
Effect of Lankford Coefficients on Springback Behavior during Deep Drawing of Stainless Steel Cylinders

Abstract
1. Introduction
2. Finite Element Simulation (FEM) Analysis
2.1. FEM Simulation Procedure
2.2. Taguchi Technique
2.3. Measurement Set-Up
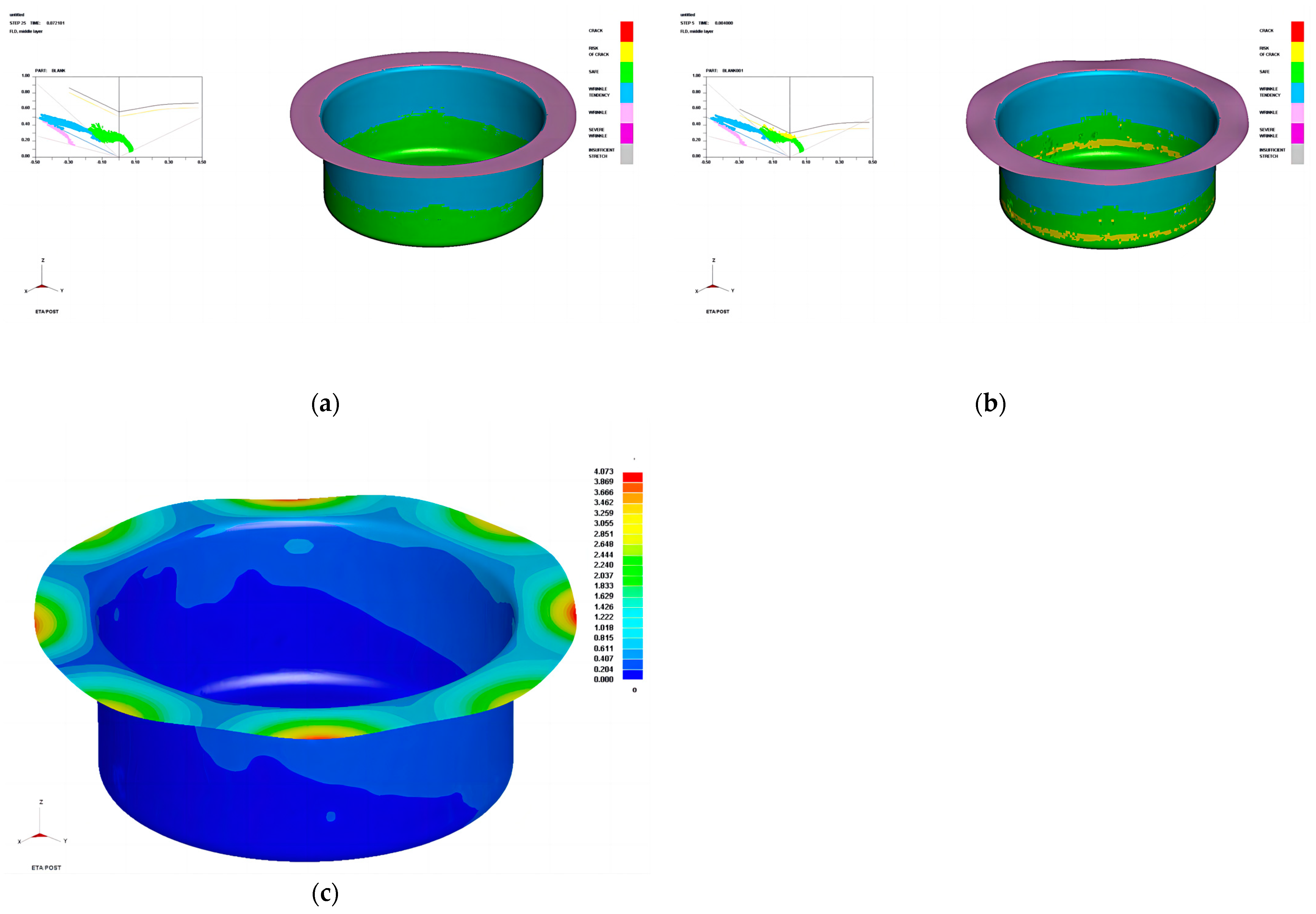
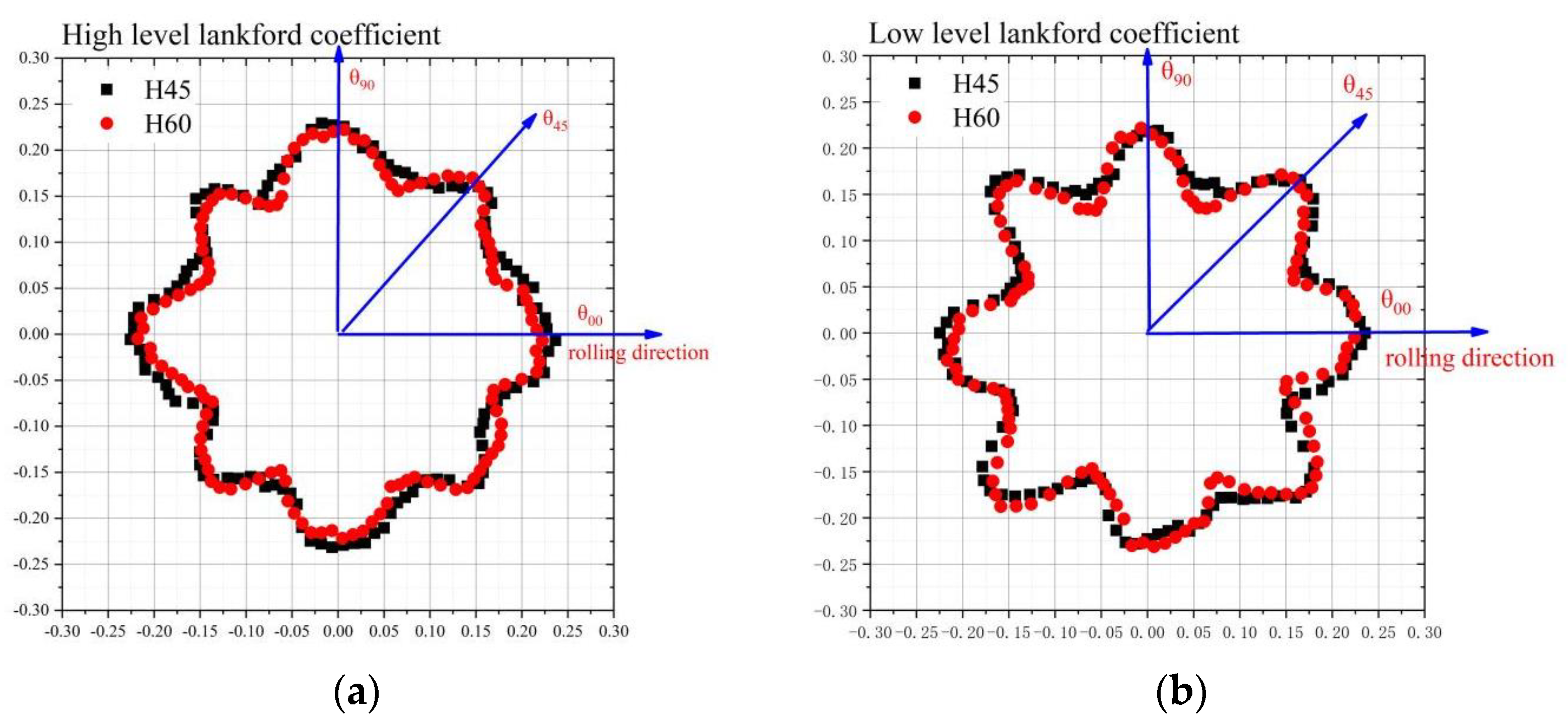
2.4. Formation Analysis
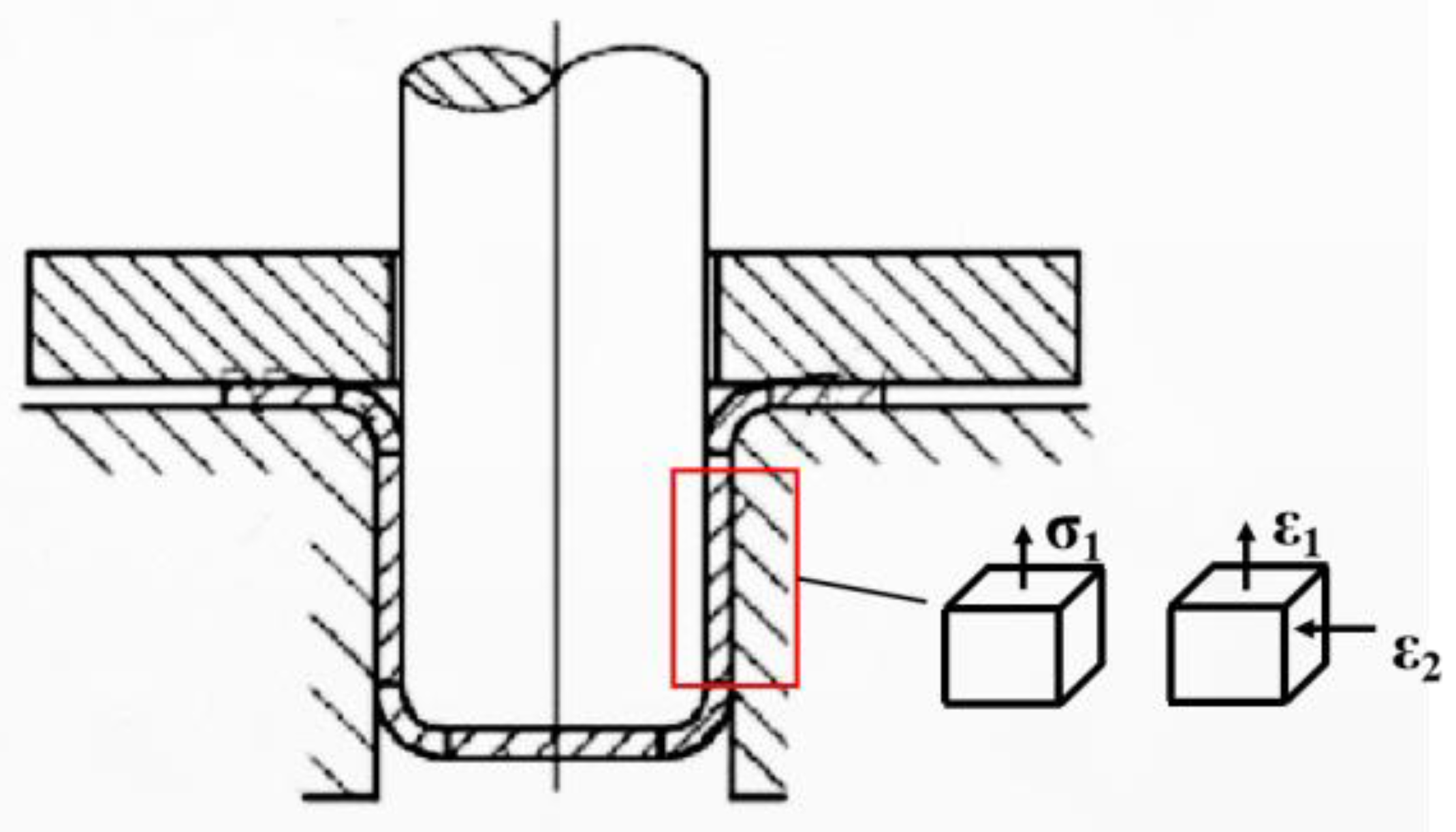
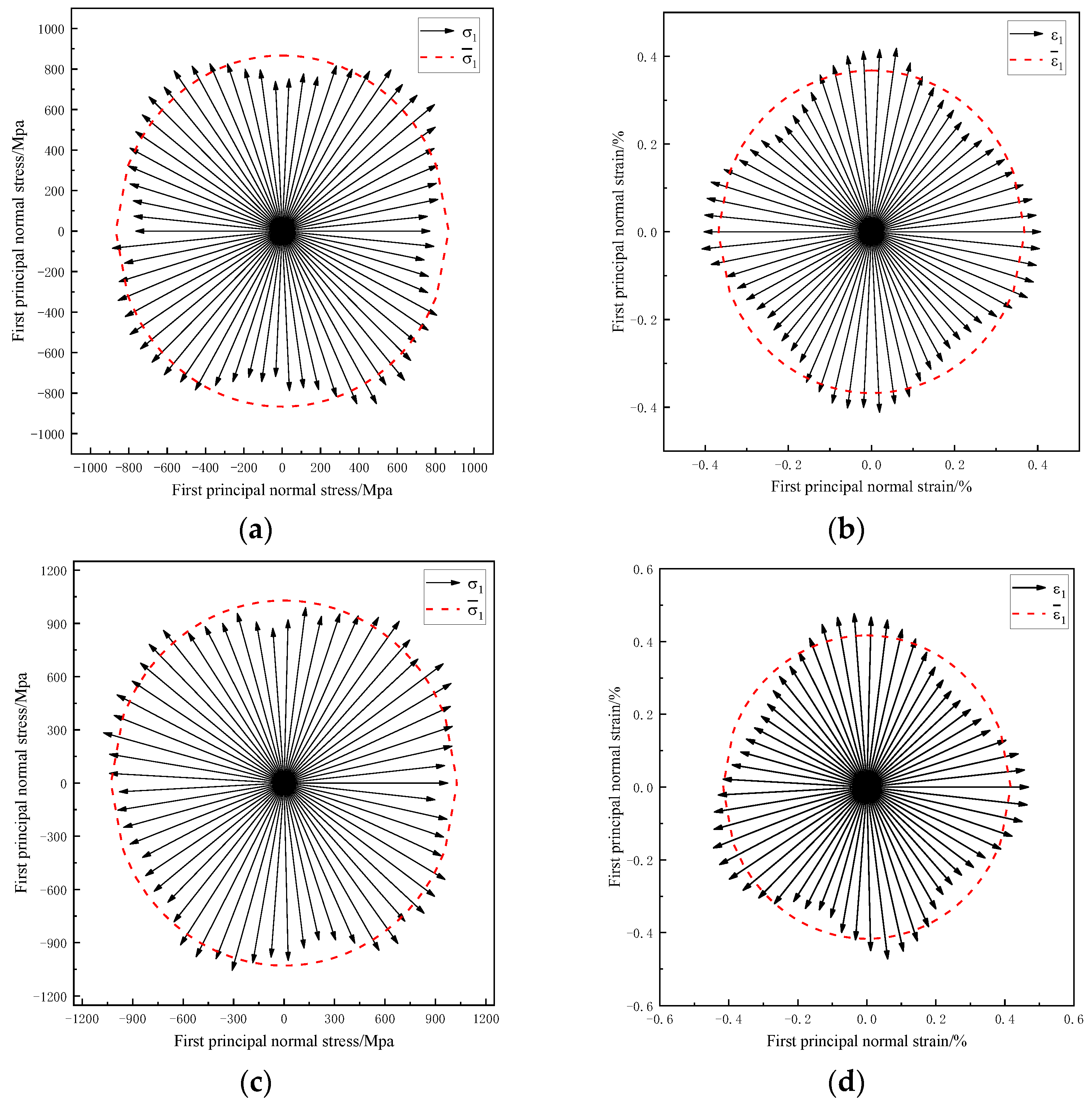
2.5. Stress–Strain Analysis
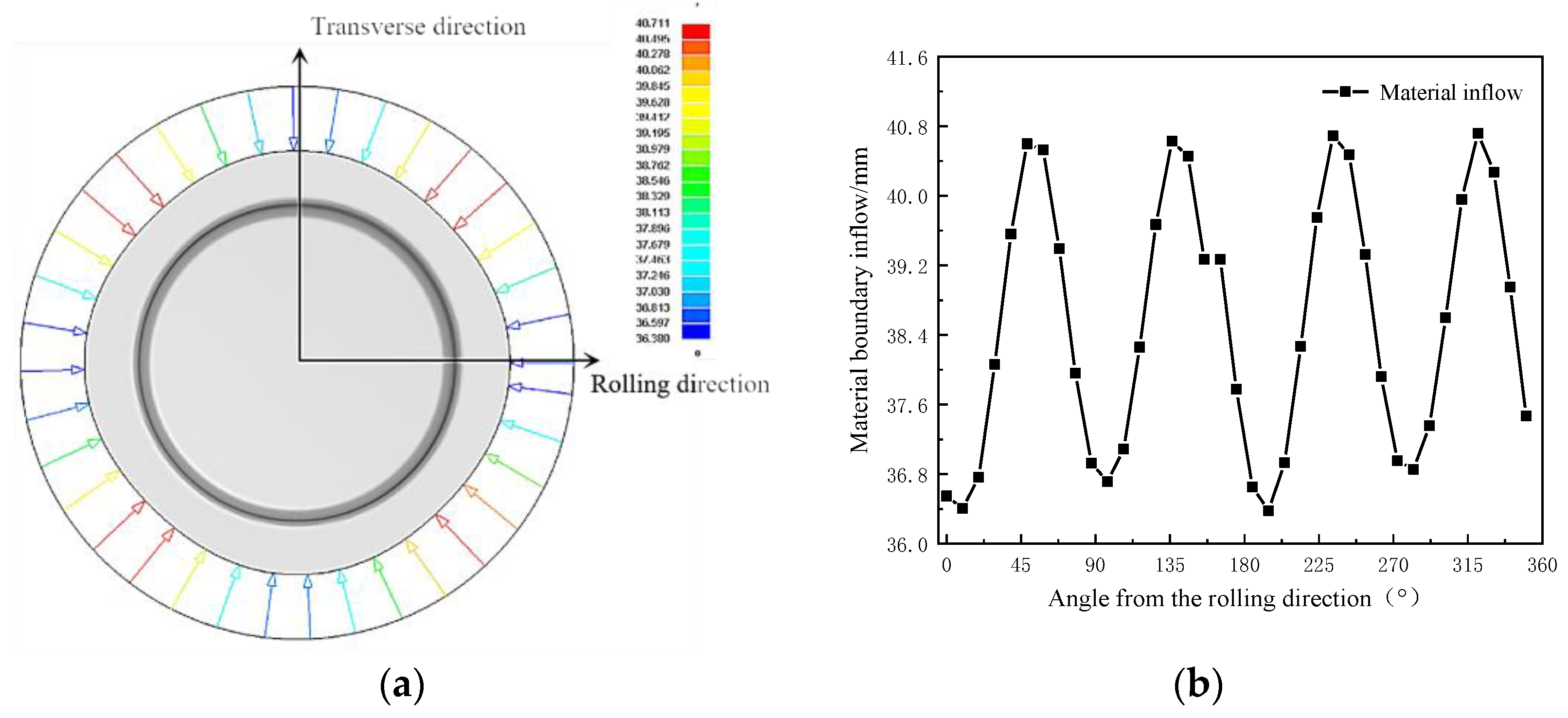
2.6. Boundary Inflow Analysis
3. Experimental Procedures
3.1. Experimental Set-Up
3.2. Experimental Results
4. Results and Discussions
4.1. Application of ANOVA
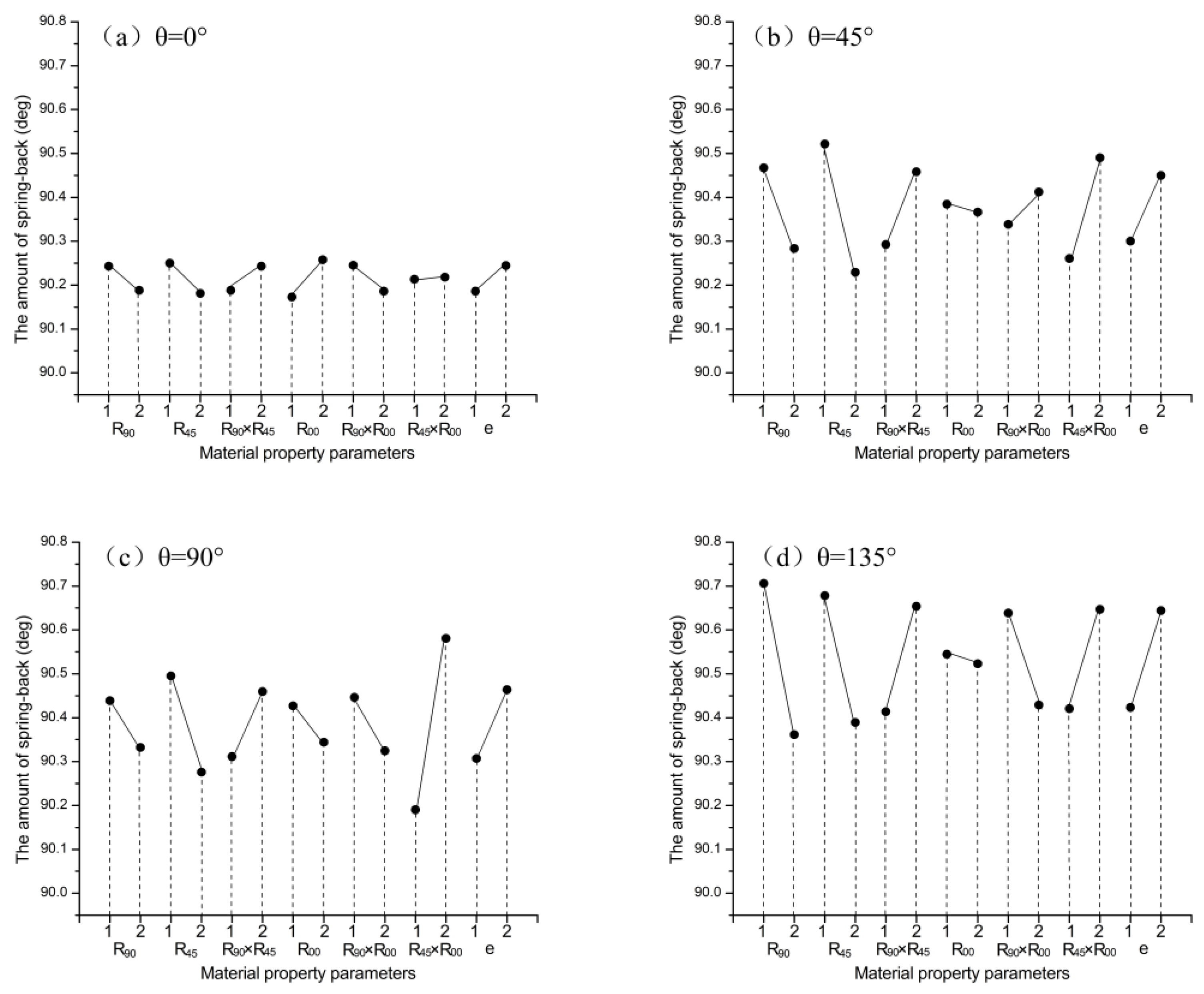
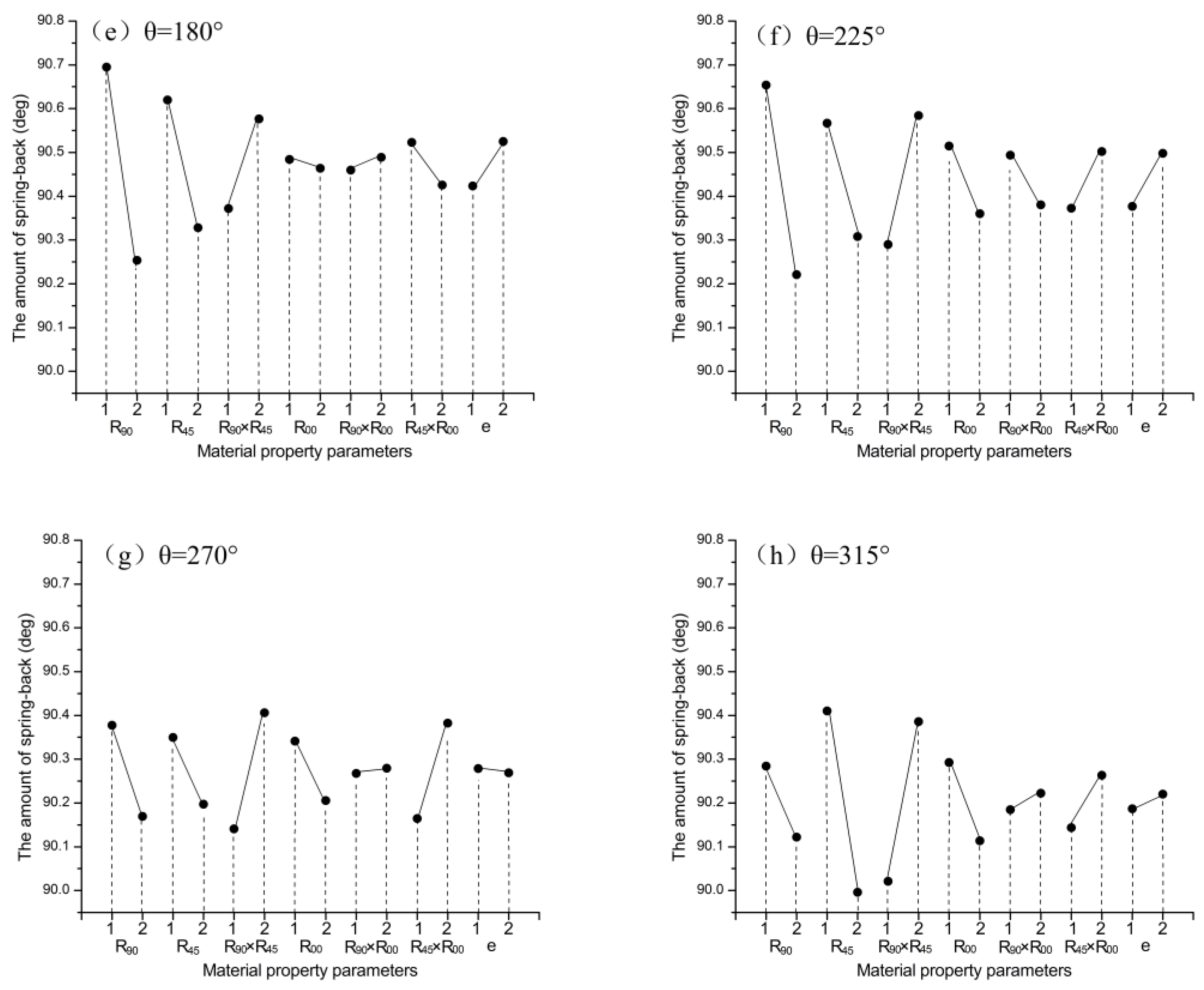
4.2. Effects of Process Parameters on Springback
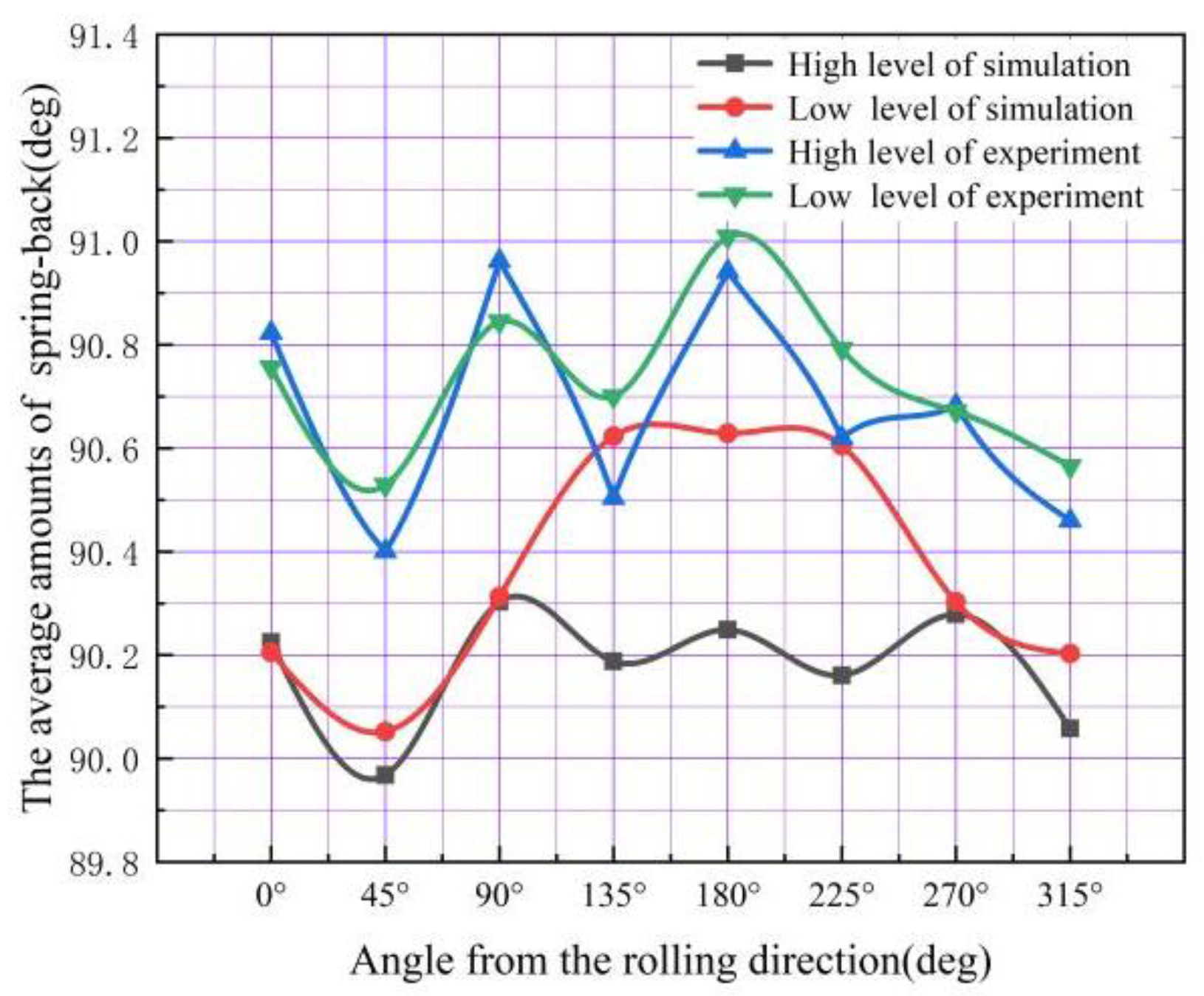
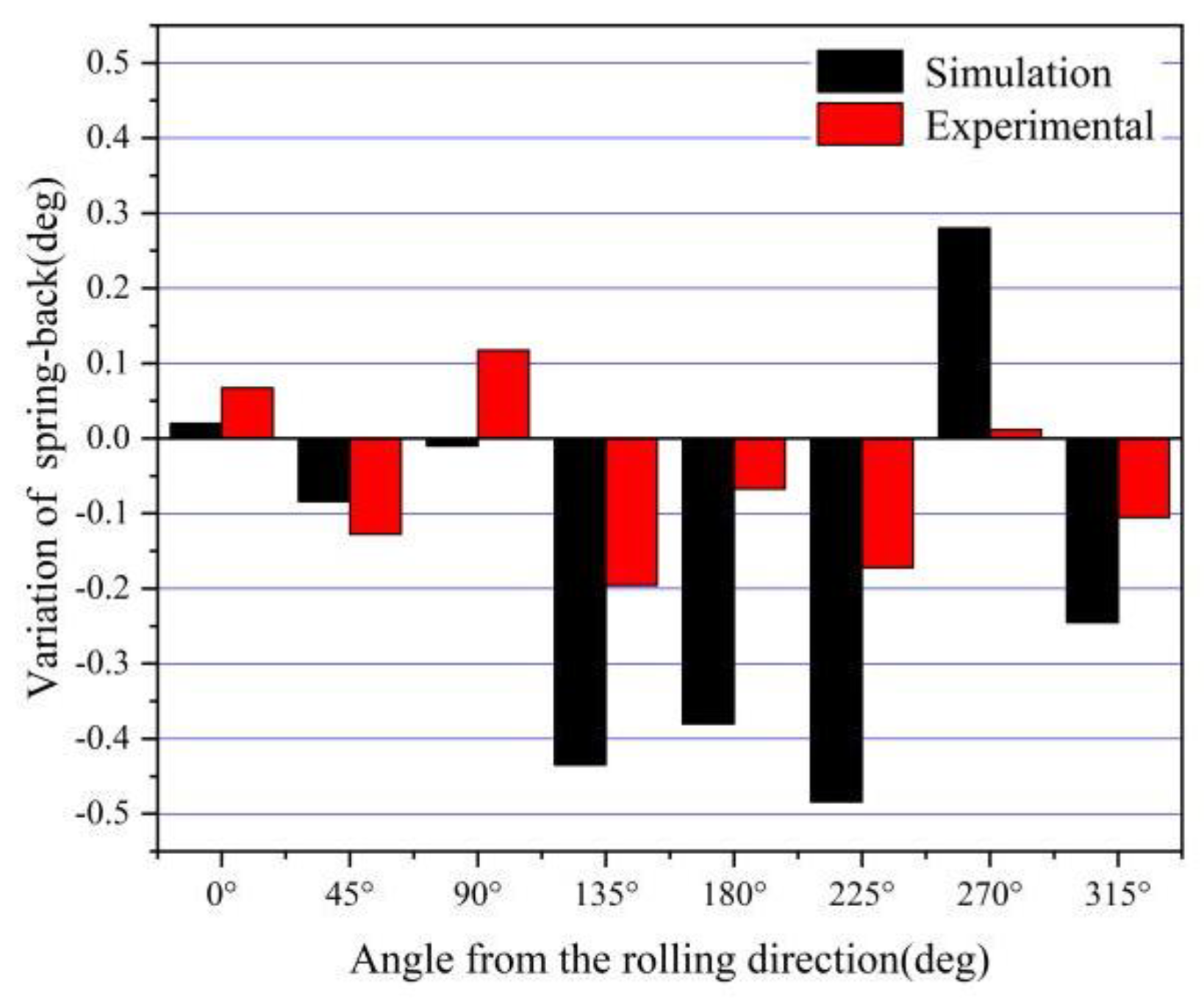
4.3. Comparing the FEM Simulation and Experimental Results
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Trzepieciński, T. Recent Developments and Trends in Sheet Metal Forming. Metals 2020, 10, 779. [Google Scholar] [CrossRef]
- Centeno, G.; Silva, M.B. Tube and Sheet Metal Forming Processes and Applications. Metals 2022, 12, 553. [Google Scholar] [CrossRef]
- Guo, S.; Tian, C.; Pan, H.; Tang, X.; Han, L.; Wang, J. Research on the Springback Behavior of 316Ln Stainless Steel in Micro-Scale Bending Processes. Materials 2022, 15, 6373. [Google Scholar] [CrossRef] [PubMed]
- Gia Hai, V.; Thi Hong Minh, N.; Nguyen, D.T. A Study on Experiment and Simulation to Predict the Spring-Back of Ss400 Steel Sheet in Large Radius of V-Bending Process. Mater. Res. Express 2020, 7, 16562. [Google Scholar] [CrossRef]
