1. Introduction
A synchropulse is a function in modern MIG/MAG welding that welds first with high-current pulses and then with the same number of low-current pulses. High-current pulses provide a hot arc (longer arc duration), while low-current pulses allow for the cooling of the weld pool. It alternates the current input of high and low levels according to the determined frequency. Such a process enables greater controllability and precision of the electric arc and reduces spattering [
1]. The MIG synchro function enables the optimized welding of sheets of different thicknesses. Laser beam welding and TIG and MIG welding processes, which operate with pulsed energy input, are suitable for joining thin and medium-thickness materials, such as stainless steel, aluminum sheets, and aluminum alloys [
1,
2].
One of the welding processes that has proven to be effective for welding aluminum and aluminum alloys is the CMT welding process, which allows for less force to be applied and, consequently, causes less deformation and stress in the welded joint [
3]. In pulse welding, the current alternates between two extreme values. A low level or low current is called the “background current”, and a high current is called the “pulse current”. When influenced by the pulse current, the transfer of metal within the arc is ideal when it is in the shape of one droplet that is approximately the size of a wire diameter, and it is transferred at low current after each pulsation [
4]. The choice of welding parameters has a great influence on the quality of the welded Al alloy T-joint, with the average current and current difference having a significant effect on the macromorphology and microstructure of the welded joint [
5]. The measurement and analysis of impulse welding process parameters such as arc temperatures and heat transfer phenomena can be used to predict simulated welding processes [
6], which also indicates the need to study influential parameters to improve the process. The authors also compare the results of experimental studies with the results of numerical analysis to determine the relationship and define models that support and accelerate the optimization of the process itself [
7,
8,
9]. The justification for the choice of these input variables for the purpose of studying their interaction also emerges from previously published research that went in a similar direction. There, the importance of welding parameters, including the welding current, wire feed rate, workpiece thickness, speed, and welding geometry, was emphasized. This is also confirmed by the novelty of this work [
10]. Pulsed MIG welding operates at two phases of heat input into the material. Within the first phase, the electric arc initially heats the workpiece and removes the oxide layer. In the second phase of heat input, high-current precision pulses melt the filler material and join it with the base. This process results in welded pieces of exceptional quality with minimum spatter. The MIG Synchro welding process can achieve welded joints with flaked shapes.
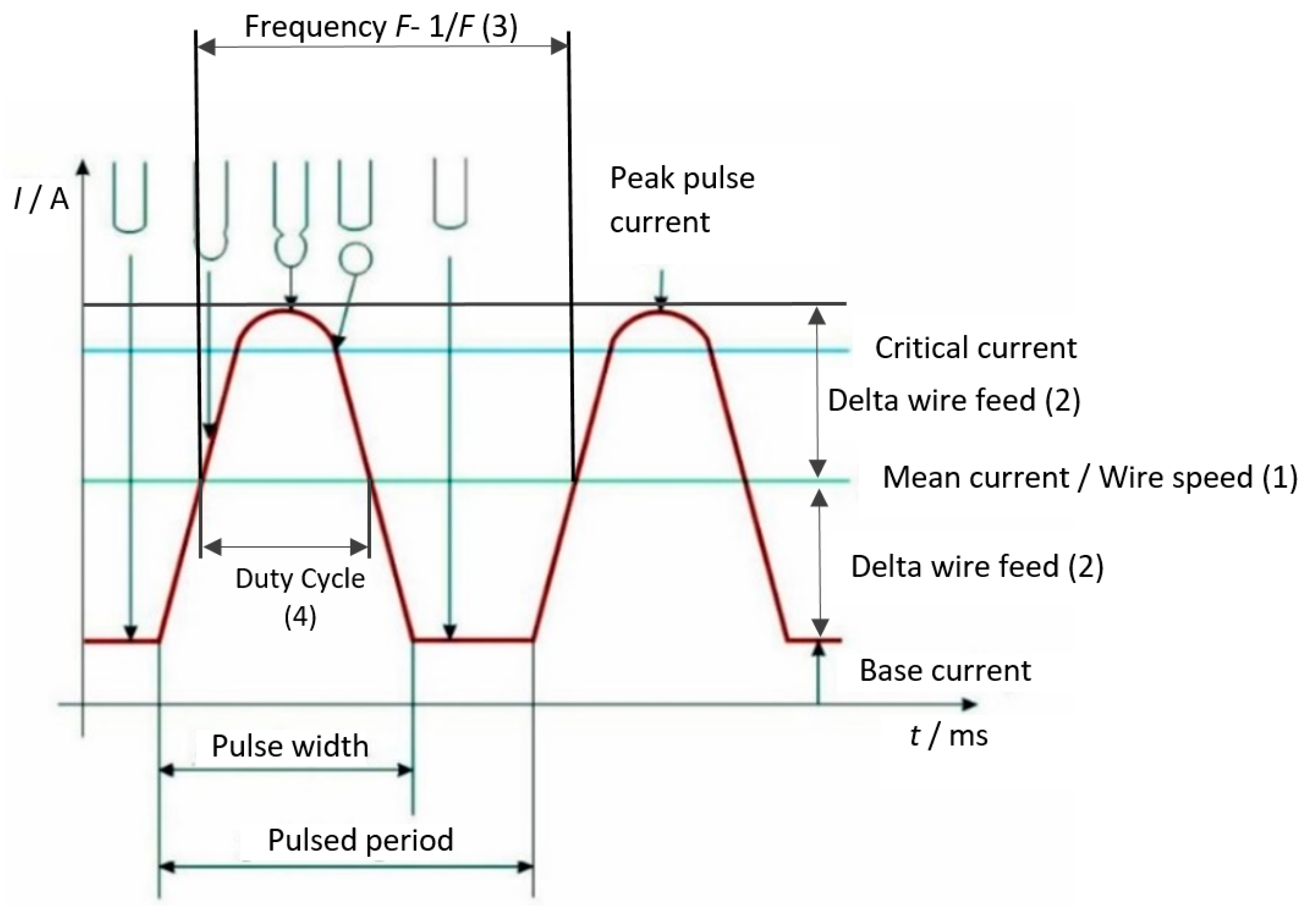
Figure 1 presents the metal transfer in the pulse current by showing the difference between the abovementioned levels of current.
The base current maintains the electric arc, but it does not supply it with enough energy to form a droplet at the tip of the wire electrode. A high current, i.e., pulse current, has a peak amplitude higher than the critical current, which is required to establish the spray arc [
12]. Double pulse welding requires precise regulation of the frequency, intermittency, and wire feed speed parameters. Changing these parameters can induce changes in the process characteristics. In particular, the specific wire feed rate can influence the droplet size. By proper adjustment of the frequency parameter, it can be ensured that one droplet is transferred per pulse, and the intermittency affects the final appearance of the welded joint [
13]. Double pulse welding changes the intensity of the parameters of the wire feed rate and the current intensity. Moreover, the parameters of low and high current frequencies also change. Therefore, the pulse current is characterized by a double level of parameters referring to the current (base and peak) and the frequency. Along with the parameter of current, there is an increase in voltage, which ultimately results in higher heat input at peak values of current and frequency. Double pulse welding enables a higher energy input than conventional pulse welding. At peak pulse values, the wire and the base material are more melted, while the base pulse levels provide less energy and prevent the burning of the base material [
14]. The processes for the optimization of welded joints in the MIG welding process of Al alloys have been shown to be significant for the optimization of parameters (transverse shrinkage, tensile strength, and hardness). Welding current is found to have the greatest influence on these parameters, followed by welding speed and voltage. The Taguchi-based gray relational analysis method was used as the optimization method [
15]. The successful application of the response surface method (RMS) in the optimization of the MIG parameters of the welding process, as well as graphical representation of the results and the development of a mathematical model, can be found in other modern studies [
16,
17,
18,
19,
20].
