
Parametric Characterization of Machined Textured Surfaces




Abstract
1. Introduction
2. Materials and Methods
3. Descriptions of Various Groups of Textured Surfaces
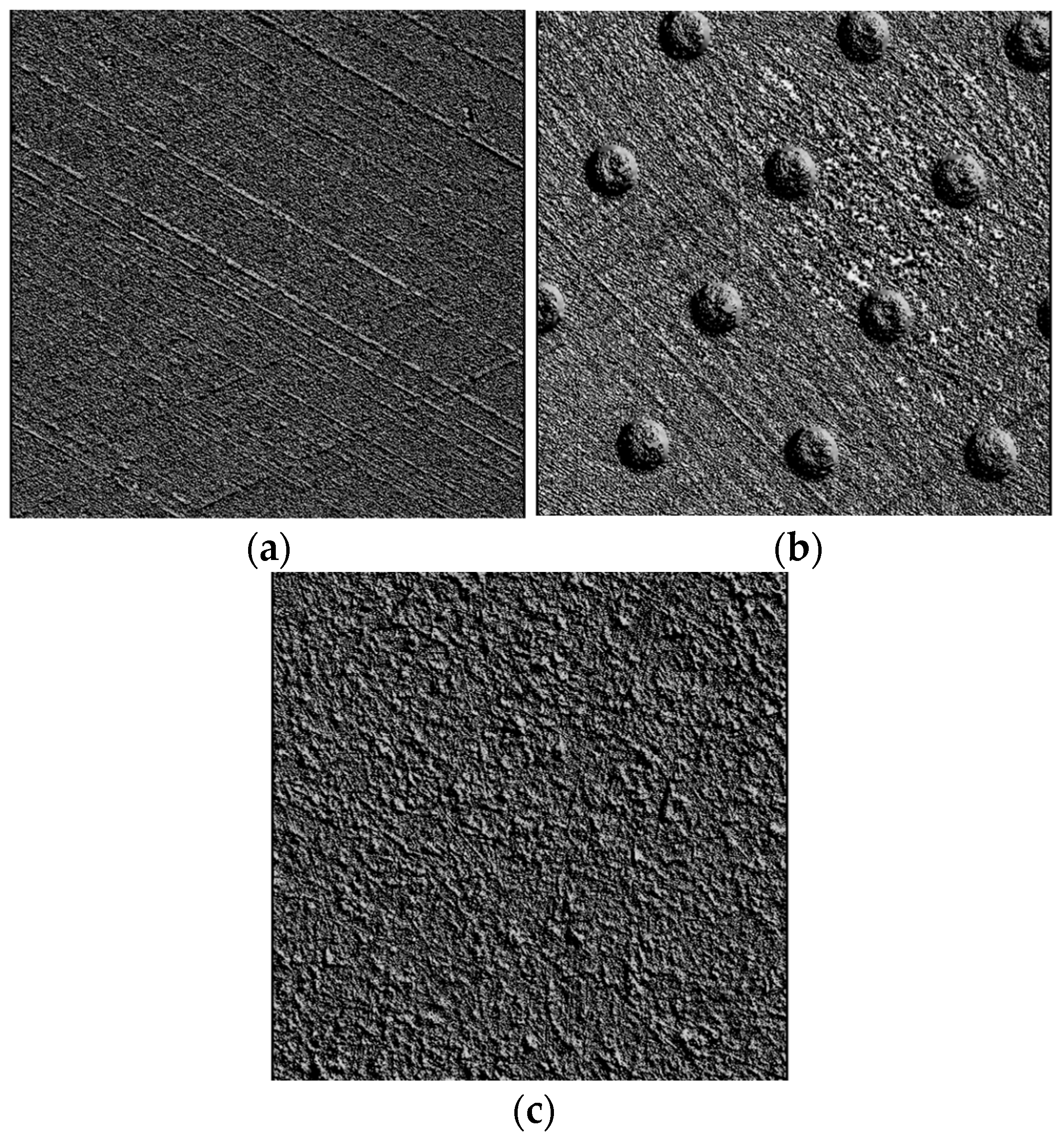
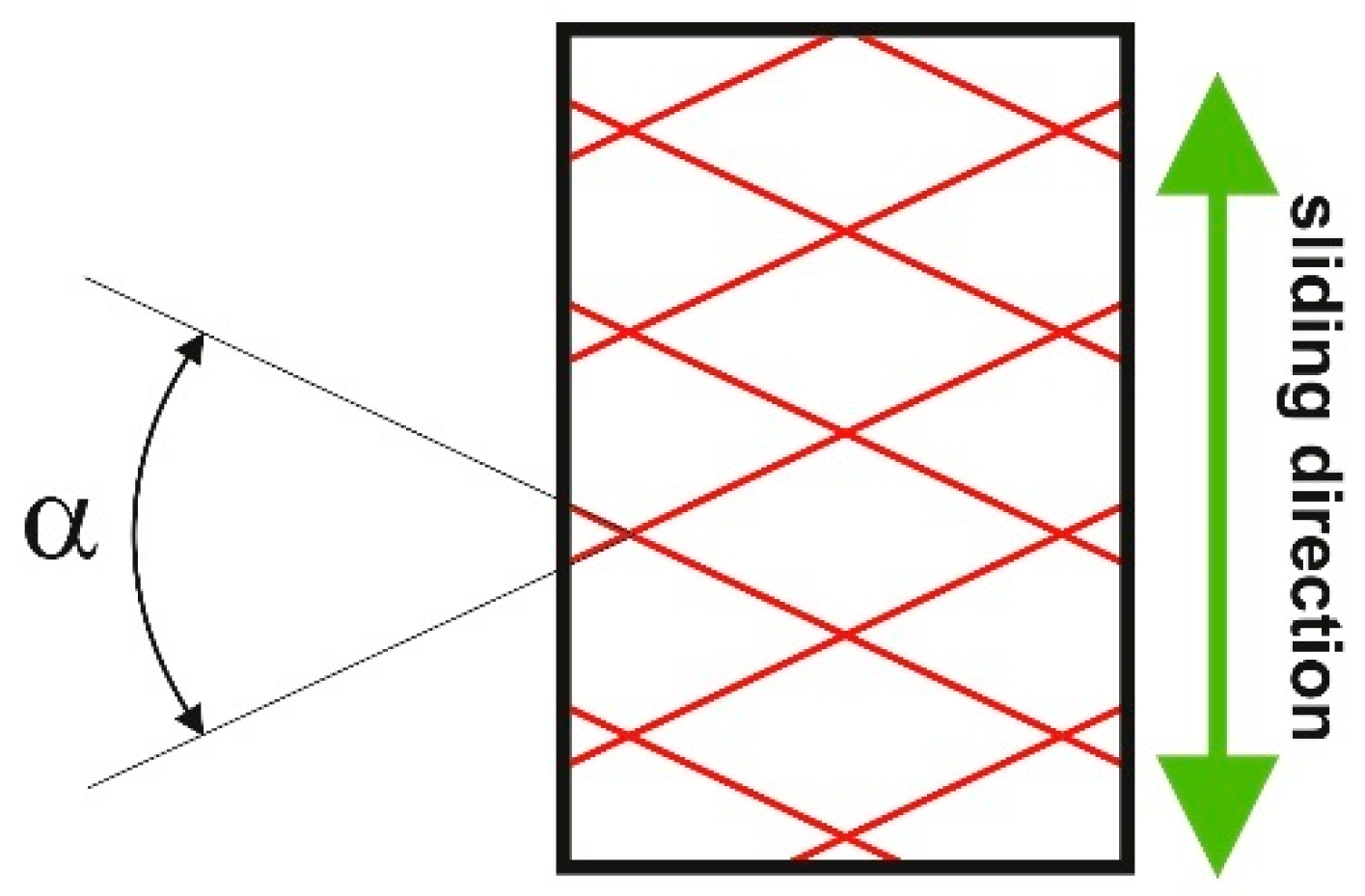
3.1. Plateau-Honed Cylinder Liner Surfaces
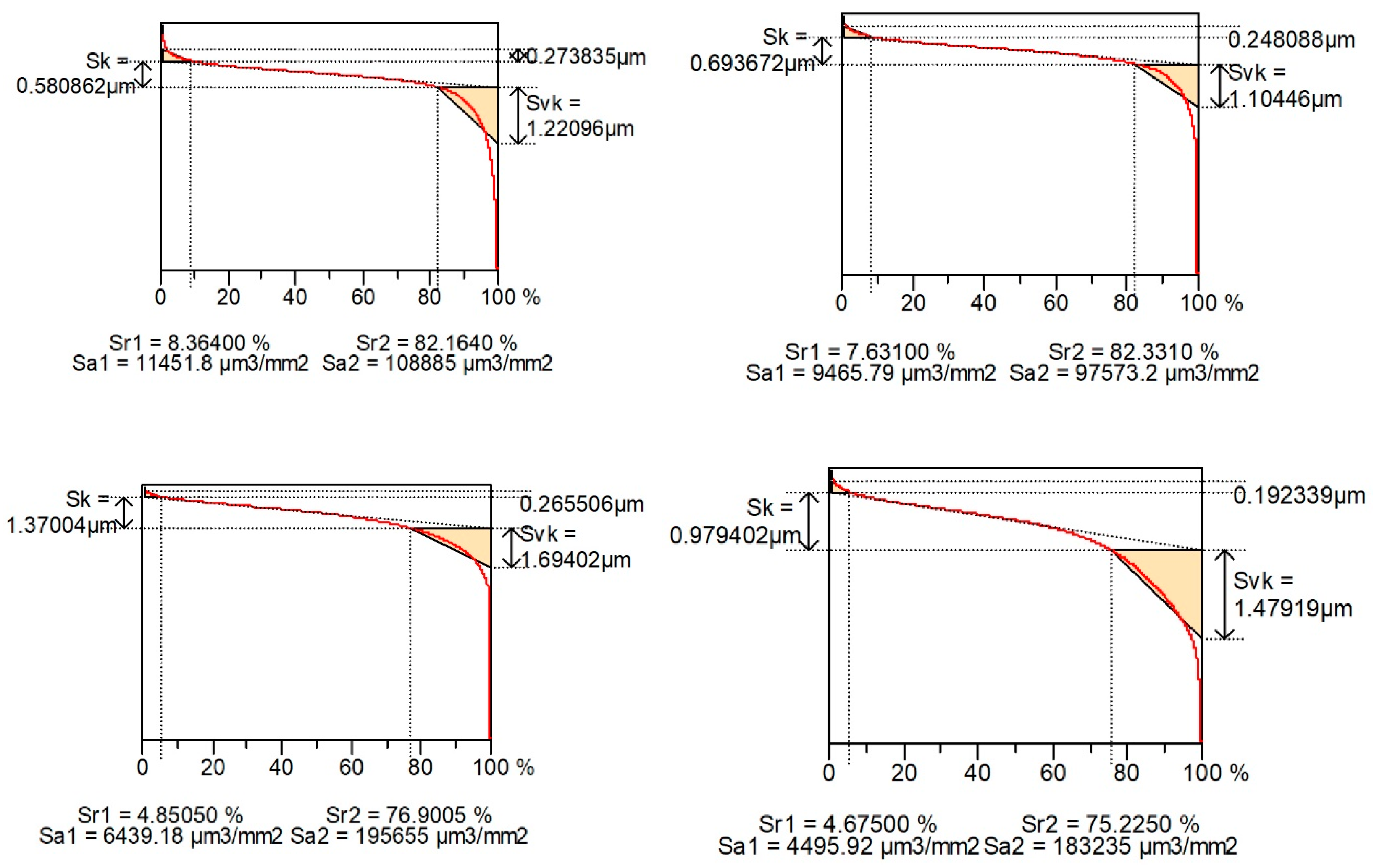
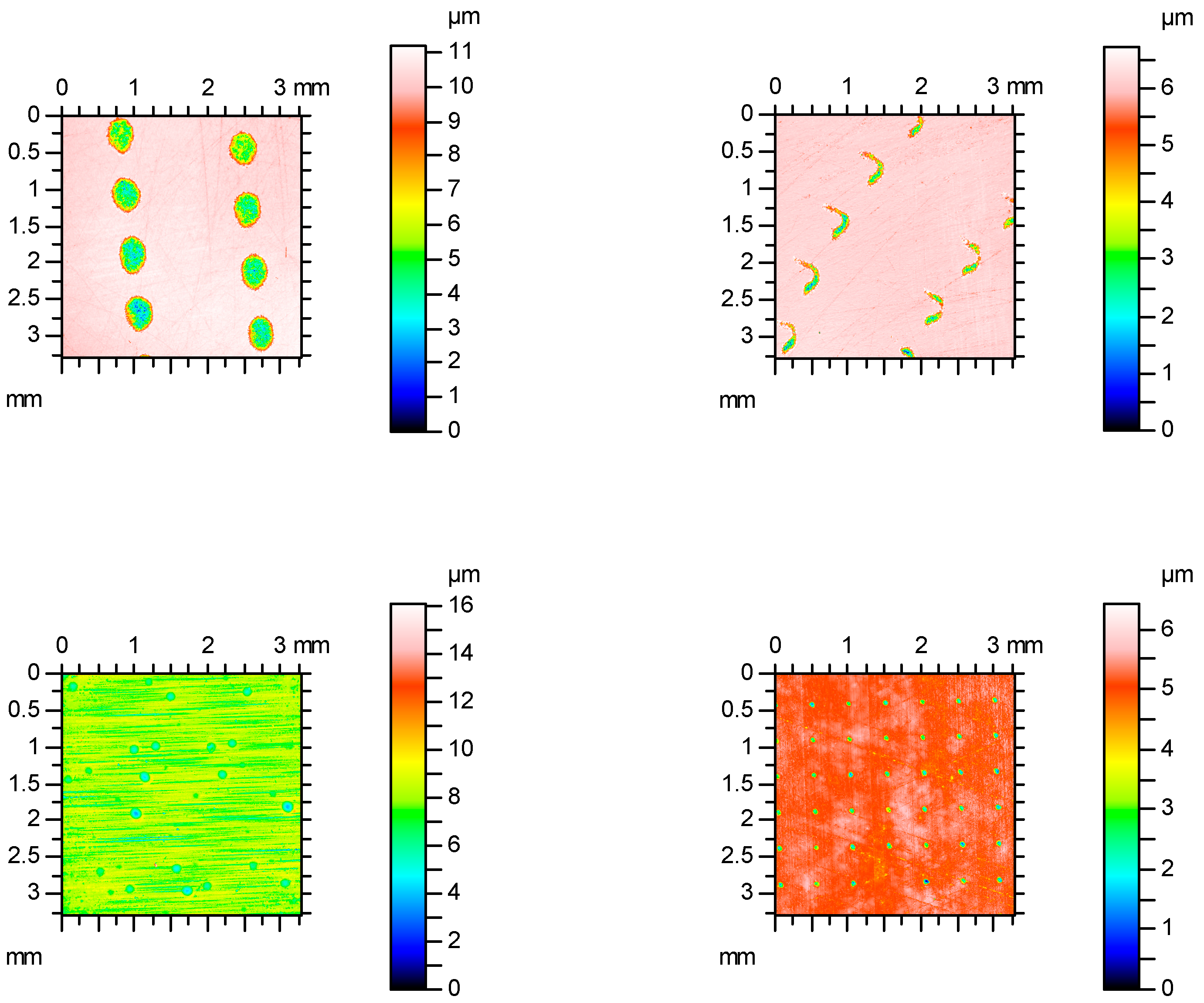
3.2. Surfaces with Isolated Dimples
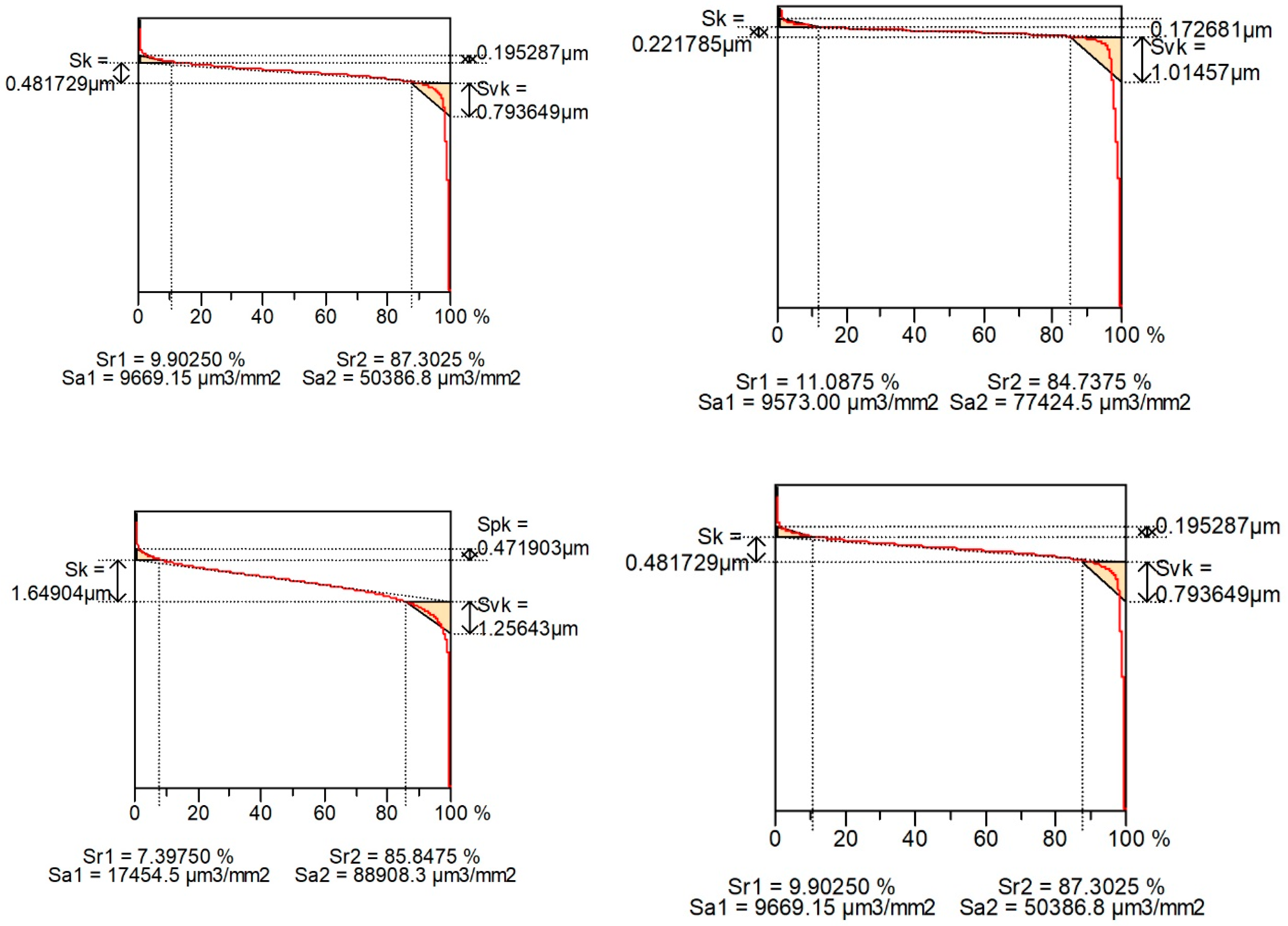
3.3. Surfaces after Vapor Basting Followed by Lapping
4. Description of Textured Machined Surfaces
5. Conclusions
- Random surfaces after plateau honing and after abrasive blasting followed by lapping were characterized by higher mutual correlations of areal texture parameters than surfaces with isolated dimples. Therefore, the basic description of random two-process surfaces contains five parameters, while characterization of textured surfaces with isolated oil pockets contains six parameters.
- The parameters of two sets constitute the basic description of both types of random two-process surfaces. The first set contains the following parameters: Sv, Sq/Sa, Sp/Sz, Sal, and Str. The second set is related to two-process surface modeling and contains parameters Spq, Svq, Smq, Sal, and Str. Sdq and Spd are included in the wider description.
- The following parameters are included in the basic description of textured surfaces with isolated dimples: Sv, Sq/Sa, Sp/Sz, Sal, Str, and Sdq. The wider description also contains parameter Spd.
- For the group of general textured surfaces, the coefficients of linear correlation between parameters were similar to those obtained for surfaces with isolated dimples. Therefore, the description of general textured surfaces contains the same parameters as characterization of surfaces with isolated oil pockets.
