
Influencing the Size and Shape of High-Energy Ball Milled Particle Reinforced Aluminum Alloy Powder


Abstract
:1. Introduction
2. Materials and Methods
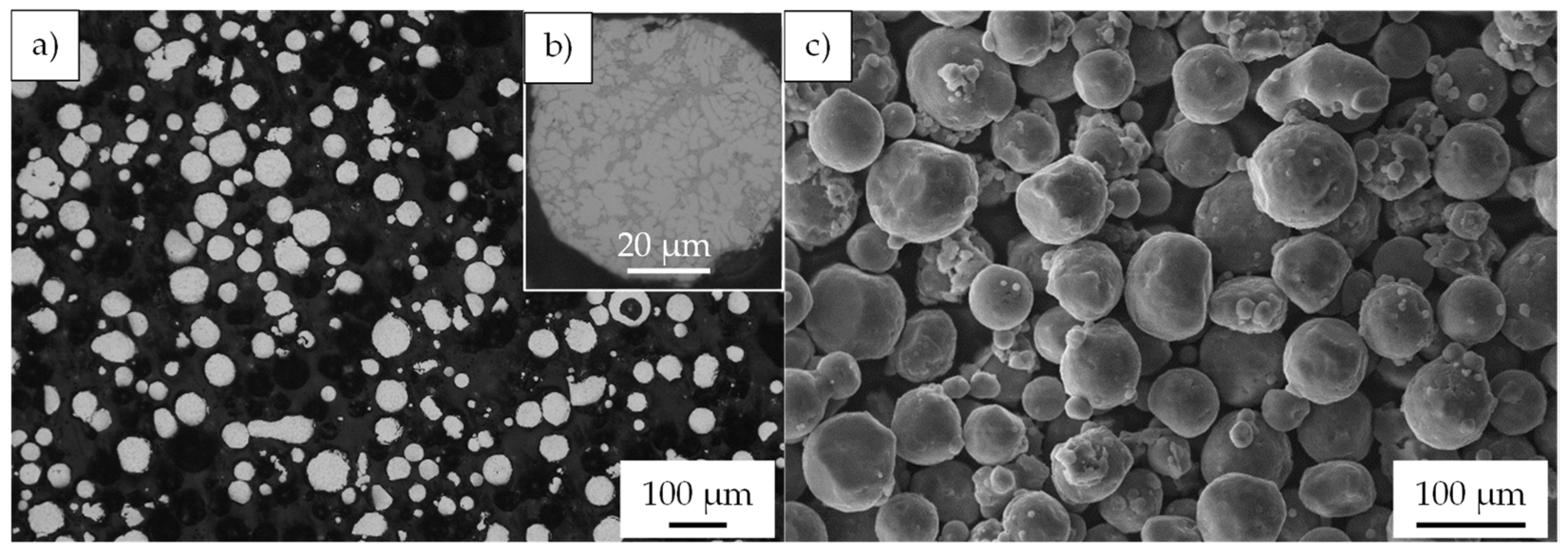
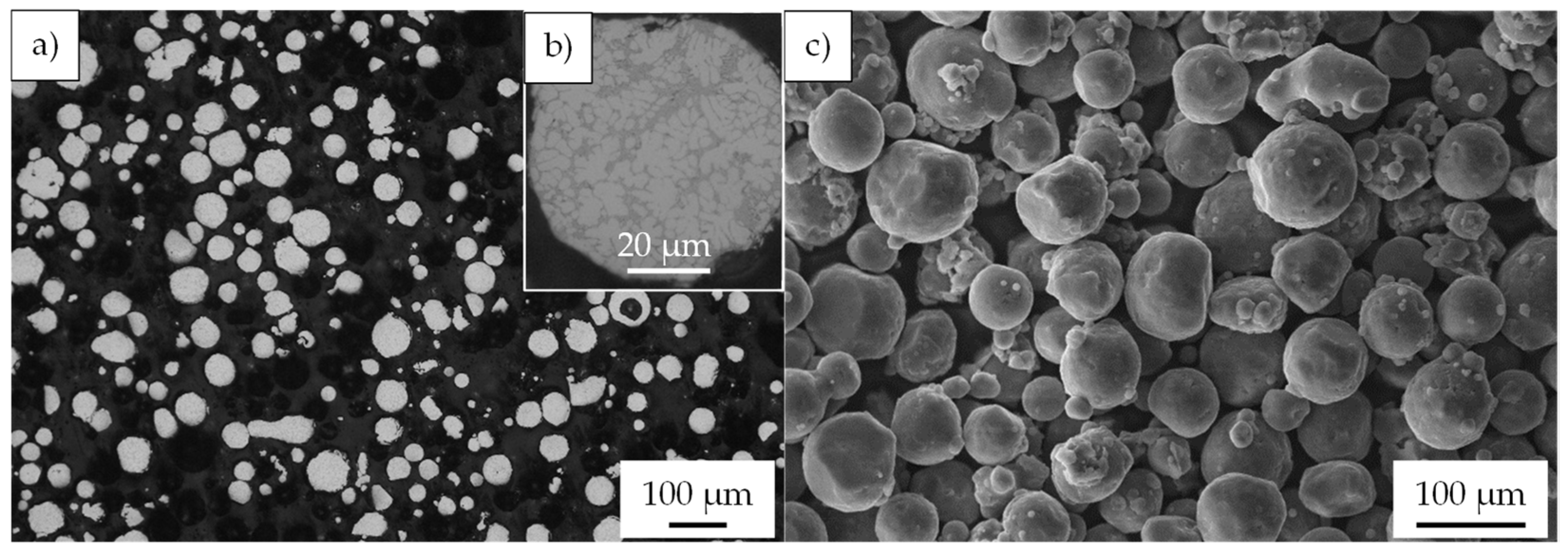
2.1. Powders
- (i)
- AlSi10Mg + 5 vol% SiCp
- (ii)
- AlSi10Mg + 5 vol% Al2O3p
