
The Influence of Solar Sintering on Copper Heat Exchanger Parts with Controlled 3D-Printed Morphology

 ,
,  , , , , , and
, , , , , and
Abstract
:1. Introduction
2. Experimental
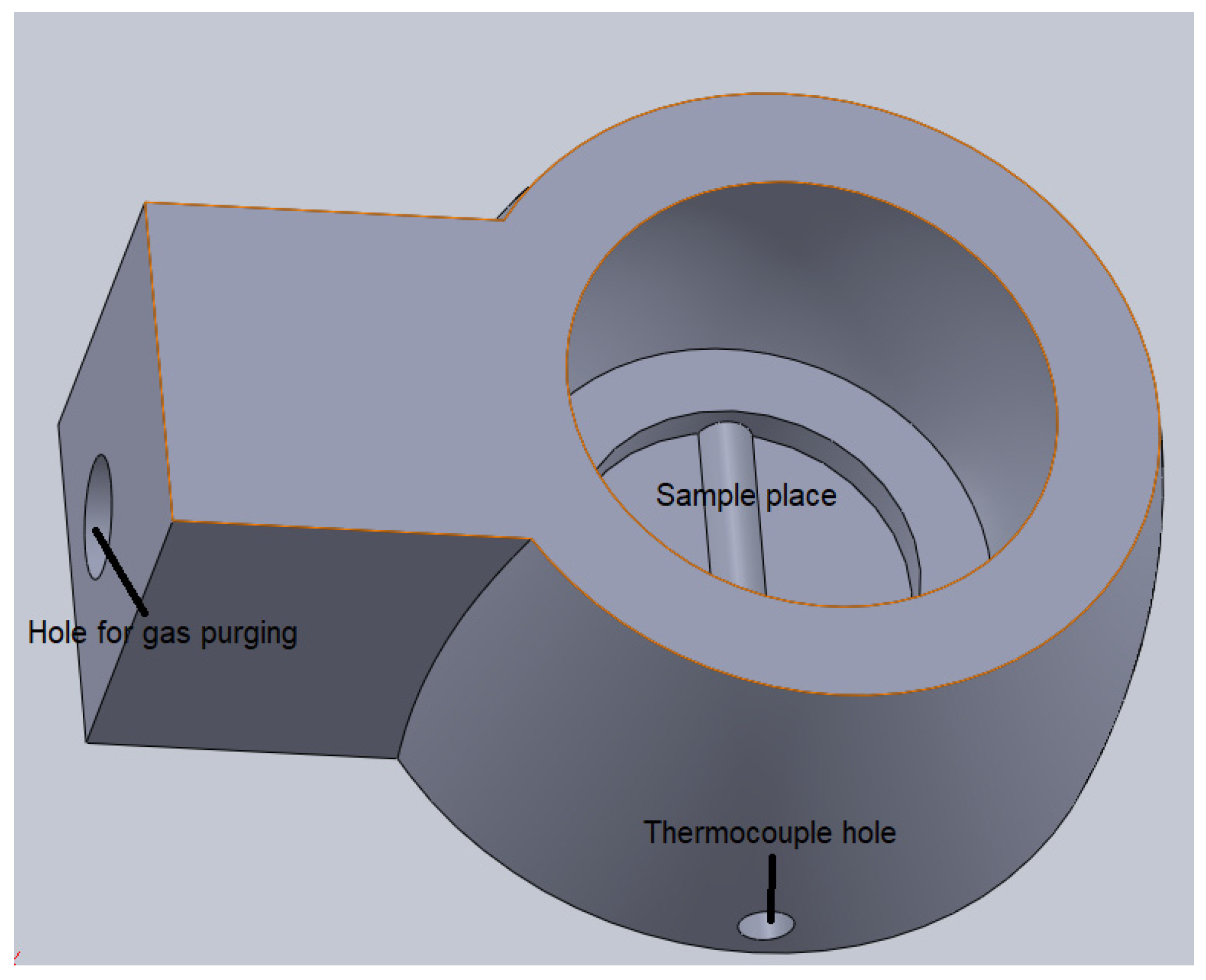
2.1. Materials and Equipment
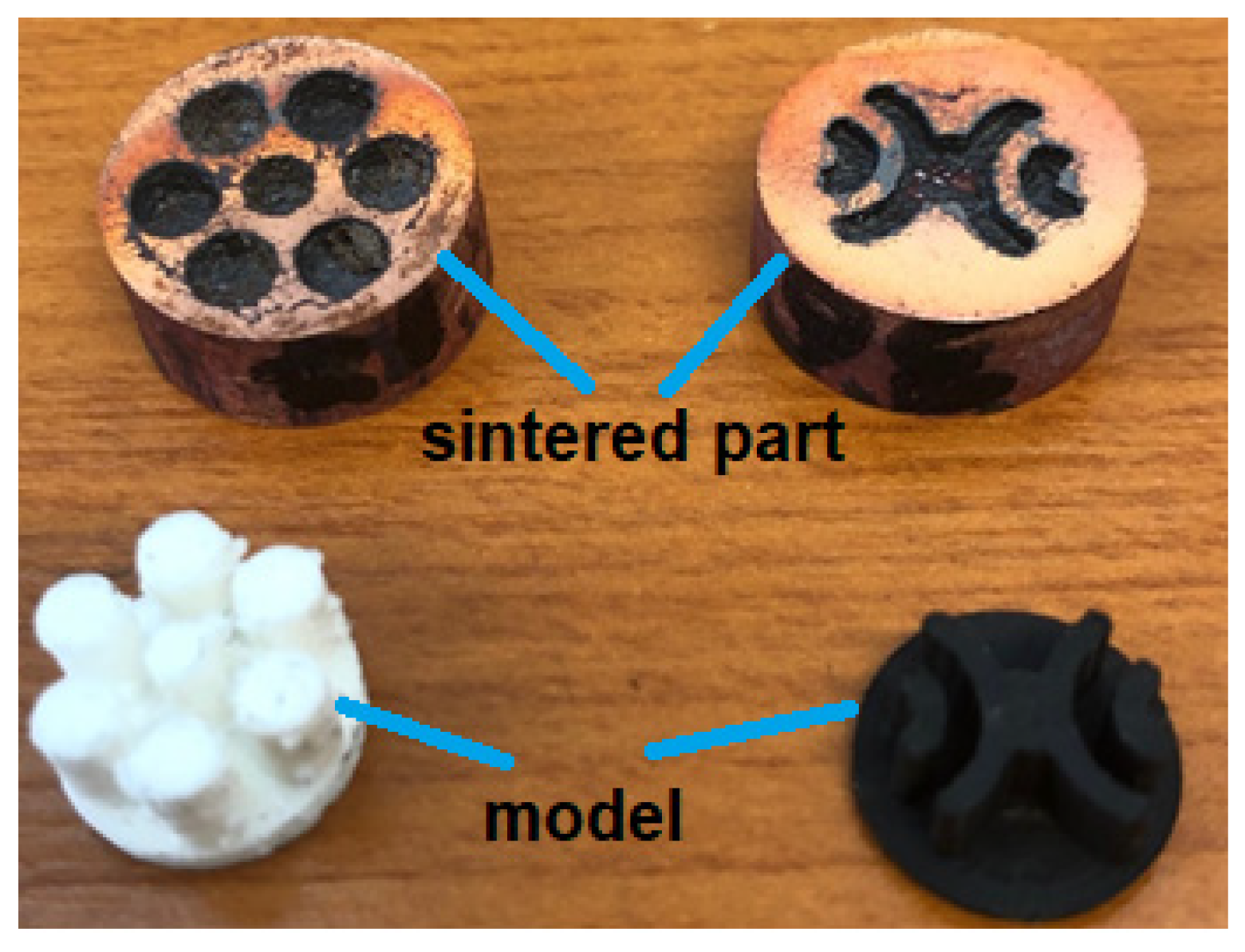
2.2. Technological Stages of Obtaining the Copper Parts
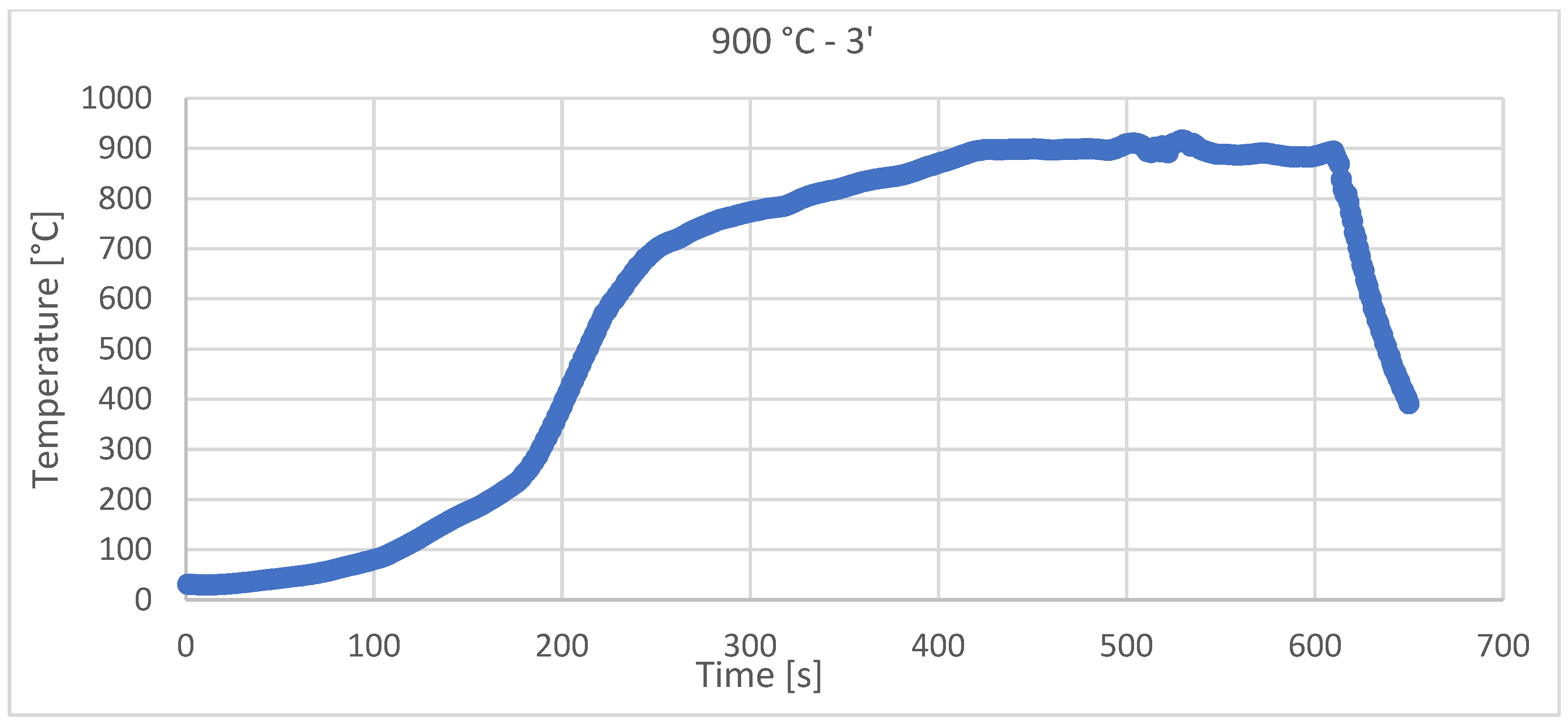
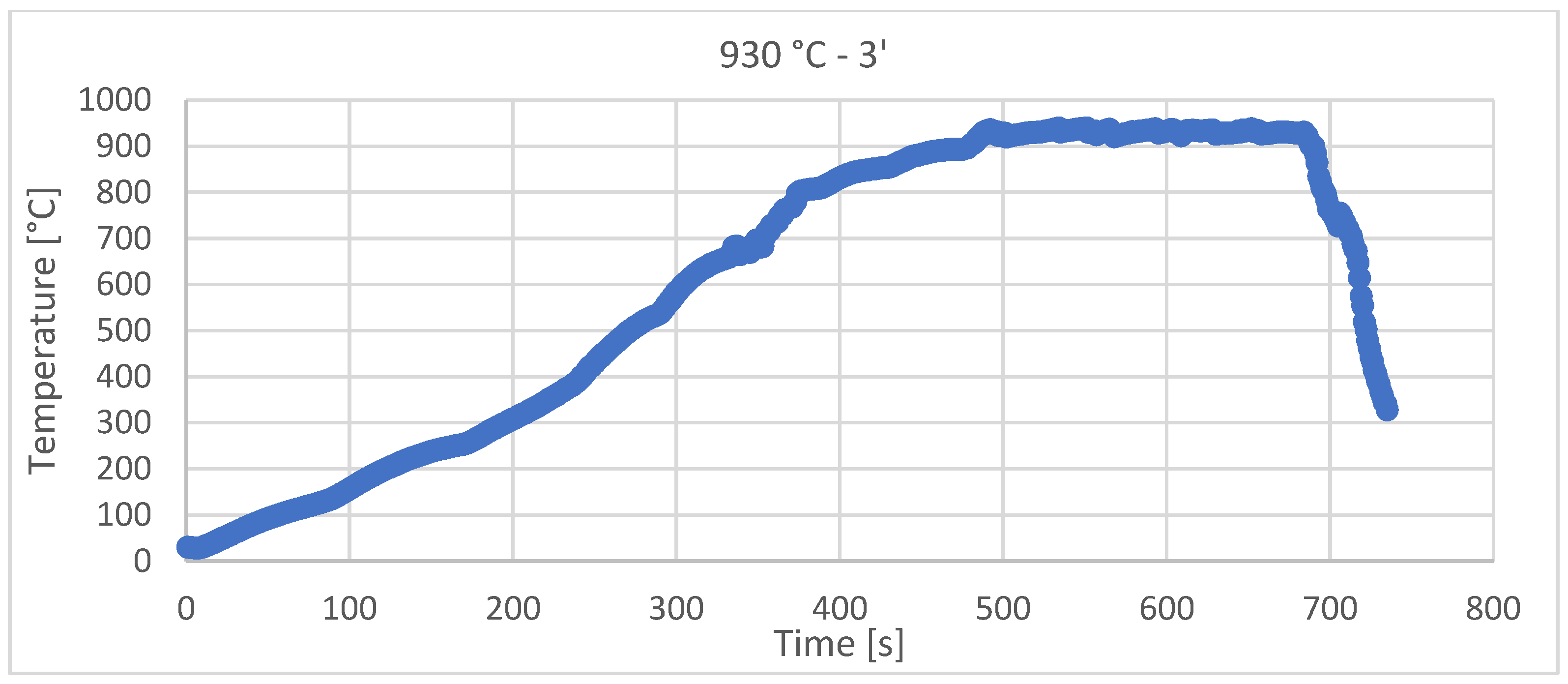
2.3. Materials Properties and Manufacturing Conditions
