
A Study of the Mechanical Properties of Naturally Aged Photopolymers Printed Using the PJM Technology

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
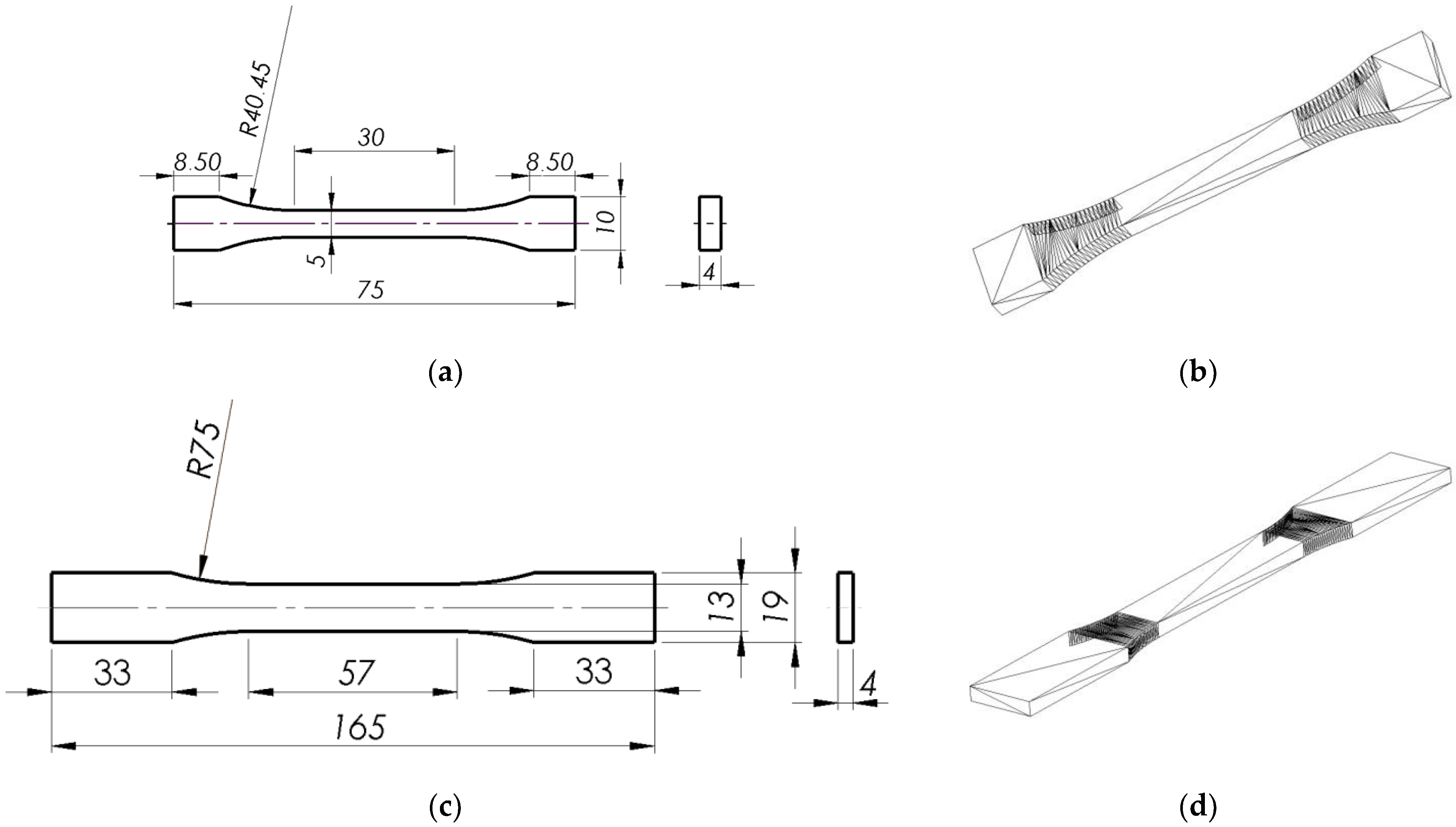
2.3. Preparation of the Specimens
- D—dimensions in accordance with ASTM: D638 [25],
- I—dimensions in accordance with ISO 527 [26],
- FC—FullCure 720 resin,
- VW—VeroWhite resin,
- X, Y, Z—printing directions,
- 1, 2, 3…—specimen numbers in a measurement series.
- –
- D-FC-X-4 is the fourth specimen in the series of tensile strength tests performed on FullCure 720 polymer models with dimensions according to ASTM: D638 [25] printed in the X direction,
- –
- I-VW-Y-9 is the ninth specimen in the series of tensile strength tests performed on VeroWhite polymer models with dimensions according to ISO 527 [26] printed in the Y direction.