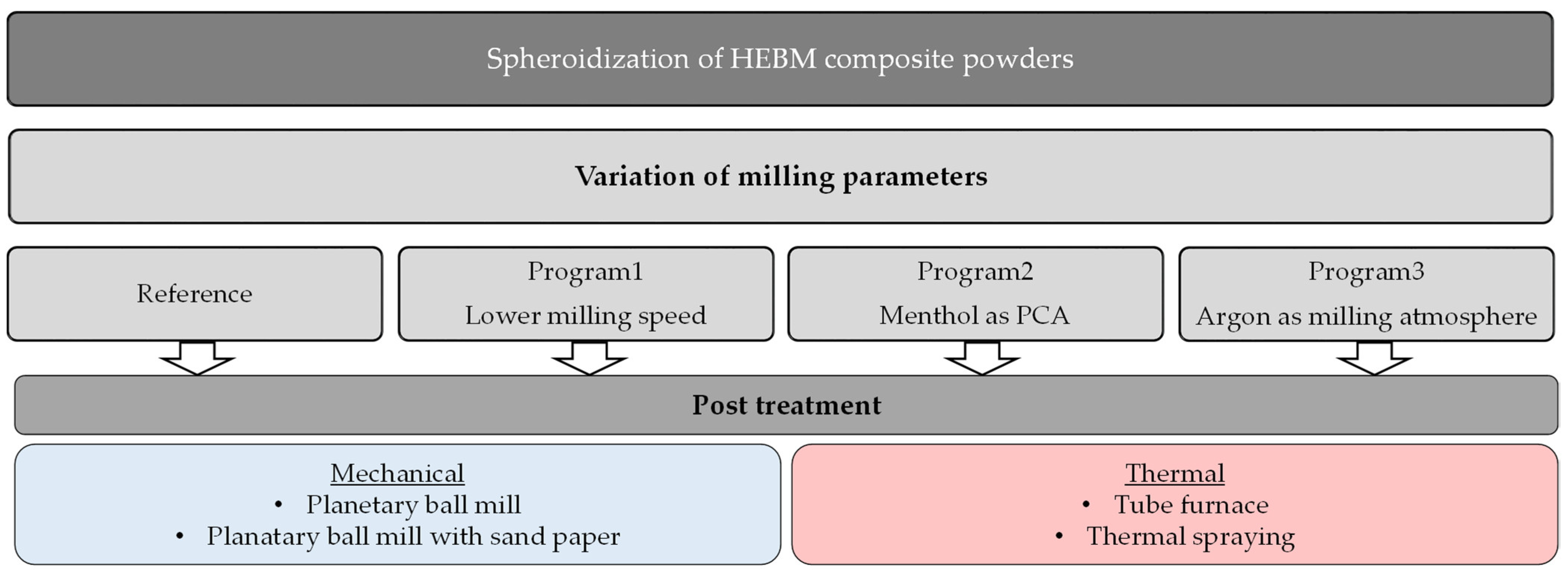
2.2. Powder Processing
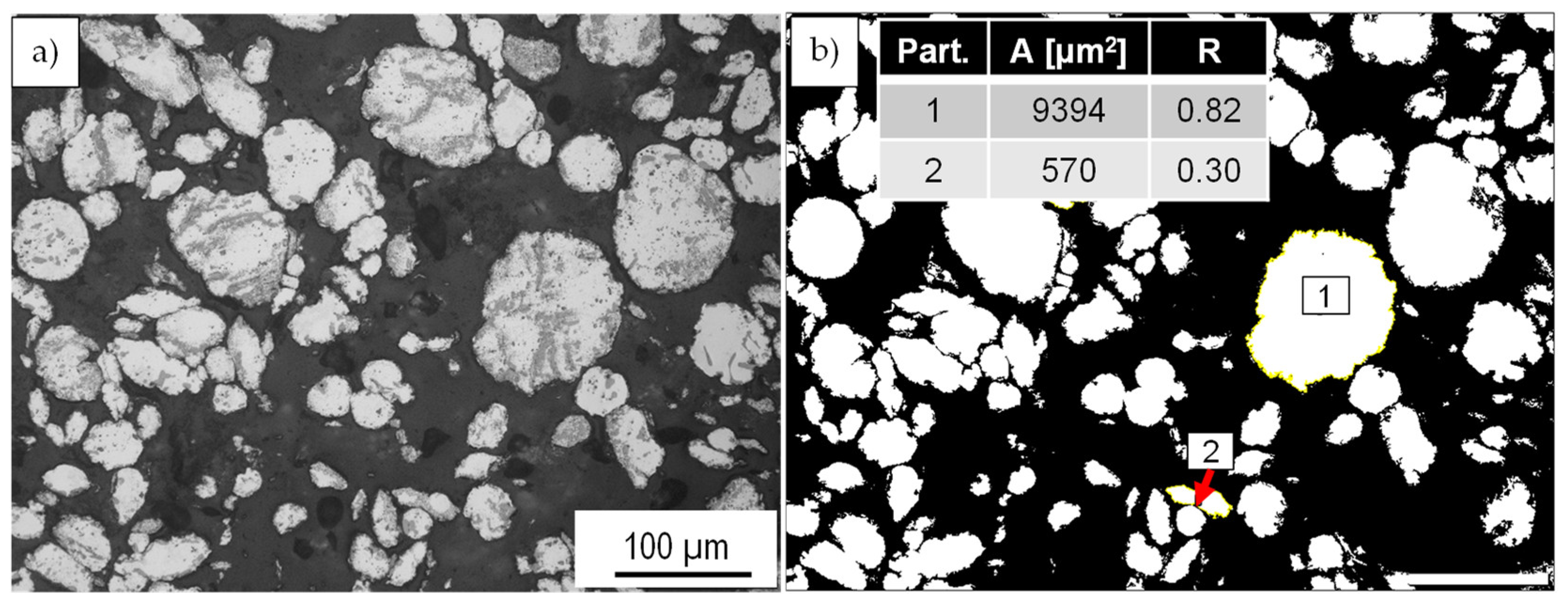
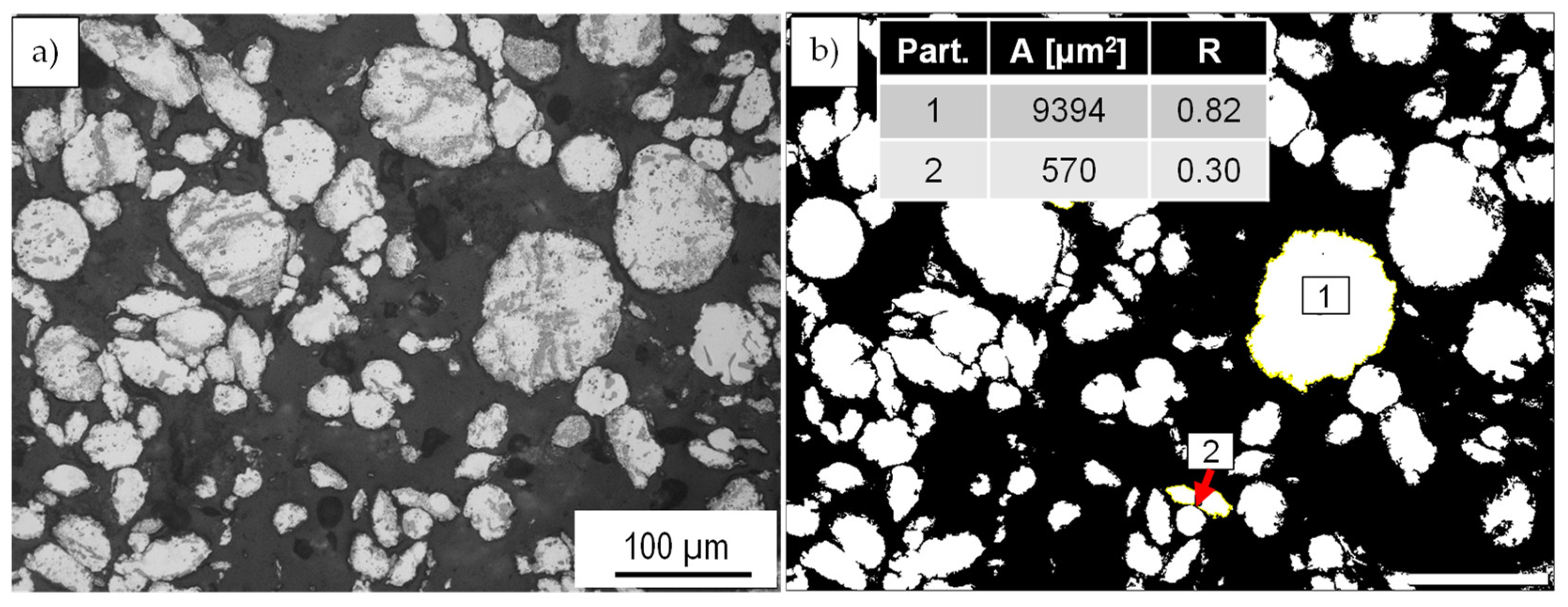
2.3. Powder Characterization
3. Results
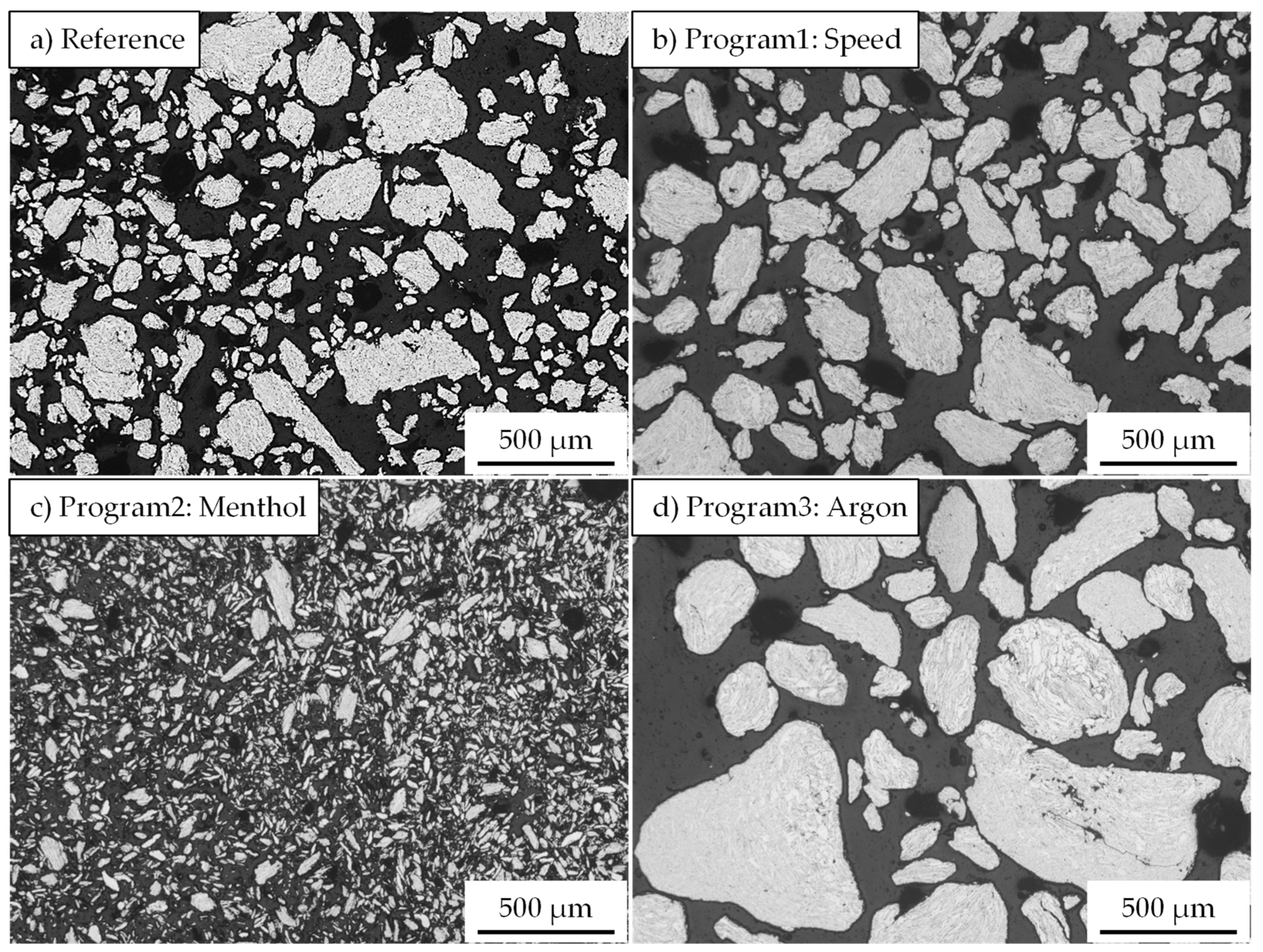
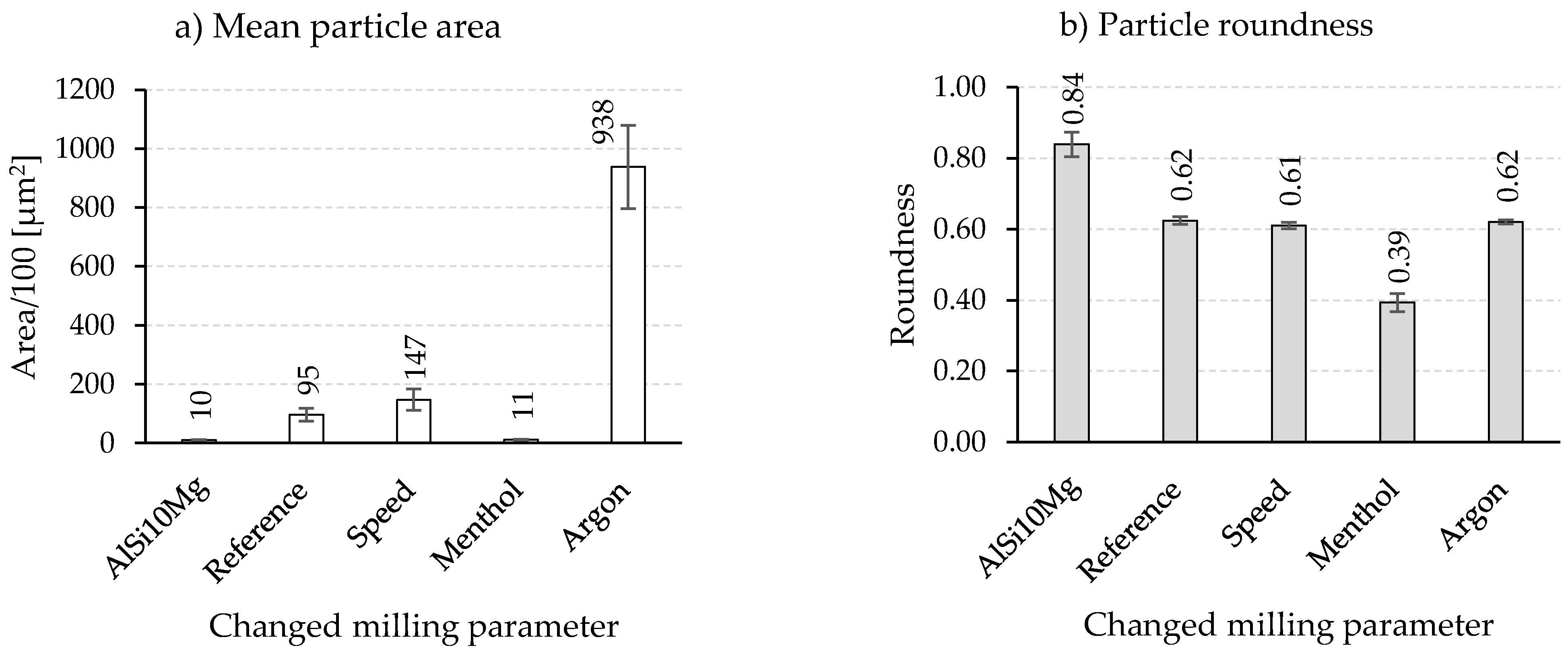
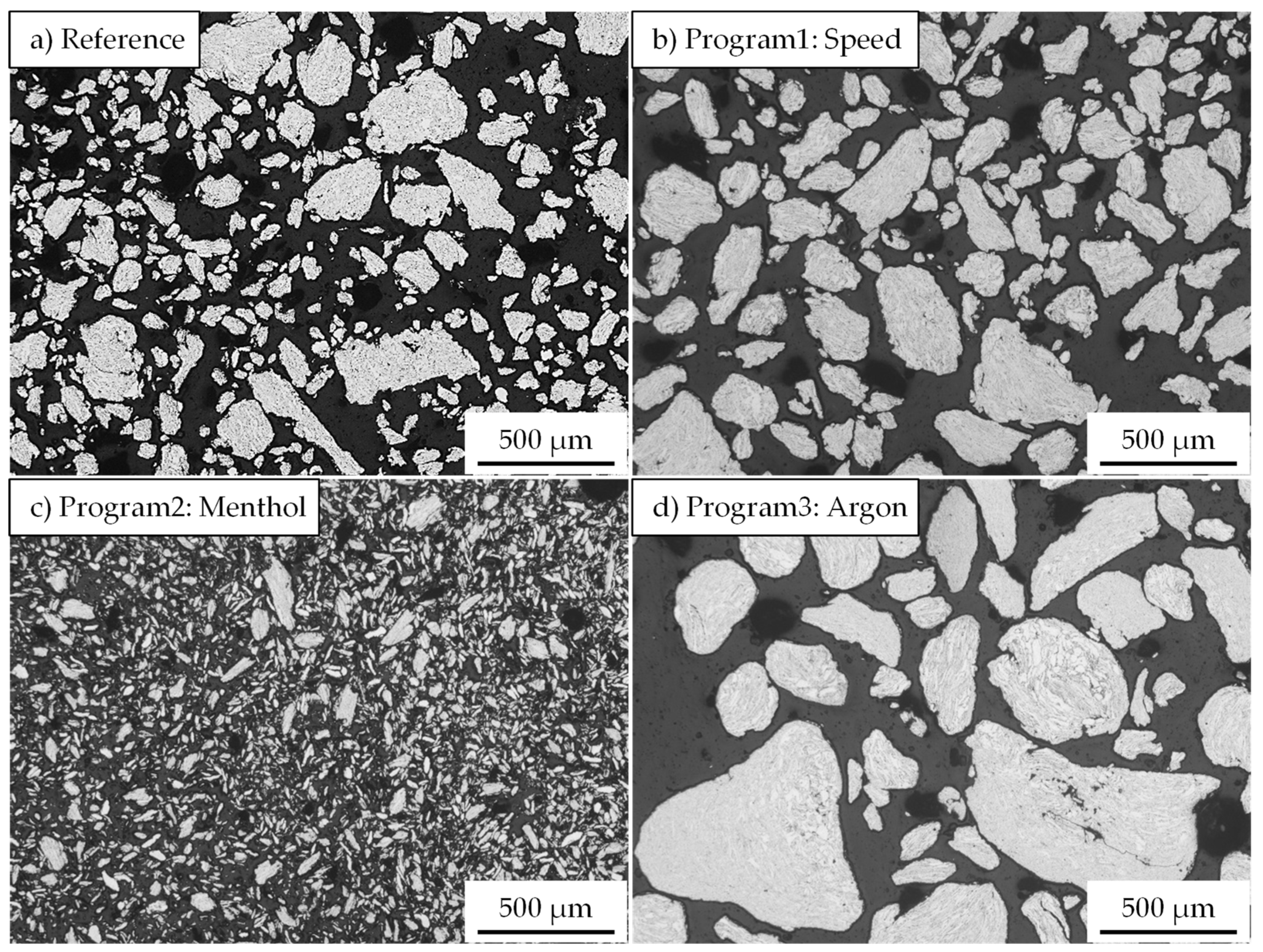
3.1. Influence of Milling Parameters
