

Optimization of the Filler-and-Binder Mixing Ratio for Enhanced Mechanical Strength of Carbon–Carbon Composites

Abstract
1. Introduction
2. Experimental Section
2.1. Materials
2.2. Experiments
2.2.1. Preparation of the Filler Coke
2.2.2. Preparation of the Coke/Binder Mixture
2.3. Characterization
2.3.1. Pulverized Coke Properties
2.3.2. Density
2.3.3. Mechanical Strength
3. Results and Discussion
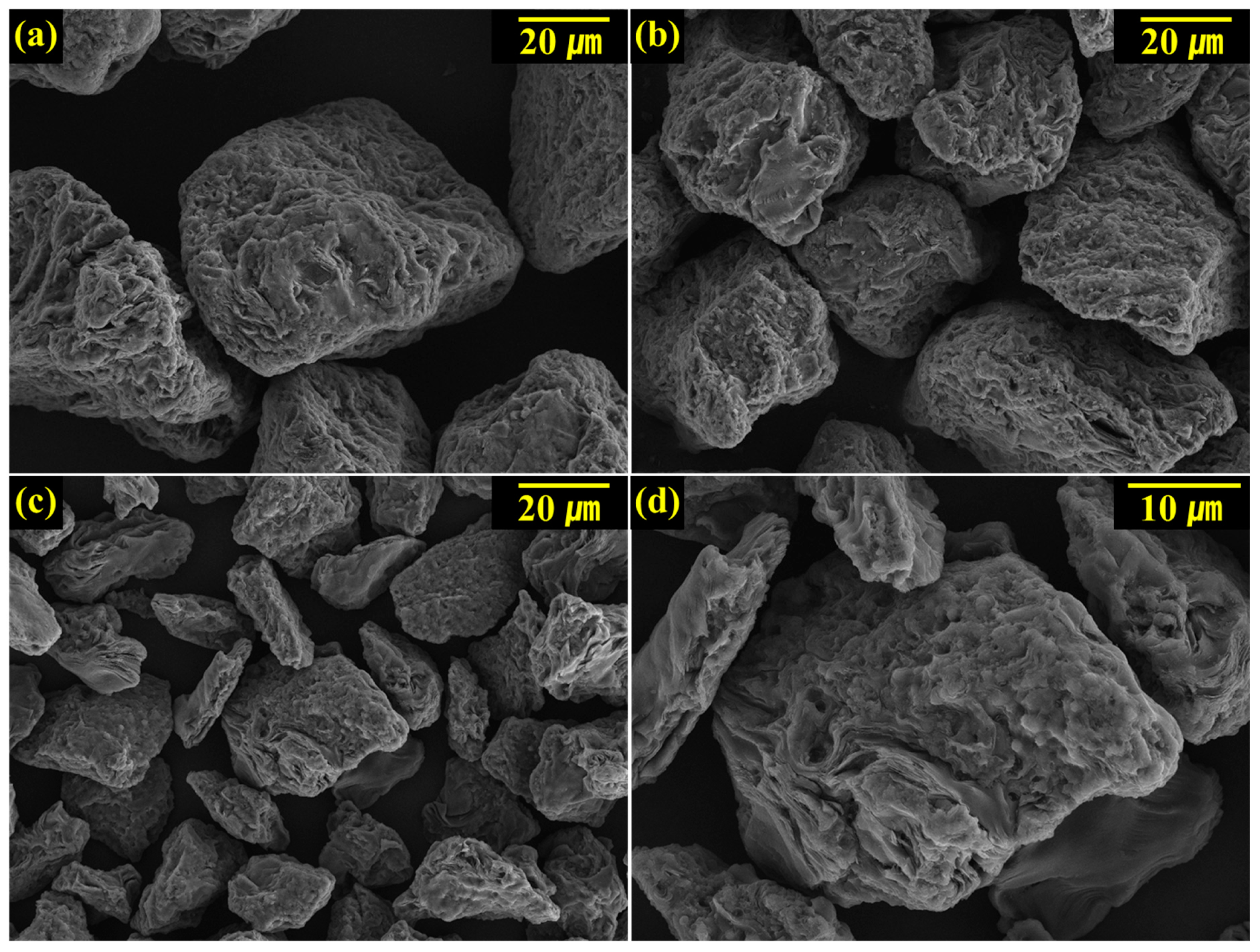
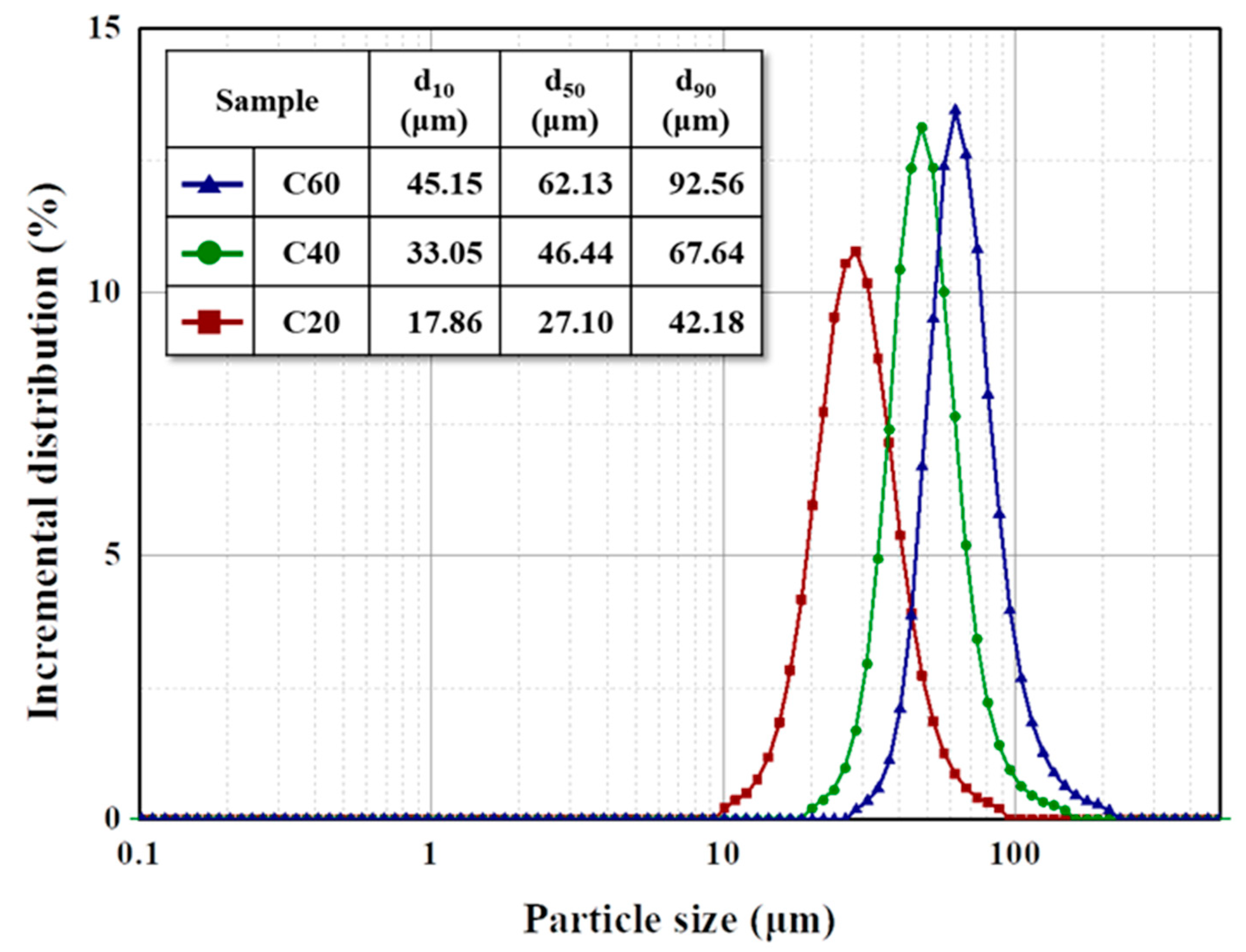
3.1. Characteristics of the Pulverized Regular Coke
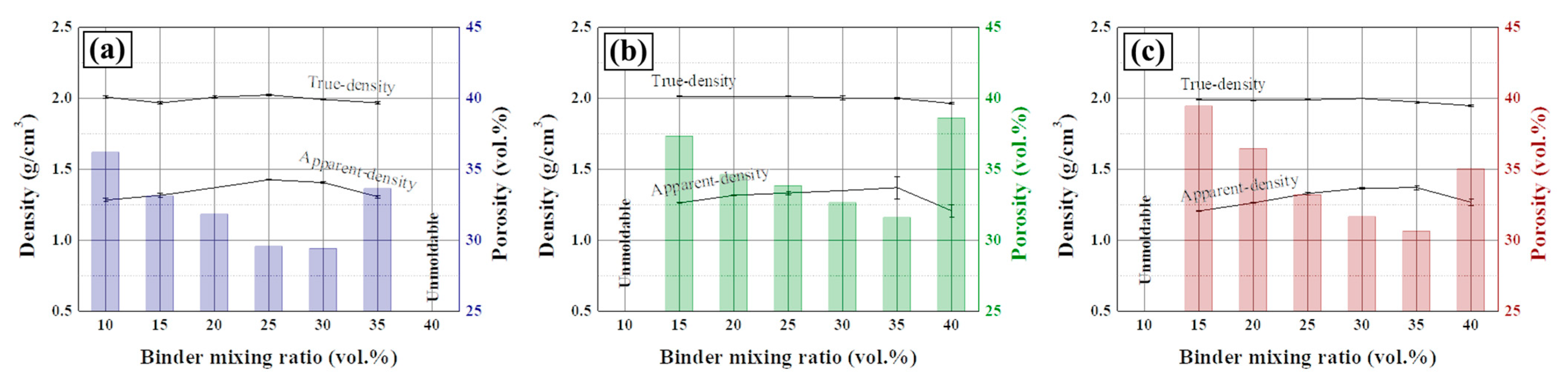
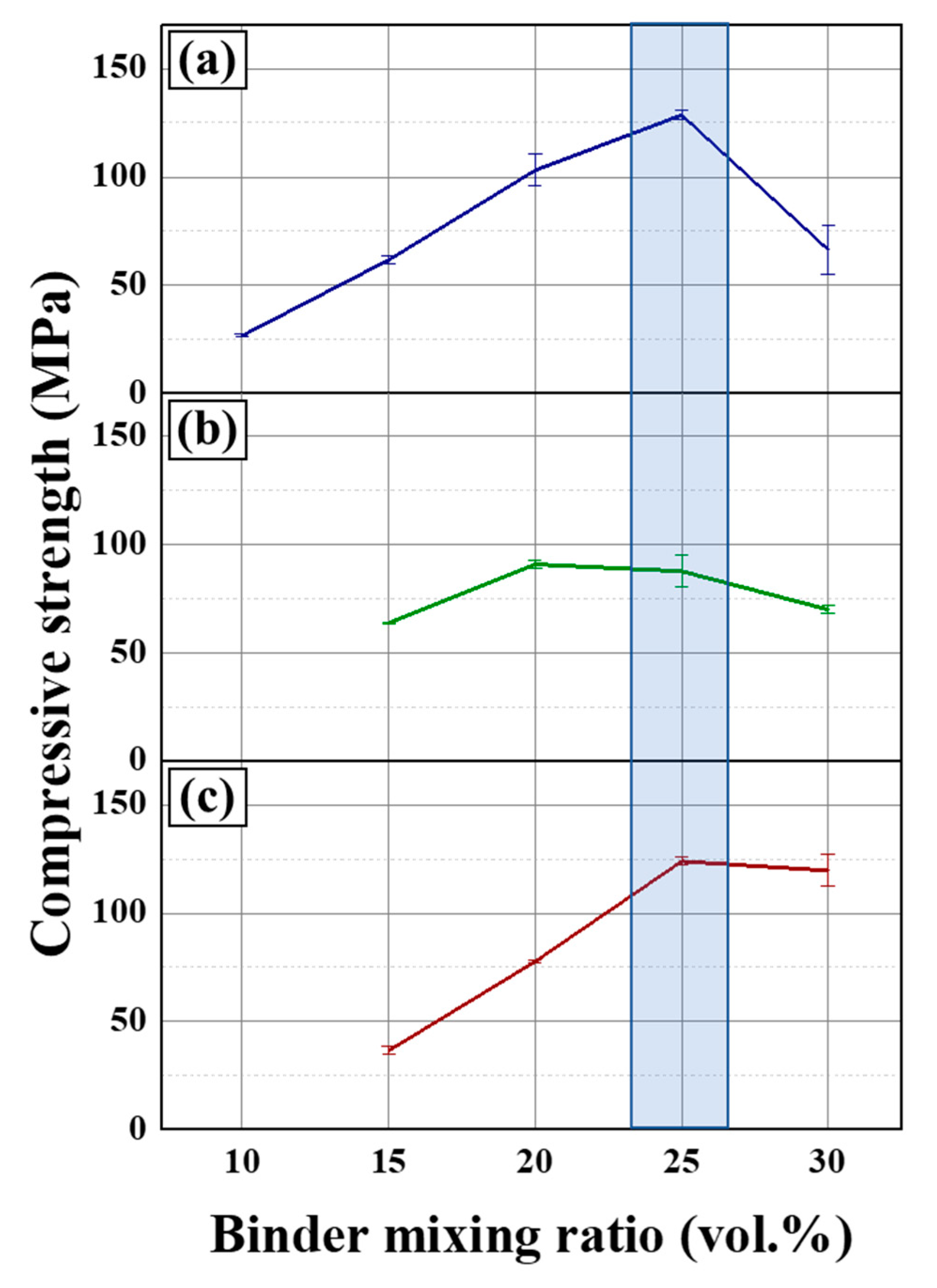
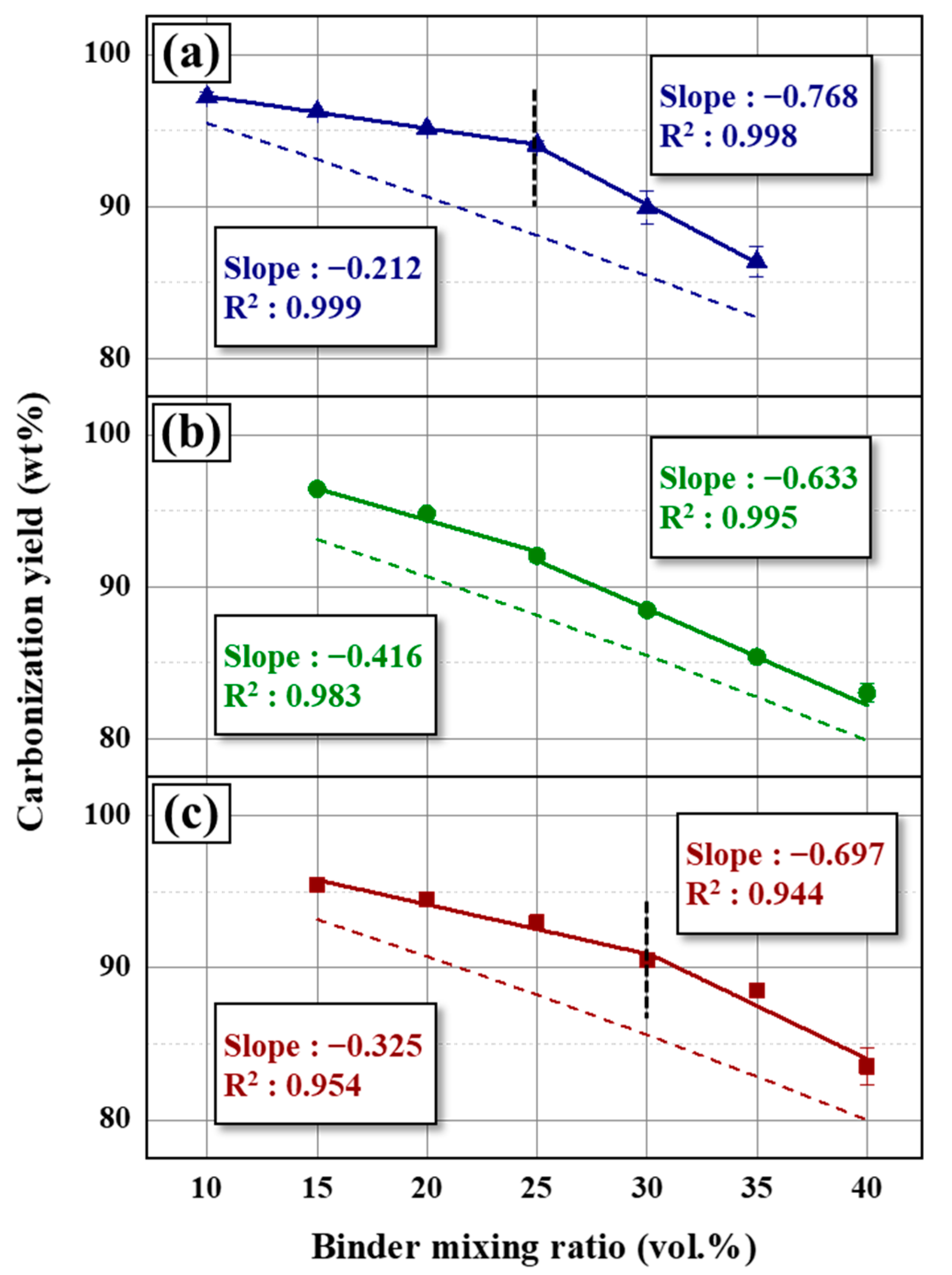
3.2. Effect of the Binder Ratio on the Properties of the Carbon Block
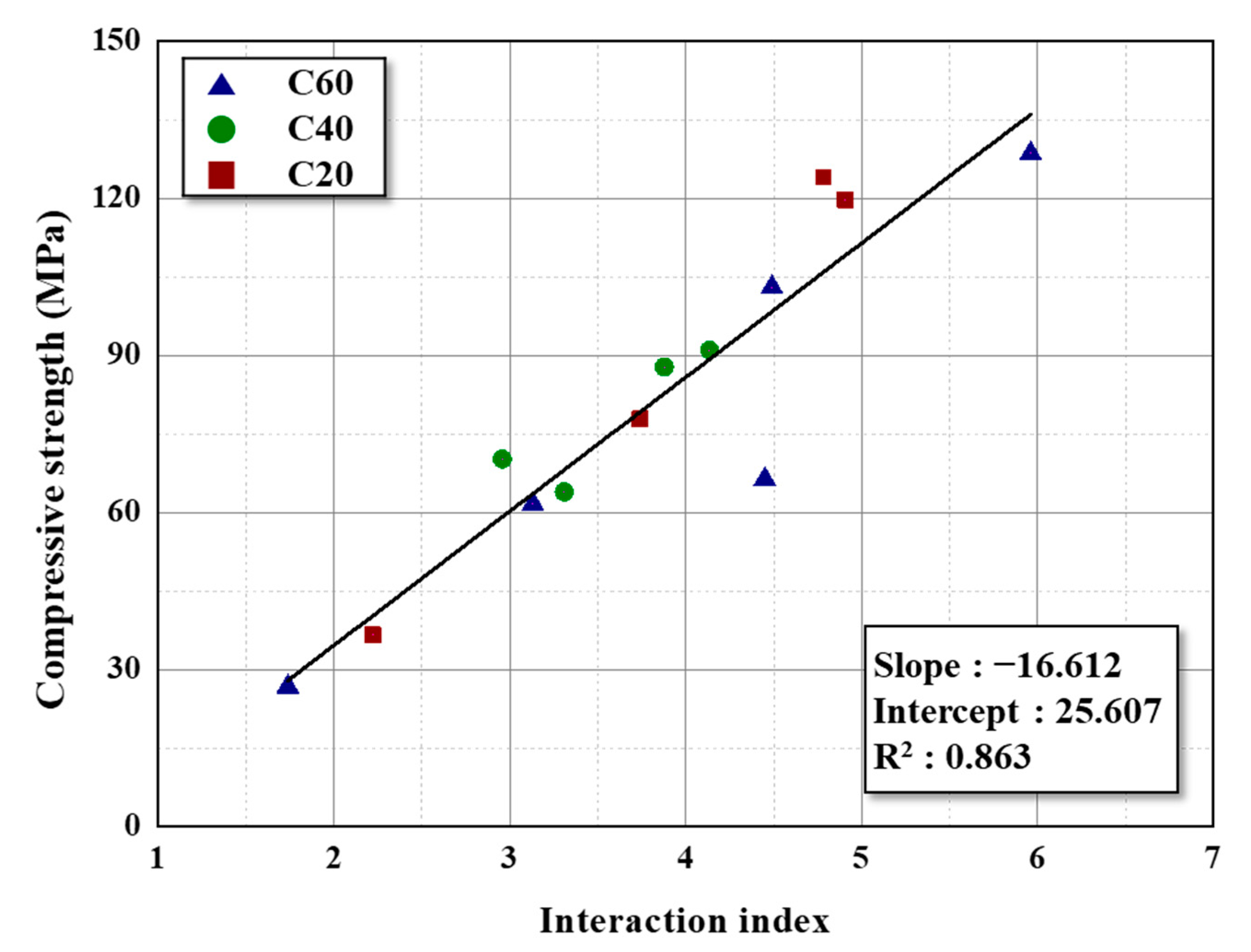
3.3. Derivation of the Optimal Factors to Maximize Mechanical Strength
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Shen, K.; Huang, Z.-H.; Hu, K.; Shen, W.; Yu, S.; Yang, J.; Yang, G.; Kang, F. Advantages of natural microcrystalline graphite filler over petroleum coke in isotropic graphite preparation. Carbon 2015, 90, 197–206. [Google Scholar] [CrossRef]
