
The Influence of Shot Peening and Artificially Ageing Aluminium Alloy 7075 on Corrosion Behaviour


Abstract
:1. Introduction
2. Experimental Procedure
2.1. Material and Specimen Preparation
2.2. Shot Peening Treatment (SP)
2.3. Corrosion Tests and X-ray Diffraction Analysis of the Surface
3. Results and Discussion
4. Conclusions
- (a).
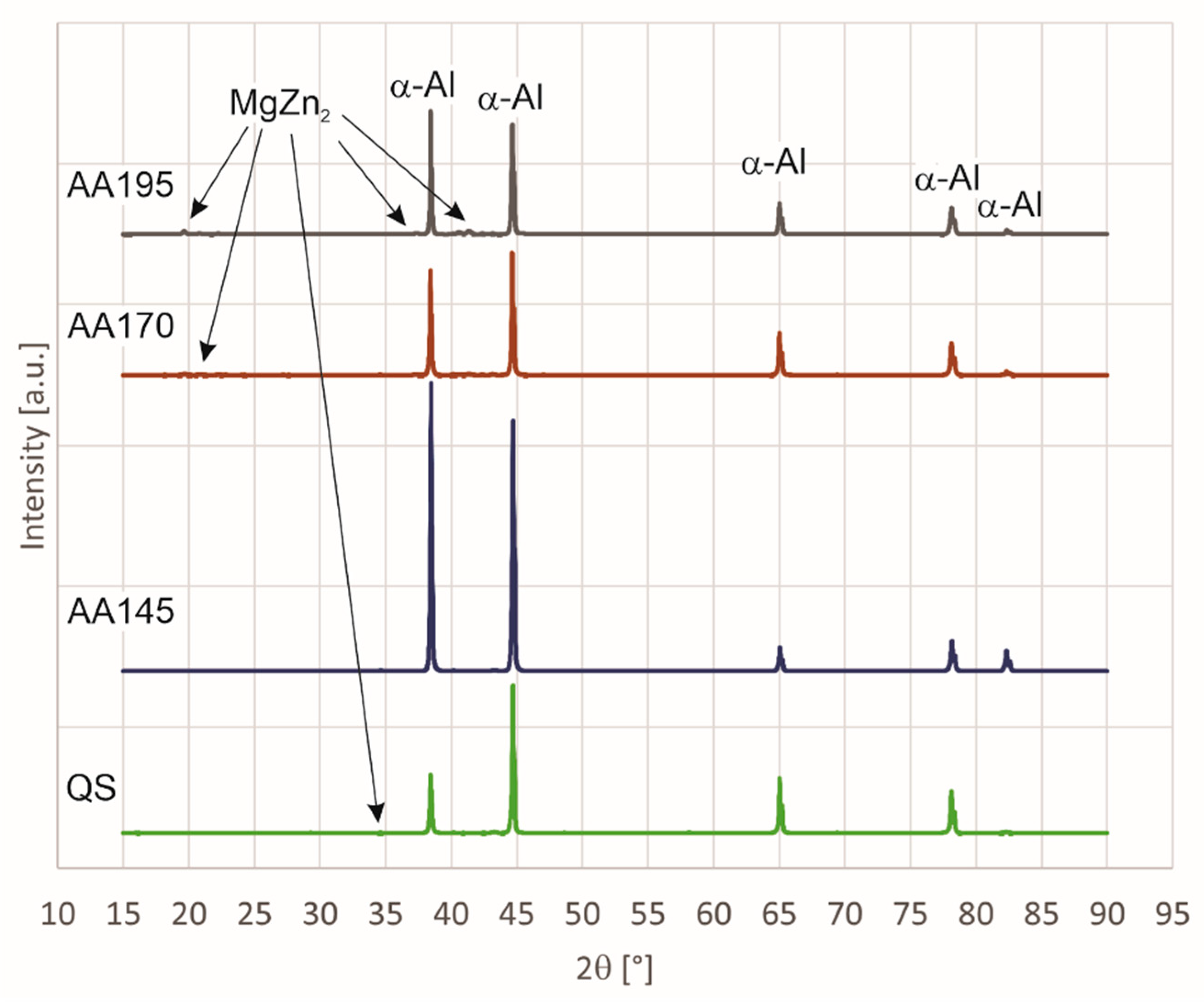
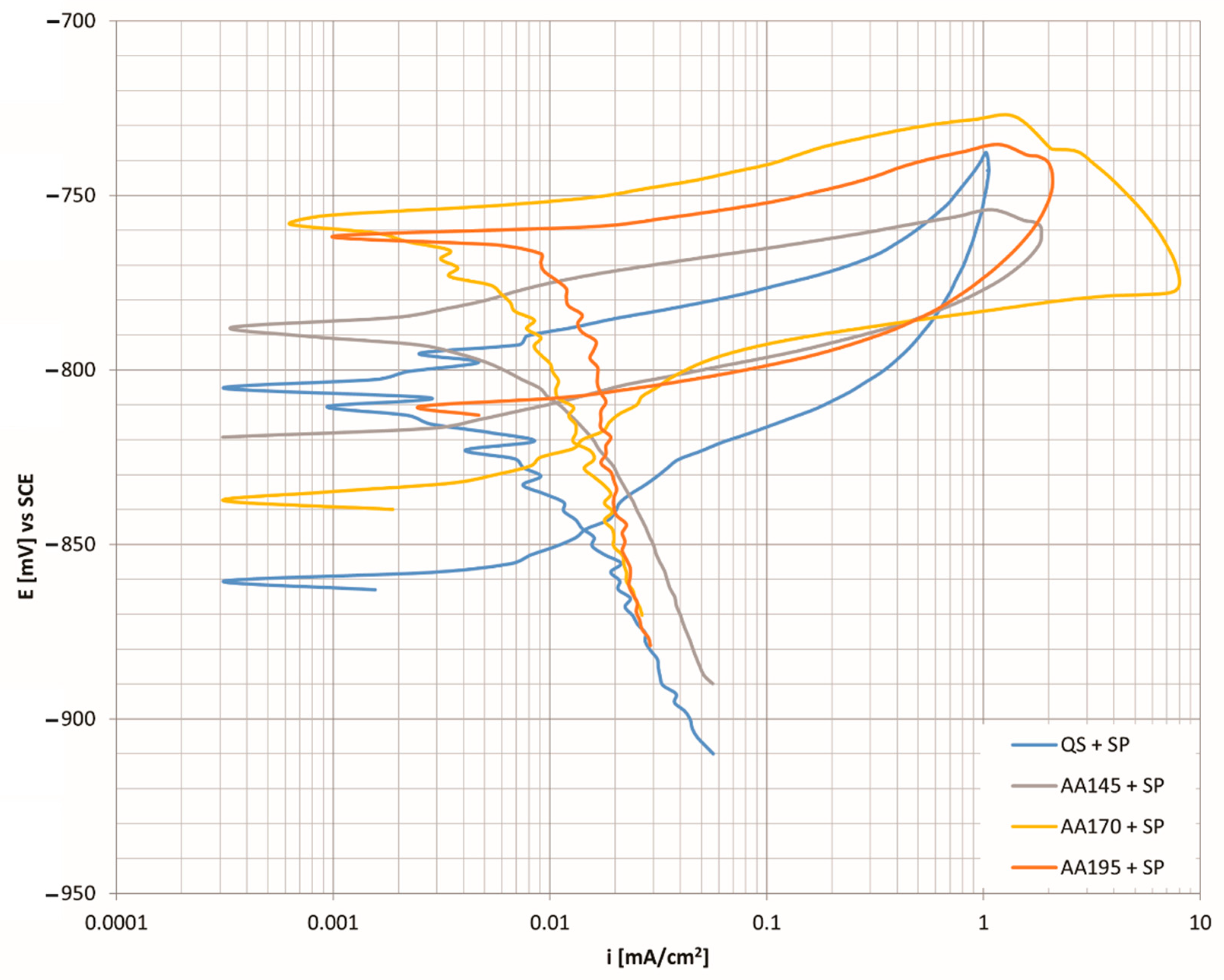
- X-ray diffraction analysis of the surface shows the greatest difference in types of precipitates between the specimens in the quenched state and the specimens aged at 195 °C. Detailed analysis of the specimens shows that Al2CuMg precipitates dissolve in the specimen aged at 195 °C. If we connect this with corrosion resistance (Figure 7), we see that the specimen (AA195 + SP) has the highest corrosion current (icorr = 0.0117 μAcm−2), which also indicates the highest susceptibility to corrosion and the fastest degradation per year (C.R. = 127.4 μm/Y).
- (b).
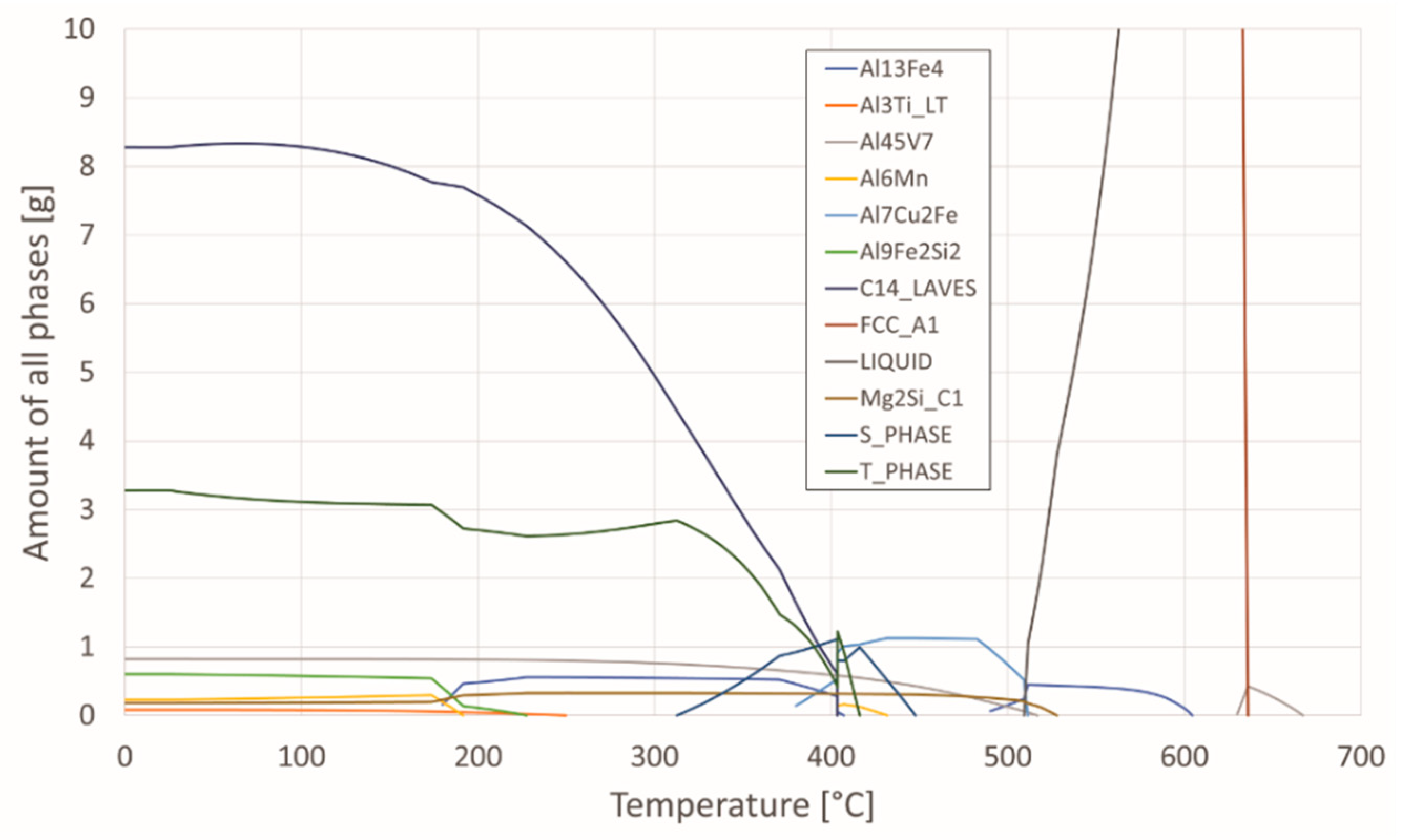
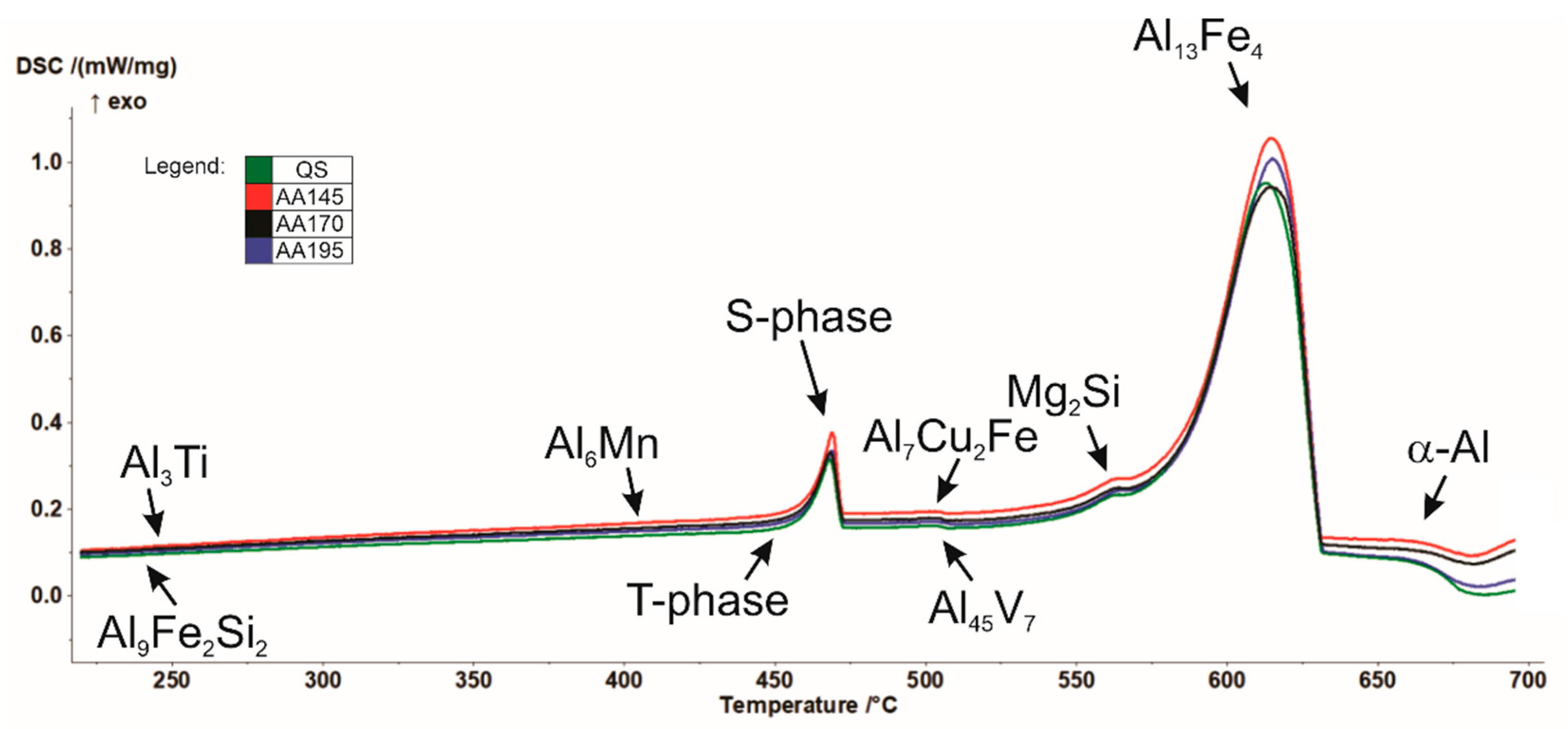
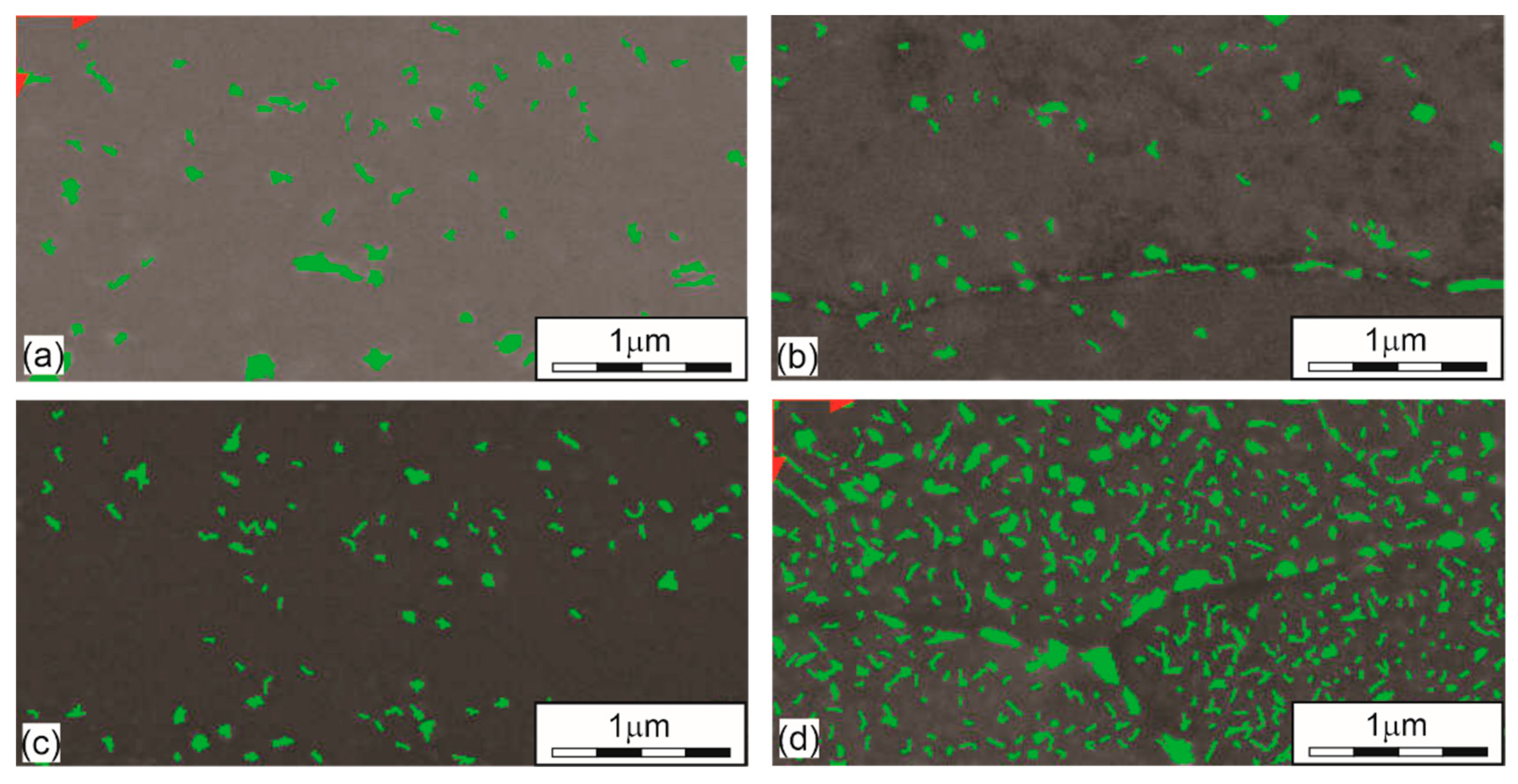