3. Results and Discussion
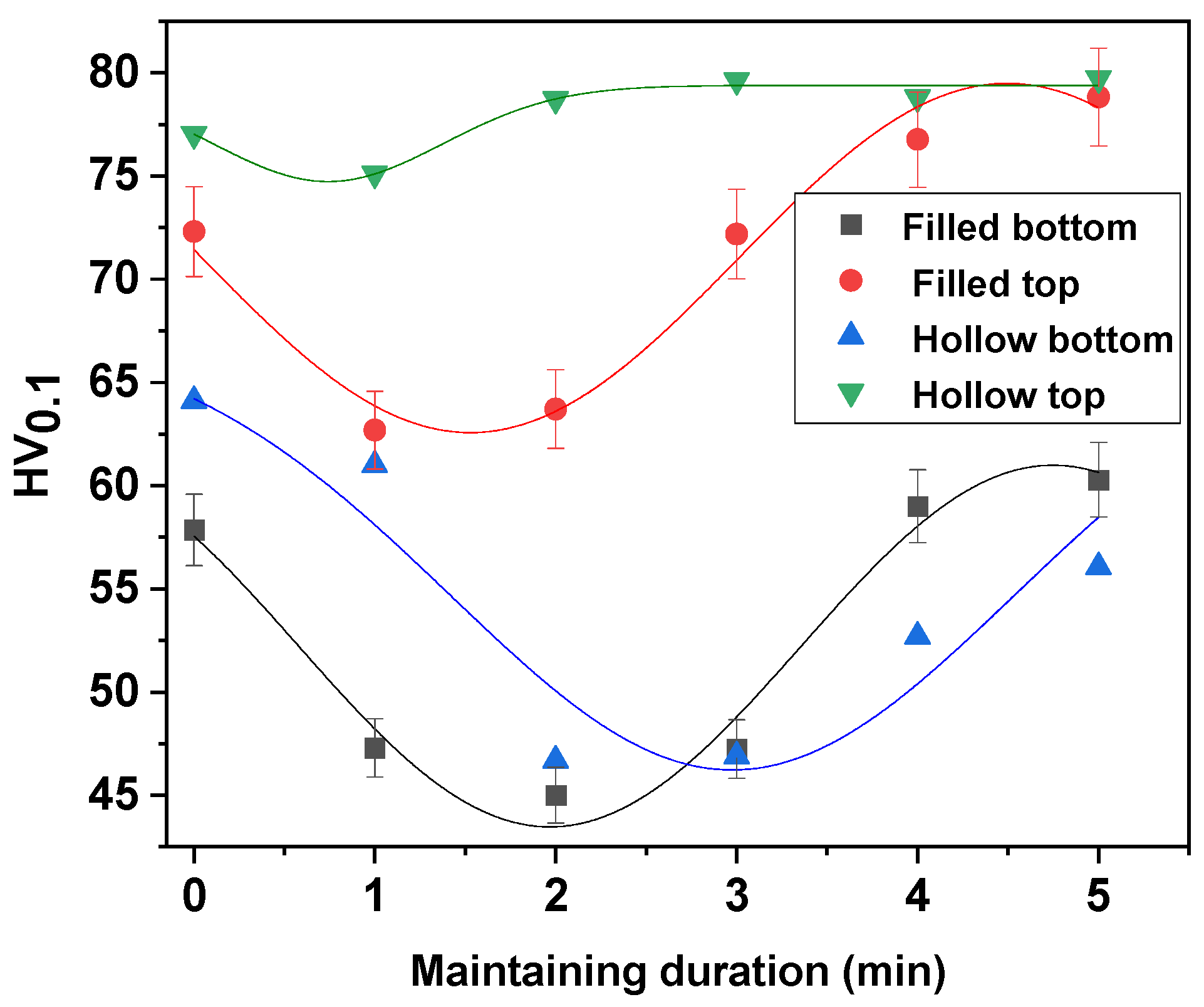
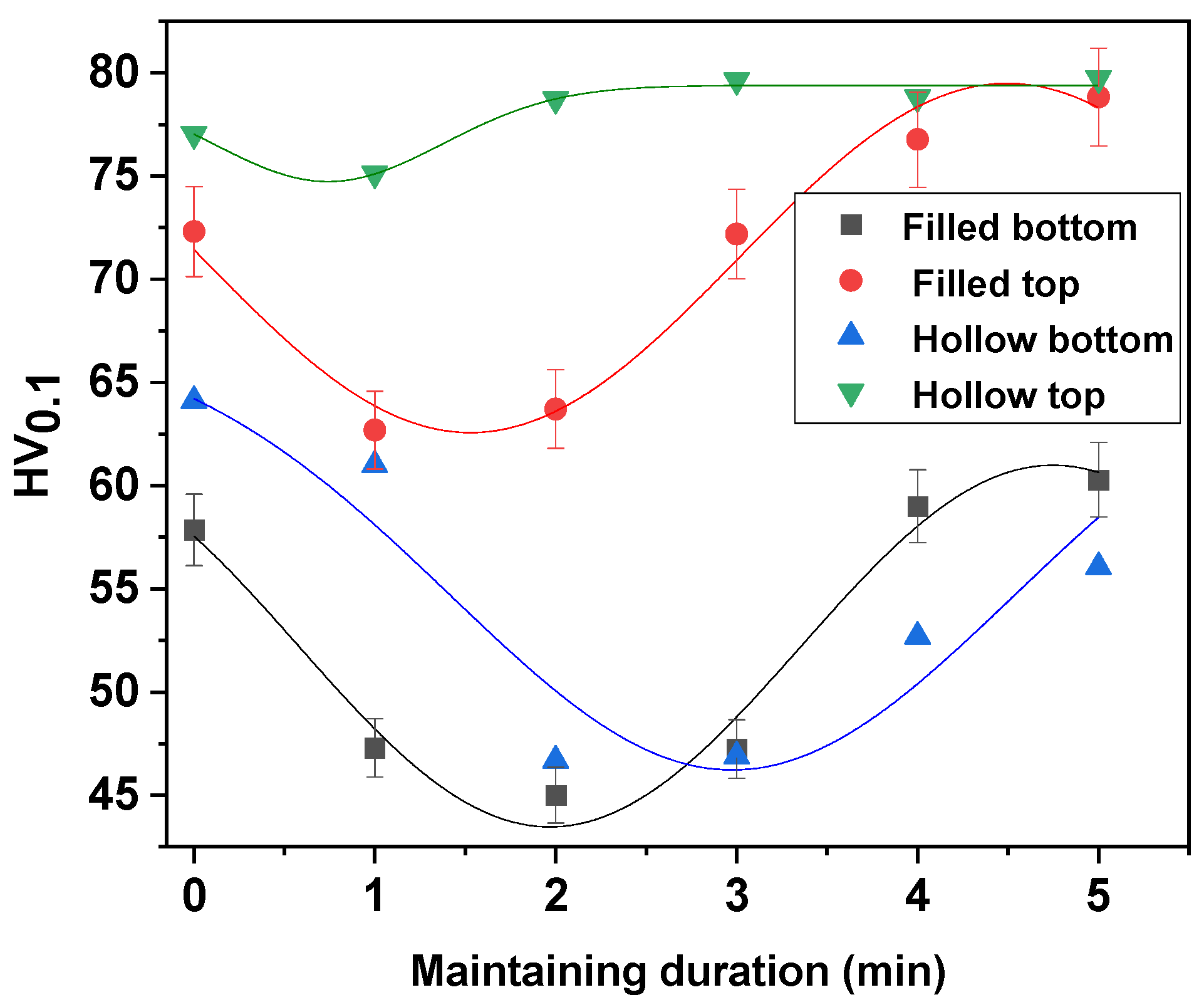
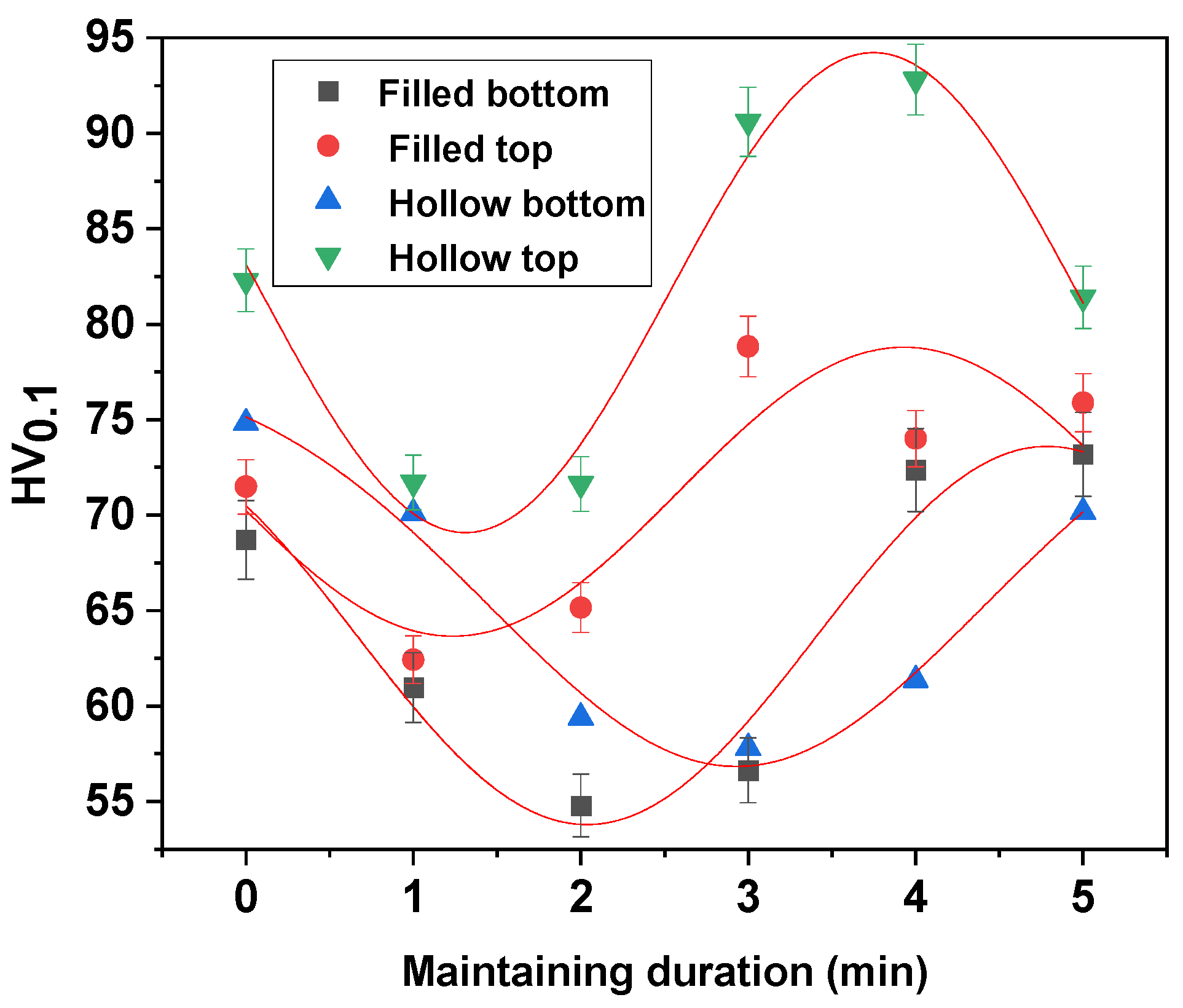
3.1. Microhardness
- A uniform structure in the samples is realized through the disappearance of the boundaries between the metal granules.
- The remaining gaps from the stage when the samples are obtained by pressing participate in this process.
- In the case of all samples, a mechanical binding of the metal granules is noticed