- Ozturk, S.; Kocaefe, D.; Bhattacharyay, D.; Kocaefe, Y.; Morais, B. Modification of coke by different additives to improve anode properties. Fuel 2018, 211, 102–109. [Google Scholar] [CrossRef]
- Zhang, Z.; Lou, B.; Guo, S.; Zhu, W.; Gu, M.; Huang, X.; Liu, D. Study on preparation of composite carbon rod for high-power electrode from coke with different structural characteristics. J. Anal. Appl. Pyrolysis 2022, 165, 105551. [Google Scholar] [CrossRef]
- Zhang, J.; Zhang, Y.; Fu, Y.; Hu, D.; Meng, J.; Li, T. Ablation behavior of HfC coating with different thickness for carbon/carbon composites at ultra-high temperature. J. Eur. Ceram. Soc. 2021, 41, 1769–1778. [Google Scholar] [CrossRef]
- Kim, J.H.; Jo, A.Y.; Choi, Y.J.; Lee, K.B.; Im, J.S.; Bai, B.C. Improving the mechanical strength of carbon–carbon composites by oxidative stabilization. J. Mater. Res. Technol. 2020, 9, 16513–16521. [Google Scholar] [CrossRef]
- Qin, M.; Feng, Y.; Ji, T.; Feng, W. Enhancement of cross-plane thermal conductivity and mechanical strength via vertical aligned carbon nanotube@graphite architecture. Carbon 2016, 104, 157–168. [Google Scholar] [CrossRef]
