
Influence of Manufacturing Conditions on Binder-Less Boards from Steam-Exploded Hemp Shives and Wheat Straw


Abstract
:1. Introduction
2. Materials and Methods
2.1. Raw Crops
2.2. SE Pre-Treatment
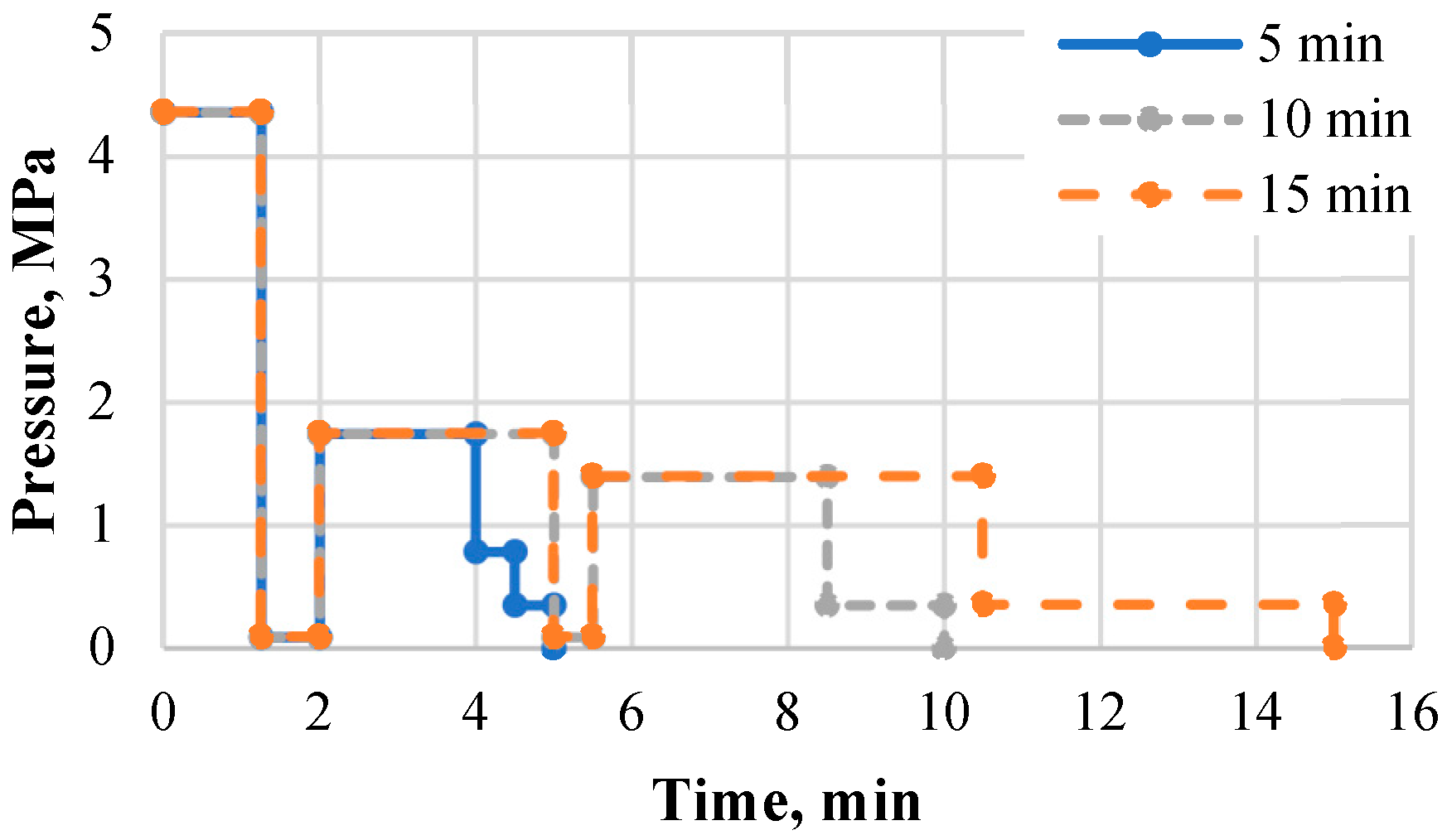
2.3. Binder-Less Board Fabrication
2.4. Binder-Less Board Evaluation
3. Results and Discussion
3.1. Binder-Less Fiberboards with a Density of 800 kg m−3
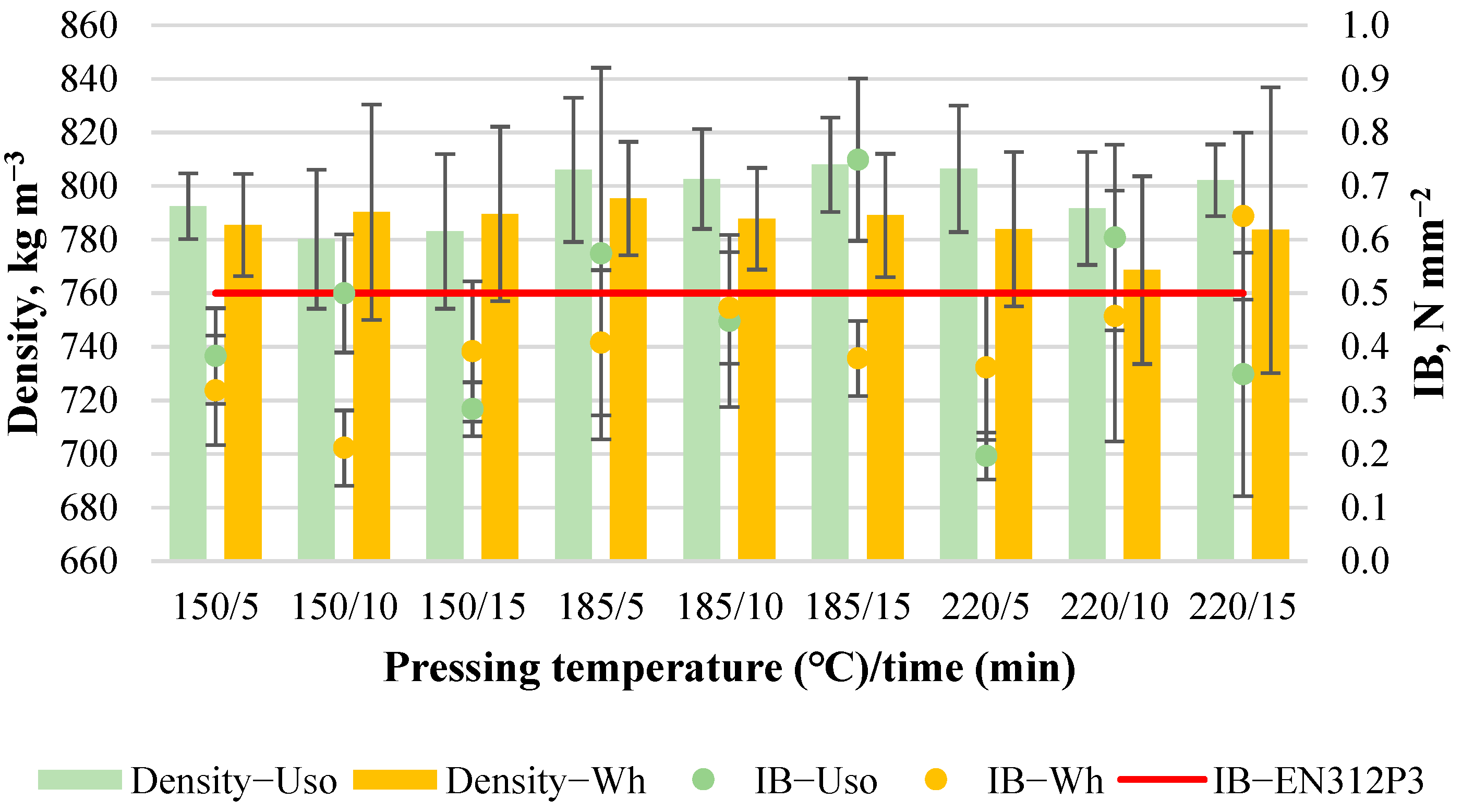
3.1.1. Density and Internal Bonding
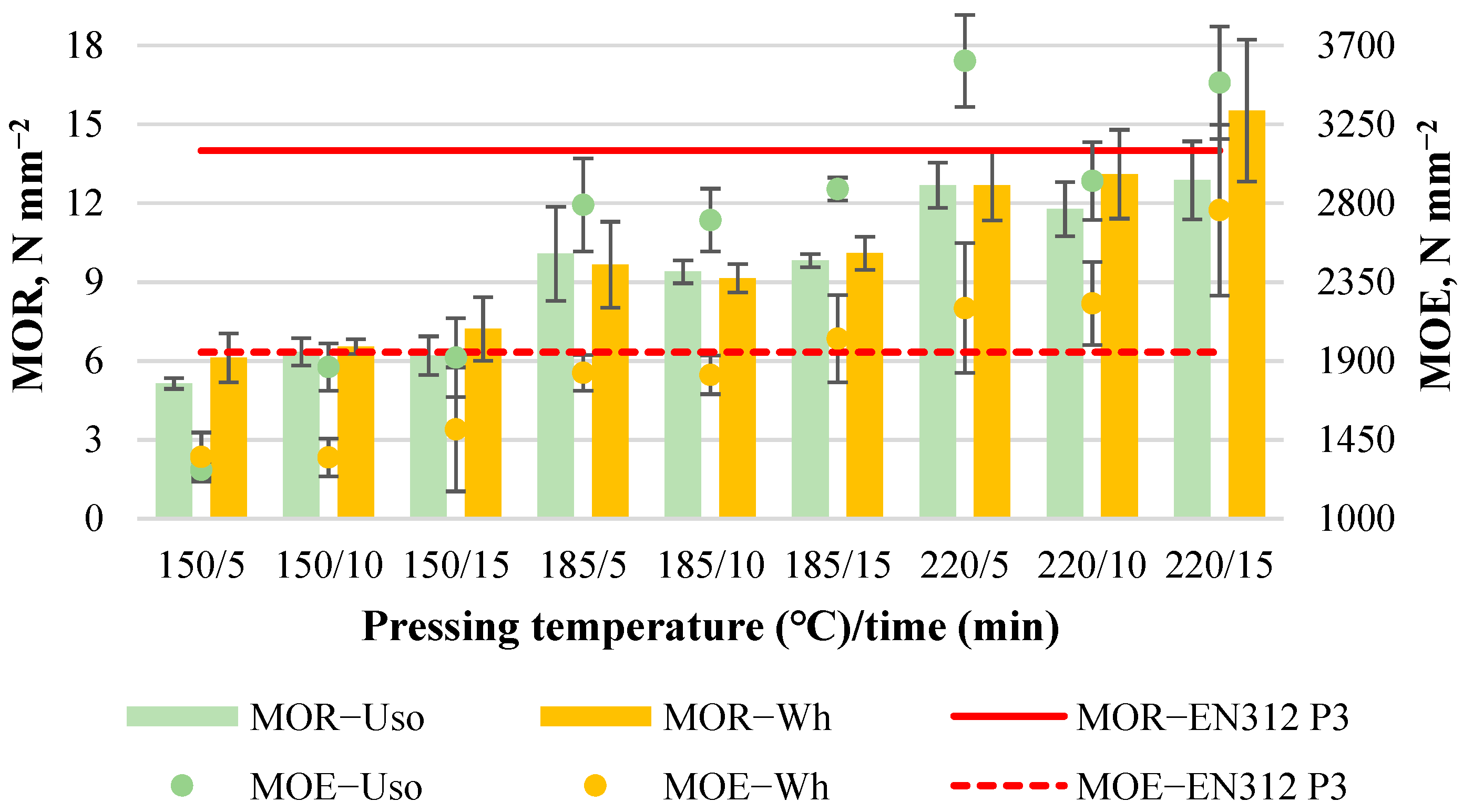
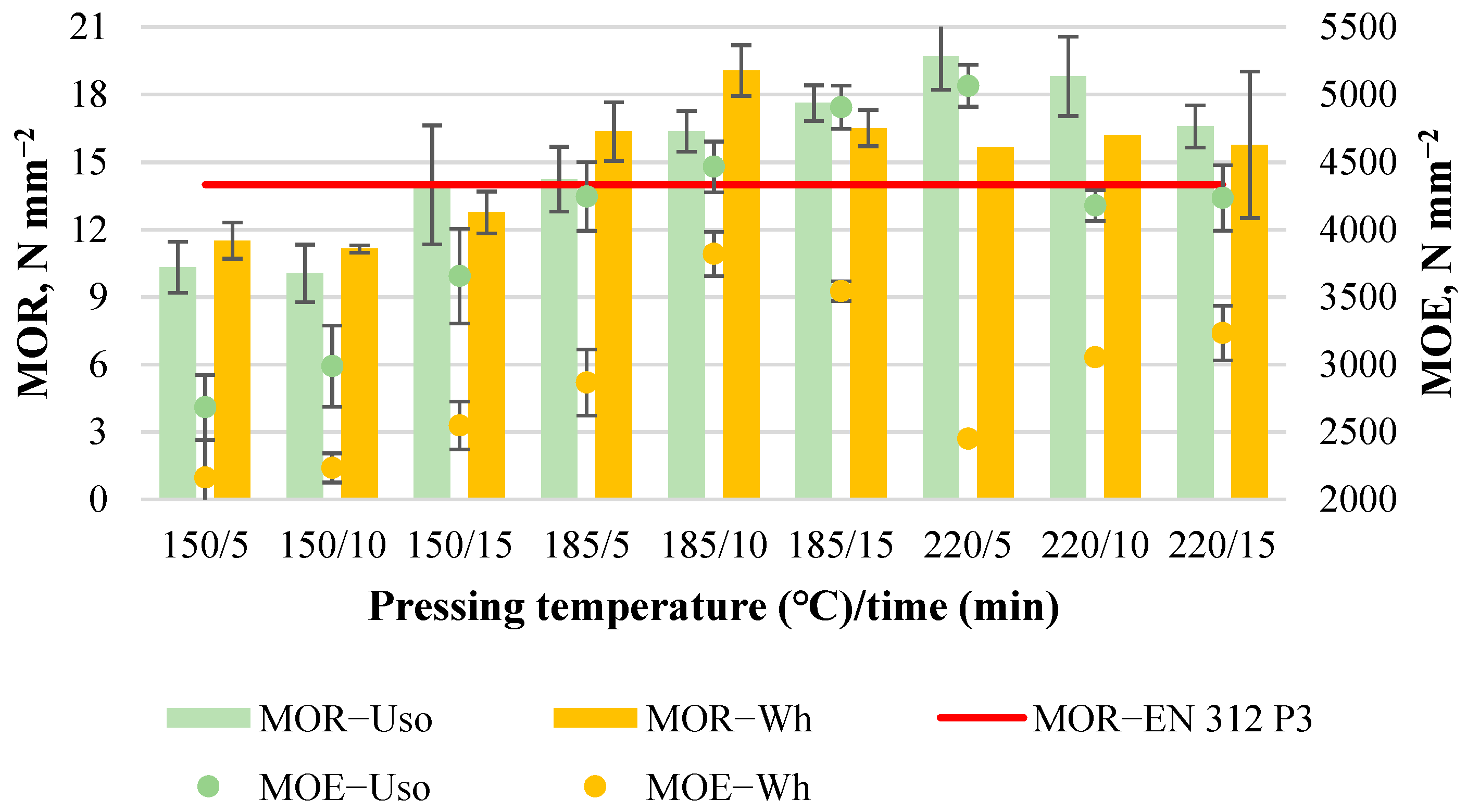
3.1.2. Board Bending Properties
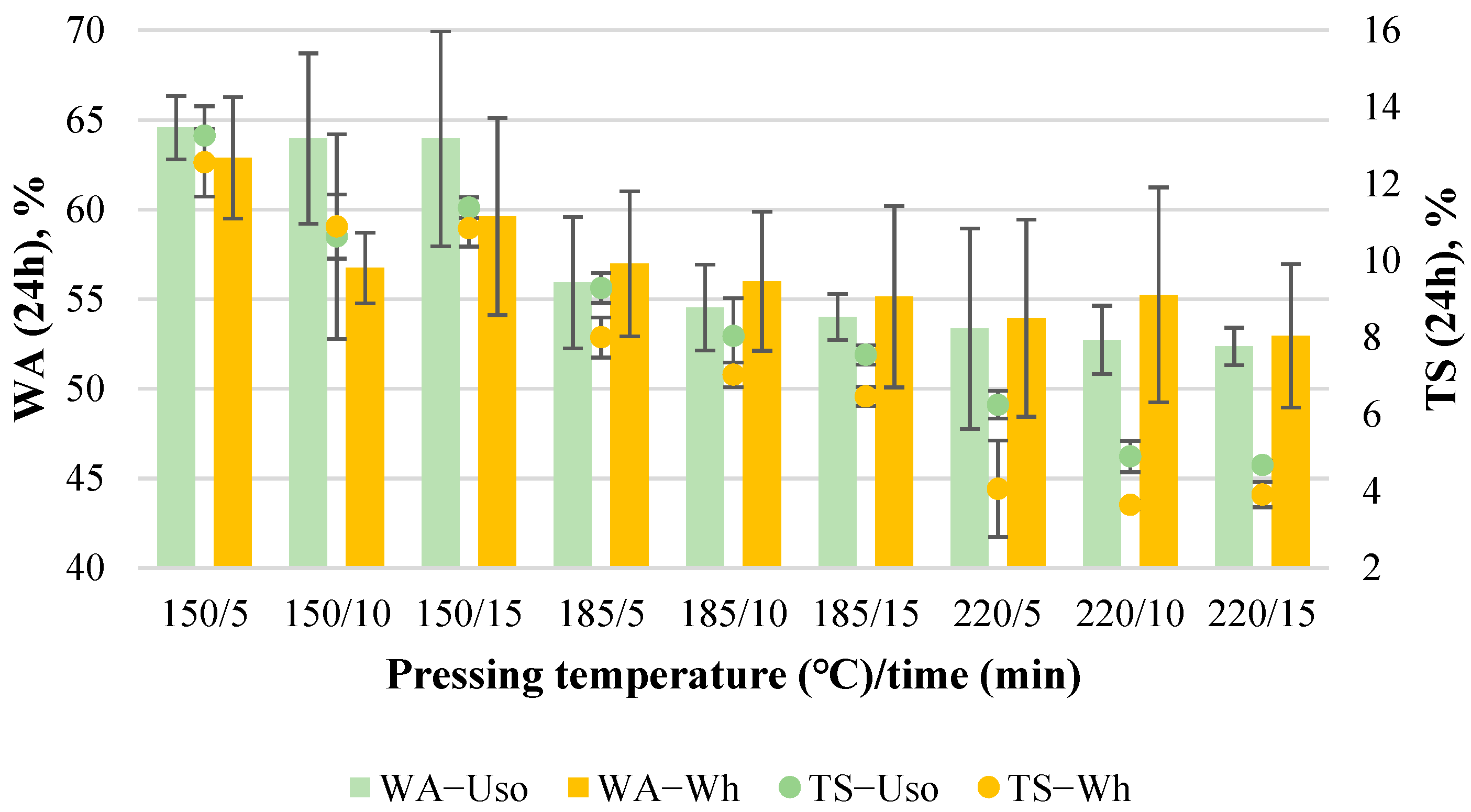
3.1.3. Water Resistance Properties
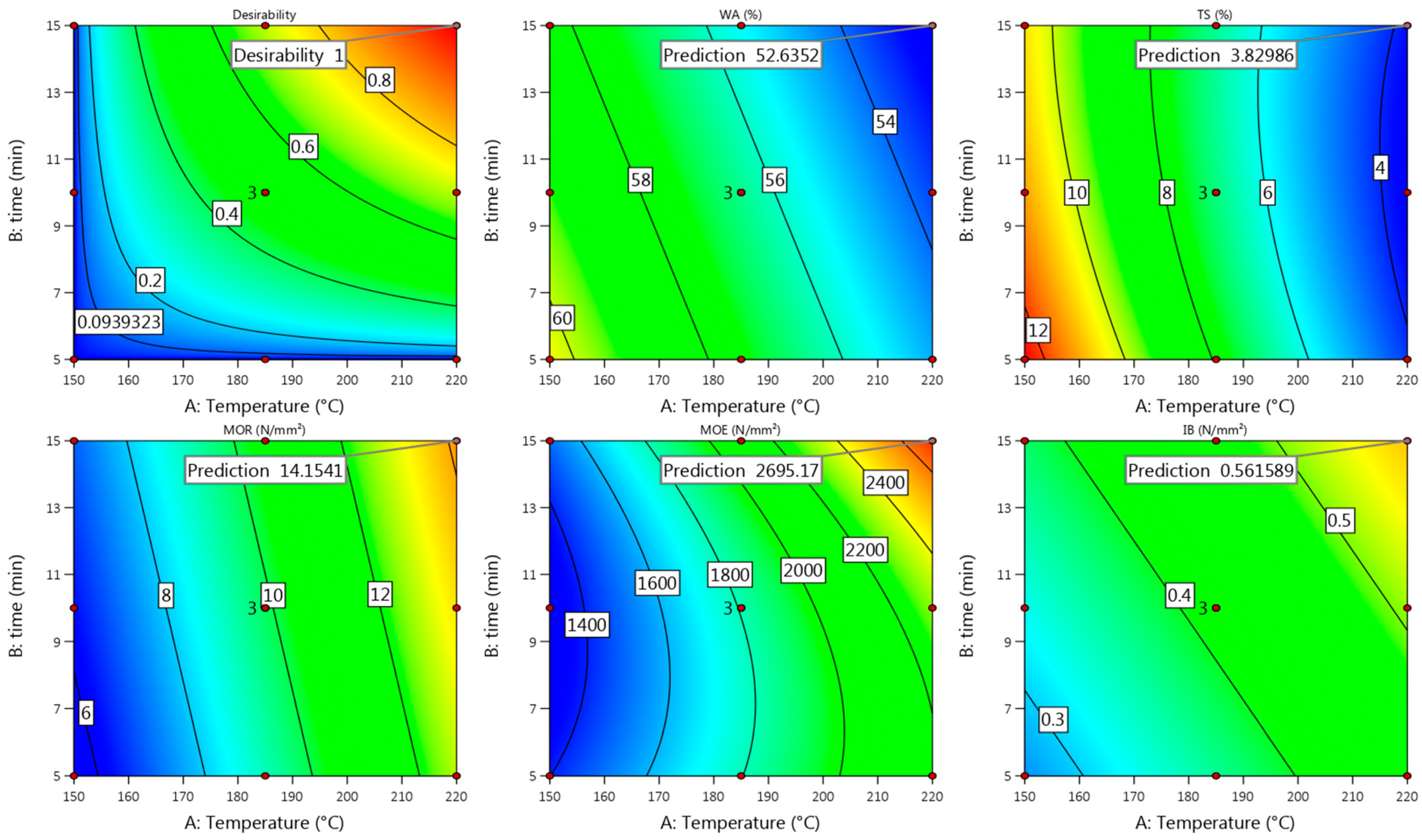
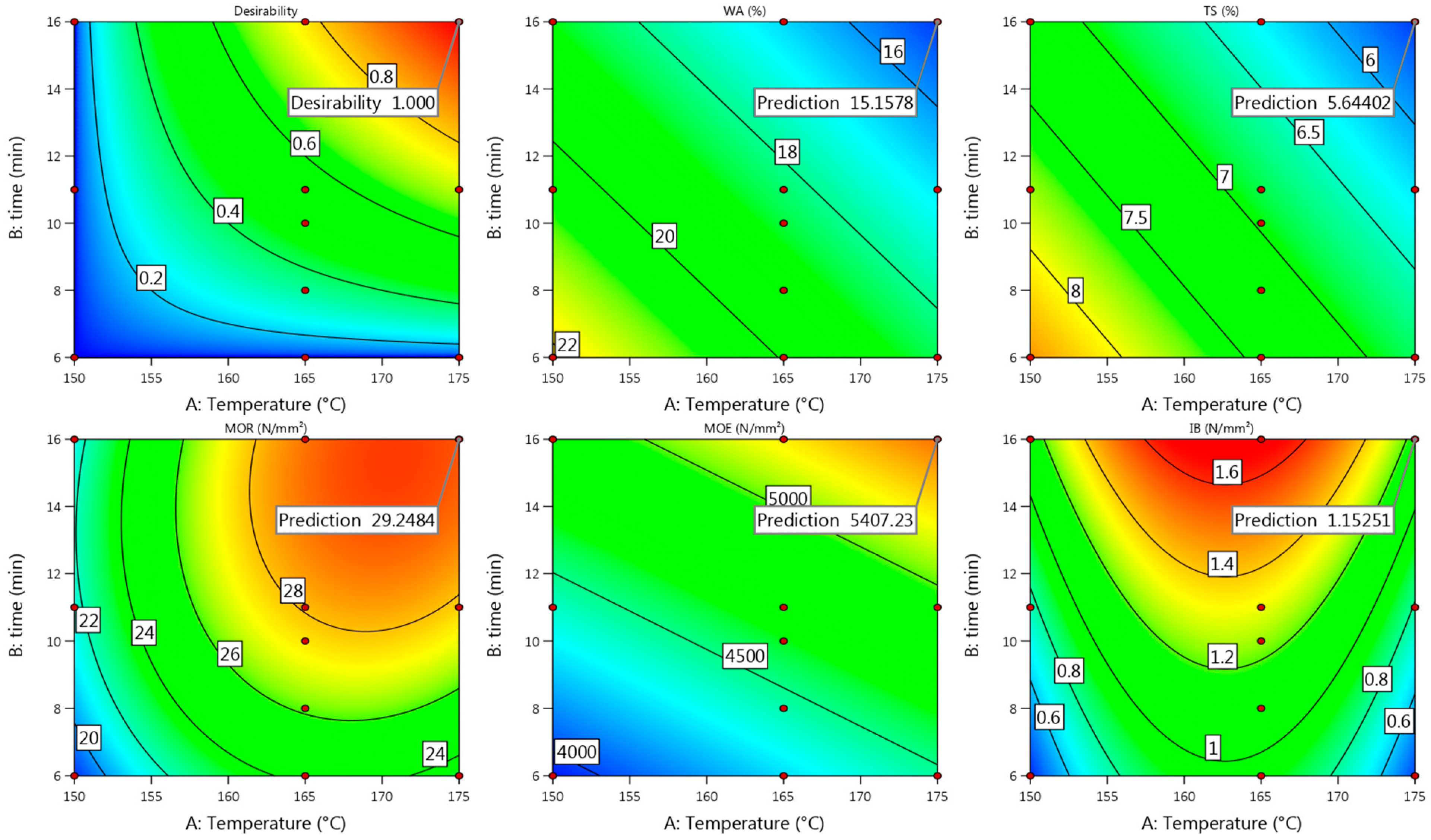
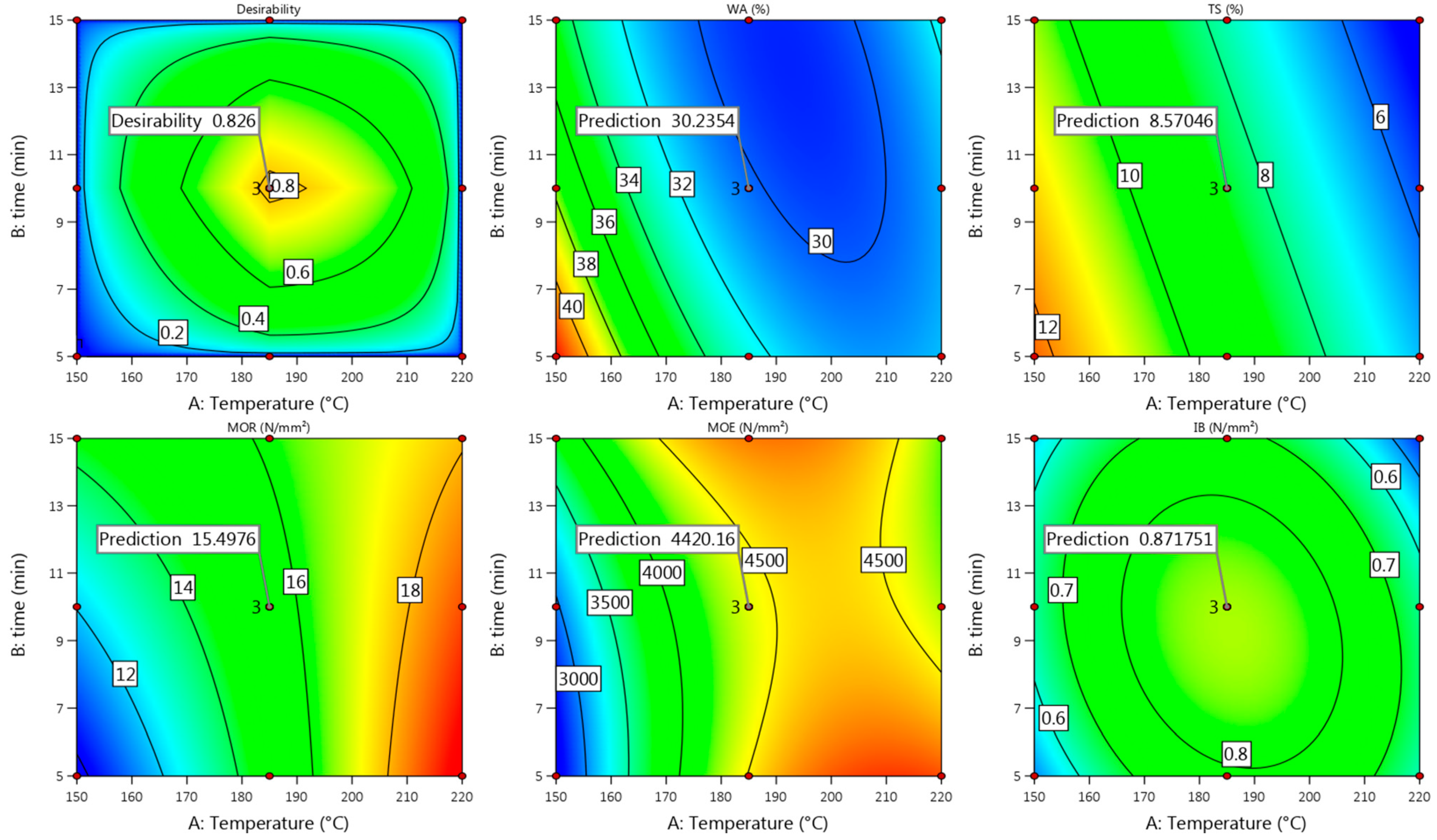
3.1.4. Model Fit
3.2. Binder-Less Fiberboards with a Density of 1000 kg m−3
3.2.1. Density and Internal Bonding
3.2.2. Board Bending Properties
3.2.3. Water Resistance Properties
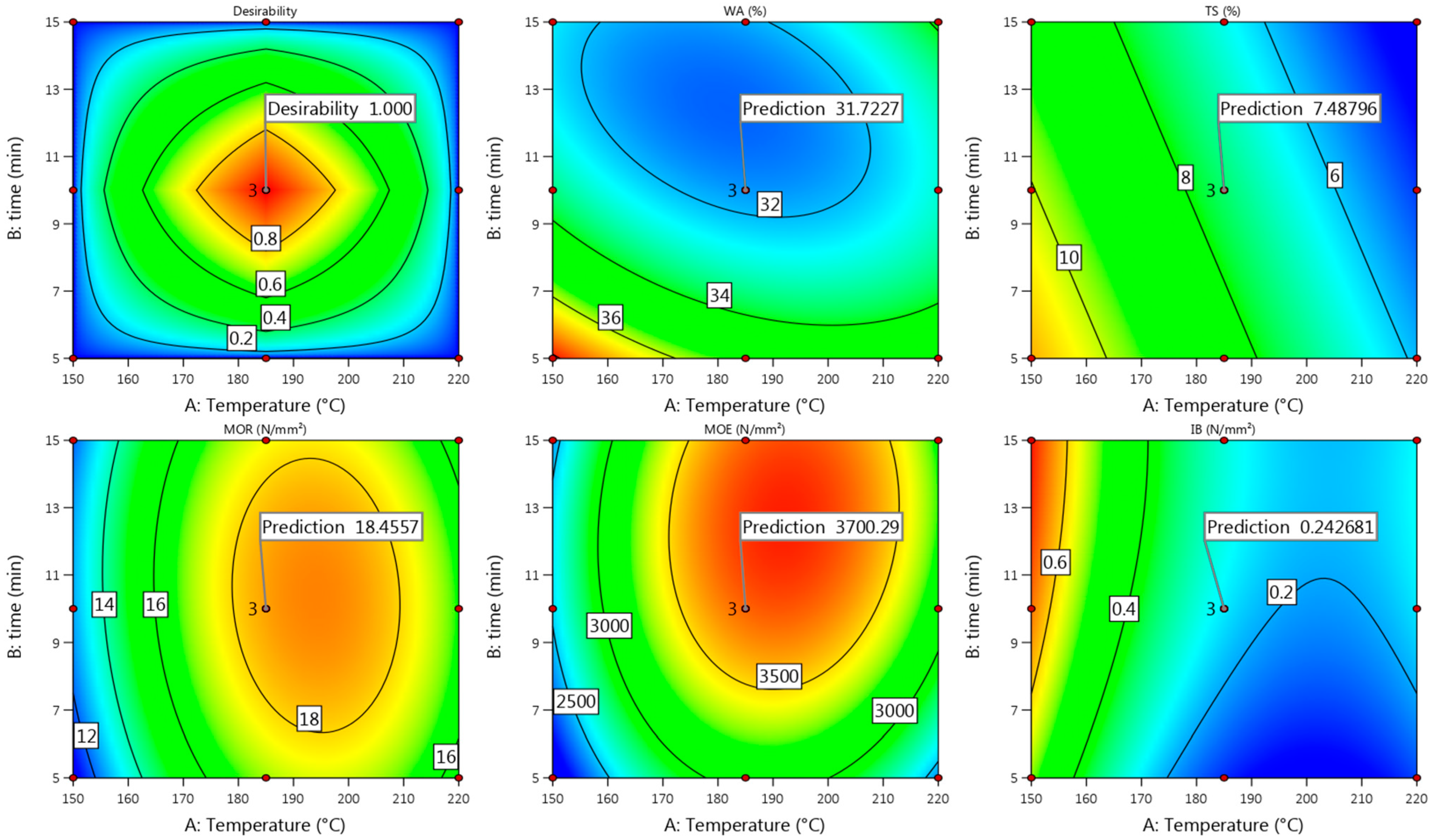
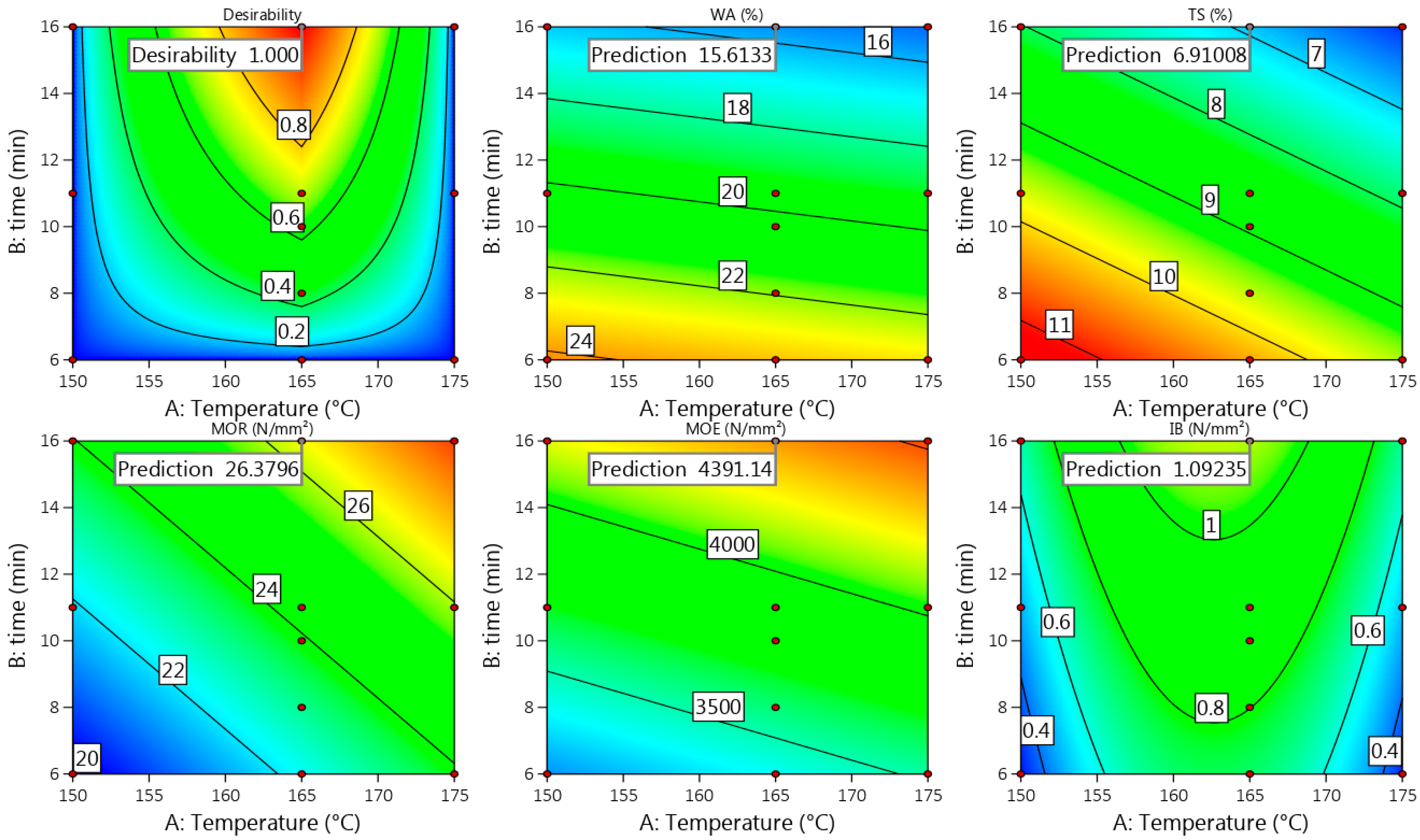
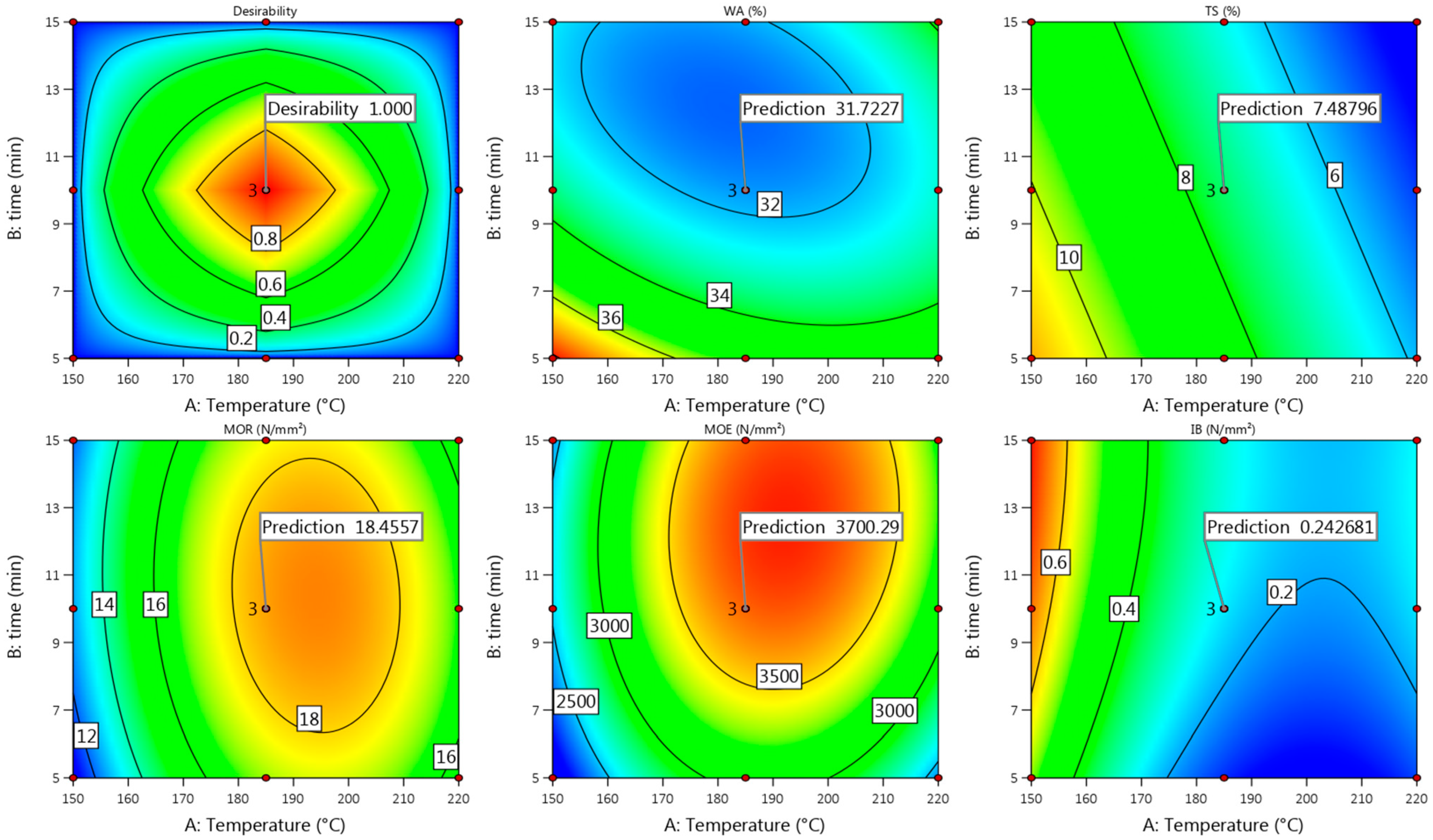
3.2.4. Model Fit
