
Study on the Overmolding Process of Carbon-Fiber-Reinforced Poly (Aryl Ether Ketone) (PAEK)/Poly (Ether Ether Ketone) (PEEK) Thermoplastic Composites

Abstract
1. Introduction
2. Experimental Materials and Methods
2.1. Experimental Materials
2.2. Preparation of the Composite Materials for Overmolding
2.3. Test and Characterization
2.3.1. Mechanics Performance Test
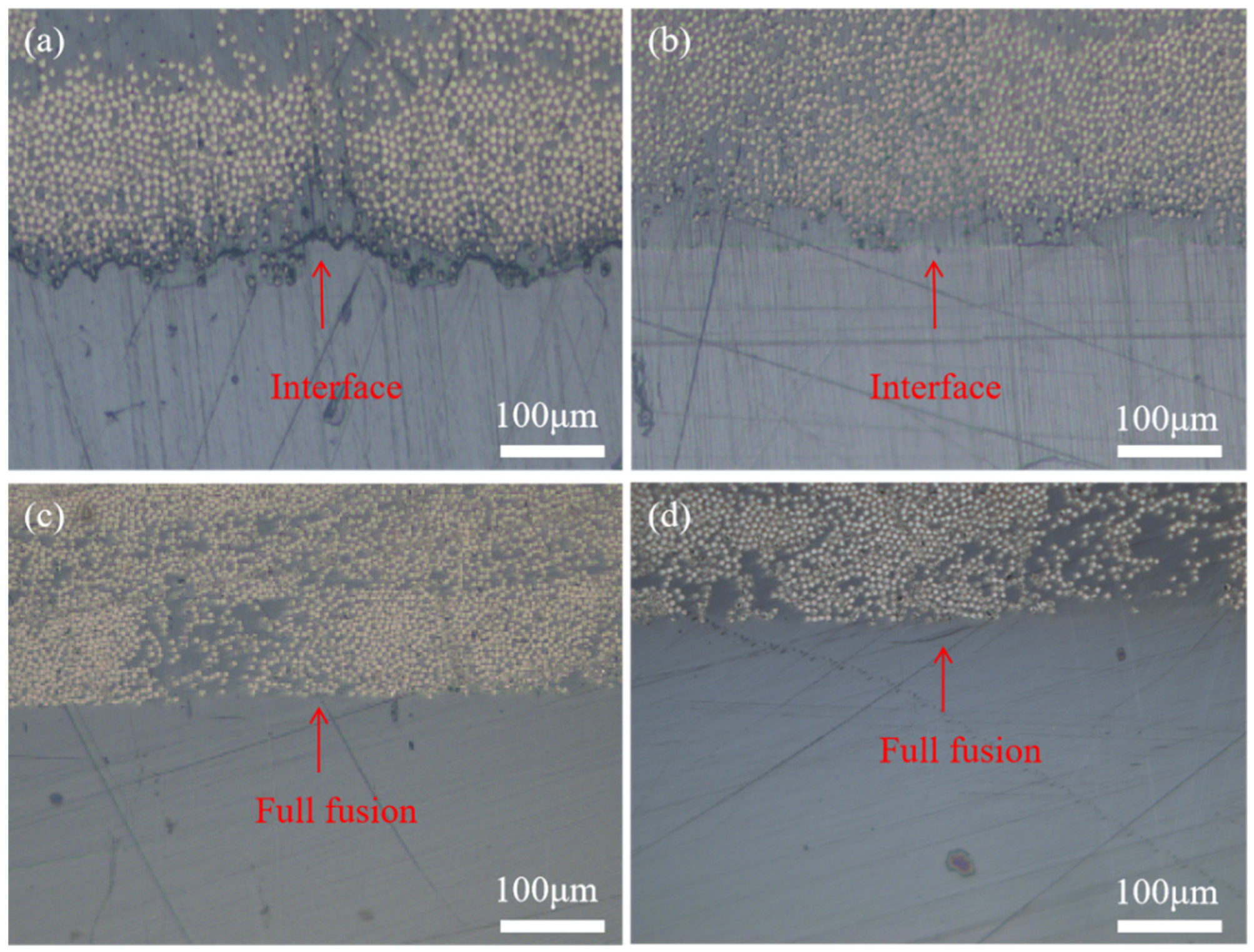
2.3.2. Morphology Analysis
2.3.3. Fiber Volume Fraction of Composite Materials
2.3.4. Rheological Behavior Analysis
2.3.5. Nanoindentation Test
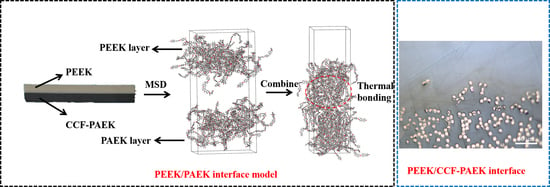
2.3.6. Molecular Dynamics Simulation
3. Results and Discussions
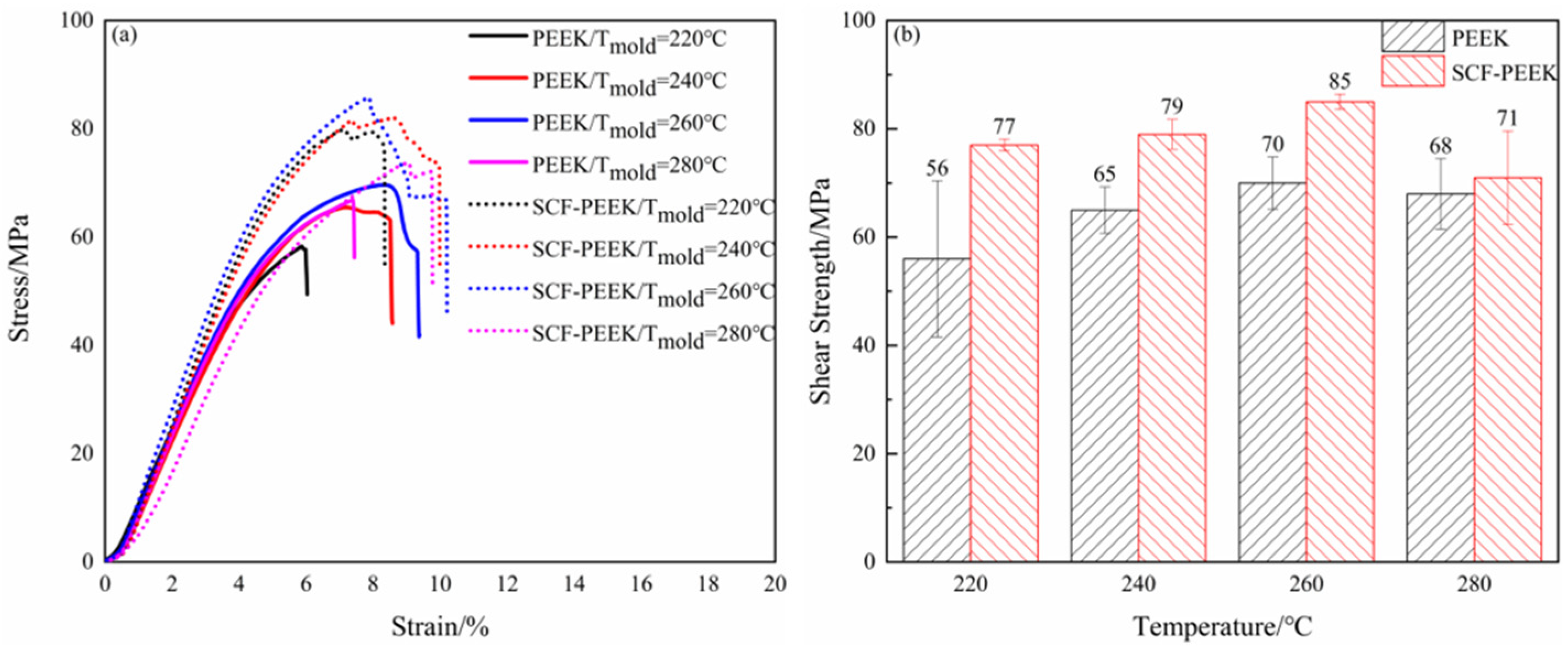
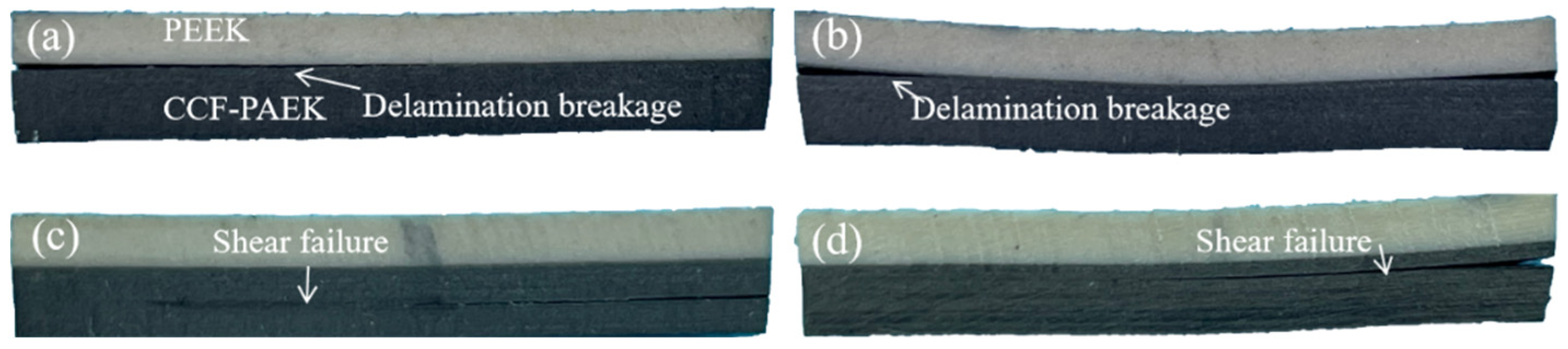
3.1. Influence of Mold Temperature on the Interfacial Bonding Strength
3.2. Influence of Melt Temperature on the Interfacial Bonding Strength
3.3. Molecular Dynamics Simulation
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Stewart, R. Thermoplastic composites—Recyclable and fast to process. Reinf. Plast. 2011, 55, 22–28. [Google Scholar] [CrossRef]
- Sonnenfeld, C.; Mendil-Jakani, H.; Agogue, R.; Nunez, P.; Beauchene, P. Thermoplastic/thermoset multilayer composites: A way improve the impact damage tolerance of thermosetting resin matrix to composites. Compos. Struct. 2017, 171, 298–305. [Google Scholar] [CrossRef]
- Cheon, J.; Kim, M. Impact resistance and interlaminar shear strength enhancement of carbon fiber reinforced thermoplastic composites by introducing MWCNT-anchored carbon fiber. Compos. Part B-Eng. 2021, 217, 108872. [Google Scholar] [CrossRef]
- Marsh, G. Airbus takes on Boeing with reinforced plastic A350 XWB. Reinf. Plast. 2007, 51, 26–27, 29. [Google Scholar] [CrossRef]
- Marsh, G. Bombardier throws down the gauntlet with CSeries airliner. Reinf. Plast. 2011, 55, 22–26. [Google Scholar] [CrossRef]
- Donaldson, S.L. Fracture toughness testing of graphite/epoxy and graphite/PEEK composites. Composites 1985, 16, 103–112. [Google Scholar] [CrossRef]