- Kut, S.; Pasowicz, G.; Stachowicz, F. On the Springback and Load in Three-Point Air Bending of the Aw-2024 Aluminium Alloy Sheet with Aw-1050a Aluminium Cladding. Materials 2023, 16, 2945. [Google Scholar] [CrossRef]
- Solfronk, P.; Sobotka, J.; Kolnerova, M.; Zuzanek, L. Spring-Back Prediction for Stampings from the Thin Stainless Sheets. MM Sci. J. 2016, 2016, 1090–1094. [Google Scholar] [CrossRef]
- Ha, G.X.; Oliveira, M.G.; Andrade-Campos, A.; Manach, P.Y.; Thuillier, S. Prediction of Coupled 2D and 3D Effects in Springback of Copper Alloys After Deep Drawing. Int. J. Mater. Form. 2021, 14, 1171–1187. [Google Scholar] [CrossRef]
- Ul Hassan, H.; Maqbool, F.; Güner, A.; Hartmaier, A.; Ben Khalifa, N.; Tekkaya, A.E. Springback Prediction and Reduction in Deep Drawing Under Influence of Unloading Modulus Degradation. Int. J. Mater. Form. 2016, 9, 619–633. [Google Scholar] [CrossRef]
- Trzepiecinski, T.; Lemu, H.G. Effect of Computational Parameters on Springback Prediction by Numerical Simulation. Metals 2017, 7, 380. [Google Scholar] [CrossRef]
- Huang, Y.; Chou, I.; Jiang, C.; Wu, Y.; Lee, S. Finite Element Analysis of Dental Implant Neck Effects on Primary Stability and Osseointegration in a Type Iv Bone Mandible. Bio-Med. Mater. Eng. 2014, 24, 1407–1415. [Google Scholar] [CrossRef]
- Minh, N. Effect of Forming Parameters on Springback of Advanced High Strength Steel DP800. Appl. Mech. Mater. 2014, 703, 182–186. [Google Scholar] [CrossRef]
- Hashemi, S.J.; Roohi, A.H. Minimizing Spring-Back and Thinning in Deep Drawing Process of St14 Steel Sheets. Int. J. Interact. Des. Manuf. 2022, 16, 381–388. [Google Scholar] [CrossRef]
- Lajarin, S.F.; Marcondes, P.V. Influence of Process and Tool Parameters on Springback of High-Strength Steels. Proceedings of the Institution of Mechanical Engineers, Part B. J. Eng. Manuf. 2014, 229, 295–305. [Google Scholar] [CrossRef]
