



Evaluation of the Mechanical, Thermal and Rheological Properties of Hop, Hemp and Wood Fiber Plastic Composites


Abstract
1. Introduction
2. Materials and Methods
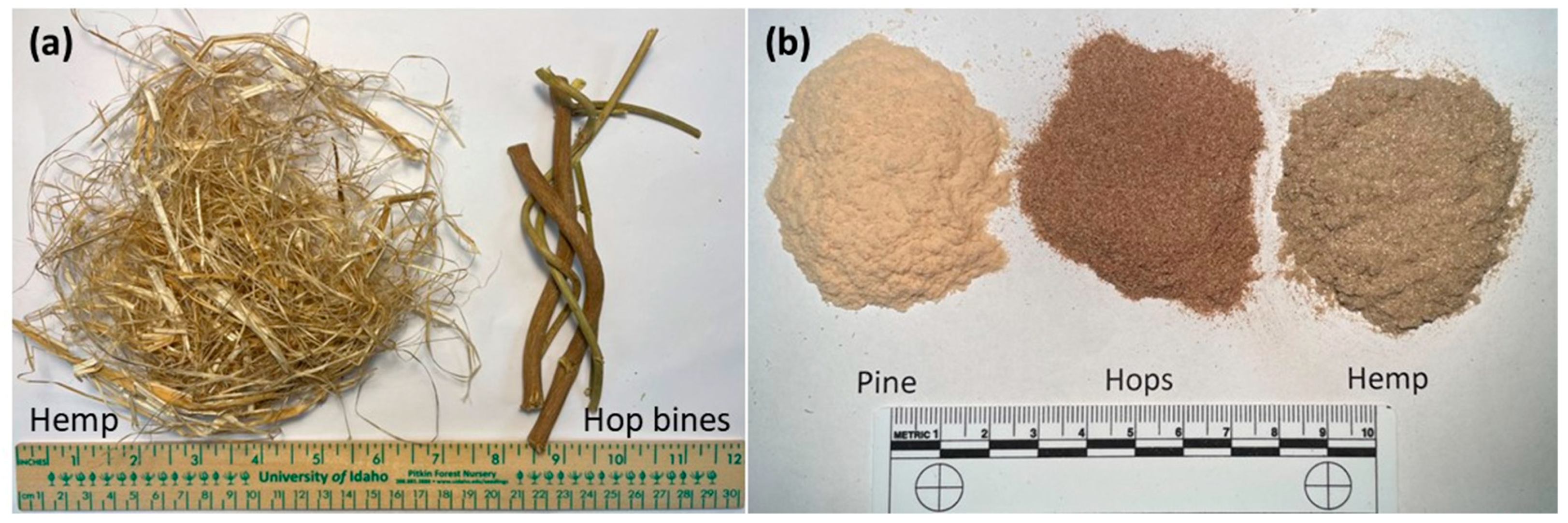
2.1. Materials
2.2. Fiber Characterization