due to the pressing, which leads to an increase in the hardness, while in the heat-treated samples at 930 °C a bonding is produced due to the temperature.
- Even if the hardness variations are higher in the case of sintered samples at 930 °C, they are the highest.
3.2. Microscopic Analysis
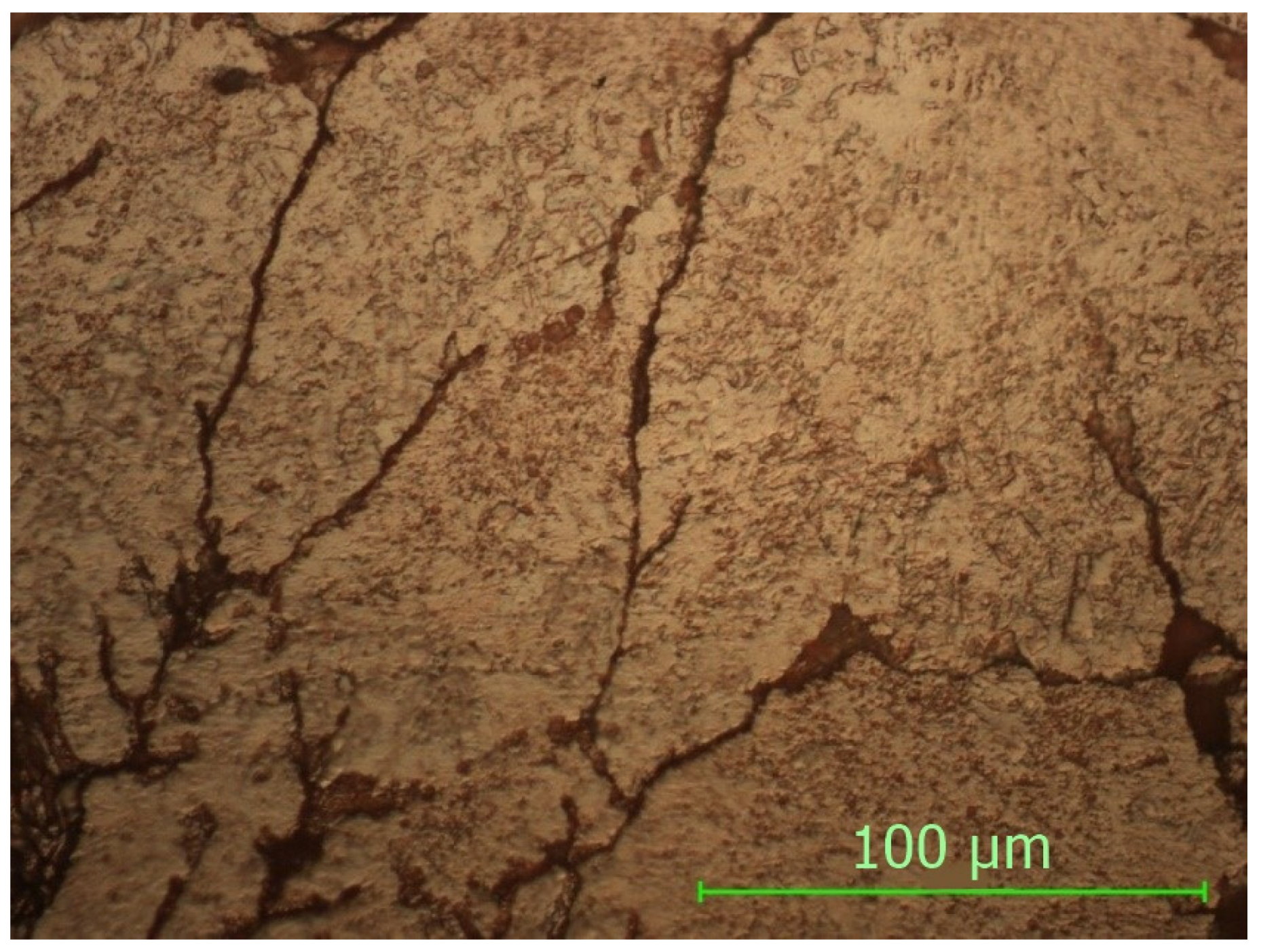
3.2.1. NS—Non-Sintered Sample
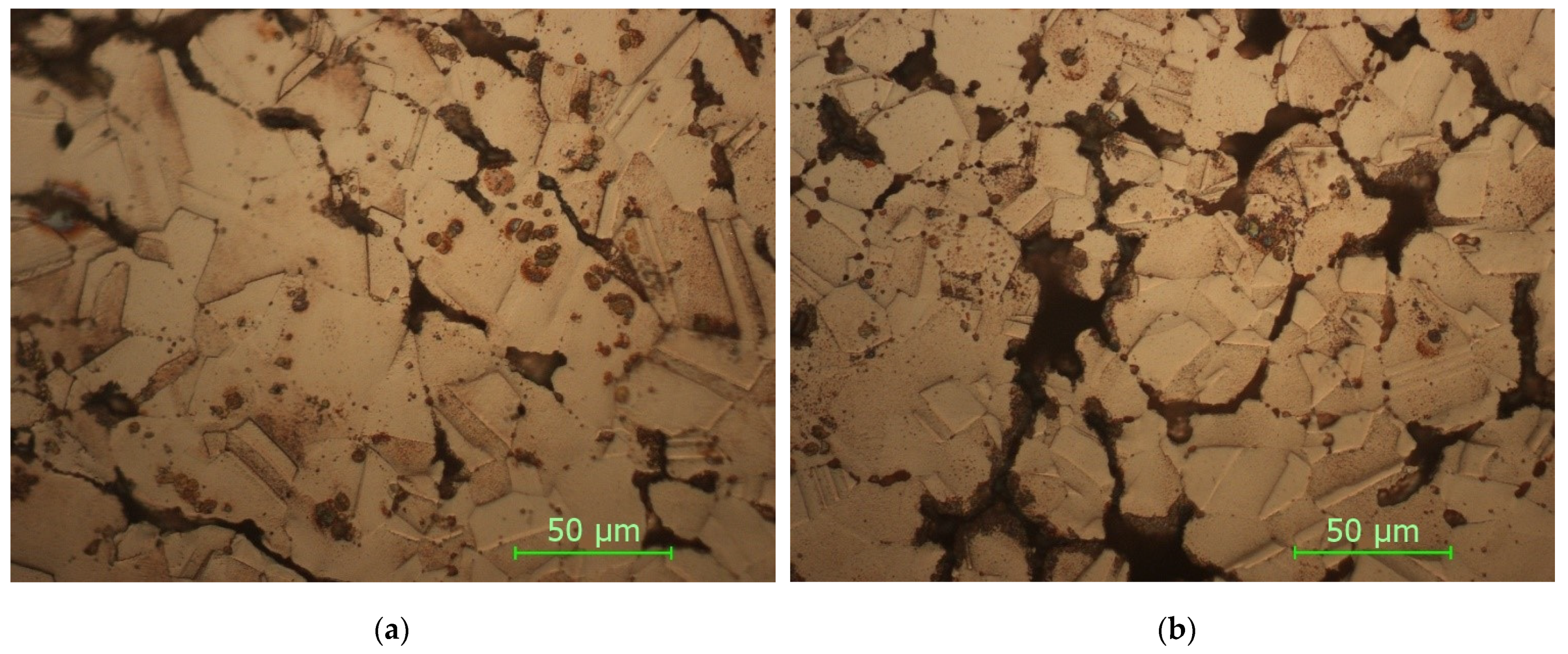
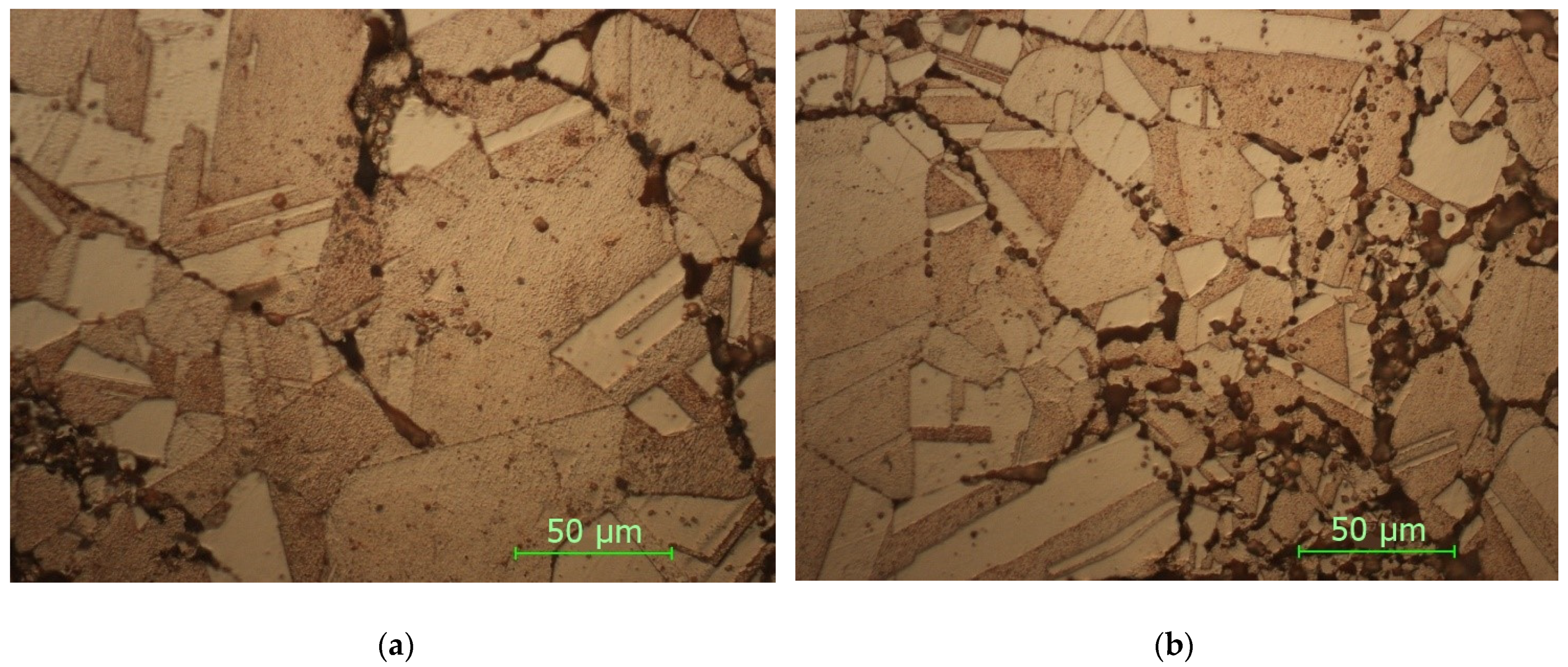
3.2.2. STW900
3.2.3. SFW900
- The direct radiation facilitates the binding at certain temperatures and thus the sintering of the material takes place, resulting in a hardness close to the maximum hardness of Cu.
- In the case of samples with thin walls, the same amount of heat is transmitted in the mass of the part much more easily than in solid parts, with the results being decreases in the size, and number of defects and gaps and an increase in microhardness.
- Even if Cu is a good thermal conductor when full parts are concerned, the sintering process is affected, resulting in parts with a lower hardness.
- The variation in the microhardness is uniform and similar in the case of solid samples in the upper part and in the lower part.
- By applying the heating process, slightly larger gaps can be observed in the samples due to uneven expansion so that, locally, the effect of mechanical bonding is canceled and, for thermal bonding, the temperature/time of treatment is insufficient.