- Starman, B.; Cafuta, G.; Mole, N. A Method for Simultaneous Optimization of Blank Shape and Forming Tool Geometry in Sheet Metal Forming Simulations. Metals 2021, 11, 544. [Google Scholar] [CrossRef]
- Huang, X.; Guan, B.; Zang, Y.; Wang, B. Investigation of Defect Behavior During the Stamping of a Thin-Walled Semicircular Shell with Bending Angle. J. Manuf. Process. 2023, 87, 231–244. [Google Scholar] [CrossRef]
- Aydın, K.; Karaağaç, İ.; Uluer, O. The Formability and Springback Characterization of Laser-Welded Dp–Hsla Sheets. Appl. Phys. A 2019, 125, 525. [Google Scholar] [CrossRef]
- Saito, N.; Fukahori, M.; Hisano, D.; Hamasaki, H.; Yoshida, F. Effects of Temperature, Forming Speed and Stress Relaxation on Springback in Warm Forming of High Strength Steel Sheet. Procedia Eng. 2017, 207, 2394–2398. [Google Scholar] [CrossRef]
- Chang, Y.; Wang, N.; Wang, B.T.; Li, X.D.; Wang, C.Y.; Zhao, K.M.; Dong, H. Prediction of Bending Springback of the Medium-Mn Steel Considering Elastic Modulus Attenuation. J. Manuf. Process. 2021, 67, 345–355. [Google Scholar] [CrossRef]
- Ragai, I.; Lazim, D.; Nemes, J.A. Anisotropy and Springback in Draw-Bending of Stainless Steel 410: Experimental and Numerical Study. J. Mater. Process. Technol. 2005, 166, 116–127. [Google Scholar] [CrossRef]
- Parsa, M.H.; Nasher Al Ahkami, S.; Pishbin, H.; Kazemi, M. Investigating Spring Back Phenomena in Double Curved Sheet Metals Forming. Mater. Des. 2012, 41, 326–337. [Google Scholar] [CrossRef]
- Gomes, C.; Onipede, O.; Lovell, M. Investigation of Springback in High Strength Anisotropic Steels. J. Mater. Process. Technol. 2005, 159, 91–98. [Google Scholar] [CrossRef]