3. Results
3.1. Metrology
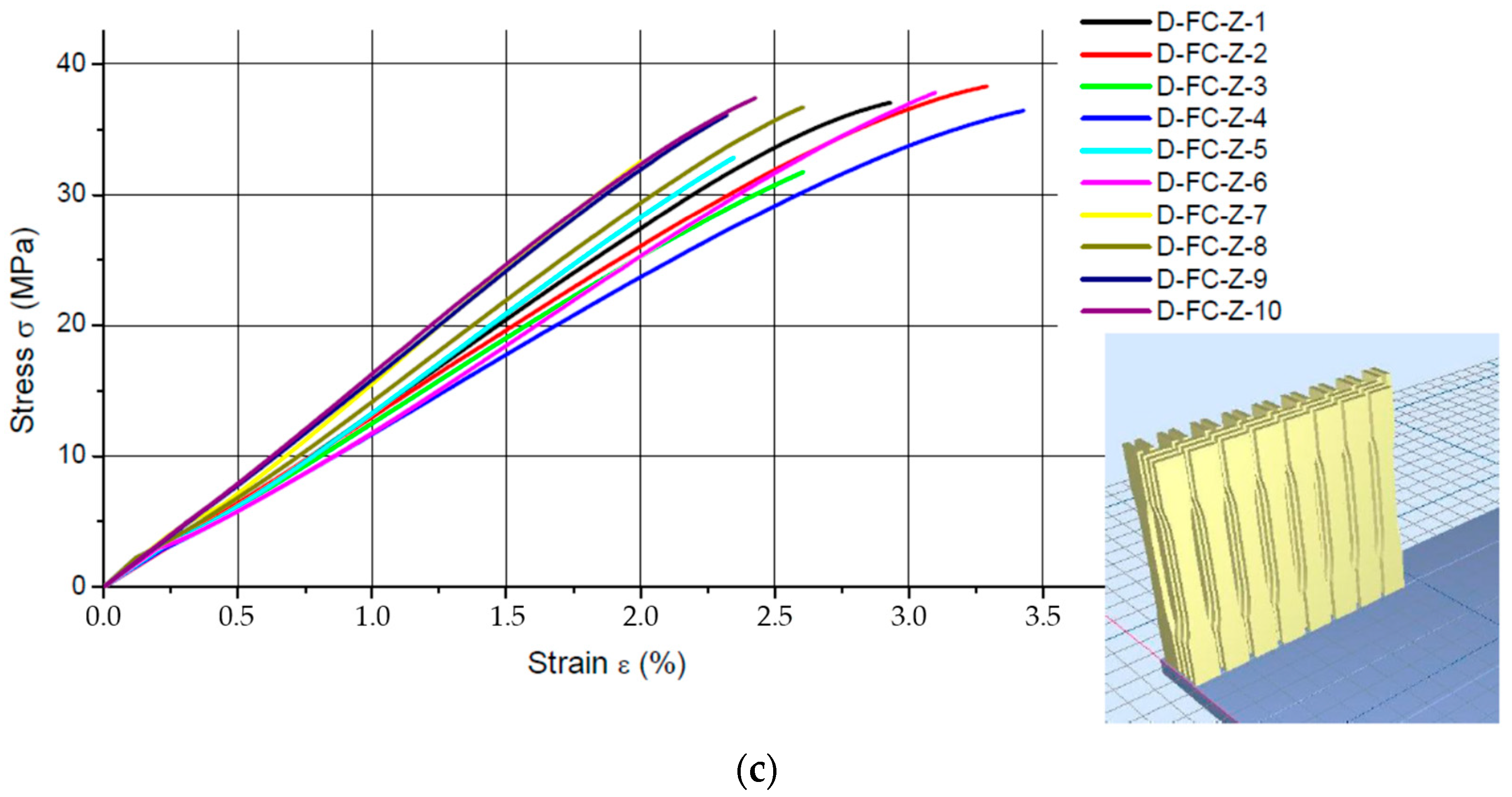
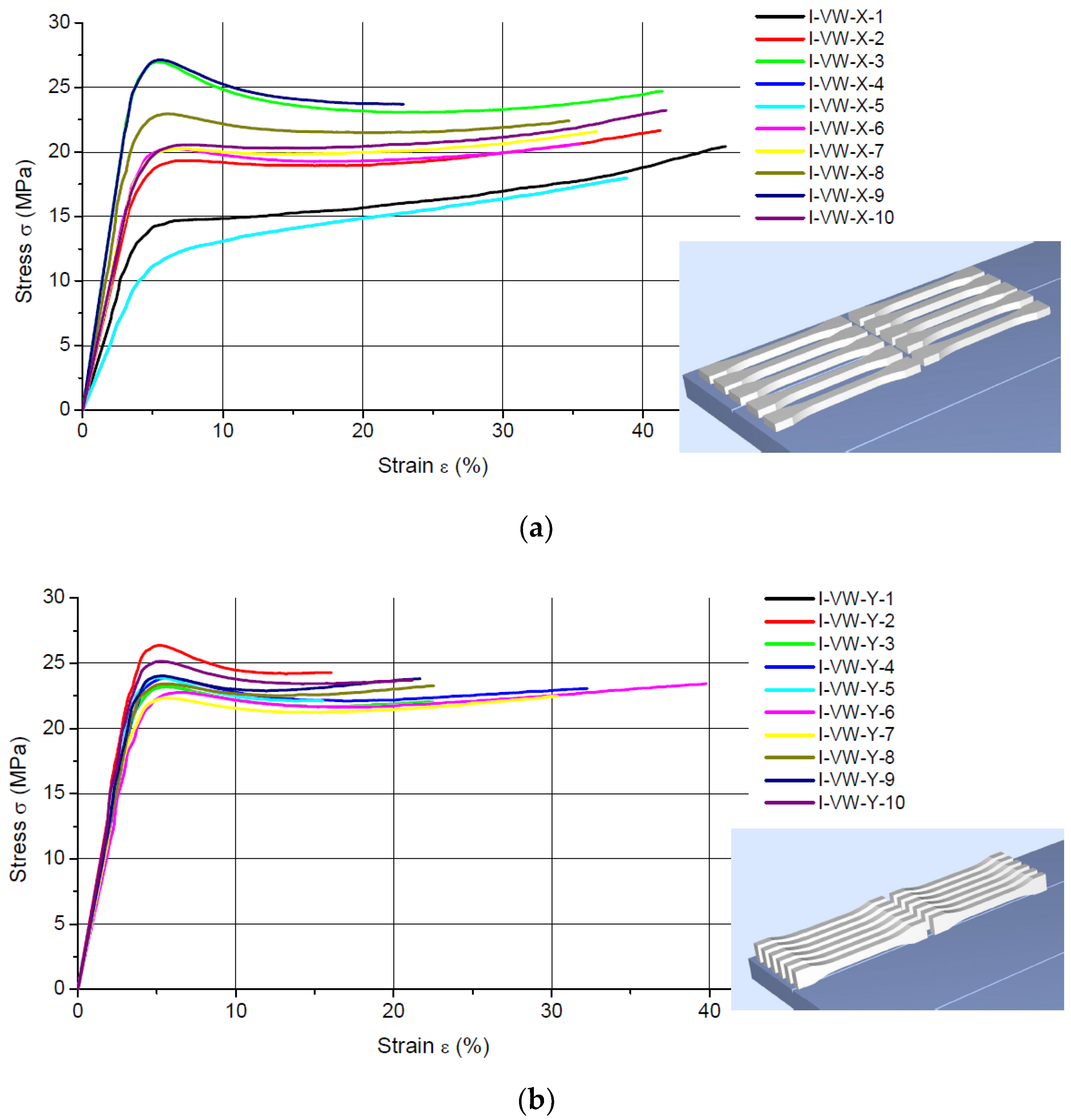
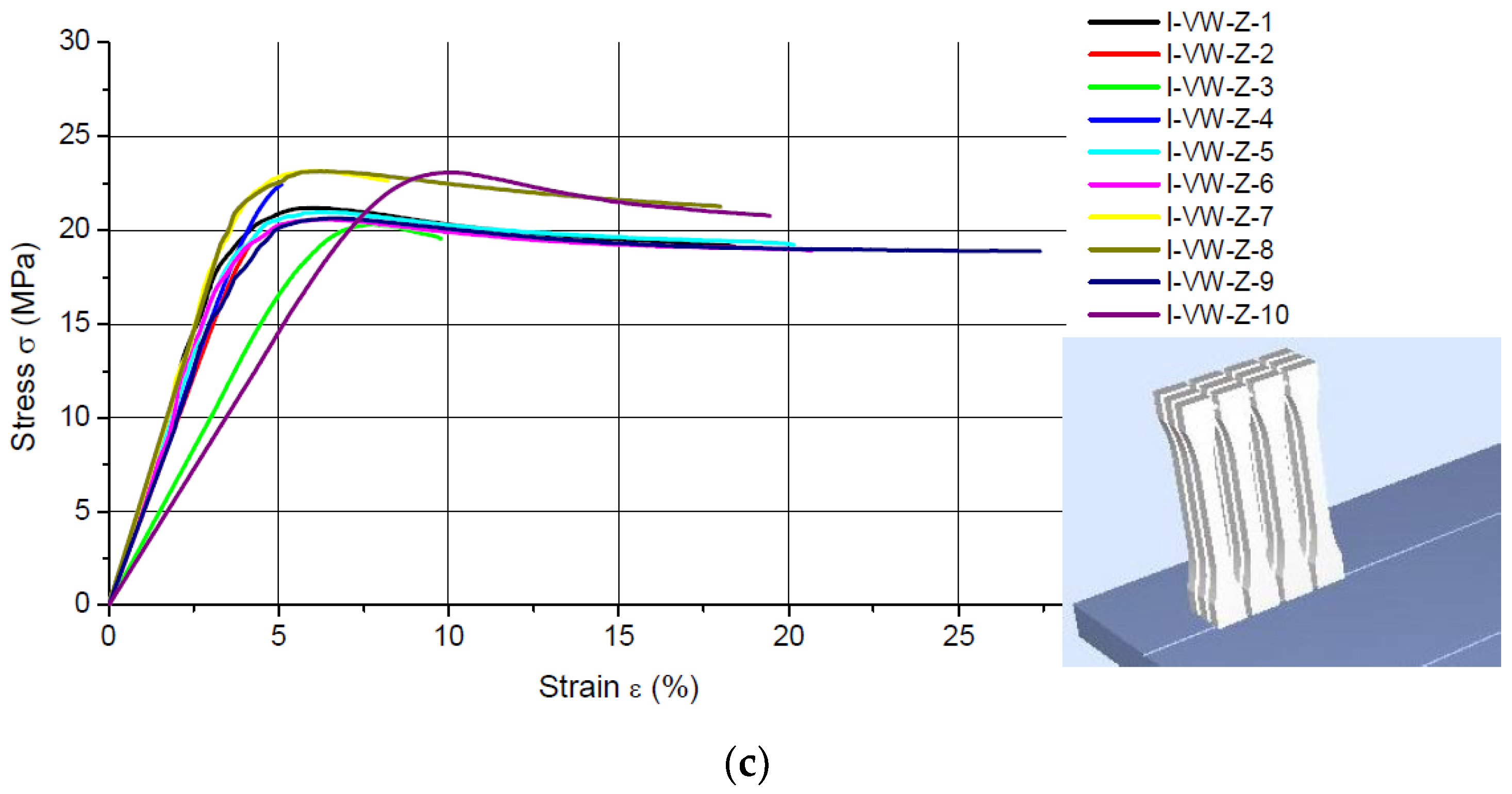
3.2. Tensile Tests
4. Discussion
5. Conclusions
- The experiments discussed in this article aimed to determine the effects of natural aging on the mechanical properties of polymer materials additively manufactured through PolyJet Matrix technology from two types of photocurable resins, i.e., FullCure 720 and VeroWhite. The findings may be of practical importance as they help assess the durability of such materials.