- DSC analysis shows that solidification of the examined aluminium alloy begins with the growth of primary α-Al mixed crystals, followed by the crystallisation of the remaining melt into the intermetallic phase Al13Fe4, and finally, this is followed by the crystallisation of the phase η-MgZn2 phase. Again, most precipitates were found in the specimen (AA195 + SP) and because of that, corrosion resistance is the worst there as well. The number of precipitation phases is 5 times higher than in other specimens. The amount of precipitated phase indicates that the specimen was overaged.
- (c).
- After shot peening we achieve maximum hardness of the surface layer, when artificial ageing of aluminium alloy at 145 °C is selected. However, the corrosion resistance analysis shows that the minimum values of corrosion current and corrosion rate is obtained at a higher ageing temperature of 170 °C.
- (d).
- Cyclic polarisation curves of shot peened aluminium alloy with an Almen intensity 4A and 100% coverage shows that the most favourable results were obtained in the quenched and aged (at 170 °C) specimen. The volume share of precipitation phases is also about the same in these specimens, about 3.00%.
- (e).
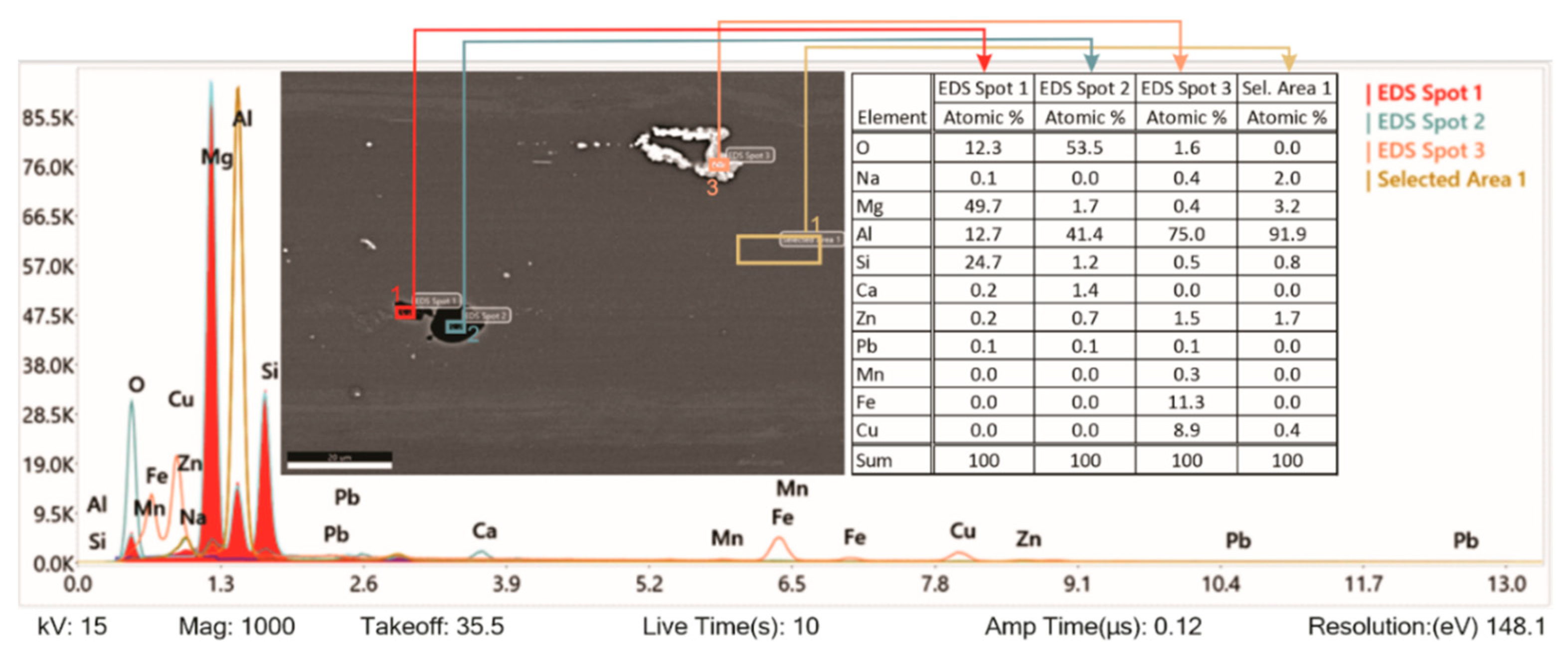
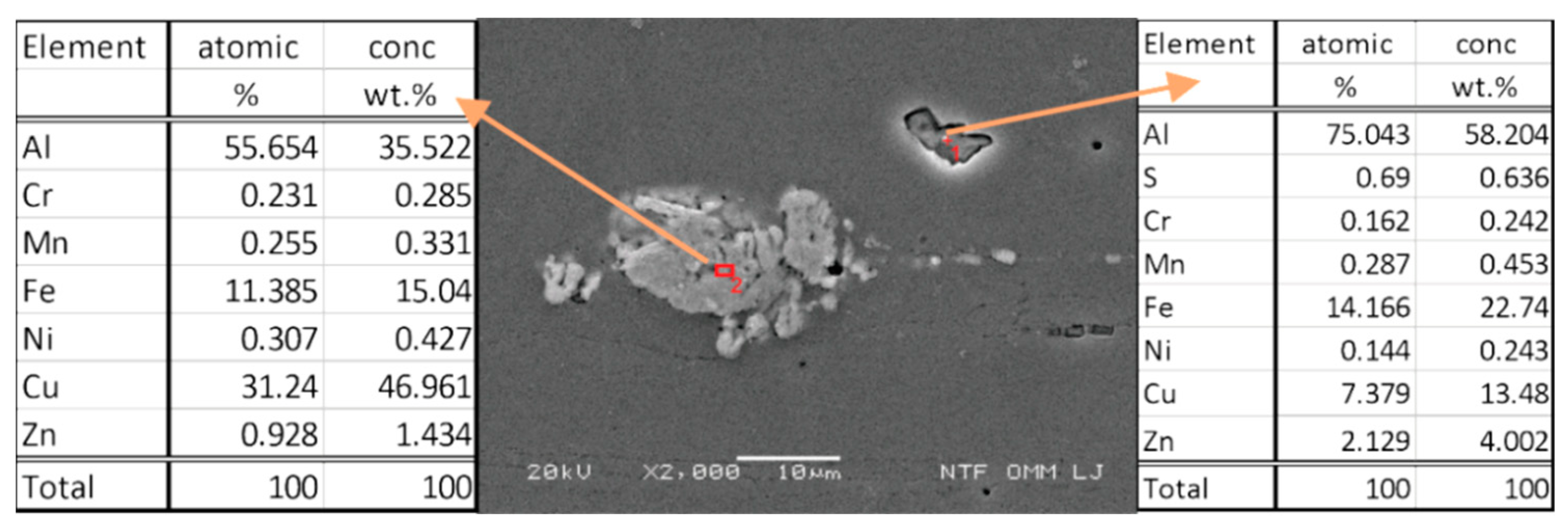
- EDS analysis of the specimen surface shows higher contamination with chemical elements that are not present in our aluminium alloy. They were imprinted during the grinding process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Schulze, V. Modern Mechanical Surface Treatment; WILEY-VCH GmbH &Co. KGaA: Weinheim, Germany, 2006. [Google Scholar]
- Wagner, L. Mechanical surface treatments on titanium, aluminum and magnesium alloys. Mater. Sci. Eng. A 1999, 263, 210–216. [Google Scholar] [CrossRef]
- Habibi, N.; H-Gangaraj, S.M.; Farrahi, G.H.; Majzoobi, G.H.; Mahmoudi, A.H.; Daghigh, M.; Yari, A.; Moridi, A. The effect of shot peening on fatigue life of welded tubular joint in offshore structure. Mater. Des. 2012, 36, 250–257. [Google Scholar] [CrossRef]
- Karademir, I.; Celik, M.B.; Husem, F.; Maleki, E.; Amanov, A.; Unal, O. Effects of constrained groove pressing, severe shot peening and ultrasonic nanocrystal surface modification on microstructure and mechanical behavior of S500MC high strength low alloy automotive steel. Appl. Surf. Sci. 2021, 538, 147935. [Google Scholar] [CrossRef]
