
Microstructural Evolution and Mechanical Properties of SiC/Al-40Si Composites Fabricated by High Pressure Solidification


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
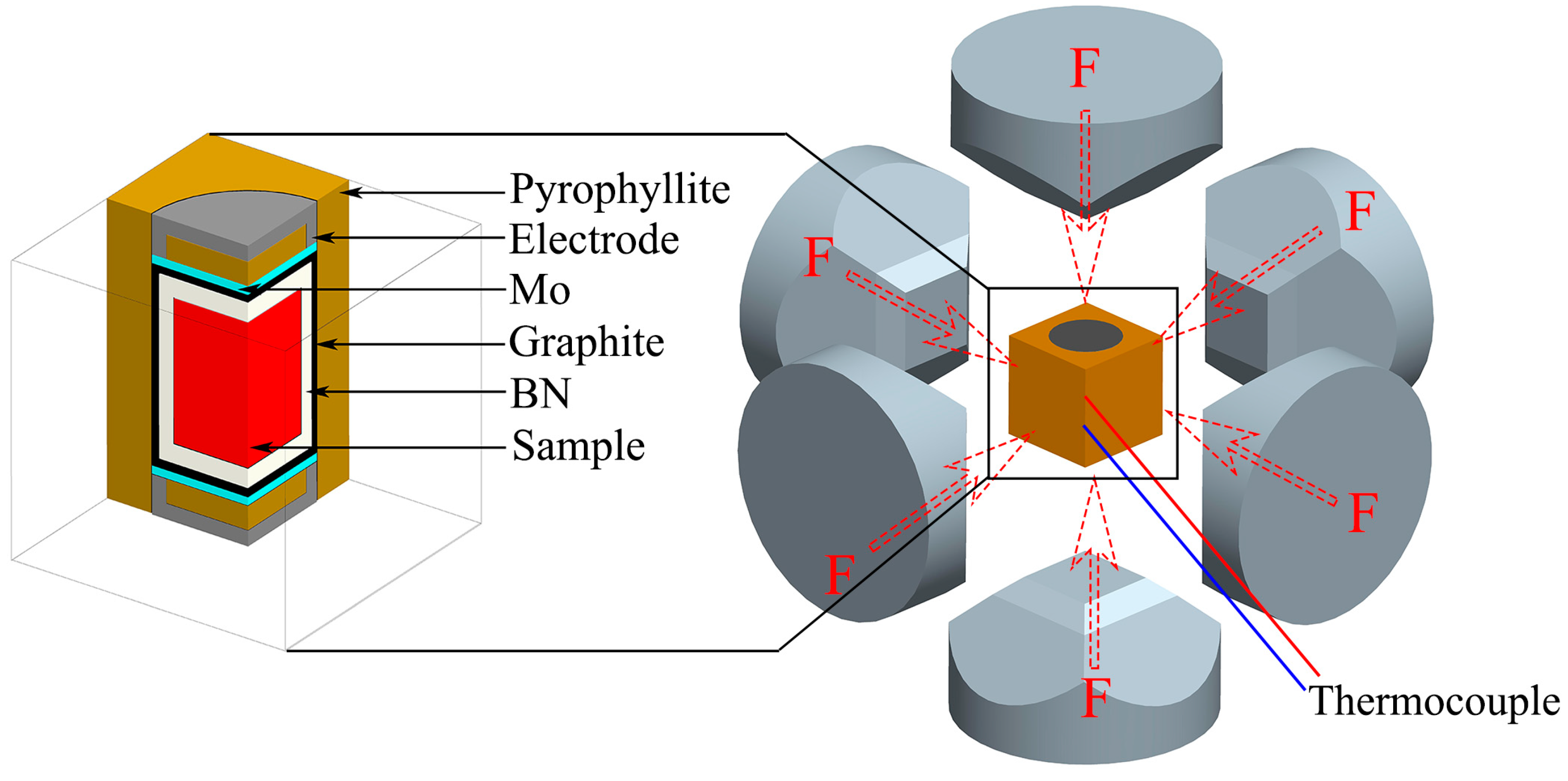
2. Experimental Procedures
3. Results
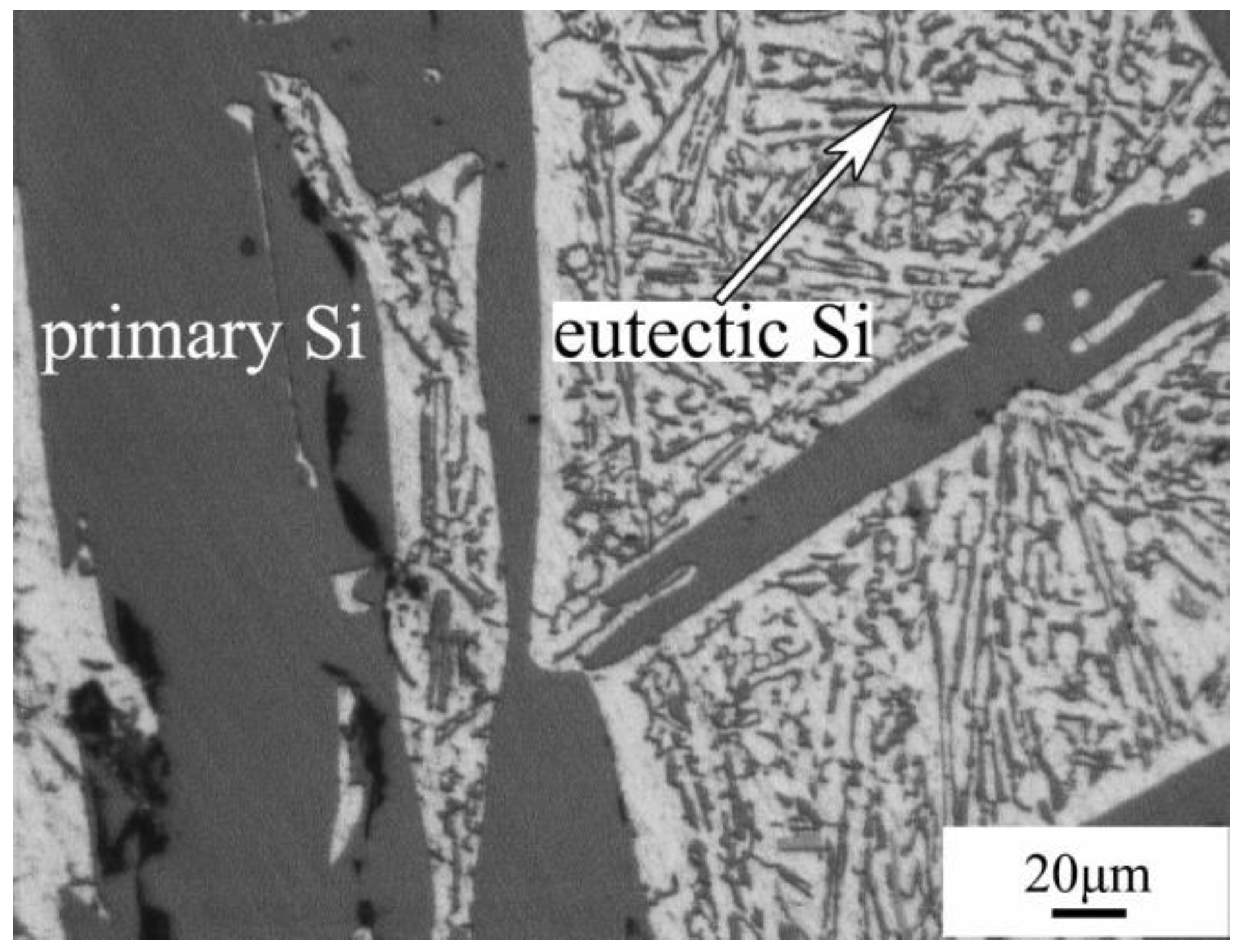
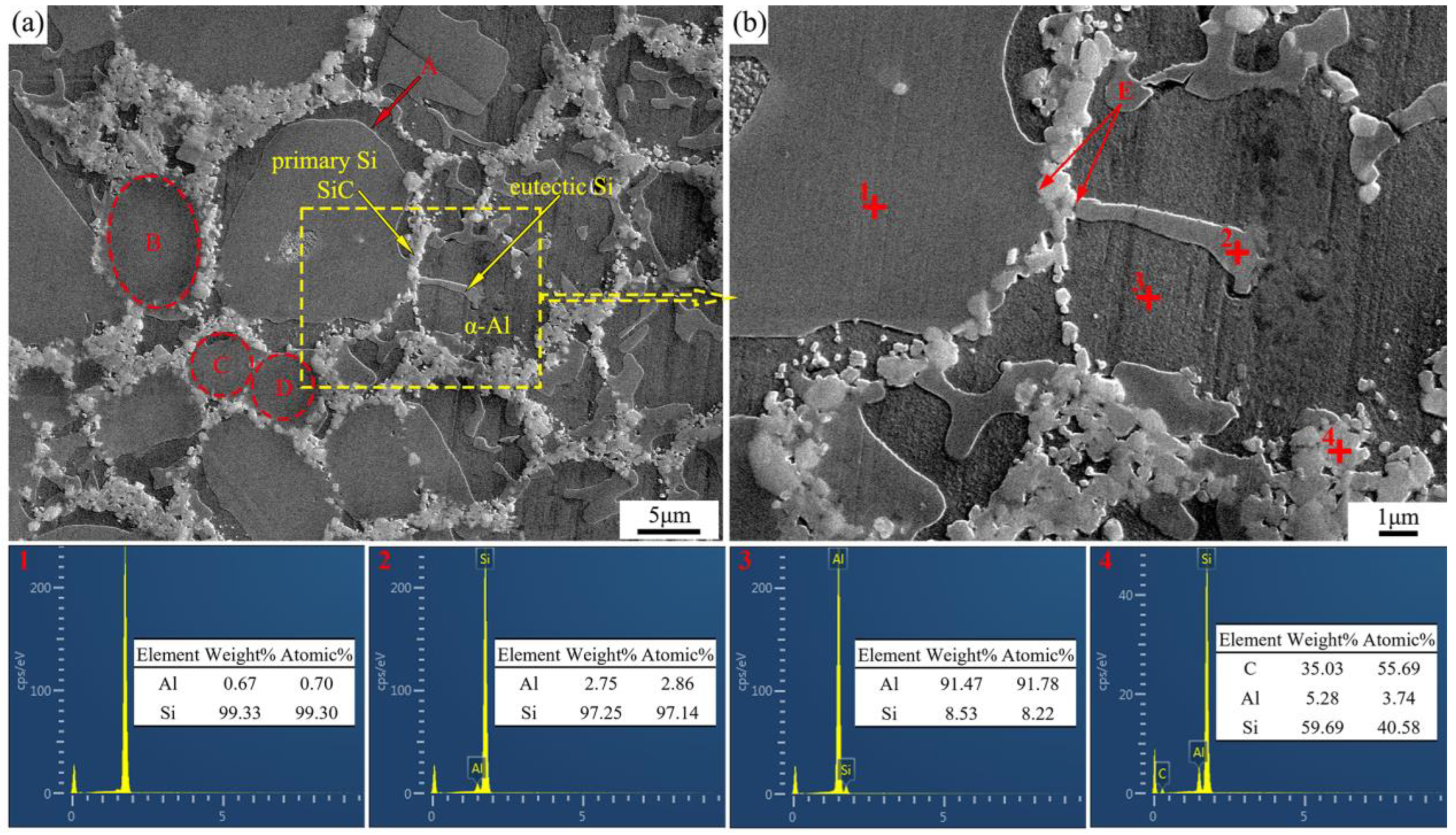
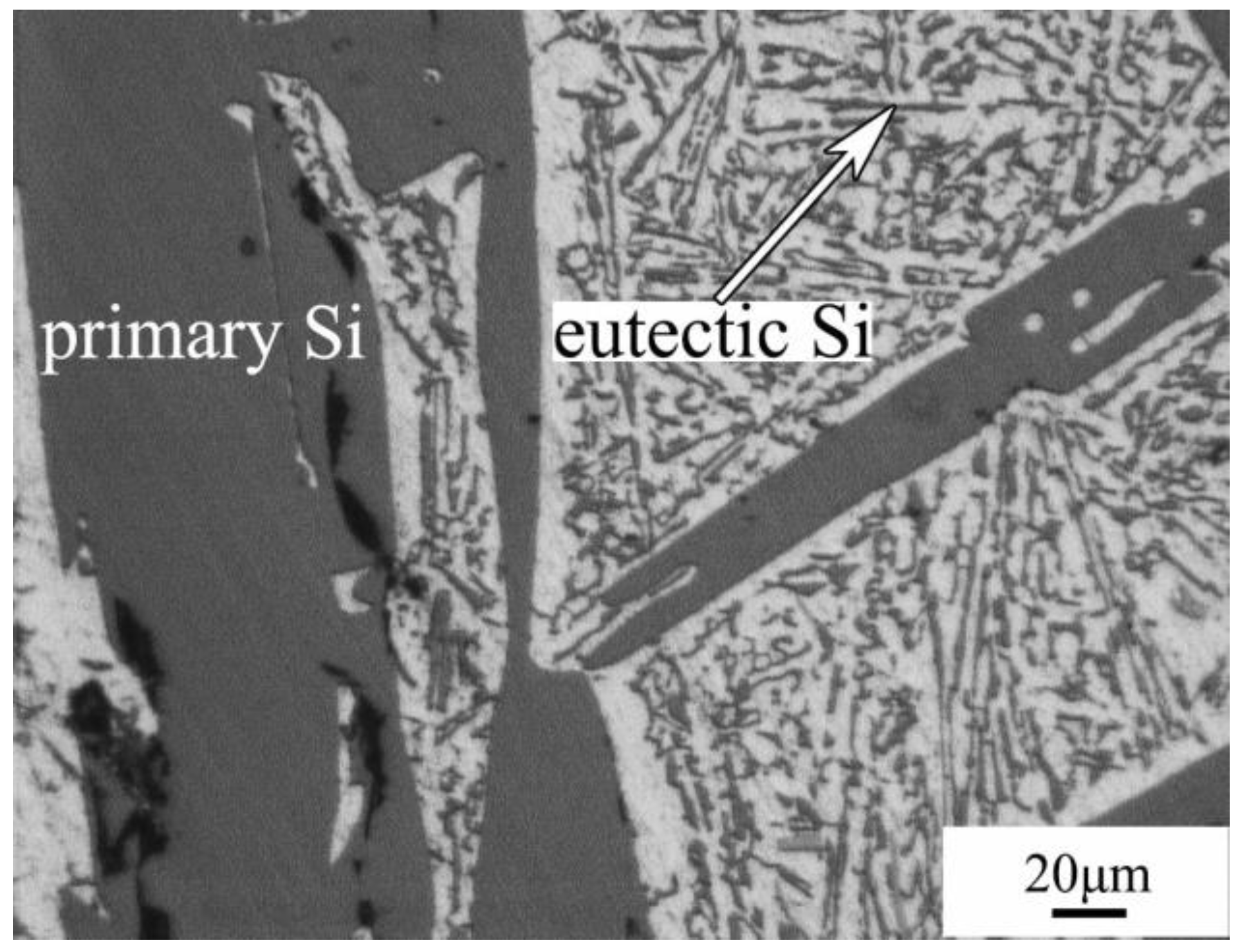
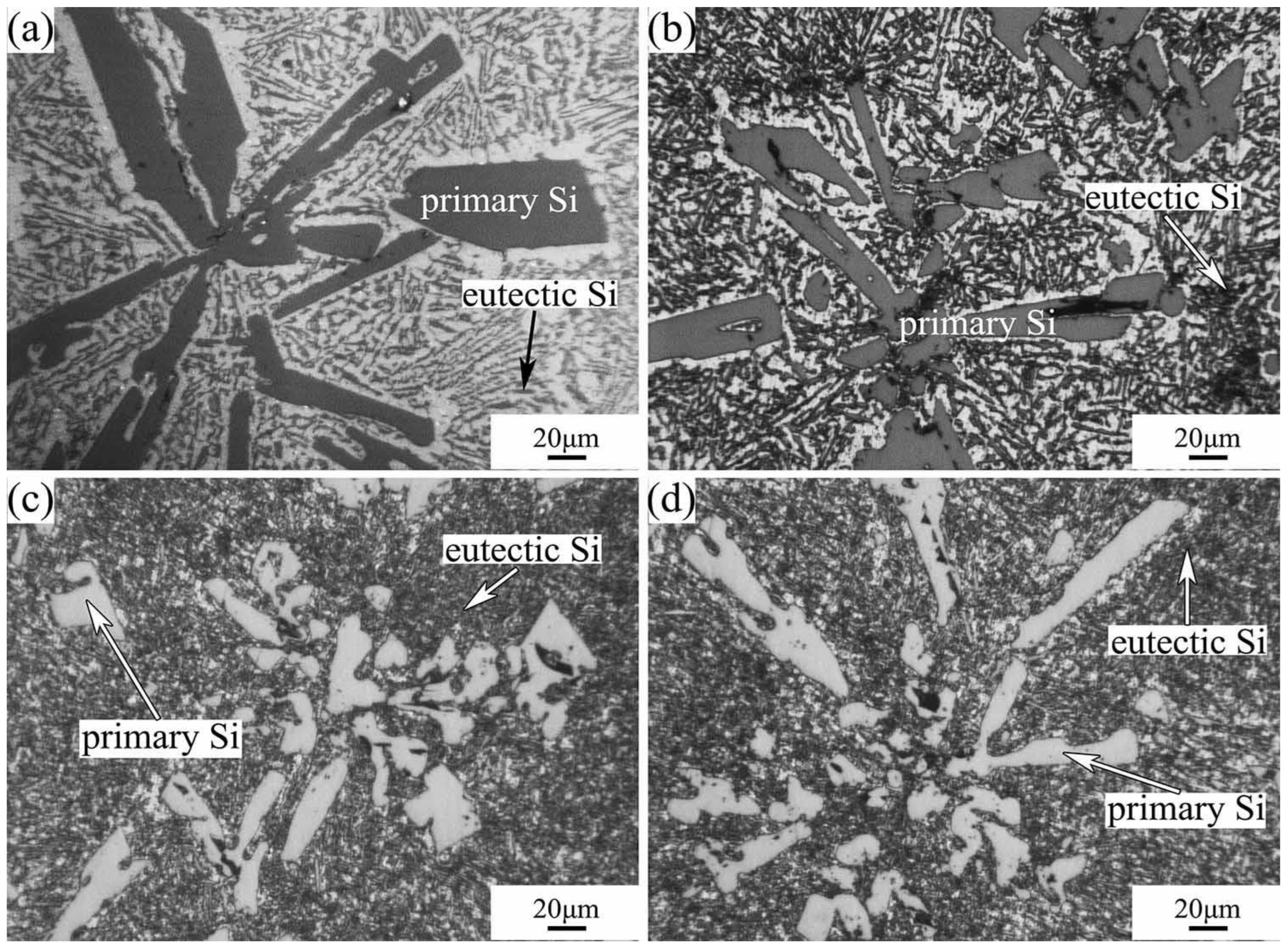
3.1. Microstructure
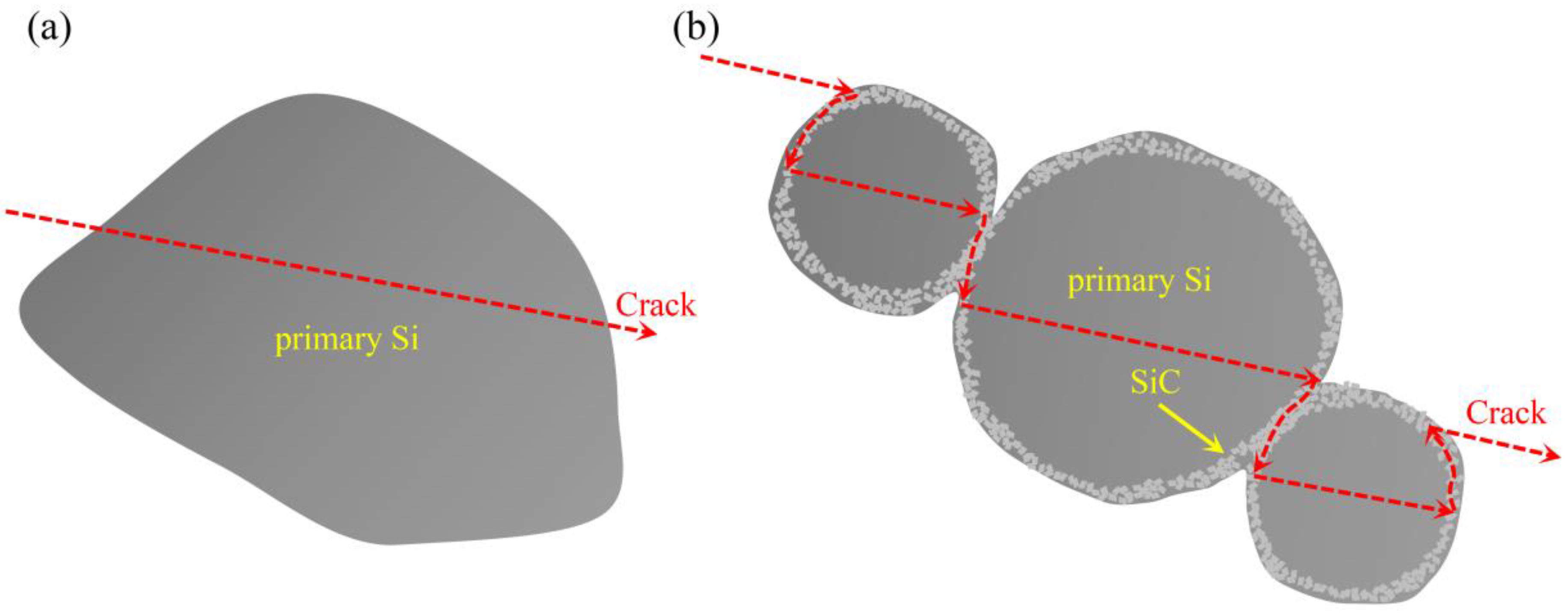
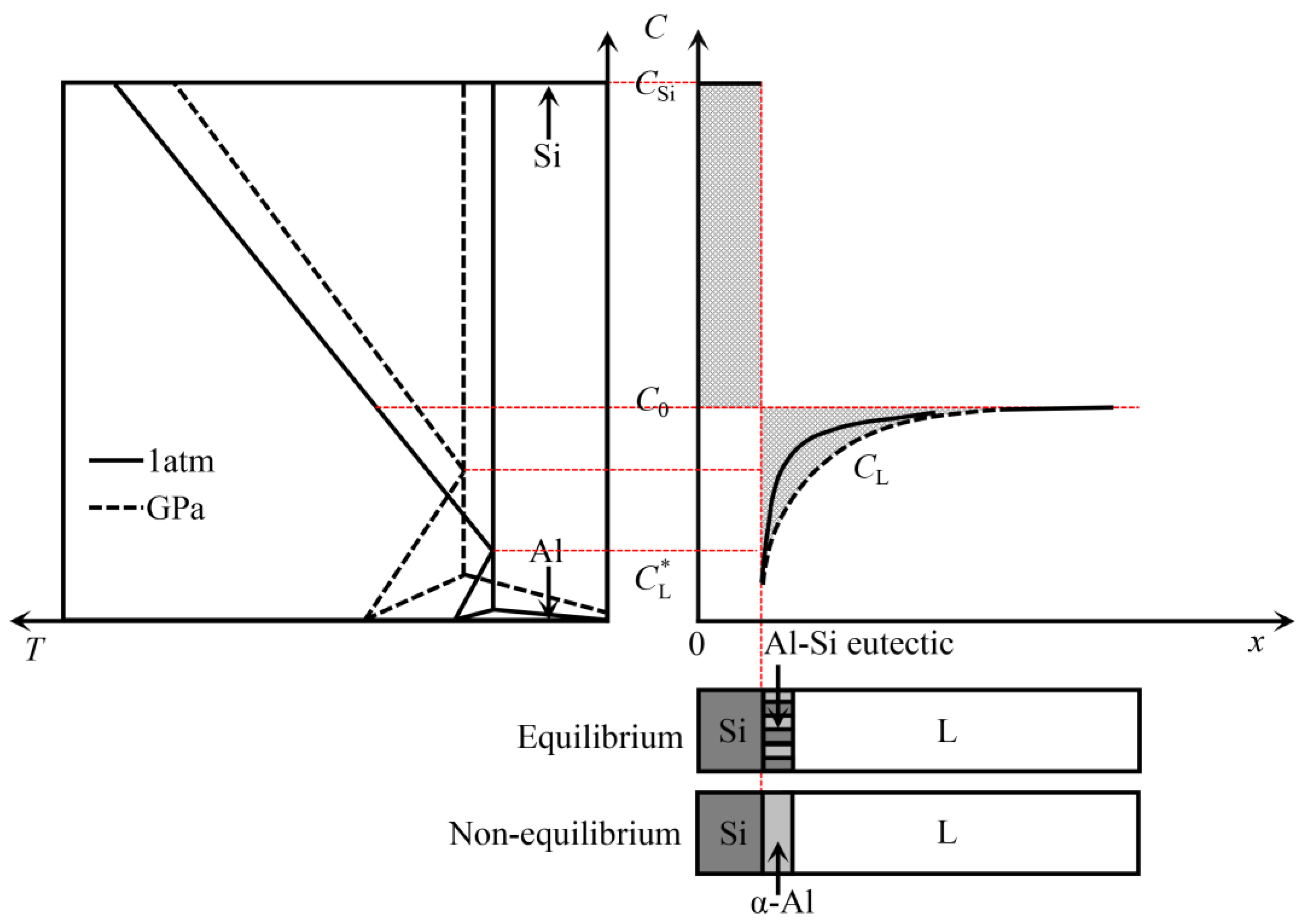
3.2. Microstructure Evolution Mechanism
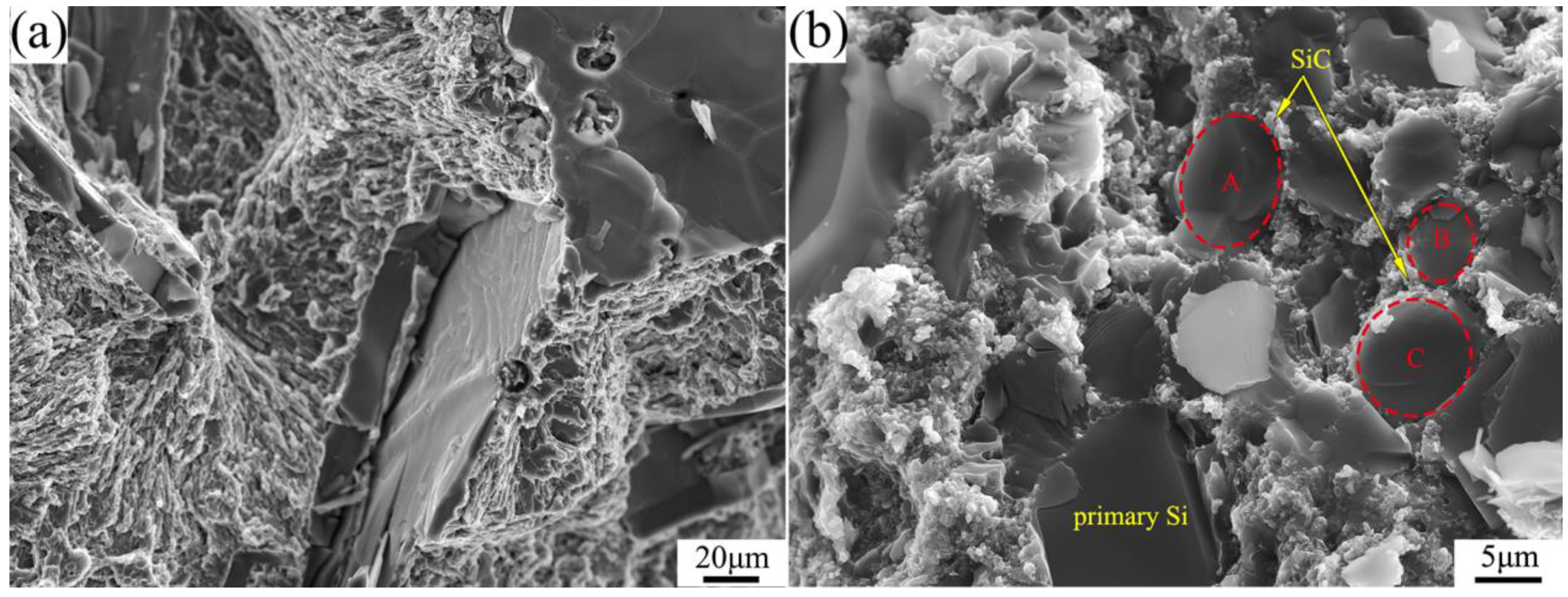
3.3. Microstructure and Mechanical Properties of SiC/Al-40Si Composite
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Jiao, X.; Liu, C.; Wang, J.; Guo, Z.; Wang, J.; Wang, Z.; Gao, J.; Xiong, S. On the characterization of microstructure and fracture in a high-pressure die-casting Al-10 wt% Si alloy. Prog. Nat. Sci. Mater. Int. 2020, 30, 221–228. [Google Scholar] [CrossRef]
- Yan, P.; Mao, W.; Fan, J.; Wang, B.; Liu, Y. Microstructural evolution, segregation and fracture behavior of A390 alloy prepared by combined Rheo-HPDC processing and Sr-modifier. J. Alloys Compd. 2020, 835, 155297. [Google Scholar] [CrossRef]