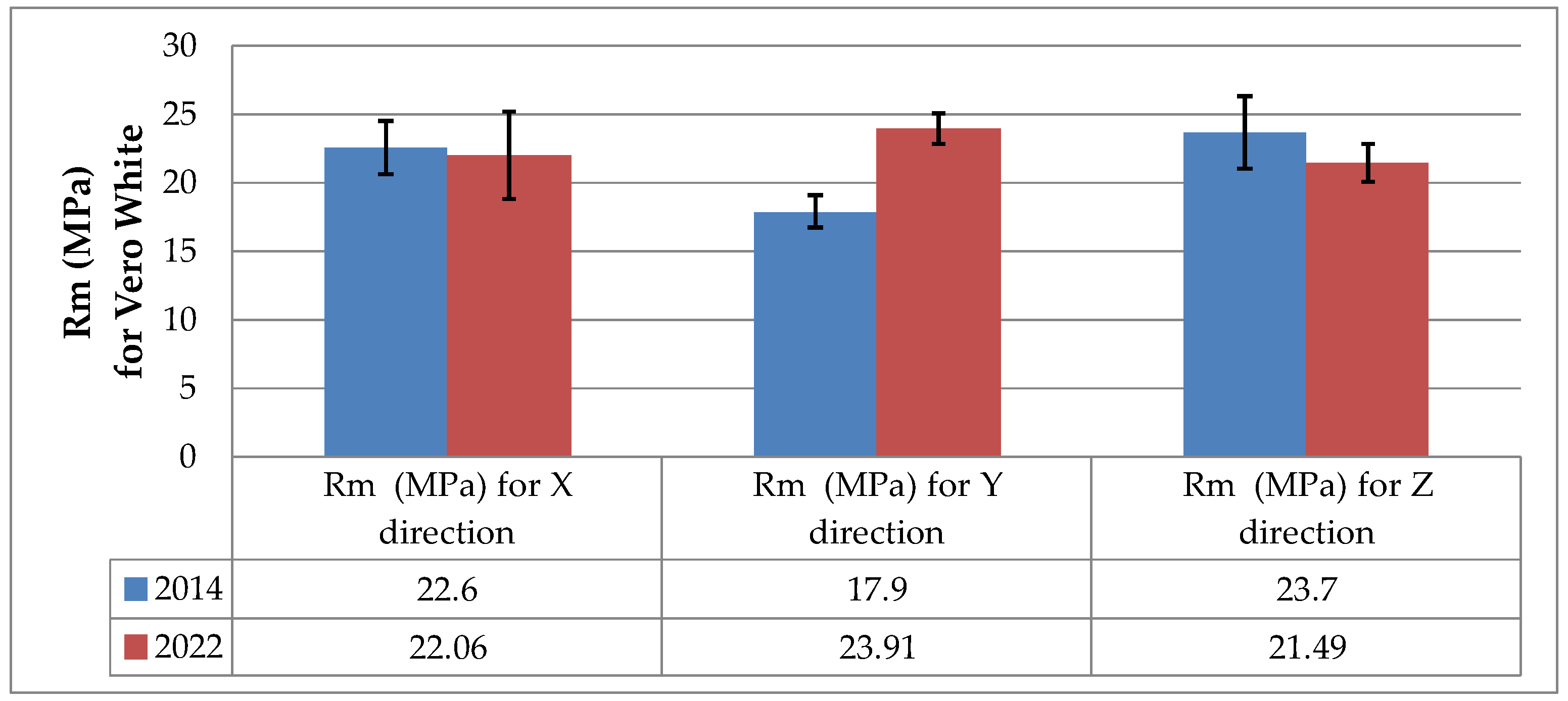
- The experimental data show that the tensile strength Rm of the naturally aged specimens was dependent not only on the resin used but also on the printing direction. Aging-induced changes in the tensile strength were more visible for FullCure 720 models than for VeroWhite specimens. After the aging process, both of the 3D printed polymers were still anisotropic materials, which means their mechanical properties differed for different printing directions.
- Lower tensile strength due to aging may suggest lower durability, i.e., a shorter service life of the 3D-printed polymer products. This drawback can be partly corrected at the design stage by selecting an appropriate orientation of the model on the build tray.
