
Geometry and Microstructure Control of Remanufactured Metallic Parts by Cold Spray Additive Manufacturing



Abstract
1. Introduction
2. Materials and Methods
2.1. Feedstock Powder Characterization
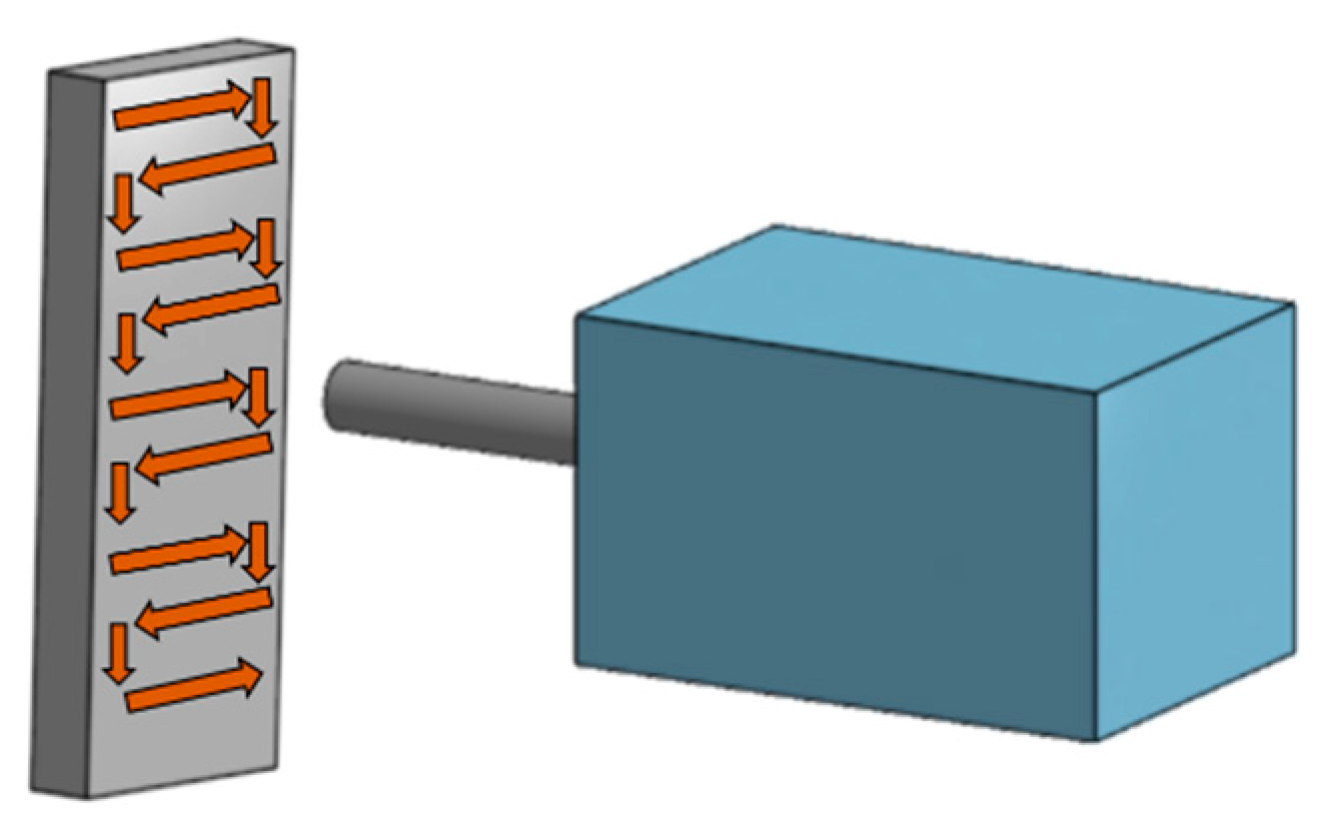
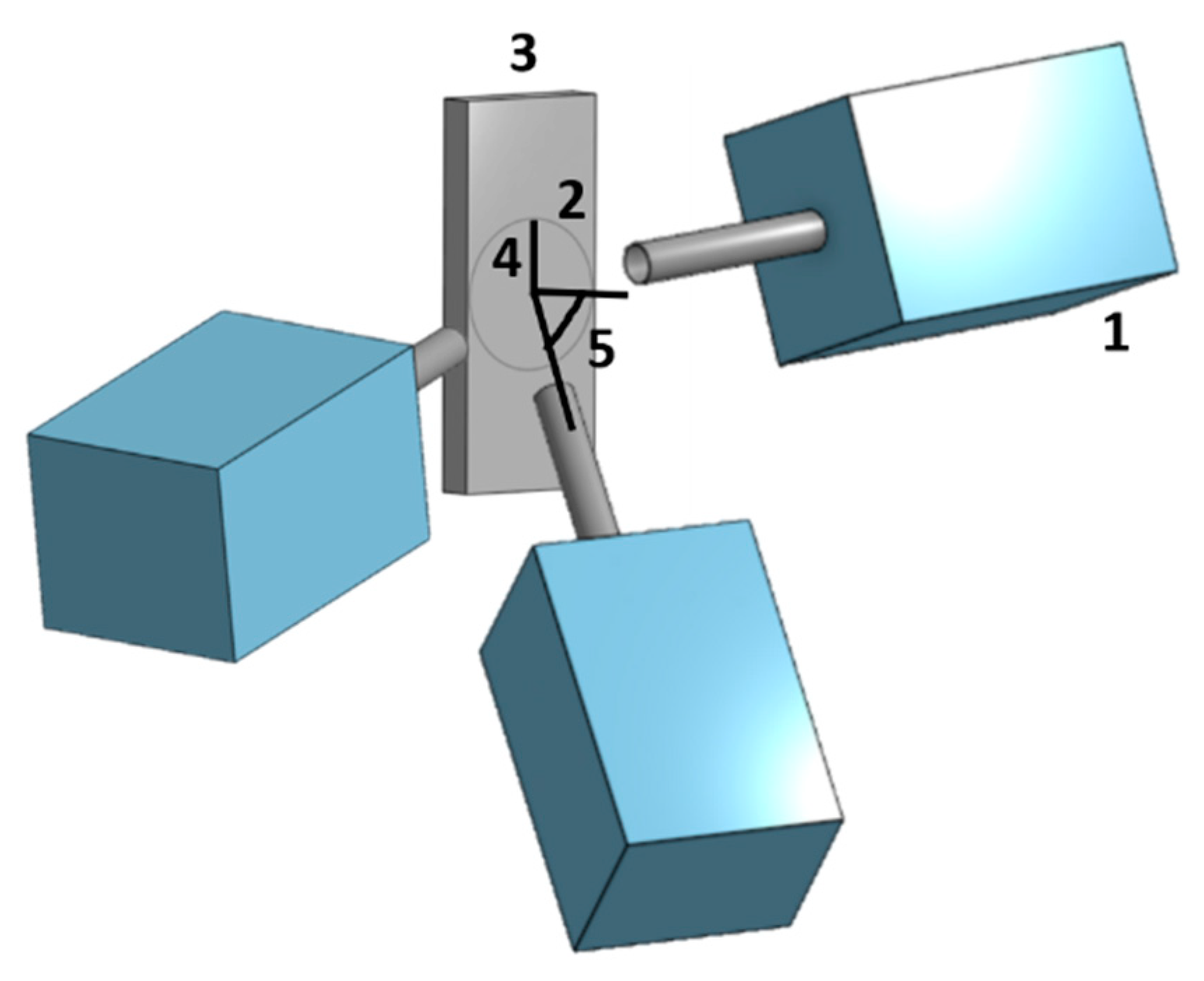
2.2. Spraying Parameters
2.3. Heat-Thermal Treatment of CSAM Deposits
2.4. Characterization and Mechanical Properties
2.5. Resistance to Erosion and Abrasive Wear
3. Results and Discussion
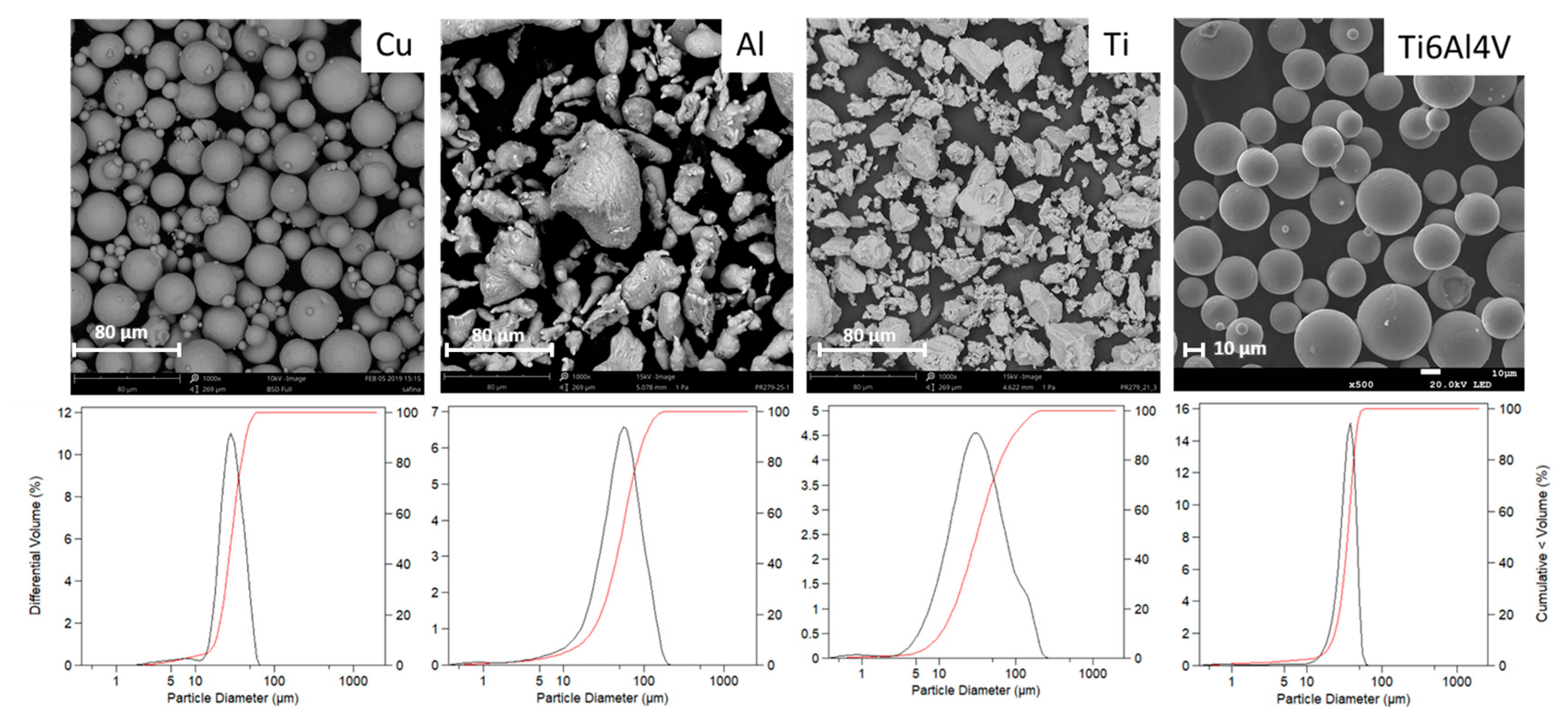
3.1. Feedstock Powder Characterization
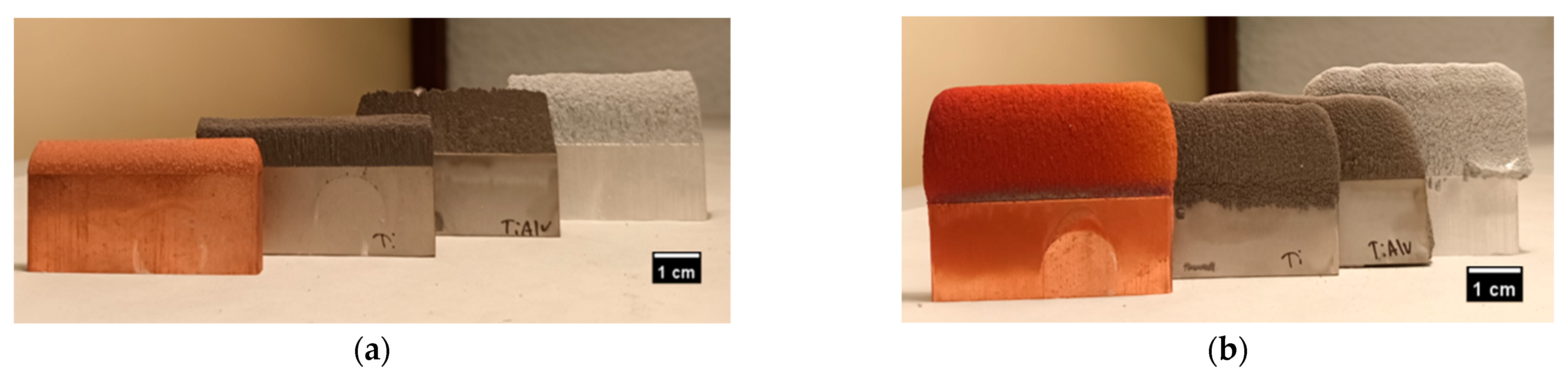
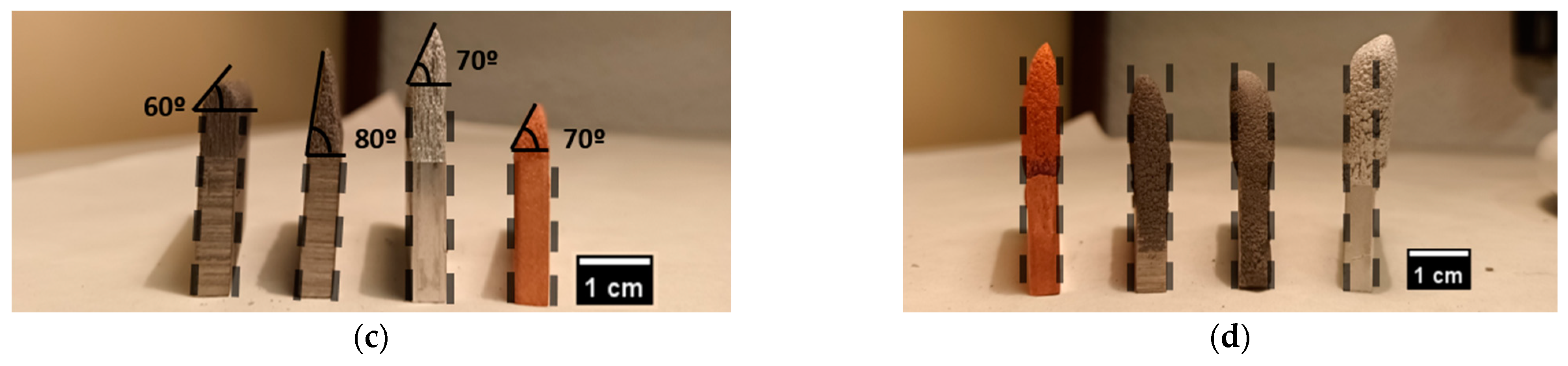
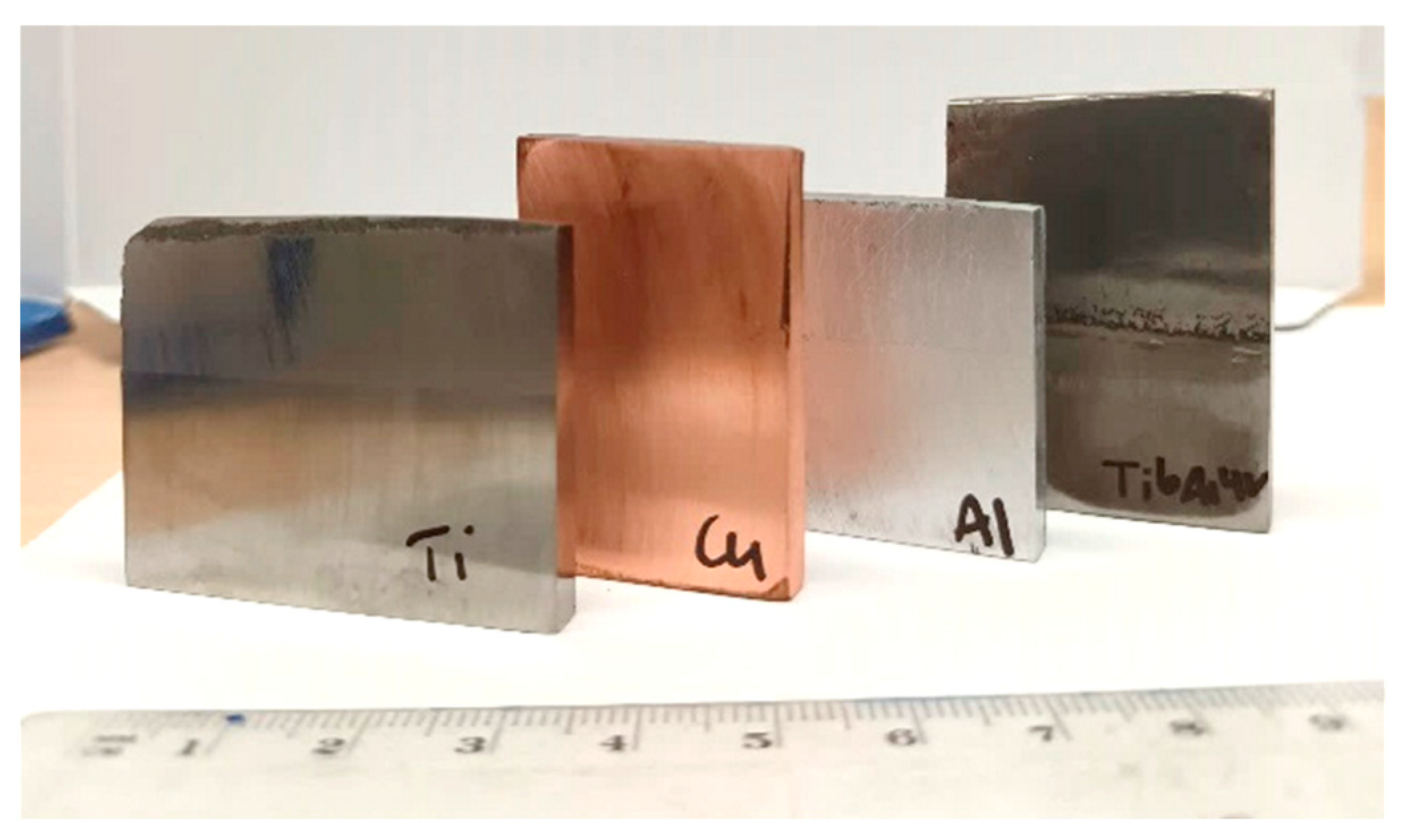
