
Considerations on the Wear Behavior of Vacuum-Remelted ZrO2-Reinforced Self-Fluxing Ni-Based Thermally Sprayed Alloys





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
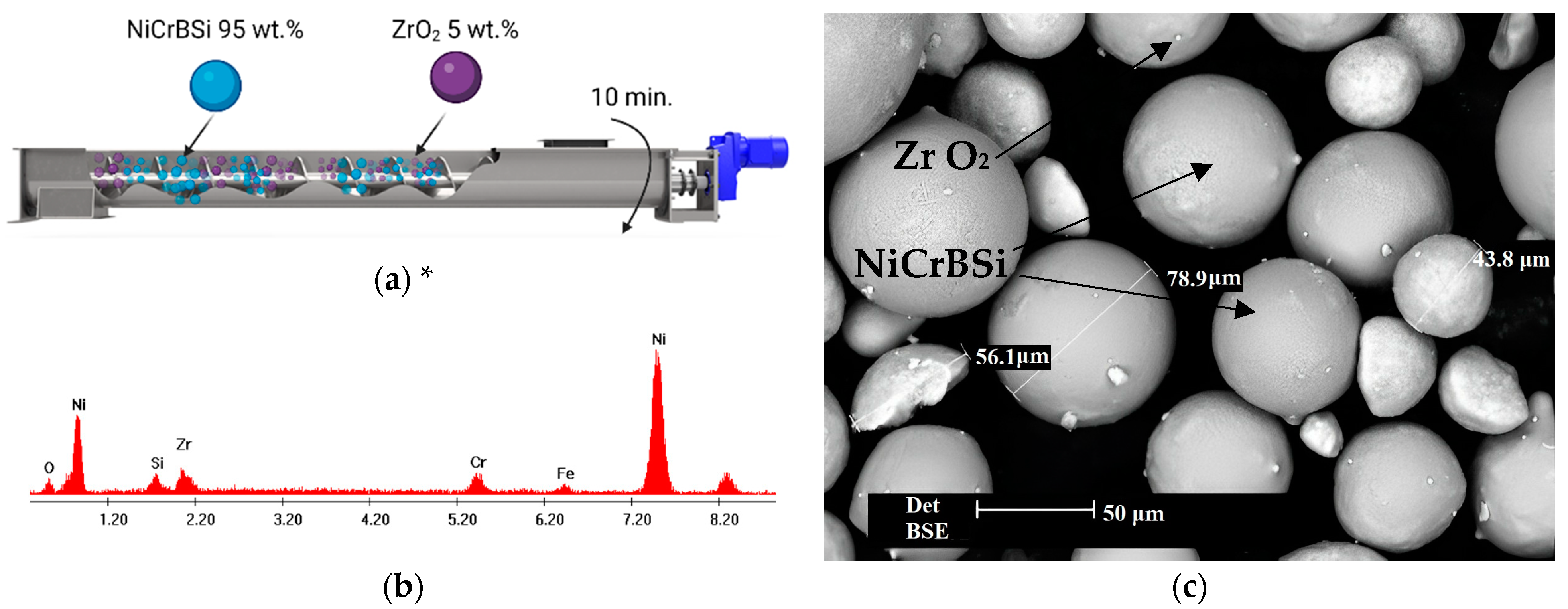
2.1. Materials and Coating Deposition
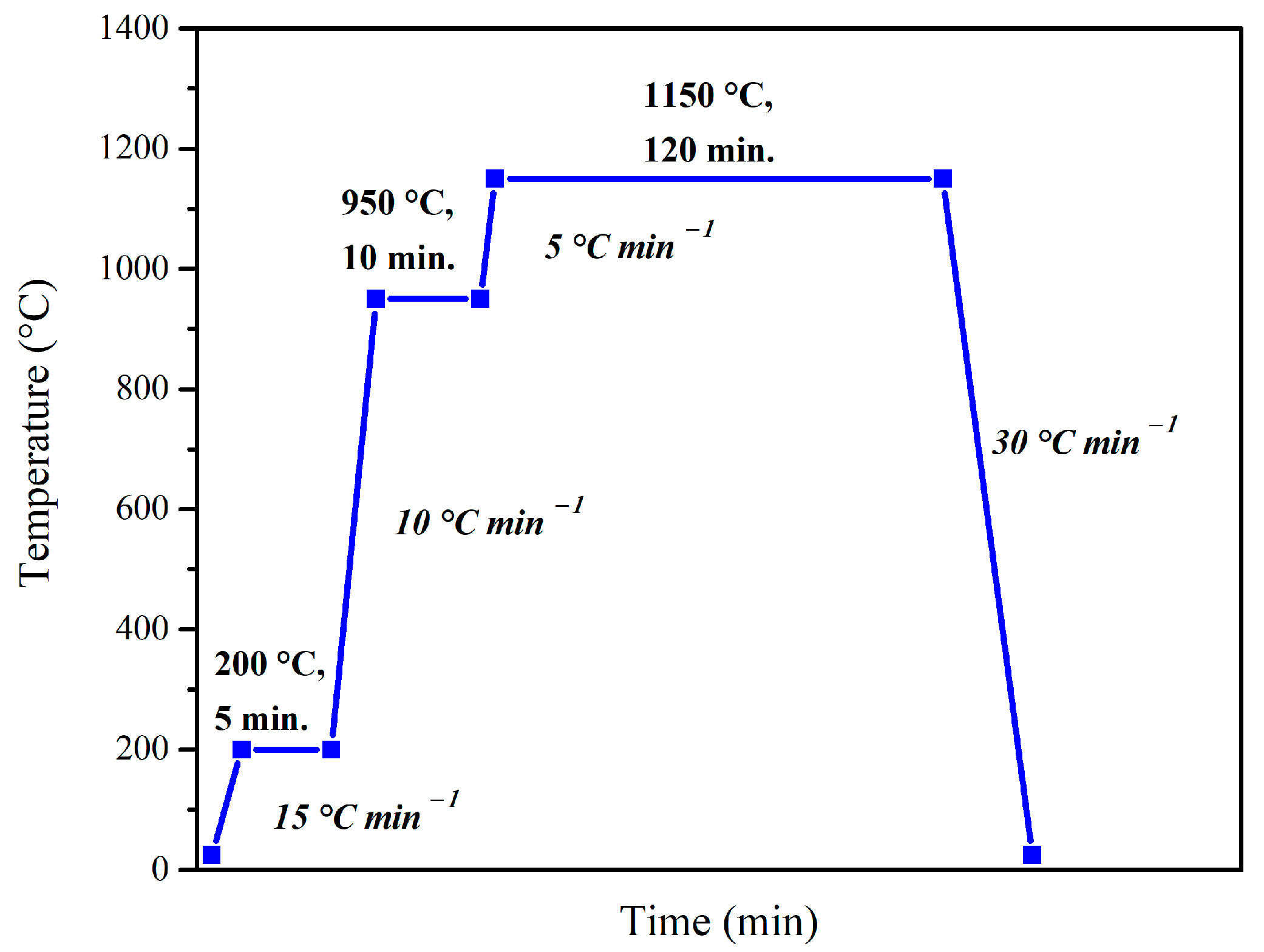
2.2. Post-Processing
2.3. Characterization Methods
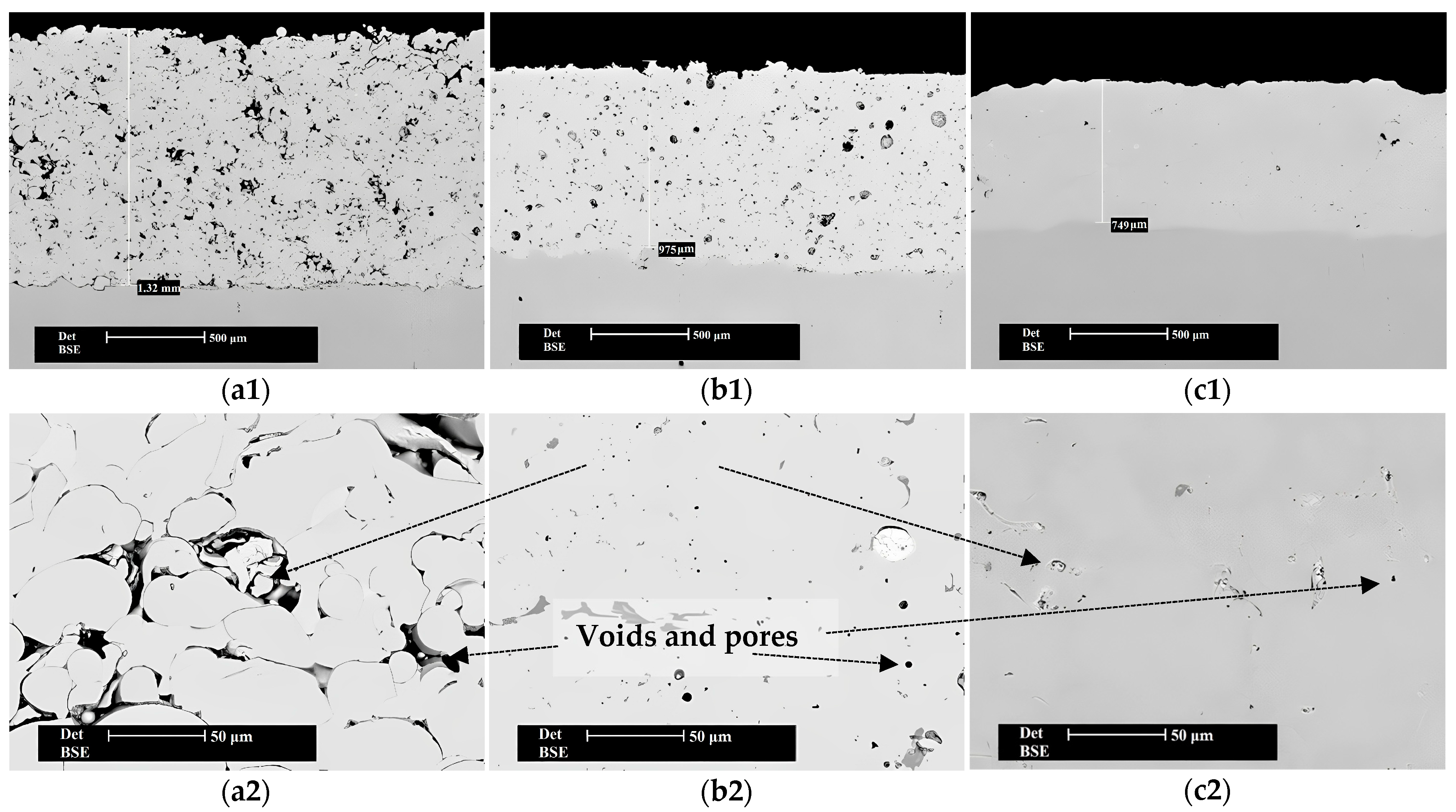
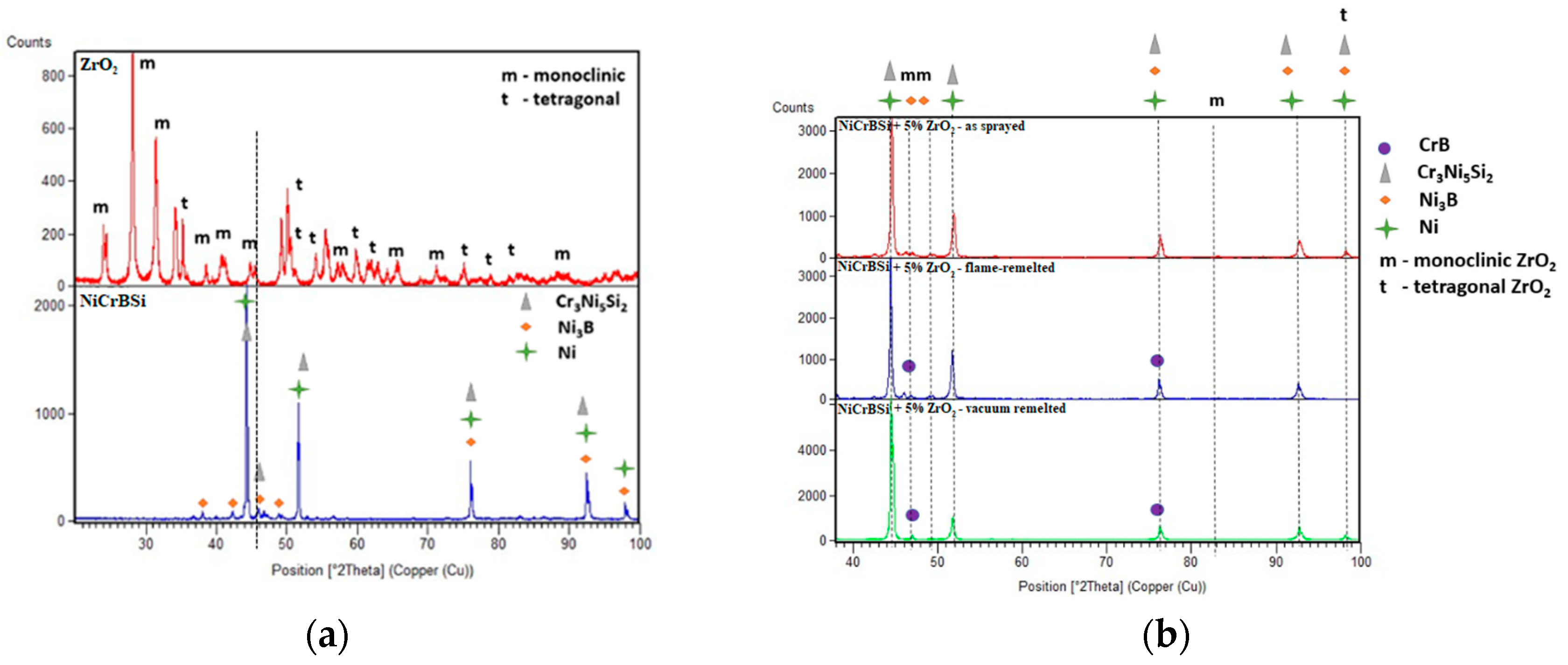
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Vardelle, A.; Moreau, C.; Akedo, J.; Ashrafizadeh, H.; Berndt, C.C.; Berghaus, J.O.; Boulos, M.; Brogan, J.; Bourtsalas, A.C.; Dolatabadi, A.; et al. The 2016 Thermal Spray Roadmap. J. Therm. Spray Technol. 2016, 25, 1376–1440. [Google Scholar] [CrossRef]
- Singh, S.; Goyal, K.; Bhatia, R. Mechanical and microstructural properties of yttria-stabilized zirconia reinforced Cr3C2-25NiCr thermal spray coatings on steel alloy. J. Electrochem. Sci. Eng. 2022, 12, 819–828. [Google Scholar] [CrossRef]
- Khuengpukheiw, R.; Saikaew, C.; Wisitsoraat, A.; Kaen, K. Wear resistance of HVOF sprayed NiSiCrFeB, WCCo/NiSiCrFeB, WC-Co, and WC-Cr3C2-Ni rice harvesting blades. Mat. Testing 2021, 63, 1–11. [Google Scholar]
- Dong, X.-Y.; Luo, X.-T.; Zhang, S.-L.; Li, C.-J. A Novel Strategy for Depositing Dense Self-Fluxing Alloy Coatings with Sufficiently Bonded Splats by One-Step Atmospheric Plasma Spraying. J. Therm. Spray Technol. 2020, 29, 173–184. [Google Scholar] [CrossRef]
