
Ultrafast Cylindrical Vector Beams for Improved Energy Feedthrough and Low Roughness Surface Ablation of Metals

 ,
,  ,
, 
Abstract
1. Introduction
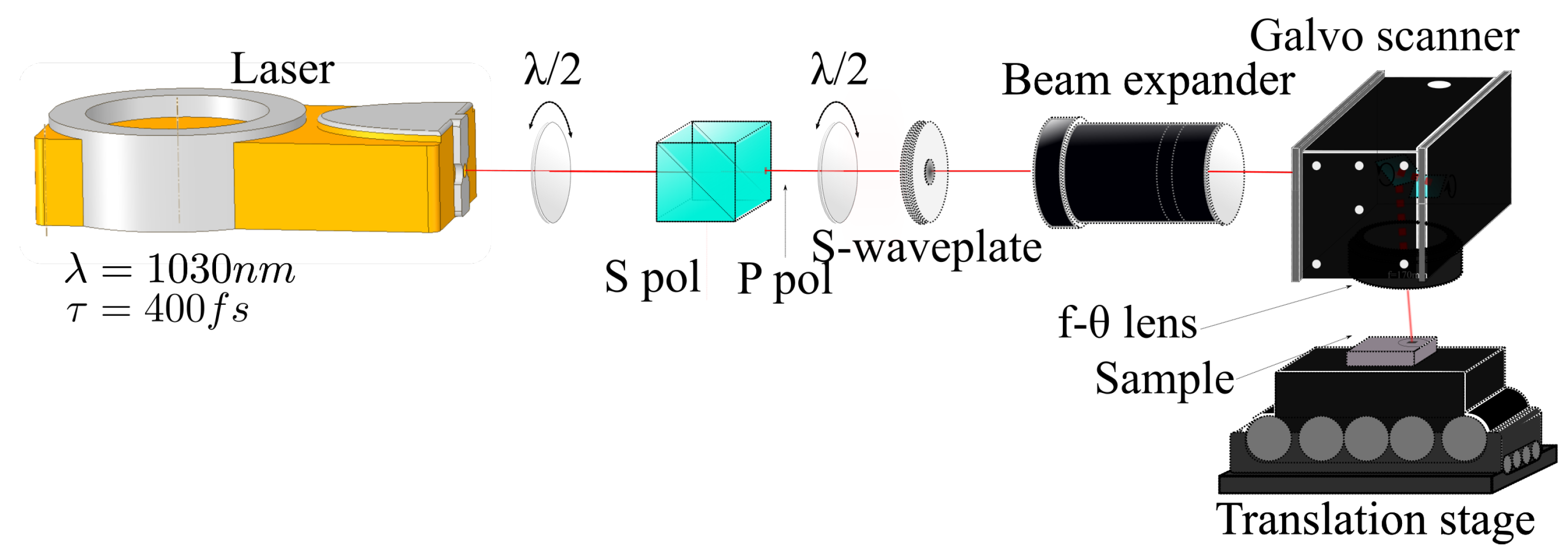
2. Setup and Methodology
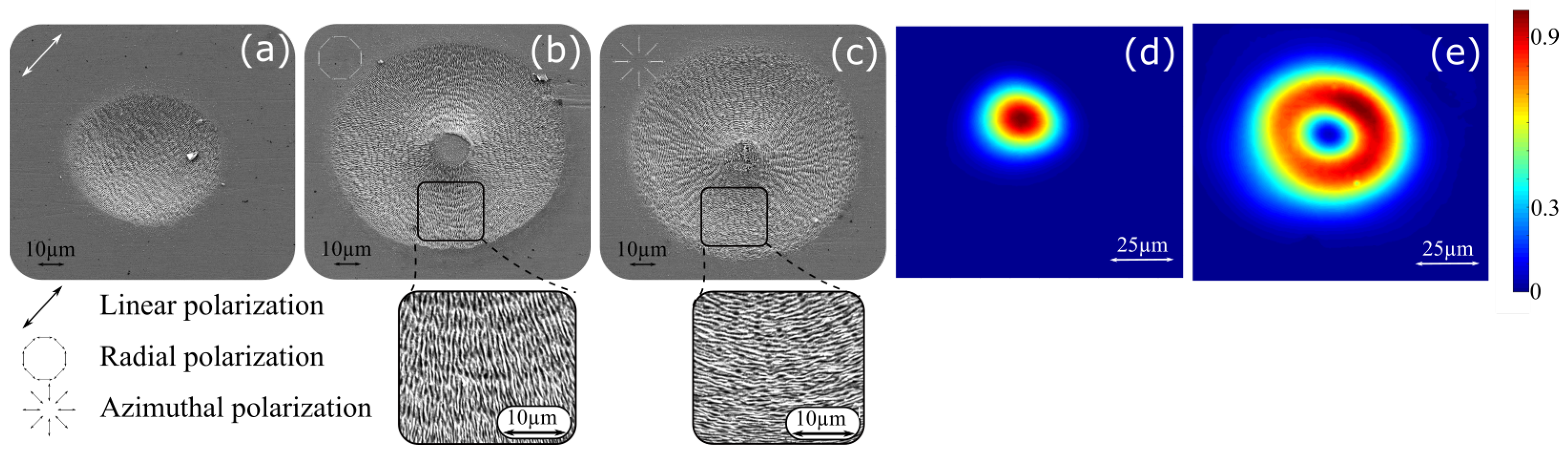
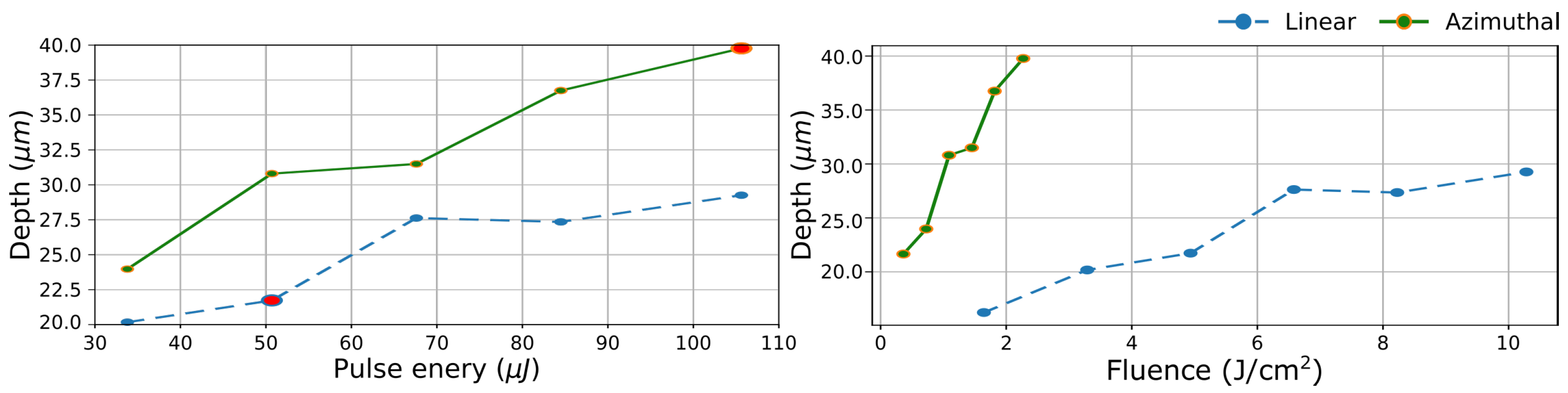
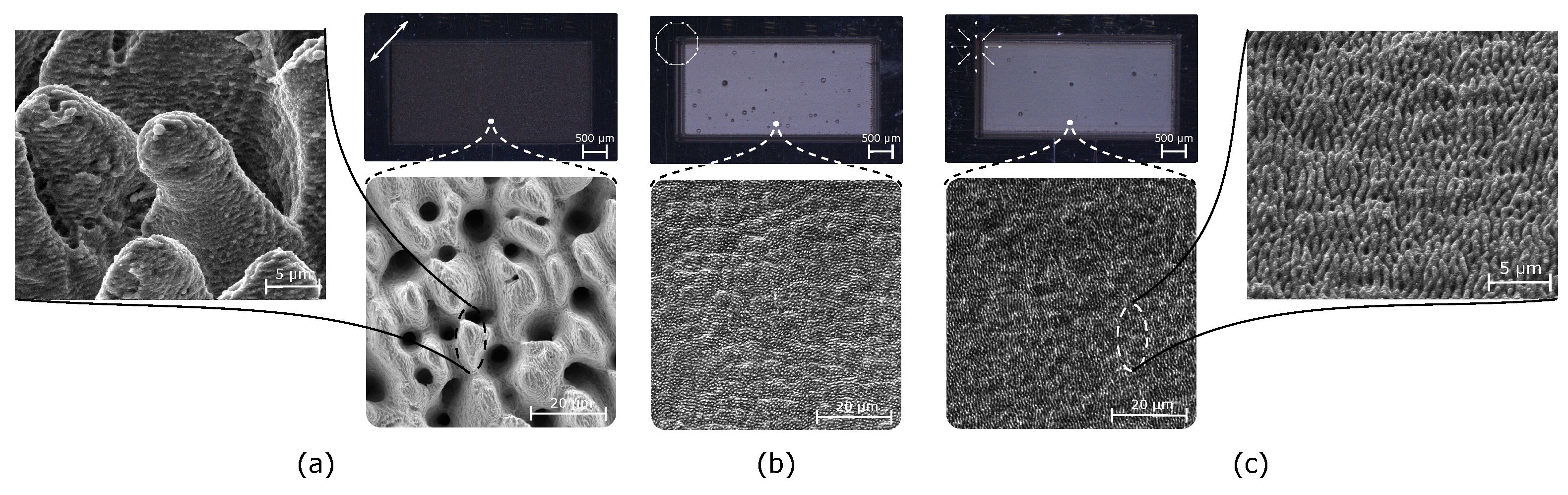
3. Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Toyoda, K.; Takahashi, F.; Takizawa, S.; Tokizane, Y.; Miyamoto, K.; Morita, R.; Omatsu, T. Transfer of Light Helicity to Nanostructures. Phys. Rev. Lett. 2013, 110, 143603. [Google Scholar] [CrossRef] [PubMed]
- Schmiegelow, C.T.; Schulz, J.; Kaufmann, H.; Ruster, T.; Poschinger, U.G.; Schmidt-Kaler, F. Transfer of optical orbital angular momentum to a bound electron. Nat. Commun. 2016, 7, 1–6. [Google Scholar] [CrossRef] [PubMed]
- Drevinskas, R.; Zhang, J.; Beresna, M.; Gecevičius, M.; Kazanskii, A.G.; Svirko, Y.P.; Kazansky, P.G. Laser material processing with tightly focused cylindrical vector beams. Appl. Phys. Lett. 2016, 108, 221107. [Google Scholar] [CrossRef]
- Simbulan, K.B.; Huang, T.D.; Peng, G.H.; Li, F.; Gomez Sanchez, O.J.; Lin, J.D.; Lu, C.I.; Yang, C.S.; Qi, J.; Cheng, S.J.; et al. Selective Photoexcitation of Finite-Momentum Excitons in Monolayer MoS2 by Twisted Light. ACS Nano 2021, 15, 3481–3489. [Google Scholar] [CrossRef]
- Beresna, M.; Gecevičius, M.; Kazansky, P.G. Polarization sensitive elements fabricated by femtosecond laser nanostructuring of glass [Invited]. Opt. Mater. Express 2011, 1, 783. [Google Scholar] [CrossRef]
- Zhan, Q. Cylindrical vector beams: From mathematical concepts to applications. Adv. Opt. Photonics 2009, 1, 1. [Google Scholar] [CrossRef]
- Livakas, N.; Skoulas, E.; Stratakis, E. Omnidirectional iridescence via cylindrically- polarized femtosecond laser processing. Opto-Electron. Adv. 2020, 3, 190035. [Google Scholar] [CrossRef]