3.2. Geometry Analysis of the Reconstructed Metallic Parts
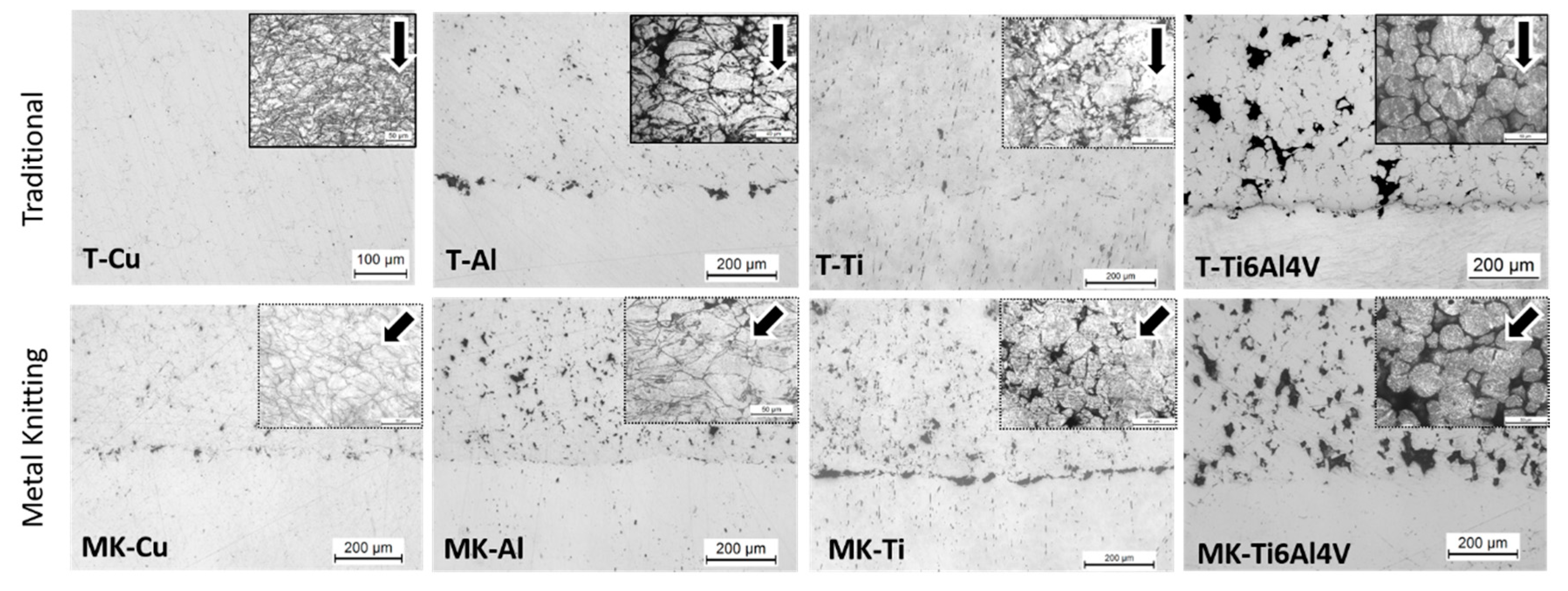
3.3. Characterization of the Microstructure and Physical Properties of the CS Deposits
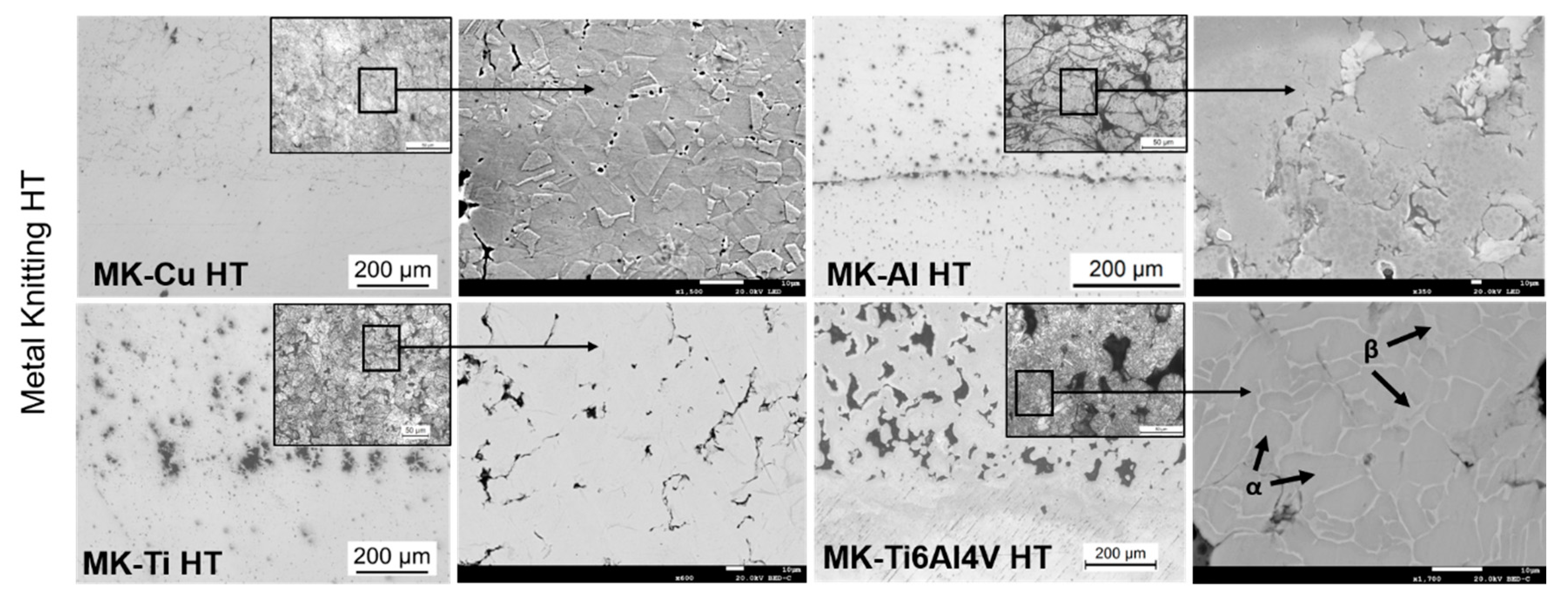
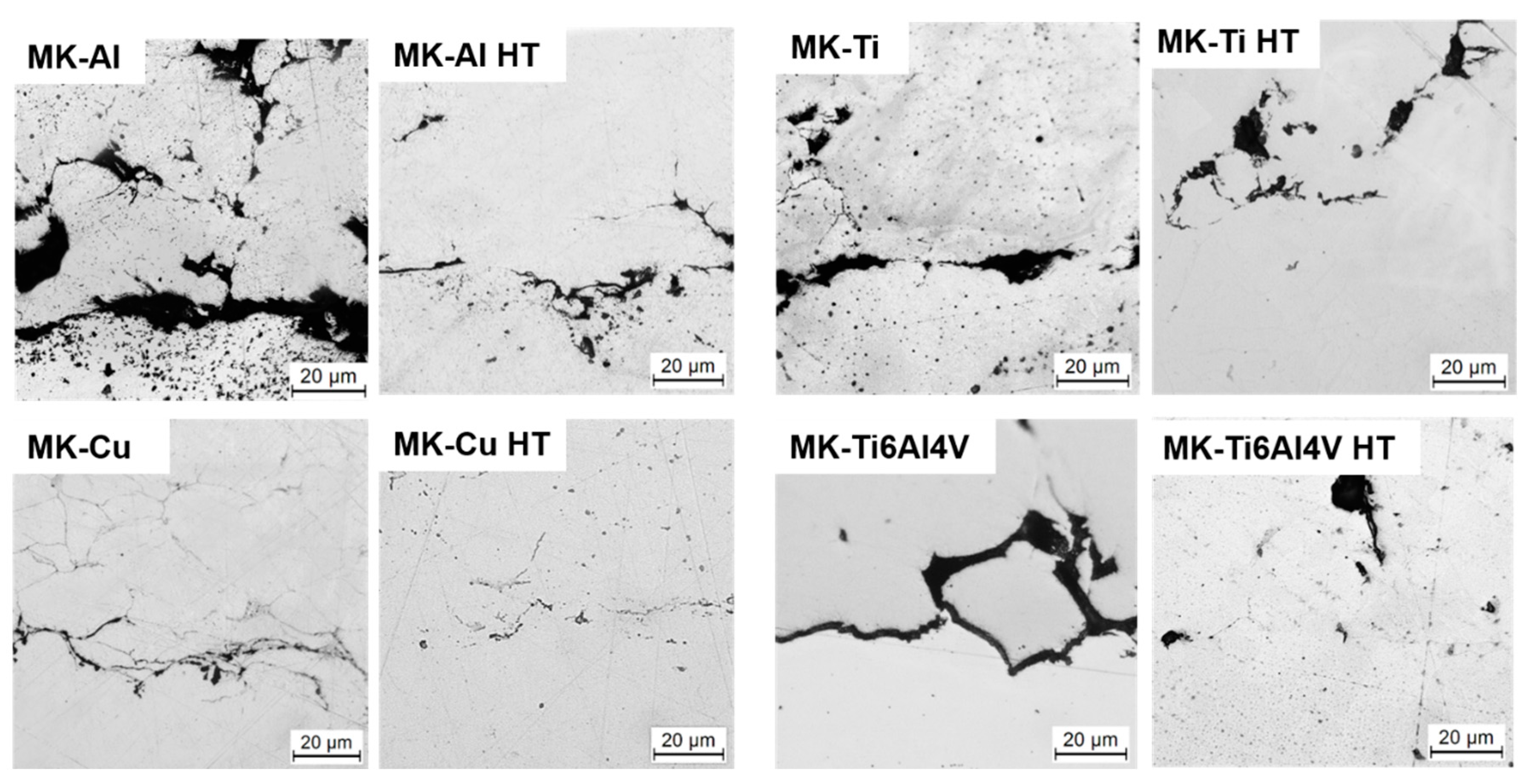
3.4. Effect of Heat-Thermal Treatment on the Microstructure of CS Deposits
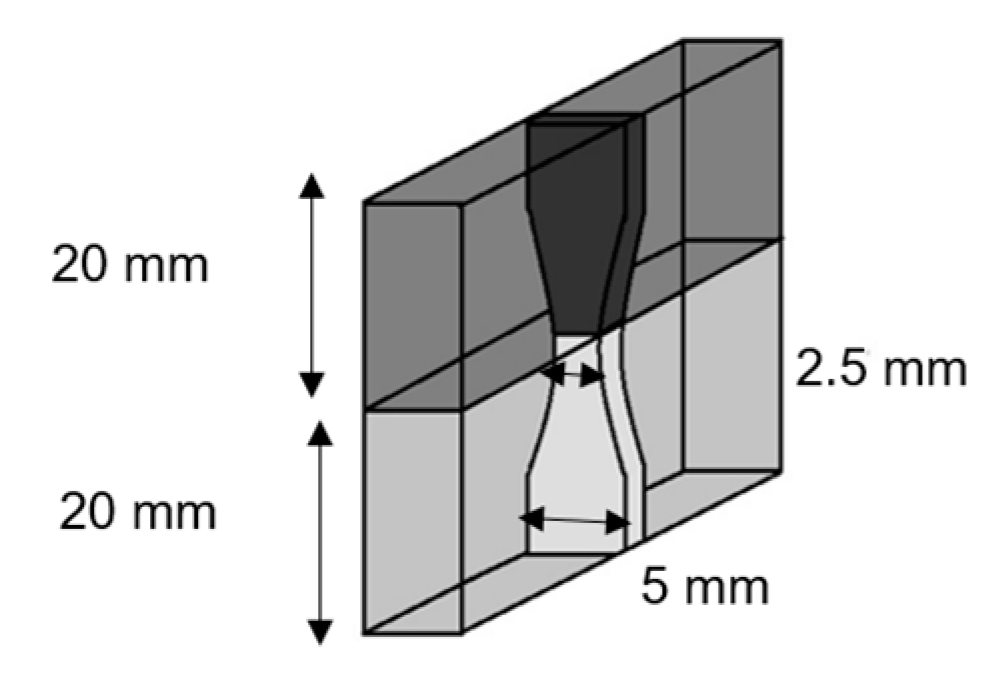
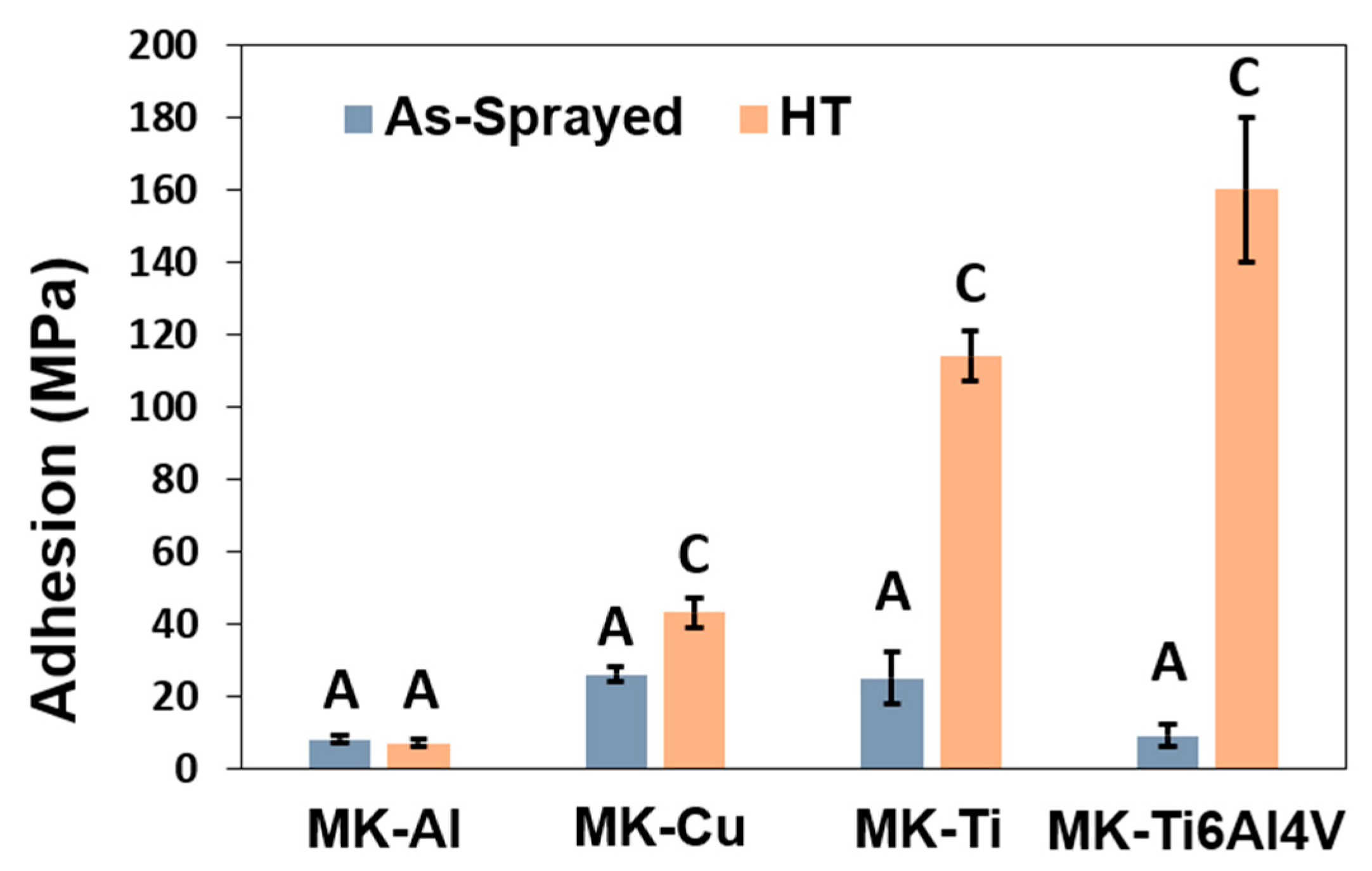
3.5. Adhesion Strength of the Reconstrued Part to the Substrate
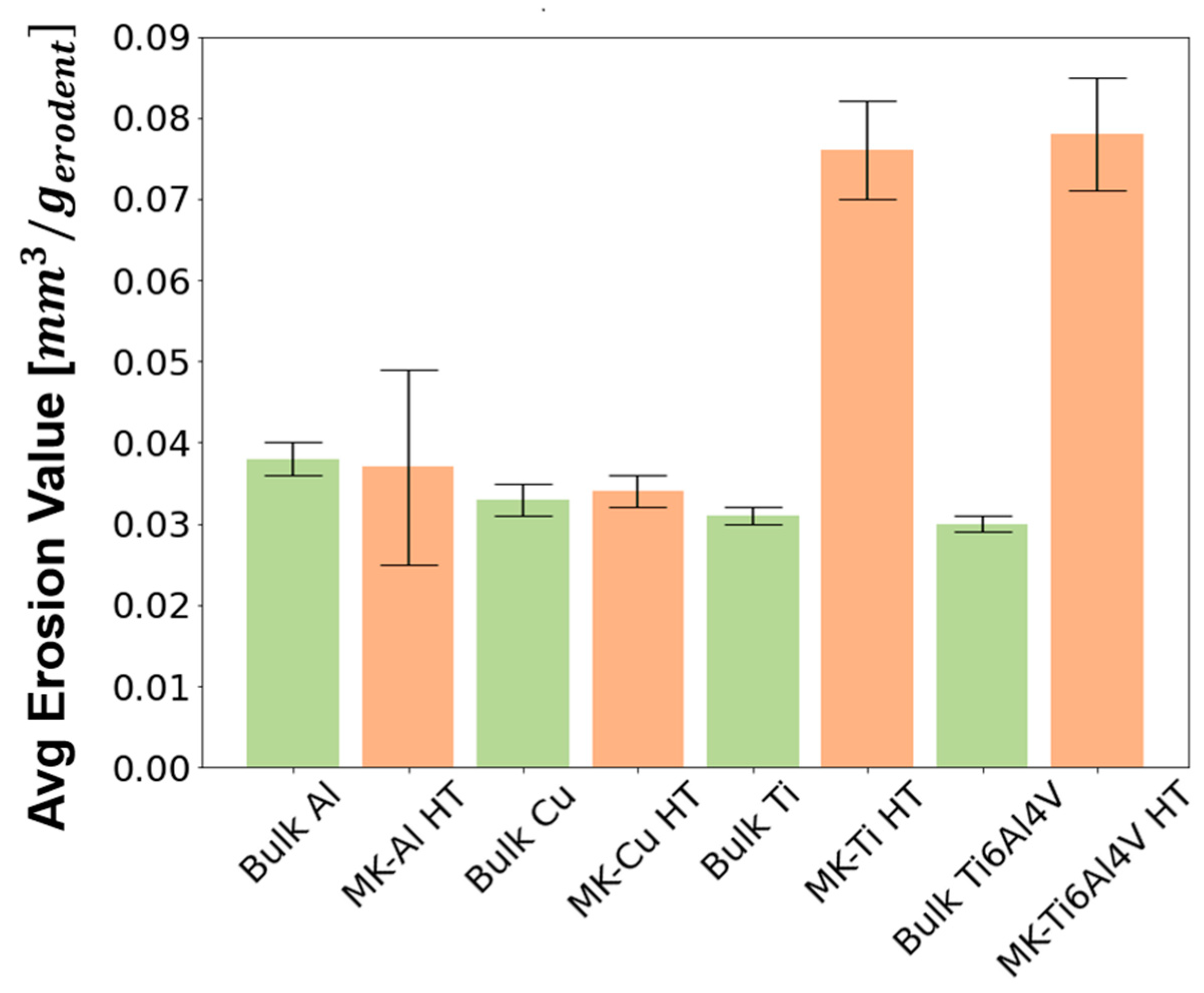
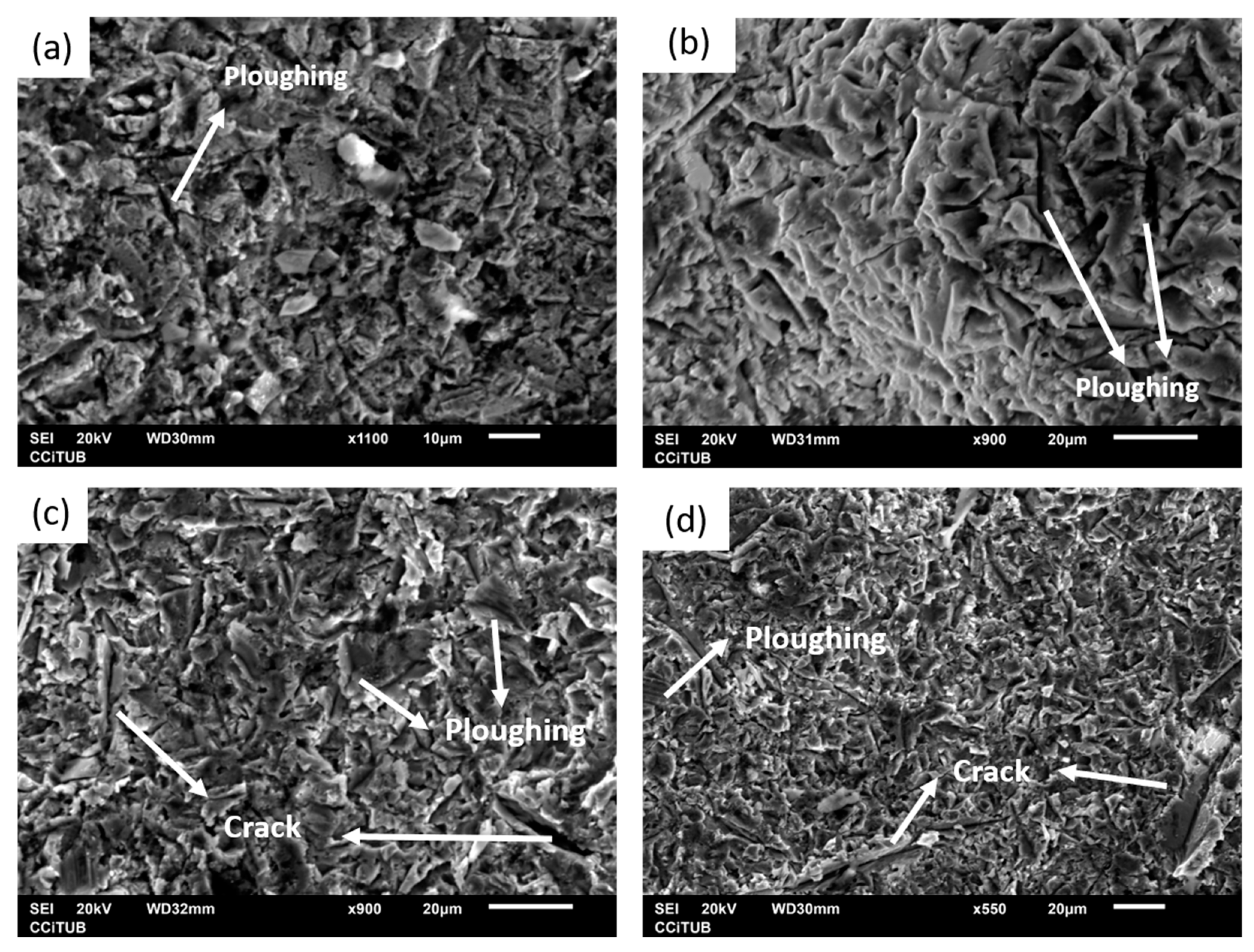
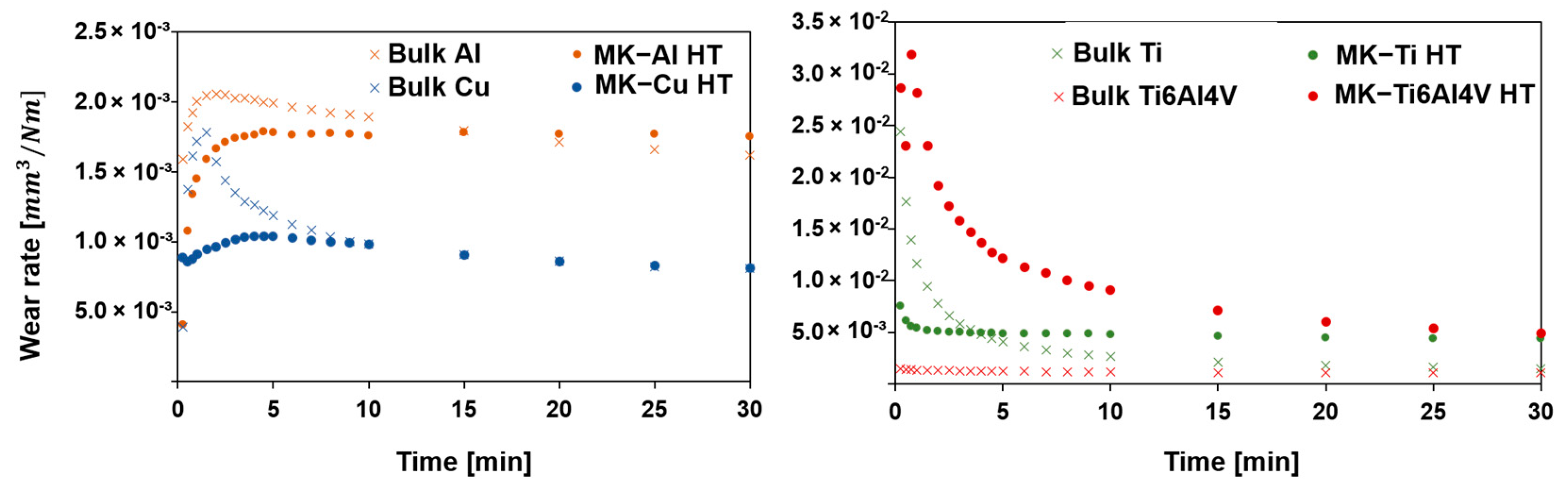
3.6. Wear Resistance of Annealed CS Deposits to Erosive and Abrasive Conditions