- Bergant, Z.; Batič, B.Š.; Felde, I.; Šturm, R.; Sedlaček, M. Tribological Properties of Solid Solution Strengthened Laser Cladded NiCrBSi/WC-12Co Metal Matrix Composite Coatings. Materials 2022, 15, 342. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Jiang, J.; Chi, Y.; Mao, X.; Zhu, L.; Dong, Y.; Yang, Y.; He, J. Effect of Heat Treatment Temperature on the Microstructure and Wear Corrosion Properties of NiCrBSi–TiN Composite Coatings. Ceram. Int. 2022, 48, 6933–6941. [Google Scholar] [CrossRef]
- Azzoug, R.; Mebdoua, Y.; Hellal, F.; Marra, F. Analysis of Microstructure, Mechanical Indentation and Corrosive Behavior of a Thermally Sprayed NiFeCrBSi-WC Composite Coating. J. Alloys Compd. 2022, 900, 163505. [Google Scholar] [CrossRef]
- Ciubotariu, C.-R.; Frunzaverde, D.; Mărginean, G. Investigations of Cavitation Erosion and Corrosion Behavior of Flame-Sprayed NiCrBSi/WC-12Co Composite Coatings. Materials 2022, 15, 2943. [Google Scholar] [CrossRef]
- Kazamer, N.; Muntean, R.; Vălean, P.C.; Pascal, D.T.; Mărginean, G.; Șerban, V.-A. Comparison of Ni-Based Self-Fluxing Remelted Coatings for Wear and Corrosion Applications. Materials 2021, 14, 3293. [Google Scholar] [CrossRef]
- Serres, N.; Hlawka, F.; Costil, S.; Langlade, C.; Machi, F. An Investigation of the Mechanical Properties and Wear Resistance of NiCrBSi Coatings Carried out by in Situ Laser Remelting. Wear 2011, 270, 640–649. [Google Scholar] [CrossRef]
- Houdková, Š.; Smazalová, E.; Vostřák, M.; Schubert, J. Properties of NiCrBSi Coating, as Sprayed and Remelted by Different Technologies. Surf. Coat. Technol. 2014, 253, 14–26. [Google Scholar] [CrossRef]