- Nivas, J.J.; Allahyari, E.; Cardano, F.; Rubano, A.; Fittipaldi, R.; Vecchione, A.; Paparo, D.; Marrucci, L.; Bruzzese, R.; Amoruso, S. Surface structures with unconventional patterns and shapes generated by femtosecond structured light fields. Sci. Rep. 2018, 8, 1–11. [Google Scholar] [CrossRef]
- Anoop, K.K.; Fittipaldi, R.; Rubano, A.; Wang, X.; Paparo, D.; Vecchione, A.; Marrucci, L.; Bruzzese, R.; Amoruso, S. Direct femtosecond laser ablation of copper with an optical vortex beam. J. Appl. Phys. 2014, 116, 113102. [Google Scholar] [CrossRef]
- Allegre, O.J.; Perrie, W.; Edwardson, S.P.; Dearden, G.; Watkins, K.G. Laser microprocessing of steel with radially and azimuthally polarized femtosecond vortex pulses. J. Opt. 2012, 14, 085601. [Google Scholar] [CrossRef]
- Weber, R.; Michalowski, A.; Abdou-Ahmed, M.; Onuseit, V.; Rominger, V.; Kraus, M.; Graf, T. Effects of Radial and Tangential Polarization in Laser Material Processing. Phys. Procedia 2011, 12, 21–30. [Google Scholar] [CrossRef]
- Meier, M.; Romano, V.; Feurer, T. Material processing with pulsed radially and azimuthally polarized laser radiation. Appl. Phys. A 2006, 86, 329–334. [Google Scholar] [CrossRef]
- Niziev, V.G.; Nesterov, A.V. Influence of beam polarization on laser cutting efficiency. J. Phys. D Appl. Phys. 1999, 32, 1455–1461. [Google Scholar] [CrossRef]
- Skoulas, E.; Manousaki, A.; Fotakis, C.; Stratakis, E. Biomimetic surface structuring using cylindrical vector femtosecond laser beams. Sci. Rep. 2017, 7, 1–11. [Google Scholar] [CrossRef]
- Zukerstein, M.; Hrabovsky, J.; Sladek, J.; Mirza, I.; Levy, Y.; Bulgakova, N. Formation of tubular structures and microneedles on silicon surface by doughnut-shaped ultrashort laser pulses. Appl. Surf. Sci. 2022, 592, 153228. [Google Scholar] [CrossRef]