The article demonstrates the possibility of applying numerical optimization to achieve the best possible properties of the welded joint. Specifically in this example, the geometric characteristics of the weld were used to classify the quality in terms of insufficient/excessive throat thickness, penetration, and weld width. For each of these characteristics, a limit value was set, i.e., the value that is acceptable for the given weld and that is sought to be achieved. Given the above constraints, the values of the input parameters that meet these specifications were determined. The same optimization principle can be applied to other desired numerical quality results of welded joints, which will be the subject of future experimental research.
2. Experimental Procedure
Aluminum and aluminum alloys are widely used materials, so both the technology of their processing and the production of new parts of aluminum and aluminum alloys are constantly developing. Aluminum and aluminum alloys have a high specific strength, high processability, anti-erosion properties, increased conductivity, an eco-friendly nature, and recoverability, and are also characterized by good corrosion resistance [
21,
22]. Having this in mind, the authors conducted research on the application of the MIG synchropulsed welding process for the welding of AlMg4.5Mn0.7 Al alloys [
23,
24]. The chemical composition of the AlMg4.5Mn0.7 aluminum alloy used in this experiment is given in
Table 1. Such types of alloys are usually used in the production of parts and elements for aircraft, ships and railway vehicles [
25,
26].
The mechanical and physical properties of the alloy used in this experiment are given in
Table 2 and
Table 3.
Sources of power for the MIG/MAG welding process with the series TPS320i, TPS 400i, TPS 500i, and TPS 600i are completely digital, as there is a microprocessor that controls inverter power sources. The Fronius TPSi 400 (Wels, Austria) was used in this experimental study. The modular design and flexibility of these devices facilitate their operation in any situation. The filler material used in this experiment was an AlMg4.5Mn0.7 alloy, known by its commercial name, AW 5083. Its melting point is approximately 570 °C, and it has very good anticorrosive properties. Applied wire of 1.2 mm diameter was manufactured by Migal Co GmbH (Landau/Isar, Germany). The shielding gas was argon 4.8 I1 (according to the HRN EN ISO 14175:2008 standard). Shielding gas with argon is used for welding aluminum and its alloys, duplex steels, austenitic CrNi steels, other nonferrous metals, gas-sensitive materials, etc.
Defining of Parameters for the Experiment
Based on the analysis of the results of previous studies on welding AW 5083 plates using the synchropulse welding process MIG, the authors found that it is necessary to analyze the interaction of the above parameters and evaluate their influence on the properties of the welded joint, so they defined them as input variables for this experiment. The delta wire feed, the frequency F, and the duty cycle have some influence on the properties of the weld, and these properties are investigated. In this experiment, the obtained results are analyzed to determine the functional dependence in the form of a mathematical model that can be used to further determine the dependence of the tested properties on the input variables. The response surface method (RSM) was used as the experimental design method, i.e., the Central Composite Design (CCD) was chosen.
Table 4 provides an overview of the coded values of the factors, while
Table 5 shows all experimental runs with an overview of the research results obtained.
Table 5 shows the test plan and the arithmetic mean of the responses. The arithmetic mean was calculated for three repeated measurements. The principle of randomization was followed, and 54 samples (three for each experimental condition) were processed in a random experimental order.
The selection of the parameters of the welding machine is limited in view of the values obtained and presented in
Table 5. The values of the delta wire feed on the machine vary by ± 0.1 m/min, so exact values could not be obtained. For example, the reading was 1.29592 m/min, but values of 1.3 m/min, 3.1 m/min, and 4.8 m/min were selected; and the frequency parameter varies by ± 0.1 Hz, so values of 2.5 Hz, 1.00 Hz, and 1.8 Hz were selected. Also, the duty cycle parameter can be selected in the range of ±1%, and the selected parameters were 26% and 74%.
Welding is one of the most common processes of joining metals, yet its definition is complex because it involves several scientific disciplines, such as metallurgy, electrical engineering, technical materials, thermodynamics, etc. The multidisciplinarity of the welding process often requires the application of factorial experimental designs, which provide models for output or dependent variables on the basis of input factors or independent variables. In practice, the obtained mathematical model is useful for process optimization and for assuring the better quality of the welded joint. As an example of a welding parameter analysis, a central composite design can be selected by assuming that the generated model will be obtained by a second-degree polynomial. The central composite design belongs to the group of higher-order factorial experiments. It involves a “2
k” factorial design at a high point and a “2
k” design at the axes and central point, whereas “
k” represents the number of factors. The number of experimental runs required can be obtained by the following equation [
27,
28,
29,
30,
31]:
where
k is the number of factors and
n0 is the number of repetitions at the central point of the design.