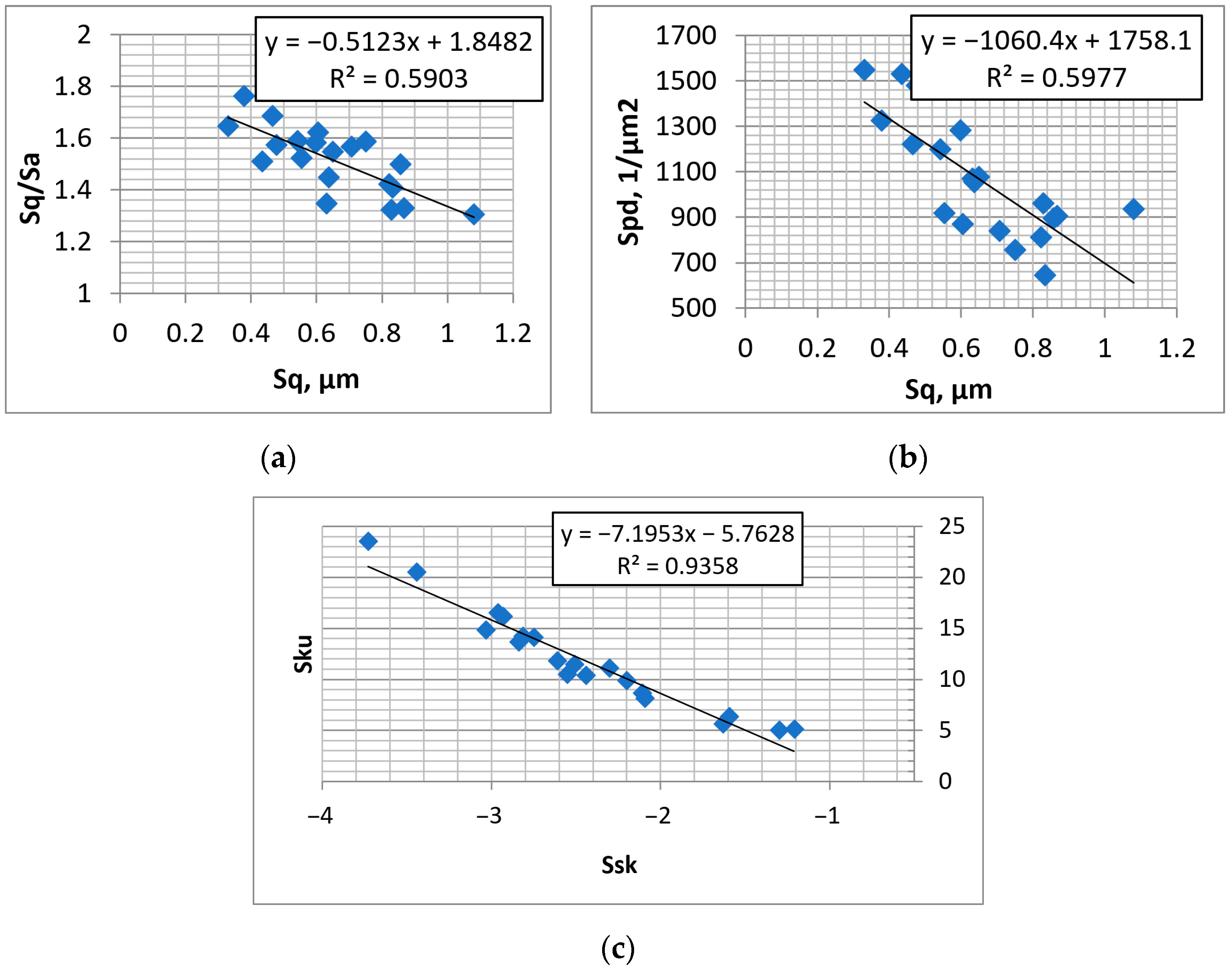
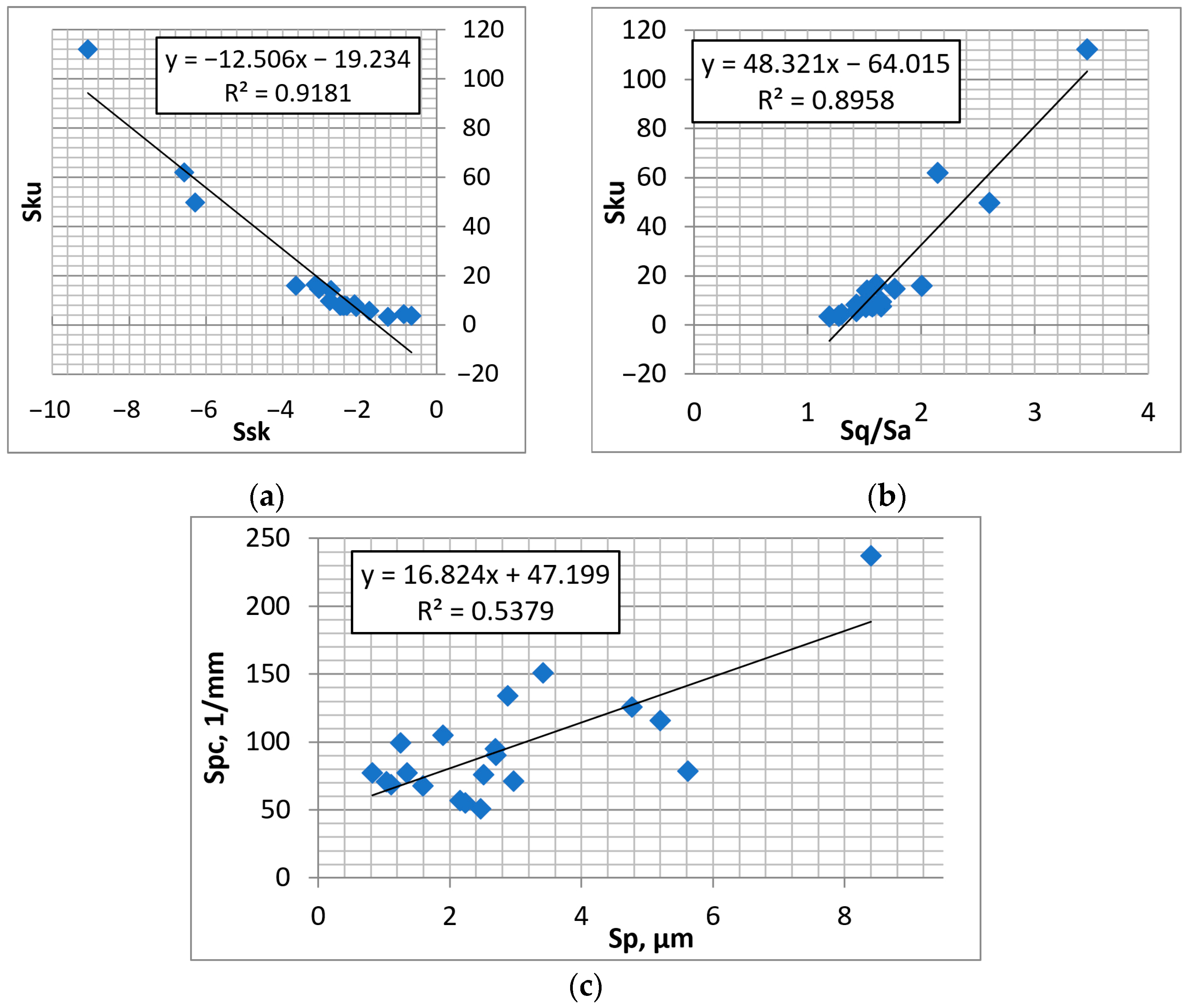
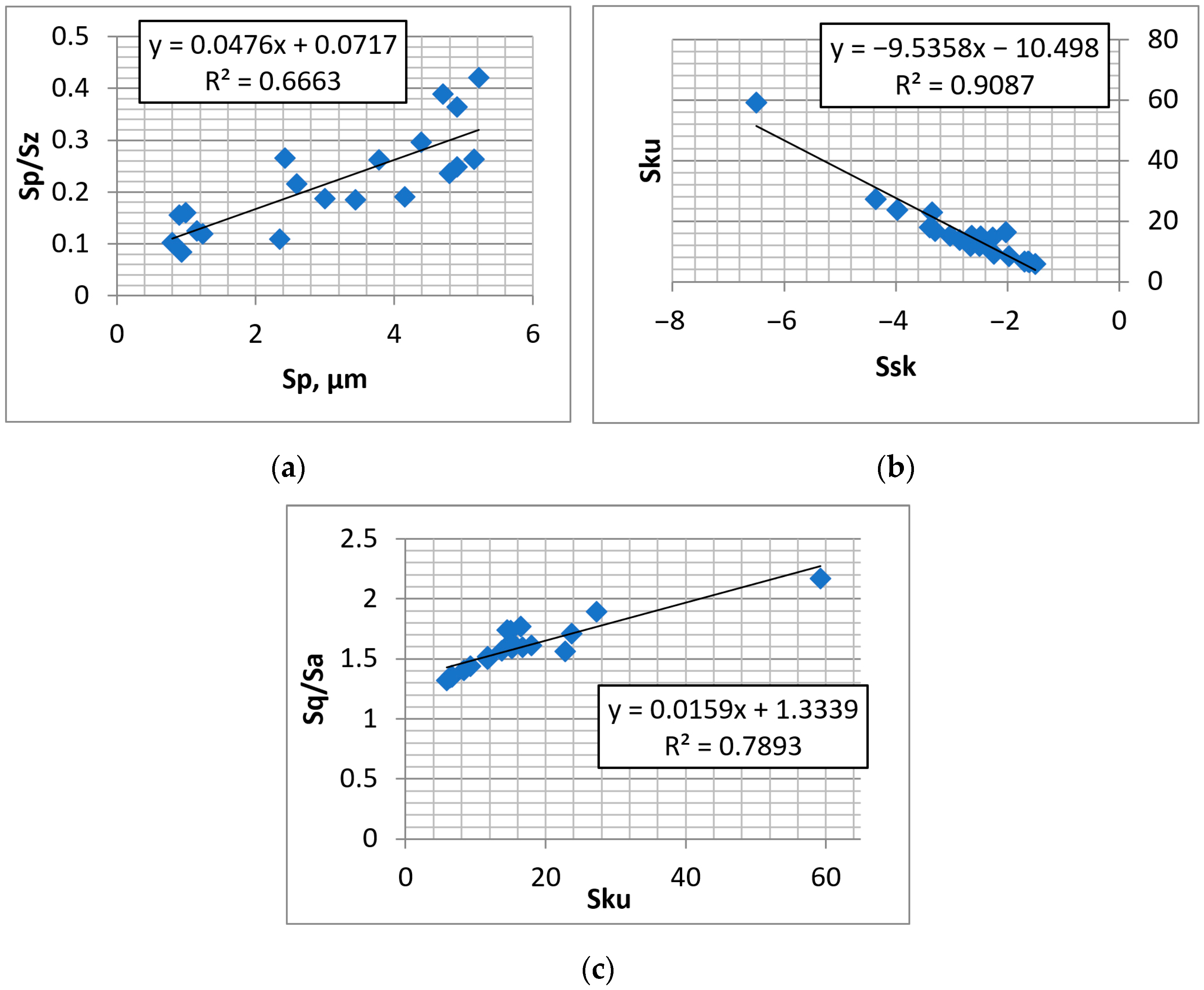
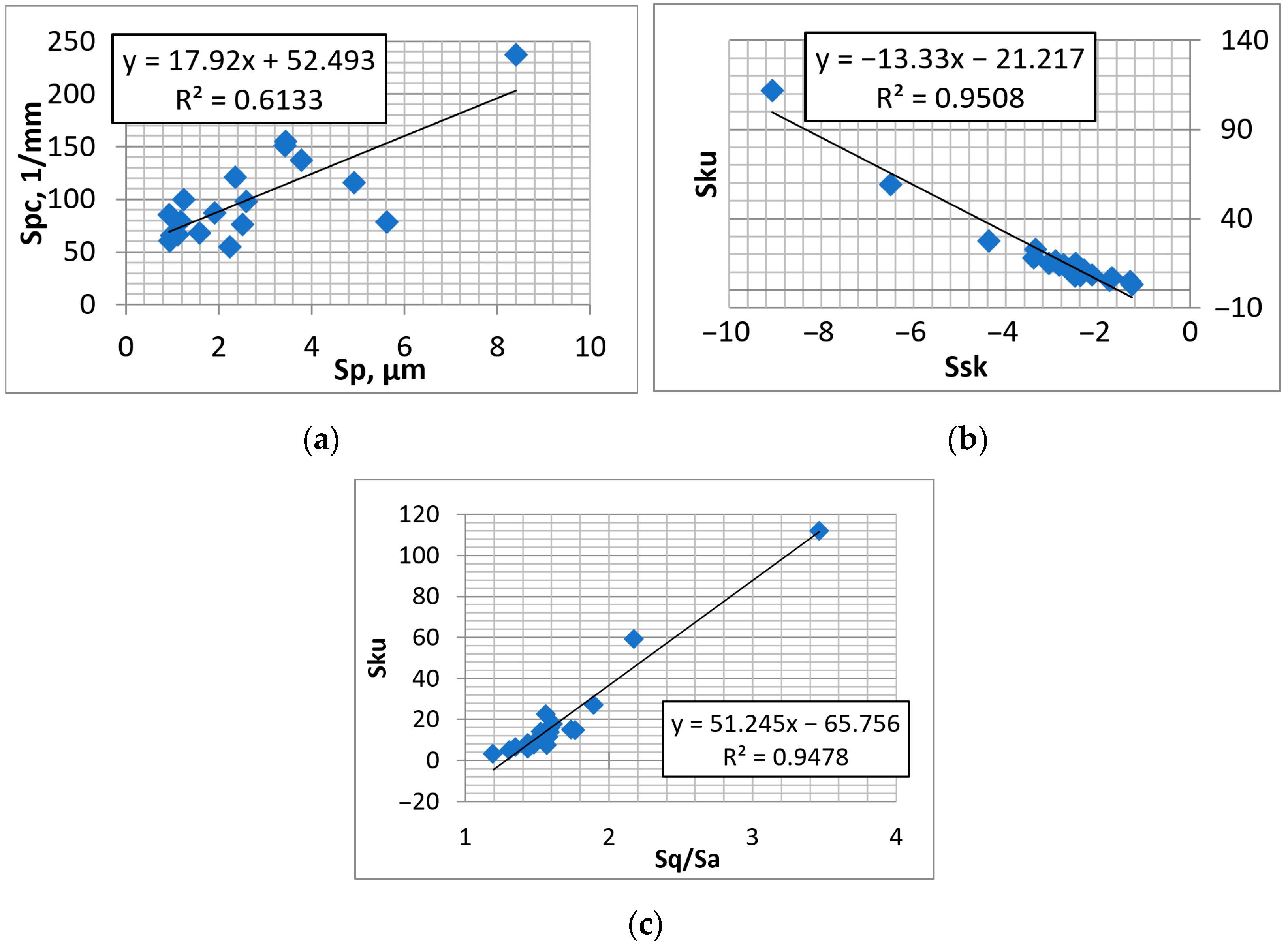
- The pair of parameters Sp/Sz and Sq/Sa better describes the shape of the ordinate distribution of textured surfaces than skewness Ssk and kurtosis Sku. The proposed parameters are mutually independent, in contrast to Ssk and Sku.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| r | coefficient of linear correlation |
| Sal | auto-correlation length |
| Sdq | root mean square slope |
| Sk | core roughness depth |
| Sku (Pku) | kurtosis |
| Smq | material ratio at plateau-to-valley transition |
| Sp (Pp) | maximum peak height |
| Spc | mean peak curvature |
| Spd | peak density |
| Spk | reduced peak height |
| Spq | plateau root mean square roughness |
| Sq (Pq) | root mean square height |
| Ssk (Psk) | skewness |
| Str | texture aspect ratio |
| Sv (Pv) | maximum valley depth |
| Svk | reduced valley depth |
| Svq | valley root mean square roughness |
| Sz (Pz) | maximum height |
| Vmc | core material volume |
| Vmp | peak material volume |
| Vvc | core void volume |
| Vvv | dale void volume |
| α | honing angle |
References
- Thomas, T.R. Rough Surfaces; Longman: New York, NY, USA, 1982. [Google Scholar]
- Whitehouse, D.J. Handbook of Surface and Nanometrology; CRC Press: Boca Raton, FL, USA, 2011. [Google Scholar]
- Yin, B.; Zhou, H.; Xu, B.; Jia, H. The influence of roughness distribution characteristic on the lubrication performance of textured cylinder liners. Ind. Lubr. Tribol. 2018, 71, 486–493. [Google Scholar] [CrossRef]
- Pawlus, P.; Reizer, R. Functional importance of honed cylinder liner surface texture: A review. Tribol. Int. 2022, 167, 107409. [Google Scholar] [CrossRef]
- Etsion, I. State of the art in laser surface texturing. ASME J. Tribol. 2005, 125, 248–253. [Google Scholar] [CrossRef]
- Gachot, C.; Rosenkranz, A.; Hsu, S.M.; Costa, H.L. A critical assessment of surface texturing for friction and wear improvement. Wear 2017, 372–373, 21–41. [Google Scholar] [CrossRef]
- Rosenkranz, A.; Grützmacher, P.; Gachot, C.; Costa, H.L. Surface Texturing in Machine Elements—A Critical Discussion for Rolling and Sliding Contacts. Adv. Eng. Mater. 2019, 21, 1900194. [Google Scholar] [CrossRef]
- Rosenkranz, A.; Costa, H.L.; Profito, F.; Gachot, C.; Medina, S.; Dini, D. Influence of surface texturing on hydrodynamic friction in plane converging bearings—An experimental and numerical approach. Tribol. Int. 2019, 134, 190–204. [Google Scholar] [CrossRef]
- Vladescu, S.; Olver, A.; Pegg, G.; Reddyhoff, T. The effects of surface texture in reciprocating contacts—An experimental study. Tribol. Int. 2015, 82, 28–42. [Google Scholar] [CrossRef]
- Qiu, M.; Deli, A.; Raeymaekers, B. The Effect of Texture Shape on the Load-Carrying Capacity of Gas-Lubricated Parallel Slider Bearings. Tribol. Lett. 2012, 48, 315–327. [Google Scholar] [CrossRef]
- Yu, H.; Wang, X.; Zhou, F. Geometric shape effects of surface texture on the generation of hydrodynamic pressure between conformal contacting surfaces. Tribol. Lett. 2010, 37, 123–130. [Google Scholar] [CrossRef]