2.3. Composite Preparation
2.4. Rheological Measurements
2.5. Thermal Analysis
2.6. Mechanical Properties
2.7. Water Soak Test
3. Results and Discussion
3.1. Fiber Characterization
3.2. Composites Characterization
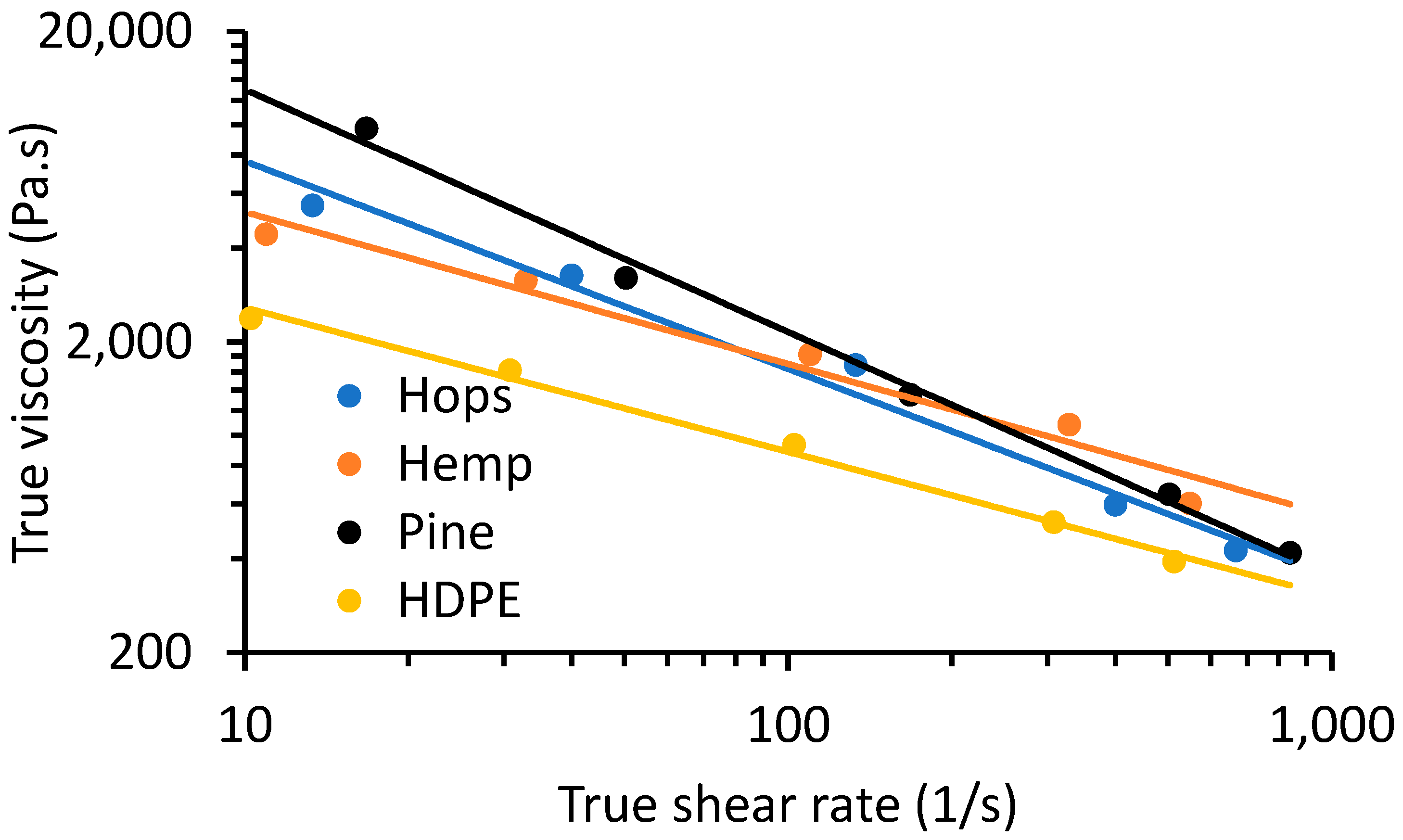