- Farahani, R.D.; Dube, M. Novel Heating Elements for Induction Welding of Carbon Fiber/Polyphenylene Sulfide Thermo-plastic Composites. Adv. Eng. Mater. 2017, 19, 1700294. [Google Scholar] [CrossRef]
- Vieille, B.; Chabchoub, M.; Bouscarrat, D.; Keller, C. Prediction of the notched strength of woven-ply PolyPhenylene Sulfide thermoplastic composites at a constant high temperature by a physically-based model. Compos. Struct. 2016, 153, 529–537. [Google Scholar] [CrossRef]
- Hron, R.; Kadlec, M.; Růžek, R. Effect of the Test Procedure and Thermoplastic Composite Resin Type on the Curved Beam Strength. Materials 2021, 14, 352. [Google Scholar] [CrossRef]
- Yu, T.; Gao, H.; Wang, B.; Guo, C.; Jiang, F. Research Progress of Molding Process of Carbon Fiber Reinforced Thermo-plastic Composites. Eng. Plast. Appl. 2018, 46, 139–144. [Google Scholar]
- Brauner, C.; Nakouzi, S.; Zweifel, L.; Tresch, J. Co-curing behaviour of thermoset composites with a thermoplastic boundary layer for welding purposes. Adv. Compos. Lett. 2020, 29, 2633366X20902777. [Google Scholar] [CrossRef]
- Ageorges, C.; Ye, L.; Hou, M. Advances in fusion bonding techniques for joining thermoplastic matrix composites: A review. Compos. Part A Appl. Sci. Manuf. 2001, 32, 839–857. [Google Scholar] [CrossRef]
- Du, B.; Chen, L.; Liu, H.; He, Q.; Qin, W.; Li, W. Resistance welding of glass fiber reinforced thermoplastic composite: Exper-imental investigation and process parameter optimization. Chin. J. Aeronaut. 2020, 33, 3469–3478. [Google Scholar] [CrossRef]
- Murray, R.E.; Roadman, J.; Beach, R. Fusion joining of thermoplastic composite wind turbine blades: Lap-shear bond charac-terization. Renew. Energy 2019, 140, 501–512. [Google Scholar] [CrossRef]
- Silva, F.J.G.; Soares, M.R.; Ferreira, L.P.; Alves, A.C.; Brito, M.; Campilho, R.D.S.G.; Sousa, V.F.C. A Novel Automated Sys-tem for the Handling of Car Seat Wires on Plastic Over-Injection Molding Machines. Machines 2021, 9, 141. [Google Scholar] [CrossRef]
