
The Different Welding Layers and Heat Source Energy on Residual Stresses in Swing Arc Narrow Gap MAG Welding

Abstract
1. Introduction
2. Experimental Procedure
3. ABAQUS Simulation
4. Results and Discussion
4.1. Low-Energy Heat Source Thermal Analysis
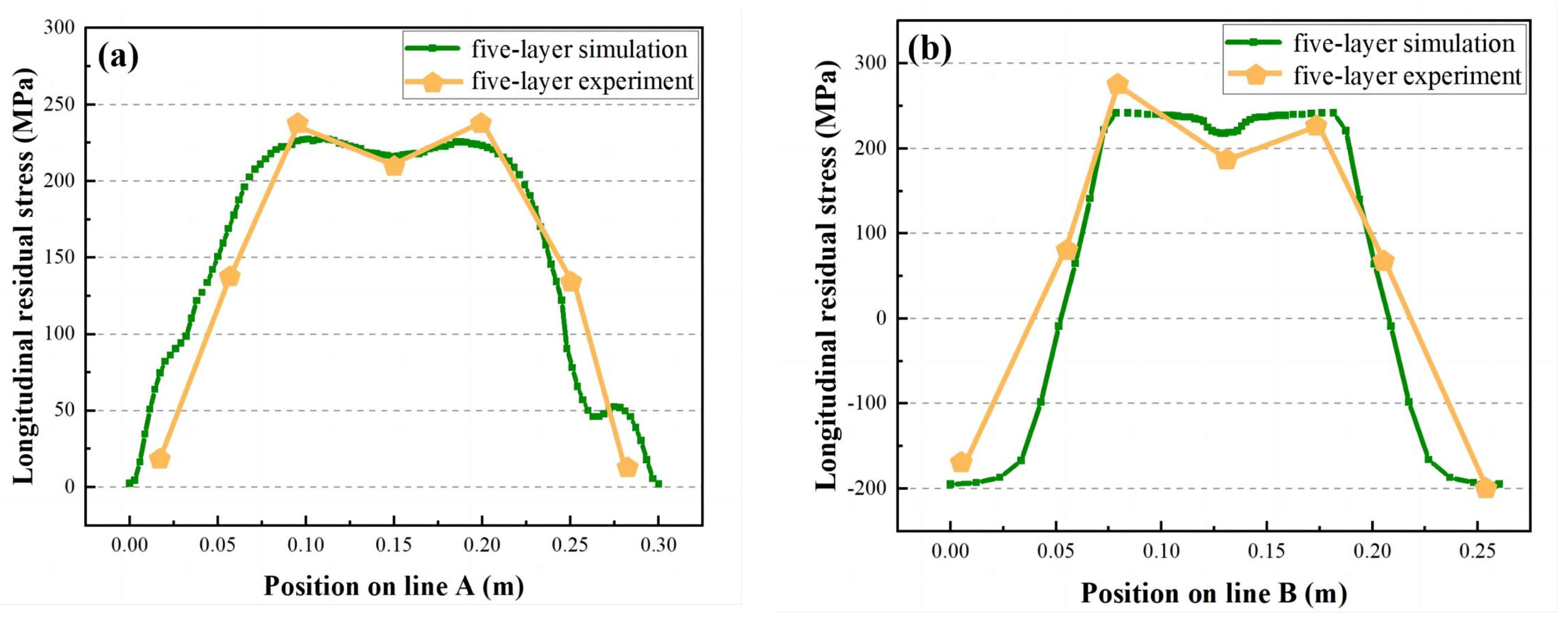
4.2. Residual Stress on Simulation and Experiment
4.3. Stress Field Distribution
4.3.1. Distribution of Longitudinal Stress Field
4.3.2. Distribution of Transverse Stress Field
4.4. The Influence of the Initial Temperature of the Workpiece on the Residual Stress
5. Conclusions
- The distribution of stress and temperature fields obtained by the blind hole detection technique and the thermocouple measurement method is consistent with the results of the prediction experiments.