- Luo, X.; Dang, N.; Wang, X. The effect of laser shock peening, shot peening and their combination on the microstructure and fatigue properties of Ti-6Al-4V titanium alloy. Int. J. Fatigue 2021, 153, 106465. [Google Scholar] [CrossRef]
- Tao, X.; Gao, Y. Effects of wet shot peening on microstructures and mechanical properties of a 2060-T8 aluminum-lithium alloy. Mater. Sci. Eng. A 2022, 832, 142436. [Google Scholar] [CrossRef]
- Wagner, L.; Mhaede, M.; Wollmann, M.; Altenberger, I.; Sano, Y. Surface layer properties and fatigue behavior in Al 7075-T73 and Ti-6Al-4V: Comparing Results after Shot Peening, Laser Shock Peening and Ball-Burnishing. Int. J. Struct. Integr. 2011, 2, 185–199. [Google Scholar] [CrossRef]
- Ohta, T.; Ma, N. Shot velocity measurement using particle image velocimetry and a numerical analysis of the residual stress in fine particle shot peening. J. Manuf. Processes 2020, 58, 1138–1149. [Google Scholar] [CrossRef]
- Rodopoulos, C.A.; Curtis, S.A.; Rios, E.R.; Solisromero, J. Optimisation of the Fatigue Resistance of 2024-T351 Aluminium Alloys by Controlled Shot Peening—Methodology, Results and Analysis. Int. J. Fatigue 2004, 26, 849–856. [Google Scholar] [CrossRef]