3.3. Binder-Less Fiberboards with a Density of 1200 kg m−3
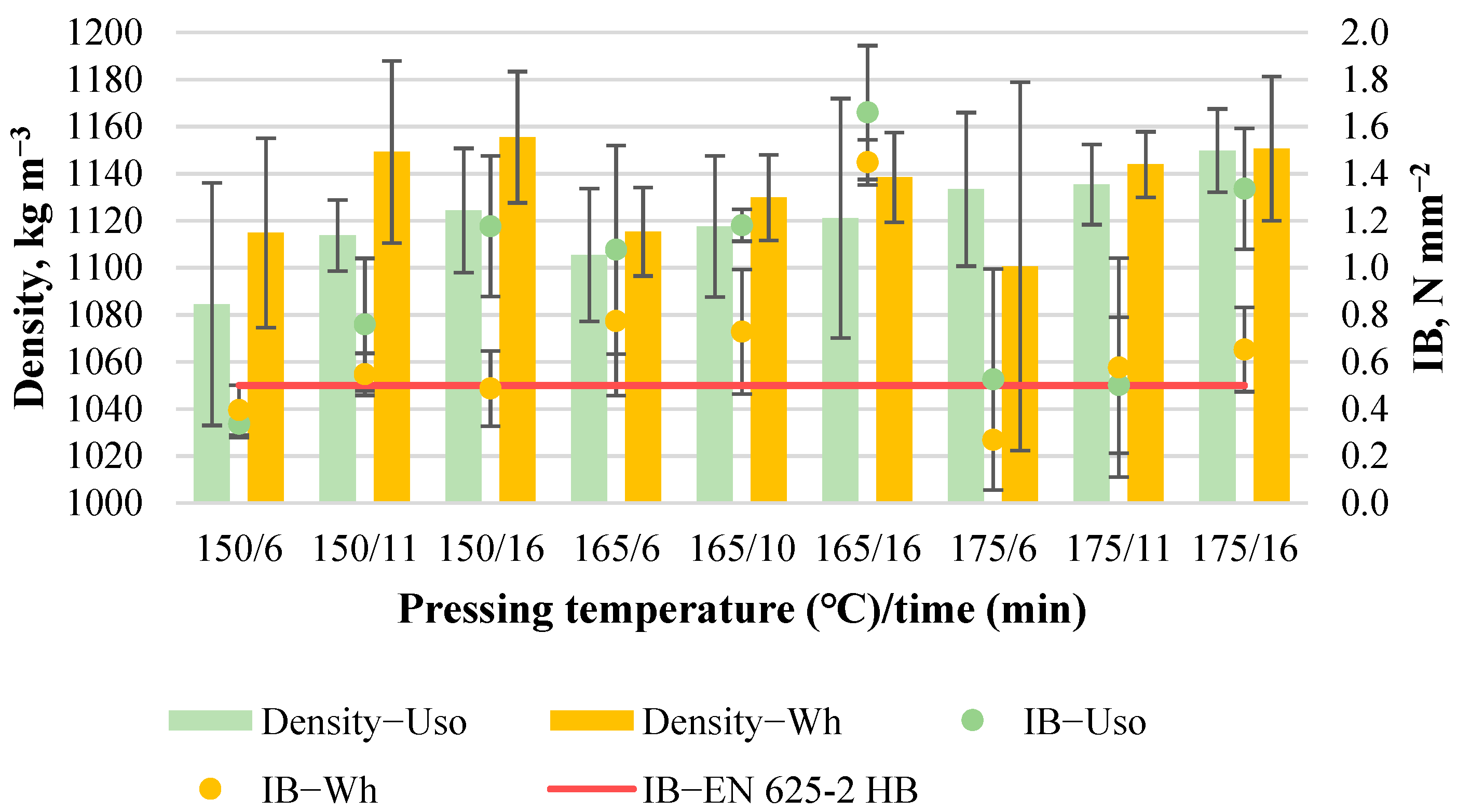
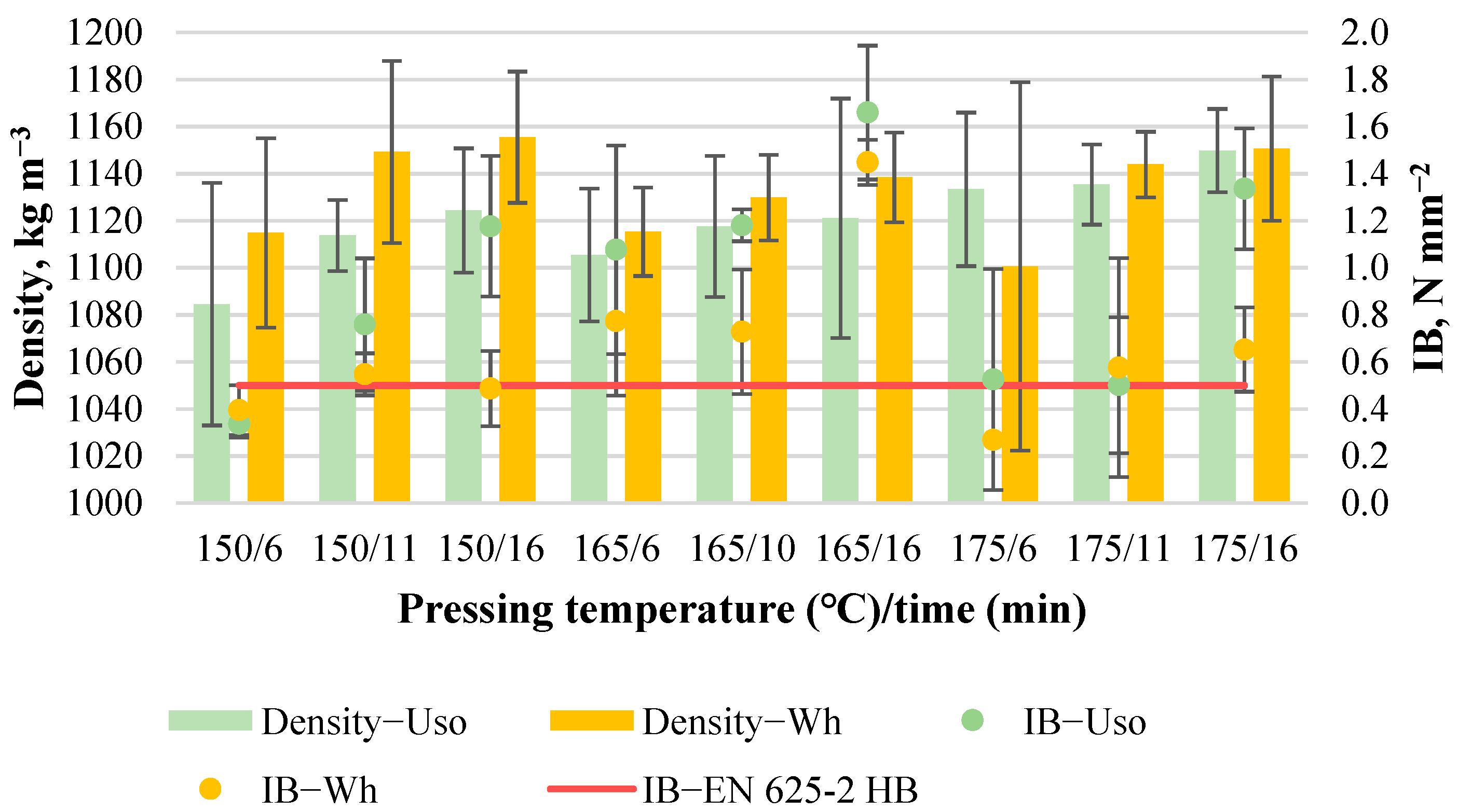
3.3.1. Density and Internal Bonding
3.3.2. Board Bending Properties
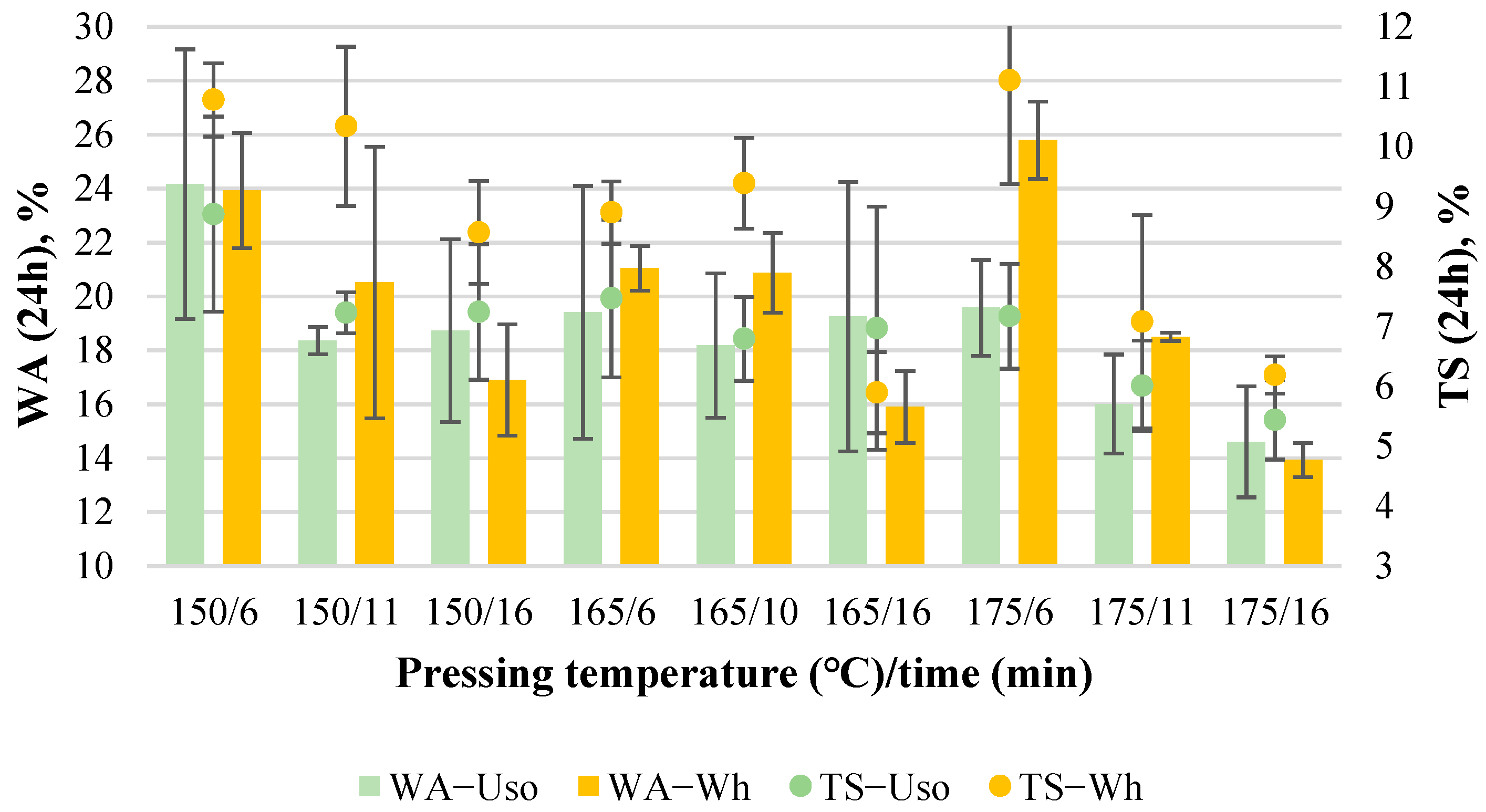
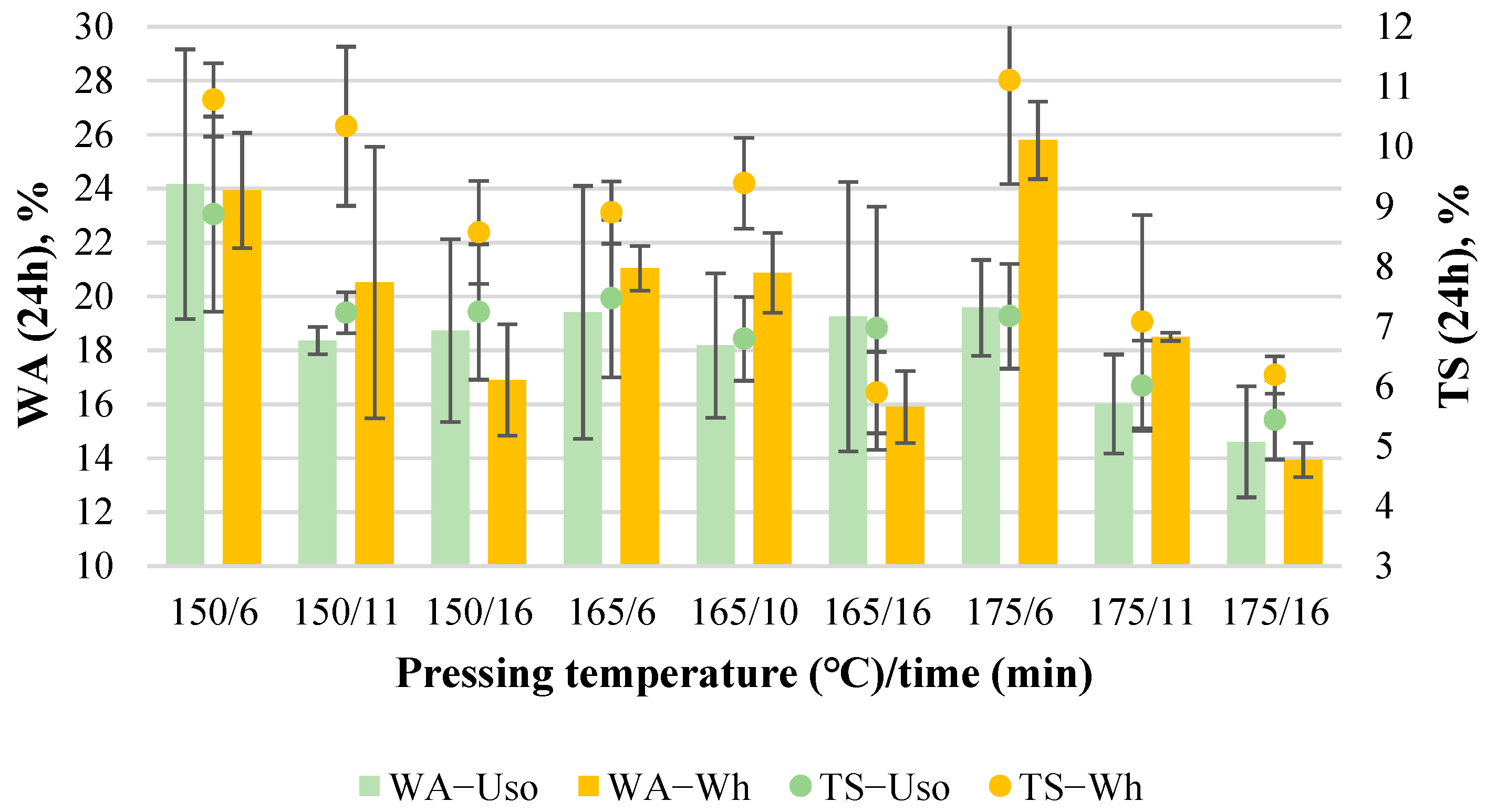
3.3.3. Water Resistance Properties
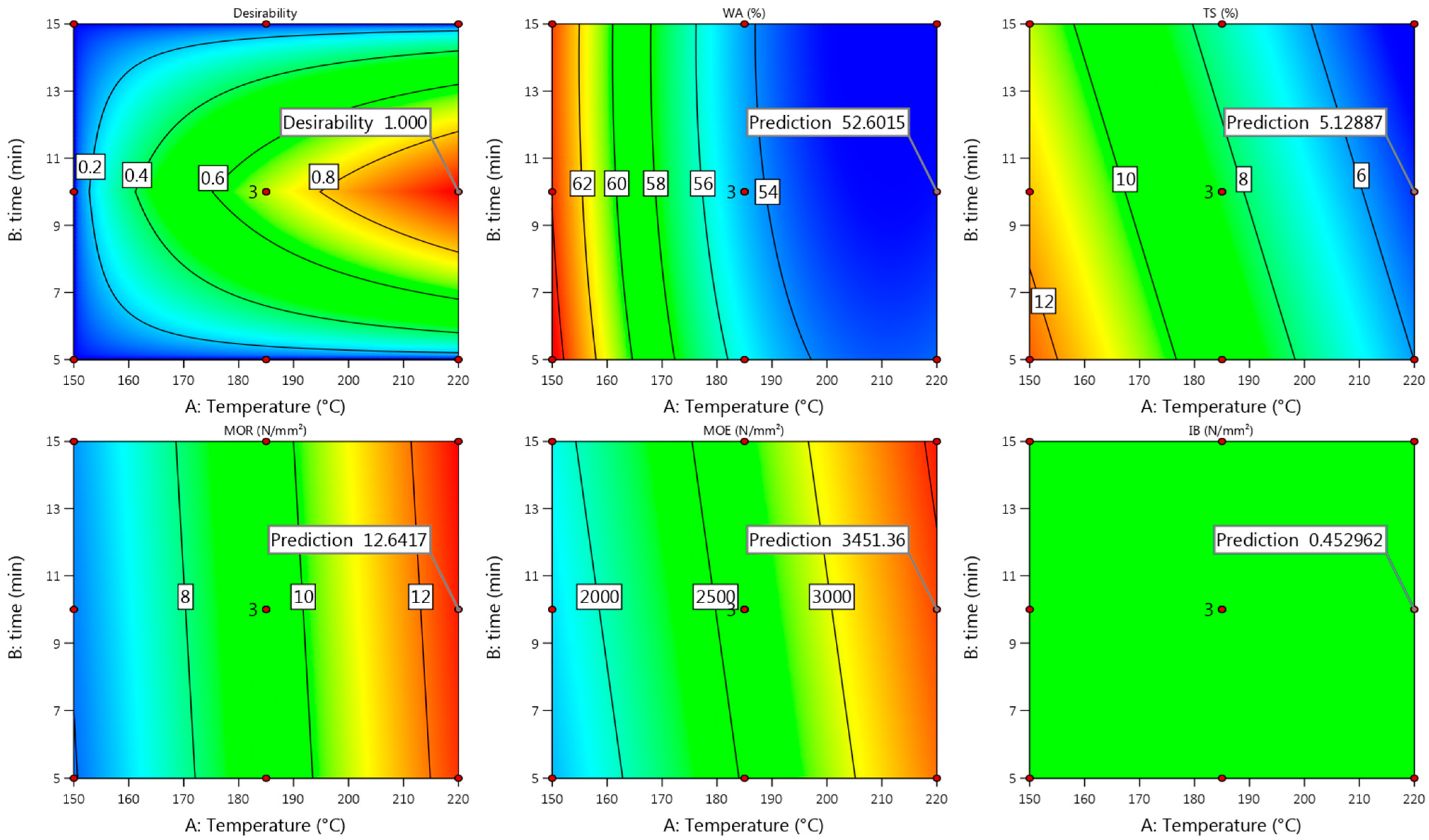
3.3.4. Model Fit
3.4. Evaluation of Binder-Less Boards by FTIR Spectroscopy
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Mason, W.H. Process of Making Composition Boards and the Like and Apparatus Therefor. U.S. Patent No. 1767539, 24 June 1930. [Google Scholar]
- IARC. Monographs on the Evaluation of Carcinogenic Risk to Humans: Formaldehyde, 2-Butoxyethanol and 1-Tert-Butoxypropan-2-Ol; IARC: Lyon, France, 2006; Volume 88, ISBN 9789283215875. [Google Scholar]
- UNECE; FAO. Annual Market Review 2019–2020—Forest Products; United Nations Publication: New York, NY, USA, 2020; ISBN 978-92-1-117135-8. [Google Scholar]
- European Comission. A European Green Deal. Available online: https://ec.europa.eu/info/strategy/priorities-2019-2024/european-green-deal_en (accessed on 4 March 2022).