3.2.1. Capillary Rheology
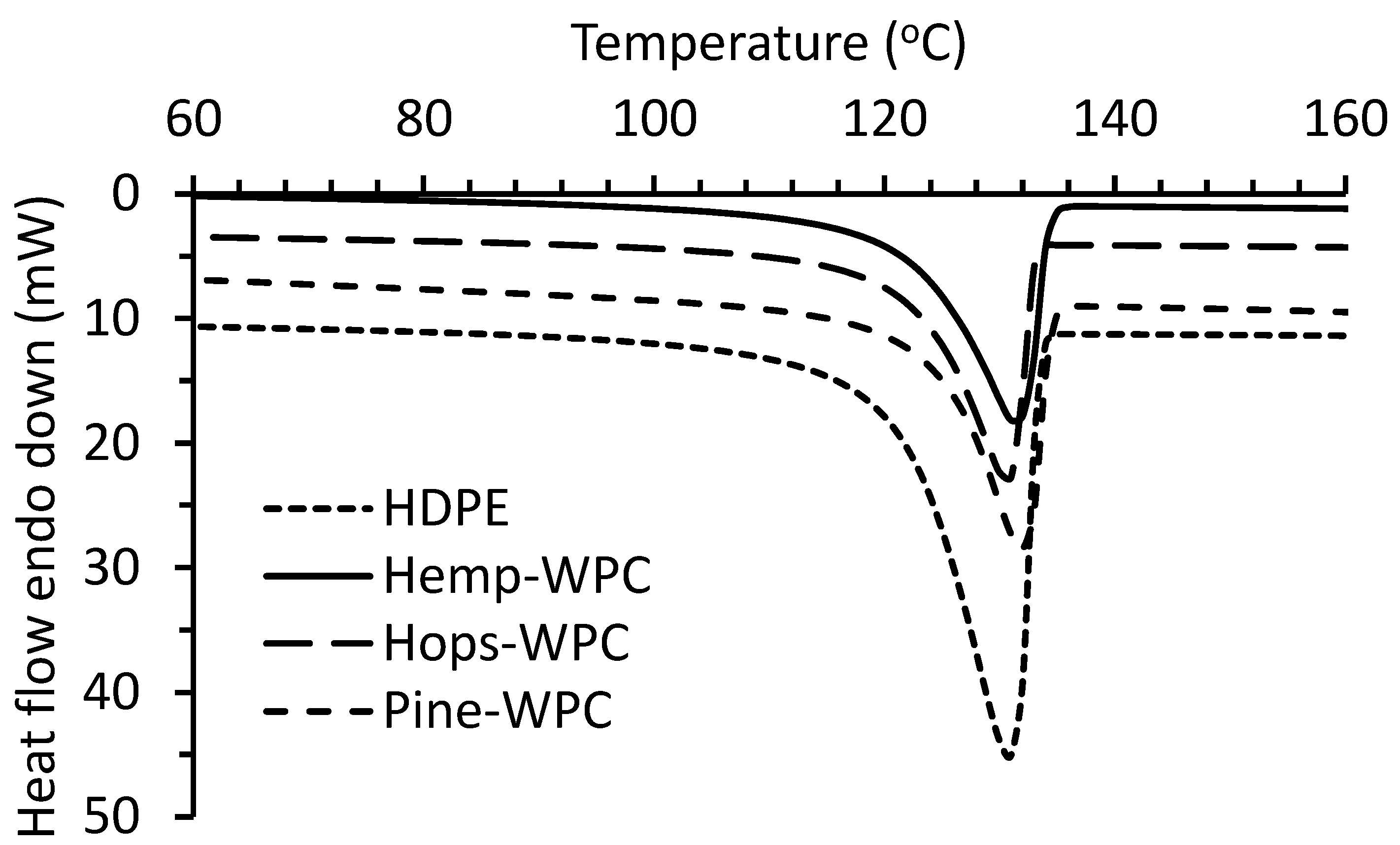
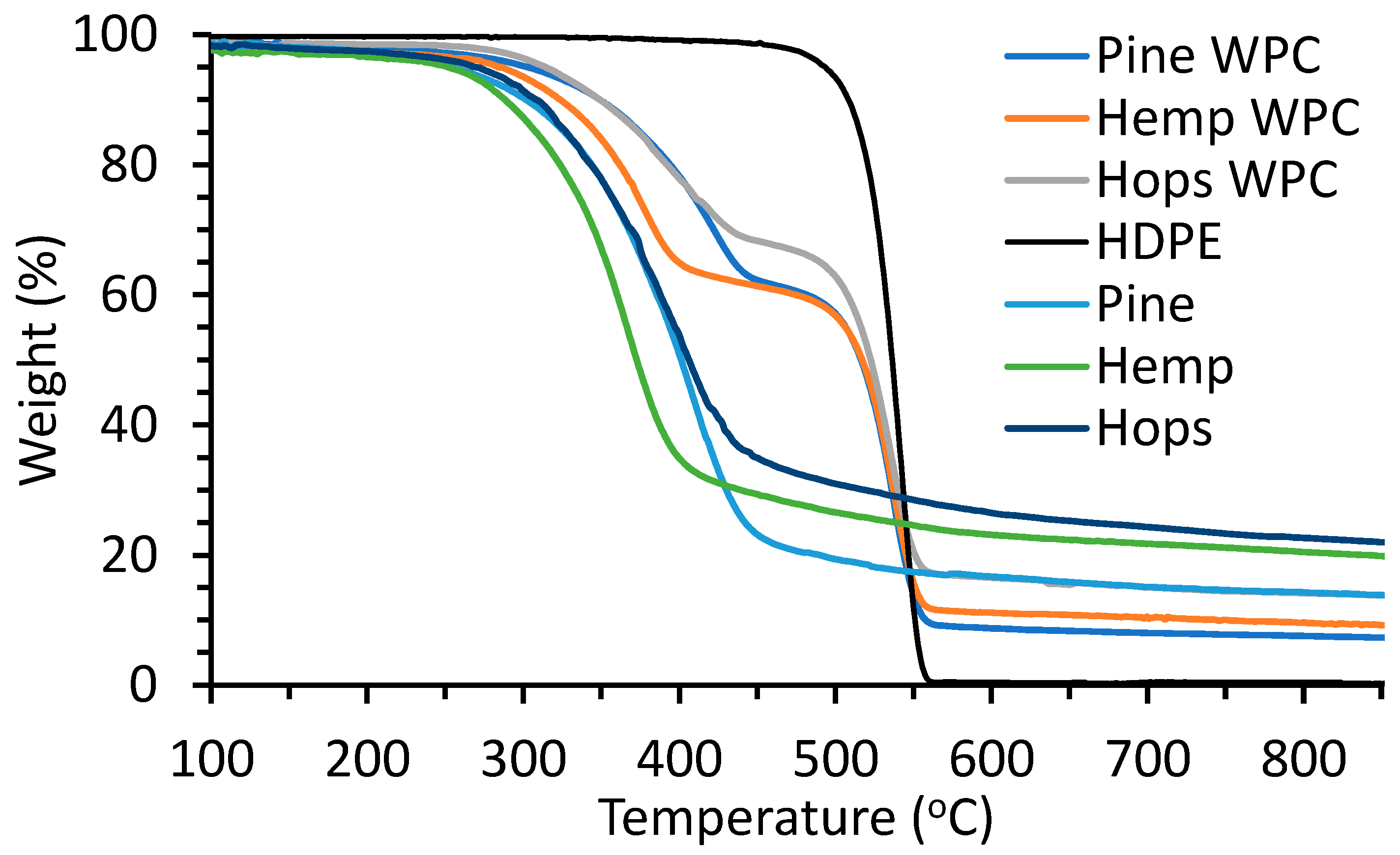
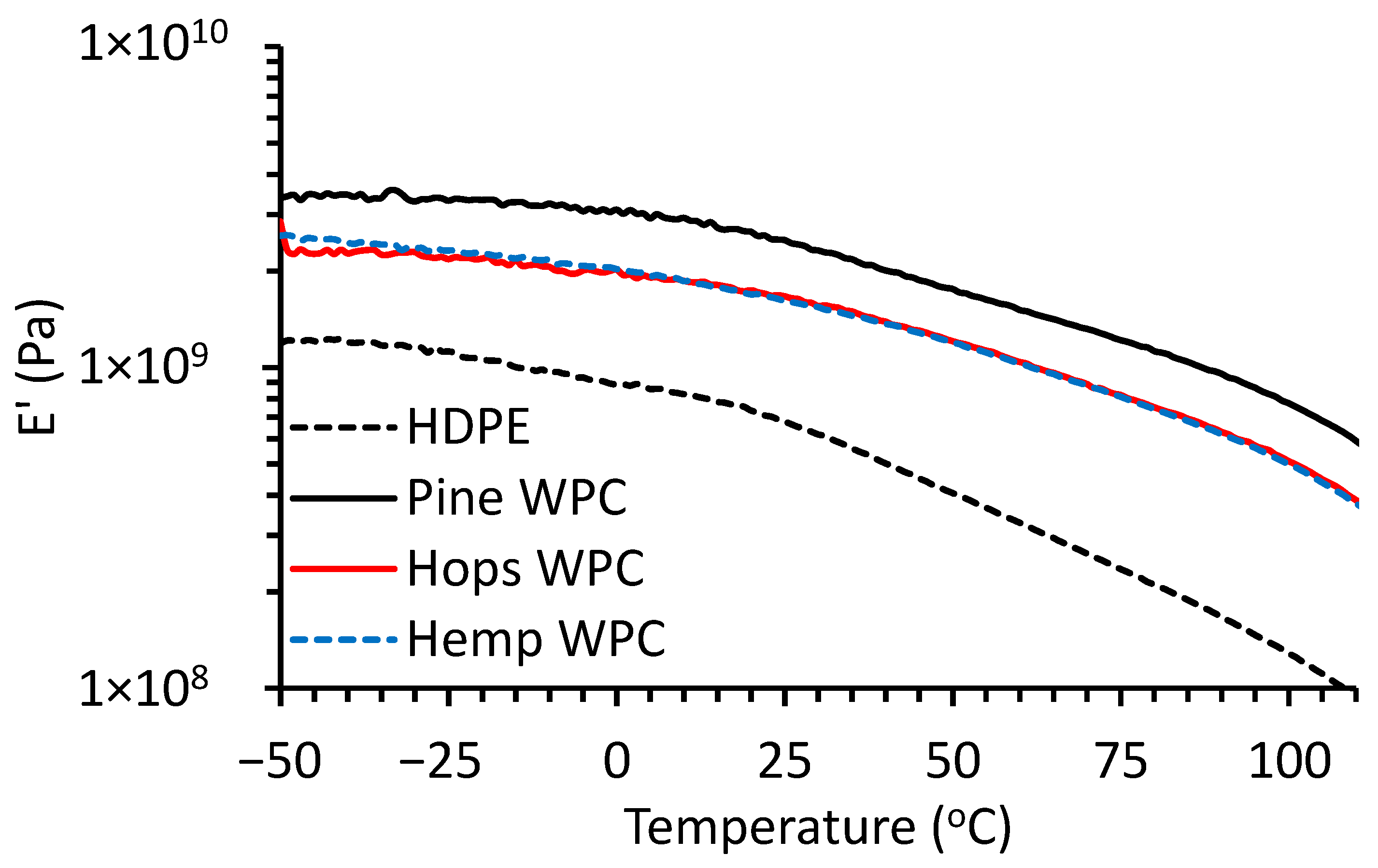
3.2.2. Thermal Analysis
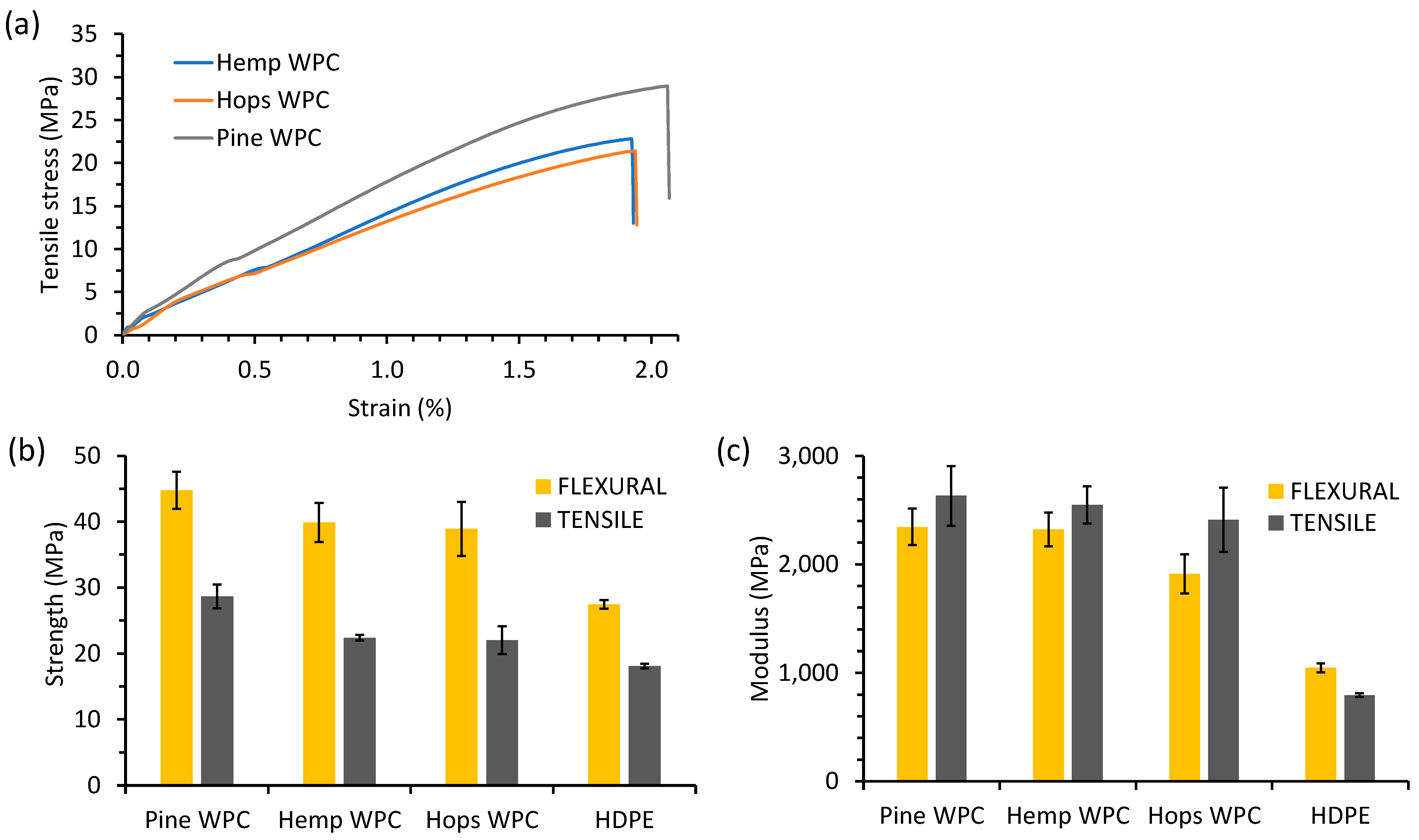
3.2.3. Mechanical Properties