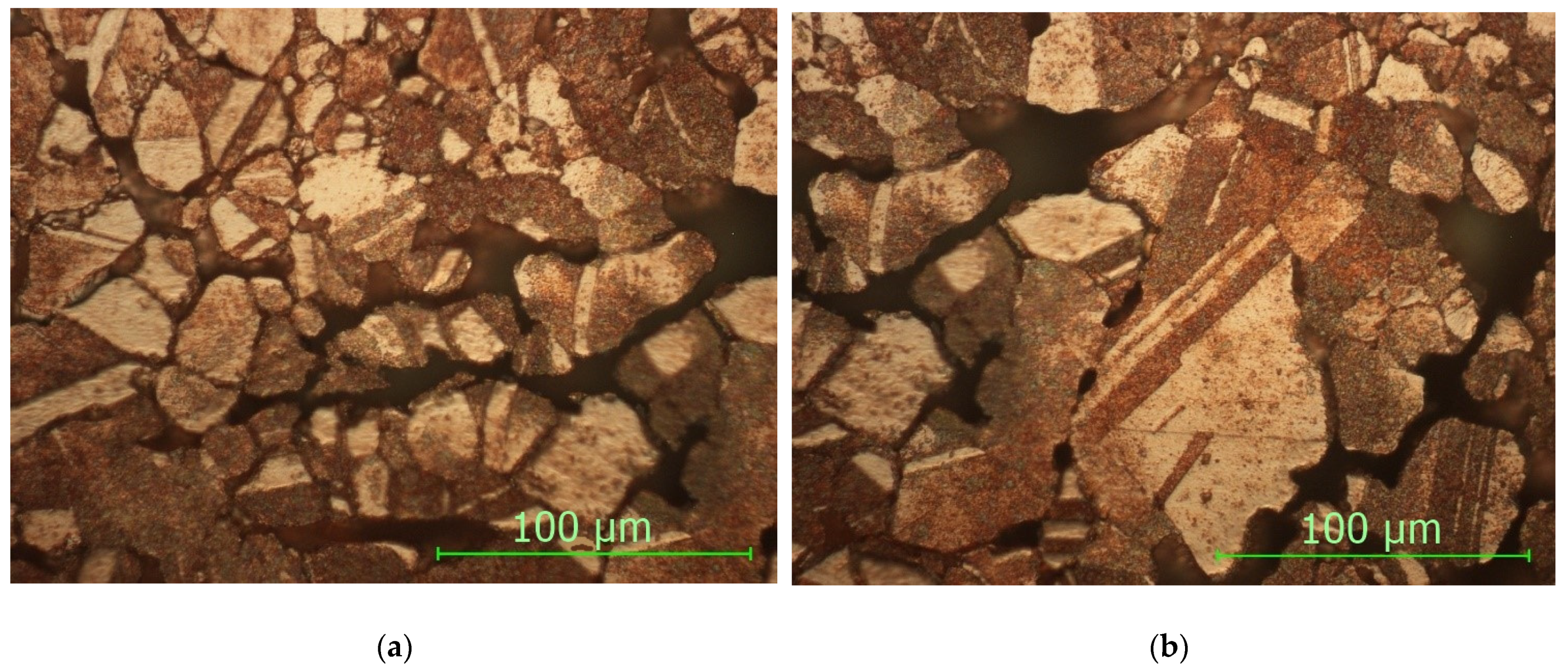
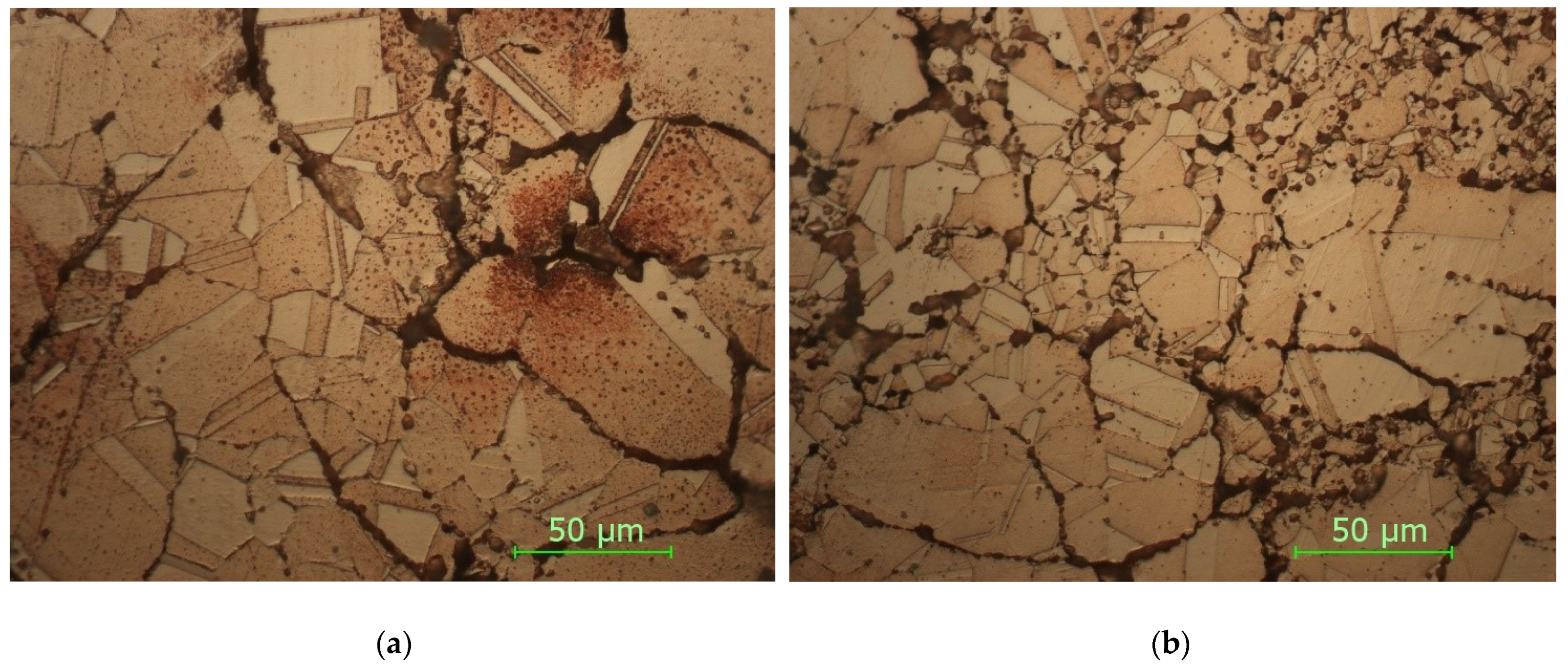
3.2.4. STW930
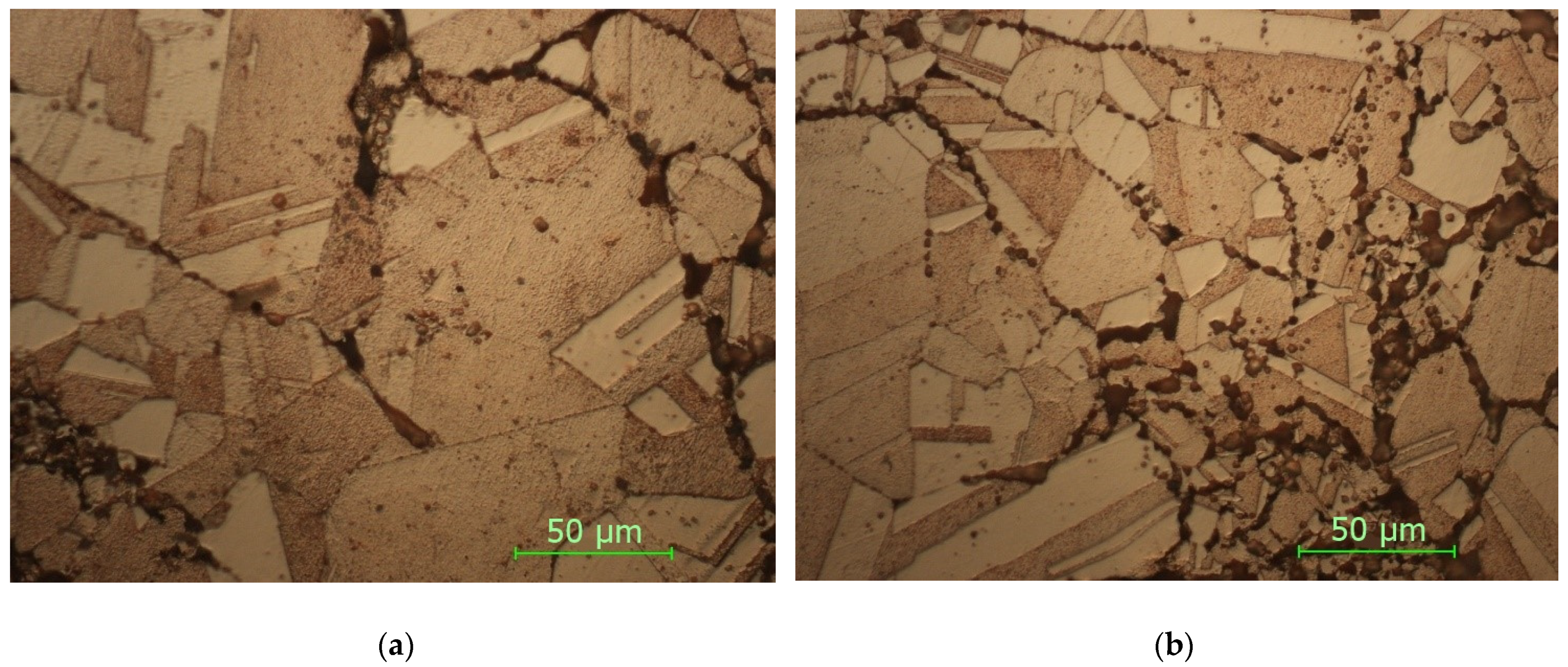
3.2.5. SFW930
- Direct radiation facilitates the binding at temperature (as in the case of sintering at 900 °C), and thus, the material is sintered, resulting in a high hardness.
