
Laser Powder Bed Fusion of Inconel 718 Tools for Cold Deep Drawing Applications: Optimization of Printing and Post-Processing Parameters

 ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
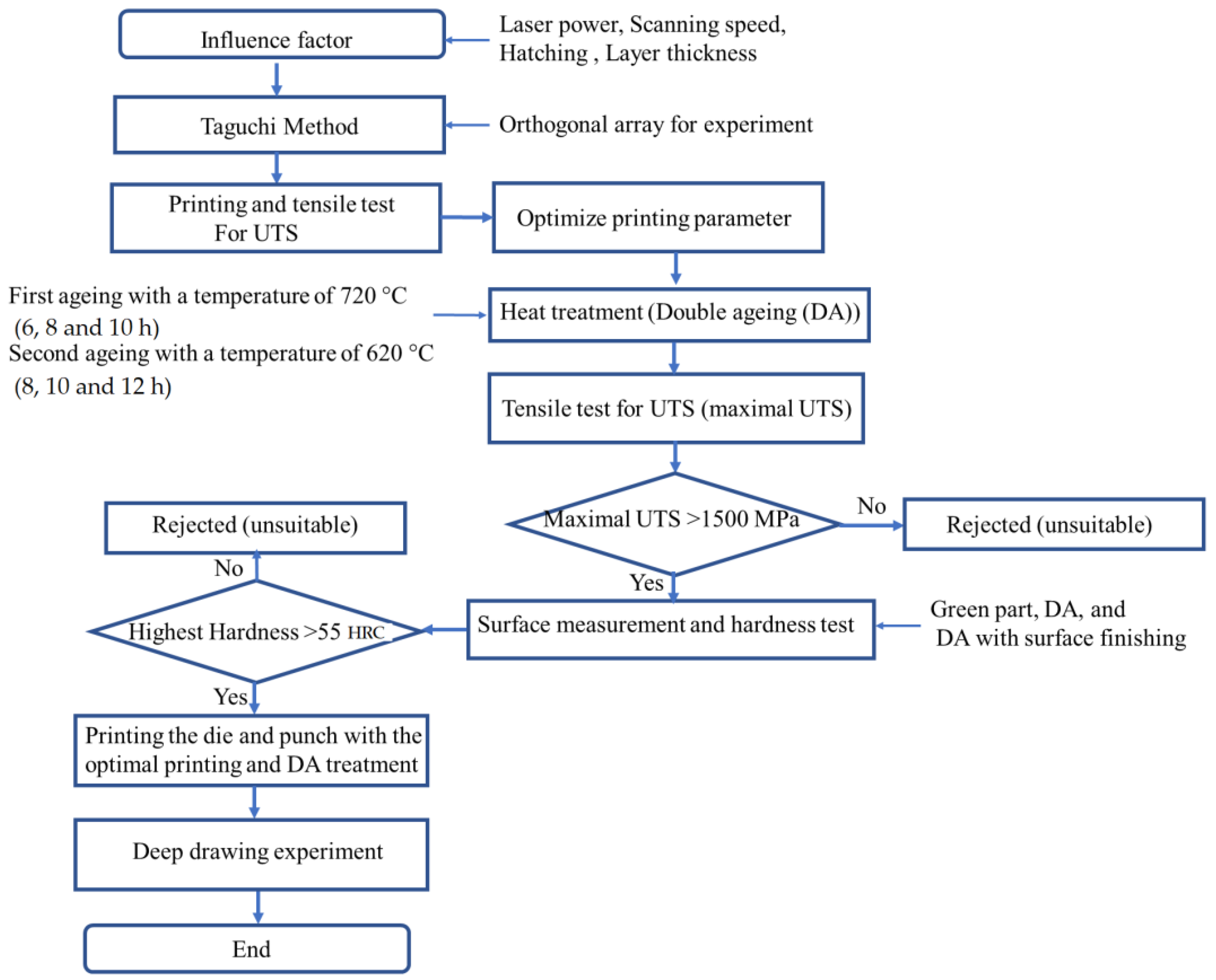
2.1. Research Flow
2.2. Material Preparation and Laser Powder Bed Fusion Printer
2.3. Taguchi Optimization for the Printing Parameter
2.4. Heat Treatment
2.5. Hardness and Surface Roughness Measurement
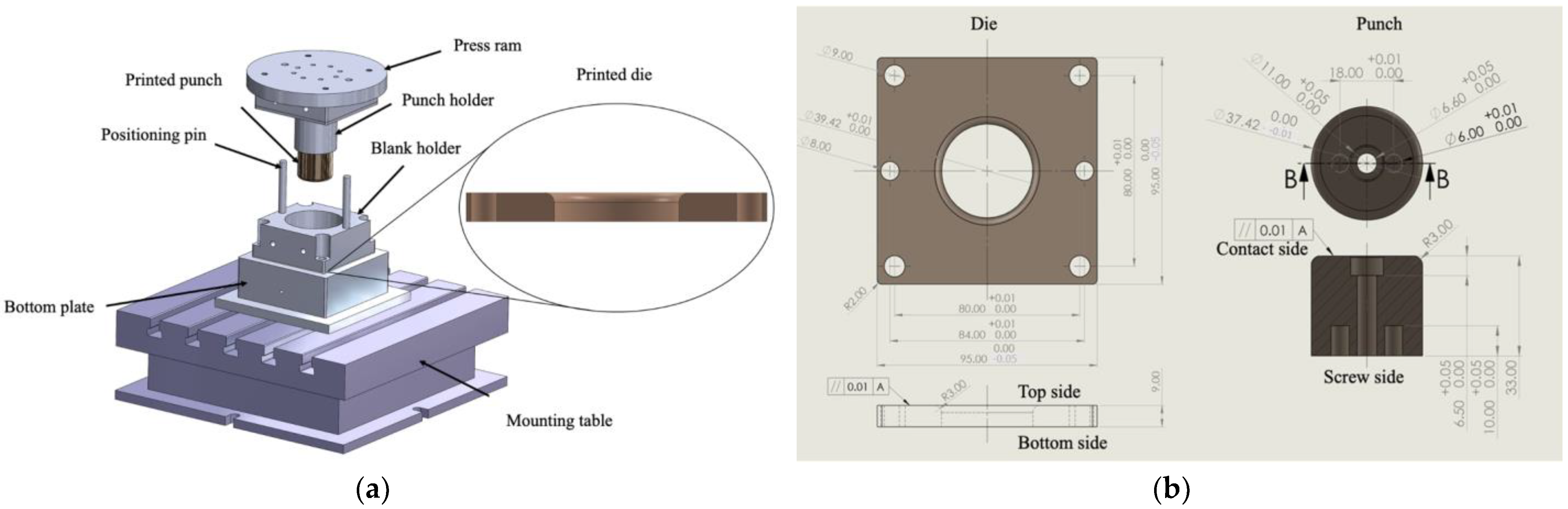