- Kong, B. Development of the overmolding instrument panel. In Proceedings of the Asia Pacific Automotive Engineering Conference, Bangkok, Thailand, 1–3 April 2013. [Google Scholar]
- Park, D.K.; Kong, B.S.; Kim, B.C. Development of Crash Pad Using Overmolding Technology. Int. J. Automot. Technol. 2022, 23, 1739–1745. [Google Scholar] [CrossRef]
- Yu, L.; Xia, B.; Zhang, J.; Peng, B. Effect of temperature related processing parameters on the interface bonding strength of automotive overmolding injection parts. Mater. Test. 2019, 61, 960–964. [Google Scholar] [CrossRef]
- Aurrekoetxea, J.; Castillo, G.; Cortes, F.; Sarrionandia, M.A.; Urrutibeascoa, I. Failure of multimaterial fusion bonding inter-face generated during over-injection molding/thermoforming hybrid process. J. Appl. Polym. Sci. 2006, 102, 261–265. [Google Scholar] [CrossRef]
- Boros, R.; Tatyana, A.; Golcs, A.; Krafcsik, O.H.; Kovacs, J.G. Plasma treatment to improve the adhesion between ABS and PA6 in hybrid structures produced by injection overmolding. Polym. Test. 2022, 106, 107446. [Google Scholar] [CrossRef]
- Matsumoto, K.; Ishikawa, T.; Tanaka, T. A novel joining method by using carbon nanotube-based thermoplastic film for injection overmolding process. J. Reinf. Plast. Compos. 2019, 38, 616–627. [Google Scholar] [CrossRef]
- Sun, H.; Yao, J.; Zhang, J.; Gu, Y.; Wang, W.; Liu, G. Preparation of Continuous Carbon Fiber Reinforced Poly ether ether ketone Composite and Its Mechanical Properties. China Plast. Ind. 2021, 49, 110–113. [Google Scholar]
- ASTM D2344-00; Standard Test Method for Short-Beam Strength of Polymer Matrix Composite Materials and Their Laminates. ASTM International: West Conshohocken, PA, USA, 2000.
- Zhou, M.; Xiong, X.; Drummer, D.; Jiang, B. Molecular Dynamics Simulation on the Effect of Bonding Pressure on Thermal Bonding of Polymer Microfluidic Chip. Polymers 2019, 11, 557. [Google Scholar] [CrossRef]