3.2. Influence of Post Treatment
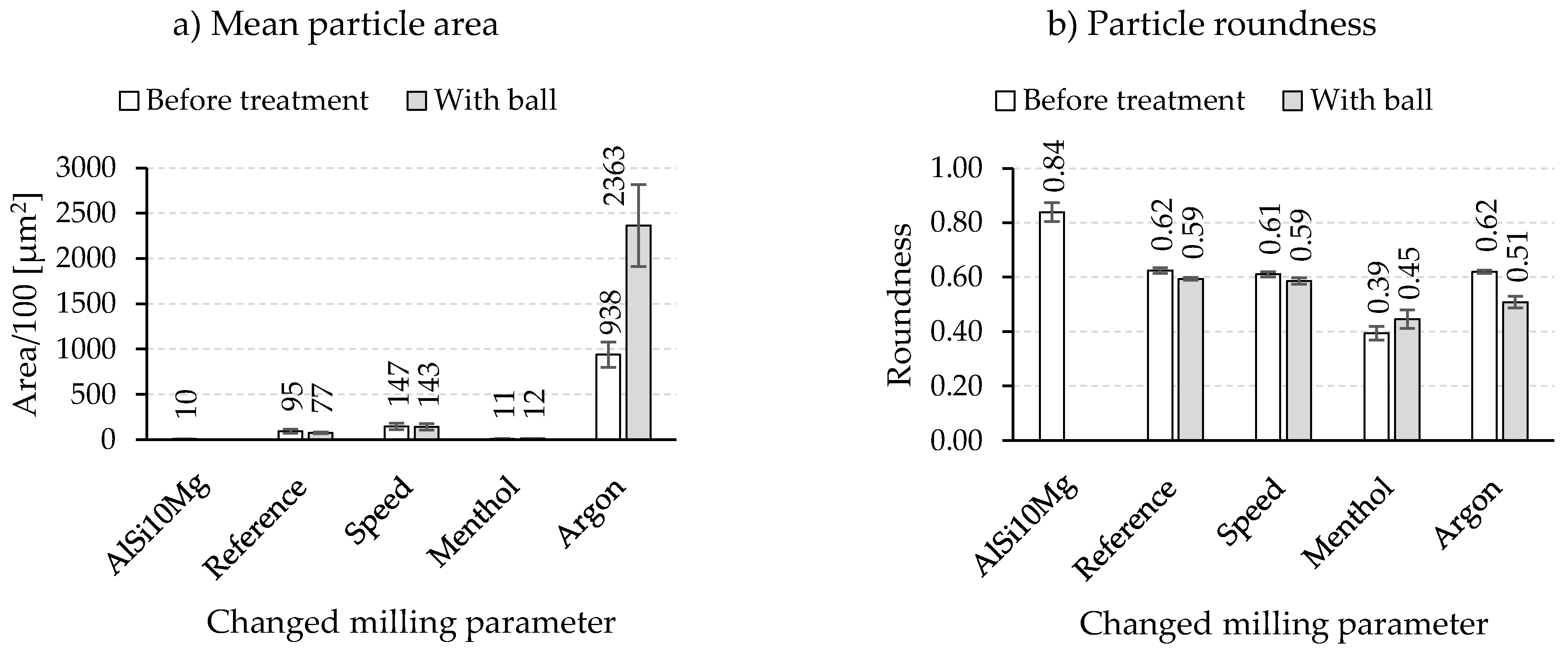
3.2.1. Planetary Ball Milling (PBM)
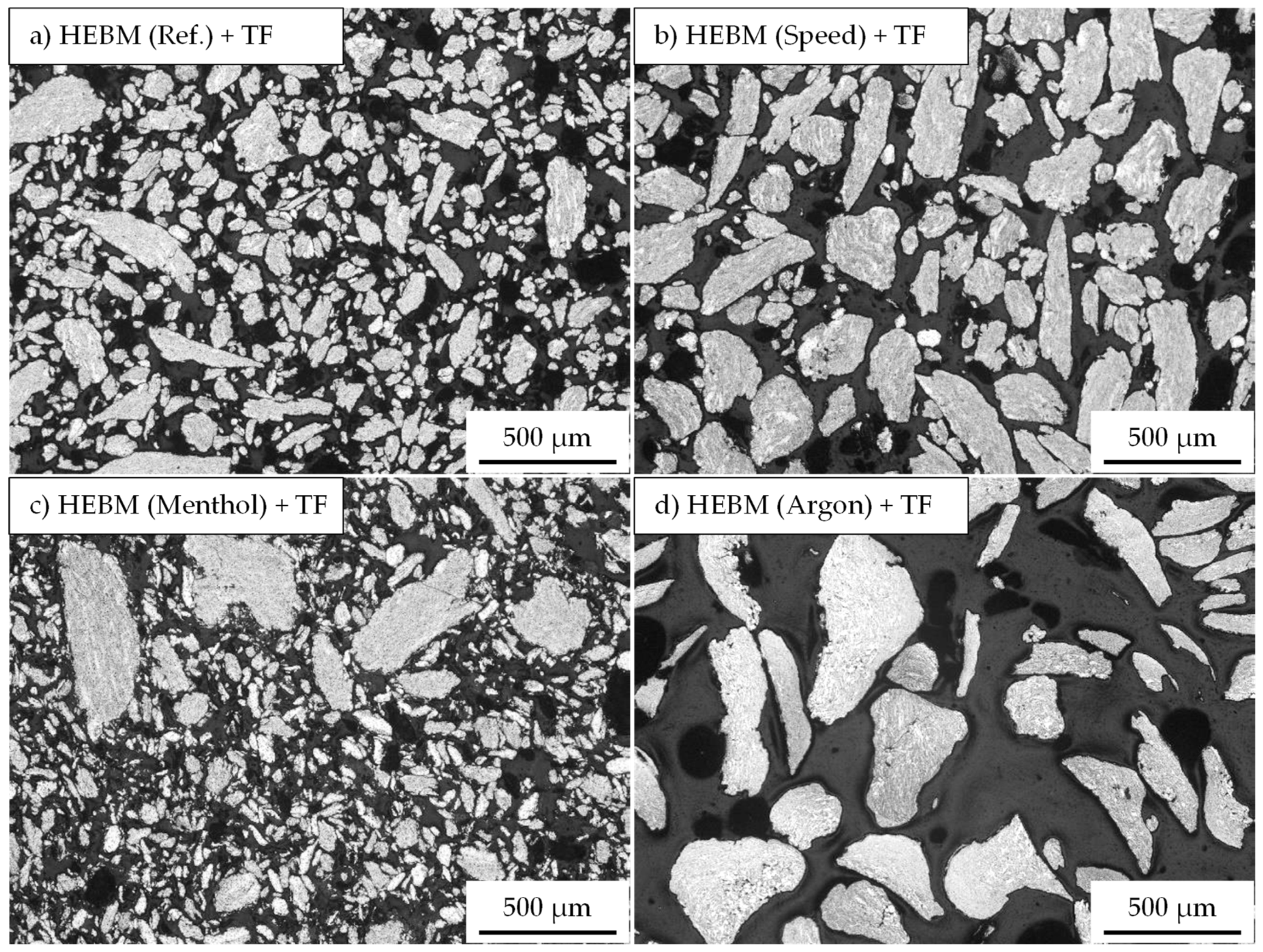
3.2.2. Tube Furnace
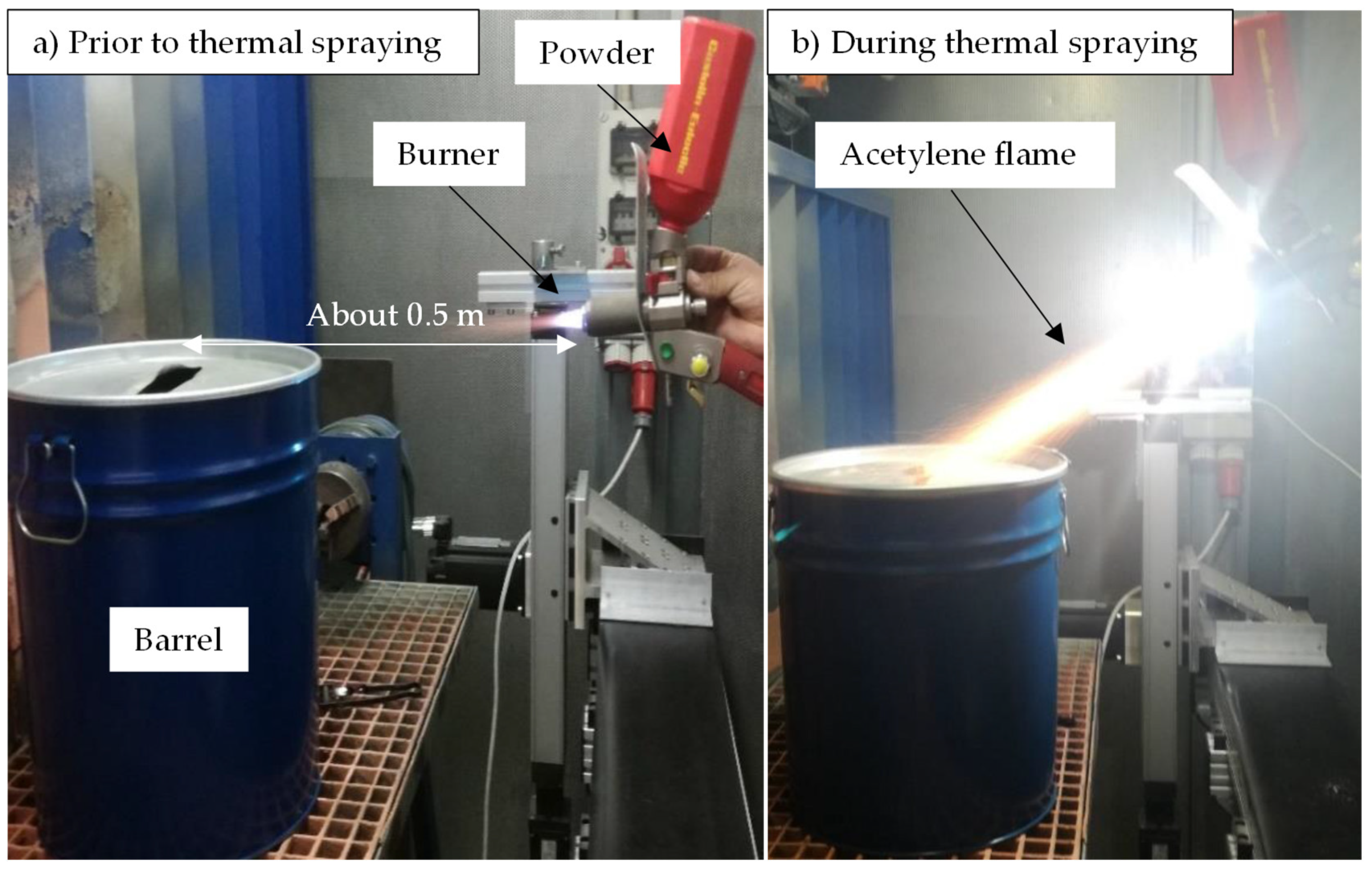
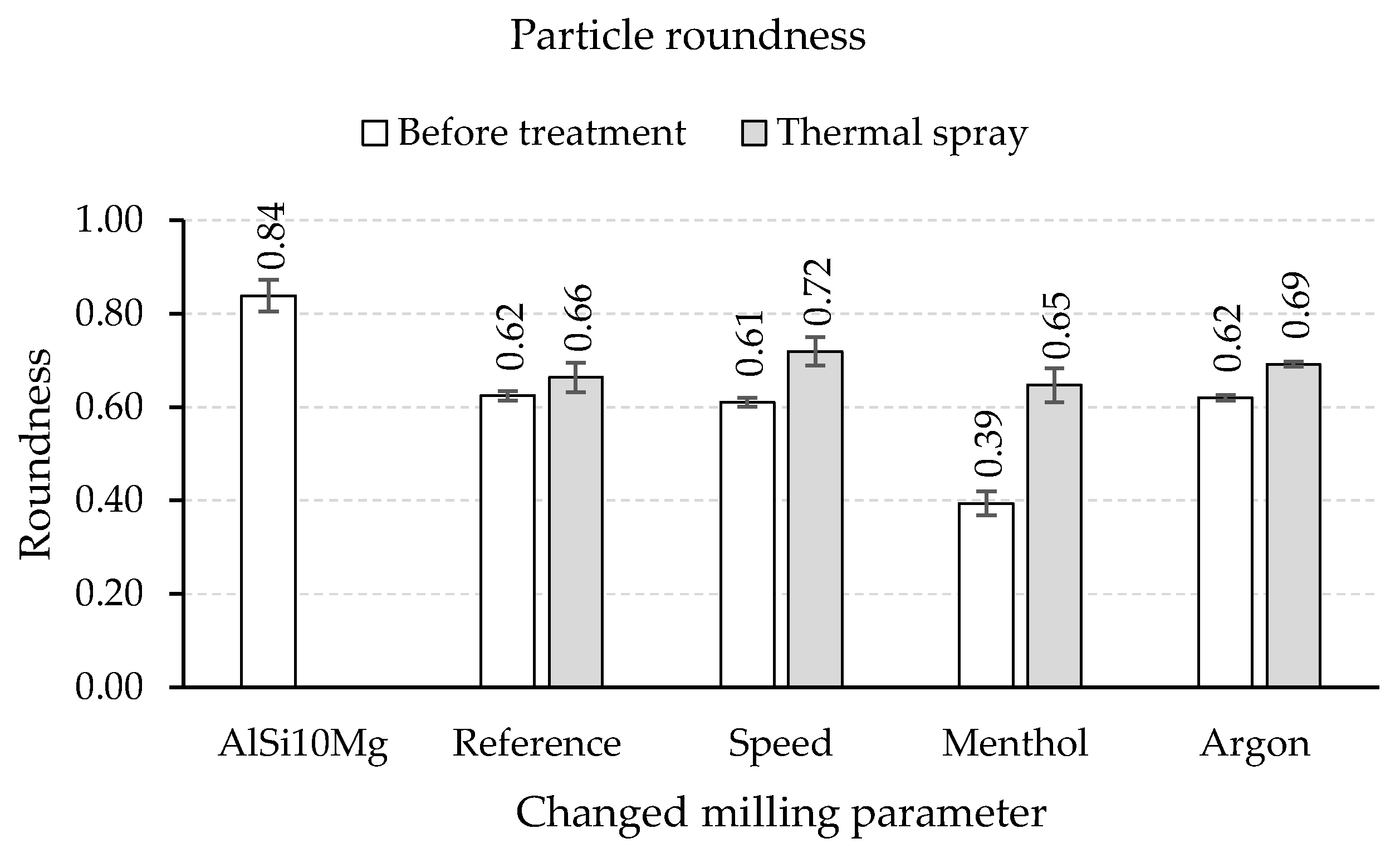
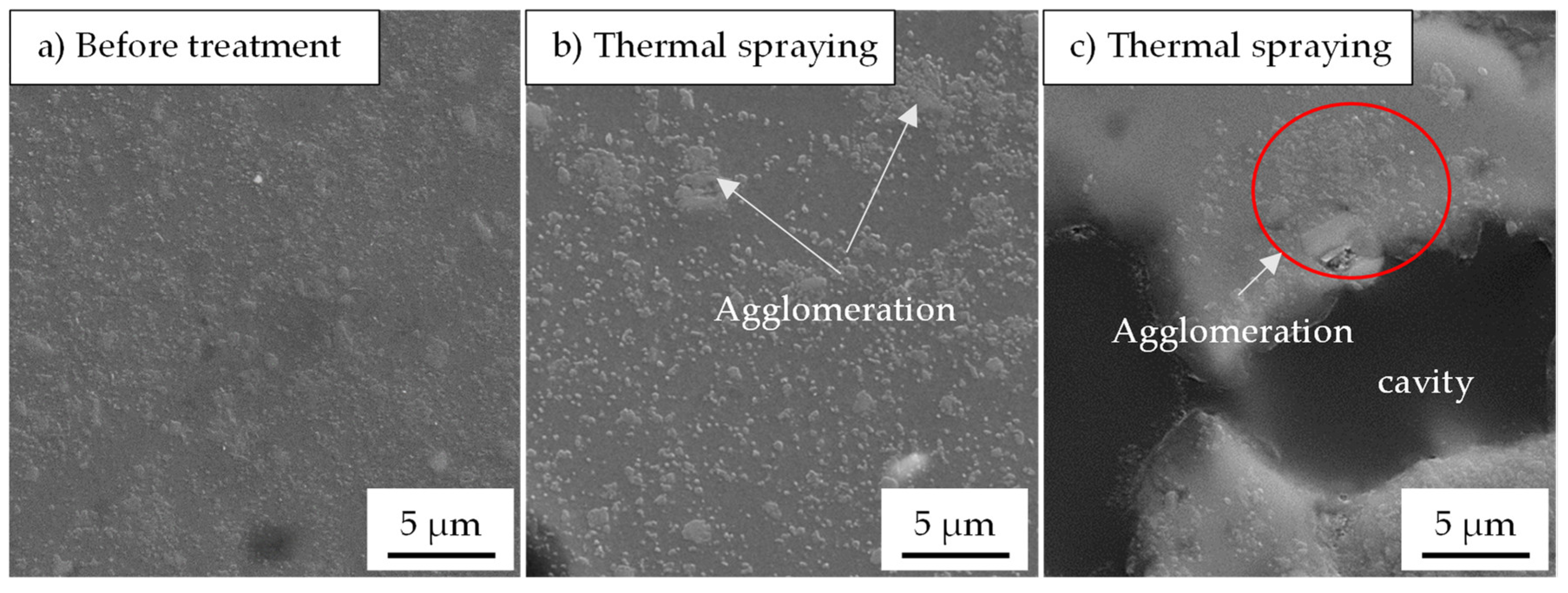
3.2.3. Thermal Spraying