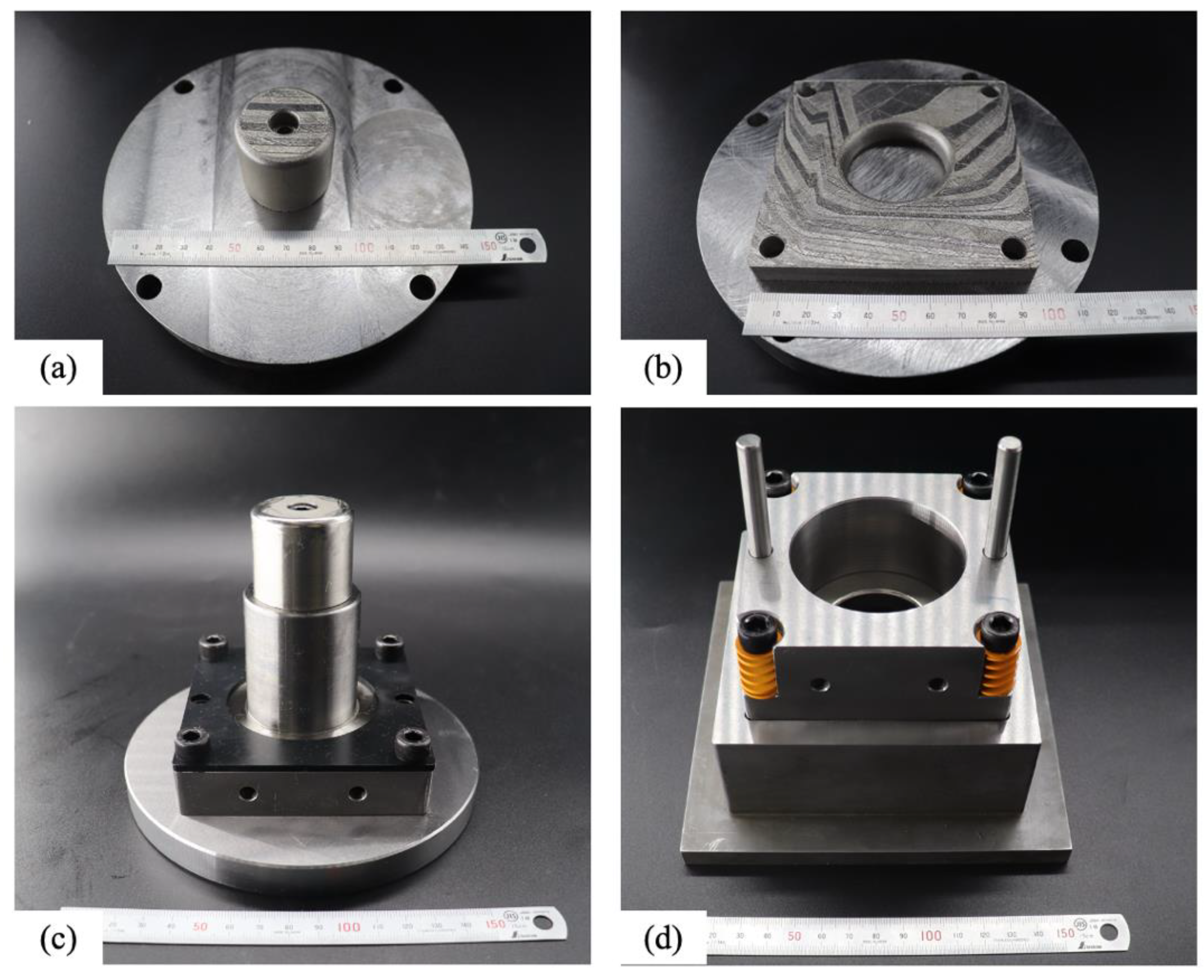
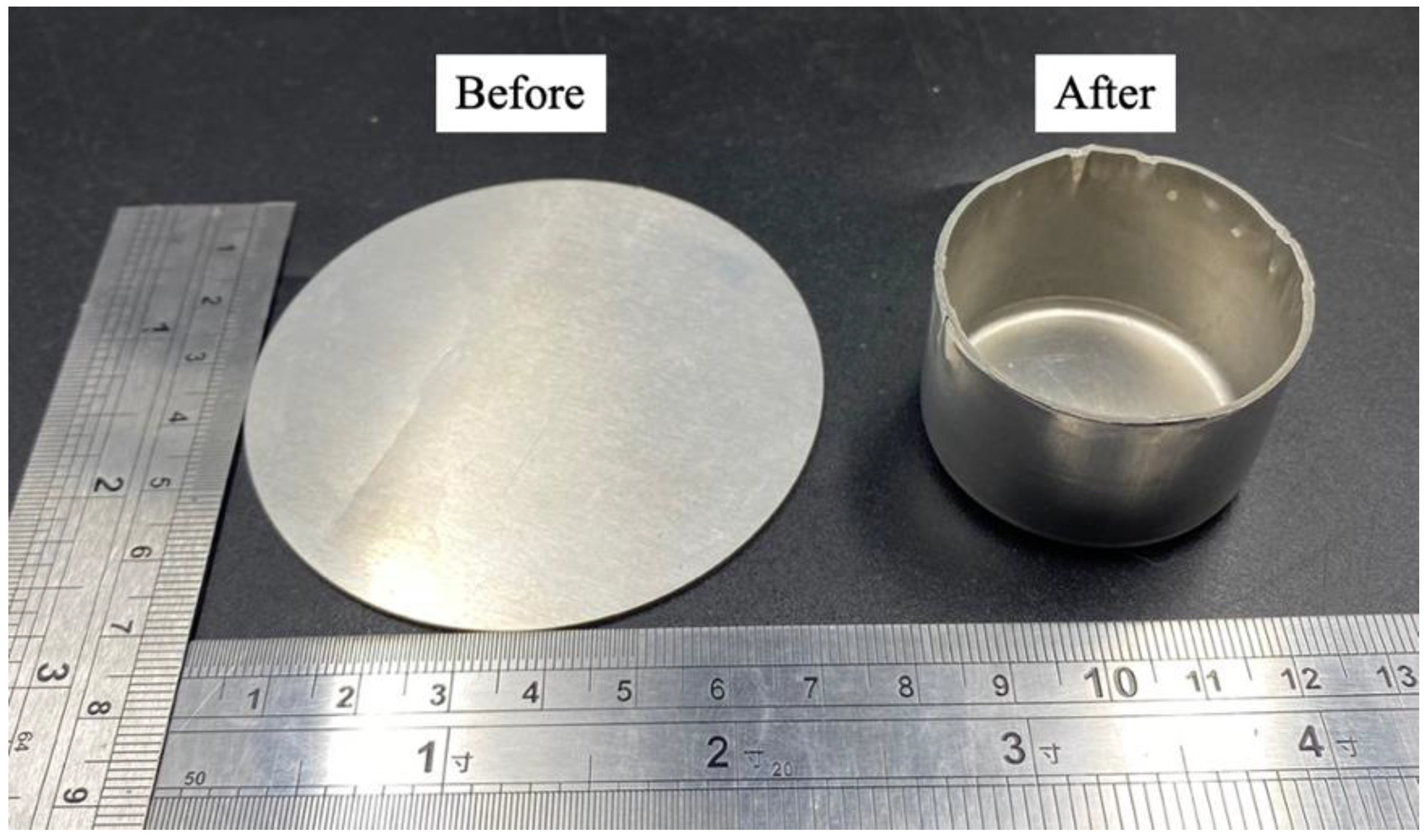
2.6. Deep Drawing Application
3. Results and Discussion
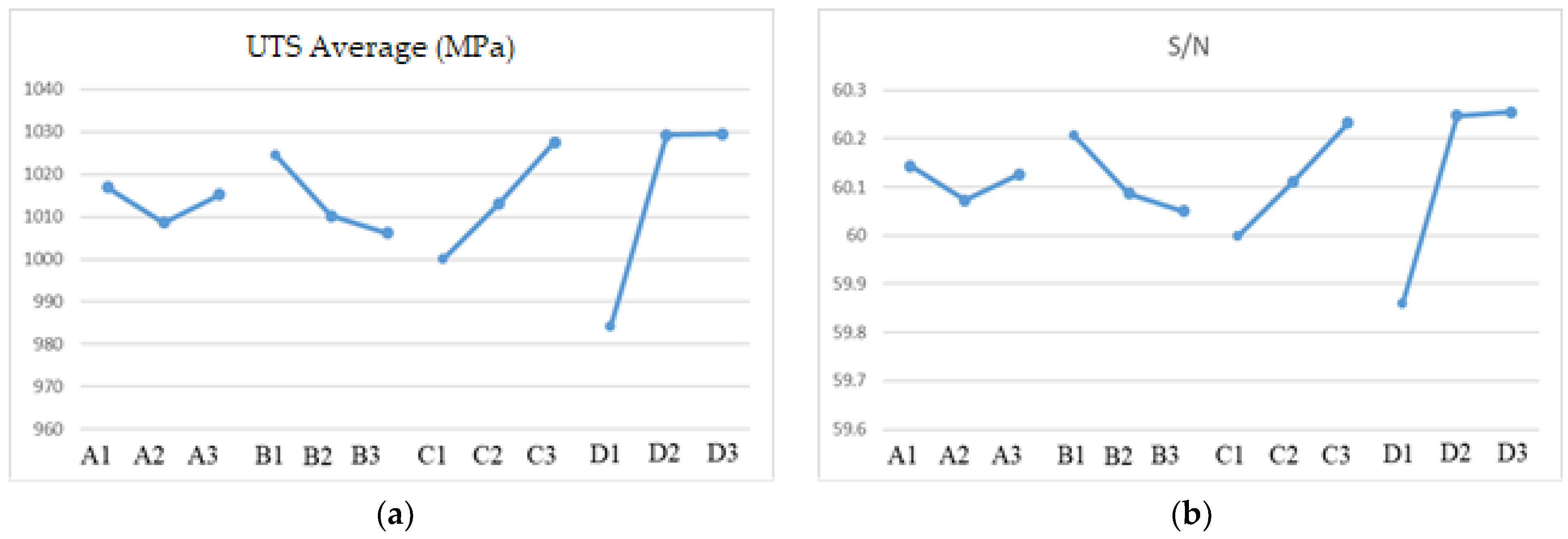
3.1. Processing Parameters Optimization by the Taguchi Method
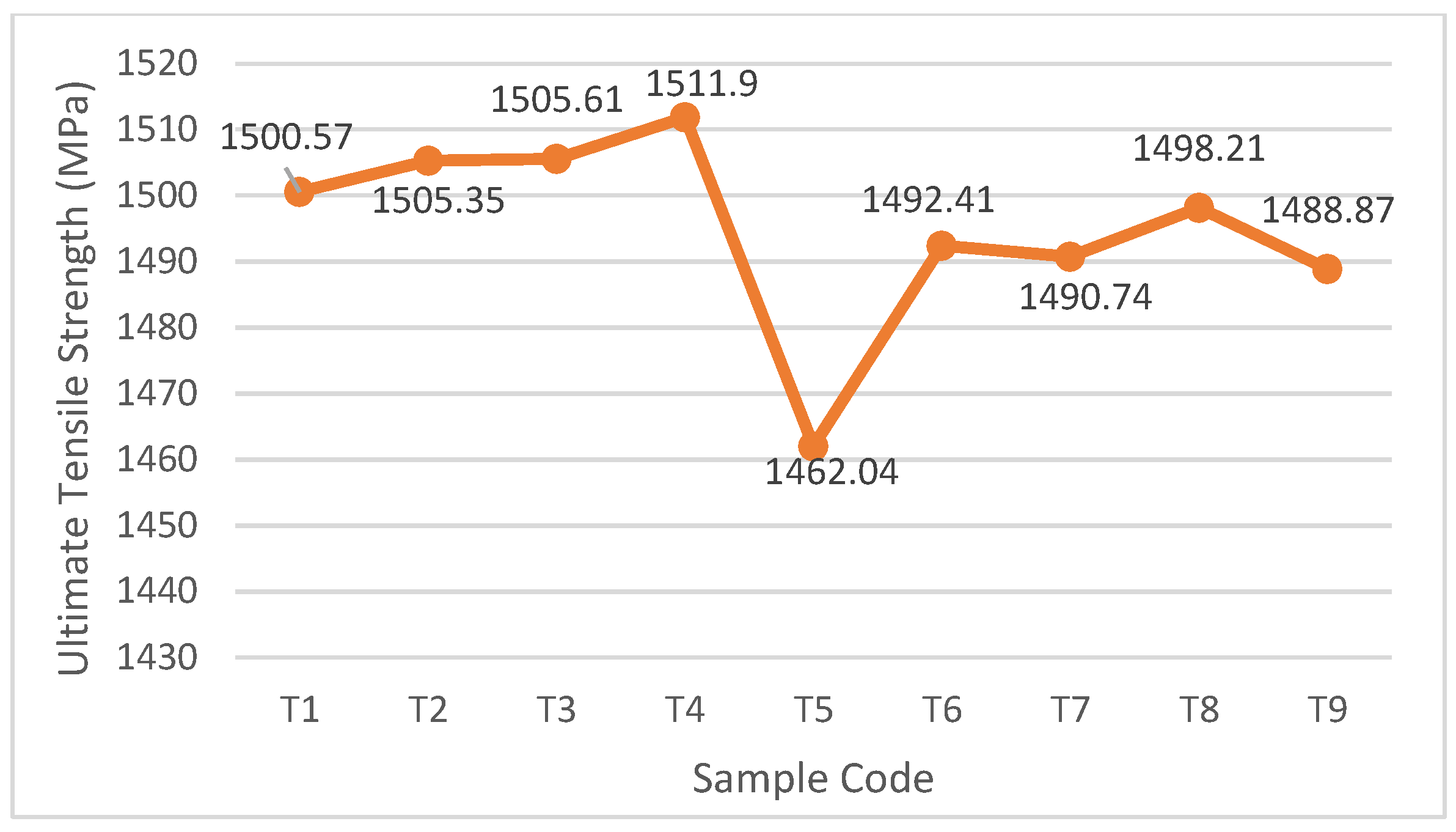
3.2. Heat Treatment
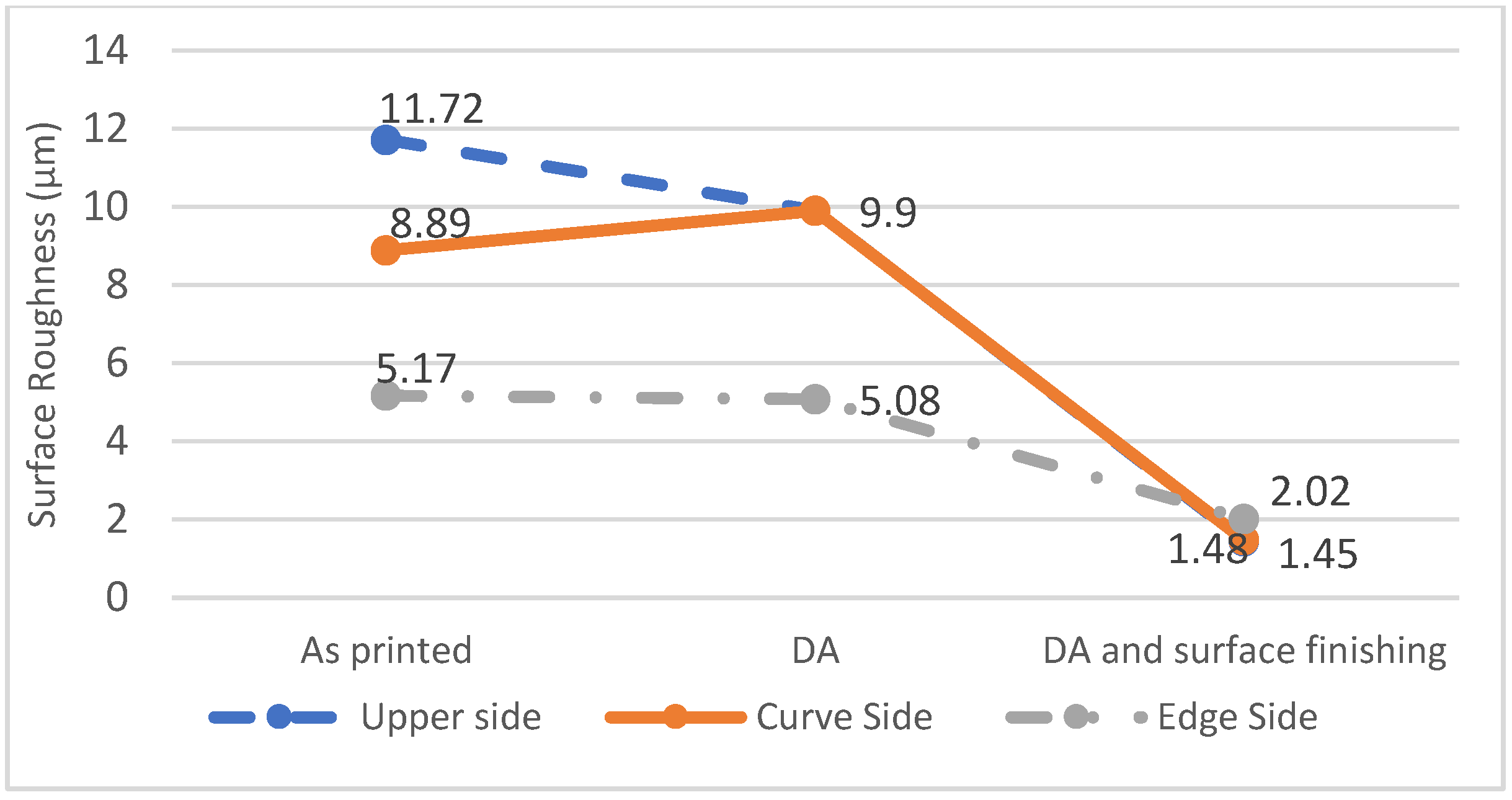
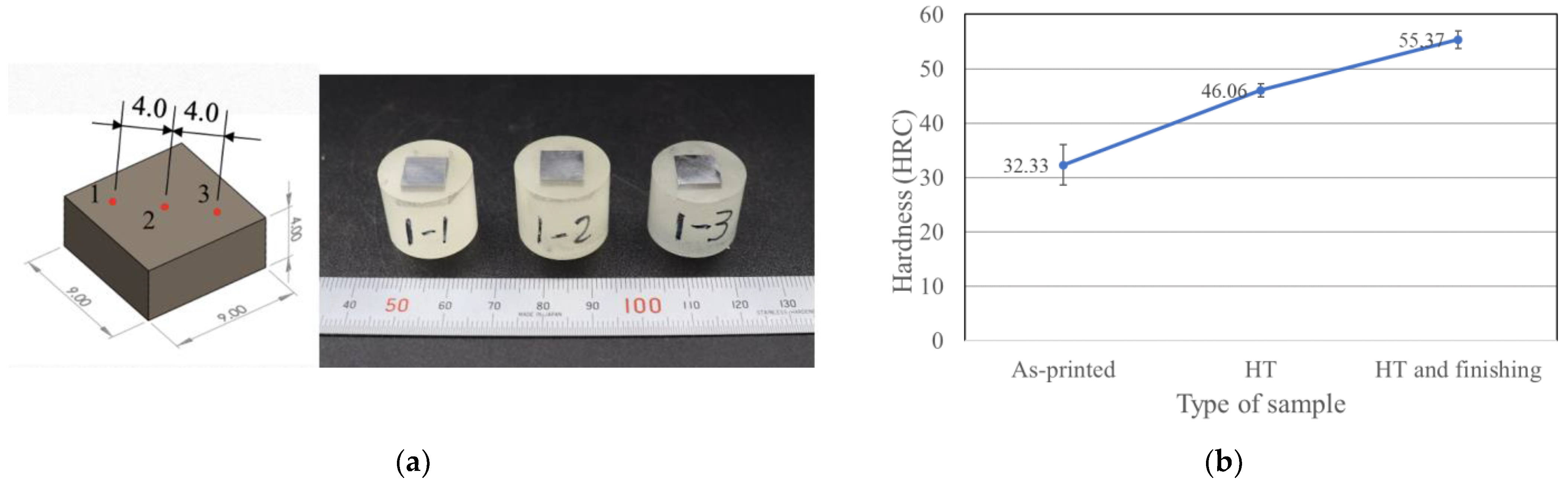
3.3. Surface Finishing and Hardness Measurement
3.4. Deep Drawing Verification
4. Conclusions
- The results of the Taguchi method show that the order in which the relevant factors affect LPBF printing is: layer thickness, hatch space, scanning speed, and laser power. However, changing the value for hatch space has the most significant effect because the diameter of the powder particles defines the least thickness for each layer.
- The optimized printing parameter values include a laser power of 190 W, a scanning speed of 600 mm/s, a hatch space of 0.105 mm, and a layer thickness of 40 μm to produce a maximum UTS of 1122.88 MPa. The hardness of the as-built specimen is 32.33 HRC.
- The optimal parameters for heat treatment are a temperature of 720 °C with a holding time of 8 h for the first ageing sequence, a decrease in temperature to 620 °C with a holding time of 8 h for the second sequence, and cooling in the furnace at a cooling rate of 55 °C per hour. After heat treatment, the UTS increases to 1511.9 MPa, and the hardness increases to 46.06 HRC. After surface finishing, the hardness increases to 55.37 HRC.
- The optimized values for the printing and heat treatment parameters give a tensile strength of more than 1500 MPa and a hardness of more than 50 HRC, which meet the requirements for a tool for a cold deep drawing application.
- The results of the deep drawing experiment verify that the optimized values for the printing and post-processing parameters produce a die and punch that form an Al 6061 round cup.