- Jia, Y.D.; Ma, P.; Prashanth, K.G.; Wang, G.; Yi, J.; Scudino, S.; Cao, F.Y.; Sun, J.F.; Eckert, J. Microstructure and thermal expansion behavior of Al-50Si synthesized by selective laser melting. J. Alloys Compd. 2017, 699, 548–553. [Google Scholar] [CrossRef]
- Jiang, T.; Fu, J.; Xu, B.; Xu, G. The influence on microstructure and wear behavior of hypereutectic Al-50Si alloy with various Cu-P admixture contents and cooling rates. Surf. Topogr. Metrol. Prop. 2019, 7, 035008. [Google Scholar] [CrossRef]
- Jiang, T.; Li, S.; Yu, C.; Fu, J.; Wei, B.; Luo, L.; Xu, G. The evolution on the microstructure and thermal expansion behavior of Al–50Si alloy with different P contents. J. Mater. Sci. Mater. Electron. 2019, 30, 6786–6794. [Google Scholar] [CrossRef]
- Lambourne, A. Spray Forming of Si-Al Alloys for Thermal Management Applications; University of Oxford: Oxford, UK, 2007. [Google Scholar]
- Luo, J.; Wang, R.; Peng, C.; Cai, Z.; Feng, Y.; Wang, X. Precipitation behavior and properties of Al–50Si–0.5X (X = Sc, La, Nb) alloys. J. Mater. Sci. Mater. Electron. 2022, 33, 7380–7395. [Google Scholar] [CrossRef]