- Zhang, S.; Hao, A.; Nguyen, N.; Oluwalowo, A.; Liu, Z.; Dessureault, Y.; Park, J.G.; Liang, R. Carbon nanotube/carbon composite fiber with improved strength and electrical conductivity via interface engineering. Carbon 2019, 144, 628–638. [Google Scholar] [CrossRef]
- Chen, Q.; Yang, Z.; Lin, J.; Wei, W.; Li, H.; Yin, G.; Liu, Y.; Li, P.; Tu, C.; Gao, G.; et al. Scalable, low-cost, and environment-friendly preparation of high strength carbon-matrix composites with tree-root-like structured reinforcements. Compos. Commun. 2022, 32, 101149. [Google Scholar] [CrossRef]
- Patrick, J.W.; Stacey, A.E. The strength of industrial cokes. 6. Further studies of the influence of coke breeze in a coal charge on tensile strength of cokes. Fuel 1975, 54, 256–264. [Google Scholar] [CrossRef]
- Knudsen, F.P. Dependence of mechanical strength of brittle polycrystalline specimens on porosity and grain size. J. Am. Ceram. Soc. 1959, 42, 376–387. [Google Scholar] [CrossRef]
- Christen, C.E.; Gómez-Hernández, J.; Otanicar, T.P. Bimodal particle distributions with increased thermal conductivity for solid particles as heat transfer media and storage materials. Int. J. Heat Mass Transf. 2022, 184, 122250. [Google Scholar] [CrossRef]
- Cho, J.H.; Im, J.S.; Kim, M.I.; Lee, Y.-S.; Bai, B.C. Preparation of petroleum-based binder pitch for manufacturing thermally conductive carbon molded body and comparison with commercial coal-based binder pitch. Carbon Lett. 2019, 30, 373–379. [Google Scholar] [CrossRef]
- Lou, B.; Liu, D.; Duan, Y.; Hou, X.; Zhang, Y.; Li, Z.; Wang, Z.; Li, M. Structural Modification of Petroleum Pitch Induced by Oxidation Treatment and Its Relevance to Carbonization Behaviors. Energy Fuels 2017, 31, 9052–9066. [Google Scholar] [CrossRef]
- Delport, M.R.; Badenhorst, H. Production of a self-adhering mesophase powder from anthracene oil for low pressure forming of graphite artefacts. J. Mater. Sci. 2016, 51, 6309–6318. [Google Scholar] [CrossRef]
- Kim, J.G.; Kim, J.H.; Bai, B.C.; Choi, Y.J.; Im, J.S.; Bae, T.-S.; Lee, Y.-S. Influence of kneading ratio on the binding interaction of coke aggregates on manufacturing a carbon block. Carbon Lett. 2018, 28, 24–30. [Google Scholar]