- Yin, B.; Xu, B.; Jia, H.; Hua, X.; Fu, Y. Experimental research on the frictional performance of real laser-textured cylinder liner under different lubrication conditions. Int. J. Engine Res. 2022, 23, 693–704. [Google Scholar] [CrossRef]
- Abril, S.O.; Del Socorro Fonseca-Vigoya, M.; Pabón-León, J. CFD Analysis of the Effect of Dimples and Cylinder Liner Honing Groove on the Tribological Characteristics of a Low Displacement Engine. Lubricants 2022, 10, 61. [Google Scholar] [CrossRef]
- Xu, J.; Yu, S.; Ding, X.; Jiang, H.; Li, L. Performance of the Compliant Foil Gas Seal with Surface Micro-Textured Top Foil. Appl. Sci. 2022, 12, 5633. [Google Scholar] [CrossRef]
- Khaskhoussi, A.; Risitano, G.; Calabrese, L.; D’Andrea, D. Investigation of the Wettability Properties of Different Textured Lead/Lead-Free Bronze Coatings. Lubricants 2022, 10, 82. [Google Scholar] [CrossRef]
- Pawlus, P.; Reizer, R.; Wieczorowski, M.; Krolczyk, G. Material ratio curve as information on the state of surface topography—A review. Precis Eng. 2020, 65, 240–258. [Google Scholar] [CrossRef]
- Nielsen, H.S. New approaches to surface roughness evaluation of special surfaces. Precis Eng. 1988, 10, 209–213. [Google Scholar] [CrossRef]
- Zipin, R.B. Analysis of the Rk surface roughness parameter proposals. Precis Eng. 1990, 12, 106–108. [Google Scholar] [CrossRef]
- Malburg, M.C.; Raja, J. Characterization of surface texture generated by plateau–honing process. CIRP Ann. 1993, 42, 637–640. [Google Scholar] [CrossRef]
- Whitehouse, D.J. Assessment of surface finish profiles produced by multiprocess manufacture. Proc. Inst. Mech. Eng. J.-J. Eng. 1985, 199, 263–270. [Google Scholar] [CrossRef]
- Johansson, S.; Nilsson, P.H.; Ohlsson, R.; Anderberg, C.; Rosén, B.-G. New cylinder liner surfaces for low oil consumption. Tribol. Int. 2008, 41, 854–859. [Google Scholar] [CrossRef]
- Franco, L.A.; Sinatora, A. 3D surface parameters (ISO 25178-2): Actual meaning of Spk and its relationship to Vmp. Prec. Eng. 2015, 40, 106–111. [Google Scholar] [CrossRef]
- Biboulet, N.; Bouassida, H.; Cavoret, J.; Lubrecht, A.A. Determination of fundamental parameters for the cross-hatched cylinder liner micro-geometry. Proc. Inst. Mech. Eng. J.-J. Eng. 2017, 231, 293–301. [Google Scholar] [CrossRef]
- Biboulet, N.; Bouassida, H.; Lubrecht, A.A. Cross hatched texture influence on the load carrying capacity of oil control rings. Tribol. Int. 2015, 82, 12–19. [Google Scholar] [CrossRef]
- Dimkovski, Z.; Anderberg, C.; Ohlsson, R.; Rosén, B.G. Characterisation of worn cylinder liner surfaces by segmentation of honing and wear scratches. Wear 2011, 271, 548–552. [Google Scholar] [CrossRef]
- Obara, R.B.; Souza, R.M.; Tomanik, E. Quantification of folded metal in cylinder bores through surface relocation. Wear 2017, 384–385, 142–150. [Google Scholar] [CrossRef]
- Brinkman, S.; Bodschwinna, H.; Lemke, H.-W. Development of a robust Gaussian regression filter for three-dimensional surface analysis. In Proceedings of the X International Colloquium on Surfaces, Chemnitz, Germany, 31 January–2 February 2000; pp. 122–131. [Google Scholar]