- Zhang, M.; Jiang, B.; Chen, C.; Drummer, D.; Zhai, Z. The Effect of Temperature and Strain Rate on the Interfacial Behavior of Glass Fiber Reinforced Polypropylene Composites: A Molecular Dynamics Study. Polymers 2019, 11, 1766. [Google Scholar] [CrossRef] [PubMed]
- Wang, Q.; Sun, L.; Li, L.; Yang, W.; Zhang, Y.; Dai, Z.; Xiong, Z. Experimental and numerical investigations on microstructures and mechanical properties of hybrid fiber reinforced thermoplastic polymer. Polym. Test. 2018, 70, 215–225. [Google Scholar] [CrossRef]
- Wang, Z.; Li, S.; Wang, J.; Han, E.; Tian, G.; Wu, D. Dielectric and mechanical properties of polyimide fiber reinforced cyanate ester resin composites with varying resin contents. J. Polym. Res. 2020, 27, 160. [Google Scholar] [CrossRef]
- Sauer, B.B.; Kampert, W.G.; Wakeman, M.D.; Yuan, S. Screening method for the onset of bonding of molten polyamide resin layers to continuous fiber reinforced laminate sheets. Compos. Sci. Technol. 2016, 129, 166–172. [Google Scholar] [CrossRef]
- Jiang, B.; Fu, L.; Zhang, M.; Weng, C.; Zhai, Z. Effect of thermal gradient on interfacial behavior of hybrid fiber reinforced polypropylene composites fabricated by injection overmolding technique. Polym. Compos. 2020, 41, 4064–4073. [Google Scholar] [CrossRef]
- Deng, T.; Huang, Z.; Zheng, B.; Jiang, W.; Chen, L.; Chen, C.; Zhou, H.; Zhou, H. Bond strength and bond mechanism of in-jection over-molded woven carbon fiber/PEEK-short carbon fiber/PEEK composite components. J. Appl. Polym. Sci. 2022, 139, e53222. [Google Scholar] [CrossRef]
- Ning, N.; Fu, S.; Zhang, W.; Chen, F.; Wang, K.; Deng, H.; Zhang, Q.; Fu, Q. Realizing the enhancement of interfacial interaction in semicrystalline polymer/filler composites via interfacial crystallization. Prog. Polym. Sci. 2012, 37, 1425–1455. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Resin | Tg/°C | Melting/°C | ||
|---|---|---|---|---|
| Tonset | Tpeak | Tfinal | ||
| PAEK | 148 | 309 | 322 | 330 |
| PEEK | 143 | 334 | 343 | 347 |
| Num | Tmold/°C | Tinj/°C | Polymer Component |
|---|---|---|---|
| A | 260 | 400 | PEEK & SCF-PEEK |