- Wang, A.; Ni, Z.; Xie, J. Effects of particle size and its distribution homogenization on the microstructure and mechanical properties of SiC/Al-30Si alloy composite. Powder Metall. Technol. 2013, 31, 9–13. [Google Scholar] [CrossRef]
- Choi, H.; Konishi, H.; Li, X. Al2O3 nanoparticles induced simultaneous refinement and modification of primary and eutectic Si particles in hypereutectic Al–20Si alloy. Mater. Sci. Eng. A 2012, 541, 159–165. [Google Scholar] [CrossRef]
- Jia, Y.; Cao, F.; Scudino, S.; Ma, P.; Li, H.; Yu, L.; Eckert, J.; Sun, J. Microstructure and thermal expansion behavior of spray-deposited Al-50Si. Mater. Des. 2014, 57, 585–591. [Google Scholar] [CrossRef]
- Cai, Z.; Zhang, C.; Wang, R.; Peng, C.; Wu, X.; Li, H. High-temperature mechanical properties and thermal cycling stability of Al-50Si alloy for electronic packaging. Mater. Sci. Eng. A 2018, 728, 95–101. [Google Scholar] [CrossRef]
- Liu, J.; Jiang, D.; Zhou, X.; Wang, Y.; Liu, X.; Xin, H.; Jiang, Y.; Yang, L.; Zhang, Y.; Huang, Z.; et al. Microstructure and properties of Al-60wt.%Si composites prepared by powder semi-solid squeeze. Powder Technol. 2019, 343, 95–100. [Google Scholar] [CrossRef]