- Li, H.; Jiang, X.; Li, Z. Robust estimation in gaussian filtering for engineering surface characterization. Precis Eng. 2004, 28, 186–193. [Google Scholar] [CrossRef]
- Dobrzanski, P.; Pawlus, P. Digital filtering of surface topography: Part II. Applications of robust and valley suppression filters. Precis Eng. 2010, 34, 651–658. [Google Scholar] [CrossRef]
- Nowicki, B. Multiparameter representation of surface roughness. Wear 1985, 102, 161–176. [Google Scholar] [CrossRef]
- Gorlenko, O.A. Assessment of surface roughness parameters and their interdependence. Precis Eng. 1981, 3, 105–108. [Google Scholar] [CrossRef]
- Terry, A.J.; Brown, C.A. A comparison of topographic characterization parameters in grinding. CIRP Ann. Manuf. Tech. 1997, 46, 497–500. [Google Scholar] [CrossRef]
- Ham, M.; Powers, B.M. Roughness Parameter Selection for Novel Manufacturing Processes. Scanning 2014, 36, 21–29. [Google Scholar] [CrossRef]
- Etxeberria, M.; Escuin, T.; Vinas, M.; Ascaso, C. Useful Surface Parameters for Biomaterial Discrimination. Scanning 2015, 37, 429–437. [Google Scholar] [CrossRef] [PubMed]
- Qi, Q.; Li, T.; Scott, P.J.; Jiang, X. A correlational study of areal surface texture parameters on some typical machined surfaces. Proc. CIRP 2015, 27, 149–154. [Google Scholar] [CrossRef]
- Fecske, S.K.; Gkagkas, K.; Gachot, C.; Vernes, A. Interdependence of Amplitude Roughness Parameters on Rough Gaussian Surfaces. Tribol. Lett. 2020, 68, 43. [Google Scholar] [CrossRef]
- Rosen, B.-G.; Anderberg, C.; Ohlsson, R. Parameter correlation study of cylinder liner roughness for production and quality control. Proc. Inst. Mech. Eng. Part B-J. Eng. Manuf. 2008, 222, 1475–1487. [Google Scholar] [CrossRef]
- Pawlus, P.; Cieslak, T.; Mathia, T. The study of cylinder liner plateau honing process. J. Mater. Process. Tech. 2009, 209, 6078–6086. [Google Scholar] [CrossRef]
- Reizer, R.; Galda, L.; Dzierwa, A.; Pawlus, P. Simulation of textured surface topography during a low wear process. Tribol. Int. 2011, 44, 1309–1319. [Google Scholar] [CrossRef]
- Grabon, W.; Pawlus, P. Description of two-process surface topography. Surf. Topogr. Metrol. Prop. 2014, 2, 025007. [Google Scholar] [CrossRef]
- Żelasko, W. Contact of Peaks of Flat One and Two-Process Texture with Spherical and Flat Surface. Ph.D. Thesis, Rzeszów University of Technology, Rzeszow, Poland, 2015. (In Polish). [Google Scholar]














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sq | Sp | Sv | Ssk | Sku | Sal | Str | Sdq | Vmc | Vvv | Spd | Spc | Sk | Svk | Spq | Svq | Smq | Sq/Sa | Sp/Sz | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Sq | 1 | ||||||||||||||||||
| Sp | 0.92 | 1 | |||||||||||||||||
| Sv | 0.69 | 0.43 | 1 | ||||||||||||||||
| Ssk | 0.7 | 0.81 | 0.14 | 1 | |||||||||||||||
| Sku | −0.73 | −0.77 | −0.22 | −0.97 | 1 | ||||||||||||||
| Sal | 0.52 | 0.36 | 0.69 | 0.23 | −0.34 | 1 | |||||||||||||
| Str | 0.42 | 0.42 | 0.27 | 0.47 | −0.45 | 0.45 | 1 | ||||||||||||
| Sdq | 0.99 | 0.95 | 0.63 | 0.73 | −0.73 | 0.38 | 0.44 | 1 | |||||||||||
| Vmc | 0.93 | 0.94 | 0.48 | 0.85 | −0.8 | 0.27 | 0.37 | 0.94 | 1 | ||||||||||
| Vvv | 0.91 | 0.72 | 0.79 | 0.5 | −0.61 | 0.66 | 0.43 | 0.85 | 0.71 | 1 | |||||||||