- Mhaede, M. Influence of surface treatments on surface layer properties, fatigue and corrosion fatigue performance of AA7075 T73. Mater. Des. 2012, 41, 61–66. [Google Scholar] [CrossRef]
- Champaigne, J. The Little Book on Shot Peening; Electronics Incorporated: Mishawaka, IN, USA, 2001. [Google Scholar]
- Zhou, B.; Liu, B.; Zhang, S.; Lin, R.; Jiang, Y.; Lan, X. Microstructure evolution of recycled 7075 aluminum alloy and its mechanical and corrosion properties. J. Alloys Compd. 2021, 879, 160407. [Google Scholar] [CrossRef]
- Bobby-Kannan, M.; Raja, V.S.; Raman, R. Influence of Multistep Aging on the Stress Corrosion Cracking Behavior of Aluminum Alloy 7010. Corros. J. 2003, 59, 881–889. [Google Scholar] [CrossRef]
- Mhaede, M.; Wollmann, M.; Wagner, L. Correlation between Mechanical Surface Treatments and Corrosion Behavior of Aluminum Alloys. In The European Corrosion Congress, EUROCORR2008; EUROCORR: Edinburgh, UK, 2008; p. 554. Available online: https://www.researchgate.net/publication/256136886_Correlation_between_Mechanical_Surface_Treatments_and_Corrosion_Behavior_of_Aluminum_Alloys (accessed on 22 February 2022).