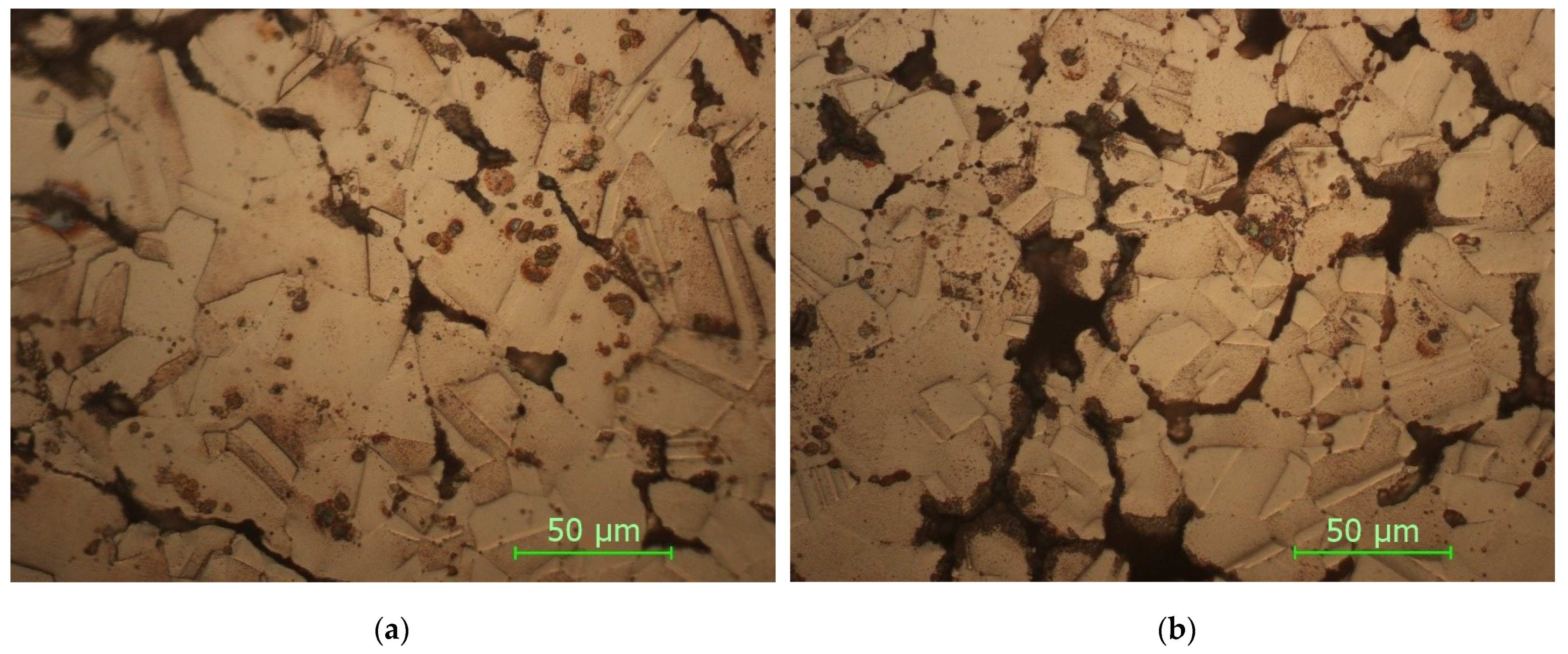
- Tt is possible to observe the disappearance of the boundaries between the grains, a phenomenon characteristic of the thermal treatments with maintenance at high temperatures.
- The results of the microhardness in the case of the heat treatment at 930 °C do not vary much, being close both to the solid/thin-walled samples and to the surface where direct radiation was employed and to the lower part where the heat propagated through thermal conductivity.
- Maintaining a higher temperature can cause an increase in the size of the crystals, resulting in polyhedral crystals with twin boundaries and orientation in bands.
- In the case of heat treatments performed at 930 °C, the clear influence of the increase in the temperature and in the holding time can be observed by decreasing the defects in the microstructures as well as by increasing the microhardness.
- By comparing the micrographs obtained at the sintered samples at 900 °C and 930 °C, a clear improvement in the microstructures can be seen by decreasing the number of defects and increasing the number of polyhedral crystals, which leads to an increase in the microhardness.
4. Conclusions
- Generally, due to higher production costs, professional 3D printing technologies are not suitable for mass production. Instead, due to the short time frame from designing to obtaining the physical product, they are more suitable for prototypes and it is the best solution for checking/validating the changes made to parts before their mass production. In this way, small series or prototypes can be obtained.
- With an increase in the temperature from 900 °C to 930 °C, the particles practically bind better and the gaps (pores) disappear.
- The contours of the grains are noticeable at 900 °C, even if the adhesion of the particles is more obvious at 930 °C, a fact confirmed by the microhardness values.
- In the case of heat treatment at 930 °C, a stronger finishing of the structure was obtained.
- By comparison, the solid sample/the sample with gaps at the same temperature and holding time shows a reduction in the gaps (porosities), a good compaction and embedding of the particles clearly superior to the samples with thin walls.
- Internal microporosity is random due to the technological process specific to powder metallurgy and is dictated by the distribution of granules upon pressing.
- Using 3D printing technology with the powder processing technology and solar sintering shows combined benefits.
- The 5 min holding time for these samples at 930 °C proved to be the best after we analyzed and compared all of the microstructures made and the values of the microhardness. Additionally, 5 min was proven to be the average holding time based on the experiments.
- Using solar energy in the sintering process is feasible because of its advantages: clean energy, inexhaustible energy, environmentally friendly, and shorter heat treatment durations.