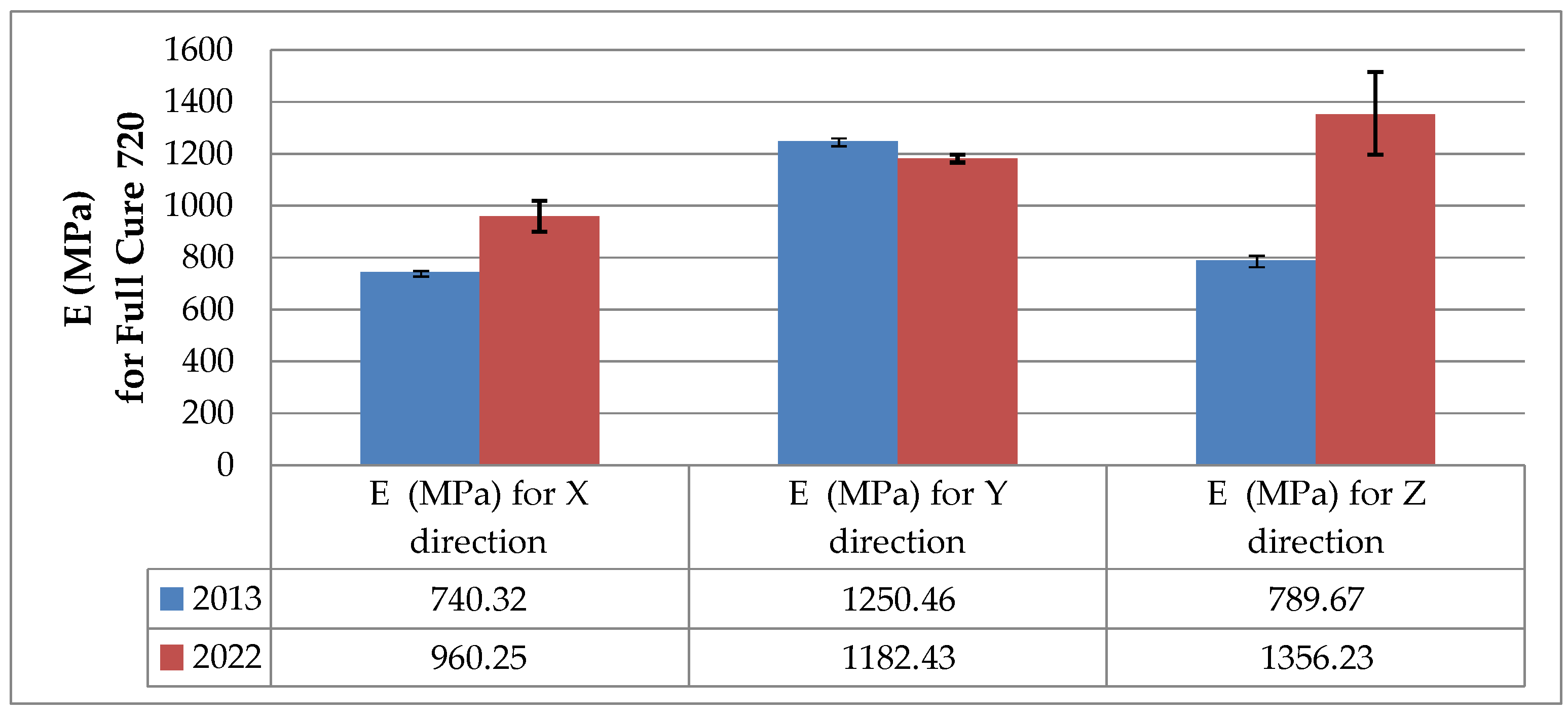
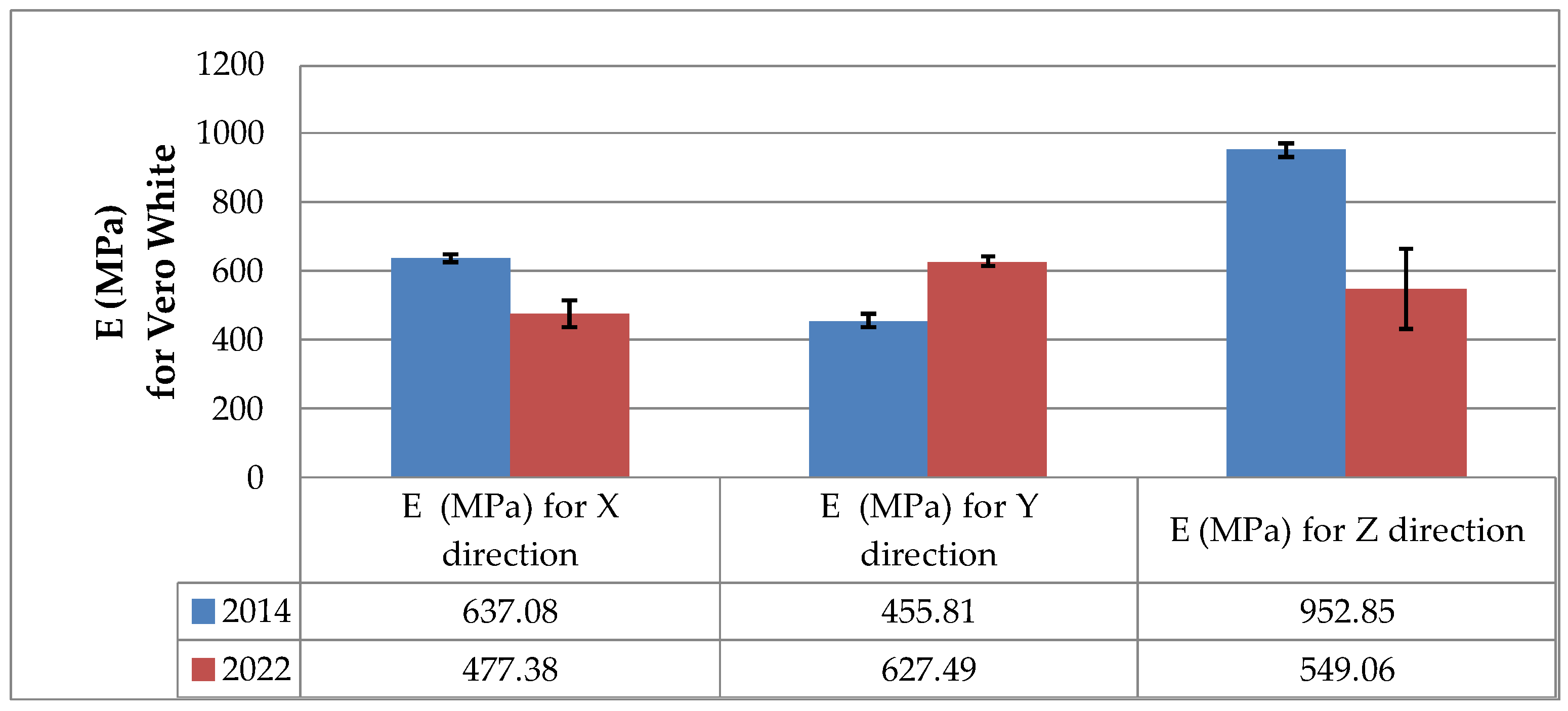
- One of the most interesting findings of this study was that the modulus of elasticity of the specimens printed in the Z direction increased by 41.8% for FullCure 720 but decreased by 42.4% for VeroWhite.