- Prevéy, P.S.; Cammett, J.T. The influence of surface enhancement by low plasticity burnishing on the corrosion fatigue performance of AA7075-T6. Int. J. Fatigue 2004, 26, 975–982. [Google Scholar] [CrossRef]
- Padap, A.K.; Yadav, A.P.; Kumar, P.; Kumar, N. Effect of aging heat treatment and uniaxial compression on thermal behavior of 7075 aluminum alloy. Mater. Today Proc. 2020, 33, 5442–5447. [Google Scholar] [CrossRef]
- Du, Z.; Deng, Z.; Xiao, A.; Cui, X.; Yu, H.; Feng, Z. Effect of the aging process on the micro-structure & properties of 7075 aluminum alloy using electromagnetic bulging. J. Manuf. Processes 2021, 70, 15–23. [Google Scholar] [CrossRef]
- Carroll, M.C.; Gouma, P.I.; Mills, M.J.; Daehn, G.S.; Dunbar, B.R. Effects of Zn additions on the grain boundary precipitation and corrosion of Al-5083. Scr. Mater. 2008, 42, 335–340. [Google Scholar] [CrossRef]
- Oguocha, I.N.A.; Adigun, O.J.; Yannacopoulos, S. Effect of sensitization heat treatment on properties of Al–Mg alloy AA5083-H116. J. Mater. Sci. 2008, 43, 4208–4214. [Google Scholar] [CrossRef]
- Zhang, R.; Zhang, Y.; Yan, Y.; Thomas, S.; Davies, C.H.J.; Birbilis, N. The effect of reversion heat treatment on the degree of sensitisation for aluminium alloy AA5083. Corros. Sci. 2017, 126, 324–333. [Google Scholar] [CrossRef]
- Abdulstaar, M.; Mhaede, M.; Wollmann, M.; Wagner, L. Investigating the effects of bulk and surface severe plastic deformation on the fatigue, corrosion behaviour and corrosion fatigue of AA5083. Surf. Coat. Technol. 2014, 254, 244–251. [Google Scholar] [CrossRef]
- Ozdemira, F.; Witharamage, C.A.; Darwish, A.A.; Okuyucu, H.; Gupta, R.K. Corrosion behavior of age hardening aluminum alloys produced by high-energy ball milling. J. Alloys Compd. 2022, 900, 163488. [Google Scholar] [CrossRef]
- Amini, S.; Kariman, S.A.; Teimouri, R. The effects of ultrasonic peening on chemical corrosion behavior of aluminum 7075. Int. J. Adv. Manuf. Technol. 2017, 91, 1091–1102. [Google Scholar] [CrossRef]
- Pandey, V.; Singh, J.K.; Chattopadhyay, K.; Srinivas, N.C.S.; Singh, V. Influence of ultrasonic shot peening on corrosion behavior of 7075 aluminum alloy. J. Alloys Compd. 2017, 723, 826–840. [Google Scholar] [CrossRef]
- Safyari, M.; Moshtaghi, M. Role of Ultrasonic Shot Peening in Environmental Hydrogen Embrittlement Behavior of 7075-T6 Alloy. Hydrogen 2021, 2, 377–385. [Google Scholar] [CrossRef]
- Sun, Q.; Han, Q.; Wang, S.; Xu, R. Microstructure, corrosion behaviour and thermal stability of AA 7150 after ultrasonic shot peening. Surf. Coat. Technol. 2020, 398, 126127. [Google Scholar] [CrossRef]
- Ye, Z.; Liu, D.; Zhang, X.; Wu, Z.; Long, F. Influence of combined shot peening and PEO treatment on corrosion fatigue behavior of 7A85 aluminum alloy. Appl. Surf. Sci. 2019, 486, 72–79. [Google Scholar] [CrossRef]
- ASTM G5-14; Standard Reference Test Method for Making Potentiodynamic Anodic Polarization Measurements. ASTM International: West Conshohocken, PA, USA, 2014.