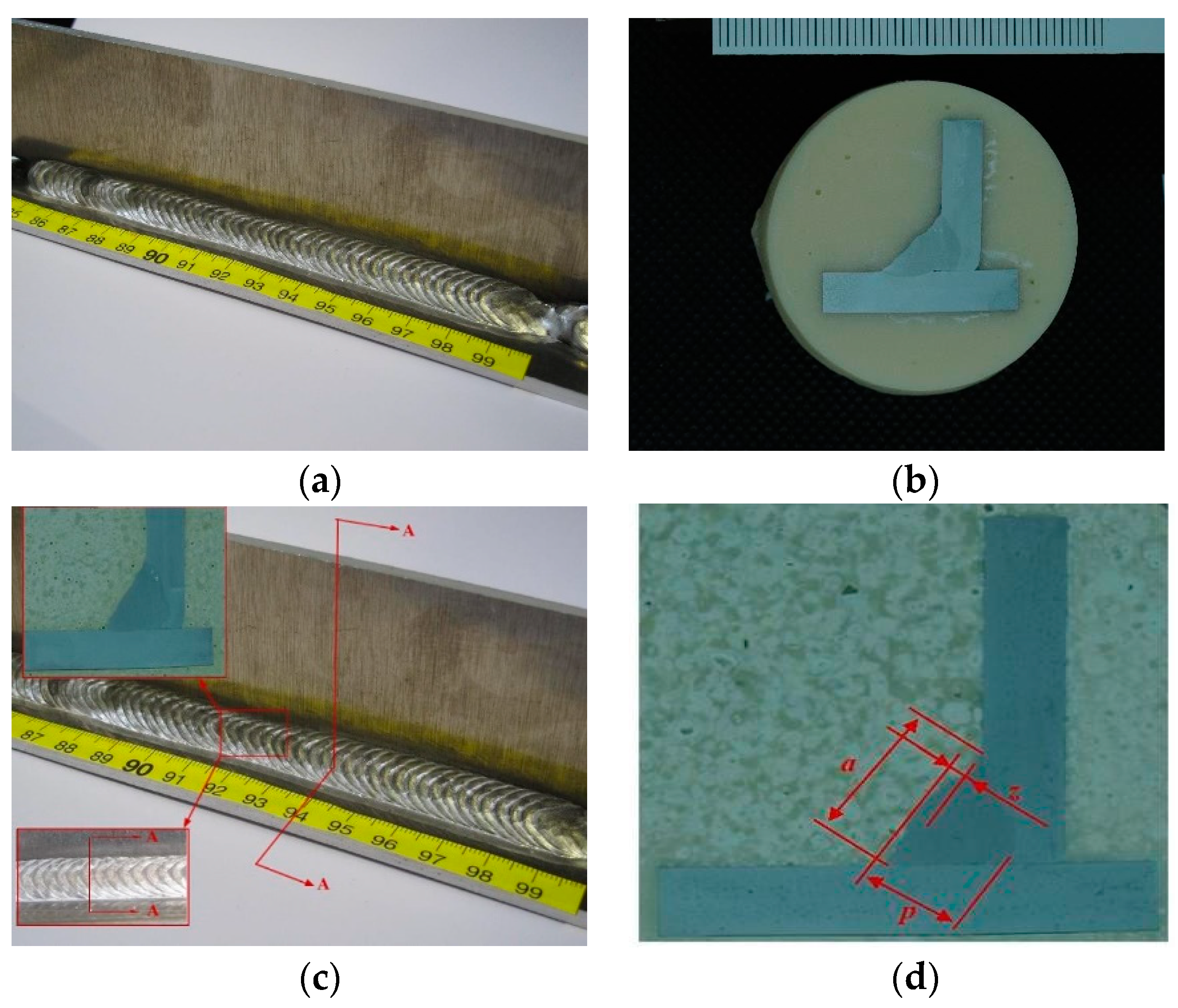
Welding was performed on one side of 18 pairs of plates according to the sequence and parameters specified above. Variable parameters were delta wire feed, frequency, and duty cycle, and constant parameters were welding amperage, welding voltage, welding speed, wire diameter, and arc correction. The angle welds were performed on rectangular specimens with a thickness of 6 mm. Welded specimen No. 17 (see
Figure 2a) was taken as a representative specimen since it was welded using nearly ideal parameters. The initial parameters were measured at the cross section of each weld, as shown in