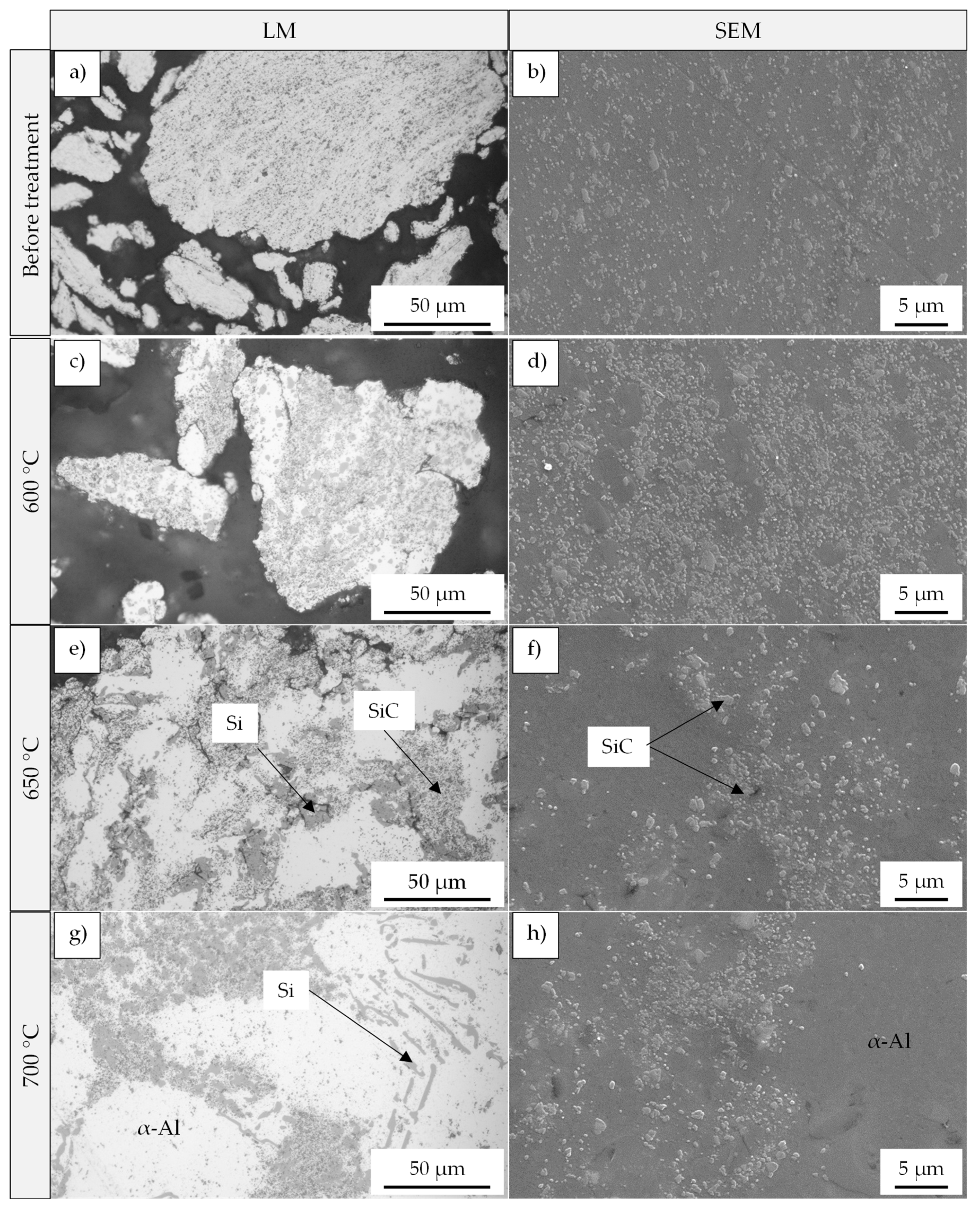
3.3. Reaction and Distribution of SiC in Thermally Treated Composite Powder
4. Discussion
5. Conclusions
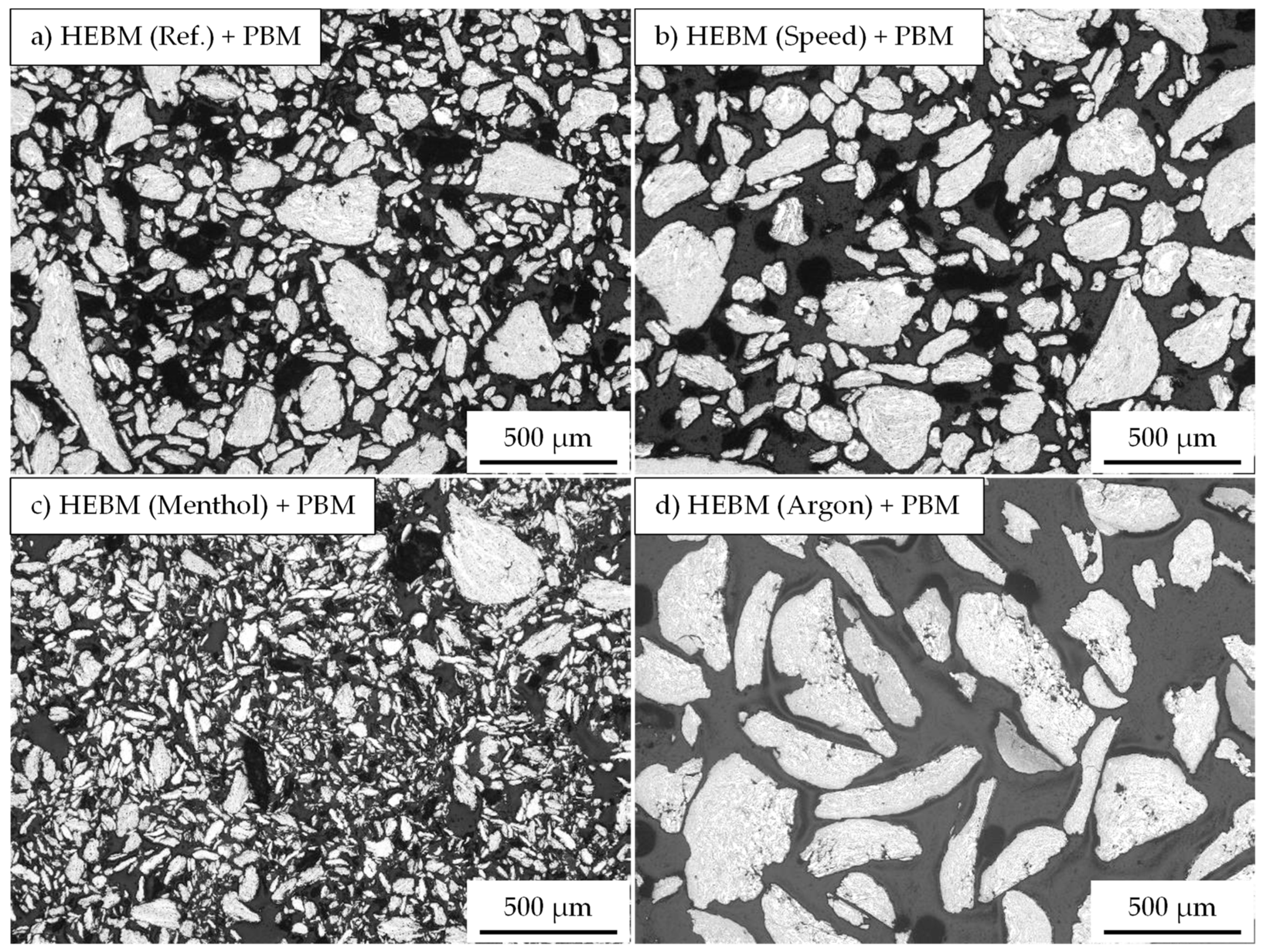
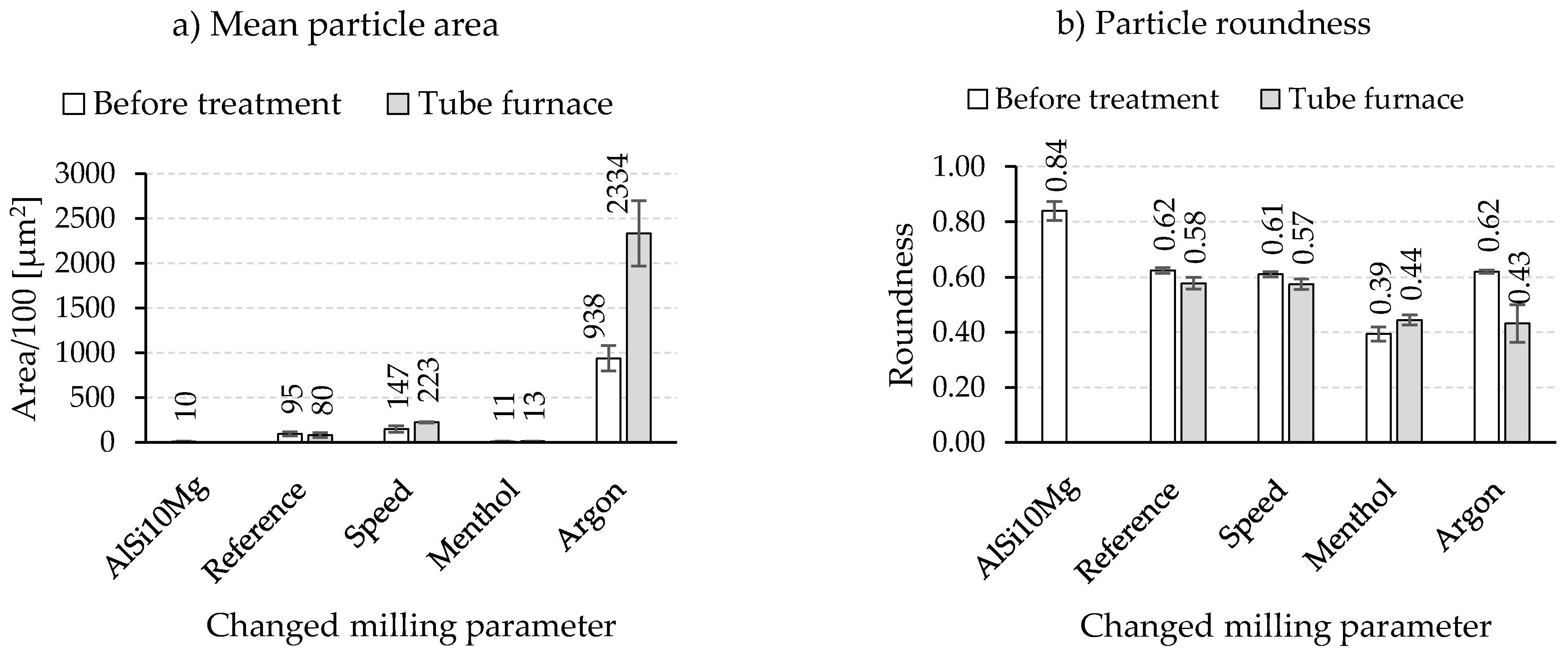
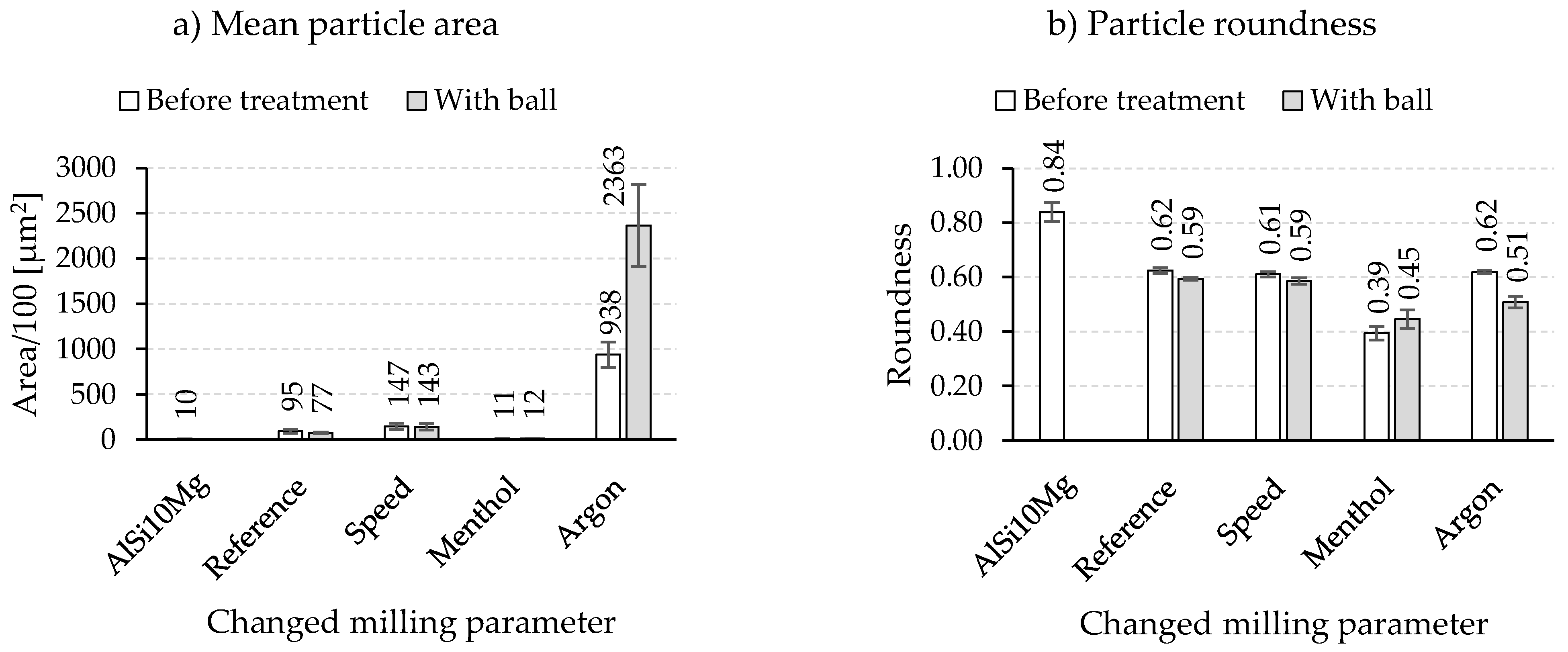
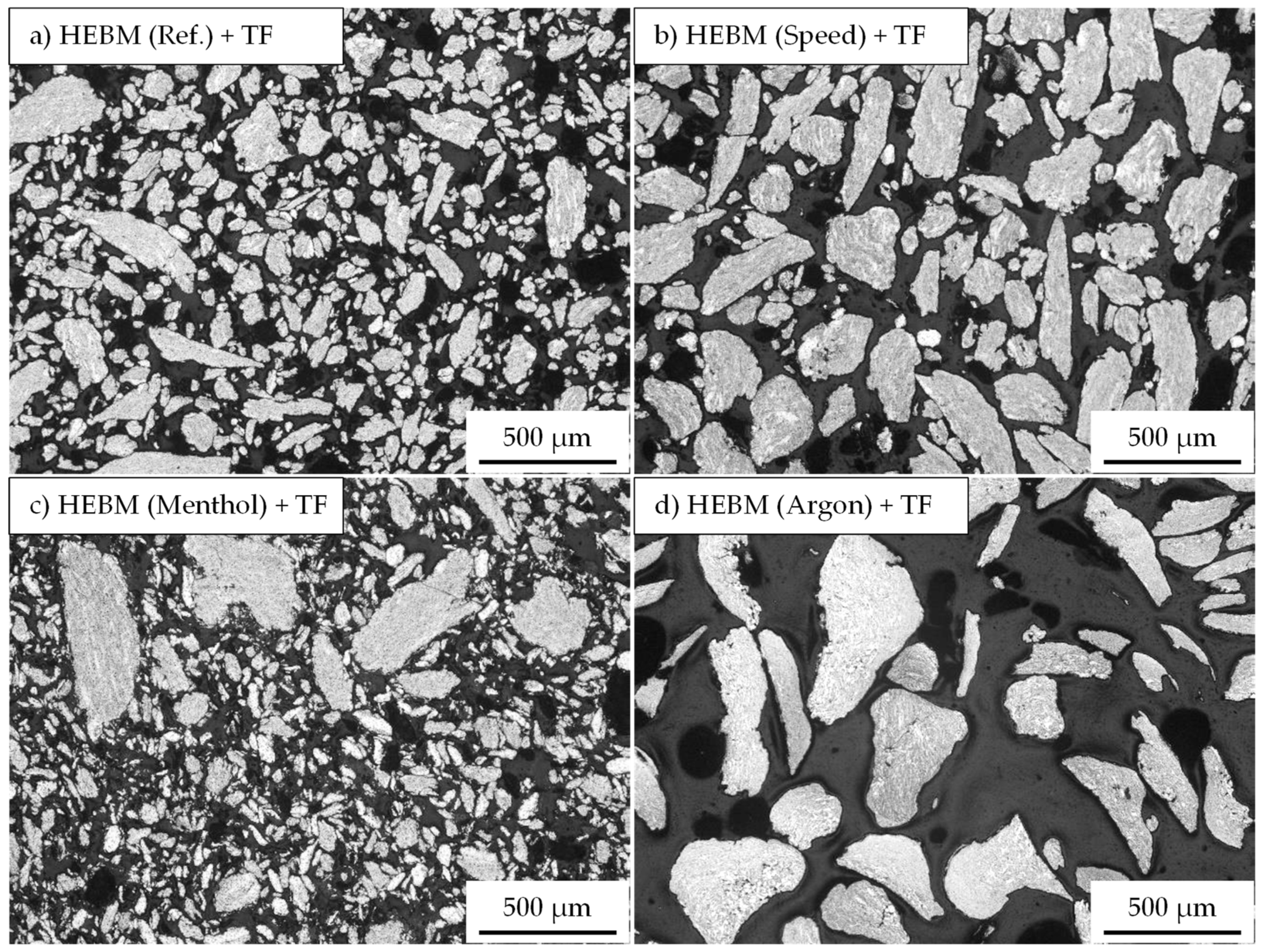
- Influence of milling parameters: Implementing a low-speed sequence into the standard milling program or using argon as a milling atmosphere has no influence on the roundness compared to the Reference program. Particles possess an irregular shape with a relative roundness of 74% (with respect to the virgin non-milled AlSi10Mg powder). In the argon case, this was also accompanied by remarkable cold welding and powder coarsening so that it can be excluded for use in additive manufacturing. Replacing stearic acid with menthol as a process control agent significantly reduces the cold welding, resulting in a very fine powder but with a lamellar shape and low relative roundness of 47%.