- Although the process of optimizing printing parameters and double aging produces materials that are suitable for standard die parts for cold deep drawing, judging from the results of the Taguchi calculations, the results are in the unsatisfactory category and can be further improved with advanced Taguchi analysis.
- In terms of material, there is still much that can be explored for the application of IN 718, which is printed using LPBF as a cold deep drawing dies part, such as post-printing material characterization, mechanical behavior, fatigue and failure behavior, and many others. Optimizing printing parameters using other parameters is still very possible to do in the future. This is because the printing parameters are not only related to the four parameters that we mention in this study.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lu, C.; Shi, J. Simultaneous consideration of relative density, energy consumption, and build time for selective laser melting of IN 718: A multi-objective optimization study on process parameter selection. J. Clean. Prod. 2022, 369, 133284. [Google Scholar] [CrossRef]
- Sing, S.L.; Yeong, W.Y. Laser powder bed fusion for metal additive manufacturing: Perspectives on recent developments. Virtual Phys. Prototyp. 2020, 15, 359–370. [Google Scholar] [CrossRef]
- Oliveira, J.P.; LaLonde, A.; Ma, J. Processing parameters in laser powder bed fusion metal additive manufacturing. Mater. Design 2020, 193, 108762. [Google Scholar] [CrossRef]
- Petroušek, P.; Kvačkaj, T.; Bidulská, J.; Bidulský, R.; Grande, M.A.; Manfredi, D.; Pokorný, I. Investigation of the Properties of 316L Stainless Steel after AM and Heat Treatment. Materials 2023, 16, 3935. [Google Scholar] [CrossRef]
- Nandhakumar, R.; Venkatesan, K. A process parameters review on Selective laser melting-based additive manufacturing of Single and Multi-Material: Microstructure, Properties, and machinability aspects. Mater. Today Commun. 2023, 35, 105538. [Google Scholar] [CrossRef]
- Wang, W.; Wang, S.; Zhang, X.; Chen, F.; Xu, Y.; Tian, Y. Process parameter optimization for selective laser melting of IN 718 superalloy and the effects of subsequent heat treatment on the microstructural evolution and mechanical properties. J. Manuf. Process. 2021, 64, 530–543. [Google Scholar] [CrossRef]
- Baldi, N.; Giorgetti, A.; Palladino, M.; Giovannetti, I.; Arcidiacono, G.; Citti, P. Study on the Effect of Inter-Layer Cooling Time on Porosity and Melt Pool in Inconel 718 Components Processed by Laser Powder Bed Fusion. Materials 2023, 16, 3920. [Google Scholar] [CrossRef]
- Zhang, D.; Niu, W.; Cao, X.; Liu, Z. Effect of standard heat treatment on the microstructure and mechanical properties of selective laser melting manufactured IN 718 superalloy. Mater. Sci. Eng. C. 2015, 644, 32–40. [Google Scholar] [CrossRef]
- Xi, N.; Fang, X.; Duan, Y.; Zhang, Q.; Huang, K. Wire arc additive manufacturing of IN 718: Constitutive modelling and its microstructure basis. J. Manuf. Process. 2022, 75, 1134–1143. [Google Scholar] [CrossRef]
- Wang, H.; Wang, L.; Cui, R.; Wang, B.; Luo, L.; Su, Y. Differences in microstructure and nano-hardness of selective laser melted IN 718 single tracks under various melting modes of molten pool. J. Mater. Res. Technol. 2020, 9, 10401–10410. [Google Scholar] [CrossRef]
- Kaletsch, A.; Qin, S.; Broeckmann, C. Influence of Different Build Orientations and Heat Treatments on the Creep Properties of Inconel 718 Produced by PBF-LB. Materials 2023, 16, 4087. [Google Scholar] [CrossRef] [PubMed]
- Schneider, J.; Lund, B.; Fullen, M. Effect of heat treatment variations on the mechanical properties of IN 718 selective laser melted specimens. Addit. Manuf. 2018, 21, 248–254. [Google Scholar] [CrossRef]
- Lesyk, D.; Martinez, S.; Mordyuk, B.; Dzhemelinskyi, V.; Lamikiz, A.; Prokopenko, G. Post-processing of the IN 718 alloy parts fabricated by selective laser melting: Effects of mechanical surface treatments on surface topography, porosity, hardness and residual stress. Surf. Coat. Technol. 2020, 381, 125136. [Google Scholar] [CrossRef]
- Baicheng, Z.; Xiaohua, L.; Jiaming, B.; Junfeng, G.; Pan, W.; Chen-nan, S.; Muiling, N.; Guojun, Q.; Jun, W. Study of selective laser melting (SLM) IN 718 part surface improvement by electrochemical polishing. Mater. Design 2017, 116, 531–537. [Google Scholar] [CrossRef]
- Xu, Z.; Cao, L.; Zhu, Q.; Guo, C.; Li, X.; Hu, X.; Yu, Z. Creep property of IN 718 superalloy produced by selective laser melting compared to forging. Mater. Sci. Eng. C. 2020, 794, 139947. [Google Scholar] [CrossRef]