- Shahriyari, F.; Shaeri, M.H.; Bavarsiha, F.; Noghani, M.T. Creep behavior of solid solutioned and annealed Al-7075 alloy processed by equal channel angular pressing. Mater. Sci. Eng. A 2019, 765, 138225. [Google Scholar] [CrossRef]
- Lim, S.T.; Eun, I.S.; Nam, S.W. Control of Equilibrium Phases (M, T, S) in the Modified Aluminum Alloy 7175 for Thick Forging Applications. Mater. Trans. 2003, 44, 181–187. [Google Scholar] [CrossRef] [Green Version]
- Tekeli, S.; Simsek, I.; Simsek, D.; Ozyurek, D. Effects of Different Solid Solution Temperatures on Microstructure and Mechanical Properties of the AA7075 Alloy After T6 Heat Treatment. High Temp. Mater. Processes 2019, 38, 892–896. [Google Scholar] [CrossRef]
- Kilic, S.; Kacar, I.; Sahin, M.; Ozturk, F.; Erdem, O. Effects of Aging Temperature, Time, and Pre-Strain on Mechanical Properties of AA7075. Mater. Res. 2019, 22, 20190006. [Google Scholar] [CrossRef]
- Tsaknopoulos, K.; Sousa, B.; Massar, C.; Grubbs, J.; Siopis, M.; Cote, D. A Through-Process Experimental Approach to Enable Optimization of Cold Sprayed Al 7075 Consolidation Performance. JOM 2022, 74, 249–259. [Google Scholar] [CrossRef]
- Walde, C.; Tsaknopoulos, K.; Champagne, V.; Cote, D. Phase Transformations in Thermally Treated Gas-Atomized Al 7075 Powder. Metallogr. Microstruct. Anal. 2020, 9, 419–427. [Google Scholar] [CrossRef] [Green Version]
- Berg, L.K.; Gjønnes, J.; Hansen, V.; Li, X.Z.; Knutson-Wedel, M.; Waterloo, G.; Schryvers, D.; Wallenberg, L.R. GP-zones in Al–Zn–Mg alloys and their role in artificial aging. Acta Mater. 2001, 49, 3443–3451. [Google Scholar] [CrossRef]
- Luo, J.; Luo, H.; Li, S.; Wang, R.; Ma, Y. Effect of pre-ageing treatment on second nucleating of GPII zones and precipitation kinetics in an ultrafine grained 7075 aluminum alloy. Mater. Des. 2020, 187, 108402. [Google Scholar] [CrossRef]
- Gjønnes, J.; Simensen, C.J. An electron microscope investigation of the microstructure in aluminium–zinc–magnesium alloy. Acta Metall. 1970, 18, 881–890. [Google Scholar] [CrossRef]
- Jung, S.H.; Lee, J.; Kawasaki, M. Effects of Pre-Strain on the Aging Behavior of Al 7075 Alloy for Hot-Stamping Capability. Metals 2018, 8, 137. [Google Scholar] [CrossRef] [Green Version]
- Chemingui, M.; Ameur, R.; Optasanu, V.; Khitouni, M. DSC analysis of phase transformations during precipitation hardening in Al–Zn–Mg alloy (7020). J. Therm. Anal. Calorim. 2019, 136, 1887–1894. [Google Scholar] [CrossRef]
- Ku, M.H.; Hung, F.Y.; Lui, T.S.; Lai, J.J. Enhanced Formability and Accelerated Precipitation Behavior of 7075 Al Alloy Extruded Rod by High Temperature Aging. Metals 2018, 8, 648. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.T.; Xie, L.; Wang, Z.G.; Gu, H.; Luo, K.Y.; Lu, Y.L.; He, M.T.; Ge, M.Z. Influence of laser shock peening on the coefficient of thermal expansion of Al (7075)-based hybrid composites. J. Alloys Compd. 2020, 844, 156088. [Google Scholar] [CrossRef]
- Takata, N.; Takagi, R.; Li, R.; Ishii, H.; Suzuki, A.; Kobashi, M. Precipitation morphology and kinetics of T-Al6Mg11Zn11 intermetallic phase in Al–Mg–Zn ternary alloys. Intermetallics 2021, 139, 107364. [Google Scholar] [CrossRef]