- From the analysis of the influence of natural aging on some of the mechanical properties of photopolymers, it is clear that further research in this field is necessary because of the increasing use of the PJM technology and PJM materials (e.g., Vero-line components used in the automotive sector).
- The effects of aging on the behavior of additively manufactured objects need to be studied also by using climatic chambers, which offer accelerated aging conditions.
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Karkun, M.S.; Dharmalingam, S. 3D Printing Technology in Aerospace Industry—A Review. Int. J. Aviat. Aeronaut. Aerosp. 2022, 9, 4. [Google Scholar] [CrossRef]
- Ashima, R.; Haleem, A.; Bahl, S.; Javaid, M.; Mahla, S.K.; Singh, S. Automation and Manufacturing of Smart Materials in Additive Manufacturing Technologies Using Internet of Things towards the Adoption of Industry 4.0. Mater. Today-Proc. 2021, 45, 5081–5088. [Google Scholar] [CrossRef]
- Gill, M.; Terry, E.; Abdi, Y.; Hawkes, S.; Rindler, J.; Schick, D.; Ramirez, A.; Herderick, E.D. Joining Technologies for Metal Additive Manufacturing in the Energy Industry. JOM 2020, 72, 4214–4220. [Google Scholar] [CrossRef]
- Kalender, M.; Kilic, S.F.; Ersoy, S.; Bozkurt, Y.; Salman, S. Additive Manufacturing and 3D Printer Technology in Aerospace Industry. In Proceedings of the 2019 9th International Conference on Recent Advances in Space Technologies (RAST), Istanbul, Turkey, 11–14 June 2019; pp. 689–695. [Google Scholar]
- Romero-Ocana, I.; Molina, S.I. Cork Photocurable Resin Composite for Stereolithography (SLA): Influence of Cork Particle Size on Mechanical and Thermal Properties. Addit. Manuf. 2022, 51, 102586. [Google Scholar] [CrossRef]
- Chen, F.; Li, R.; Sun, J.; Lu, G.; Wang, J.; Wu, B.; Li, J.; Nie, J.; Zhu, X. Photo-Curing3Dprinting Robust Elastomers with Ultralow Viscosity Resin. J. Appl. Polym. Sci. 2021, 138, 49965. [Google Scholar] [CrossRef]
- Tsai, S.-C.; Chen, L.-H.; Chu, C.-P.; Chao, W.-C.; Liao, Y.-C. Photo Curable Resin for 3D Printed Conductive Structures. Addit. Manuf. 2022, 51, 102590. [Google Scholar] [CrossRef]
- Bochnia, J.; Blasiak, S. Anisotrophy of Mechanical Properties of a Material Which Is Shaped Incrementally Using Polyjet Technology. In Proceedings of the Engineering Mechanics 2016, Svratka, Czech Republic, 9–12 May 2016; pp. 74–77. [Google Scholar]
- Adamczak, S.; Bochnia, J.; Kaczmarska, B. An Analysis of Tensile Test Results to Assess the Innovation Risk for an Additive Manufacturing Technology. Metrol. Meas. Syst. 2015, 22, 127–138. [Google Scholar] [CrossRef]
- Kundera, C.; Martsynkowskyy, V.; Gudkov, S.; Kozior, T. Effect of Rheological Parameters of Elastomeric Ring Materials on Dynamic of Face Seals. In Proceedings of the Procedia Engineering; Piekarska, W., Sczygiol, N., Rojek, J., Winczek, J., Eds.; Elsevier Science Bv: Amsterdam, The Netherlands, 2017; Volume 177, pp. 307–313. [Google Scholar]
- Palanisamy, C.; Raman, R.; Dhanraj, P.K. Additive Manufacturing: A Review on Mechanical Properties of Polyjet and FDM Printed Parts. Polym. Bull. 2022, 79, 7065–7116. [Google Scholar] [CrossRef]