- Godec, M.; Malej, S.; Feizpour, D.; Donik, Č.; Balažic, M.; Klobčar, D.; Pambaguian, L.; Conradi, M.; Kocijan, A. Hybrid additive manufacturing of IN 718 for future space applications. Mater. Charact. 2021, 172, 110842. [Google Scholar] [CrossRef]
- McLouth, T.D.; Bean, G.E.; Witkin, D.B.; Sitzman, S.D.; Adams, P.M.; Patel, D.N.; Park, W.; Yang, J.-M.; Zaldivar, R.J. The effect of laser focus shift on microstructural variation of IN 718 produced by selective laser melting. Mater. Design 2018, 149, 205–213. [Google Scholar] [CrossRef]
- Balbaa, M.; Mekhiel, S.; Elbestawi, M.; McIsaac, J. On selective laser melting of IN 718: Densification, surface roughness, and residual stresses. Mater. Design 2020, 193, 108818. [Google Scholar] [CrossRef]
- Jiang, H.-Z.; Li, Z.-Y.; Feng, T.; Wu, P.-Y.; Chen, Q.-S.; Feng, Y.-L.; Li, S.-W.; Gao, H.; Xu, H.-J. Factor analysis of selective laser melting process parameters with normalised quantities and Taguchi method. Opt. Laser Technol. 2019, 119, 105592. [Google Scholar] [CrossRef]
- Xiansheng, N.; Zhenggan, Z.; Xiongwei, W.; Luming, L. The use of Taguchi method to optimize the laser welding of sealing neuro-stimulator. Opt. Lasers Eng. 2011, 49, 297–304. [Google Scholar] [CrossRef]
- Sheshadri, R.; Nagaraj, M.; Lakshmikanthan, A.; Chandrashekarappa, M.P.G.; Pimenov, D.Y.; Giasin, K.; Prasad, R.V.S.; Wojciechowski, S. Experimental investigation of selective laser melting parameters for higher surface quality and micro-hardness properties: Taguchi and super ranking concept approaches. J. Mater. Res. Technol. 2021, 14, 2586–2600. [Google Scholar] [CrossRef]
- Jiang, C.-P.; Cheng, Y.-C.; Lin, H.-W.; Chang, Y.-L.; Pasang, T.; Lee, S.-Y. Optimization of FDM 3D printing parameters for high strength PEEK using the Taguchi method and experimental validation. Rapid Prototyp. J. 2022, 28, 1260–1271. [Google Scholar] [CrossRef]
- Yang, B.; Lai, Y.; Yue, X.; Wang, D.; Zhao, Y. Parametric optimization of laser additive manufacturing of Inc 625 using Taguchi method and grey relational analysis. Scanning 2020, 2020, 9176509. [Google Scholar] [CrossRef] [PubMed]
- Sheheryar, M.; Khan, M.A.; Jaffery, S.H.I.; Alruqi, M.; Khan, R.; Bashir, M.N.; Petru, J. Multi-Objective Optimization of Process Parameters during Micro-Milling of Nickel-Based Alloy Inconel 718 Using Taguchi-Grey Relation Integrated Approach. Materials 2022, 15, 8296. [Google Scholar] [CrossRef] [PubMed]
- Maicas-Esteve, H.; Taji, I.; Wilms, M.; Gonzalez-Garcia, Y.; Johnsen, R. Corrosion and Microstructural Investigation on Additively Manufactured 316L Stainless Steel: Experimental and Statistical Approach. Materials 2022, 15, 1605. [Google Scholar] [CrossRef] [PubMed]
- Huang, W.; Yang, J.; Yang, H.; Jing, G.; Wang, Z.; Zeng, X. Heat treatment of IN 718 produced by selective laser melting: Microstructure and mechanical properties. Mater. Sci. Eng. C 2019, 750, 98–107. [Google Scholar] [CrossRef]
- Stolt, R.; André, S.; Elgh, F. Introducing inserts for die casting manufactured by selective laser sintering. Procedia Manuf. 2018, 17, 309–316. [Google Scholar] [CrossRef]
- Li, Z.X.; Shi, Y.L.; Xu, L.P.; Jin, J.X. Effect of Natural Aging on Cold Forming Performance of 2219 Aluminum Alloy. Materials 2023, 16, 3536. [Google Scholar] [CrossRef]
- Do, T.T.; Minh, P.S.; Le, N. Effect of tool geometry parameters on the formability of a camera cover in the deep drawing process. Materials 2021, 14, 3993. [Google Scholar] [CrossRef]
- Yan, J.; Zheng, D.; Li, H.; Jia, X.; Sun, J.; Li, Y.; Qian, M.; Yan, M. Selective laser melting of H13: Microstructure and residual stress. J. Mater. Sci. 2017, 52, 12476–12485. [Google Scholar] [CrossRef]
- Chen, W.; Chaturvedi, M.; Richards, N. Effect of boron segregation at grain boundaries on heat-affected zone cracking in wrought IN 718. Metall. Mater. Trans. A 2001, 32, 931–939. [Google Scholar] [CrossRef]
- Chamanfar, A.; Sarrat, L.; Jahazi, M.; Asadi, M.; Weck, A.; Koul, A. Microstructural characteristics of forged and heat treated Inconel-718 disks. Mater. Des. 2013, 52, 791–800. [Google Scholar] [CrossRef]
- Teng, Q.; Li, S.; Wei, Q.; Shi, Y. Investigation on the influence of heat treatment on IN 718 fabricated by selective laser melting: Microstructure and high temperature tensile property. J. Manuf. Process. 2021, 61, 35–45. [Google Scholar] [CrossRef]