- Focher, B.; Marzetti, A.; Crescenzi, V. (Eds.) Steam Explosion Techniques. Fundamentals and Industrial Applications, Proceedings of the International Workshop on Steam Explosion Techniques: Fundamentals and Industrial Applications, Milan, Italy, 20–21 October 1988; Gordon and Breach Science Publishers: Milan, Italy, 1988; p. 413. [Google Scholar]
- Overend, R.P.; Chornet, E.; Gascoigne, J. Fractionation of Lignocellulosics by Steam-Aqueous Pretreatments and Discussion. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 1987, 321, 523–536. [Google Scholar] [CrossRef]
- Hubbe, M.A.; Pizzi, A.; Zhang, H.; Halis, R. Critical Links Governing Performance of Self-Binding and Natural Binders for Hot-Pressed Reconstituted Lignocellulosic Board without Added Formaldehyde: A Review. BioResources 2018, 13, 2049–2115. [Google Scholar] [CrossRef]
- Zhang, D.; Zhang, A.; Xue, L. A Review of Preparation of Binderless Fiberboards and Its Self-Bonding Mechanism. Wood Sci. Technol. 2015, 49, 661–679. [Google Scholar] [CrossRef]
- Tajuddin, M.; Ahmad, Z.; Ismail, H. A Review of Natural Fibers and Processing Operations for the Production of Binderless Boards. BioResources 2016, 11, 5600–5617. [Google Scholar] [CrossRef]
- Shahzad, A. Hemp Fiber and Its Composites—A Review. J. Compos. Mater. 2012, 46, 973–986. [Google Scholar] [CrossRef]
- Manaia, J.P.; Manaia, A.T.; Rodriges, L. Industrial Hemp Fibers: An Overview. Fibers 2019, 7, 106. [Google Scholar] [CrossRef] [Green Version]
- Raymunt, M. France, Italy, Netherlands Lead Europe for Hemp Land Use, Industry Group Says. Available online: https://hempindustrydaily.com/france-italy-netherlands-lead-europe-for-hemp-land-use-industry-group-says/ (accessed on 4 March 2022).
- Sam-Brew, S.; Smith, G.D. Flax Shive and Hemp Hurd Residues as Alternative Raw Material for Particleboard Production. BioResources 2017, 12, 5715–5735. [Google Scholar] [CrossRef] [Green Version]
- Almusawi, A.; Lachat, R.; Atcholi, K.E.; Gomes, S. Proposal of Manufacturing and Characterization Test of Binderless Hemp Shive Composite. Int. Biodeterior. Biodegrad. 2016, 115, 302–307. [Google Scholar] [CrossRef]