Figure 2c. The image obtained by the cross section of the weld was the same for each thin section. Based on the distance measurements on the thin sections, the values of the output variables were obtained, i.e., the values for the insufficient/excessive thickness of the fillet, the penetration, and the weld width, as shown in
Figure 2d. The microsection is shown in
Figure 2b.
4. Conclusions
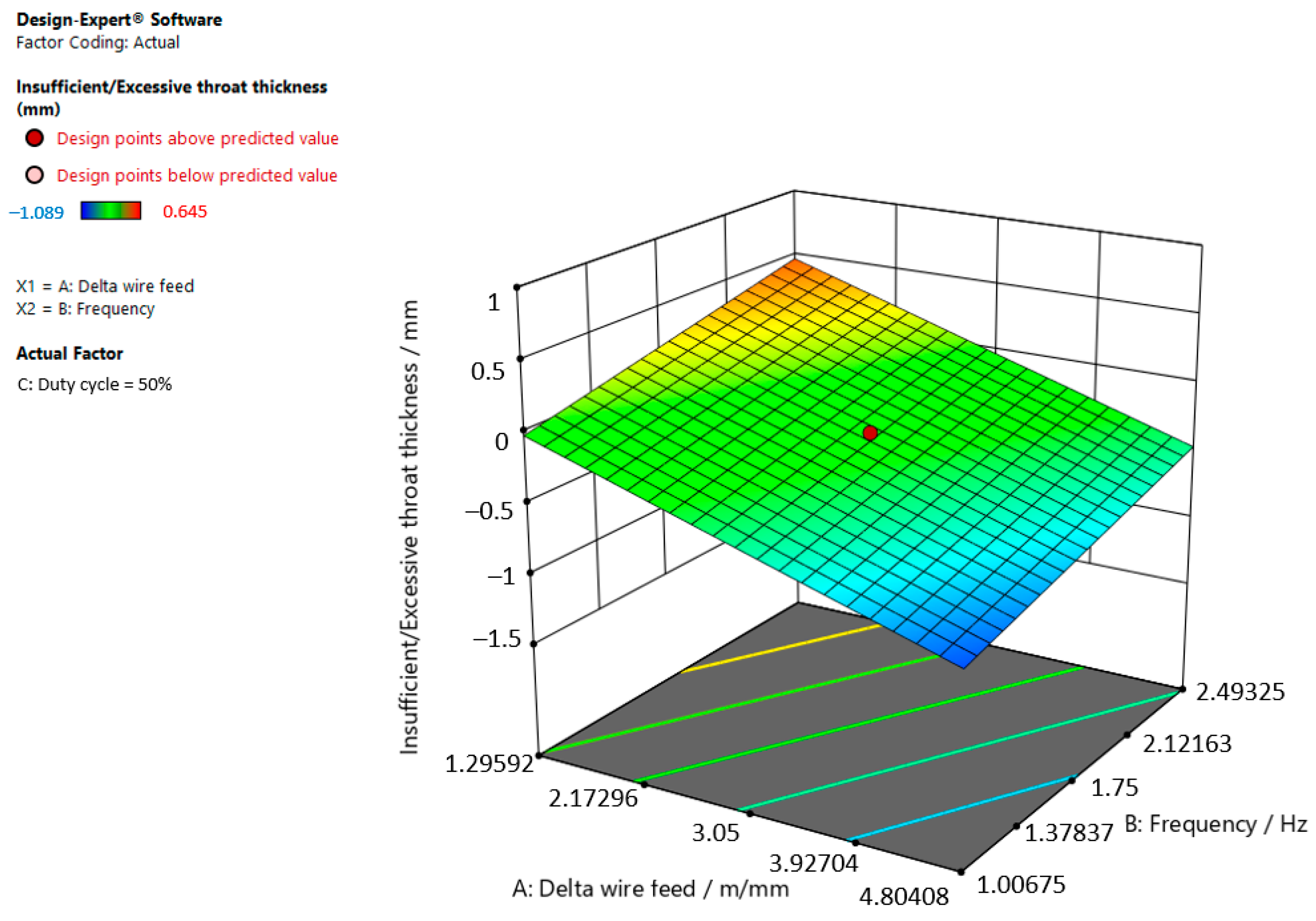
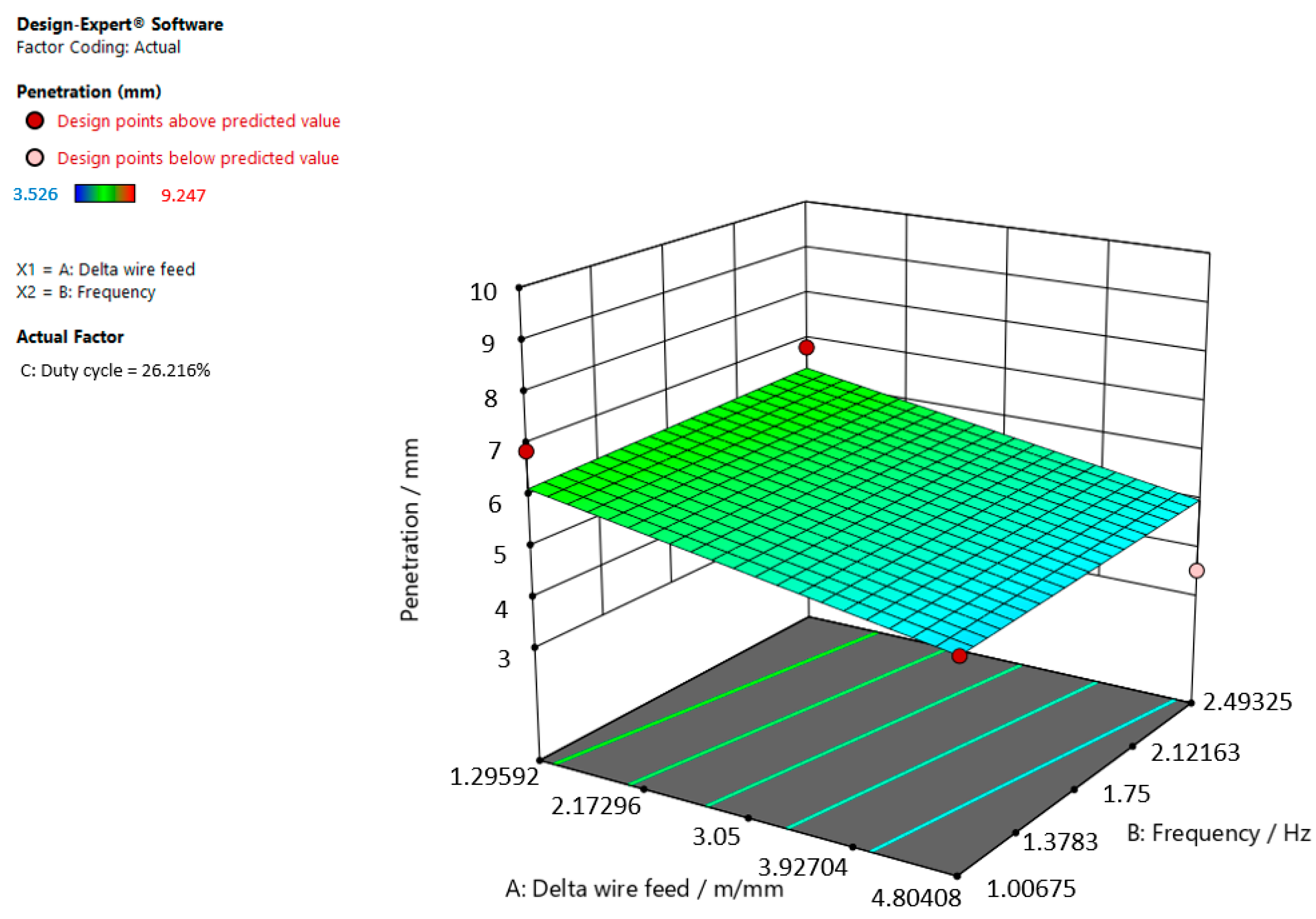
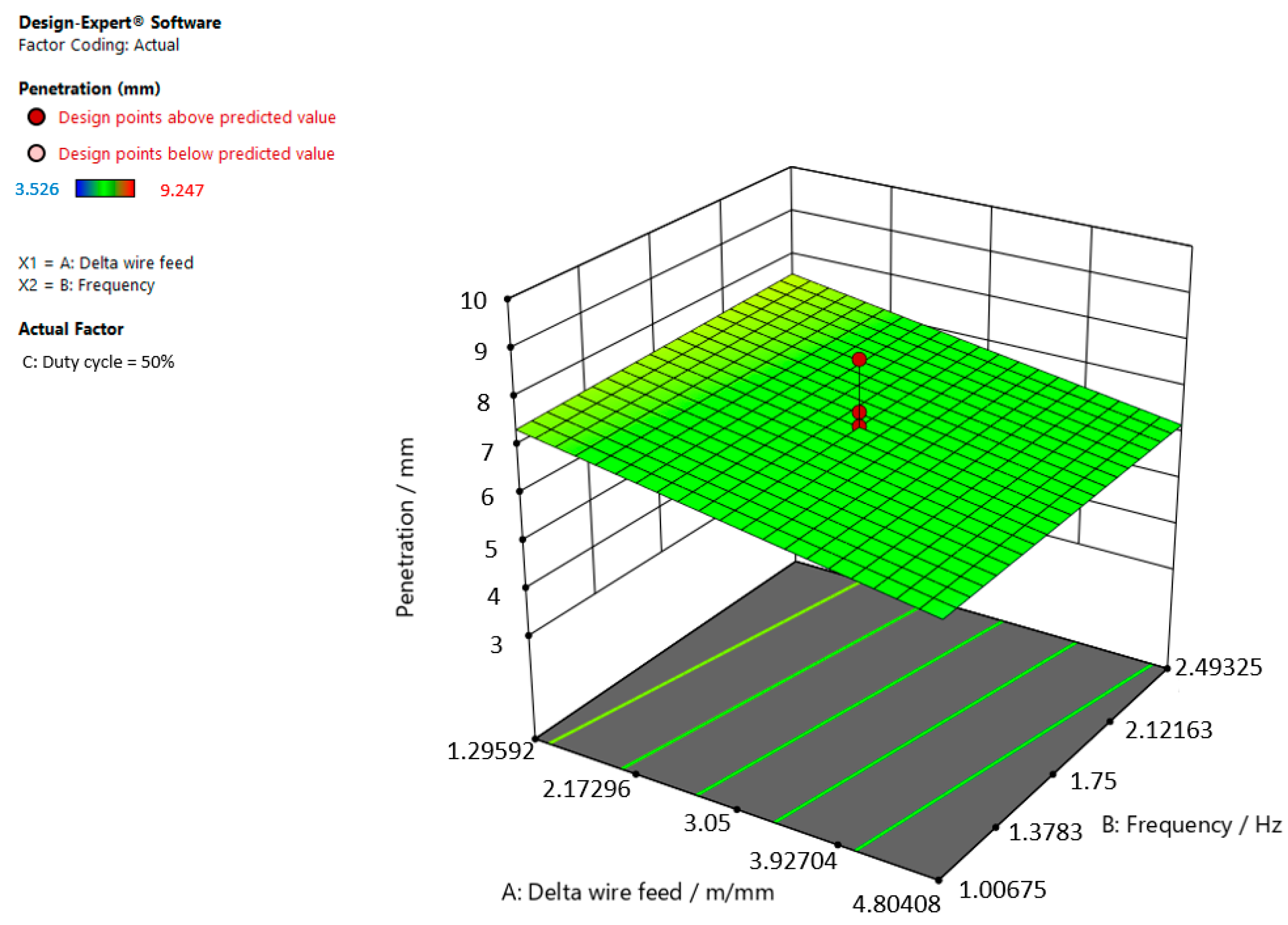
