
Study on Influencing Factors of High-Temperature Basic Characteristics of Iron Ore Powder and Optimization of Ore Blending

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
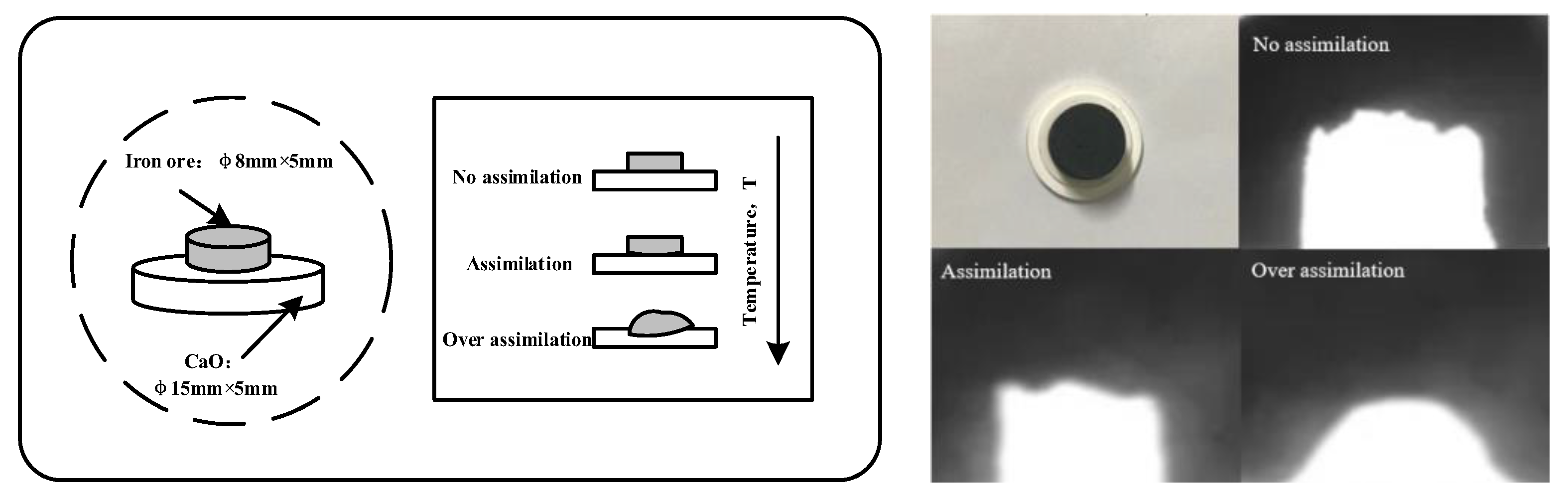
2.2.1. Assimilation
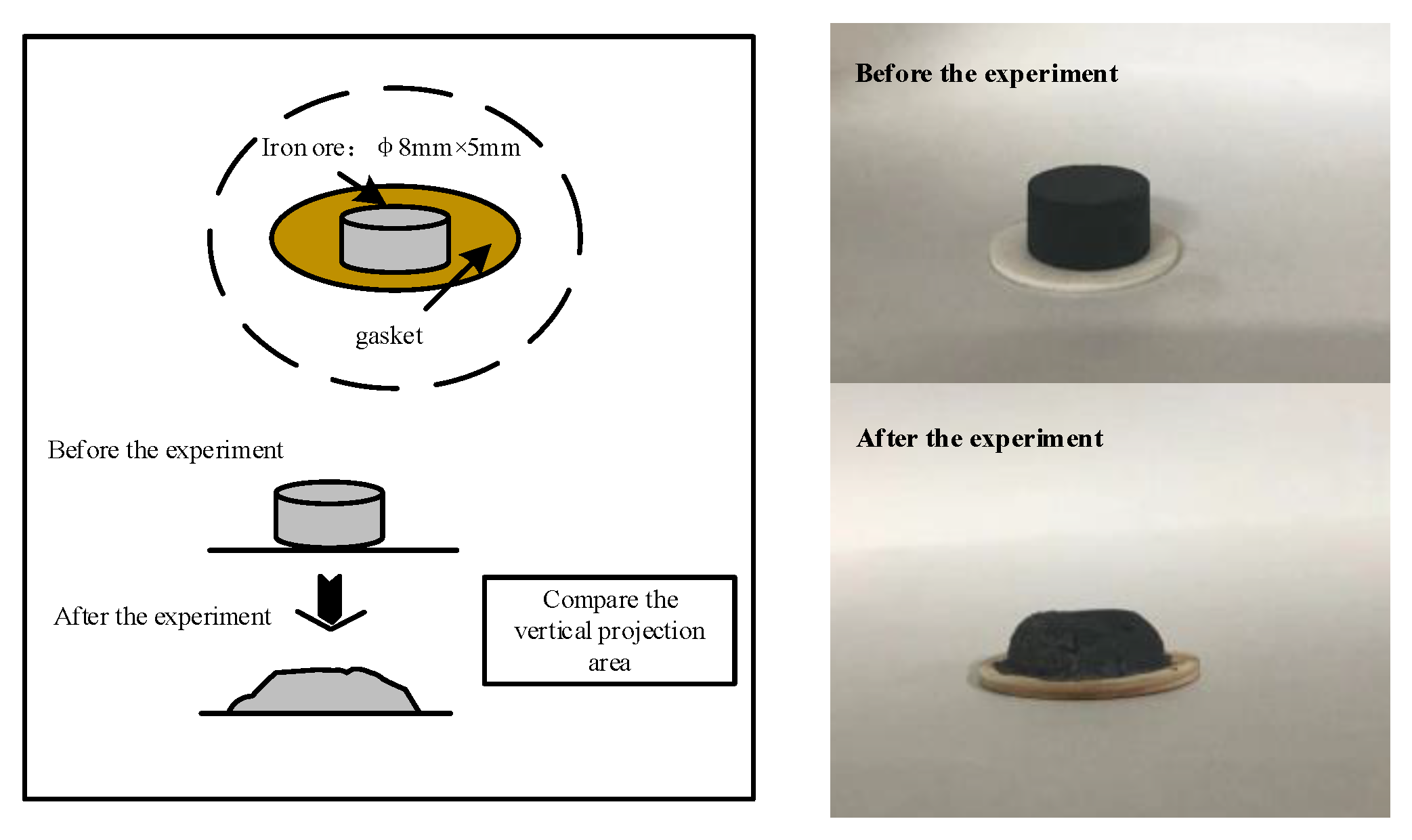
2.2.2. Liquid-Phase Fluidity
3. Results and Discussion
3.1. Assimilation Tests
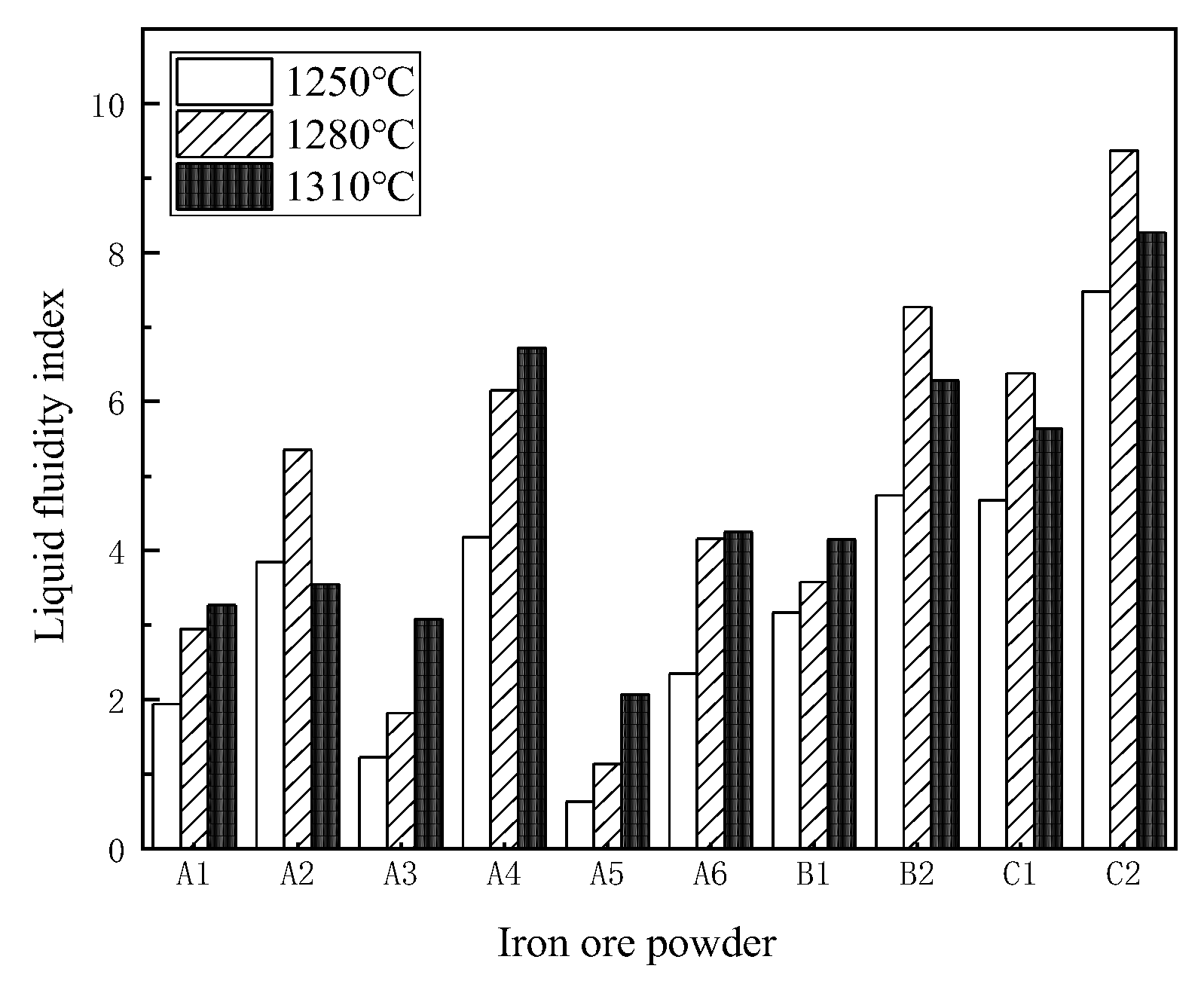
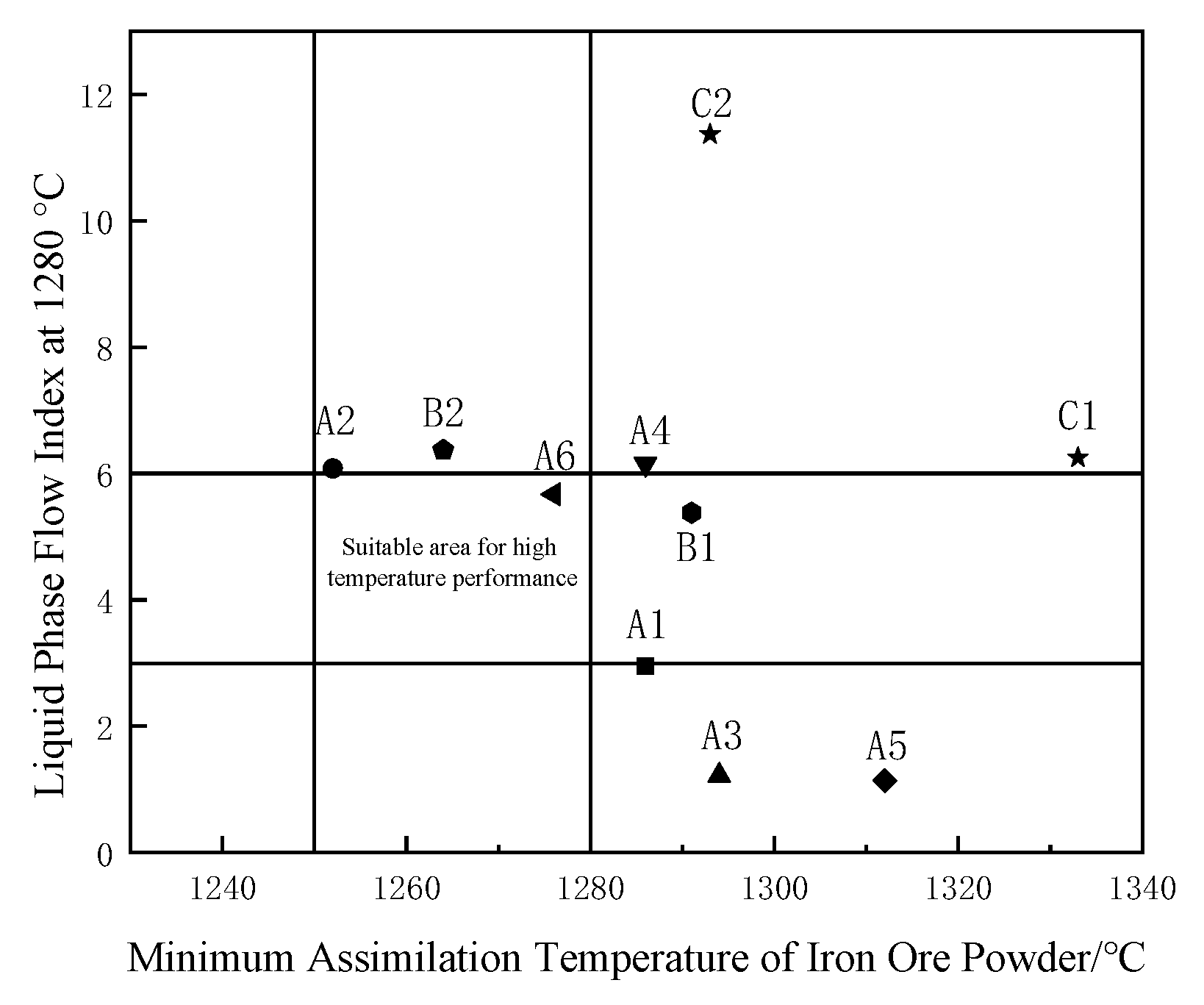
3.2. Liquid-Phase Flow Tests
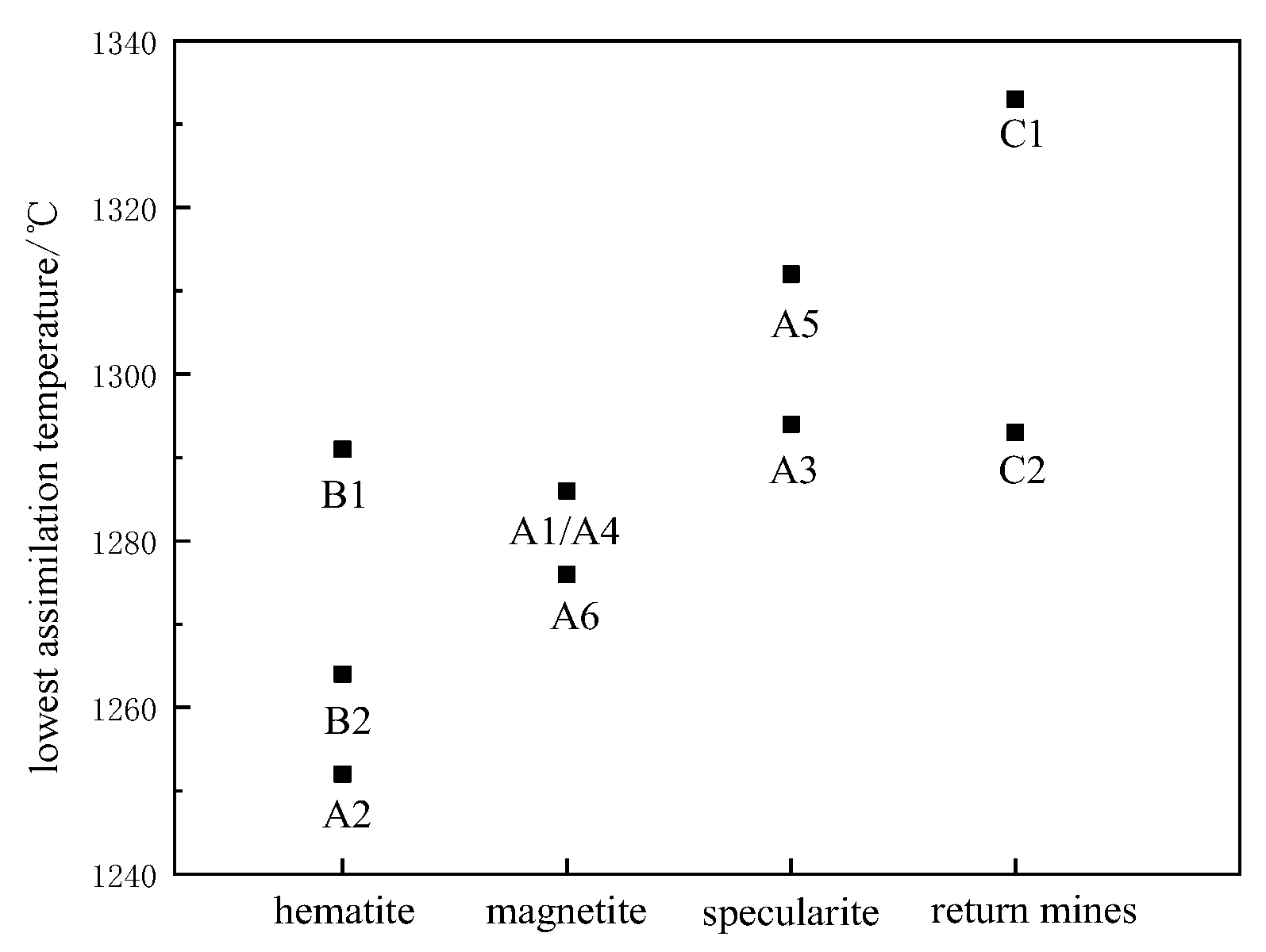
3.3. Effect of Iron Ores Type on Assimilation
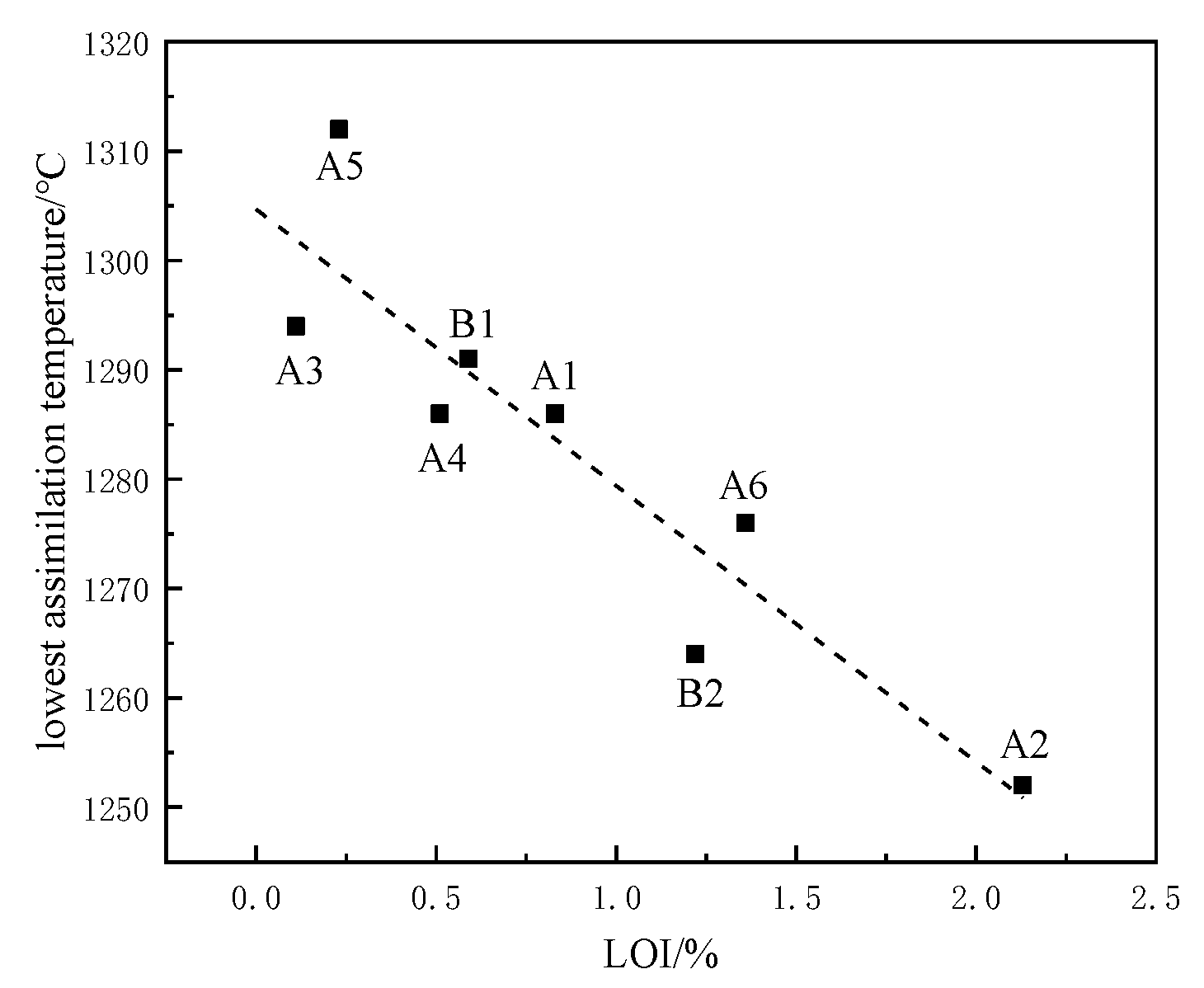
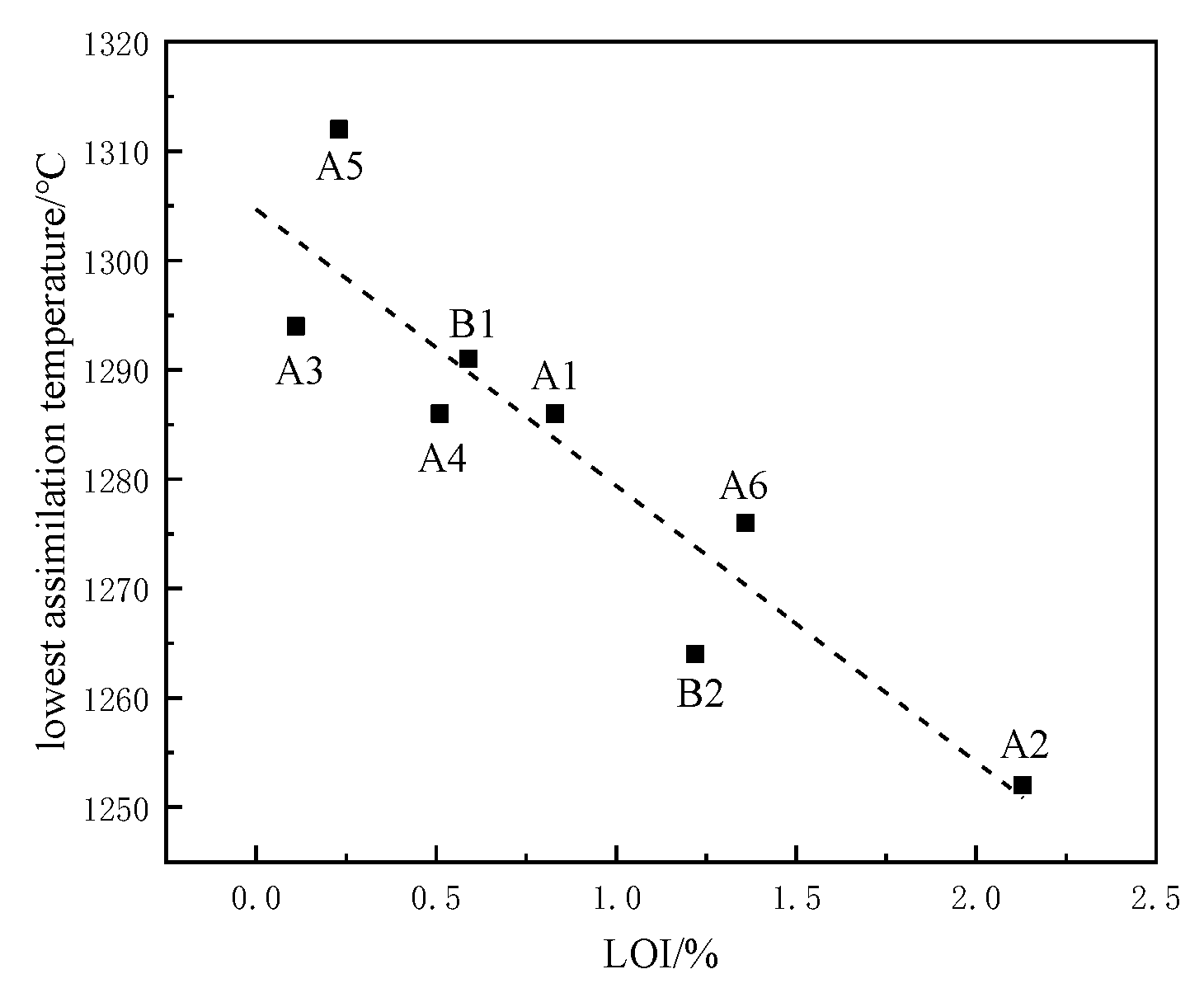
3.4. Effect of LOI on Assimilation
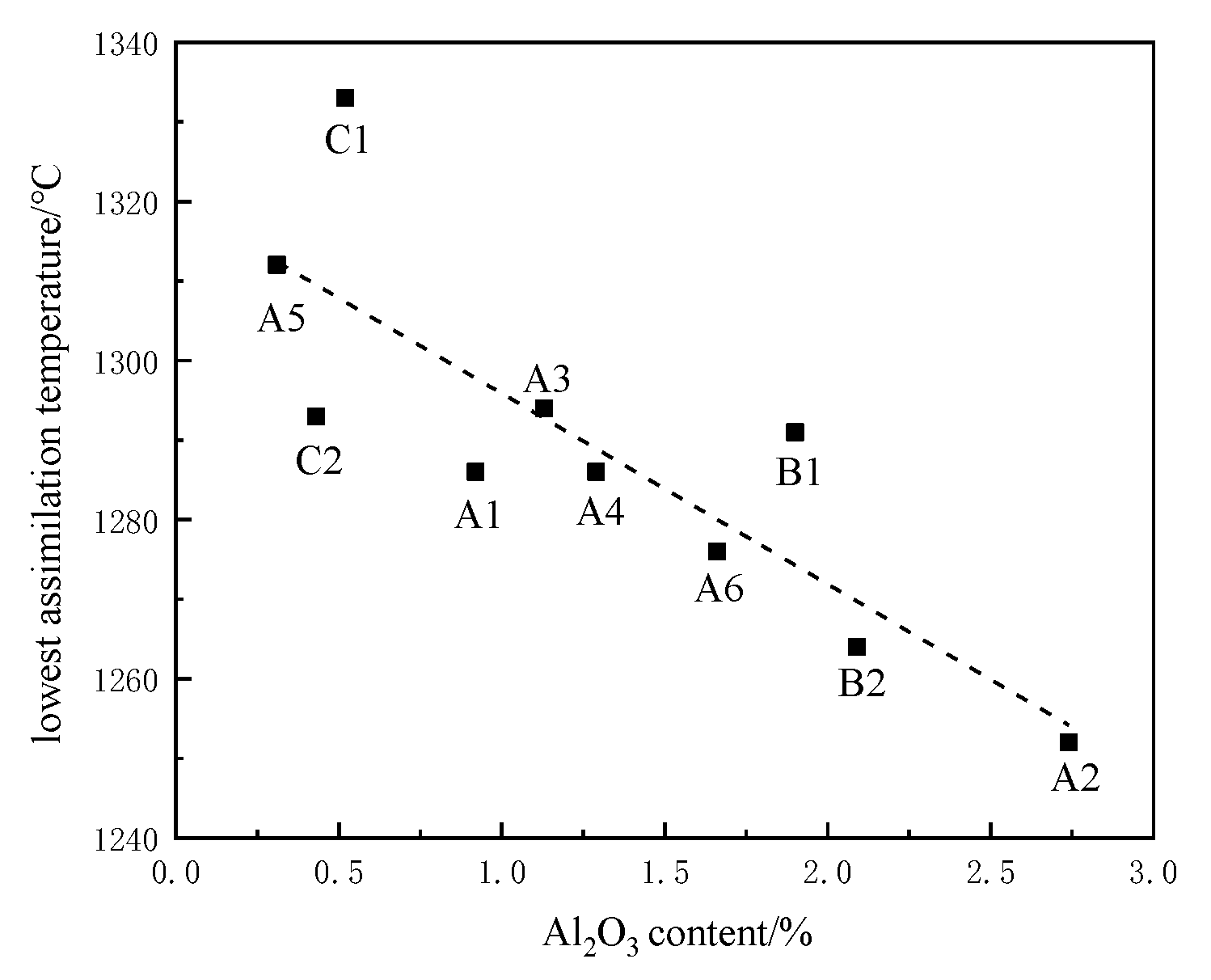
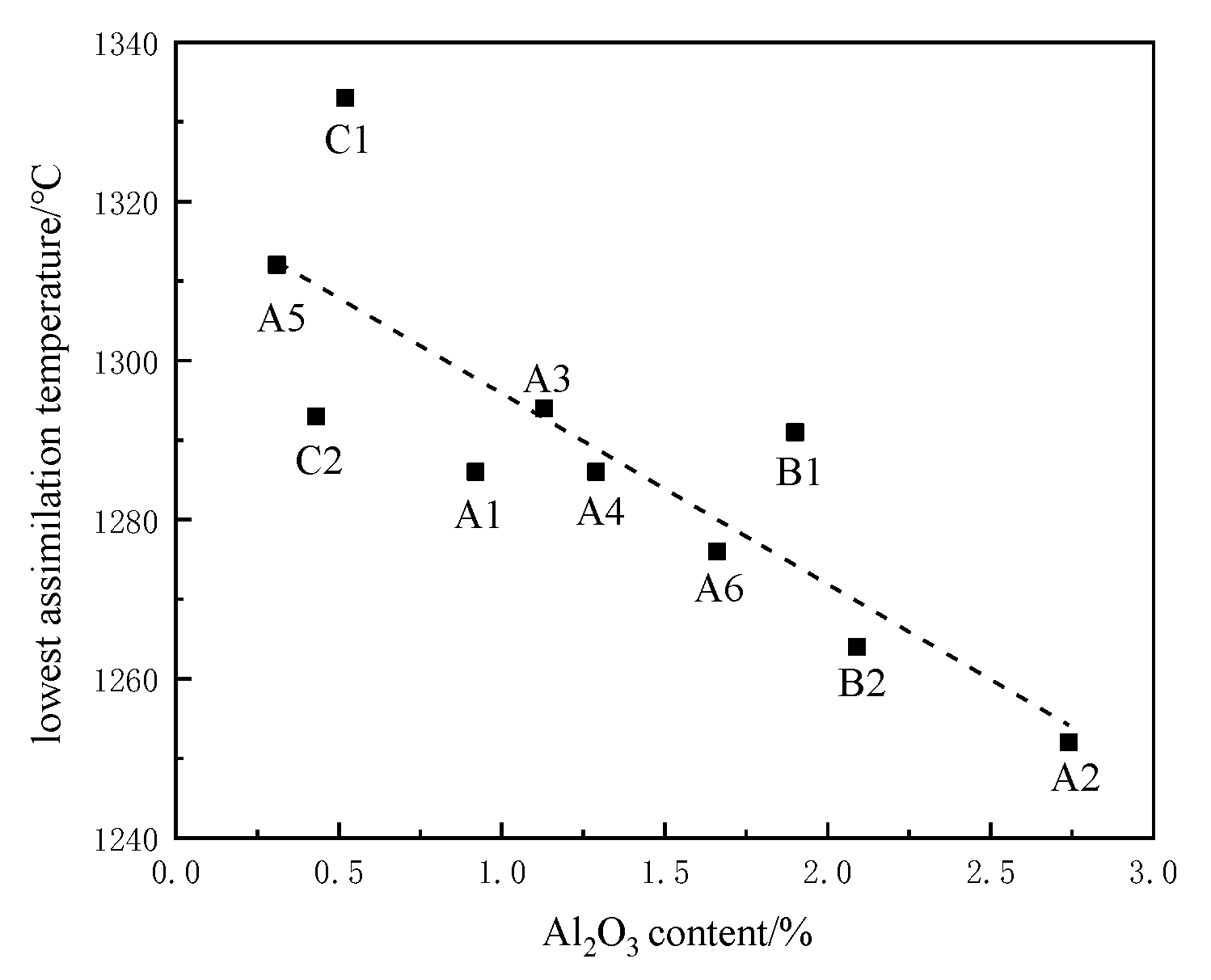
3.5. Effect of Al2O3 Content on Assimilation
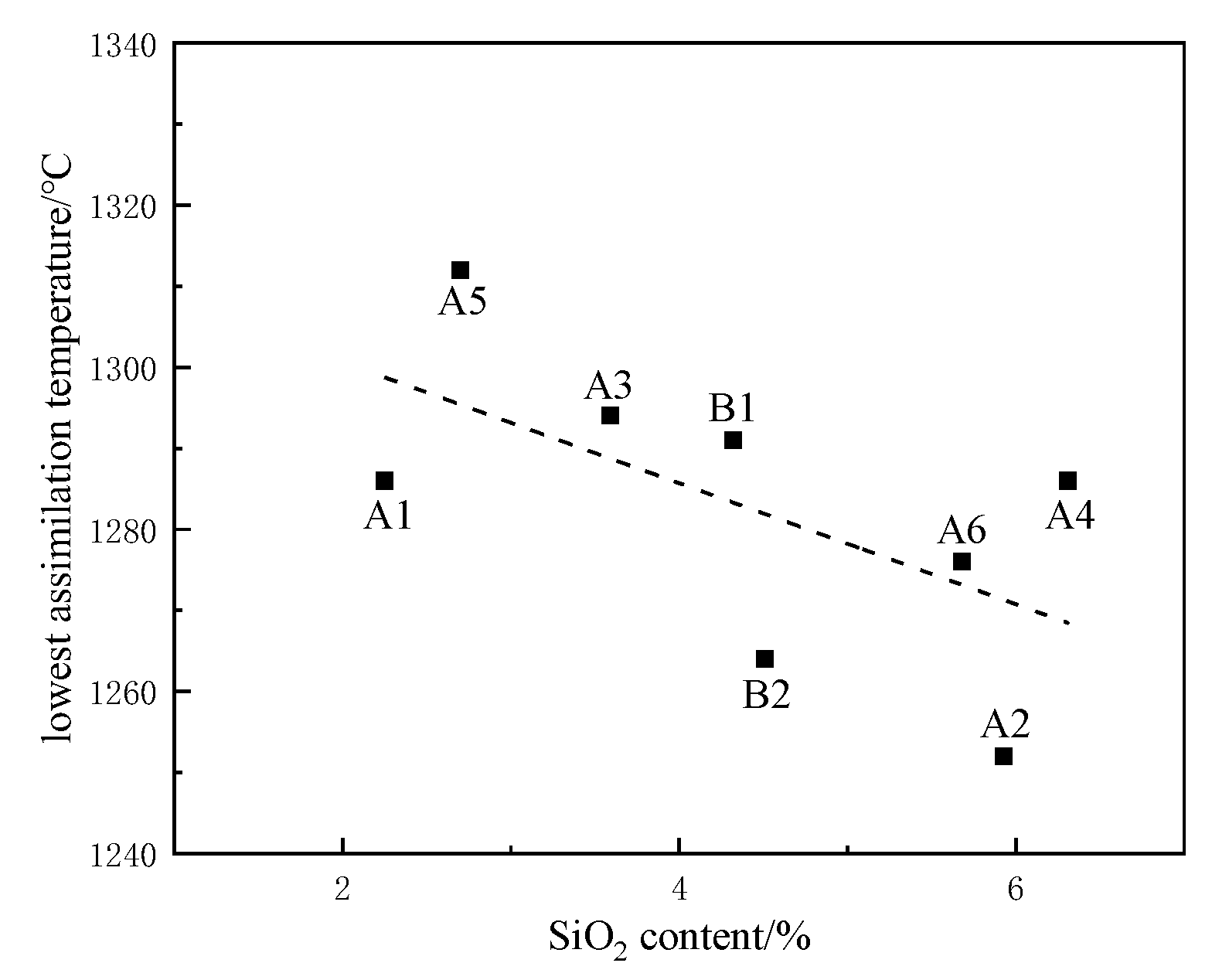
3.6. Effect of SiO2 Content on Assimilation
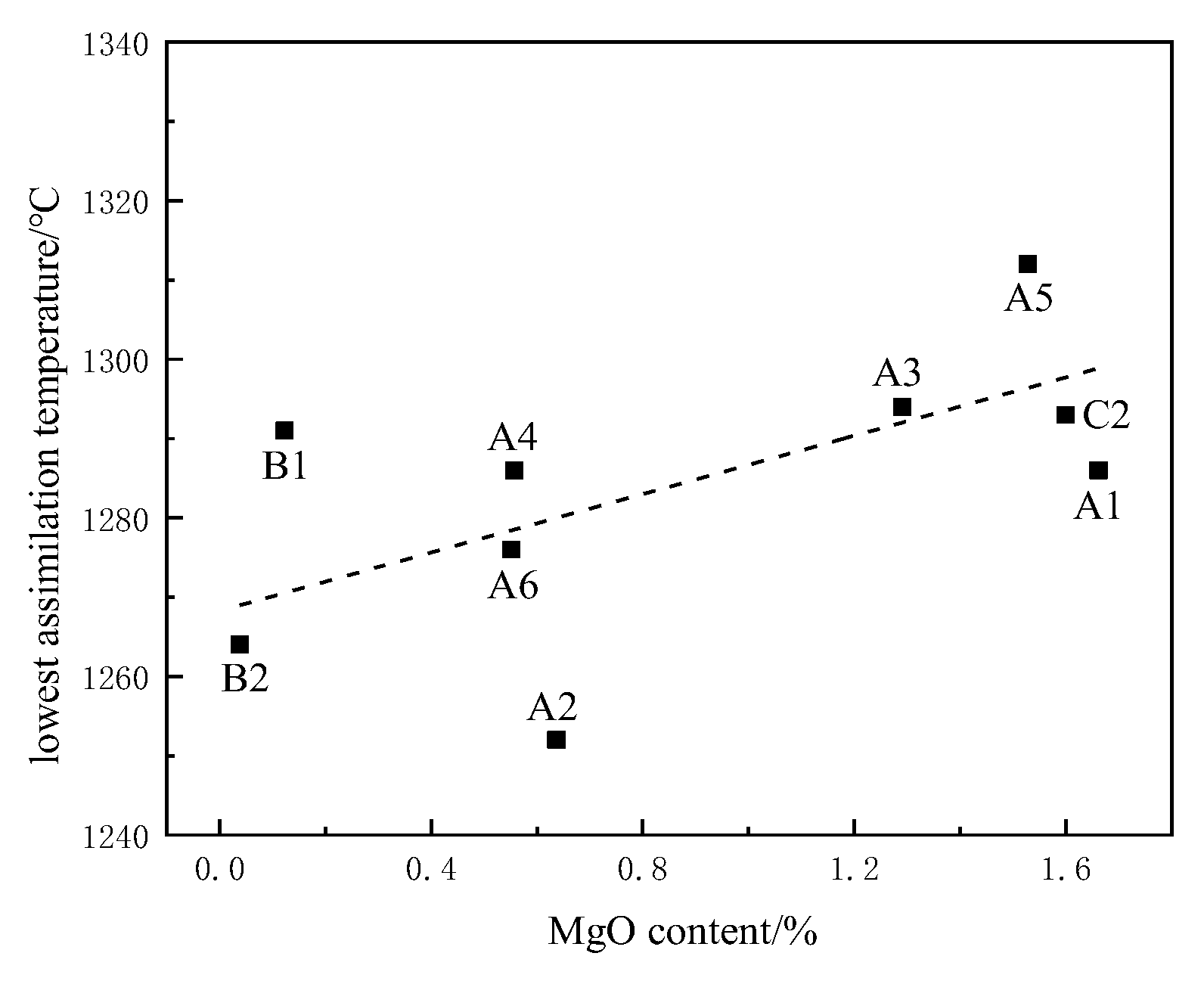
3.7. Effect of MgO Content on Assimilation
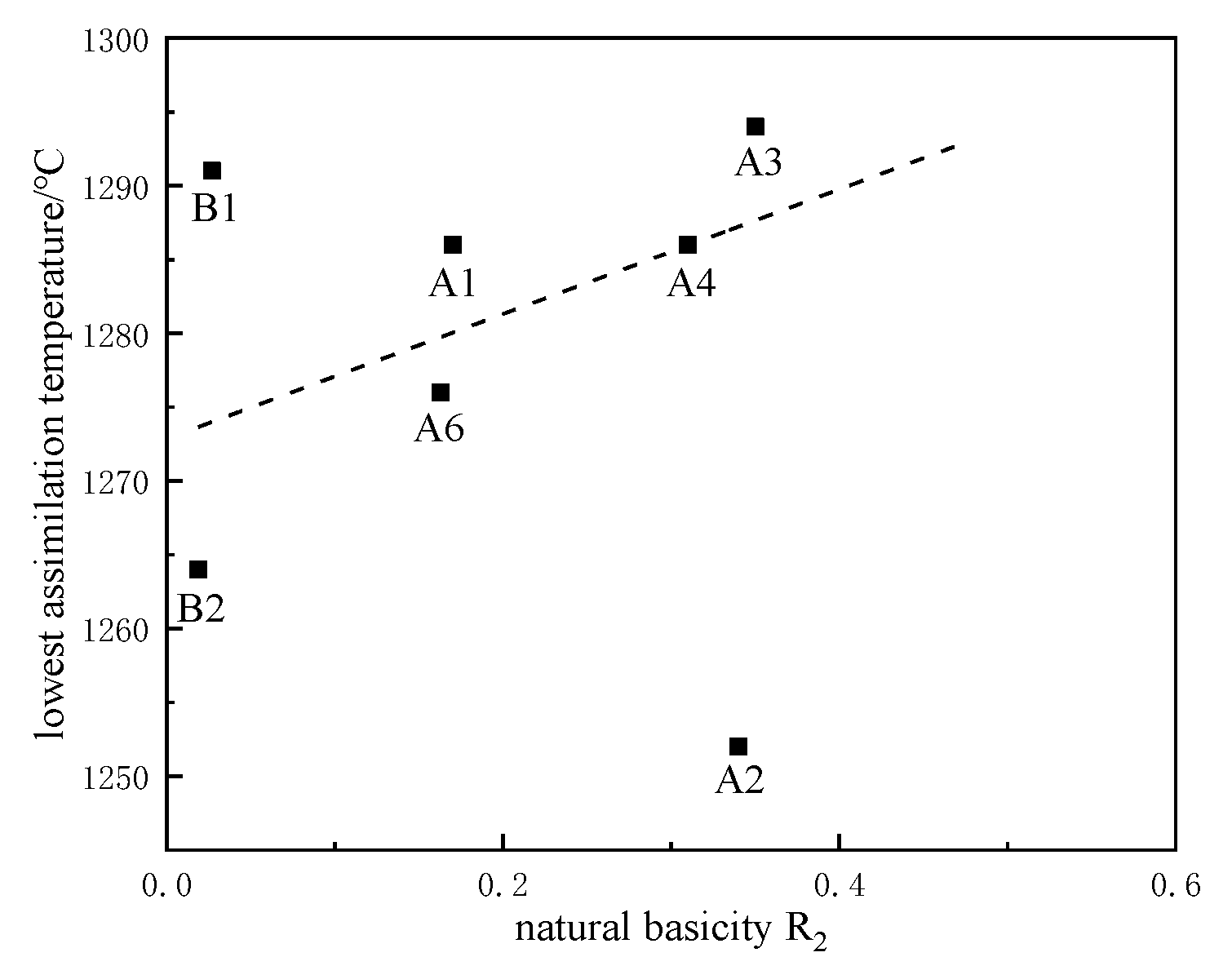
3.8. Effect of Natural Basicity R2 on Assimilation
3.9. Analysis of Goodness of Fit of Assimilation Factors
4. Optimization of Ore Blending and Sintering Quality Analysis
4.1. Optimizing Ore Blending Based on Assimilation
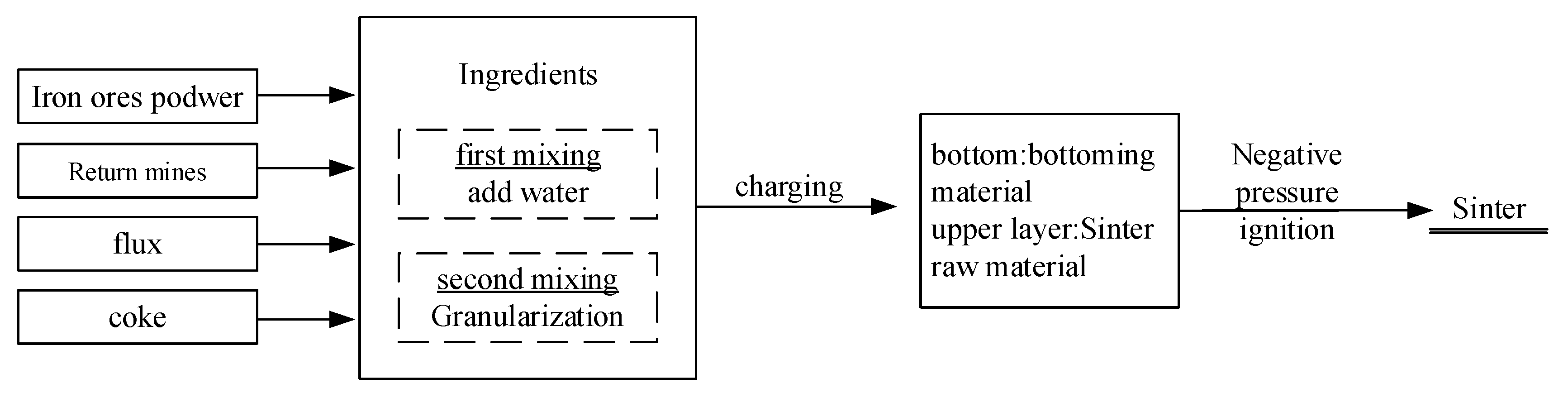
4.2. Sintering Pot Test
4.3. Sinter Quality Index
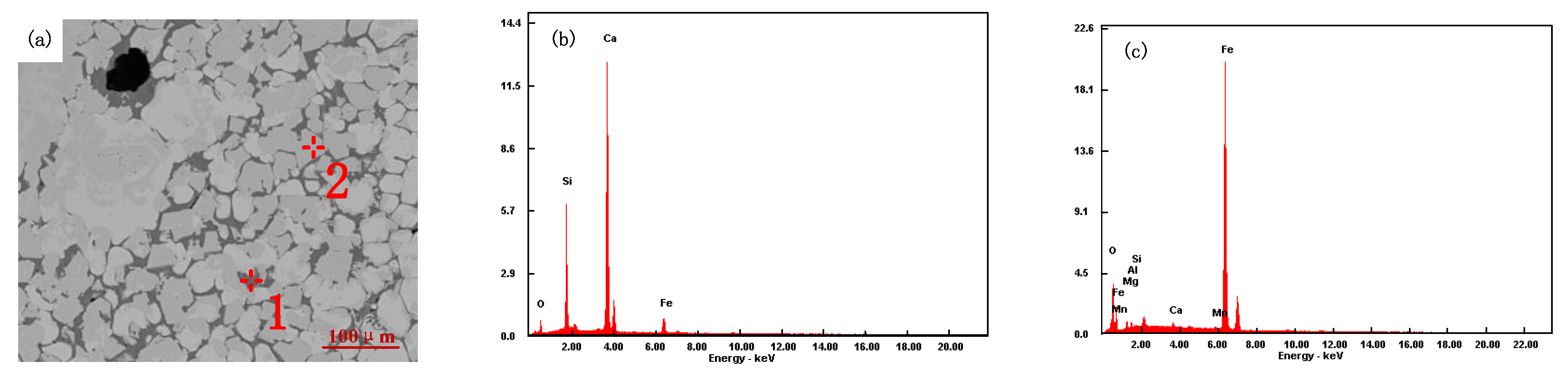
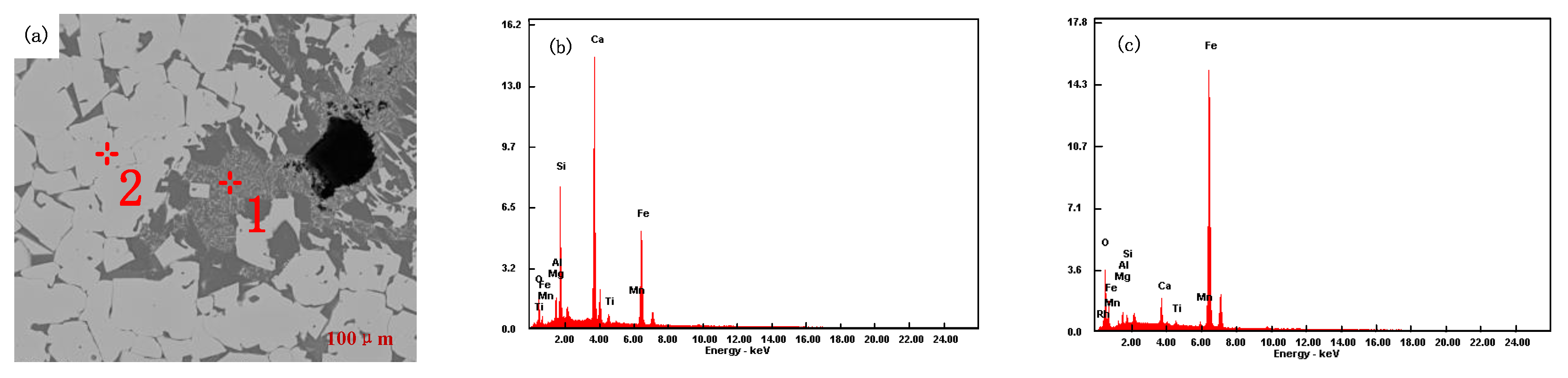