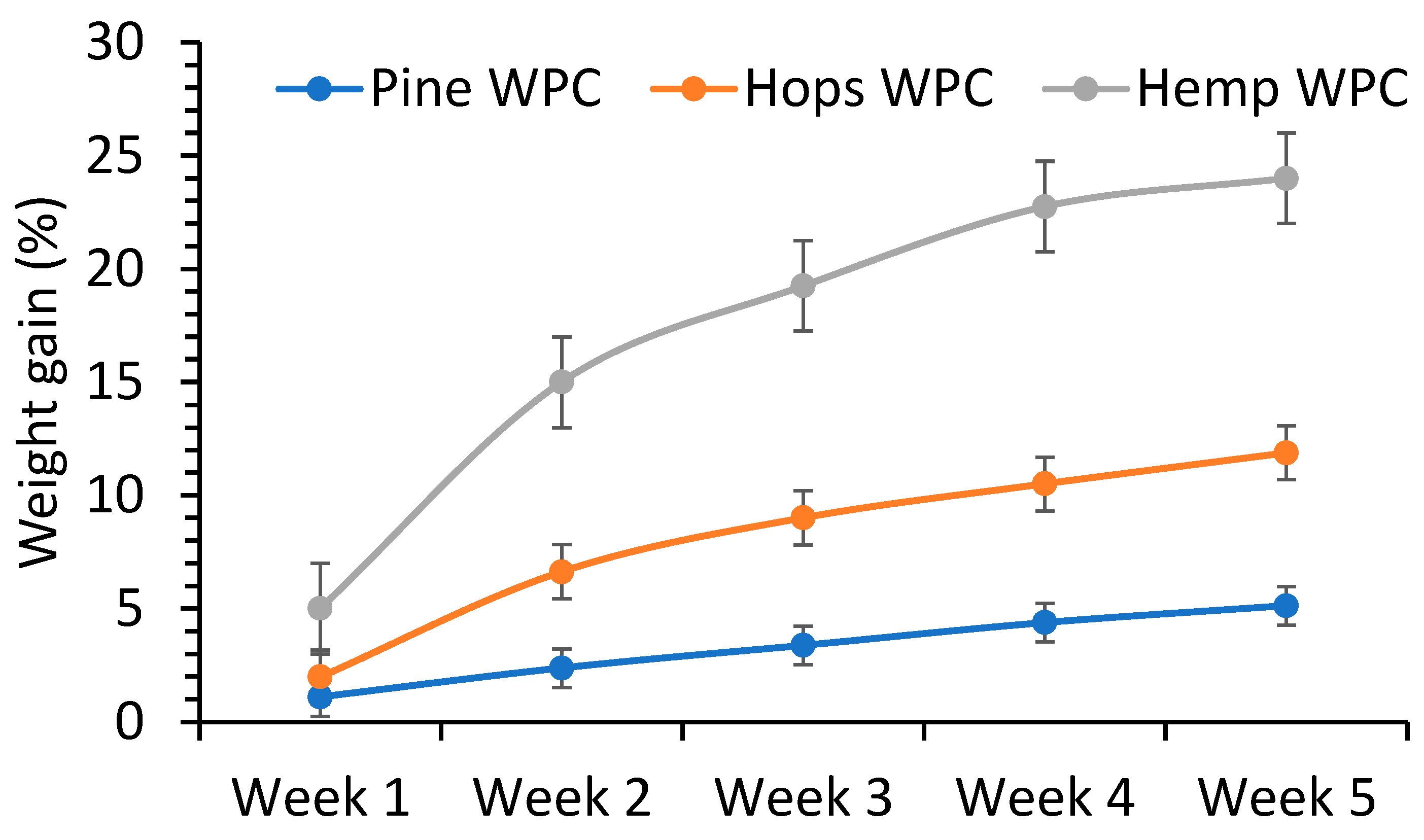
3.2.4. Water Soak Tests
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Anon. Wood Plastic Composites Market Size, Share & Trends Analysis Report by Product (Polyethylene, Polypropylene), by Application (Automotive Components), by Region, and Segment Forecasts, 2022–2030. Grand View Research. Report ID: 978-1-68038-849-7. 2023. Available online: https://www.grandviewresearch.com/industry-analysis/wood-plastic-composites-market. (accessed on 28 April 2023).