- Skulev, H.; Malinov, S.; Basheer, P.A.M.; Sha, W. Modifications of Phases, Microstructure and Hardness of Ni-Based Alloy Plasma Coatings Due to Thermal Treatment. Surf. Coat. Technol. 2004, 185, 18–29. [Google Scholar] [CrossRef]
- Salimijazi, H.R.; Golozar, M.A.; Karimi, M.R. Effects of Remelting Processes on Porosity of NiCrBSi Flame Sprayed Coatings. Surf. Eng. 2016, 32, 238–243. [Google Scholar] [CrossRef]
- Habib, K.A.; Cano, D.L.; Heredia, J.A.; Mira, J.S. Effect of Post-Coating Technique on Microstructure, Microhardness and the Mixed Lubrication Regime Parameters of Thermally-Sprayed NiCrBSi Coatings. Surf. Coat. Technol. 2019, 358, 824–832. [Google Scholar] [CrossRef]
- Deenadayalan, K.; Murali, V.; Elayaperumal, A.; Arulvel, S. Effective Role of Short Time Furnace Heat Treatment and Laser Treatment on the Residual Stress and Mechanical Properties of NiCrBSi–WC Weldments Produced Using Plasma Transferred Arc Welding Process. J. Mater. Res. Technol. 2021, 15, 3492–3513. [Google Scholar] [CrossRef]
- Chen, L.-Y.; Xu, T.; Lu, S.; Wang, Z.-X.; Chen, S.; Zhang, L.-C. Improved Hardness and Wear Resistance of Plasma Sprayed Nanostructured NiCrBSi Coating via Short-Time Heat Treatment. Surf. Coat. Technol. 2018, 350, 436–444. [Google Scholar] [CrossRef]
- Chen, L.-Y.; Liu, Y.-T.; Xuan, H.-N.; Zhao, C.-H.; Bobrov, M.; Zang, Q.-H.; Peng, J.-H.; Lu, S.; Zhang, L.-C. A New Method for Evaluating the Bond Strength of Plasma-Sprayed NiCrBSi Coatings. Metals 2022, 12, 168. [Google Scholar] [CrossRef]
- Xu, H.; Huang, H.; Liu, Z. Influence of Plasma Transferred Arc Remelting on Microstructure and Properties of PTAW-Deposited Ni-Based Overlay Coating. J. Therm. Spray Technol. 2021, 30, 946–958. [Google Scholar] [CrossRef]