- Bhoi, N.K.; Singh, H.; Pratap, S. Developments in the aluminum metal matrix composites reinforced by micro/nano particles—A review. J. Compos. Mater. 2020, 54, 813–833. [Google Scholar] [CrossRef]
- Liu, J.; Xiu, Z.; Liang, X.; Li, Q.; Hussain, M.; Qiao, J.; Jiang, L. Microstructure and properties of Sip/Al-20wt% Si composite prepared by hot-pressed sintering technology. J. Mater. Sci. 2014, 49, 1368–1375. [Google Scholar] [CrossRef]
- Bai, F.; Bian, K.; Huang, X.; Wang, Z.; Fan, H. Pressure induced nanoparticle phase behavior, property, and applications. Chem. Rev. 2019, 119, 7673–7717. [Google Scholar] [CrossRef] [PubMed]
- Zhang, L.; Wang, Y.; Lv, J.; Ma, Y. Materials discovery at high pressures. Nat. Rev. Mater. 2017, 2, 1–16. [Google Scholar] [CrossRef]
- Flores-Livas, J.A.; Boeri, L.; Sanna, A.; Profeta, G.; Arita, R.; Eremets, M. A perspective on conventional high-temperature superconductors at high pressure: Methods and materials. Phys. Rep. 2020, 856, 1–78. [Google Scholar] [CrossRef]