- Clemons, C.M. Wood-plastic composites in the United State: The interfacing of two industries. For. Prod. J. 2002, 52, 10–18. [Google Scholar]
- Nagarajan, V.; Mohanty, A.K.; Misra, M. Sustainable green composites: Value addition to agricultural residues and perennial grasses. ACS Sustain. Chem. Eng. 2013, 1, 325–333. [Google Scholar] [CrossRef]
- Schirp, A.; Loge, F.; Aust, S.; Swaner, P.; Turner, G.; Wolcott, M. Production and characterization of natural fiber reinforced thermoplastic composites using wheat straw modified with the fungus Pleurotus ostreatus. J. Appl. Poly. Sci. 2006, 102, 5191–5201. [Google Scholar] [CrossRef]
- Orji, B.; McDonald, A.G. Evaluation of the mechanical, thermal and rheological properties of recycled polyolefins rice-hull composites. Materials 2020, 13, 667–681. [Google Scholar] [CrossRef] [PubMed]
- Adefisan, O.O.; McDonald, A.G. Evaluation of the strength, sorption and thermal properties of bamboo plastic composites. Maderas Cienc. Y Tecnol. 2019, 21, 3–14. [Google Scholar] [CrossRef]
- Adefisan, O.O.; Wei, L.; McDonald, A.G. Evaluation of plastic composites made with Laccosperma secundiflorum and Eremospatha macrocarpa canes. Maderas Cienc. Y Tecnol. 2017, 19, 517–524. [Google Scholar] [CrossRef]
- Adefisan, O.O.; McDonald, A.G. Evaluation of the flexural strength, sorption, rheological and thermal properties of corncob plastic composites. Int. J. Adv. Eng. Res. Sci. 2018, 5, 18–25. [Google Scholar] [CrossRef]
- Ogunsile, B.O.; Oladeji, T.G. Utilization of banana stalk fiber as reinforcement in low density polyethylene composite. Rev. Mater. 2016, 21, 953–963. [Google Scholar] [CrossRef]
- Akter, M.; Uddin, M.H.; Tania, I.S. Biocomposites based on natural fibers and polymers: A review on properties and potential applications. J. Reinf. Plast. Compos. 2022, 41, 705–742. [Google Scholar] [CrossRef]
- Nichols, K. Hemp Report: Top 10 U.S. States; Hemp Industry Daily: Lakewood, CO, USA, 2018; Available online: https://mjbizdaily.com/wp-content/uploads/2018/04/Hemp-Report_Top-10-US-States.pdf (accessed on 8 May 2023).
- Sadrmanesh, V.; Chen, Y. Bast fibres: Structure, processing, properties, and applications. Int. Mater. Rev. 2019, 64, 381–406. [Google Scholar] [CrossRef]
- Pil, L.; Bensadoun, F.; Pariset, J.; Verpoest, I. Why are designers fascinated by flax and hemp fibre composites? Compos. Part A 2016, 83, 193–205. [Google Scholar] [CrossRef]
- Ewurum, L.I.; Jokic, D.; Bar-Ziv, E.; McDonald, A.G. Evaluation of the rheological and mechanical properties of mixed plastic waste-based composites. Waste Biomass Valorization 2022, 13, 4625–4637. [Google Scholar] [CrossRef]
- Zou, Y.; Reddy, N.; Yang, Y. Using hop bines as reinforcements for lightweight polypropylene composites. J. Appl. Polym. Sci. 2010, 116, 2366–2373. [Google Scholar] [CrossRef]
- Reddy, N.; Yang, Y. Properties of natural cellulose fibers from hop stems. Carbohydr. Polym. 2009, 77, 898–902. [Google Scholar] [CrossRef]
- Schoening, A.G.; Johansson, G. Absorptiometric Determination of Acid-Soluble Lignin in Semichemical Bisulfite Pulps and in Some Woods and Plants. Sven. Papp. 1965, 68, 607. [Google Scholar]
- ASTM E1758; Standard Test Method for Determination of Carbohydrates in Biomass by High Performance Liquid Chromatography. ASTM: West Conshohocken, PA, USA, 2020.