- Kılıç, H.; Mısırlı, C.; Mutlu, İ. Investigation of the Friction Behavior of Plasma Spray Mo/NiCrBSi Coated Brake Discs. Mater. Test. 2021, 63, 259–265. [Google Scholar] [CrossRef]
- Zimoglyadova, T.A.; Skooched, K.A.; Safarova, D.E. Structural Features of Protective Layers Based on Self-Fluxing Nickel Alloy, Niobium and Boron after Electron-Beam and Furnace-Chamber Treatments. Met. Sci. Heat Treat. 2022, 63, 667–673. [Google Scholar] [CrossRef]
- Wang, S.; Ma, C.; Walsh, F.C. Alternative Tribological Coatings to Electrodeposited Hard Chromium: A Critical Review. Trans. IMF 2020, 98, 173–185. [Google Scholar] [CrossRef]
- Zhang, H.F.; Zhang, C.H.; Wang, Z.Y.; Cui, X.; Zhang, S.; Chen, H.T. Microstructure and Corrosion Behaviour of WC/NiCrBSi Coatings by Vacuum Cladding. Mater. Sci. Technol. 2022, 38, 19–29. [Google Scholar] [CrossRef]
- Dey, D.; Sarkar, S.; Rawal, S.; Singh, A.K.; Bal, K.S.; Khande, M.; Nath, A.K.; Roy Choudhury, A. Correlation of Real-Time Thermal History with Tribological Properties of Laser Coated NiCrBSi with Ag and WS2 Addition. Surf. Coat. Technol. 2022, 431, 128034. [Google Scholar] [CrossRef]
- Zhang, C.; Pei, S.; Ji, H.; Cui, Y.; Li, M. Fabrication of Ni60–SiC Coating on Carbon Steel for Improving Friction, Corrosion Properties. Mater. Sci. Technol. 2017, 33, 446–453. [Google Scholar] [CrossRef]
- Xu, J.; Zhang, C.; Sun, G.; Xiao, J.; Zhang, L.; Zhang, G. Role of SiC Nanoparticles on Tribological Properties of Atmospheric Plasma Sprayed 5 Wt.% SiC–Ni60 Coatings. Tribol. Int. 2020, 146, 106220. [Google Scholar] [CrossRef]