- The results presented in this paper have determined that concentrated solar energy sintering can be successfully applied to sinter copper heat exchanger parts with a controlled 3D-printed morphology.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dizon, J.R.C.; Espera, A.H., Jr.; Chen, Q.; Advincula, R.C. Mechanical characterization of 3D-printed polymers. Addit. Manuf. 2018, 20, 44–67. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.W.; Gou, J.H.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Lim, L.-T.; Auras, R.; Rubino, M. Processing technologies for poly(lactic acid). Prog. Polym. Sci. 2008, 33, 820–852. [Google Scholar] [CrossRef]
- Angjellari, M.; Tamburri, E.; Montaina, L.; Natali, M.; Passeri, D.; Rossi, M.; Terranova, M.L. Beyond the concepts of nanocomposite and 3D printing: PVA and nanodiamonds for layer-by-layer additive manufacturing. Mater. Des. 2017, 119, 12–21. [Google Scholar] [CrossRef]
- Duran, C.; Subbian, V.; Giovanetti, M.T.; Simkins, J.R.; Beyette, F.R., Jr. Experimental desktop 3D printing using dual extrusion and water-soluble polyvinyl alcohol. Rapid Prototyp. J. 2015, 21, 528–534. [Google Scholar] [CrossRef]
- Pop, M.A.; Croitoru, C.; Bedő, T.; Geaman, V.; Radomir, I.; Cosnită, M.; Zaharia, S.M.; Chicos, L.A.; Milosan, I. Structural changes during 3D printing of bioderived and synthetic thermoplastic materials. J. Appl. Polym. Sci. 2019, 136, 47382. [Google Scholar] [CrossRef]
- Zaharia, S.M.; Enescu, L.A.; Pop, M.A. Mechanical Performances of Lightweight Sandwich Structures Produced by Material Extrusion-Based Additive Manufacturing. Polymers 2020, 12, 1740. [Google Scholar] [CrossRef]
- Fujiki, A. Present state and future prospects of powder metallurgy parts for automotive applications. Mater. Chem. Phys. 2001, 67, 298–306. [Google Scholar] [CrossRef]
- Sedlak, J.; Rican, D.; Piska, M.; Rozkosny, L. Study of Materials Produced by Powder Metallurgy Using Classical and Modern Additive Laser Technology. Procedia Eng. 2015, 100, 1232–1241. [Google Scholar] [CrossRef] [Green Version]
- Dutta, G.; Bose, D. Effect of sintering temperature on density, porosity and hardness of a powder metallurgy component. Int. J. Emerg. Technol. Adv. Eng. 2012, 2, 121–123. [Google Scholar]
- Wong-Ángel, W.D.; Téllez-Jurado, L.; Chávez-Alcalá, J.F.; Chavira-Martínez, E.; Verduzco-Cedeño, V.F. Effect of copper on the mechanical properties of alloys formed by powder metallurgy. Mater. Des. 2014, 58, 12–18. [Google Scholar] [CrossRef]
- Ayyappadas, C.; Muthuchamy, A.; Annamalai, A.R.; Agrawal, D.K. An investigation on the effect of sintering mode on various properties of copper-graphene metal matrix composite. Adv. Powder Technol. 2017, 28, 1760–1768. [Google Scholar] [CrossRef]
- Mishra, R.R.; Rajesha, S.; Sharma, A.K. Microwave sintering of pure metal powders—A review. Int. J. Adv. Mech. Eng. 2017, 4, 2250–3234. [Google Scholar]
- Ritasalo, R.; Cura, M.; Liu, X.; Söderberg, O.; Ritvonen, T.; Hannula, S.-P. Spark plasma sintering of submicron-sized Cu-powder—Influence of processing parameters and powder oxidization on microstructure and mechanical properties. Mater. Sci. Eng. A 2010, 527, 2733–2737. [Google Scholar] [CrossRef]
- Chicos, L.-A.; Zaharia, S.M.; Lancea, C.; Pop, M.A.; Cañadas, I.; Rodríguez, J.; Galindo, J. Concentrated solar energy used for heat treatment of Ti6Al4V alloy manufactured by selective laser melting. Sol. Energy 2018, 173, 76–88. [Google Scholar] [CrossRef]
- Chicos, L.-A.; Zaharia, S.M.; Cempura, G.; Kruk, A.; Lech, S.; Kryshtal, O.; Ziętara, M.; Michta, G.; Rodríguez, J.; Cosnita, M.; et al. Effect of concentrated solar energy on microstructure evolution of selective laser melted Ti-6Al-4V alloy. Int. J. Adv. Manuf. Technol. 2021, 118, 3183–3207. [Google Scholar] [CrossRef]
- Efe, G.C.; Yener, T.; Altinsoy, I.; Ipek, M.; Zeytin, S.; Bindal, C. The effect of sintering temperature on some properties of Cu–SiC composite. J. Alloys Compd. 2011, 509, 6036–6042. [Google Scholar] [CrossRef]
- Torabi, H.; Arghavanian, R. Investigations on the corrosion resistance and microhardness of Cu–10Sn/SiC composite manufactured by powder metallurgy process. J. Alloys Compd. 2019, 806, 99–105. [Google Scholar] [CrossRef]
- Horita, Z.; Langdon, T.G. Microstructures and microhardness of an aluminum alloy and pure copper after processing by high-pressure torsion. Mater. Sci. Eng. A 2005, 410–411, 422–425. [Google Scholar] [CrossRef]
- Ren, C.; Wang, Q.; Hou, J.; Zhang, Z.; Yang, H. Revealing the maximum microhardness and thickness of hardened layers for copper with various grain sizes. Mater. Sci. Eng. A 2020, 778, 139113. [Google Scholar] [CrossRef]
- Pan, M.; Gupta, M.; Tay, A.; Vaidyanathan, K. Development of bulk nanostructured copper with superior hardness for use as an interconnect material in electronic packaging. Microelectron. Reliab. 2006, 46, 763–767. [Google Scholar] [CrossRef]
- Ledbetter, H.M.; Naimon, E.R. Elastic properties of metals and alloys. II. Copper. J. Phys. Chem. Ref. Data 1974, 3, 897–935. [Google Scholar] [CrossRef]
- Available online: https://www.alfa.com/en/catalog/010161/ (accessed on 8 January 2022).
- Available online: https://www.filamente3d.ro/filamente/filament-aquasolve%E2%84%A2-pva-natural-solubil-in-apa-300g (accessed on 19 December 2021).




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. Crt. | Temperature (°C) | Holding Time (min) | Theoretical Heating Rate (°C/min) | Practical Heating Rate (°C/min) |
|---|---|---|---|---|
| 1 | 900 | 0 | 120 ± 10 | 112.24 |
| 2 | 1 | 125.6 | ||
| 3 | 2 | 126.3 | ||
| 4 | 3 | 116.7 | ||
| 5 | 4 | 122.6 | ||
| 6 | 5 | 110.8 | ||
| 7 | 930 | 0 | 120 ± 10 | 111.7 |
| 8 | 1 | 115.4 | ||
| 9 | 2 | 119.9 | ||
| 10 | 3 | 113.87 | ||
| 11 | 4 | 118.2 | ||
| 12 | 5 | 117.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pop, M.A.; Croitoru, C.; Bedo, T.; Geamăn, V.; Radomir, I.; Crișan, A.; Guillot, E.; Miloșan, I.; Zaharia, S.M.; Chicoș, L.A. The Influence of Solar Sintering on Copper Heat Exchanger Parts with Controlled 3D-Printed Morphology. Materials 2022, 15, 3324. https://doi.org/10.3390/ma15093324
Pop MA, Croitoru C, Bedo T, Geamăn V, Radomir I, Crișan A, Guillot E, Miloșan I, Zaharia SM, Chicoș LA. The Influence of Solar Sintering on Copper Heat Exchanger Parts with Controlled 3D-Printed Morphology. Materials. 2022; 15(9):3324. https://doi.org/10.3390/ma15093324
Chicago/Turabian StylePop, Mihai Alin, Cătălin Croitoru, Tibor Bedo, Virgil Geamăn, Irinel Radomir, Aurel Crișan, Emmanuel Guillot, Ioan Miloșan, Sebastian Marian Zaharia, and Lucia Antoaneta Chicoș. 2022. "The Influence of Solar Sintering on Copper Heat Exchanger Parts with Controlled 3D-Printed Morphology" Materials 15, no. 9: 3324. https://doi.org/10.3390/ma15093324
APA StylePop, M. A., Croitoru, C., Bedo, T., Geamăn, V., Radomir, I., Crișan, A., Guillot, E., Miloșan, I., Zaharia, S. M., & Chicoș, L. A. (2022). The Influence of Solar Sintering on Copper Heat Exchanger Parts with Controlled 3D-Printed Morphology. Materials, 15(9), 3324. https://doi.org/10.3390/ma15093324