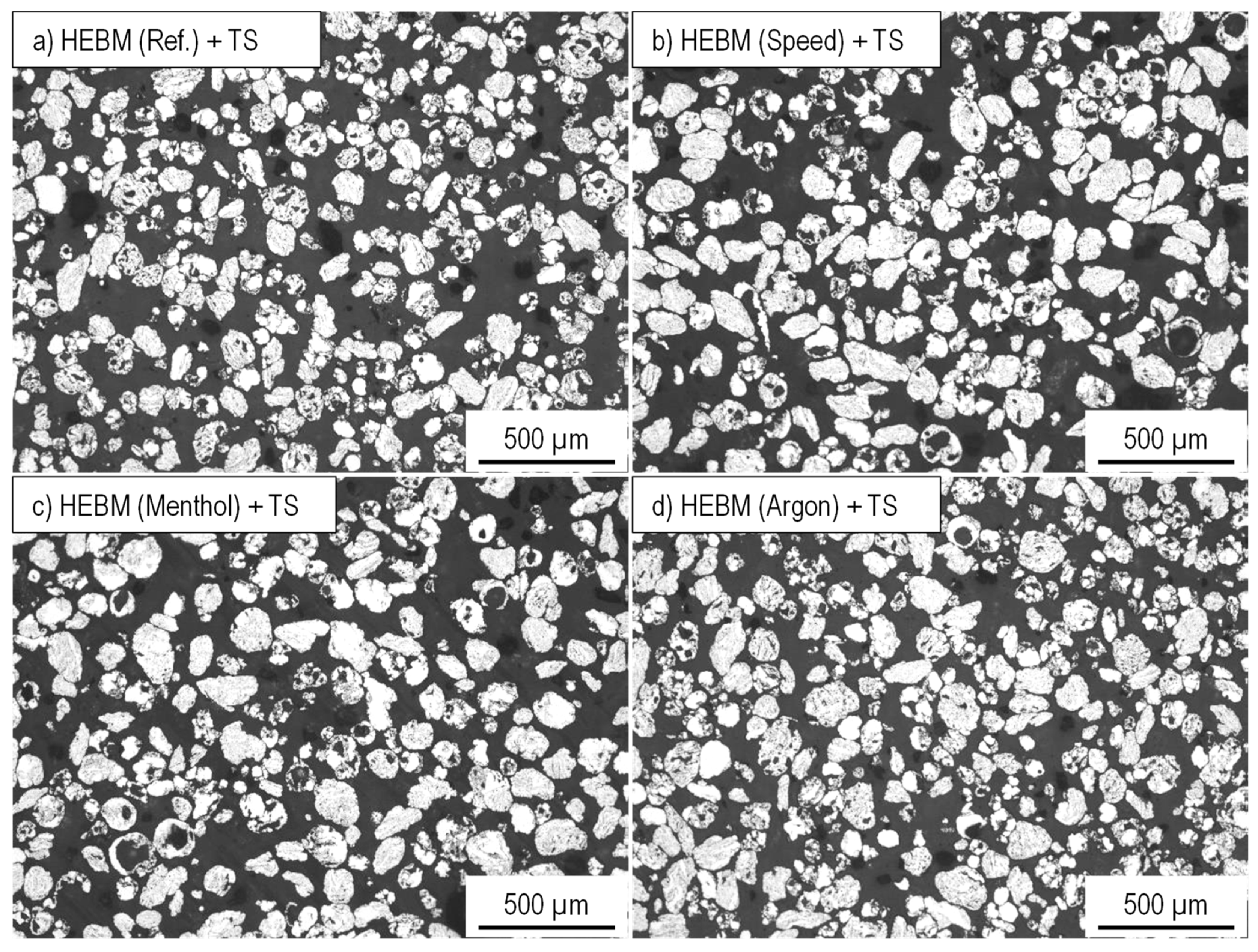
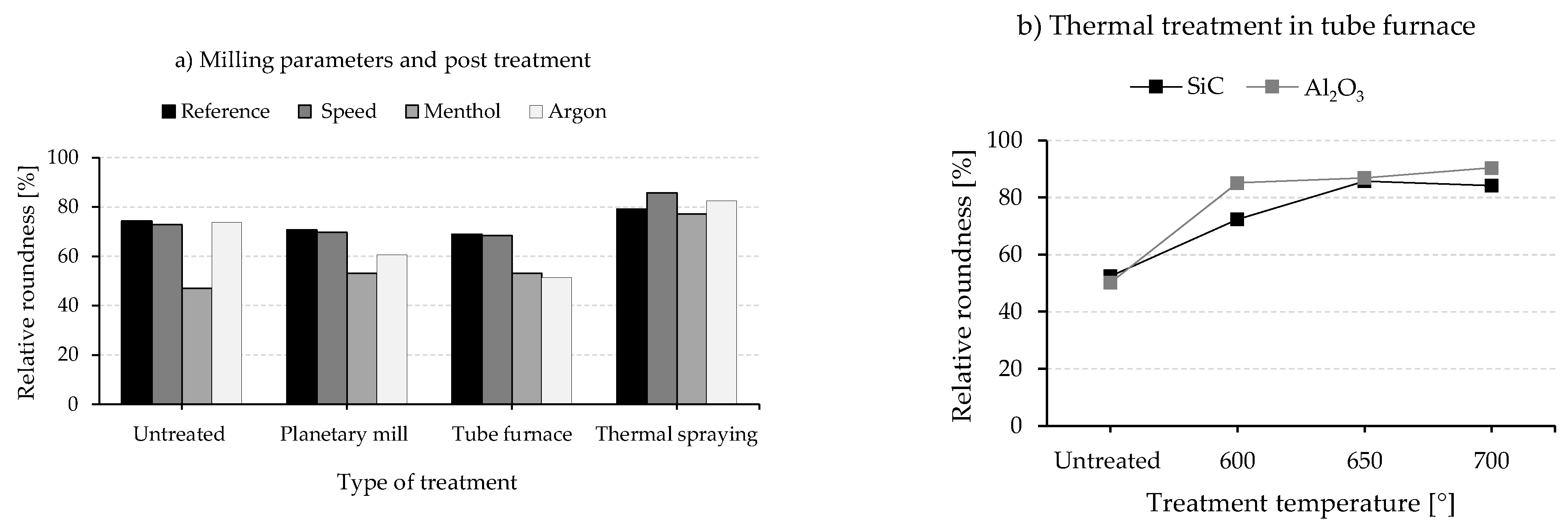
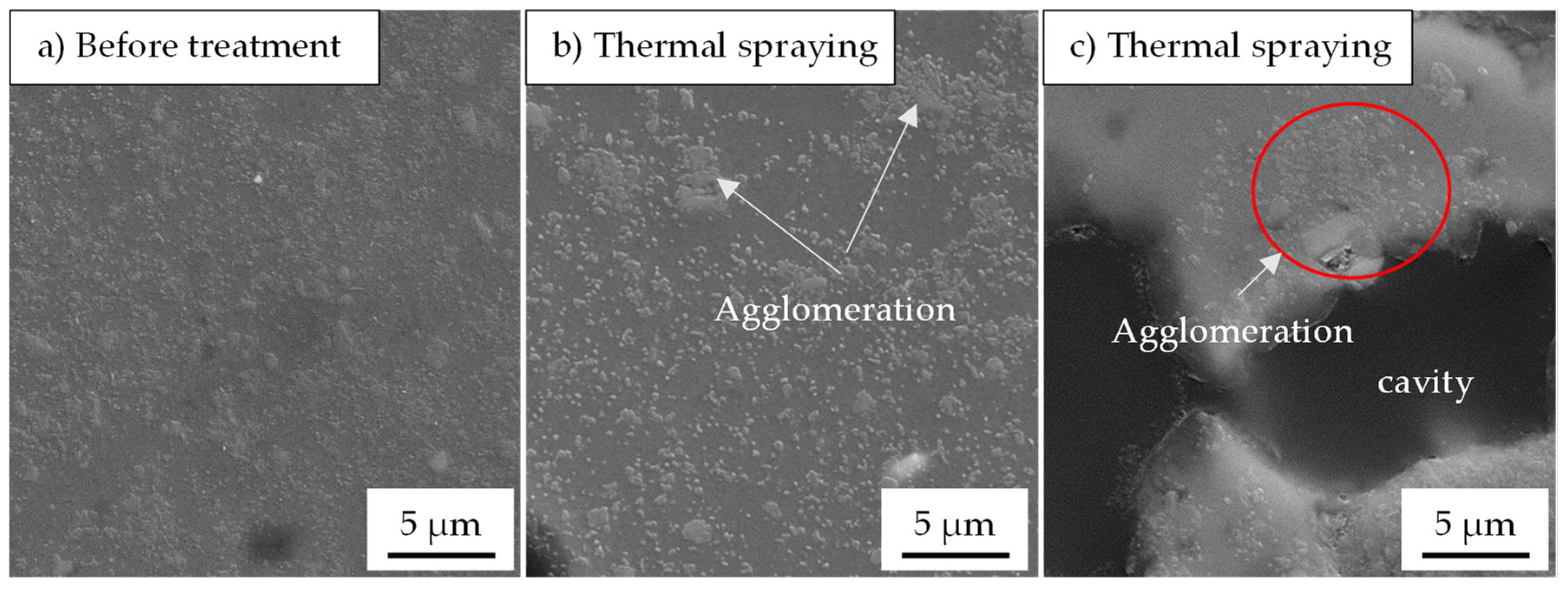
- Influence of different post-treatments: The relative roundness remained unchanged after mechanical treatment in a planetary ball mill or thermal treatment in a tube furnace at 515 °C (below the alloy’s melting temperature). On the contrary, an increase in relative roundness up to 77–82% was observed after thermal treatment by thermal spraying. However, this approach leads to the formation of hollow particles in the powder. Moreover, a partial redistribution and SiC clustering occurred, presumably due to passing through a molten state for a very short time (less than a second).