- Leu, D.; Zhuang, Z. Springback Prediction of the Vee Bending Process for High-Strength Steel Sheets. J. Mech. Sci. Technol. 2016, 30, 1077–1084. [Google Scholar] [CrossRef]
- Verma, R.K.; Haldar, A. Effect of Normal Anisotropy on Springback. J. Mater. Process. Technol. 2007, 190, 300–304. [Google Scholar] [CrossRef]
- Lee, J.; Barlat, F.; Lee, M. Constitutive and Friction Modeling for Accurate Springback Analysis of Advanced High Strength Steel Sheets. Int. J. Plast. 2015, 71, 113–135. [Google Scholar] [CrossRef]
- Jung, J.; Jun, S.; Lee, H.; Kim, B.; Lee, M.; Kim, J.H. Anisotropic Hardening Behaviour and Springback of Advanced High-Strength Steels. Metals 2017, 7, 480. [Google Scholar] [CrossRef]
- Barlat, F.; Lian, J. Plastic behavior and stretch-ability of sheet metals. Part I A yield function for orthotropic sheet under plane stress conditions. Int. J. Plast. 1989, 5, 51–66. [Google Scholar] [CrossRef]
- Zhang, D.; Bai, D.; Liu, J.; Guo, Z.; Guo, C. Formability Behaviors of 2a12 Thin-Wall Part Based on Dynaform and Stamping Experiment. Compos. Part B Eng. 2013, 55, 591–598. [Google Scholar] [CrossRef]
- Panich, S.; Uthaisangsuk, V.; Suranuntchai, S.; Jirathearanat, S. Investigation of Anisotropic Plastic Deformation of Advanced High Strength Steel. Mater. Sci. Eng. A 2014, 592, 207–220. [Google Scholar] [CrossRef]
- Zhang, F.F.; Chen, J.S.; Chen, J.; Huang, X.Z.; Lu, J. Review on development and experimental validation for anisotropic yield criterions. Adv. Mech. 2012, 42, 68–80. [Google Scholar]
- Hosford, W.F. A Generalized Isotropic Yield Criterion. J. Appl. Mech. 1972, 39, 607–609. [Google Scholar] [CrossRef]
- Huang, M.; Man, C. A Generalized Hosford Yield Function for Weakly-Textured Sheets of Cubic Metals. Int. J. Plast. 2013, 41, 97–123. [Google Scholar] [CrossRef]