- The trend of longitudinal residual stress and transverse residual stress distribution under the two welding processes is almost identical, but the distribution range of σx and σy is smaller in the single-layer high-energy welding experiments.
- The peak longitudinal residual stress on the upper surface of the workpiece using a high-energy single-layer welding experiment is slightly higher, but the peak transverse residual stress is smaller than the low-energy five-layer welding experiment.
- Increasing the initial temperature of the workpiece before the experiment can effectively reduce the peak longitudinal residual stress of the high-energy single-layer welding experiment, optimizing the welding quality of this calculation method.
- The calculation time of the high-energy single-layer welding experiment is 1/4 of that of the low-energy five-layer welding experiment, implying that the use of the high-energy single-layer calculation method can not only improve the weld quality but also reduce the time cost and greatly improve the calculation efficiency of future prediction experiments in the industry under the premise of increasing the preheating temperature of the workpiece.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chen, L. DR detection process analysis for weld of pressure-bearing special equipment. J. Phys. Conf. Ser. 2022, 2390, 012062. [Google Scholar] [CrossRef]
- Lu, W.-L.; Sun, J.-L.; Su, H.; Chen, L.-J.; Zhou, Y.-Z. Experimental research and numerical analysis of welding residual stress of butt welded joint of thick steel plate. Case Stud. Constr. Mater. 2023, 18, e01991. [Google Scholar] [CrossRef]
- Klassen, J.; Nitschke-Pagel, T.; Dilger, K. Welding residual stresses in thick steel plates—MAG-welded at low ambient temperature. Weld. World 2015, 59, 597–610. [Google Scholar] [CrossRef]
- Wan, Y.; Jiang, W.; Song, M.; Huang, Y.; Li, J.; Sun, G.; Shi, Y.; Zhai, X.; Zhao, X.; Ren, L. Distribution and formation mechanism of residual stress in duplex stainless steel weld joint by neutron diffraction and electron backscatter diffraction. Mater. Des. 2019, 181, 108086. [Google Scholar] [CrossRef]
- Zhang, H.; Wang, Y.; Han, T.; Bao, L.; Wu, Q.; Gu, S. Numerical and experimental investigation of the formation mechanism and the dis-tribution of the welding residual stress induced by the hybrid laser arc welding of AH36 steel in a butt joint configuration. J. Manuf. Process. 2020, 51, 95–108. [Google Scholar] [CrossRef]
- Weltevreden, M.; Coules, H.; Hadley, I.; Janin, Y. Statistical analysis of residual stresses in austenitic pipe girth welds. Sci. Technol. Weld. Join. 2023, 28, 381–387. [Google Scholar] [CrossRef]
- Ishigami, A.; Roy, M.J.; Walsh, J.N.; Withers, P.J. The effect of the weld fusion zone shape on residual stress in submerged arc welding. Int. J. Adv. Manuf. Technol. 2016, 90, 3451–3464. [Google Scholar] [CrossRef]
- Cheng, X.; Fisher, J.W.; Prask, H.J.; Gnäupel-Herold, T.; Yen, B.T.; Roy, S. Residual stress modification by post-weld treatment and its beneficial effect on fatigue strength of welded structures. Int. J. Fatigue 2003, 25, 1259–1269. [Google Scholar] [CrossRef]