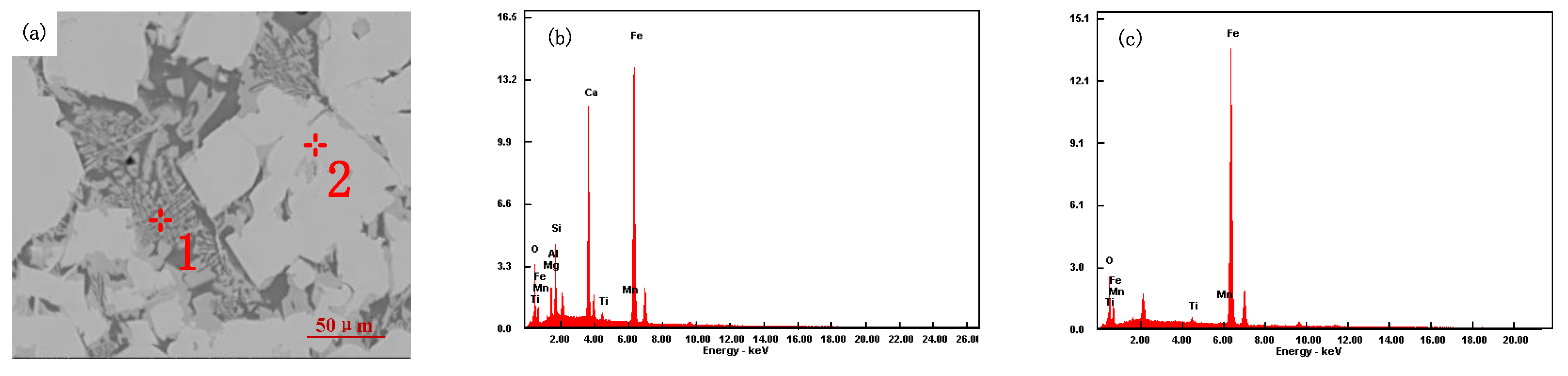
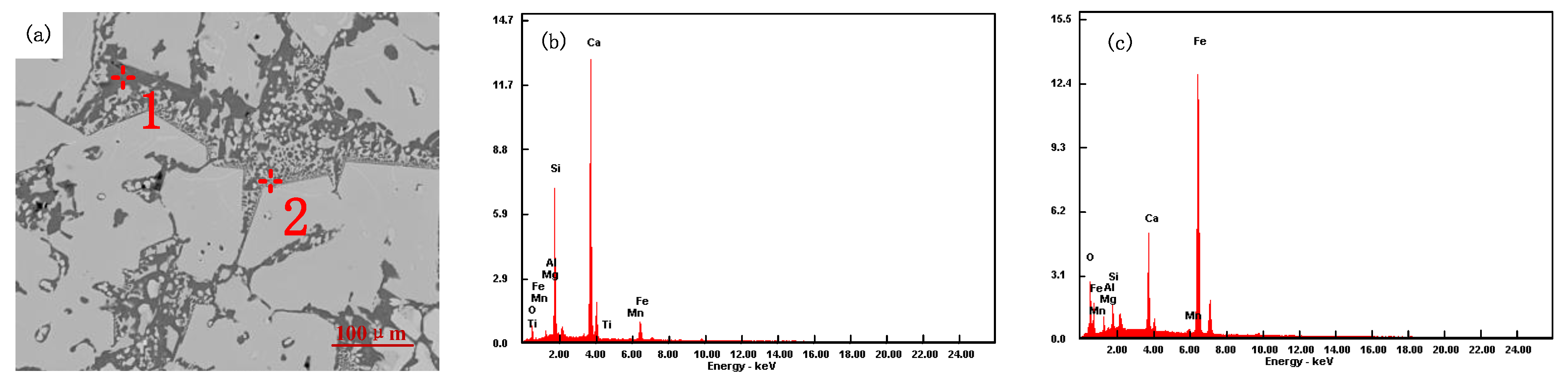
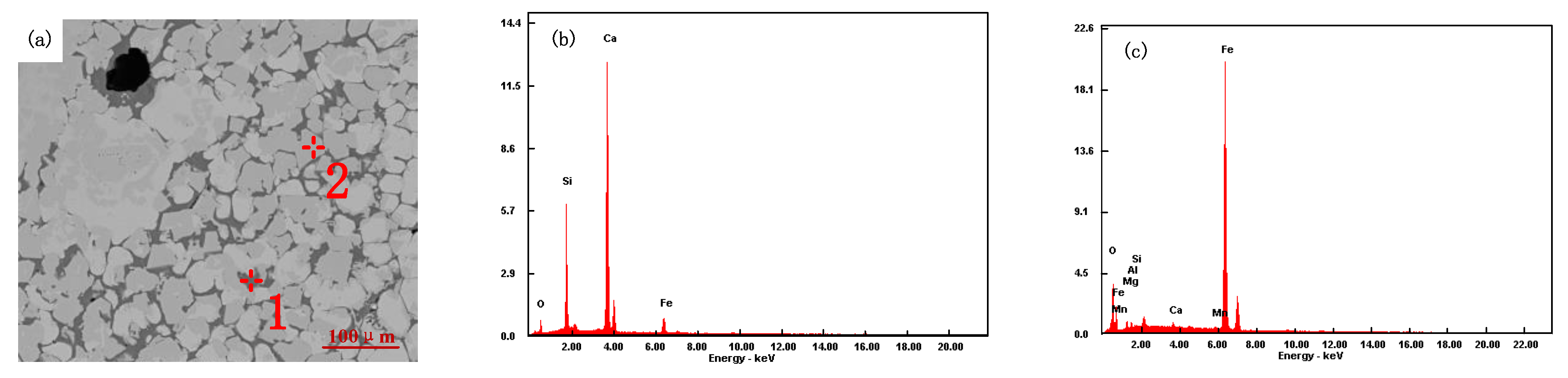
4.4. Microstructural Analysis of Sinter
5. Conclusions
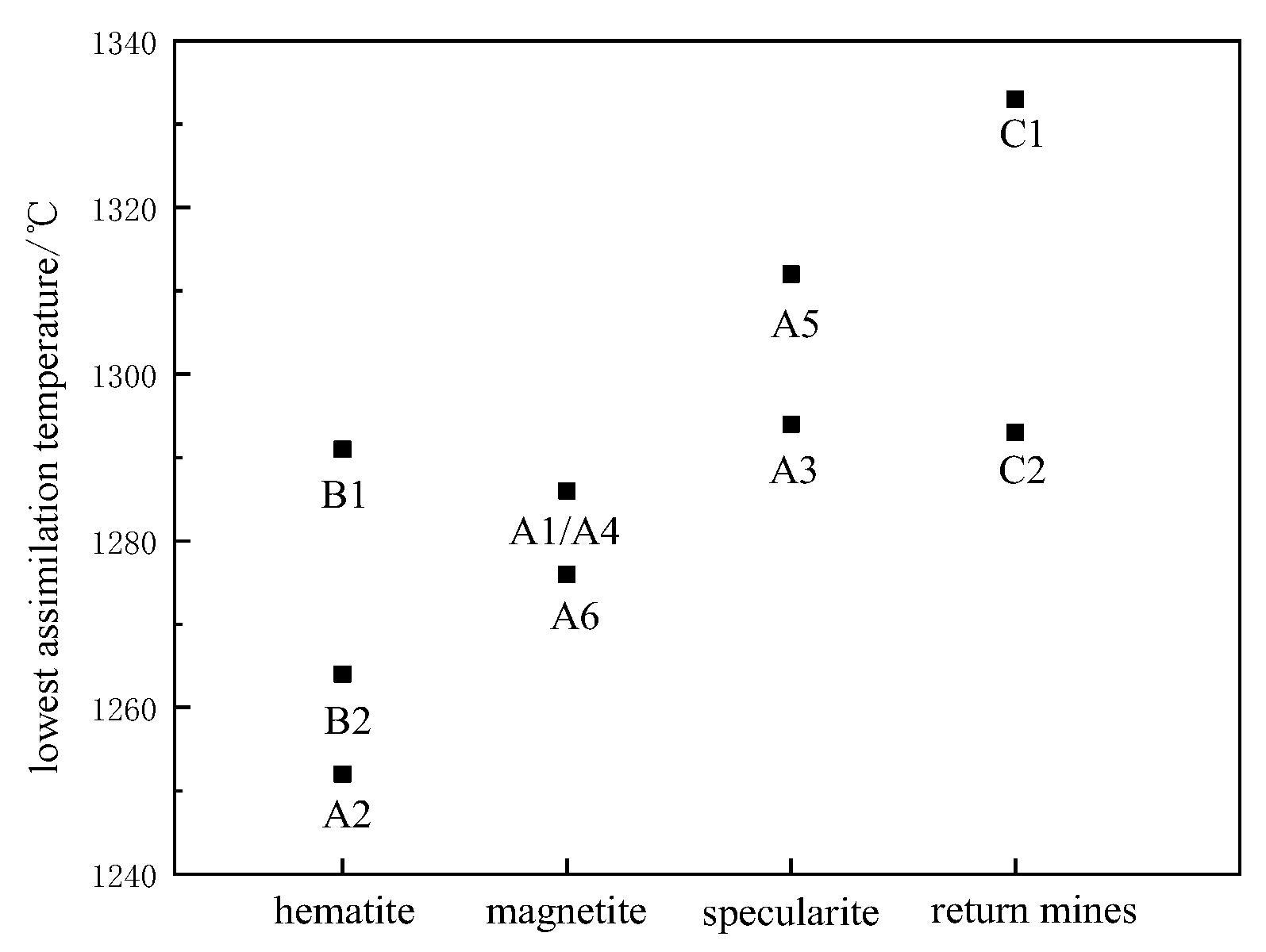
- The order of assimilation of the tested iron ore powders, from low to high, is: A2 > B2 > A6 > A4 = A1 > B1 > B3 > C2 > A5 > C1. SiO2, Al2O3, and burning loss in iron ore powder composition are positively correlated with assimilation, whereas MgO and basicity R2 are negatively correlated with assimilation.
- The particle size of A1 low-silica magnetite is fine. When the appropriate proportion is not more than 35%, the hematite content increases to 17.5%, and the drum index and low-temperature reduction pulverization index of the sinter increase. Increasing the proportion of hematite with appropriate particle size can not only improve the granulation performance of sintering raw materials but also improve the liquid production and increase the content of needle-like dendritic calcium ferrite, which can help to improve the quality of the sinter. Optimizing the ore blending of low-silicon magnetite by high-temperature basic characteristics can not only improve the quality of low-silicon sinter but also improve the utilization rate of low-silicon ore.