- Wunderlich, B. Macromolecular Physics: Crystal Structure, Morphology, Defects; Academic Press: New York, NY, USA, 1973; Volume 1, p. 388. [Google Scholar]
- Fabiyi, J.S.; McDonald, A.G.; Stark, N.M. Surface Characterization of Weathered Wood Plastic Composites Produced from Modified Wood Flour. In Proceedings of the 9th International Conference on Woodfiber-Plastic Composites, Madison, WI, USA, 21–23 May 2007; pp. 271–276. [Google Scholar]
- Verhey, S.A.; Laks, P.E. Wood particle size effects the decay resistance of woodfiber/thermoplastic composites. For. Prod. J. 2002, 52, 78–81. [Google Scholar]
- Stark, N.M.; Rowlands, R.E. Effects of wood fiber characteristics on mechanical properties of wood/polypropylene composites. Wood Fiber Sci. 2003, 35, 167–174. [Google Scholar]
- Englund, K. Hybrid poplar as a feedstock for wood-plastic composites. For. Prod. J. 2008, 58, 61–65. [Google Scholar]
- Quirk, J.T. Cell-wall density of Douglas-fir by two optometric methods. Wood Fiber Sci. 1984, 16, 224–236. [Google Scholar]
- Kilic, A.; Niemz, P. Extractives in some tropical woods. Eur. J. Wood Prod. 2012, 70, 79–83. [Google Scholar] [CrossRef]
- Saputra, H.; Simonsen, J.; Li, K. Effect of extractives on the flexural properties of wood/plastic composites. Compos. Interfaces 2004, 11, 515–524. [Google Scholar] [CrossRef]
- Zimniewska, M. Hemp Fibre Properties and Processing Target Textile: A Review. Materials. 2022, 15, 1901. [Google Scholar] [CrossRef]
- Fabiyi, J.S.; McDonald, A.G.; McIlroy, D. Wood modification effects on weathering of HDPE-based wood plastic composites. J. Polym. Environ. 2009, 17, 34–48. [Google Scholar] [CrossRef]
- Balogun, A.O.; McDonald, A.G. Decomposition kinetic study, spectroscopic and pyrolytic analyses of Isoberlinia doka and Pinus ponderosa. Biomass Convers. Biorefinery 2016, 6, 315–324. [Google Scholar] [CrossRef]
- Gellerstedt, G. Analytical Methods. In Pulp and Paper Chemistry and Technology; Vol. 1: Wood Chemistry and Wood Biotechnology; Ek, M., Gellerstedt, G., Henriksson, G., Eds.; Walter de Gruyter GmbH & Co.: Berlin, Germany, 2009; pp. 147–172. [Google Scholar]
- Mazzanti, V.; Mollica, F. A review of wood polymer composites rheology and its implications for processing. Polymers. 2020, 12, 2304. [Google Scholar] [CrossRef] [PubMed]
- Ansari, M.; Zisis, T.; Hatzikiriakos, S.G.; Mitsoulis, E. Capillary flow of low-density polyethylene. Polym. Eng. Sci. 2012, 52, 649–662. [Google Scholar] [CrossRef]
- Liao, Q.; Noda, I.; Frank, C.W. Melt viscoelasticity of biodegradable poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) copolymers. Polymers. 2009, 50, 6139–6148. [Google Scholar] [CrossRef]
- Dealy, J.M.; Wissbrun, K.F. Melt Rheology and its Role in Plastics Processing—Theory and Applications, Van Nostrand Reinhold; Springer: New York, NY, USA, 1990. [Google Scholar]
- Li, T.Q.; Wolcott, M.P. Rheology of HDPE-wood composites. I. Steady state shear and extensional flow. Compos. Part A 2004, 35, 303–311. [Google Scholar] [CrossRef]
- Hristov, V. Melt flow instabilities of wood polymer composites. Comput. Interfaces 2009, 16, 731–750. [Google Scholar] [CrossRef]
- Wang, X.; Yu, Z.; McDonald, A.G. Effect of different reinforcing fillers on properties, interfacial compatibility and weatherability of wood-plastic composites. J. Bionic Eng. 2019, 16, 337–353. [Google Scholar] [CrossRef]
- Kim, H.-S.; Yang, H.-S.; Kim, H.-J.; Park, H.-J. Thermogravimetric analysis of rice husk flour filled thermoplastic polymer composites. J. Therm. Anal. Calorim. 2004, 76, 395–404. [Google Scholar] [CrossRef]
- Awad, A.H.; El-Wahab, A.A.A.; El-Gamsy, R.; Abdel-latif, M.H. A study of some thermal and mechanical properties of HDPE blend with marble and granite dust. Ain Shams Eng. J. 2019, 10, 353–358. [Google Scholar] [CrossRef]
- Balogun, A.O.; Adeleke, A.A.; Ikubanni, P.P.; Fikayo, Y.Y.Y.; Alayat, A.M.; McDonald, A.G. Physico-chemical characterization, thermal decomposition and kinetic modeling of Digitaria sanguinalis under nitrogen and air environments. Case Stud. Therm. Eng. 2021, 26, 101138. [Google Scholar] [CrossRef]
- Fabiyi, J.S.; McDonald, A.G. Effect of wood species on property and weathering performance of wood plastic composites. Compos. Part A 2010, 41, 1434–1440. [Google Scholar] [CrossRef]
- Gallagher, L.W.; McDonald, A.G. The effect of micron sized wood fibers in wood plastic composites. Maderas Cienc. Y Tecnol. 2013, 15, 357–374. [Google Scholar] [CrossRef]
- Xanthopoulou, E.; Chrysafi, I.; Polychronidis, P.; Zamboulis, A.; Bikiaris, D.N. Evaluation of eco-friendly hemp-fiber-reinforced recycled HDPE composites. J. Compos. Sci. 2023, 7, 138. [Google Scholar] [CrossRef]
- Ou, R.; Xie, Y.; Wang, Q.; Sui, S.; Wolcott, M.P. Thermal, crystallization, and dynamic rheological behavior of wood oarticle/HDPE composites: Effect of removal of wood cell wall composition. J. Appl. Polym. Sci. 2014, 131, 40331. [Google Scholar] [CrossRef]
- Singh, S.; Deepak, D.; Aggarwal, L.; Gupta, V.K. Tensile and flexural behavior of hemp fiber reinforced virginrecycled HDPE matrix composites. Procedia Mater. Sci. 2014, 6, 1696–1702. [Google Scholar] [CrossRef]
- Lu, N.; Oza, S. A comparative study of the mechanical properties of hemp fiber with virgin and recycled high density polyethylene matrix. Compos. Part B 2013, 45, 1651–1656. [Google Scholar] [CrossRef]
- Anon. Composite Decking—TREX Select. RD-0010. Available online: https://www.trex.com/customer-support/trex-owners/downloads/ (accessed on 28 May 2023).