- Withers, P.J.; Bhadeshia, H. Residual stress. Part 2–Nature and origins. Mater. Sci. Technol. 2001, 17, 366–375. [Google Scholar] [CrossRef]
- Mitra, A.; Prasad, N.S.; Ram, G.J. Estimation of residual stresses in an 800 mm thick steel submerged arc weldment. J. Mater. Process. Technol. 2016, 229, 181–190. [Google Scholar] [CrossRef]
- Adin, M.Ş.; İşcan, B. Optimization of process parameters of medium carbon steel joints joined by MIG welding using Taguchi method. Eur. Mech. Sci. 2022, 6, 17–26. [Google Scholar] [CrossRef]
- Liu, C.; Zhang, J.; Xue, C. Numerical investigation on residual stress distribution and evolution during multipass narrow gap welding of thick-walled stainless steel pipes. Fusion Eng. Des. 2011, 86, 288–295. [Google Scholar] [CrossRef]
- Wang, J.Y.; Ren, Y.S.; Yang, F.; Guo, H.B. Novel rotation arc system for narrow gap MAG welding. Sci. Technol. Weld. Join. 2007, 12, 505–507. [Google Scholar] [CrossRef]
- Yang, C.L.; Guo, N.; Lin, S.; Fan, C.L.; Zhang, Y.Q. Application of rotating arc system to horizontal narrow gap welding. Sci. Technol. Weld. Join. 2009, 14, 172–177. [Google Scholar] [CrossRef]
- Wu, K.; Ding, N.; Yin, T.; Zeng, M.; Liang, Z. Effects of single and double pulses on microstructure and mechanical properties of weld joints during high-power double-wire GMAW. J. Manuf. Process. 2018, 35, 728–734. [Google Scholar] [CrossRef]
- Wu, K.; Zeng, Y.; Zhang, M.; Hong, X.; Xie, P. Effect of high-frequency phase shift on metal transfer and weld formation in aluminum alloy double-wire DP-GMAW. J. Manuf. Process. 2022, 75, 301–319. [Google Scholar] [CrossRef]
- Wang, J.; Zhu, J.; Fu, P.; Su, R.; Han, W.; Yang, F. A swing arc system for narrow gap GMA welding. ISIJ Int. 2012, 52, 110–114. [Google Scholar] [CrossRef]
- Cui, H.C.; Jiang, Z.D.; Tang, X.H.; Lu, F.G. Research on narrow-gap GMAW with swing arc system in horizontal position. Int. J. Adv. Manuf. Technol. 2014, 74, 297–305. [Google Scholar] [CrossRef]
- Xu, W.H.; Lin, S.B.; Fan, C.L.; Yang, C.L. Evaluation on microstructure and mechanical properties of high-strength low-alloy steel joints with oscillating arc narrow gap GMA welding. Int. J. Adv. Manuf. Technol. 2014, 75, 1439–1446. [Google Scholar] [CrossRef]
- Liu, G.; Tang, X.; Han, S.; Cui, H. Influence of Interwire Distance and Arc Length on Welding Process and Defect Formation Mechanism in Double-Wire Pulsed Narrow-Gap Gas Metal Arc Welding. J. Mater. Eng. Perform. 2021, 30, 7622–7635. [Google Scholar] [CrossRef]
- Rossini, N.; Dassisti, M.; Benyounis, K.; Olabi, A. Methods of measuring residual stresses in components. Mater. Des. 2012, 35, 572–588. [Google Scholar] [CrossRef]
- Liu, C.; Yang, J.; Shi, Y.; Fu, Q.; Zhao, Y. Modelling of residual stresses in a narrow-gap welding of ultra-thick curved steel mockup. J. Mater. Process. Technol. 2018, 256, 239–246. [Google Scholar] [CrossRef]
- Bagheri, B.; Sharifi, F.; Abbasi, M.; Abdollahzadeh, A. On the role of input welding parameters on the microstructure and mechanical properties of Al6061-T6 alloy during the friction stir welding: Experimental and numerical investigation. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2021, 236, 299–318. [Google Scholar] [CrossRef]