- The iron concentrate powder was optimized based on the assimilation performance of iron ore powder. The sintering experiment shows that the quality of sinter can be improved and the sintering process can be strengthened by ore blending, which has certain reference significance for optimizing the industrial production of low-silica sinter.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Li, J.; Liu, D.; Shi, X.; Chen, X. Progress of Iron Ore Matching Patterns in Sinter Process. Iron Steel 2018, 53, 8–16. [Google Scholar]
- He, S.; Feng, H.; Gan, X.; Gan, M. Effect of Ultra Fine Ore on Sintering and Strengthening Measures. J. Iron Steel Res. 2016, 28, 10–16. [Google Scholar]
- Jiao, Y. New Situation of Iron Mining Development Abroad. China Metall. 2003, 2, 42–45. [Google Scholar]
- Huang, Z.; Shen, X.; Yi, L.; Zhu, S.; Zhong, R. Properties and Formation Mechanism of Rings during Rotary Kiln Reduction of Low-Grade Iron Ore. Chin. J. Eng. 2018, 40, 679–689. [Google Scholar]
- Lv, X.F.; Han, H.L.; He, H.S. Ore-Proportioning Optimization Technology in Pellet Process Based on Self-Characteristics of Iron Ores. Adv. Mater. Res. 2011, 402, 183–186. [Google Scholar]
- Wu, S.; Zhang, G.; Chen, S.; Su, B. Influencing Factors and Effects of Assimilation Characteristic of Iron Ores in Sintering Process. ISIJ Int. 2014, 54, 582–588. [Google Scholar] [CrossRef] [Green Version]
- Wu, S.; Liu, Y.; Du, J.; Mi, K.; Lin, H. New Concept of Sintered Basic Properties of Iron Ore. Chin. J. Eng. 2002, 24, 254–257. [Google Scholar]