- Gopala Krishna, K.; Das, G.; Venkateswarlu, K.; Hari Kumar, K.C. Studies on Aging and Corrosion Properties of Cryorolled Al–Zn–Mg–Cu (AA7075) Alloy, Alloy. Trans. Indian Inst. Met. 2017, 70, 817–825. [Google Scholar] [CrossRef]
- Zuo, J.; Hou, L.; Shi, J.; Cui, H.; Zhuang, L.; Zhang, J. Effect of deformation induced precipitation on dynamic aging process and improvement of mechanical/corrosion properties AA7055 aluminum alloy. J. Alloys Compd. 2017, 708, 1131–1140. [Google Scholar] [CrossRef]
- Navaser, M.; Atapour, M. Effect of Friction Stir Processing on Pitting Corrosion and Intergranular Attack of 7075 Aluminum Alloy. J. Mater. Sci. Technol. 2017, 33, 155–165. [Google Scholar] [CrossRef]
- Fan, X.; Jiang, D.; Meng, Q.; Zhang, B.; Wang, T. Evolution of Eutectic Structures in Al-Zn-Mg-Cu Alloys During Heat Treatment. Trans. Nonferrous Met. Soc. China 2006, 16, 577–581. [Google Scholar] [CrossRef]
- Totten, G.E.; MacKenzie, D.S. Handbook of Aluminum: Vol. 1: Physical Metallurgy and Processes; Marcel Dekker, Inc.: New York, NY, USA, 2003. [Google Scholar]
- Ralston, K.D.; Fabijanic, D.; Birbilis, N. Effect of grain size on corrosion of high purity aluminium. Electrochim. Acta 2011, 56, 1729–1736. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation | Mg | Mn | Fe | Si | Cu | Zn | Cr | Ti | Zr + Ti | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| AA7075 | 2.36 | 0.05 | 0.17 | 0.12 | 1.58 | 5.70 | 0.19 | 0.03 | <0.01 | bal. |
| Alloy State | HV0.2 before SP | HV0.2 after SP | Ra after SP |
|---|---|---|---|
| QS | 155 | 157 | 1.91 |
| AA145 | 175 | 185 | 2.02 |
| AA170 | 160 | 175 | 2.19 |
| AA195 | 105 | 118 | 2.53 |
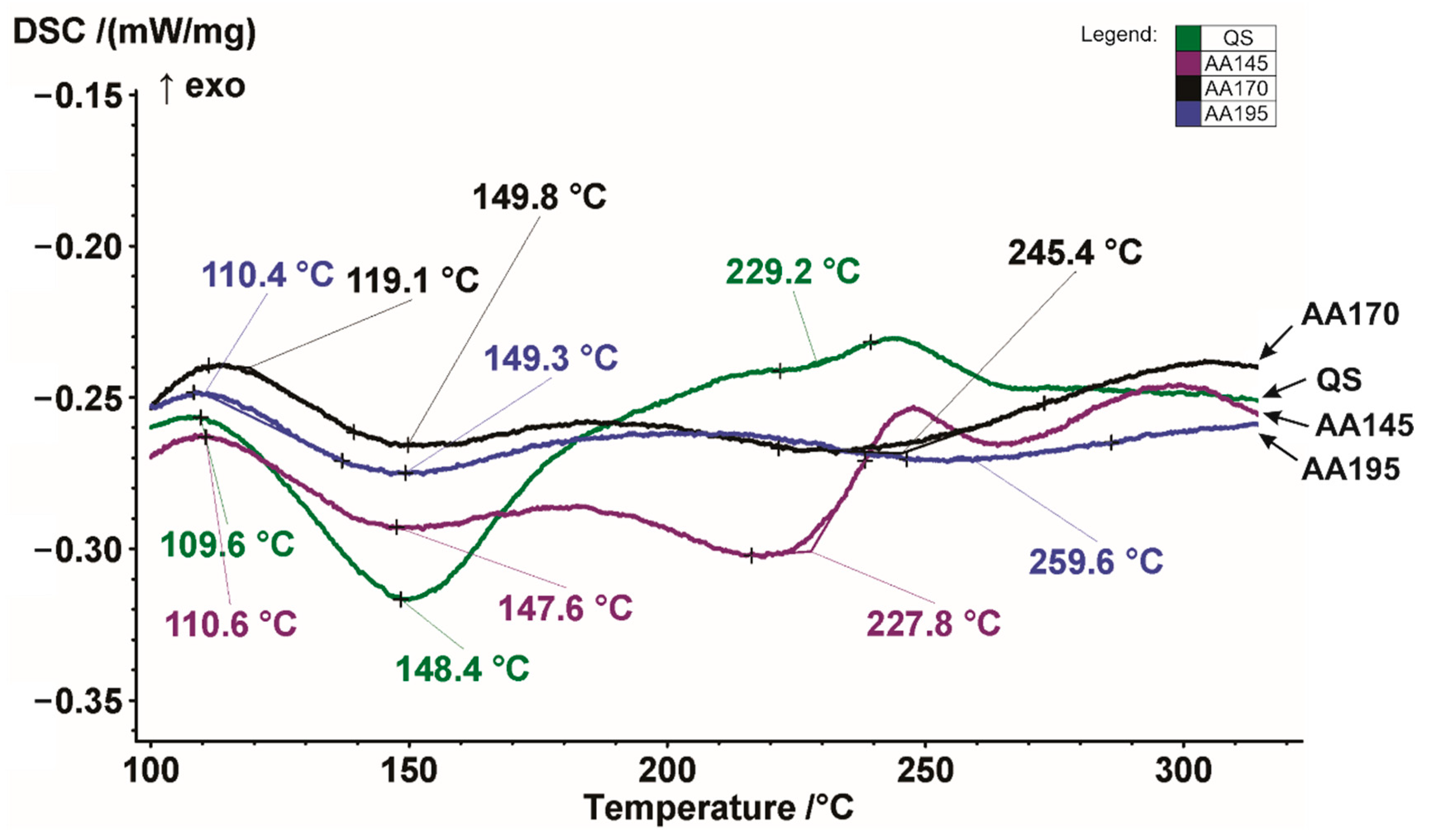
| Alloy State | Exothermic Precipitation Peaks [°C] | Endothermic Dissolution Peaks [°C] | |||||
|---|---|---|---|---|---|---|---|
| 1st | 2nd | 3rd | 4th | 1st | 2nd | 3rd | |
| QS | 109.6 | 220 | 243 | / | 148.4 | / | / |
| AA145 | 110.6 | 182 | 247 | 296 | 147.6 | 216 | 265 |
| AA170 | 119.1 | 186 | 304 | / | 149.8 | 232 | / |
| AA195 | 110.4 | 210 | / | / | 149.3 | 258 | / |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Žagar, S.; Mrvar, P.; Grum, J.; Šturm, R. The Influence of Shot Peening and Artificially Ageing Aluminium Alloy 7075 on Corrosion Behaviour. Materials 2022, 15, 3094. https://doi.org/10.3390/ma15093094
Žagar S, Mrvar P, Grum J, Šturm R. The Influence of Shot Peening and Artificially Ageing Aluminium Alloy 7075 on Corrosion Behaviour. Materials. 2022; 15(9):3094. https://doi.org/10.3390/ma15093094
Chicago/Turabian StyleŽagar, Sebastjan, Primož Mrvar, Janez Grum, and Roman Šturm. 2022. "The Influence of Shot Peening and Artificially Ageing Aluminium Alloy 7075 on Corrosion Behaviour" Materials 15, no. 9: 3094. https://doi.org/10.3390/ma15093094
APA StyleŽagar, S., Mrvar, P., Grum, J., & Šturm, R. (2022). The Influence of Shot Peening and Artificially Ageing Aluminium Alloy 7075 on Corrosion Behaviour. Materials, 15(9), 3094. https://doi.org/10.3390/ma15093094