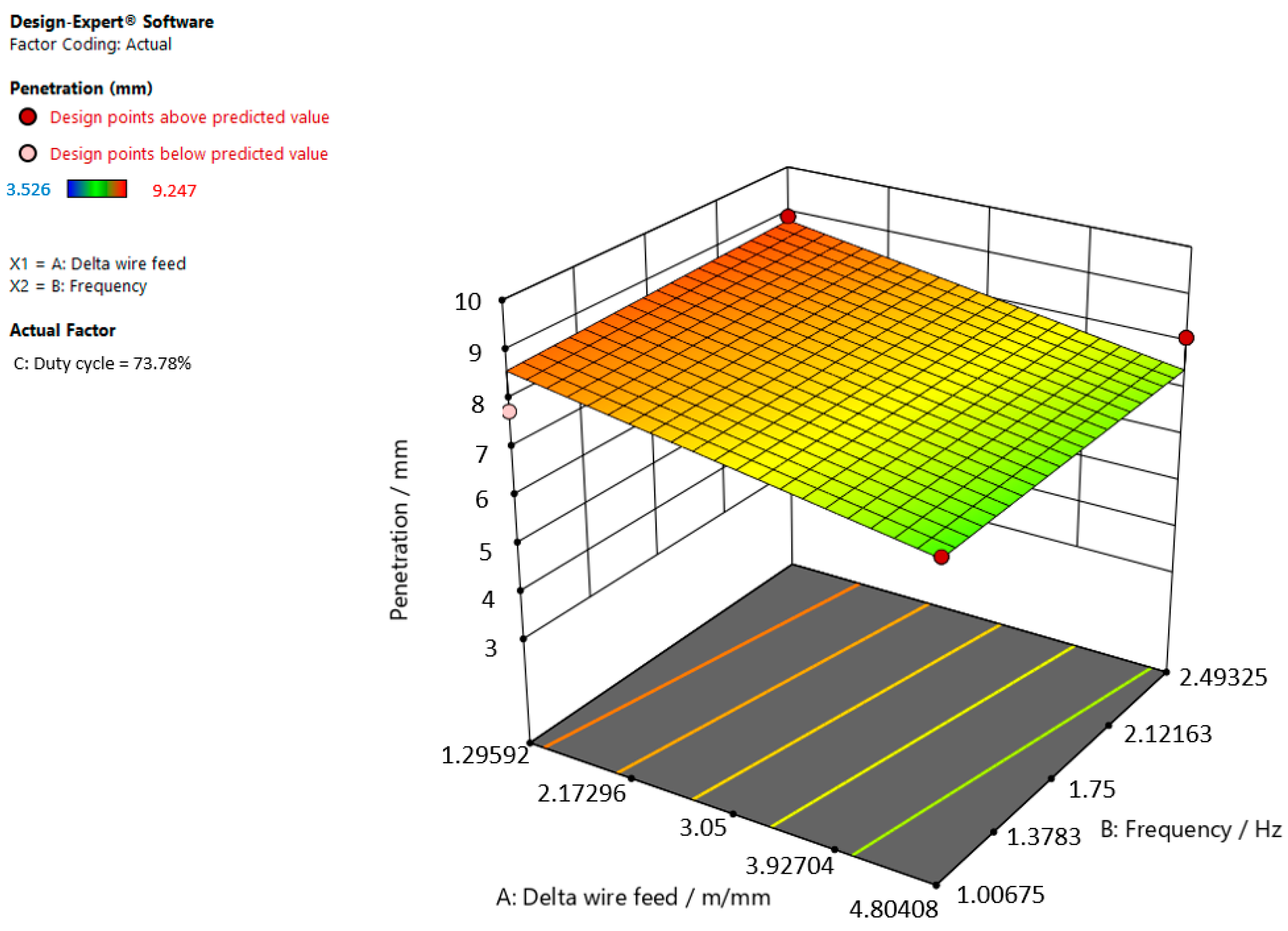
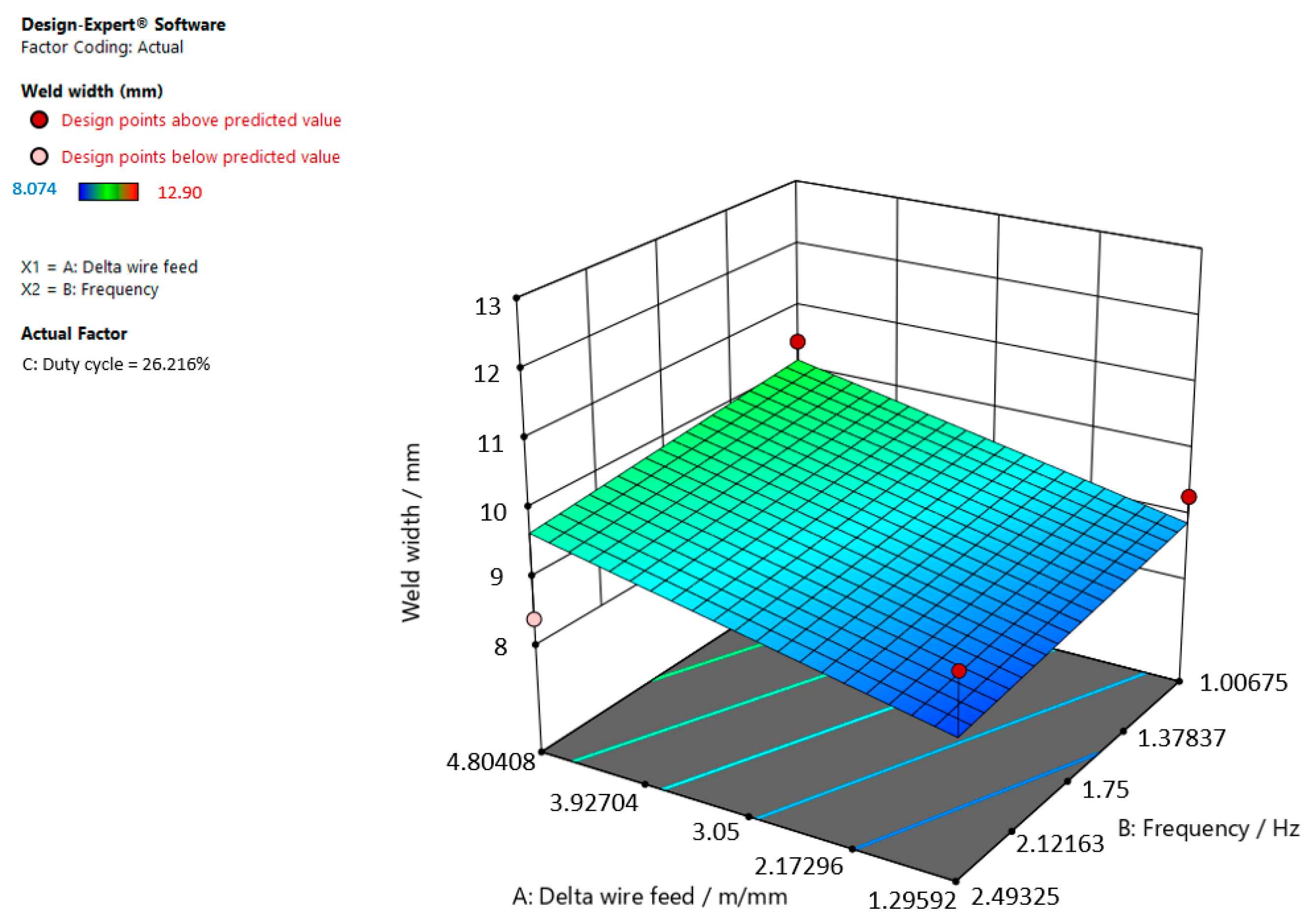
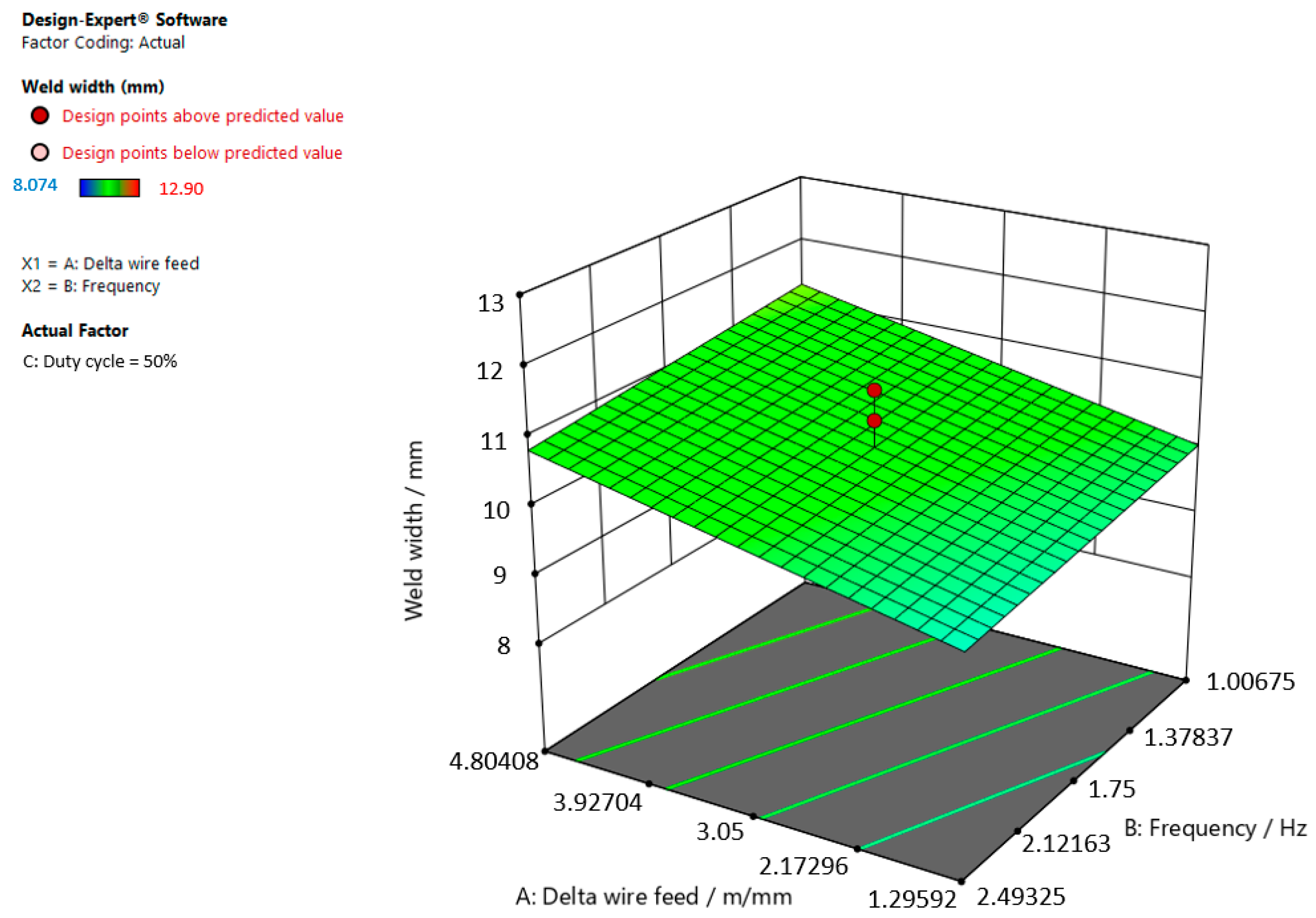
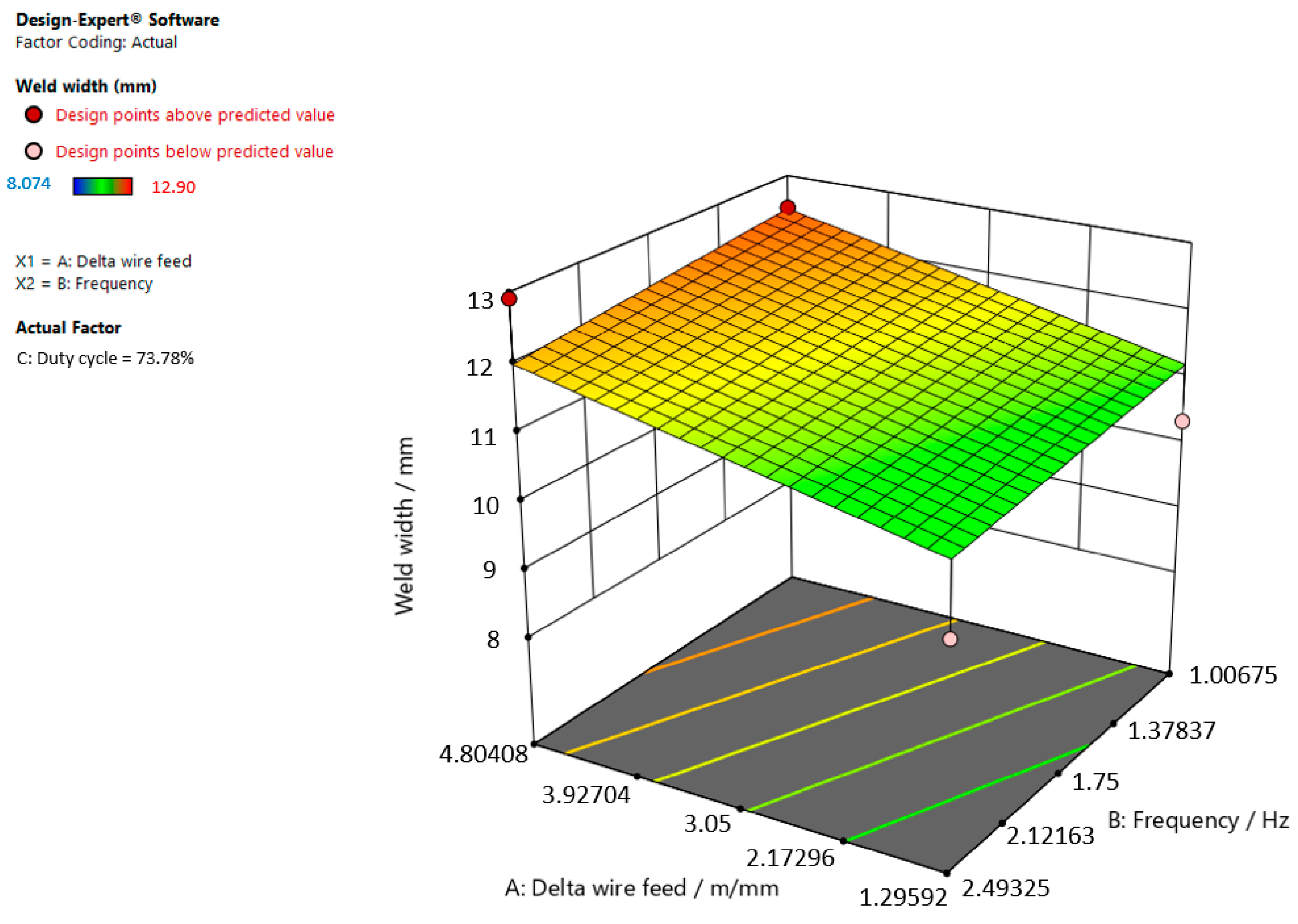
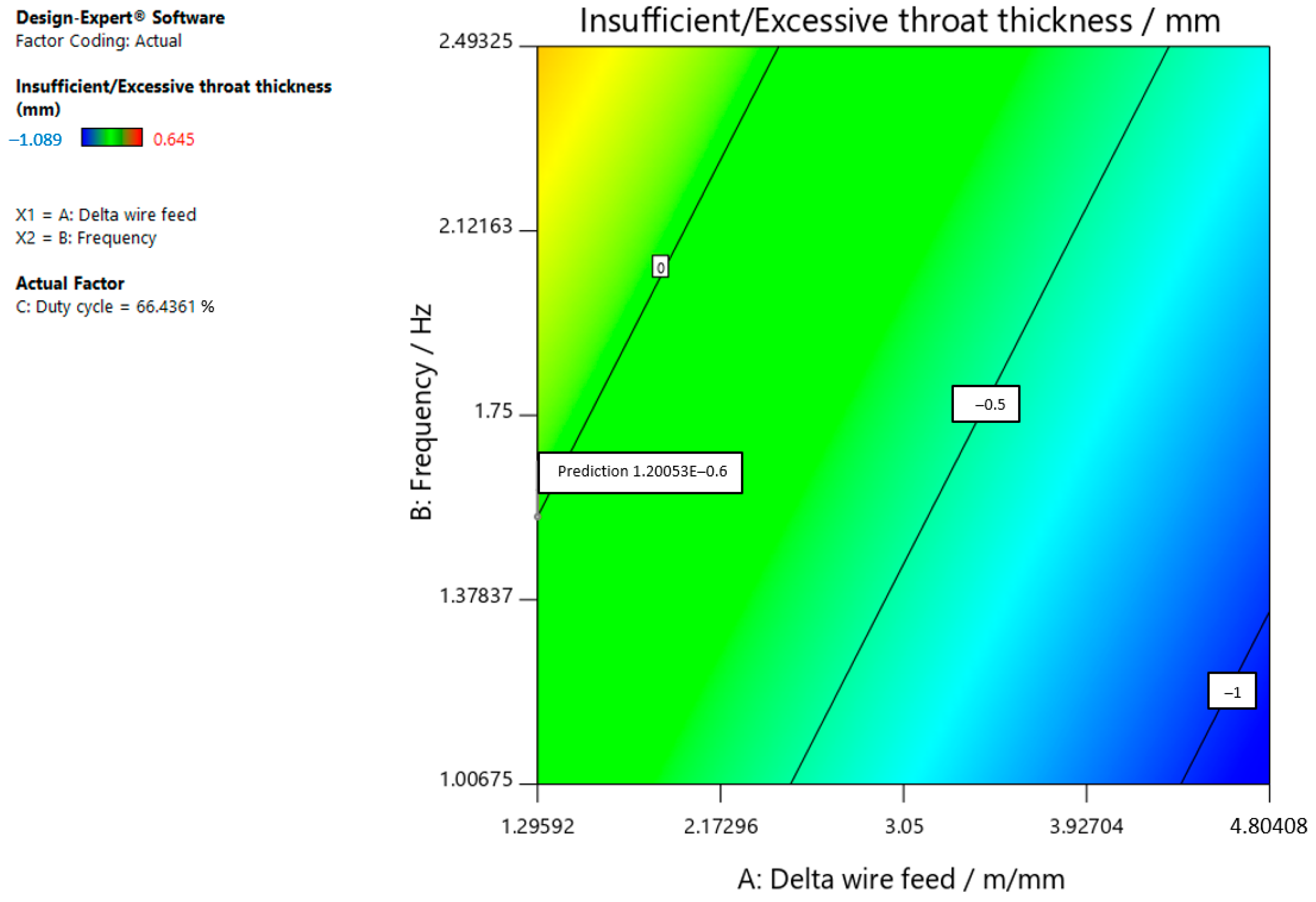
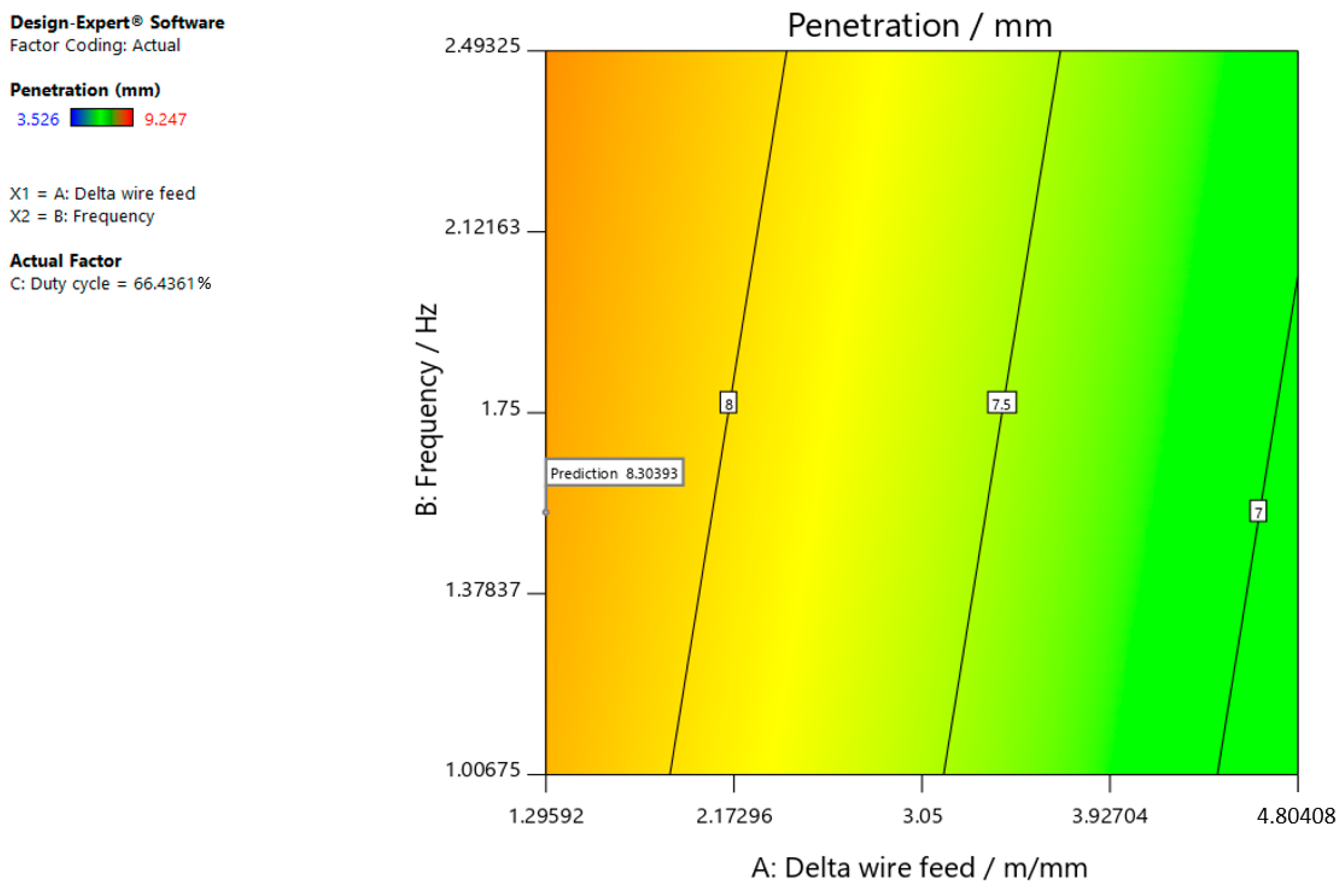
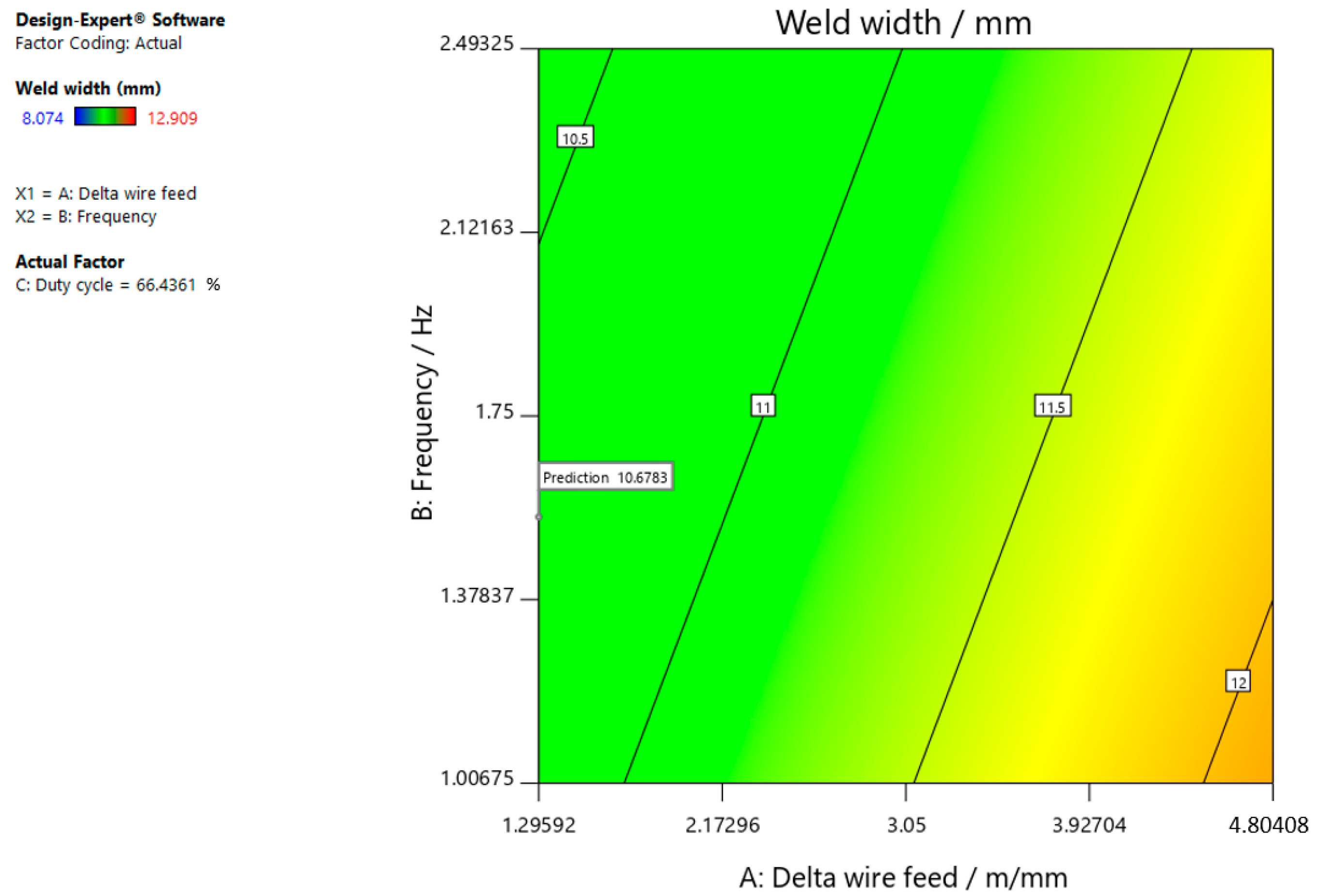
The research objective was to test the influence of the input parameters of the frequency, duty cycle, and change in the welding wire feed rate on the output variables of the insufficient/excessive throat thickness, weld penetration, and weld width to determine