- Huang, S.; Sun, D.; Wang, W.; Xu, H. Microstructures and Properties of In-Situ TiC Particles Reinforced Ni-Based Composite Coatings Prepared by Plasma Spray Welding. Ceram. Int. 2015, 41, 12202–12210. [Google Scholar] [CrossRef]
- Kazamer, N.; Vălean, P.; Pascal, D.-T.; Muntean, R.; Mărginean, G.; Șerban, V.-A. Development, Optimization, and Characterization of NiCrBSi-TiB2 Flame-Sprayed Vacuum Fused Coatings. Surf. Coat. Technol. 2021, 406, 126747. [Google Scholar] [CrossRef]
- Kazamer, N.; Vălean, P.-C.; Pascal, D.-T.; Muntean, R.; Mărginean, G.; Șerban, V.-A. Microstructure and Phase Composition of NiCrBSi-TiB2 Vacuum Furnace Fused Flame-Sprayed Coatings. IOP Conf. Ser. Mater. Sci. Eng. 2018, 416, 012001. [Google Scholar] [CrossRef]
- Cao, X.Q.; Vassen, R.; Stoever, D. Ceramic Materials for Thermal Barrier Coatings. J. Eur. Ceram. Soc. 2004, 24, 1–10. [Google Scholar] [CrossRef]
- Marcelli, E.; Costantino, M.L.; Villa, T.; Bagnoli, P.; Zannoli, R.; Corazza, I.; Cercenelli, L. Effect of Intermediate ZrO2-CaO Coatings Deposited by Cold Thermal Spraying on the Titanium-Porcelain Bond in Dental Restorations. J. Prosthet. Dent. 2014, 112, 1201–1211. [Google Scholar] [CrossRef]
- Zeng, X.; Xiong, Y.; Liu, Z.; Tong, X.; Hu, C.; Bian, J.; Cao, Q.; Cheng, X. Preparation and Characterization of Self-Lubricating CaF2@ZrO2/YSZ Composite Coating. J. Therm. Spray Technol. 2022, 31, 2126–2135. [Google Scholar] [CrossRef]
- Ramaswamy, P.; Vattappara, K.; Avijit Gomes, S.; Teja Pasupuleti, K. Residual Stress Analysis on Functionally Graded 8% Y2O3-ZrO2 and NiCrAlY Thermal Barrier Coatings. Mater. Today Proc. 2022, 66, 1638–1644. [Google Scholar] [CrossRef]