- Kozior, T. Rheological Properties of Polyamide Pa 2200 in Sls Technology. Teh. Vjesn. 2020, 27, 1092–1100. [Google Scholar] [CrossRef]
- Pinho, A.C.; Piedade, A.P. Influence of Build Orientation, Geometry and Artificial Saliva Aging on the Mechanical Properties of 3D Printed Poly(Epsilon-Caprolactone). Materials 2021, 14, 3335. [Google Scholar] [CrossRef]
- Kozior, T.; Bochnia, J.; Gogolewski, D.; Zmarzły, P.; Rudnik, M.; Szot, W.; Szczygieł, P.; Musiałek, M. Analysis of Metrological Quality and Mechanical Properties of Models Manufactured with Photo-Curing PolyJet Matrix Technology for Medical Applications. Polymers 2022, 14, 408. [Google Scholar] [CrossRef] [PubMed]
- Oleksy, M.; Oliwa, R.; Bulanda, K.; Budzik, G.; Przeszlowski, L.; Magniszewski, M.; Paszkiewicz, A. Torsional Strength Tests of Spline Connections Made of Polymer Materials (Rapid Communication). Polimery 2021, 66, 52–55. [Google Scholar] [CrossRef]
- Kozior, T. The Influence of Selected Selective Laser Sintering Technology Process Parameters on Stress Relaxation, Mass of Models, and Their Surface Texture Quality. 3D Print. Addit. Manuf. 2020, 7, 126–138. [Google Scholar] [CrossRef]
- Rudnik, M.; Hanon, M.M.; Szot, W.; Beck, K.; Gogolewski, D.; Zmarzly, P.; Kozior, T. Tribological Properties of Medical Material (MED610) Used in 3D Printing PJM Technology. Teh. Vjesn. Gaz. 2022, 29, 1100–1108. [Google Scholar] [CrossRef]
- Pooput, K.; Channasanon, S.; Tesavibul, P.; Pittayavinai, P.; Taweelue, W. Photocurable Elastomers with Tunable Mechanical Properties for 3D Digital Light Processing Printing. J. Polym. Res. 2020, 27, 322. [Google Scholar] [CrossRef]
- Liu, W.; Song, H.; Huang, C. Maximizing Mechanical Properties and Minimizing Support Material of PolyJet Fabricated 3D Lattice Structures. Addit. Manuf. 2020, 35, 101257. [Google Scholar] [CrossRef]
- Amza, C.G.; Zapciu, A.; Baciu, F.; Vasile, M.I.; Nicoara, A.I. Accelerated Aging Effect on Mechanical Properties of Common 3D-Printing Polymers. Polymers 2021, 13, 4132. [Google Scholar] [CrossRef]
- Rival, G.; Dantras, E.; Paulmier, T. Ageing of PEEK/Carbon Fibre Composite under Electronic Irradiations: Influence on Mechanical Behaviour and Charge Transport. Compos. Part A-Appl. Sci. Manuf. 2022, 154, 106769. [Google Scholar] [CrossRef]
- Akderya, T.; Ozmen, U.; Baba, B.O. Revealing the Long-Term Ageing Effect on the Mechanical Properties of Chicken Feather Fibre/Poly(Lactic Acid) Biocomposites. Fibers Polym. 2021, 22, 2602–2611. [Google Scholar] [CrossRef]
- Shi, Z.; Zou, C.; Zhou, F.; Zhao, J. Analysis of the Mechanical Properties and Damage Mechanism of Carbon Fiber/Epoxy Composites under UV Aging. Materials 2022, 15, 2919. [Google Scholar] [CrossRef]
- Kang, J.; Zheng, J.; Hui, Y.; Li, D. Mechanical Properties of 3D-Printed PEEK/HA Composite Filaments. Polymers 2022, 14, 4293. [Google Scholar] [CrossRef] [PubMed]
- ASTM Standard 638; Standard Test Method for Tensile Properties of Plastic. ASTM International: West Conshohocken, PA, USA, 2010.
- ISO Standard 527; Plastics—Determination of Tensile Properties. International Organization for Standardization: Geneva, Switzerland, 2012.
