, K.; Okada, M.; Kyo, E.; Tsuji, T.; Takeuchi, E.; Inuzuka, Y.; Takeda, S.; Hata, T.; et al. Long-Term (>10 Years) Clinical Outcomes of First-in-Human Biodegradable Poly-l-Lactic Acid Coronary Stents: Igaki-Tamai Stents. Circulation 2012, 125, 2343–2353. [Google Scholar] [CrossRef]
- Nishio, S.; Takeda, S.; Kosuga, K.; Okada, M.; Kyo, E.; Tsuji, T.; Takeuchi, E.; Terashima, T.; Inuzuka, Y.; Hata, T.; et al. Decade of Histological Follow-Up for a Fully Biodegradable Poly-l-Lactic Acid Coronary Stent (Igaki-Tamai Stent) in Humans: Are Bioresorbable Scaffolds the Answer? Circulation 2014, 129, 534–535. [Google Scholar] [CrossRef]
- Tong, X.; Zhang, Z.; Fu, K.; Li, Y.; Cao, B.; Wang, W.; Chen, B. Achieving High Mechanical Properties of Biodegradable Vascular Stents by Four-Axis 3d Printing System and Heat Treatment. Mater. Lett. 2023, 341, 134261. [Google Scholar] [CrossRef]
- Jeżewski, M.P.; Kubisa, M.J.; Eyileten, C.; De Rosa, S.; Christ, G.; Lesiak, M.; Indolfi, C.; Toma, A.; Siller-Matula, J.M.; Postuła, M. Bioresorbable Vascular Scaffolds—Dead End or Still a Rough Diamond? J. Clin. Med. 2019, 8, 2167. [Google Scholar] [CrossRef]
- Jinnouchi, H.; Torii, S.; Sakamoto, A.; Kolodgie, F.D.; Virmani, R.; Finn, A.V. Fully Bioresorbable Vascular Scaffolds: Lessons Learned and Future Directions. Nat. Rev. Cardiol. 2019, 16, 286–304. [Google Scholar] [CrossRef]
- Onuma, Y.; Serruys, P.W. Bioresorbable Scaffold: The Advent of a New Era in Percutaneous Coronary and Peripheral Revascularization? Circulation 2011, 123, 779–797. [Google Scholar] [CrossRef] [PubMed]
- Foin, N.; Lee, R.D.; Torii, R.; Guitierrez-Chico, J.L.; Mattesini, A.; Nijjer, S.; Sen, S.; Petraco, R.; Davies, J.E.; Di Mario, C.; et al. Impact of Stent Strut Design in Metallic Stents and Biodegradable Scaffolds. Int. J. Cardiol. 2014, 177, 800–808. [Google Scholar] [CrossRef] [PubMed]
- Regazzoli, D.; Leone, P.P.; Colombo, A.; Latib, A. New Generation Bioresorbable Scaffold Technologies: An Update on Novel Devices and Clinical Results. J. Thorac. Dis. 2017, 9, S979–S985. [Google Scholar] [CrossRef]
- Milosevic, M.; Anic, M.; Nikolic, D.; Geroski, V.; Milicevic, B.; Kojic, M.; Filipovic, N. Application of in Silico Platform for the Development and Optimization of Fully Bioresorbable Vascular Scaffold Designs. Front. Med. Technol. 2021, 3, 724062. [Google Scholar] [CrossRef]
- Okereke, M.I.; Khalaj, R.; Tabriz, A.G.; Douroumis, D. Development of 3D Printable Bioresorbable Coronary Artery Stents: A Virtual Testing Approach. Mech. Mater. 2021, 163, 104092. [Google Scholar] [CrossRef]
- Nikolic, D.D.; Filipovic, N. Topological and Parametric Optimization of Stent Design Based on Numerical Methods. In Computational Modeling in Bioengineering and Bioinformatics; Elsevier: Amsterdam, The Netherlands, 2020; pp. 69–103. ISBN 978-0-12-819583-3. [Google Scholar]
- Van Kampen, K.A.; Olaret, E.; Stancu, I.-C.; Moroni, L.; Mota, C. Controllable Four Axis Extrusion-Based Additive Manufacturing System for the Fabrication of Tubular Scaffolds with Tailorable Mechanical Properties. Mater. Sci. Eng. C 2021, 119, 111472. [Google Scholar] [CrossRef] [PubMed]
- Zivic, F.; Mitrovic, S.; Grujovic, N.; Jovanovic, Z.; Dzunic, D.; Milenkovic, S. The Influence of the 3D Printing Infill and Printing Direction on Friction and Wear of Polylactic Acid (PLA) under Rotational Sliding. J. Frict. Wear 2021, 42, 106–111. [Google Scholar] [CrossRef]
- Issabayeva, Z.; Shishkovsky, I. Prediction of The Mechanical Behavior of Polylactic Acid Parts with Shape Memory Effect Fabricated by FDM. Polymers 2023, 15, 1162. [Google Scholar] [CrossRef] [PubMed]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Printing Technique | Layer Thickness [mm] | Printing Speed [mm/s] | Nozzle Temperature [°C] | Nozzle Diameter [mm] | Bed/Drum Adhesion |
|---|---|---|---|---|---|
| Standard FDM | 0.1 | 10 | 230 | 0.4 | Raft |
| four-axis FDM | 0.4 | 10 | 230 | 0.4 | None |
| Length [mm] | Inner Diameter [mm] | Outer Diameter [mm] | Ligament Thickness [mm] | Ligament Width [mm] |
|---|---|---|---|---|
| 20.5 | 6.2 | 7 | 0.5 | 0.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Slavkovic, V.; Palic, N.; Milenkovic, S.; Zivic, F.; Grujovic, N. Thermo-Mechanical Characterization of 4D-Printed Biodegradable Shape-Memory Scaffolds Using Four-Axis 3D-Printing System. Materials 2023, 16, 5186. https://doi.org/10.3390/ma16145186
Slavkovic V, Palic N, Milenkovic S, Zivic F, Grujovic N. Thermo-Mechanical Characterization of 4D-Printed Biodegradable Shape-Memory Scaffolds Using Four-Axis 3D-Printing System. Materials. 2023; 16(14):5186. https://doi.org/10.3390/ma16145186
Chicago/Turabian StyleSlavkovic, Vukasin, Nikola Palic, Strahinja Milenkovic, Fatima Zivic, and Nenad Grujovic. 2023. "Thermo-Mechanical Characterization of 4D-Printed Biodegradable Shape-Memory Scaffolds Using Four-Axis 3D-Printing System" Materials 16, no. 14: 5186. https://doi.org/10.3390/ma16145186
APA StyleSlavkovic, V., Palic, N., Milenkovic, S., Zivic, F., & Grujovic, N. (2023). Thermo-Mechanical Characterization of 4D-Printed Biodegradable Shape-Memory Scaffolds Using Four-Axis 3D-Printing System. Materials, 16(14), 5186. https://doi.org/10.3390/ma16145186