- Witke, K.; Österle, W.; Skopp, A.; Woydt, M. Raman Microprobe Spectroscopy and Transmission Electron Microscopy of Thermal Sprayed ZrO2 Coatings before and after Rub Testing of Outer Air Seals. J. Raman Spectrosc. 2001, 32, 1008–1014. [Google Scholar] [CrossRef]
- Lima, R.S.; Marple, B.R. Toward Highly Sintering-Resistant Nanostructured ZrO2-7wt.%Y2O3 Coatings for TBC Applications by Employing Differential Sintering. J. Therm. Spray Technol. 2008, 17, 846–852. [Google Scholar] [CrossRef]
- Dobbins, T.A.; Knight, R.; Mayo, M.J. HVOF Thermal Spray Deposited Y2O3-Stabilized ZrO2 Coatings for Thermal Barrier Applications. J. Therm. Spray Technol. 2003, 12, 214–225. [Google Scholar] [CrossRef]
- Kiilakoski, J.; Puranen, J.; Heinonen, E.; Koivuluoto, H.; Vuoristo, P. Characterization of Powder-Precursor HVOF-Sprayed Al2O3-YSZ/ZrO2 Coatings. J. Therm. Spray Technol. 2019, 28, 98–107. [Google Scholar] [CrossRef]
- Brzezinski, T.; Cavasin, A.; Grenier, S.; Kharlanova, E.; Kim, G.; Tsantrizos, P. Vacuum Plasma Sprayed ZrO2-Based Thermal Barrier Coatings for Aerospace Applications. In Proceedings of the International Thermal Spray Conference, Nice, France, 25–29 May 1998; pp. 1645–1650. [Google Scholar]
- Fernandes, F.; Ramalho, A.; Loureiro, A.; Guilemany, J.M.; Torrell, M.; Cavaleiro, A. Influence of nanostructured ZrO2 additions on the wear resistance of Ni-based alloy coatings deposited by APS process. Wear 2013, 303, 591–601. [Google Scholar] [CrossRef]