- Abdollahzadeh, A.; Bagheri, B.; Vaneghi, A.H.; Shamsipur, A.; Mirsalehi, S.E. Advances in simulation and experimental study on intermetallic formation and thermomechanical evolution of Al–Cu composite with Zn interlayer: Effect of spot pass and shoulder diameter during the pinless friction stir spot welding process. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2022, 237, 1475–1494. [Google Scholar] [CrossRef]
- Bagheri, B.; Abdollahzadeh, A.; Abbasi, M.; Kokabi, A.H. Numerical analysis of vibration effect on friction stir welding by smoothed particle hydrodynamics (SPH). Int. J. Adv. Manuf. Technol. 2020, 110, 209–228. [Google Scholar] [CrossRef]
- Deng, D.; Murakawa, H. FEM prediction of buckling distortion induced by welding in thin plate panel structures. Comput. Mater. Sci. 2008, 43, 591–607. [Google Scholar] [CrossRef]
- Nezamdost, M.R.; Esfahani, M.R.N.; Hashemi, S.H.; Mirbozorgi, S.A. Investigation of temperature and residual stresses field of submerged arc welding by finite element method and experiments. Int. J. Adv. Manuf. Technol. 2016, 87, 615–624. [Google Scholar] [CrossRef]
- Farajkhah, V.; Liu, Y.; Gannon, L. Finite element study of 3D simulated welding effect in aluminium plates. Ships Offshore Struct. 2016, 12, 196–208. [Google Scholar] [CrossRef]
- Kartal, M.; Kang, Y.-H.; Korsunsky, A.; Cocks, A.; Bouchard, J. The influence of welding procedure and plate geometry on residual stresses in thick components. Int. J. Solids Struct. 2015, 80, 420–429. [Google Scholar] [CrossRef]
- Xu, S.; Wei, R.; Wang, W.; Chen, X. Residual stresses in the welding joint of the nozzle-to-head area of a layered high-pressure hydrogen storage tank. Int. J. Hydrogen Energy 2014, 39, 11061–11070. [Google Scholar] [CrossRef]
- Zhang, G.; Ma, C.; Liu, Z.; Cao, W.; Fang, Y. Investigation of Distribution of Residual Stress in Swing arc Narrow Gap MAG Welding by Numerical Simulation and Experiments. Trans. Indian Inst. Met. 2022, 76, 703–710. [Google Scholar] [CrossRef]
- Lin, L.; Fan, F.; Zhi, X.D. Dynamic Constitutive Relation and Fracture Model of Q235A Steel. Appl. Mech. Mater. 2013, 274, 463–466. [Google Scholar] [CrossRef]
- Ren, J.; Xu, Y.; Liu, J.; Li, X.; Wang, S. Effect of strength and ductility on anti-penetration performance of low-carbon alloy steel against blunt-nosed cylindrical projectiles. Mater. Sci. Eng. A 2017, 682, 312–322. [Google Scholar] [CrossRef]
- Yu, D.; Yang, C.; Sun, Q.; Dai, L.; Wang, A.; Xuan, H. Impact of process parameters on temperature and residual stress distribution of X80 pipe girth welds. Int. J. Press. Vessel. Pip. 2023, 203, 104939. [Google Scholar] [CrossRef]
- Ma, W.; Bai, T.; Li, Y.; Zhang, H.; Zhu, W. Research on Improving the Accuracy of Welding Residual Stress of Deep-Sea Pipeline Steel by Blind Hole Method. J. Mar. Sci. Eng. 2022, 10, 791. [Google Scholar] [CrossRef]
- Kore, S.D.; Dhanesh, P.; Kulkarni, S.V.; Date, P.P. Numerical modeling of electromagnetic welding. Int. J. Appl. Electromagn. Mech. 2010, 32, 1–19. [Google Scholar] [CrossRef]