- Kim, J.H.; Choi, Y.J.; Im, J.S.; Jo, A.; Lee, K.B.; Bai, B.C. Study of activation mechanism for dual model pore structured carbon based on effects of molecular weight of petroleum pitch. J. Ind. Eng. Chem. 2020, 88, 251–259. [Google Scholar] [CrossRef]
- Huang, X.; Kocaefe, D.; Kocaefe, Y.; Bhattacharyay, D. Interaction of bio-coke with different coal tar pitches. Fuel 2016, 179, 179–192. [Google Scholar] [CrossRef]
- Sarkar, A.; Kocaefe, D.; Kocaefe, Y.; Bhattacharyay, D.; Sarkar, D.; Morais, B. Effect of Crystallinity on the Wettability of Petroleum Coke by Coal Tar Pitch. Energy Fuels 2016, 30, 3549–3558. [Google Scholar] [CrossRef]
- Kim, J.H. Control of the properties of a binder pitch to enhance the density and strength of graphite blocks. Carbon Lett. 2023. [Google Scholar] [CrossRef]
- Sahoo, S.K.; Heske, J.; Azadi, S.; Zhang, Z.; Tarakina, N.V.; Oschatz, M.; Khaliulin, R.Z.; Antonietti, M.; Kühne, T.D. On the possibility of helium adsorption in nitrogen doped graphitic materials. Sci. Rep. 2020, 10, 5832. [Google Scholar] [CrossRef] [PubMed]