- McMillan, P.F. Chemistry at high pressure. Chem. Soc. Rev. 2006, 35, 855–857. [Google Scholar] [CrossRef]
- McMillan, P.F. New materials from high pressure experiments: Challenges and opportunities. High Press. Res. 2003, 23, 7–22. [Google Scholar] [CrossRef]
- McMillan, P.F. New materials from high-pressure experiments. Nat. Mater. 2002, 1, 19–25. [Google Scholar] [CrossRef] [PubMed]
- San-Miguel, A. Nanomaterials under high-pressure. Chem. Soc. Rev. 2006, 35, 876–889. [Google Scholar] [CrossRef]
- Hermann, A. Chemical bonding at high pressure. Rev. Comput. Chem. 2017, 30, 1–41. [Google Scholar]
- Zhang, R.; Zou, C.M.; Wei, Z.J.; Wang, H.W.; Liu, C. Interconnected SiC–Si network reinforced Al–20Si composites fabricated by high pressure solidification. Ceram. Int. 2021, 47, 3597–3602. [Google Scholar] [CrossRef]
- Ma, P.; Zou, C.M.; Wang, H.W.; Scudino, S.; Fu, B.G.; Wei, Z.J.; Kühn, U.; Eckert, J. Effects of high pressure and SiC content on microstructure and precipitation kinetics of Al-20Si alloy. J. Alloys Compd. 2014, 586, 639–644. [Google Scholar] [CrossRef]