| Spd | −0.77 | −0.52 | −0.93 | −0.31 | 0.37 | −0.68 | −0.27 | −0.7 | −0.62 | −0.84 | 1 | ||||||||
| Spc | 0.9 | 0.87 | 0.69 | 0.57 | −0.6 | 0.63 | 0.54 | 0.91 | 0.79 | 0.85 | −0.68 | 1 | |||||||
| Sk | 0.87 | 0.96 | 0.39 | 0.84 | −0.74 | 0.26 | 0.36 | 0.9 | 0.94 | 0.6 | −0.5 | 0.75 | 1 | ||||||
| Svk | 0.88 | 0.68 | 0.83 | 0.44 | −0.56 | 0.67 | 0.39 | 0.84 | 0.68 | 0.97 | −0.85 | 0.86 | 0.55 | 1 | |||||
| Spq | 0.65 | 0.8 | 0.35 | 0.67 | −0.56 | 0.2 | 0.23 | 0.7 | 0.73 | 0.38 | −0.44 | 0.61 | 0.83 | 0.4 | 1 | ||||
| Svq | 0.14 | 0.02 | 0.45 | −0.34 | 0.32 | 0.14 | −0.08 | 0.15 | −0.07 | 0.2 | −0.29 | 0.2 | 0.04 | 0.25 | 0.17 | 1 | |||
| Smq | −0.68 | −0.62 | −0.39 | −0.68 | 0.72 | −0.48 | −0.36 | −0.65 | −0.75 | −0.63 | 0.52 | −0.62 | −0.54 | −0.61 | −0.29 | 0.45 | 1 | ||
| Sq/Sa | −0.77 | −0.81 | −0.28 | −0.97 | 0.95 | 0.32 | −0.41 | 0.17 | −0.89 | −0.57 | −0.46 | −0.62 | −0.83 | −0.55 | −0.64 | 0.3 | 0.76 | 1 | |
| Sp/Sz | −0.27 | 0.6 | −0.46 | 0.7 | −0.59 | −0.24 | 0.21 | −0.21 | 0.48 | 0.01 | 0.32 | 0.25 | 0.59 | −0.06 | 0.28 | −0.38 | −0.27 | −0.56 | 1 |
| Sq | Sp | Sv | Ssk | Sku | Sal | Str | Sdq | Vmc | Vvv | Spd | Spc | Sk | Svk | Sq/Sa | Sp/Sz | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Sq | 1 | |||||||||||||||
| Sp | 0.78 | 1 | ||||||||||||||
| Sv | 0.93 | 0.73 | 1 | |||||||||||||
| Ssk | 0.3 | 0.25 | 0.01 | 1 | ||||||||||||
| Sku | −0.32 | −0.18 | −0.01 | −0.96 | 1 | |||||||||||
| Sal | 0.43 | 0.16 | 0.29 | 0.33 | −0.41 | 1 | ||||||||||
| Str | 0.01 | −0.09 | 0.03 | −0.3 | 0.17 | 0.62 | 1 | |||||||||
| Sdq | 0.3 | 0.62 | 0.23 | 0.43 | −0.24 | −0.23 | −0.53 | 1 | ||||||||
| Vmc | 0.74 | 0.77 | 0.61 | 0.4 | −0.32 | 0.37 | −0.18 | 0.58 | 1 | |||||||
| Vvv | 0.96 | 0.66 | 0.91 | 0.28 | −0.33 | 0.42 | 0.06 | 0.15 | 0.55 | 1 | ||||||
| Spd | −0.5 | −0.4 | −0.53 | 0.25 | −0.12 | −0.49 | −0.55 | 0.42 | −0.2 | −0.52 | 1 | |||||
| Spc | 0.31 | 0.73 | 0.34 | −0.06 | 0.15 | −0.1 | −0.05 | 0.66 | 0.53 | 0.14 | −0.12 | 1 | ||||
| Sk | 0.69 | 0.85 | 0.57 | 0.36 | −0.28 | 0.04 | −0.28 | 0.76 | 0.86 | 0.51 | −0.09 | 0.74 | 1 | |||
| Svk | 0.97 | 0.68 | 0.91 | 0.29 | −0.33 | 0.5 | 0.07 | 0.15 | 0.62 | 0.98 | −0.54 | 0.19 | 0.54 | 1 | ||
| Sq/Sa | −0.3 | −0.18 | 0.1 | −0.96 | 0.95 | −0.4 | 0.19 | −0.35 | −0.39 | 0.35 | −0.25 | 0.16 | −0.32 | 0.26 | 1 | |
| Sp/Sz | −0.21 | 0.25 | −0.33 | 0.5 | −0.35 | −0.31 | −0.52 | 0.53 | 0.13 | 0.22 | 0.35 | 0.27 | −0.29 | −0.28 | −0.34 | 1 |
| Sq | Sp | Sv | Ssk | Sku | Sal | Str | Sdq | Vmc | Vvv | Spd | Spc | Sk | Svk | Spk | Svq | Smq | Sq/Sa | Sp/Sz | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Sq | 1 | ||||||||||||||||||
| Sp | 0.55 | 1 | |||||||||||||||||
| Sv | 0.87 | 0.39 | 1 | ||||||||||||||||
| Ssk | 0.42 | 0.64 | 0.04 | 1 | |||||||||||||||
| Sku | −0.44 | −0.47 | −0.08 | −0.95 | 1 | ||||||||||||||
| Sal | 0.57 | −0.09 | 0.65 | −0.3 | 0.2 | 1 | |||||||||||||
| Str | 0.28 | 0.03 | 0.15 | −0.11 | 0.08 | 0.5 | 1 | ||||||||||||
| Sdq | 0.93 | 0.65 | 0.7 | 0.62 | −0.59 | 0.35 | 0.25 | 1 | |||||||||||
| Vmc | 0.92 | 0.57 | 0.68 | 0.59 | −0.57 | 0.43 | 0.25 | 0.96 | 1 | ||||||||||
| Vvv | 0.96 | 0.46 | 0.89 | 0.35 | −0.41 | 0.6 | 0.25 | 0.85 | 0.83 | 1 | |||||||||