- Brazdausks, P.; Tupciauskas, R.; Andzs, M.; Rizikovs, J.; Puke, M.; Paze, A.; Meile, K.; Vedernikovs, N. Preliminary Study of the Biorefinery Concept to Obtain Furfural and Binder-Less Panels from Hemp (Cannabis sativa L.) Shives. Energy Procedia 2015, 72, 34–41. [Google Scholar] [CrossRef] [Green Version]
- Brencis, R.; Andzs, M.; Tupciauskas, R.; Brazdausks, P.; Rizhikovs, J.; Puke, M.; Paze, A.; Meile, K.; Vedernikovs, N. Acoustic Properties of Binderless Panel Made From Pretreated Hemp (Cannabis sativa L.) Shives. In Proceedings of the 5th International Conference Civil Engineering’15, Jelgava, Latvia, 14–15 May 2015; pp. 64–70. [Google Scholar]
- Elbashiry, E.M.A.; Chen, J.; Tuo, W.; Ren, Y.; Guo, Z. Review of the Pretreatment Methods for Wheat Straw Building Materials. J. Reinf. Plast. Compos. 2018, 37, 35–48. [Google Scholar] [CrossRef] [Green Version]
- Halvarsson, S.; Edlund, H.; Norgren, M. Wheat Straw As Raw Material for Manufacture of Straw Mdf. BioResources 2010, 5, 1215–1231. [Google Scholar] [CrossRef]
- Sitz, E.D.; Bajwa, D.S.; Webster, D.C.; Monono, E.M.; Wiesenborn, D.P.; Bajwa, S.G. Epoxidized Sucrose Soyate—A Novel Green Resin for Crop Straw Based Low Density Fiberboards. Ind. Crops Prod. 2017, 107, 400–408. [Google Scholar] [CrossRef]