- Wang, X.H.; Wang, H.W.; Zou, C.M.; Wei, Z.J.; Uwatoko, Y.; Gouchi, J.; Nishio-Hamane, D.; Gotou, H. The effects of high pressure and superheating on the planar growth of Al3Ni phase in hypo-peritectic Al-30wt% Ni alloy. J. Alloys Compd. 2019, 772, 1052–1060. [Google Scholar] [CrossRef]
- Zhang, R.; Zou, C.M.; Wei, Z.J.; Wang, H.W.; Ran, Z.; Fang, N. Effects of high pressure and superheat temperature on microstructure evolution of Al-20Si alloy. J. Mater. Res. Technol. 2020, 9, 11622–11628. [Google Scholar] [CrossRef]
- Zhang, R.; Zou, C.; Wei, Z.; Wang, H. Effect of High Pressure and Temperature on the Evolution of Si Phase and Eutectic Spacing in Al-20Si Alloys. Crystals 2021, 11, 705. [Google Scholar] [CrossRef]
- Zhang, R.; Zou, C.; Wei, Z.; Wang, H. In situ formation of SiC in Al–40Si alloy during high-pressure solidification. Ceram. Int. 2021, 47, 24485–24493. [Google Scholar] [CrossRef]
- Yu, X.; Zhang, G.; Wang, X.; Gao, Y.; Jia, G. Non-equilibrium microstructure of hyper-eutectic Al-Si alloy solidified under superhigh pressure. J. Mater. Sci. 1999, 34, 4149–4152. [Google Scholar] [CrossRef]
- Schmitz, J.; Hallstedt, B.; Brillo, J.; Egry, I.; Schick, M. Density and thermal expansion of liquid Al–Si alloys. J. Mater. Sci. 2012, 47, 3706–3712. [Google Scholar] [CrossRef]