- Zhou, F.; Guo, D.; Zhang, X.; Xu, B.; Wang, Y.; Liu, M.; Wang, Y. In-Situ Synthesized Nanostructured t-ZrO2/La2(Zr0.75Ce0.25)2O7 Composite Thermal Barrier Coatings. Ceram. Int. 2022, 48, 31054–31059. [Google Scholar] [CrossRef]
- Fang, Y.; Cui, X.; Yan, C.; Chen, Z.; Jing, Y.; Wen, X.; Jin, G.; Tian, H. Thermal Cycling Behavior of Plasma-Sprayed Yttria-Stabilized Zirconia Thermal Barrier Coating with La0.8Ba0.2TiO3−δ Top Layer. Ceram. Int. 2022, 48, 6185–6198. [Google Scholar] [CrossRef]
- Yang, P.; Bu, Z.; An, Y.; Zhou, H.; Li, Y.; Chen, J. A Systematic Study on Na2SO4-Induced Hot Corrosion Behavior of Plasma-Sprayed La2(Zr0.75Ce0.25)2O7 Coating. Surf. Coat. Technol. 2022, 429, 127979. [Google Scholar] [CrossRef]
- Juliano, H.A.; Gapsari, F.; Izzuddin, H.; Sudiro, T.; Phatama, K.Y.; Sukmajaya, W.P.; Zuliantoni; Putri, T.M.; Sulaiman, A.M. HA/ZrO2 on CoCr Alloy Using Flame Thermal Spray. J. Nov. Carbon Resource Sci. Green Asia Strateg. 2022, 9, 254–261. [Google Scholar]
- Abd-Elwahed, M.S.; Ibrahim, A.F.; Reda, M.M. Effects of ZrO2 Nanoparticle Content on Microstructure and Wear Behavior of Titanium Matrix Composite. J. Mater. Res. Technol. 2020, 9, 8528–8534. [Google Scholar] [CrossRef]
- ASTM E2109-01; Standard Test Methods for Determining Area Percentage Porosity in Thermal Sprayed Coatings. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM E1920-03; Standard Guide for Metallographic Preparation of Thermal Sprayed Coatings. ASTM International: West Conshohocken, PA, USA, 2021.
- ASTM G99-17; Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM International: West Conshohocken, PA, USA, 2017.