- Fu, B.; Li, X.-G.; Pan, Y.-G.; Zheng, X.; Wu, Y.-Q.; Zhong, W.-Q. The Preparation and Properties of Inorganic Wheat-Straw Particleboard. Gongneng Cailiao/J. Funct. Mater. 2015, 46, 01112–01116. [Google Scholar]
- Hýsková, P.; Hýsek, Š.; Schönfelder, O.; Šedivka, P.; Lexa, M.; Jarský, V. Utilization of Agricultural Rests: Straw-Based Composite Panels Made from Enzymatic Modified Wheat and Rapeseed Straw. Ind. Crops Prod. 2020, 144, 112067. [Google Scholar] [CrossRef]
- Domínguez-Robles, J.; Tarrés, Q.; Alcalà, M.; Mansouri, N.E.; Rodríguez, A.; Mutjé, P.; Delgado-Aguilar, M. Development of High-Performance Binderless Fiberboards from Wheat Straw Residue. Constr. Build. Mater. 2020, 232, 117247. [Google Scholar] [CrossRef]
- Luo, P.; Yang, C. Binderless Particleboard from Steam Exploded Wheat Straw. Adv. Mater. Res. 2011, 179, 807–811. [Google Scholar] [CrossRef]
- Tupciauskas, R.; Rizhikovs, J. Pre-Treatment and Investigation of Wheat Straw and Hemp Shives for Binder-Less Fibreboard Production. AGROFOR Int. J. 2020, 5, 80–87. [Google Scholar] [CrossRef]