| Spd | −0.35 | −0.09 | −0.64 | 0.39 | −0.39 | −0.31 | 0.02 | −0.21 | −0.18 | −0.36 | 1 | ||||||||
| Spc | 0.79 | 0.77 | 0.68 | 0.44 | −0.37 | 0.39 | 0.17 | 0.84 | 0.82 | 0.7 | −0.27 | 1 | |||||||
| Sk | 0.91 | 0.66 | 0.66 | 0.6 | −0.54 | 0.37 | 0.26 | 0.96 | 0.99 | 0.8 | −0.16 | 0.85 | 1 | ||||||
| Svk | 0.97 | 0.49 | 0.89 | 0.36 | −0.4 | 0.61 | 0.26 | 0.86 | 0.85 | 0.99 | −0.36 | 0.72 | 0.83 | 1 | |||||
| Spq | 0.87 | 0.72 | 0.68 | 0.54 | −0.48 | 0.42 | 0.2 | 0.85 | 0.89 | 0.78 | −0.17 | 0.87 | 0.92 | 0.82 | 1 | ||||
| Svq | 0.7 | 0.22 | 0.87 | −0.25 | 0.21 | 0.69 | 0.35 | 0.45 | 0.42 | 0.75 | −0.24 | 0.45 | 0.42 | 0.76 | 0.46 | 1 | |||
| Smq | −0.27 | −0.1 | 0.05 | −0.59 | 0.62 | 0.1 | 0.01 | −0.5 | −0.51 | −0.18 | −0.3 | −0.22 | −0.46 | −0.16 | −0.21 | 0.36 | 1 | ||
| Sq/Sa | −0.53 | −0.34 | −0.21 | −0.84 | 0.89 | 0.02 | 0.06 | −0.69 | −0.68 | −0.46 | 0.27 | −0.45 | −0.69 | −0.46 | −0.56 | 0.17 | 0.77 | 1 | |
| Sp/Sz | 0.03 | 0.82 | −0.15 | 0.65 | −0.42 | −0.55 | −0.14 | 0.2 | 0.11 | −0.03 | 0.2 | 0.32 | 0.22 | −0.02 | 0.27 | −0.24 | −0.05 | −0.15 | 1 |
| Sq | Sp | Sv | Ssk | Sku | Sal | Str | Sdq | Vmc | Vvv | Spd | Spc | Sk | Svk | Sq/Sa | Sp/Sz | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Sq | 1 | |||||||||||||||
| Sp | 0.8 | 1 | ||||||||||||||
| Sv | 0.9 | 0.76 | 1 | |||||||||||||
| Ssk | 0.21 | 0.08 | −0.14 | 1 | ||||||||||||
| Sku | −0.21 | −0.02 | 0.12 | −0.98 | 1 | |||||||||||
| Sal | 0.51 | 0.27 | 0.31 | 0.24 | −0.21 | 1 | ||||||||||
| Str | 0.18 | 0.38 | 0.35 | −0.31 | 0.29 | 0.38 | 1 | |||||||||
| Sdq | 0.22 | 0.43 | 0.31 | 0.18 | −0.16 | −0.29 | 0.25 | 1 | ||||||||
| Vmc | 0.83 | 0.75 | 0.63 | 0.38 | −0.31 | 0.56 | 0.16 | 0.32 | 1 | |||||||
| Vvv | 0.97 | 0.7 | 0.89 | 0.19 | −0.22 | 0.45 | 0.12 | 0.12 | 0.68 | 1 | ||||||
| Spd | −0.53 | −0.58 | −0.67 | 0.28 | −0.25 | −0.39 | −0.81 | −0.22 | −0.41 | −0.47 | 1 | |||||
| Spc | 0.44 | 0.78 | 0.51 | −0.18 | 0.23 | 0.01 | 0.45 | 0.61 | 0.53 | 0.27 | −0.46 | 1 | ||||
| Sk | 0.77 | 0.83 | 0.6 | 0.32 | −0.27 | 0.24 | 0.11 | 0.49 | 0.87 | 0.64 | −0.32 | 0.74 | 1 | |||
| Svk | 0.98 | 0.71 | 0.88 | 0.24 | −0.24 | 0.62 | 0.17 | 0.1 | 0.77 | 0.98 | −0.5 | 0.28 | 0.65 | 1 | ||
| Sq/Sa | −0.19 | 0.01 | 0.13 | −0.95 | 0.97 | −0.2 | 0.29 | −0.18 | −0.35 | −0.18 | −0.23 | 0.24 | −0.27 | −0.22 | 1 | |
| Sp/Sz | −0.14 | 0.26 | −0.33 | 0.48 | −0.32 | −0.03 | −0.04 | 0.12 | 0.09 | −0.21 | 0.19 | 0.14 | 0.16 | −0.22 | −0.24 | 1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pawlus, P.; Reizer, R.; Wieczorowski, M. Parametric Characterization of Machined Textured Surfaces. Materials 2023, 16, 163. https://doi.org/10.3390/ma16010163
Pawlus P, Reizer R, Wieczorowski M. Parametric Characterization of Machined Textured Surfaces. Materials. 2023; 16(1):163. https://doi.org/10.3390/ma16010163
Chicago/Turabian StylePawlus, Pawel, Rafal Reizer, and Michal Wieczorowski. 2023. "Parametric Characterization of Machined Textured Surfaces" Materials 16, no. 1: 163. https://doi.org/10.3390/ma16010163
APA StylePawlus, P., Reizer, R., & Wieczorowski, M. (2023). Parametric Characterization of Machined Textured Surfaces. Materials, 16(1), 163. https://doi.org/10.3390/ma16010163