- Kasai, E.; Saito, F. Note Differential Thermal Analysis of Assimilation and Melt-Formation Phenomena in the Sintering Process of Iron Ores. ISIJ Int. 1996, 36, 1109–1111. [Google Scholar] [CrossRef]
- Wu, H.F.; Jia, Y.Z.; Liang, D.L. Basic Sintering Characteristics of Several Common Types of Imported Iron Ores. Iron Steel 2011, 46, 10–13+40. [Google Scholar]
- Yan, L.; Wu, S.; You, Y.; Pei, Y.; Zhang, L. Assimilation of Iron Ores and Ore Matching Method Based on Complementary Assimilation. Chin. J. Eng. 2010, 32, 298–305. [Google Scholar]
- Yan, L.; Wu, S.; Zhu, J.; Huang, W.; Zhang, Z.; Que, Z. Influence of Chemical Composition Deterioration of Iron Ores on Sintering Assimilation. J. Taiyuan Univ. Technol. 2014, 45, 19–24. [Google Scholar]
- Luo, G.; Sun, G.; Zhao, Y.; Zhang, X.; Hao, Z.; Wu, S. Experimental Study on Basic Sintering Characteristics of Baogang Iron Ore Powder. Chin. J. Eng. 2008, 1, 198–204. [Google Scholar]
- Wu, S.; Dai, Y.; Oliveira, D.; Pei, Y.; Xv, J.; Han, H. Optimization of Ore Blending during Sintering Based on Complementation of High Temperature Properties. Chin. J. Eng. 2010, 32, 719–724. [Google Scholar]
- Wu, S.; Bian, M.; Wang, Q.; Zhang, G.; Du, Y. Fusion Characteristics of Iron Ore Fines and Its Evaluation Method. Chin. J. Eng. 2010, 32, 1526–1531. [Google Scholar]