- Tupciauskas, R.; Rizhikovs, J.; Brazdausks, P.; Fridrihsone, V.; Andzs, M. Influence of Steam Explosion Pre-Treatment Conditions on Binder-Less Boards from Hemp Shives and Wheat Straw. Ind. Crops Prod. 2021, 170, 8. [Google Scholar] [CrossRef]
- Tupciauskas, R.; Rizhikovs, J.; Andzs, M. Approach of Binder-Less Fibreboard Production from Steam-Exploded Hemp Shives and Wheat Straw. In Proceedings of the 29th European Biomass Conference, Marseille, France, 26–29 April 2021; pp. 906–910. [Google Scholar]
- Tupciauskas, R.; Rizhikovs, J.; Andzs, M. Investigation of Binder-Less Medium Density Particleboards Produced from Hemp Shives and Wheat Straw. In Proceedings of the 17th annual meeting of the Northern European Network for Wood Science and Engineering, Kaunas, Lithuania, 14–15 October 2021; pp. 155–158. [Google Scholar]
- Montgomery Douglas, C. Design and Analysis of Experiments, 9th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2017; ISBN 9781119113478. [Google Scholar]
- EN 310; Wood-Based Panels. Determination of Modulus of Elasticity in Bending and of Bending Strength. CEN: Brussels, Belgium, 1993; pp. 1–8.