- Singh, N.; Alexander, D.R.; Schiffern, J.; Doerr, D. Femtosecond laser production of metal surfaces having unique surface structures that are broadband absorbers. J. Laser Appl. 2006, 18, 242–244. [Google Scholar] [CrossRef]
- Nivas, J.J.; He, S.; Song, Z.; Rubano, A.; Vecchione, A.; Paparo, D.; Marrucci, L.; Bruzzese, R.; Amoruso, S. Femtosecond laser surface structuring of silicon with Gaussian and optical vortex beams. Appl. Surf. Sci. 2017, 418, 565–571. [Google Scholar] [CrossRef]
- Pallarés-Aldeiturriaga, D.; Claudel, P.; Granier, J.; Travers, J.; Guillermin, L.; Flaissier, M.O.; d’Augeres, P.B.; Sedao, X. Femtosecond Laser Engraving of Deep Patterns in Steel and Sapphire. Micromachines 2021, 12, 804. [Google Scholar] [CrossRef]
- Pietroy, D.; Maio, Y.D.; Moine, B.; Baubeau, E.; Audouard, E. Femtosecond laser volume ablation rate and threshold measurements by differential weighing. Opt. Express 2012, 20, 29900–29908. [Google Scholar] [CrossRef]
- Hamazaki, J.; Morita, R.; Chujo, K.; Kobayashi, Y.; Tanda, S.; Omatsu, T. Optical-vortex laser ablation. Opt. Express 2010, 18, 2144–2151. [Google Scholar] [CrossRef]
- Döring, S.; Richter, S.; Nolte, S.; Tünnermann, A. In situ imaging of hole shape evolution in ultrashort pulse laser drilling. Opt. Express 2010, 18, 20395–20400. [Google Scholar] [CrossRef] [PubMed]
- Ou, Z.; Huang, M.; Zhao, F. The fluence threshold of femtosecond laser blackening of metals: The effect of laser-induced ripples. Opt. Laser Technol. 2016, 79, 79–87. [Google Scholar] [CrossRef]
- Sedao, X.; Lenci, M.; Rudenko, A.; Faure, N.; Pascale-Hamri, A.; Colombier, J.; Mauclair, C. Influence of pulse repetition rate on morphology and material removal rate of ultrafast laser ablated metallic surfaces. Opt. Lasers Eng. 2019, 116, 68–74. [Google Scholar] [CrossRef]