- Lee, S.E.; Kim, J.H.; Lee, Y.-S.; Im, J.S. Effect of coke orientation on the electrochemical properties of lithium-ion battery anode. J. Appl. Electrochem. 2021, 51, 1407–1418. [Google Scholar] [CrossRef]
- Liu, Z.-R.; Ye, W.-M.; Zhang, Z.; Wang, Q.; Chen, Y.-G.; Cui, Y.-J. Particle size ratio and distribution effects on packing behaviour of crushed GMZ bentonite pellets. Powder Technol. 2019, 351, 92–101. [Google Scholar] [CrossRef]
- Xu, W.; Zhang, K.; Zhang, Y.; Jiang, J. Packing Fraction, Tortuosity, and Permeability of Granular-Porous Media with Densely Packed Spheroidal Particles: Monodisperse and Polydisperse Systems. Water Resour. Res. 2022, 58, e2021WR031433. [Google Scholar] [CrossRef]
- Yu, A.B.; Feng, C.L.; Zou, R.P.; Yang, R.Y. On the relationship between porosity and interparticle forces. Powder Technol. 2003, 130, 70–76. [Google Scholar] [CrossRef]
- Bakkaloglu, S.; Ersan, M.; Karanfil, T.; Apul, O.G. Effect of superfine pulverization of powdered activated carbon on adsorption of carbamazepine in natural source waters. Sci. Total Environ. 2021, 793, 148473. [Google Scholar] [CrossRef]