- Rauta, P.R.; Manivasakan, P.; Rajendran, V.; Sahu, B.B.; Panda, B.K.; Mohapatra, P. Phase Transformation of ZrO2 Nanoparticles Produced from Zircon. Phase Transit. 2012, 85, 13–26. [Google Scholar] [CrossRef]
- Bao, R.; Yu, H.; Chen, C.; Qi, B.; Zhang, L. Development of laser cladding wear-resistant coating on titanium alloys. Surf. Rev. Lett. 2006, 13, 645–654. [Google Scholar] [CrossRef]
- Ma, B.; Yang, G.; Bu, F. Study of Brazed Diamond Micro-Powder Burs Fabricated Using Induction Brazing with Either an Amorphous or a Crystalline Ni-Based Filler Alloy. Int. J. Refract. Met. Hard Mater. 2017, 62, 58–63. [Google Scholar] [CrossRef]
- Chen, L.-Y.; Xu, T.; Wang, H.; Sang, P.; Lu, S.; Wang, Z.-X.; Chen, S.; Zhang, L.-C. Phase Interaction Induced Texture in a Plasma Sprayed-Remelted NiCrBSi Coating during Solidification: An Electron Backscatter Diffraction Study. Surf. Coat. Technol. 2019, 358, 467–480. [Google Scholar] [CrossRef]
- Weicheng, K.; Kangmei, L.; Jun, H. Effect of laser power on microstructure and friction-wear performances of direct energy deposited ZrO2/8%Y2O3/NiCrCrAl coatings on Ti6Al4V alloy. Optics. Laser. Technol. 2021, 142, 107214. [Google Scholar] [CrossRef]
- Gahr, K.-H.; Lee, S.-Z. Friction and wear of ZrO2/TiO2 surface alloyed Al2O3 ceramics in unlubricated sliding contact. Mat. Sci. Eng. Technol. 1994, 25, 110–118. [Google Scholar] [CrossRef]
- Kong, L.; Zhu, S.; Bi, Q.; Qiao, Z.; Yang, J.; Liu, W. Friction and Wear Behavior of Self-Lubricating ZrO2(Y2O3)–CaF2–Mo–Graphite Composite from 20 °C to 1000 °C. Ceram. Int. 2014, 40, 10787–10792. [Google Scholar] [CrossRef]
- Ma, S.Y.; Zheng, S.H.; Ding, H.Y.; Li, W. Anti-Wear and Reduce-Friction Ability of ZrO2/SiO2 Self-Lubricating Composites. Adv. Mater. Res. 2009, 79–82, 1863–1866. [Google Scholar] [CrossRef]
- Zhou, J.-L.; Kong, D.J. Immersion corrosion and electrochemical performances of laser cladded FeSiB, FeSiBCr and FeSiBCrMo coatings in 3.5% NaCl solution. Surf. Coat. Technol. 2020, 383, 125229. [Google Scholar] [CrossRef]
- Zhou, J.; Gou, W.; He, D.; Huang, Y.; Cai, Z.; Zhou, L.; Xing, Z.; Wang, H. Study on preparation and wear resistance of NiCrBSi-WC/Co composite coatings by pulsed magnetic field assisted supersonic plasma spraying. Surf. Coat. Technol. 2022, 448, 128897. [Google Scholar] [CrossRef]
- Archard, J. Contact and rubbing of Flat Surfaces. J. App. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]









Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kazamer, N.; Muntean, R.; Uțu, I.-D.; Mărginean, G. Considerations on the Wear Behavior of Vacuum-Remelted ZrO2-Reinforced Self-Fluxing Ni-Based Thermally Sprayed Alloys. Materials 2023, 16, 5183. https://doi.org/10.3390/ma16145183
Kazamer N, Muntean R, Uțu I-D, Mărginean G. Considerations on the Wear Behavior of Vacuum-Remelted ZrO2-Reinforced Self-Fluxing Ni-Based Thermally Sprayed Alloys. Materials. 2023; 16(14):5183. https://doi.org/10.3390/ma16145183
Chicago/Turabian StyleKazamer, Norbert, Roxana Muntean, Ion-Dragoș Uțu, and Gabriela Mărginean. 2023. "Considerations on the Wear Behavior of Vacuum-Remelted ZrO2-Reinforced Self-Fluxing Ni-Based Thermally Sprayed Alloys" Materials 16, no. 14: 5183. https://doi.org/10.3390/ma16145183
APA StyleKazamer, N., Muntean, R., Uțu, I.-D., & Mărginean, G. (2023). Considerations on the Wear Behavior of Vacuum-Remelted ZrO2-Reinforced Self-Fluxing Ni-Based Thermally Sprayed Alloys. Materials, 16(14), 5183. https://doi.org/10.3390/ma16145183