- Zhang, G.; Luo, G.; Chai, Y.; Tian, S.; Hao, S.; Ren, Q. Optimal Allocation of Limonite in Sintering Process. Chin. J. Eng. 2022, 44, 39–49. [Google Scholar]
- Zhang, G.; Luo, G.; Wu, H.; Bai, X. Experimental Research on Utilization of Brazil High-Silicon Mixed Powder in Sintering Process at Baotou Steel. J. Iron Steel Res. 2019, 31, 875–881. [Google Scholar] [CrossRef]
- Liu, C.; Li, J.; Gao, Y.; Tang, H. Experiment on Optimum Ore Blending of Iron Ore Powder Sintering. Iron Steel 2013, 48, 6–11. [Google Scholar]
- Hu, C.; Yan, L.; Zhao, K.; Wang, Y. Influence Mechanism of Interactions between Al2O3 and MgO on Generation of Composite Calcium Ferrite. China Metall. 2017, 27, 5–10. [Google Scholar]
- Su, B.; Zhang, J.; Chang, J.; Wang, G.; Wang, C.; Che, X. Sintering Characteristics of Iron Ores and Experiment Study on Optimizing Ore-Blending. Iron Steel 2011, 46, 22–28. [Google Scholar]
- Zhang, J.; Su, B.; Che, X.; Lin, X.; Kong, D.; Guo, H. Experimental Study on Assimilation of Iron Ores at Home and Abroad. Chin. J. Process Eng. 2011, 11, 97–102. [Google Scholar]
- Wang, Q.; Kang, H.; Pei, Y.; Shi, J.; Yuan, Z. Test and Research about Assimilation for Sintering Iron Ore Powder. Hebei Metall. 2014, 2, 4–7. [Google Scholar]
- Nie, L.; Liu, C.; Liu, G.; Zhai, Y.; Zhang, J.; Lang, Q.; Wu, K. Experimental Study on the Assimilability and Fluidity of Ore Powder. Ind. Heat. 2021, 50, 18–22. [Google Scholar]