- Li, Y.; Podaný, P.; Koukolíková, M.; Džugan, J.; Krajňák, T.; Veselý, J.; Raghavan, S. Effect of Heat Treatment on Creep Deformation and Fracture Properties for a Coarse-Grained Inconel 718 Manufactured by Directed Energy Deposition. Materials 2023, 16, 1337. [Google Scholar] [CrossRef] [PubMed]
- Javidi, M.; Hosseini, S.; Khodabakhshi, F.; Mohammadi, M.; Orovcik, L.; Trembošová, V.N.; Nagy, Š.; Nosko, M. Laser powder bed fusion of 316L stainless steel/Al2O3 nanocomposites: Taguchi analysis and material characterization. Opt. Laser Technol. 2023, 158, 108883. [Google Scholar] [CrossRef]
- Pilgar, C.M.; Fernandez, A.M.; Lucarini, S.; Segurado, J. Effect of printing direction and thickness on the mechanical behavior of SLM fabricated Hastelloy-X. Int. J. Plast. 2022, 153, 3250. [Google Scholar] [CrossRef]
- Chantzis, D.; Liu, X.; Politis, D.J.; El Fakir, O.; Chua, T.Y.; Shi, Z.; Wang, L. Review on additive manufacturing of tooling for hot stamping. Int. J. Adv. Manuf. Technol. 2020, 109, 87–107. [Google Scholar] [CrossRef]
- Amato, K.; Gaytan, S.; Murr, L.E.; Martinez, E.; Shindo, P.; Hernandez, J.; Collins, S.; Medina, F. Microstructures and mechanical behavior of IN 718 fabricated by selective laser melting. Acta Mater. 2012, 60, 2229–2239. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Power (W) | Scanning Speed (mm/s) | Hatch Space (µm) | Layer Thickness (µm) | Ref. |
|---|---|---|---|---|
| 180 | 600 | 105 | 35 | [12] |
| 200 | 700 | - | 60 | [13] |
| 350 | 600 | 80 | 40 | [14] |
| 200 | 800 | 105 | 30 | [15] |
| 190 | 800 | 90 | 30 | [16] |
| 180 | 600 | 105 | 30 | [17] |
| 170–370 | 500–1200 | 80–120 | 40 | [18] |
| Factor Code | Parameter/Level | 1 | 2 | 3 |
|---|---|---|---|---|
| A | Laser power (P) | 180 | 190 | 200 |
| B | Scanning speed (V) | 600 | 700 | 800 |
| C | Hatch space (H) | 0.08 | 0.09 | 0.105 |
| D | Layer thickness (Lt) | 30 | 35 | 40 |
| Level | P (W) | V (mm/s) | H (mm) | Lt (µm) | (J/mm3) | ||||
|---|---|---|---|---|---|---|---|---|---|
| P | V | H | Lt | ||||||
| 1 | 1 | 1 | 1 | 1 | 180 | 600 | 0.08 | 30 | 125 |
| 2 | 1 | 2 | 2 | 2 | 180 | 700 | 0.09 | 35 | 81.63 |
| 3 | 1 | 3 | 3 | 3 | 180 | 800 | 0.105 | 40 | 53.57 |
| 4 | 2 | 1 | 2 | 3 | 190 | 600 | 0.09 | 40 | 87.96 |
| 5 | 2 | 2 | 3 | 1 | 190 | 700 | 0.105 | 30 | 86.17 |
| 6 | 2 | 3 | 1 | 2 | 190 | 800 | 0.08 | 35 | 84.82 |
| 7 | 3 | 1 | 3 | 2 | 200 | 600 | 0.105 | 35 | 90.7 |
| 8 | 3 | 2 | 1 | 3 | 200 | 700 | 0.08 | 40 | 89.28 |
| 9 | 3 | 3 | 2 | 1 | 200 | 800 | 0.09 | 30 | 92.59 |
| Sample Code | Double Ageing Holding Time (Hour) | |
|---|---|---|
| First Ageing | Second Ageing | |
| T1 | 6 | 8 |
| T2 | 6 | 10 |
| T3 | 6 | 12 |
| T4 | 8 | 8 |
| T5 | 8 | 10 |
| T6 | 8 | 12 |
| T7 | 10 | 8 |
| T8 | 10 | 10 |
| T9 | 10 | 12 |
| Response | ||||
|---|---|---|---|---|
| Vertical Direction | Horizontal Direction | |||
| Average UTS (MPa) | S/N | Average UTS (MPa) | S/N | |
| 1 | 942.72 | 59.87 | 1078.09 | 60.65 |
| 2 | 1028.75 | 60.24 | 1046.31 | 60.39 |
| 3 | 1037.4 | 60.32 | 1071.47 | 60.6 |
| 4 | 1033.01 | 60.28 | 1091.33 | 60.76 |
| 5 | 989.77 | 59.91 | 1073.11 | 60.61 |
| 6 | 1003.2 | 60.03 | 1048.41 | 60.41 |
| 7 | 1055.68 | 60.47 | 1056.63 | 60.45 |
| 8 | 1012.24 | 60.1 | 1056.8 | 60.48 |
| 9 | 977.78 | 59.8 | 1050.18 | 60.42 |
| Printing Parameter | Experimental Result UTS (MPa) | S/N | (J/mm3) | ||||
|---|---|---|---|---|---|---|---|
| P | V | H | Lt | ||||
| 10 | 190 | 600 | 0.105 | 40 | 1122.88 | 60.58 | 75.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, C.-P.; Maidhah, A.A.; Wang, S.-H.; Wang, Y.-R.; Pasang, T.; Ramezani, M. Laser Powder Bed Fusion of Inconel 718 Tools for Cold Deep Drawing Applications: Optimization of Printing and Post-Processing Parameters. Materials 2023, 16, 4707. https://doi.org/10.3390/ma16134707
Jiang C-P, Maidhah AA, Wang S-H, Wang Y-R, Pasang T, Ramezani M. Laser Powder Bed Fusion of Inconel 718 Tools for Cold Deep Drawing Applications: Optimization of Printing and Post-Processing Parameters. Materials. 2023; 16(13):4707. https://doi.org/10.3390/ma16134707
Chicago/Turabian StyleJiang, Cho-Pei, Andi Ard Maidhah, Shun-Hsien Wang, Yuh-Ru Wang, Tim Pasang, and Maziar Ramezani. 2023. "Laser Powder Bed Fusion of Inconel 718 Tools for Cold Deep Drawing Applications: Optimization of Printing and Post-Processing Parameters" Materials 16, no. 13: 4707. https://doi.org/10.3390/ma16134707
APA StyleJiang, C.-P., Maidhah, A. A., Wang, S.-H., Wang, Y.-R., Pasang, T., & Ramezani, M. (2023). Laser Powder Bed Fusion of Inconel 718 Tools for Cold Deep Drawing Applications: Optimization of Printing and Post-Processing Parameters. Materials, 16(13), 4707. https://doi.org/10.3390/ma16134707