- Liu, D.; Li, X.; Su, Y.; Luo, L.; Guo, J.; Fu, H. Solute redistribution during planar growth of intermetallic compound with nil solubility. Intermetallics 2012, 26, 131–135. [Google Scholar] [CrossRef]
- Sobczak, J.J.; Drenchev, L.; Asthana, R. Effect of pressure on solidification of metallic materials. Int. J. Cast Met. Res. 2012, 25, 1–14. [Google Scholar] [CrossRef]
- Kapoor, R.; Kumar, N.; Mishra, R.S.; Huskamp, C.S.; Sankaran, K.K. Influence of fraction of high angle boundaries on the mechanical behavior of an ultrafine grained Al-Mg alloy. Mater. Sci. Eng. A 2010, 527, 5246–5254. [Google Scholar] [CrossRef]
- Fang, N.; Zou, C.; Wei, Z.; Wang, H.; Zhang, R.; Ran, Z.; Chang, T. Microstructural evolution and mechanical properties of Al–Si–Cu–(Ge)–(Mg) alloy solidified under high pressure. Mater. Sci. Eng. A 2021, 827, 142065. [Google Scholar] [CrossRef]
- Talwar, D.N.; Sherbondy, J.C. Thermal expansion coefficient of 3C-SiC. Appl. Phys. Lett. 1995, 67, 3301–3303. [Google Scholar] [CrossRef]