- Willett, M. Sintering Properties and Optimal Blending Schemes of Iron Ores. J. Iron Steel Res. Int. 2012, 19, 1–5. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Material Category | Numbering | TFe | FeO | SiO2 | CaO | MgO | Al2O3 | S | P | LOI * |
|---|---|---|---|---|---|---|---|---|---|---|
| Domestic iron ores | A1 | 66.62 | 21.69 | 2.25 | 0.744 | 1.66 | 0.92 | 0.046 | 0.131 | 0.83 |
| A2 | 60.35 | 1.49 | 5.93 | 2.045 | 0.63 | 2.74 | 0.047 | 0.183 | 2.13 | |
| A3 | 63.97 | 2.17 | 3.59 | 1.258 | 1.29 | 1.13 | 0.036 | 0.713 | 0.11 | |
| A4 | 64.65 | 25.62 | 6.31 | 1.090 | 0.55 | 1.29 | 0.053 | 0.038 | 0.51 | |
| A5 | 65.03 | 1.35 | 2.70 | 1.210 | 1.52 | 0.31 | 0.063 | 1.027 | 0.13 | |
| A6 | 65.20 | 25.42 | 5.68 | 0.927 | 0.57 | 1.66 | 0.034 | 0.217 | 1.36 | |
| Foreign iron ores | B1 | 64.43 | 0.64 | 4.32 | 0.121 | 0.12 | 1.90 | 0.198 | 0.058 | 0.59 |
| B2 | 63.82 | 0.29 | 4.51 | 0.086 | 0.03 | 2.09 | 0.398 | 0.019 | 1.52 | |
| Sinter return fines | C1 | 56.16 | 9.45 | 6.34 | 11.360 | 1.43 | 0.52 | 0.209 | 0.051 | 0.33 |
| C2 | 53.45 | 11.37 | 18.26 | 2.489 | 1.60 | 0.43 | 0.141 | 0.270 | 1.27 |
| Numbering | >10 /mm | 10~5 /mm | 5~3 /mm | 3~0.5 /mm | 0.5~0.15 /mm | <0.15 /mm | Average Size /mm |
|---|---|---|---|---|---|---|---|
| A1 | 0.03 | 0.73 | 0.28 | 1.19 | 1.62 | 96.15 | 0.031 |
| A2 | 4.75 | 18.95 | 31.65 | 23.30 | 19.26 | 2.09 | 3.26 |