- Eklarkar, S.V.; Nandedkar, V.M. Fe Simulation and Optimization of Drawbead Parameters Using Taguchi Method for Hemispherical Cup. Mater. Today Proc. 2021, 44, 4709–4716. [Google Scholar] [CrossRef]
- Shinge, V.R.; Dabade, U.A. Experimental Investigation on Forming Limit Diagram of Mild Carbon Steel Sheet. Procedia Manuf. 2018, 20, 141–146. [Google Scholar] [CrossRef]
- Ailinei, I.; Galatanu, S.; Marsavina, L. Influence of Anisotropy on the Cold Bending of S600Mc Sheet Metal. Eng. Fail. Anal. 2022, 137, 106206. [Google Scholar] [CrossRef]
- Džoja, M.; Cvitanić, V.; Safaei, M.; Krstulović-Opara, L. Modelling the Plastic Anisotropy Evolution of Aa5754-H22 Sheet and Implementation in Predicting Cylindrical Cup Drawing Process. Eur. J. Mech. A Solids 2019, 77, 103806. [Google Scholar] [CrossRef]
- Thipprakmas, S. Application of Taguchi Technique to Investigation of Geometry and Position of V-Ring Indenter in Fine-Blanking Process. Mater. Des. 2010, 31, 2496–2500. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Dimension in mm |
|---|---|
| blank size diameter (BD) | 315 |
| blank thickness (t) | 0.6 |
| punch diameter (PD) | 180 |
| punch nose radius (rp) | 8 |
| die shoulder radius (rd) | 4 |
| die diameter (DD) | 181.32 |
| radial clearance between punch and die (wc) | 0.66 |
| height of drawing (h) | 80 |
| Factors | r | |||
|---|---|---|---|---|
| Level | r00 | r45 | r90 | |
| Low-level | 0.99 | 1.26 | 0.92 | |
| High-level | 1.07 | 1.36 | 1.03 | |
| Simulation No. | Factors | ||||||
|---|---|---|---|---|---|---|---|
| r90 | r45 | r90 × r45 | r00 | r90 × r00 | r45 × r00 | Error | |
| 1 | Low | Low | Low | Low | Low | Low | Low |
| 2 | Low | Low | Low | High | High | High | High |
| 3 | Low | High | High | Low | Low | High | High |