- Objet Geometries Ltd. Connex 500/350 3-D Printer System, Objet, User Guide; DOC-13000, Revision D; Objet Geometries Ltd.: Rehovot, Israel, 2009. [Google Scholar]
- Napadensky, E. Compositions and Methods for Use in Three Dimensional Model Printing. U.S. Patent 7,183,335, 27 February 2007. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Rm (MPa) | ɛm (%) | No. | Rm (MPa) | ɛm (%) | No.. | Rm (MPa) | ɛm (%) |
|---|---|---|---|---|---|---|---|---|
| D-FC-X-1 | 27.855 | 43.69 | D-FC-Y-1 | 31.045 | 21.61 | D-FC-Z-1 | 37.035 | 2.93 |
| D-FC-X-2 | 36.102 | 30.49 | D-FC-Y-2 | 28.607 | 41.86 | D-FC-Z-2 | 38.287 | 3.29 |
| D-FC-X-3 | 31.578 | 30.06 | D-FC-Y-3 | 27.130 | 51.52 | D-FC-Z-3 | 31.741 | 2.61 |
| D-FC-X-4 | 33.634 | 31.76 | D-FC-Y-4 | 30.168 | 56.11 | D-FC-Z-4 | 36.427 | 3.43 |
| D-FC-X-5 | 37.770 | 33.44 | D-FC-Y-5 | 28.684 | 54.52 | D-FC-Z-5 | 32.843 | 2.35 |
| D-FC-X-6 | 30.885 | 48.29 | D-FC-Y-6 | 28.794 | 64.08 | D-FC-Z-6 | 37.812 | 3.10 |
| D-FC-X-7 | 35.020 | 26.73 | D-FC-Y-7 | 30.775 | 41.17 | D-FC-Z-7 | 32.582 | 2.00 |
| D-FC-X-8 | 30.939 | 39.10 | D-FC-Y-8 | 27.123 | 52.68 | D-FC-Z-8 | 36.701 | 2.61 |
| D-FC-X-9 | 33.311 | 43.21 | D-FC-Y-9 | 37.220 | 38.02 | D-FC-Z-9 | 36.105 | 2.32 |
| D-FC-X-10 | 32.182 | 40.39 | D-FC-Y-10 | 37.115 | 24.51 | D-FC-Z-10 | 37.395 | 2.43 |
| 32.928 | 36.71 | 30.666 | 44.61 | 35.693 | 2.71 | |||
| SD | 2.74 | 6.8 | SD | 3.68 | 13.8 | SD | 2.38 | 0.5 |
| No. | Rm (MPa) | ɛm (%) | No. | Rm (MPa) | ɛm (%) | No.. | Rm (MPa) | ɛm (%) |
|---|---|---|---|---|---|---|---|---|
| I-VW-X-1 | 20.429 | 45.91 | I-VW-Y-1 | 23.213 | 22.47 | I-VW-Z-1 | 21.186 | 18.42 |
| I-VW-X-2 | 21.657 | 41.24 | I-VW-Y-2 | 26.368 | 16.06 | I-VW-Z-2 | 19.444 | 4.22 |
| I-VW-X-3 | 26.984 | 41.41 | I-VW-Y-3 | 23.213 | 22.47 | I-VW-Z-3 | 20.314 | 9.78 |
| I-VW-X-4 | 17.976 | 38.84 | I-VW-Y-4 | 23.878 | 32.26 | I-VW-Z-4 | 22.449 | 5.09 |
| I-VW-X-5 | 17.976 | 38.84 | I-VW-Y-5 | 23.904 | 15.51 | I-VW-Z-5 | 20.953 | 20.17 |
| I-VW-X-6 | 20.624 | 35.52 | I-VW-Y-6 | 23.431 | 39.79 | I-VW-Z-6 | 20.567 | 20.68 |
| I-VW-X-7 | 21.591 | 36.73 | I-VW-Y-7 | 22.463 | 30.40 | I-VW-Z-7 | 23.162 | 8.22 |
| I-VW-X-8 | 22.961 | 34.74 | I-VW-Y-8 | 23.416 | 22.53 | I-VW-Z-8 | 23.139 | 18.00 |
| I-VW-X-9 | 27.133 | 22.89 | I-VW-Y-9 | 24.022 | 21.69 | I-VW-Z-9 | 20.639 | 27.40 |
| I-VW-X-10 | 23.220 | 41.65 | I-VW-Y-10 | 25.156 | 21.20 | I-VW-Z-10 | 23.074 | 19.46 |
| 22.055 | 37.78 | 23.906 | 24.44 | 21.493 | 15.14 | |||
| SD | 3.17 | 6.2 | SD | 1.11 | 7.5 | SD | 1.35 | 7.8 |
| Year of Test | Orientation of Specimens | Rm (MPa) | Orientation of Specimens | Rm (MPa) | Orientation of Specimens | Rm (MPa) |
|---|---|---|---|---|---|---|
| 2013 FullCure | X direction | 45.17 | Y direction | 44.28 | Z direction | 37.79 |
| 2014 VeroWhite | X direction | 22.60 | Y direction | 17.90 | Z direction | 23.70 |
| Year of Tests and Material | Orientation of Specimens | E (MPa) | Orientation of Specimens | E (MPa) | Orientation of Specimens | E (MPa) |
|---|---|---|---|---|---|---|
| 2013 FullCure | X direction | 740.32 | Y direction | 1250.46 | Z direction | 789.67 |
| 2022 FullCure | X direction | 960.25 | Y direction | 1182.43 | Z direction | 1356.23 |
| 2014 VeroWhite | X direction | 637.08 | Y direction | 455.81 | Z direction | 952.85 |
| 2022 VeroWhite | X direction | 477.38 | Y direction | 627.49 | Z direction | 549.06 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bochnia, J. A Study of the Mechanical Properties of Naturally Aged Photopolymers Printed Using the PJM Technology. Materials 2023, 16, 400. https://doi.org/10.3390/ma16010400
Bochnia J. A Study of the Mechanical Properties of Naturally Aged Photopolymers Printed Using the PJM Technology. Materials. 2023; 16(1):400. https://doi.org/10.3390/ma16010400
Chicago/Turabian StyleBochnia, Jerzy. 2023. "A Study of the Mechanical Properties of Naturally Aged Photopolymers Printed Using the PJM Technology" Materials 16, no. 1: 400. https://doi.org/10.3390/ma16010400
APA StyleBochnia, J. (2023). A Study of the Mechanical Properties of Naturally Aged Photopolymers Printed Using the PJM Technology. Materials, 16(1), 400. https://doi.org/10.3390/ma16010400