| A3 | 0.68 | 2.62 | 3.95 | 2.36 | 5.69 | 83.70 | 0.063 |
| A4 | 3.28 | 18.63 | 10.82 | 35.85 | 28.62 | 2.80 | 2.66 |
| A5 | 1.31 | 3.67 | 1.95 | 6.51 | 4.68 | 81.88 | 0.077 |
| A6 | 10.29 | 21.37 | 40.69 | 24.32 | 2.92 | 0.41 | 4.34 |
| B1 | 4.02 | 5.16 | 27.62 | 41.18 | 21.33 | 0.69 | 2.97 |
| B2 | 2.19 | 18.92 | 38.24 | 25.44 | 11.65 | 3.56 | 3.36 |
| C1 | 17.42 | 36.49 | 28.34 | 11.18 | 6.32 | 0.25 | 5.84 |
| C2 | 1.08 | 16.22 | 32.46 | 17.39 | 25.57 | 7.28 | 3.93 |
| Raw Material | Industrial Analysis (%) | ||
|---|---|---|---|
| Fixed Carbon | Ash | Volatiles | |
| Coke | 84.65 | 13.18 | 2.17 |
| Caustic Lime | CaO | SiO2 | MgO | LOI |
|---|---|---|---|---|
| Content/% | 89.58 | 0.57 | 0.17 | 9.68 |
| Type of Iron Ore | A1 | A2 | A3 | A4 | A5 | A6 | B1 | B2 | C1 | C2 |
|---|---|---|---|---|---|---|---|---|---|---|
| Assimilation temperature/°C | 1286 | 1252 | 1294 | 1286 | 1312 | 1276 | 1291 | 1264 | 1333 | 1293 |
| Influencing Factor | LOI | SiO2 | Al2O3 | MgO | Natural Basicity R2 |
|---|---|---|---|---|---|
| R2 | 0.83 | 0.36 | 0.69 | 0.62 | 0.13 |
| Iron Ore Powder Sample | Dry Base Ratio/% | ||
|---|---|---|---|
| Scheme 1 | Scheme 2 | Scheme 3 | |
| A1 | 30.0 | 35.0 | 40.0 |
| A2 | 15.0 | 17.5 | 17.5 |
| A3 | 5.5 | 5.5 | 5.5 |
| A4 | 5.5 | 5.5 | 5.0 |
| A5 | 3.5 | 3.5 | 3.5 |
| A6 | 10.0 | 5.0 | 5.0 |
| B1 | 7.5 | 7.0 | 5.5 |
| B2 | 10.5 | 8.5 | 5.5 |
| C1 | 5.0 | 5.0 | 5.0 |