- Mohammadi, M.; Golabi, S.; Amirsalari, B. Determining Optimum Butt-Welding Parameters of 304 Stainless-Steel Plates Using Finite Element, Particle Swarm and Artificial Neural Network. Iran. J. Sci. Technol. Trans. Mech. Eng. 2020, 45, 787–800. [Google Scholar] [CrossRef]
- Reda, R.; Magdy, M.; Rady, M. Ti–6Al–4V TIG Weld Analysis Using FEM Simulation and Experimental Characterization. Iran. J. Sci. Technol. Trans. Mech. Eng. 2019, 44, 765–782. [Google Scholar] [CrossRef]
- Zhao, S.; Li, Y.; Huang, R.; He, Z. Numerical study of the residual stress and welding deformation of mid-thick plate of AA6061-T6 in the multi-pass MIG welding process. J. Mech. Sci. Technol. 2021, 35, 4931–4942. [Google Scholar] [CrossRef]
- Kong, F.; Ma, J.; Kovacevic, R. Numerical and experimental study of thermally induced residual stress in the hybrid laser–GMA welding process. J. Mater. Process. Technol. 2011, 211, 1102–1111. [Google Scholar] [CrossRef]
- Goldak, J.; Chakravarti, A.; Bibby, M. A new finite element model for welding heat sources. Metall. Trans. B 1984, 15, 299–305. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material Type | Yield Strength/MPA | Tensile Strength/MPA | Modulus of Elasticity/MPA | Poisson Ratio |
|---|---|---|---|---|
| Q235A | 225 | 450 | 200 | 0.3 |
| H08Mn2SiA | 420 | 540 | 206 | 0.3 |
| Material Type | C | Mn | Si | S | P | Cr | Ni | Cu |
|---|---|---|---|---|---|---|---|---|
| Q235A | ≤0.22 | ≤1.4 | ≤0.35 | ≤0.05 | ≤0.045 | ≤0.03 | ≤0.03 | ≤0.03 |
| H08Mn2SiA | 0.11 | 1.8–2.1 | 0.65–0.95 | 0.03 | 0.03 | 0.02 | 0.005 | 0.11 |
| Temperature/°C | Modulus of Elasticity/GPA | Yield Strength/MPA | Poisson Ratio |
|---|---|---|---|
| 20 | 211 | 228 | 0.288 |
| 100 | 209 | 200 | 0.291 |
| 500 | 184 | 150 | 0.283 |
| 700 | 175 | 80 | 0.289 |
| 1000 | 10 | 30 | 0.289 |
| 1500 | 10 | 10 | 0.289 |
| 5000 | 10 | 1 | 0.289 |
| Temperature/°C | Thermal Conductivity/W·m−3/C | Specific Heat/J·kg−1C−1 | Coefficient of Linear Expansion |
|---|---|---|---|
| 20 | 52 | 420 | 11.7 |
| 100 | 51 | 487 | 12 |
| 500 | 37 | 547 | 13.9 |
| 700 | 32.5 | 619 | 14.2 |
| 1000 | 26.2 | 694 | 14.8 |
| 1500 | 120 | 694 | 14.8 |
| 5000 | 120 | 694 | 14.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fang, Y.; Ma, C.; Zhang, G.; Qin, Y.; Cao, W. The Different Welding Layers and Heat Source Energy on Residual Stresses in Swing Arc Narrow Gap MAG Welding. Materials 2023, 16, 4067. https://doi.org/10.3390/ma16114067
Fang Y, Ma C, Zhang G, Qin Y, Cao W. The Different Welding Layers and Heat Source Energy on Residual Stresses in Swing Arc Narrow Gap MAG Welding. Materials. 2023; 16(11):4067. https://doi.org/10.3390/ma16114067
Chicago/Turabian StyleFang, Yuan, Chunwei Ma, Guangkai Zhang, Yuli Qin, and Wentao Cao. 2023. "The Different Welding Layers and Heat Source Energy on Residual Stresses in Swing Arc Narrow Gap MAG Welding" Materials 16, no. 11: 4067. https://doi.org/10.3390/ma16114067
APA StyleFang, Y., Ma, C., Zhang, G., Qin, Y., & Cao, W. (2023). The Different Welding Layers and Heat Source Energy on Residual Stresses in Swing Arc Narrow Gap MAG Welding. Materials, 16(11), 4067. https://doi.org/10.3390/ma16114067