- Salla, G.R.; Perumangattu, C.; Prabhakar, S.; Anwar, A.; Singh, R.P. Recovering the vorticity of a light beam after scattering. Appl. Phys. Lett. 2015, 107, 021104. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| black | Parameters | Pol | δ v/pulse (μm3) | δ m (mg) | Ra (μm) |
|---|---|---|---|---|---|
| Titanium | 51.4µJ |  | 58.5 | 6.08 | 3.65 |
| 1 m/s |  | 135.7 | 11.76 | 0.135 | |
| ×180 |  | 138.9 | 12 | 0.15 | |
| Steel | 51.4 µJ | | 60.2 | 9.18 | 3.87 |
| 1 m/s | | 106.6 | 15.59 | 0.22 | |
| ×150 | | 108.3 | 15.95 | 0.21 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pallarés-Aldeiturriaga, D.; Abou Khalil, A.; Colombier, J.-P.; Stoian, R.; Sedao, X. Ultrafast Cylindrical Vector Beams for Improved Energy Feedthrough and Low Roughness Surface Ablation of Metals. Materials 2023, 16, 176. https://doi.org/10.3390/ma16010176
Pallarés-Aldeiturriaga D, Abou Khalil A, Colombier J-P, Stoian R, Sedao X. Ultrafast Cylindrical Vector Beams for Improved Energy Feedthrough and Low Roughness Surface Ablation of Metals. Materials. 2023; 16(1):176. https://doi.org/10.3390/ma16010176
Chicago/Turabian StylePallarés-Aldeiturriaga, David, Alain Abou Khalil, Jean-Philippe Colombier, Razvan Stoian, and Xxx Sedao. 2023. "Ultrafast Cylindrical Vector Beams for Improved Energy Feedthrough and Low Roughness Surface Ablation of Metals" Materials 16, no. 1: 176. https://doi.org/10.3390/ma16010176
APA StylePallarés-Aldeiturriaga, D., Abou Khalil, A., Colombier, J.-P., Stoian, R., & Sedao, X. (2023). Ultrafast Cylindrical Vector Beams for Improved Energy Feedthrough and Low Roughness Surface Ablation of Metals. Materials, 16(1), 176. https://doi.org/10.3390/ma16010176