| C2 | 7.5 | 7.5 | 7.5 |
| Sun | 100 | 100 | 100 |
| Index | Tumble Index/% | Yield/% | Reduction Index/% | Low-Temperature Reduction Degradation Index (+3.15)/% |
|---|---|---|---|---|
| Scheme 1 | 75.1 | 77.3 | 81.8 | 78.9 |
| Scheme 2 | 75.3 | 80.1 | 83.2 | 81.2 |
| Scheme 3 | 60.9 | 73.6 | 63.1 | 62.3 |
| A1 | 46.4 | 56.2 | 50.3 | 49.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, S.; Liu, H.; Sun, H.; Zhang, T.; Liu, S. Study on Influencing Factors of High-Temperature Basic Characteristics of Iron Ore Powder and Optimization of Ore Blending. Materials 2022, 15, 3329. https://doi.org/10.3390/ma15093329
Yang S, Liu H, Sun H, Zhang T, Liu S. Study on Influencing Factors of High-Temperature Basic Characteristics of Iron Ore Powder and Optimization of Ore Blending. Materials. 2022; 15(9):3329. https://doi.org/10.3390/ma15093329
Chicago/Turabian StyleYang, Shuangping, Haijin Liu, Haixing Sun, Tiantian Zhang, and Shouman Liu. 2022. "Study on Influencing Factors of High-Temperature Basic Characteristics of Iron Ore Powder and Optimization of Ore Blending" Materials 15, no. 9: 3329. https://doi.org/10.3390/ma15093329
APA StyleYang, S., Liu, H., Sun, H., Zhang, T., & Liu, S. (2022). Study on Influencing Factors of High-Temperature Basic Characteristics of Iron Ore Powder and Optimization of Ore Blending. Materials, 15(9), 3329. https://doi.org/10.3390/ma15093329