4. Conclusions
- With Traditional CS strategies, the accumulation of residual stresses in the particle-substrate interface and the poor adhesion of the deposit might lead to the detachment of the reconstructed part during spraying, as in the case of T-Cu. Moreover, they are not suitable for the production of thick coatings with strict geometric tolerance, because as the deposits are sprayed, a pyramid-shaped part starts to grow. This normal deposition strategy does not allow the successful deposition of all kinds of materials.
- Metal Knitting is an effective CSAM deposition strategy for the reconstruction of metallic parts compared with the Traditional method. With MK, straight walls of different materials with unlimited height and without detachment of the deposits can be obtained. However, the deposition angle reduces the plastic deformation of the particles, increasing porosity within the microstructure and hindering adhesion with the substrate.
- Annealing was found to be an effective heat-treatment process to tailor the microstructure of the samples by improving the cohesion between particles and adhesion with the substrate, as well as reducing porosity.
- The MK-Cu HT and MK-Al HT samples showed similar characteristics as the bulk materials in terms of mechanical properties and resistance to abrasive and erosive wear, suggesting that the manufacturing of these materials by CSAM MK followed by annealing could be comparable to other bulk production methods.
- The porosity and low particle−particle cohesion observed in the microstructure of the MK-Ti and MK-Ti6Al4V samples were not significantly enhanced, even after the annealing treatment, which explains their low resistance to erosive and abrasive wear in comparison to the bulk. For these alloys showing high critical impact velocities, the results of this study suggest that a heat-thermal treatment is insufficient for the improvement of the deposit quality, and other densification strategies are required.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| AS | As-sprayed |
| CS | Cold spray |
| CSAM | Cold spray additive manufacturing |
| EBM | Electron Beam Melting |
| FR | Flattening Ratio |
| HT | Heat-treated |
| LMD | Laser Metal Deposition |
| MK | Metal Knitting |
| OM | Optical microscope |
| SEM | Scanning Electron Microscope |
| SLM | Selective Laser Melting |
| SPS | Spark plasma sintering |
| T | Traditional |
| HIP | Hot isostatic pressing |
References
- UNE-EN ISO/ASTM 52900:2022; Additive Manufacturing—General Principles—Terminology. International Organization for Standardization: Geneva, Switzerland, 2022.
- Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371–392. [Google Scholar] [CrossRef]
- Yin, S.; Cavaliere, P.; Aldwell, B.; Jenkins, R.; Liao, H.; Li, W.; Lupoi, R. Cold spray additive manufacturing and repair: Fundamentals and applications. Addit. Manuf. 2018, 21, 628–650. [Google Scholar] [CrossRef]
- Assadi, H.; Kreye, H.; Gärtner, F.; Klassen, T. Cold spraying—A materials perspective. Acta Mater. 2016, 116, 382–407. [Google Scholar] [CrossRef]
- Biamino, S.; Di Torino, P.; Gitardi, D.; Lombardi, M. The Capacity of Cold Spray Additive Manufacturing Technology for Metallic Part Repairing. In Proceedings of the Euro PM2018, Bilbao, Spain, 14–18 October 2018. [Google Scholar]
- Vaz, R.; Garfias, A.; Albaladejo, V.; Sanchez, J.; Garcia, I. A Reviewof Advances in Cold Spray Additive Manufacturing. Coatings 2023, 13, 267. [Google Scholar] [CrossRef]
- Li, W.; Yang, K.; Yin, S.; Yang, X.; Xu, Y.; Lupoi, R. Solid-state additive manufacturing and repairing by cold spraying: A review. J. Mater. Sci. Technol. 2018, 34, 440–457. [Google Scholar] [CrossRef]
- Benenati, G.; Lupoi, R. Development of a Deposition Strategy in Cold Spray for Additive Manufacturing to Minimize Residual Stresses. Procedia CIRP 2016, 55, 101–108. [Google Scholar] [CrossRef]
- Raoelison, R.N.; Verdy, C.; Liao, H. Cold gas dynamic spray additive manufacturing today: Deposit possibilities, technological solutions and viable applications. Mater. Des. 2017, 133, 266–287. [Google Scholar] [CrossRef]
- Bagherifard, S.; Monti, S.; Zuccoli, M.V.; Riccio, M.; Kondás, J.; Guagliano, M. Cold spray deposition for additive manufacturing of freeform structural components compared to selective laser melting. Mater. Sci. Eng. A 2018, 721, 339–350. [Google Scholar] [CrossRef]
- Yu, B.; Tam, J.; Li, W.; Cho, H.; Legoux, J.-G.; Poirier, D.; Giallonardo, J.; Erb, U. Microstructural and bulk properties evolution of cold-sprayed copper coatings after low temperature annealing. Materialia 2019, 7, 100356. [Google Scholar] [CrossRef]
- Hall, A.C.; Cook, D.J.; Neiser, R.A.; Roemer, T.J.; Hirschfeld, D.A. The effect of a simple annealing heat treatment on the mechanical properties of cold-sprayed aluminum. J. Therm. Spray Technol. 2006, 15, 233–238. [Google Scholar] [CrossRef]
- Yu, J.S.; Kim, H.J.; Oh, I.H.; Lee, K.A. Densification and purification of cold sprayed Ti coating layer by using annealing in different heat treatment environments. Adv. Mat. Res. 2013, 602, 1604–1608. [Google Scholar] [CrossRef]
- Li, W.Y.; Li, C.J.; Liao, H. Effect of annealing treatment on the microstructure and properties of cold-sprayed Cu coating. J. Therm. Spray Technol. 2006, 15, 206–211. [Google Scholar] [CrossRef]
- Li, C.-J.; Li, W.-Y.; Wang, Y.-Y. Effect of Spray Angle on Deposition Characteristics in Cold Spraying. In Proceedings of the ITSC 2003, Orlando, FL, USA, 5–8 May 2003; pp. 91–96. [Google Scholar]
- Wu, H.; Xie, X.; Liu, M.; Verdy, C.; Zhang, Y.; Liao, H.; Deng, S. Stable layer-building strategy to enhance cold-spray-based additive manufacturing. Addit. Manuf. 2020, 35, 101356. [Google Scholar] [CrossRef]
- Chen, C.; Gojon, S.; Xie, Y.; Yin, S.; Verdy, C.; Ren, Z.; Liao, H.; Deng, S. A novel spiral trajectory for damage component recovery with cold spray. Surf. Coat. Technol. 2017, 309, 719–728. [Google Scholar] [CrossRef]
- Kotoban, D.; Grigoriev, S.; Okunkova, A.; Sova, A. Influence of a shape of single track on deposition efficiency of 316L stainless steel powder in cold spray. Surf. Coat. Technol. 2017, 309, 951–958. [Google Scholar] [CrossRef]
- Vaz, R.F.; Albaladejo-Fuentes, V.; Sanchez, J.; Ocaña, U.; Corral, Z.G.; Canales, H.; Cano, I.G. Metal Knitting: A New Strategy for Cold Gas Spray Additive Manufacturing. Materials 2022, 15, 6785. [Google Scholar] [CrossRef] [PubMed]
- Tiamiyu, A.A.; Schuh, C.A. Particle flattening during cold spray: Mechanistic regimes revealed by single particle impact tests. Surf. Coat. Technol. 2020, 403, 126386. [Google Scholar] [CrossRef]
- ASTM G76-04; Standard Test Method for Conducting Erosion Tests by Solid Particle Impingement Using Gas Jets 1. ASTM International: Singapore, 2004. [CrossRef]
- ASTM G65-94; Standard Test Method for Measuring Abrasion Using the Dry Sand/Rubber Wheel Apparatus 1. ASTM International: Singapore, 1995.
- Pattison, J.; Celotto, S.; Morgan, R.; Bray, M.; O’Neill, W. Cold gas dynamic manufacturing: A non-thermal approach to freeform fabrication. Int. J. Mach. Tools Manuf. 2007, 47, 627–634. [Google Scholar] [CrossRef]
- Schmidt, T.; Gärtner, F.; Assadi, H.; Kreye, H. Development of a generalized parameter window for cold spray deposition. Acta Mater. 2007, 54, 729–742. [Google Scholar] [CrossRef]
- Vo, P.; Irissou, E.; Legoux, J.G.; Yue, S. Mechanical and microstructural characterization of cold-sprayed Ti-6Al-4V after heat treatment. J. Therm. Spray Technol. 2013, 22, 954–964. [Google Scholar] [CrossRef]
- Bae, G.; Kumar, S.; Yoon, S.; Kang, K.; Na, H.; Kim, H.-J.; Lee, C. Bonding features and associated mechanisms in kinetic sprayed titanium coatings. Acta Mater. 2009, 57, 5654–5666. [Google Scholar] [CrossRef]
- Li, W.; Cao, C.; Yin, S. Solid-state cold spraying of Ti and its alloys: A literature review. Prog. Mater. Sci. 2020, 110, 100633. [Google Scholar] [CrossRef]
- Yin, S.; Jenkins, R.; Yan, X.; Lupoi, R. Microstructure and mechanical anisotropy of additively manufactured cold spray copper deposits. Mater. Sci. Eng. A 2018, 734, 67–76. [Google Scholar] [CrossRef]
- Huang, R.; Sone, M.; Ma, W.; Fukanuma, H. The effects of heat treatment on the mechanical properties of cold-sprayed coatings. Surf. Coat. Technol. 2015, 261, 278–288. [Google Scholar] [CrossRef]
- Gärtner, F.; Stoltenhoff, T.; Voyer, J.; Kreye, H.; Riekehr, S.; Koçak, M. Mechanical properties of cold-sprayed and thermally sprayed copper coatings. Surf. Coat. Technol. 2006, 200, 6770–6782. [Google Scholar] [CrossRef]
- Al-Hamdani, K.S.; Murray, J.W.; Hussain, T.; Clare, A.T. Heat-treatment and mechanical properties of cold-sprayed high strength Al alloys from satellited feedstocks. Surf. Coat. Technol. 2019, 374, 21–31. [Google Scholar] [CrossRef]
- Li, W.-Y.; Zhang, C.; Guo, X.; Xu, J.; Li, C.-J.; Liao, H.; Coddet, C.; Khor, K.A. Ti and Ti-6Al-4V coatings by cold spraying and microstructure modification by heat treatment. Adv. Eng. Mater. 2007, 9, 418–423. [Google Scholar] [CrossRef]