- EN 317; Particleboards and Fibreboards—Determination of Swelling in Thickness after Immersion in Water. CEN: Brussels, Belgium, 1993.
- EN 319; Particleboards and Fibreboards—Determination of Tensile Strength Perpendicular to the Plane of the Board. CEN: Brussels, Belgium, 1993.
- Thoemen, H.; Irle, M.; Sernek, M. Wood-Based Panels—An Introduction for Specialists; Brunel University Press: London, UK, 2010; ISBN 9781902316826. [Google Scholar]
- EN 312; Particleboards—Specifications. CEN: Brussels, Belgium, 2010; pp. 1–18.
- Baskaran, M.; Hashim, R.; Sulaiman, O.; Hiziroglu, S.; Sato, M.; Sugimoto, T. Optimization of Press Temperature and Time for Binderless Particleboard Manufactured from Oil Palm Trunk Biomass at Different Thickness Levels. Mater. Today Commun. 2015, 3, 87–95. [Google Scholar] [CrossRef]
- Boren, E.; Larsson, S.H.; Thyrel, M.; Averheim, A.; Brostrom, M. VOC Off-Gassing from Pelletized Steam Exploded Softwood Bark: Emissions at Different Industrial Process Steps. Fuel Process. Technol. 2018, 171, 70–77. [Google Scholar] [CrossRef]
- Bellamy, L.J. The Infrared Spectra of Complex Molecules, Volume 2: Advances in Infrared Group Frequencies, 2nd ed.; Chapman and Hall: London, UK, 1980; ISBN 978-94-011-6520-4. [Google Scholar]
- Faix, O. Fourier Transform Infrared Spectroscopy. In Methods in Lignin Chemistry; Lin, S.Y., Dence, C.W., Eds.; Springer Series in Wood Science; Springer: Berlin/Heidelberg, Germany, 1992; pp. 233–241. [Google Scholar]
- Vitrone, F.; Ramos, D.; Vitagliano, V.; Ferrando, F.; Salvad, J. All-Lignocellulosic Fiberboards from Giant Reed (Arundo donax L.): Effect of Steam Explosion Pre-Treatment on Physical and Mechanical Properties. Constr. Build. Mater. 2022, 319, 126064. [Google Scholar] [CrossRef]
- Windeisen, E.; Wegener, G. Behaviour of Lignin during Thermal Treatments of Wood. Ind. Crops Prod. 2008, 27, 157–162. [Google Scholar] [CrossRef]
- Arshanitsa, A.; Dizhbite, T.; Bikovens, O.; Pavlovich, G.; Andersone, A.; Telysheva, G. Effects of Microwave Treatment on the Chemical Structure of Lignocarbohydrate Matrix of Softwood and Hardwood. Energy Fuels 2016, 30, 457–464. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experimental No. | Designation | Temperature (T) °C | Time (t) min | Max Pressure (p) MPa |
|---|---|---|---|---|
| Density: 800 kg m−3 and 1000 kg m−3 | ||||
| 1 | 150/5 | 150 | 5 | 4.5 |
| 2 | 220/5 | 220 | 5 | |
| 3 | 150/15 | 150 | 15 | |
| 4 | 220/15 | 220 | 15 | |
| 5 | 150/10 | 150 | 10 | |
| 6 | 220/10 | 220 | 10 | |
| 7 | 185/5 | 185 | 5 | |
| 8 | 185/15 | 185 | 15 | |
| 9–11 | 185/10 | 185 | 10 | |
| Density: 1200 kg m−3 | ||||
| 1 | 150/6 | 150 | 6 | 6 |
| 2 | 175/6 | 175 | 6 | |
| 3 | 150/16 | 150 | 16 | |
| 4 | 175/16 | 175 | 16 | |
| 5 | 150/11 | 150 | 11 | |
| 6 | 175/11 | 175 | 11 | |
| 7 | 163/6 | 162.5 | 6 | |
| 8 | 163/16 | 162.5 | 16 | |
| 9–11 | 163/11 | 162.5 | 11 | |
| Response | Suggested Model | Sequential p-Value | Lack of Fit p-Value | Adjusted R2 | Predicted R2 | Significant Factors * |
|---|---|---|---|---|---|---|
| Uso-800 | ||||||
| IB | Mean | <0.0001 | - ** | |||
| MOR | Linear | <0.0001 | 0.3385 | 0.9504 | 0.9190 | A |
| MOE | Linear | 0.0004 | 0.1216 | 0.8267 | 0.6929 | A |
| WA | Quadratic | 0.0001 | 0.7393 | 0.9906 | 0.9749 | A, B, A2 |
| TS | Linear | <0.0001 | 0.5365 | 0.9408 | 0.9021 | A, B |
| Wh-800 | ||||||
| IB | Linear | 0.0825 | 0.6715 | 0.3301 | 0.0216 | - |
| MOR | Linear | <0.0001 | 0.2771 | 0.9273 | 0.8770 | A |
| MOE | Quadratic | 0.0439 | 0.0392 | 0.9755 | 0.8775 | A, B, AB, B2 |
| WA | Linear | 0.0094 | 0.5385 | 0.6111 | 0.3534 | A |
| TS | Quadratic | 0.0241 | 0.2763 | 0.9922 | 0.9692 | A, B, AB, A2 |
| Response | Suggested Model | Sequential p-Value | Lack of Fit p-Value | Adjusted R2 | Predicted R2 | Significant Factors * |
|---|---|---|---|---|---|---|
| Uso-1000 | ||||||
| IB | Quadratic | 0.1513 | 0.8455 | 0.1054 | -0.9481 | - ** |
| MOR | 2FI | 0.0339 | 0.0914 | 0.8296 | 0.6137 | A, AB |
| MOE | Quadratic | 0.0070 | 0.3781 | 0.9136 | 0.6655 | A, AB, A2 |
| WA | Quadratic | 0.0030 | 0.5938 | 0.9266 | 0.7669 | A, B, AB, A2 |
| TS | Linear | <0.0001 | 0.1875 | 0.9590 | 0.9243 | A, B |
| Wh-1000 | ||||||
| IB | Quadratic | 0.0107 | 0.5748 | 0.9021 | 0.6675 | A, B, A2 |
| MOR | Quadratic | 0.0051 | 0.1817 | 0.8331 | 0.4520 | A, A2 |
| MOE | Quadratic | 0.0020 | 0.0354 | 0.8799 | 0.5662 | A, B, A2 |
| WA | Quadratic | 0.0050 | 0.9284 | 0.8863 | 0.8110 | B, AB, A2, B2 |
| TS | Linear | <0.0001 | 0.0234 | 0.9010 | 0.8052 | A, B |
| Response | Suggested Model | Sequential p-Value | Lack of Fit p-Value | Adjusted R2 | Predicted R2 | Significant Factors * |
|---|---|---|---|---|---|---|
| Uso-1200 | ||||||
| IB | Quadratic | 0.0382 | 0.8367 | 0.7026 | 0.3376 | B, A2 |
| MOR | Quadratic | 0.0327 | 0.8499 | 0.8350 | 0.6441 | A, B, A2 |
| MOE | Linear | 0.0159 | 0.7065 | 0.5560 | 0.2768 | B |
| WA | Linear | 0.0091 | 0.0287 | 0.6143 | 0.3394 | A, B |
| TS | Linear | 0.0008 | 0.1690 | 0.7867 | 0.6487 | A, B |
| Wh-1200 | ||||||
| IB | Quadratic | 0.0965 | 0.4493 | 0.3582 | −0.6734 | A2 |
| MOR | Linear | 0.0258 | 0.2338 | 0.4992 | 0.0302 | A, B |
| MOE | Linear | 0.0554 | 0.8338 | 0.3937 | 0.1575 | B |
| WA | Linear | 0.0007 | 0.2946 | 0.7971 | 0.6726 | B |
| TS | Linear | 0.0160 | 0.7223 | 0.5555 | 0.3833 | B |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tupciauskas, R.; Rizhikovs, J.; Andzs, M.; Bikovens, O. Influence of Manufacturing Conditions on Binder-Less Boards from Steam-Exploded Hemp Shives and Wheat Straw. Materials 2022, 15, 3141. https://doi.org/10.3390/ma15093141
Tupciauskas R, Rizhikovs J, Andzs M, Bikovens O. Influence of Manufacturing Conditions on Binder-Less Boards from Steam-Exploded Hemp Shives and Wheat Straw. Materials. 2022; 15(9):3141. https://doi.org/10.3390/ma15093141
Chicago/Turabian StyleTupciauskas, Ramunas, Janis Rizhikovs, Martins Andzs, and Oskars Bikovens. 2022. "Influence of Manufacturing Conditions on Binder-Less Boards from Steam-Exploded Hemp Shives and Wheat Straw" Materials 15, no. 9: 3141. https://doi.org/10.3390/ma15093141
APA StyleTupciauskas, R., Rizhikovs, J., Andzs, M., & Bikovens, O. (2022). Influence of Manufacturing Conditions on Binder-Less Boards from Steam-Exploded Hemp Shives and Wheat Straw. Materials, 15(9), 3141. https://doi.org/10.3390/ma15093141