| 4 | Low | High | High | High | High | Low | Low |
| 5 | High | Low | High | Low | High | Low | High |
| 6 | High | Low | High | High | Low | High | Low |
| 7 | High | High | Low | Low | High | High | Low |
| 8 | High | High | Low | High | Low | Low | High |
| Direction | 0° | 45° | 90° | Difference (Max–Min) | |
|---|---|---|---|---|---|
| Height | |||||
| H45 | |||||
| Stress/Mpa | 770.475 | 947.854 | 782.773 | 177.379 (23%) | |
| Strain | 0.407 | 0.349 | 0.396 | 0.058 | |
| H60 | |||||
| Stress/Mpa | 973.37 | 1162 | 997.662 | 188.63 (19.37%) | |
| Strain | 0.468 | 0.368 | 0.463 | 0.1 | |
| Direction | 0°/mm | 45°/mm | 90°/mm | Difference /mm | |
|---|---|---|---|---|---|
| Height/mm | |||||
| H15 | 89.561 | 89.492 | 89.537 | 0.068 | |
| H30 | 89.987 | 89.740 | 89.983 | 0.246 | |
| H45 | 90.506 | 90.072 | 90.486 | 0.434 | |
| H60 | 90.617 | 90.299 | 90.592 | 0.318 | |
| H75 | 90.599 | 90.575 | 90.517 | 0.024 | |
| Direction | 0°/mm | 45°/mm | 90°/mm | Difference /mm | |
|---|---|---|---|---|---|
| Height/mm | |||||
| H15 | 89.541 | 89.490 | 89.495 | 0.051 | |
| H30 | 89.884 | 89.710 | 89.883 | 0.174 | |
| H45 | 90.428 | 90.041 | 90.404 | 0.387 | |
| H60 | 90.603 | 90.283 | 90.557 | 0.320 | |
| H75 | 90.652 | 90.585 | 90.515 | 0.067 | |
| Direction | 0°/mm | 45°/mm | 90°/mm | Difference /mm | |
|---|---|---|---|---|---|
| Height/mm | |||||
| H15 | 90.546 | 90.506 | 90.452 | −0.007 | |
| H30 | 90.781 | 90.563 | 90.660 | 0.158 | |
| H45 | 90.841 | 90.597 | 90.760 | 0.204 | |
| H60 | 90.811 | 90.642 | 90.708 | 0.118 | |
| H75 | 90.905 | 90.837 | 90.775 | 0.003 | |
| Direction | 0°/mm | 45°/mm | 90°/mm | Difference /mm | |
|---|---|---|---|---|---|
| Height/mm | |||||
| H15 | 90.517 | 90.498 | 90.516 | 0.019 | |