the optimal parameters for the welding of steel. The experiment was performed by welding samples of AlMg4.5Mn0.7 aluminum alloy, also known as AW 5083, with argon as the shielding gas. Analysis of the experimental results obtained by testing the output variables showed that sample No. 11 achieved the lowest value of insufficient/excessive throat thickness, with a convexity of 1.089 mm. The highest insufficient/excessive throat thickness of 0.645 mm was measured on the welded joint of sample No. 13. The lowest value of the output variable of weld penetration was on sample No. 4, which was 3.526 mm. In contrast, the highest value of weld penetration was on sample No. 14, which was 9.247 mm. The third observed output variable of weld width achieved the lowest value on sample No. 13 (8.074 mm) and the highest value on sample No. 8 (12.909 mm). It can be concluded that sample No. 13 had the highest value of reinforcement but also the lowest value for the weld width. The values of other outputs for each sample are given in
Table 12.
An analysis of the experimental results proved that the AW 5083 aluminum alloy exhibited optimal welding parameters with samples No. 15–18, which was also clearly visible upon a visual inspection of the samples. This paper has elaborated mathematical models to confirm that they can serve as a good basis for prediction and analysis of the influence that input parameters have on the analyzed output variables. Moreover, the mathematical models created can be used for simultaneous optimization of different output variables, i.e., of the response, to ensure better and easier welding process control.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}