- Fabiyi, J.S.; McDonald, A.G.; Morrell, J.J.; Freitag, C. Structural characterization of wood species on biodegradation of wood plastic composites. Compos. Part A 2011, 42, 501–510. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components | Pine | Hemp | Hop |
|---|---|---|---|
| Density (g/cm3) | 1.455 ± 0.003 | 1.518 ± 0.001 | 1.526 ± 0.001 |
| Ash (%) | 0.37 ± 0.01 | 4.59 ± 0.04 | 3.14 ± 0.02 |
| Extractives (%) | 7.53 ± 0.20 | 1.51 ± 0.10 | 1.12 ± 0.04 |
| Klason lignin (%) | 27.5 ± 0.6 | 25.2 ± 0.6 | 13.4 ± 0.2 |
| Acid soluble lignin (%) | 0.55 ± 0.00 | 1.48 ± 0.03 | 2.47 ± 0.01 |
| Total lignin (%) | 28.1 | 26.7 | 15.9 |
| Glucan/cellulose (%) | 42.0 ± 0.00 | 39.5 ± 0.3 | 50.5 ± 0.5 |
| Xylan (%) | 8.0 ± 0.1 | 11.7 ± 0.1 | 10.1 ± 0.1 |
| Galactan (%) | 4.6 ± 0.1 | 3.4 ± 0.1 | 5.2 ± 0.1 |
| Arabinan (%) | 0.9 ± 0.05 | 0.8 ± 0.05 | 0.4 ± 0.05 |
| Mannan (%) | 10.9 ± 0.1 | 1.4 ± 0.1 | 3.2 ± 0.1 |
| Total carbohydrates (%) | 66.5 | 56.8 | 69.4 |
| Formulation | Equation | K (Pa·s) | n | R2 | η at 100 s−1 (Pa·s) |
|---|---|---|---|---|---|
| HDPE | y = 7523x−0.465 | 7523 | 0.535 | 0.990 | 884 |
| Pine WPC | y = 78,591x−0.781 | 78,591 | 0.219 | 0.990 | 2155 |
| Hemp WPC | y = 16,132x−0.489 | 16,132 | 0.511 | 0.974 | 1697 |
| Hop WPC | y = 35,618x−0.669 | 35,618 | 0.331 | 0.980 | 1636 |
| Sample | Tonset (°C) | Tm (°C) | Xc (%) |
|---|---|---|---|
| HDPE | 121.3 | 130.9 | 61.5 |
| Pine WPC | 124.1 | 131.9 | 64.4 |
| Hemp WPC | 122.4 | 131.4 | 62.1 |
| Hop WPC | 122.3 | 130.7 | 62.4 |
| Sample | T95 (°C) | Tonset1 (°C) | Tonset2 (°C) | Residue at 850 °C (%) |
|---|---|---|---|---|
| HDPE | 493 | 518 | 0.3 | |
| Pine fiber | 254 | 335 | 13.8 | |
| Hemp fiber | 251 | 314 | 19.9 | |
| Hop fiber | 274 | 323 | 21.3 | |
| Pine WPC | 302 | 354 | 514 | 7.3 |
| Hemp WPC | 286 | 324 | 515 | 9.1 |
| Hop WPC | 314 | 326 | 512 | 13.8 |
| Sample | E′ at 30 °C (GPa) |
|---|---|
| HDPE | 0.619 |
| Pine WPC | 2.32 |
| Hemp WPC | 1.54 |
| Hop WPC | 1.56 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Talcott, S.; Uptmor, B.; McDonald, A.G. Evaluation of the Mechanical, Thermal and Rheological Properties of Hop, Hemp and Wood Fiber Plastic Composites. Materials 2023, 16, 4187. https://doi.org/10.3390/ma16114187
Talcott S, Uptmor B, McDonald AG. Evaluation of the Mechanical, Thermal and Rheological Properties of Hop, Hemp and Wood Fiber Plastic Composites. Materials. 2023; 16(11):4187. https://doi.org/10.3390/ma16114187
Chicago/Turabian StyleTalcott, Sierra, Benjamin Uptmor, and Armando G. McDonald. 2023. "Evaluation of the Mechanical, Thermal and Rheological Properties of Hop, Hemp and Wood Fiber Plastic Composites" Materials 16, no. 11: 4187. https://doi.org/10.3390/ma16114187
APA StyleTalcott, S., Uptmor, B., & McDonald, A. G. (2023). Evaluation of the Mechanical, Thermal and Rheological Properties of Hop, Hemp and Wood Fiber Plastic Composites. Materials, 16(11), 4187. https://doi.org/10.3390/ma16114187