- Wang, Z.; Cheng, Y.; Qi, Y.; Wang, R.; Wang, L.; Jiang, J. Experimental study of pore structure and fractal characteristics of pulverized intact coal and tectonic coal by low temperature nitrogen adsorption. Powder Technol. 2019, 350, 15–25. [Google Scholar] [CrossRef]
- Mishra, V.; Singh, D. Impact of short-term aging temperatures of asphalt binder and aggregate roughness levels on bond strength. Constr. Build. Mater. 2019, 218, 295–307. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Binder Pitch | Pitch Coke | |
|---|---|---|---|
| Softening point (°C) | 103.4 | – | |
| Coking value (wt.%) | 34.30 | – | |
| Aromaticity | 1.097 | – | |
| Density (g/cm3) | 1.322 | – | |
| Elemental contents | C (%) | 92.35 | 98.94 |
| H (%) | 4.35 | 0.28 | |
| N (%) | 0.84 | 0.67 | |
| S (%) | 0.68 | 0.11 | |
| O (%) | 1.78 | – | |
| H/C ratio | 0.57 | – | |
| Insoluble fraction | Hexane insoluble (wt.%) | 65.14 | – |
| Toluene insoluble (wt.%) | 27.65 | – | |
| NMP insoluble (wt.%) | 5.43 | – | |
| α-resin (%) | 5.43 | – | |
| β-resin (%) | 22.22 | – | |
| γ-resin (%) | 72.35 | – | |
| Sample | Particle Size (d50, μm) | SPAN | True Density (g/cm3) | Tap Density (g/cm3) | Specific Surface Area (m2/g) |