- Chen, C.; Xie, Y.; Yan, X.; Yin, S.; Fukanuma, H.; Huang, R.; Zhao, R.; Wang, J.; Ren, Z.; Liu, M.; et al. Effect of hot isostatic pressing (HIP) on microstructure and mechanical properties of Ti6Al4V alloy fabricated by cold spray additive manufacturing. Addit. Manuf. 2019, 27, 595–605. [Google Scholar] [CrossRef]
- Brassart, L.-H.; Besson, J.; Delloro, F.; Haboussa, D.; Delabrouille, F.; Rolland, G.; Shen, Y.; Gourgues-Lorenzon, A.-F. Effect of Various Heat Treatments on the Microstructure of 316L Austenitic Stainless Steel Coatings Obtained by Cold Spray. J. Therm. Spray Technol. 2022, 31, 1725–1746. [Google Scholar] [CrossRef]
- Tajally, M.; Huda, Z.; Masjuki, H.H. A comparative analysis of tensile and impact-toughness behavior of cold-worked and annealed 7075 aluminum alloy. Int. J. Impact. Eng. 2010, 37, 425–432. [Google Scholar] [CrossRef]
- Ajaja, J.; Goldbaum, D.; Chromik, R.R. Characterization of Ti cold spray coatings by indentation methods. Acta Astronaut. 2011, 69, 923–928. [Google Scholar] [CrossRef]
- Yin, S.; Suo, X.; Su, J.; Guo, Z.; Liao, H.; Wang, X. Effects of substrate hardness and spray angle on the deposition behavior of cold-sprayed ti particles. J. Therm. Spray Technol. 2014, 23, 76–83. [Google Scholar] [CrossRef]
- Wang, Q.; Birbilis, N.; Zhang, M.X. Interfacial structure between particles in an aluminum deposit produced by cold spray. Mater. Lett. 2011, 65, 1576–1578. [Google Scholar] [CrossRef]
- Bae, G.; Xiong, Y.; Kumar, S.; Kang, K.; Lee, C. General aspects of interface bonding in kinetic sprayed coatings. Acta Mater. 2008, 56, 4858–4868. [Google Scholar] [CrossRef]
- Xie, Y.; Chen, C.; Planche, M.-P.; Deng, S.; Huang, R.; Ren, Z.; Liao, H. Strengthened Peening Effect on Metallurgical Bonding Formation in Cold Spray Additive Manufacturing. J. Therm. Spray Technol. 2019, 28, 769–779. [Google Scholar] [CrossRef]
- Khun, N.W.; Tan, A.W.Y.; Sun, W.; Liu, E. Wear and Corrosion Resistance of Thick Ti-6Al-4V Coating Deposited on Ti-6Al-4V Substrate via High-Pressure Cold Spray. J. Therm. Spray Technol. 2017, 26, 1393–1407. [Google Scholar] [CrossRef]
- Grujicic, M. Particle/substrate interaction in the cold-spray bonding process. In The Cold Spray Materials Deposition Process: Fundamentals and Applications; Elsevier Ltd.: Amsterdam, The Netherlands, 2007; pp. 148–177. [Google Scholar] [CrossRef]
- Cruz, D.; Garrido, M.A.; Múnez, C.J.; Rico, A.; Poza, P. Erosion of cold sprayed aeronautical coatings*. Surf. Eng. 2019, 35, 792–800. [Google Scholar] [CrossRef]
- Tortuero, S.; Garrido, M.A.; Poza, P.; Rodríguez, J. Evaluating the erosion resistance of Ti6Al4V coatings deposited by cold spray. Wear 2020, 454–455, 203337. [Google Scholar] [CrossRef]
- Avcu, E.; Fidan, S.; Yildiran, Y.; Sinmazçelik, T. Solid particle erosion behaviour of Ti6Al4V alloy. Tribol.-Mater. Surf. Interfaces 2013, 7, 201–210. [Google Scholar] [CrossRef]
- Fu, L.; Li, L.; Li, D.Y. Further look at correlation between ASTM G65 rubber wheel abrasion and pin-on-disc wear tests for data conversion. Tribol.-Mater. Surf. Interfaces 2013, 7, 109–113. [Google Scholar] [CrossRef]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feedstock Powder | Supplier | Pressure (bar) | Temperature (°C) | Standoff Distance (mm) | Deposition Strategy Label |
|---|---|---|---|---|---|
| Cu | Safina | 30 | 700 | 30 | Metal Knitting: MK |
| Al | Arasan | 30 | 450 | 30 | |
| Ti | CNPC | 62 | 700 | 25 | Traditional: T |
| Ti6Al4V | AP&C | 65 | 1000 | 25 |
| Label | Material | Atmosphere | Temperature (°C) | Time |
|---|---|---|---|---|
| -HT | Cu | Argon | 600 | 4 h |
| Al | 400 | |||
| Ti | 1000 | |||
| Ti6Al4V | 1000 |
| Powder | Shape | Mean Particle Size (µm) | d10 (µm) | d90 (µm) |
|---|---|---|---|---|
| Cu | Spherical | 29.7 ± 2.9 | 18.7 ± 2.6 | 43.2 ± 5.2 |
| Al | Irregular | 54.8 ± 4.5 | 19.4 ± 1.2 | 97.3 ± 4.9 |
| Ti | Irregular | 40.1 ± 2.8 | 9.7 ± 0.8 | 89.5 ± 6.4 |
| Ti6Al4V | Spherical | 30.7 ± 3.1 | 13.2 ± 8.6 | 45.2 ± 0.4 |
| Feedstock | Traditional | Metal Knitting | ||||||
|---|---|---|---|---|---|---|---|---|
| As-Sprayed | As-Sprayed | Heat Treated | ||||||
| Flattening Ratio | Porosity (%) | Microhardness (HV0.2) | Flattening Ratio | Porosity (%) | Microhardness (HV0.2) | Porosity (%) | Microhardness (HV0.2) | |
| Cu | 2.2 ± 0.8 | 3 ± 2 | 91 ± 7 | 2.3 ± 0.6 | 6 ± 2 | 88 ± 10 | 4 ± 1 | 60 ± 8 |
| Al | 2.4 ± 1.0 | 3 ± 1 | 49 ± 8 | 2.7 ± 0.7 | 10 ± 4 | 50 ± 3 | 7 ± 2 | 31 ± 7 |
| Ti | 1.8 ± 0.5 | 7 ± 3 | 262 ± 43 | 1.7 ± 0.3 | 12 ± 3 | 199 ± 22 | 8 ± 2 | 203 ± 27 |
| Ti6Al4V | 1.3 ± 0.4 | 14 ± 4 | 236 ± 32 | 1.2 ± 0.3 | 21 ± 5 | 229 ± 31 | 16 ± 3 | 275 ± 25 |
| Sample | Erosion Resistance | Abrasive Wear Resistance | |
|---|---|---|---|
| Average Erosion Value (mm3/g) | Wear Rate (mm3/Nm) | Volume Loss (mm3) | |
| Bulk Al | 0.038 ± 0.002 | 1.6 × 10−3 | 240 |
| MK-Al HT | 0.037 ± 0.012 | 1.8 × 10−3 | 259 |
| Bulk Cu | 0.033 ± 0.002 | 8.0 × 10−4 | 41 |
| MK-Cu HT | 0.034 ± 0.002 | 8.0 × 10−4 | 41 |
| Bulk Ti | 0.031 ± 0.001 | 1.5 × 10−3 | 76 |
| MK-Ti HT | 0.076 ± 0.006 | 4.4 × 10−3 | 222 |
| Bulk Ti6Al4V | 0.030 ± 0.001 | 1.0 × 10−3 | 53 |
| MK-Ti6Al4V HT | 0.078 ± 0.007 | 5.0 × 10−3 | 248 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Garfias, A.; Vaz, R.; Albaladejo-Fuentes, V.; Sánchez, J.; Cano, I.G. Geometry and Microstructure Control of Remanufactured Metallic Parts by Cold Spray Additive Manufacturing. Materials 2023, 16, 4735. https://doi.org/10.3390/ma16134735
Garfias A, Vaz R, Albaladejo-Fuentes V, Sánchez J, Cano IG. Geometry and Microstructure Control of Remanufactured Metallic Parts by Cold Spray Additive Manufacturing. Materials. 2023; 16(13):4735. https://doi.org/10.3390/ma16134735
Chicago/Turabian StyleGarfias, Andrea, Rodolpho Vaz, Vicente Albaladejo-Fuentes, Javier Sánchez, and Irene Garcia Cano. 2023. "Geometry and Microstructure Control of Remanufactured Metallic Parts by Cold Spray Additive Manufacturing" Materials 16, no. 13: 4735. https://doi.org/10.3390/ma16134735
APA StyleGarfias, A., Vaz, R., Albaladejo-Fuentes, V., Sánchez, J., & Cano, I. G. (2023). Geometry and Microstructure Control of Remanufactured Metallic Parts by Cold Spray Additive Manufacturing. Materials, 16(13), 4735. https://doi.org/10.3390/ma16134735