| H30 | 90.694 | 90.610 | 90.645 | 0.060 | |
| H45 | 90.781 | 90.628 | 90.729 | 0.127 | |
| H60 | 90.780 | 90.654 | 90.697 | 0.085 | |
| H75 | 90.895 | 90.826 | 90.767 | 0.005 | |
| The Amount of Springback/(°) | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| θ000 | θ045 | θ090 | θ135 | θ180 | θ225 | θ270 | θ315 | Difference (Max–Min) | |
| 1 | 90.205 | 90.052 | 90.313 | 90.623 | 90.629 | 90.645 | 89.999 | 90.303 | 0.44 |
| 2 | 90.294 | 90.748 | 90.645 | 90.838 | 90.617 | 90.729 | 90.363 | 90.315 | 0.544 |
| 3 | 90.255 | 90.566 | 90.779 | 91.021 | 90.445 | 90.931 | 90.601 | 90.407 | 0.766 |
| 4 | 90.217 | 90.242 | 90.027 | 90.342 | 90.654 | 90.412 | 90.268 | 90.112 | 0.627 |
| 5 | 90.205 | 90.518 | 90.379 | 90.529 | 90.626 | 90.514 | 90.338 | 90.577 | 0.421 |
| 6 | 90.295 | 90.507 | 90.652 | 90.723 | 90.175 | 90.481 | 90.418 | 90.447 | 0.428 |
| 7 | 90.027 | 90.14 | 90.246 | 90.006 | 90.069 | 89.968 | 90.148 | 89.884 | 0.362 |
| 8 | 90.225 | 89.968 | 90.303 | 90.188 | 90.249 | 90.161 | 90.279 | 90.058 | 0.257 |
| average | 90.215 | 90.375 | 90.385 | 90.534 | 90.433 | 90.480 | 90.302 | 90.263 | 0.319 |
| Range Analysis | Variance Analysis (The Key Factor and Contribution Value) | |
|---|---|---|
| θ000 | r00 | r00(28.79%), r45(18.94%) |
| θ045 | r45 | r45(37.53%), r45 × r00(23.21%) |
| θ090 | r45 × r00 | r45 × r00(54.46%), r45(17.11%) |
| θ135 | r90 | r90(29.35%), r45(20.66%) |
| θ180 | r90 | r90(48.00%), r45 × r00(23.13%) |
| θ225 | r90 | r90(47.89%), r45(15.19%) |
| θ270 | r90 × r45 | r90 × r45(38.81%), r45 × r00(23.17%) |
| θ315 | r45 | r45(47.64%), r90 × r45(33.00%) |
| Material | The Amount of Springback/(°) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| θ000 | θ045 | θ090 | θ135 | θ180 | θ225 | θ270 | θ315 | Difference (Max–Min) | |