| 1 | 220 | 380 | |
| 2 | 240 | 390 | |
| 3 | 280 | 410 | |
| 4 | / | 420 |
| Num | Tmold/°C | Tinj/°C | Polymer Component |
|---|---|---|---|
| 1 | 220 | 400 | PEEK & SCF-PEEK |
| 2 | 240 | 400 | |
| 3 | 260 | 400 | |
| 4 | 280 | 400 | |
| 5 | 260 | 380 | |
| 6 | 260 | 390 | |
| 7 | 260 | 410 | |
| 8 | 260 | 420 |
| Material | Number of Chains | Degree of Polymerization | Total Amount of Atoms | Initial Density /g·cm3 | Box Size /nm3 |
|---|---|---|---|---|---|
| PEEK | 17 | 5 | 5542 | 1.3 | 4 × 6.2 × 2.4 |
| PAEK | 10 | 10 | 5886 | 1.3 | 4 × 6.2 × 2.4 |
| Tmold /°C | Diffusion Coefficient /10−10m2·s−1 | Bonding Energy /kcal·mol−1 | PEEK/CCF-PAEK ILSS/MPa | SCF-PEEK/CCF-PAEK ILSS/MPa |
|---|---|---|---|---|
| 220 | 7.2 | 233.3 | 56 | 77 |
| 240 | 11.8 | 295.4 | 65 | 79 |
| 260 | 13.0 | 388.0 | 70 | 83 |
| 280 | 14.0 | 450.8 | 68 | 71 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, Z.; Zhang, J.; Bi, R.; Chen, C.; Yao, J.; Liu, G. Study on the Overmolding Process of Carbon-Fiber-Reinforced Poly (Aryl Ether Ketone) (PAEK)/Poly (Ether Ether Ketone) (PEEK) Thermoplastic Composites. Materials 2023, 16, 4456. https://doi.org/10.3390/ma16124456
Zhao Z, Zhang J, Bi R, Chen C, Yao J, Liu G. Study on the Overmolding Process of Carbon-Fiber-Reinforced Poly (Aryl Ether Ketone) (PAEK)/Poly (Ether Ether Ketone) (PEEK) Thermoplastic Composites. Materials. 2023; 16(12):4456. https://doi.org/10.3390/ma16124456
Chicago/Turabian StyleZhao, Ziyue, Jindong Zhang, Ran Bi, Chunhai Chen, Jianan Yao, and Gang Liu. 2023. "Study on the Overmolding Process of Carbon-Fiber-Reinforced Poly (Aryl Ether Ketone) (PAEK)/Poly (Ether Ether Ketone) (PEEK) Thermoplastic Composites" Materials 16, no. 12: 4456. https://doi.org/10.3390/ma16124456
APA StyleZhao, Z., Zhang, J., Bi, R., Chen, C., Yao, J., & Liu, G. (2023). Study on the Overmolding Process of Carbon-Fiber-Reinforced Poly (Aryl Ether Ketone) (PAEK)/Poly (Ether Ether Ketone) (PEEK) Thermoplastic Composites. Materials, 16(12), 4456. https://doi.org/10.3390/ma16124456