- Meredith, P.G. Fracture and failure of brittle polycrystals: An overview. In Deformation Processes in Minerals, Ceramics and Rocks; Springer: Dordrecht, The Netherlands, 1990; pp. 5–47. [Google Scholar]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, R.; Zou, C.; Wei, Z.; Wang, H. Microstructural Evolution and Mechanical Properties of SiC/Al-40Si Composites Fabricated by High Pressure Solidification. Materials 2023, 16, 4312. https://doi.org/10.3390/ma16124312
Zhang R, Zou C, Wei Z, Wang H. Microstructural Evolution and Mechanical Properties of SiC/Al-40Si Composites Fabricated by High Pressure Solidification. Materials. 2023; 16(12):4312. https://doi.org/10.3390/ma16124312
Chicago/Turabian StyleZhang, Rong, Chunming Zou, Zunjie Wei, and Hongwei Wang. 2023. "Microstructural Evolution and Mechanical Properties of SiC/Al-40Si Composites Fabricated by High Pressure Solidification" Materials 16, no. 12: 4312. https://doi.org/10.3390/ma16124312
APA StyleZhang, R., Zou, C., Wei, Z., & Wang, H. (2023). Microstructural Evolution and Mechanical Properties of SiC/Al-40Si Composites Fabricated by High Pressure Solidification. Materials, 16(12), 4312. https://doi.org/10.3390/ma16124312