|---|---|---|---|---|---|
| C60 | 62.13 | 0.76 | 1.995 | 1.16 | 1.17 |
| C40 | 46.44 | 0.74 | 2.001 | 1.12 | 1.66 |
| C20 | 27.10 | 0.90 | 2.015 | 1.04 | 2.32 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.-H.; Hwang, H.-I.; Im, J.-S. Optimization of the Filler-and-Binder Mixing Ratio for Enhanced Mechanical Strength of Carbon–Carbon Composites. Materials 2023, 16, 4084. https://doi.org/10.3390/ma16114084
Kim J-H, Hwang H-I, Im J-S. Optimization of the Filler-and-Binder Mixing Ratio for Enhanced Mechanical Strength of Carbon–Carbon Composites. Materials. 2023; 16(11):4084. https://doi.org/10.3390/ma16114084
Chicago/Turabian StyleKim, Ji-Hong, Hye-In Hwang, and Ji-Sun Im. 2023. "Optimization of the Filler-and-Binder Mixing Ratio for Enhanced Mechanical Strength of Carbon–Carbon Composites" Materials 16, no. 11: 4084. https://doi.org/10.3390/ma16114084
APA StyleKim, J.-H., Hwang, H.-I., & Im, J.-S. (2023). Optimization of the Filler-and-Binder Mixing Ratio for Enhanced Mechanical Strength of Carbon–Carbon Composites. Materials, 16(11), 4084. https://doi.org/10.3390/ma16114084