| High–level Lankford coefficient | 90.823 | 90.401 | 90.962 | 90.504 | 90.942 | 90.620 | 90.683 | 90.460 | 0.561 |
| Low–level Lankford coefficient | 90.756 | 90.529 | 90.845 | 90.700 | 91.009 | 90.792 | 90.671 | 90.565 | 0.48 |
| Difference (Max–Min) | 0.067 | −0.128 | 0.117 | −0.196 | −0.389 | −0.172 | 0.012 | −0.105 | |
| Simulation No. | The Amount of Springback/(°) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| θ000 | θ045 | θ090 | θ135 | θ180 | θ225 | θ270 | θ315 | Difference (Max–Min) | |
| 1 | 90.205 | 90.052 | 90.313 | 90.623 | 90.629 | 90.645 | 89.999 | 90.303 | 0.44 |
| 8 | 90.225 | 89.968 | 90.303 | 90.188 | 90.249 | 90.161 | 90.279 | 90.058 | 0.257 |
| Difference (Max–Min) | 0.02 | −0.084 | −0.01 | −0.435 | −0.38 | −0.484 | 0.28 | −0.245 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, F.; Hong, Y.; Zhang, Z.; Huang, C.; Huang, Z. Effect of Lankford Coefficients on Springback Behavior during Deep Drawing of Stainless Steel Cylinders. Materials 2023, 16, 4321. https://doi.org/10.3390/ma16124321
Wu F, Hong Y, Zhang Z, Huang C, Huang Z. Effect of Lankford Coefficients on Springback Behavior during Deep Drawing of Stainless Steel Cylinders. Materials. 2023; 16(12):4321. https://doi.org/10.3390/ma16124321
Chicago/Turabian StyleWu, Fei, Yihao Hong, Zhengrong Zhang, Chun Huang, and Zhenrong Huang. 2023. "Effect of Lankford Coefficients on Springback Behavior during Deep Drawing of Stainless Steel Cylinders" Materials 16, no. 12: 4321. https://doi.org/10.3390/ma16124321
APA StyleWu, F., Hong, Y., Zhang, Z., Huang, C., & Huang, Z. (2023). Effect of Lankford Coefficients on Springback Behavior during Deep Drawing of Stainless Steel Cylinders. Materials, 16(12), 4321. https://doi.org/10.3390/ma16124321