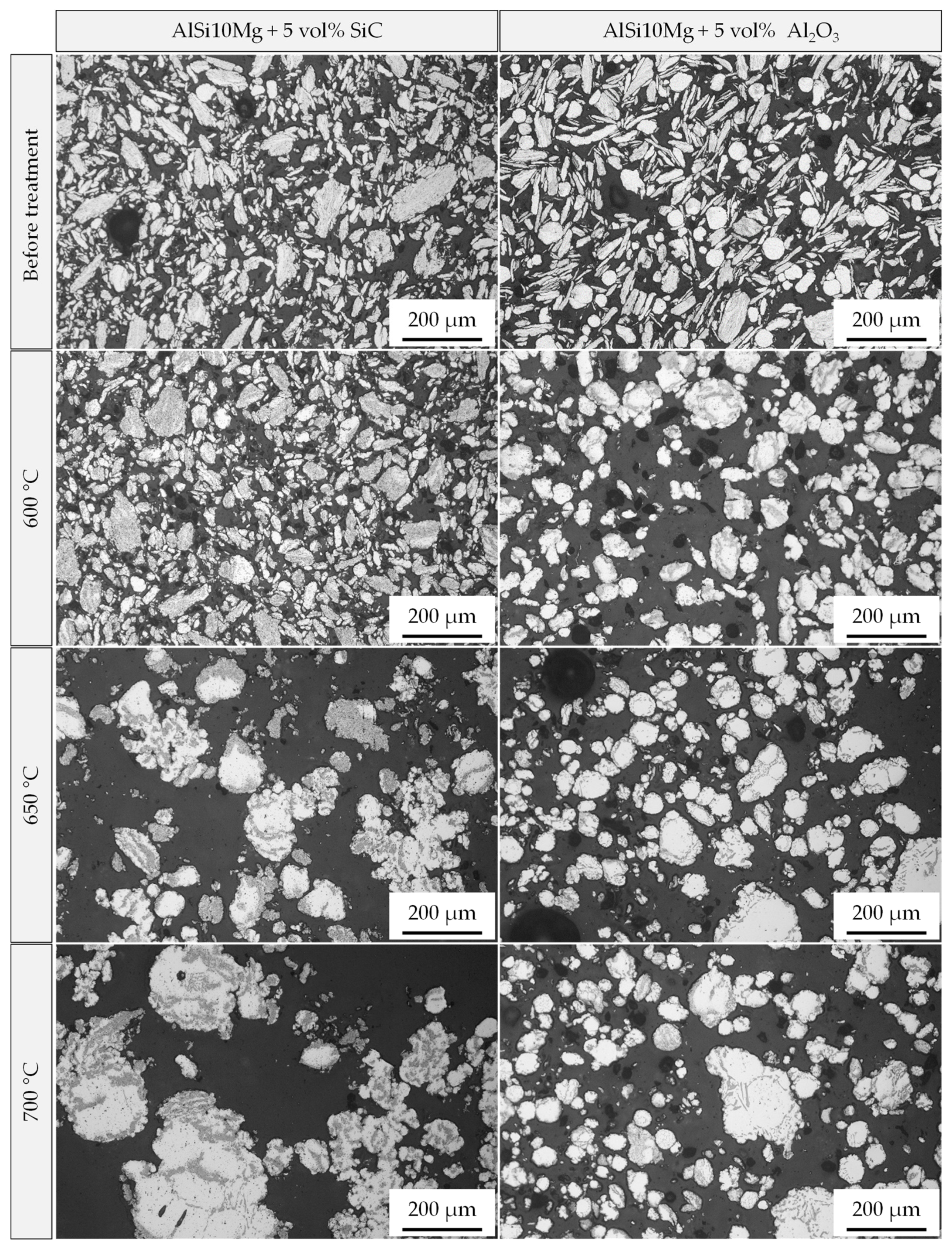
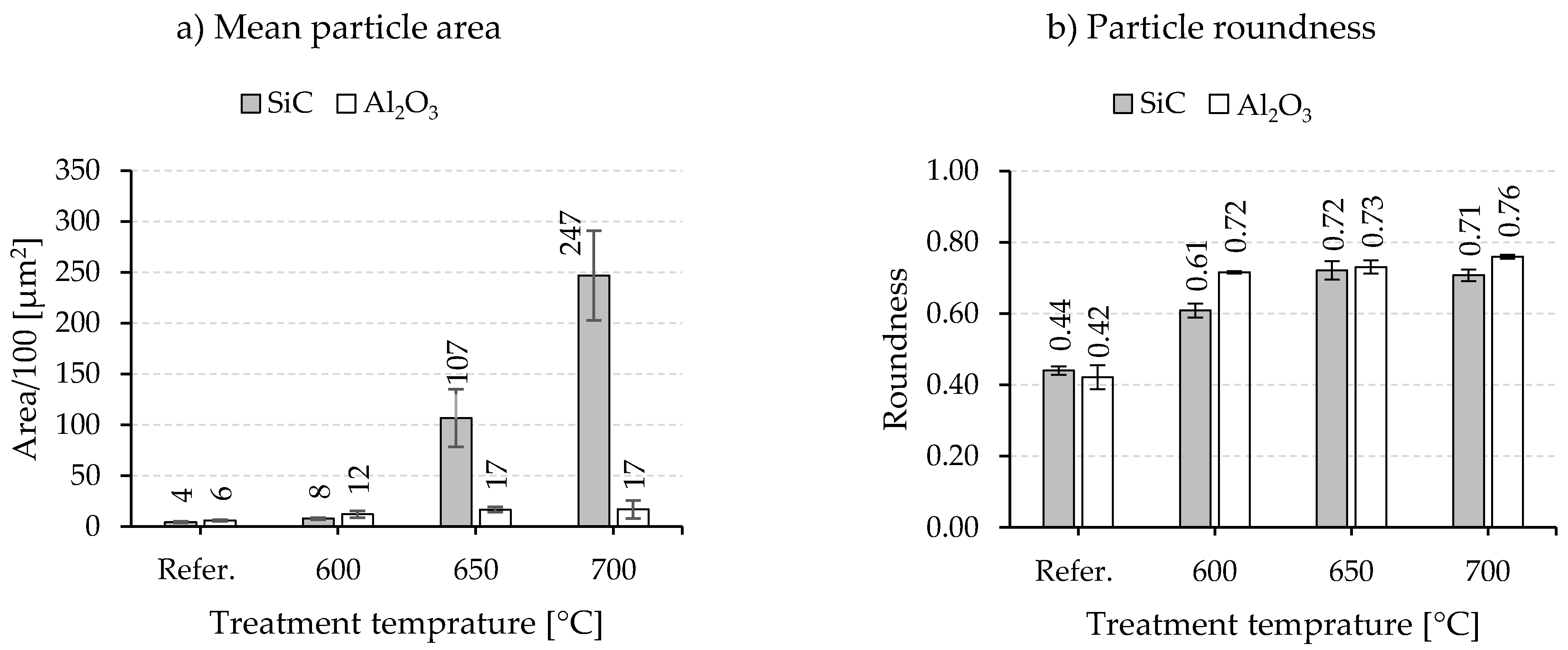
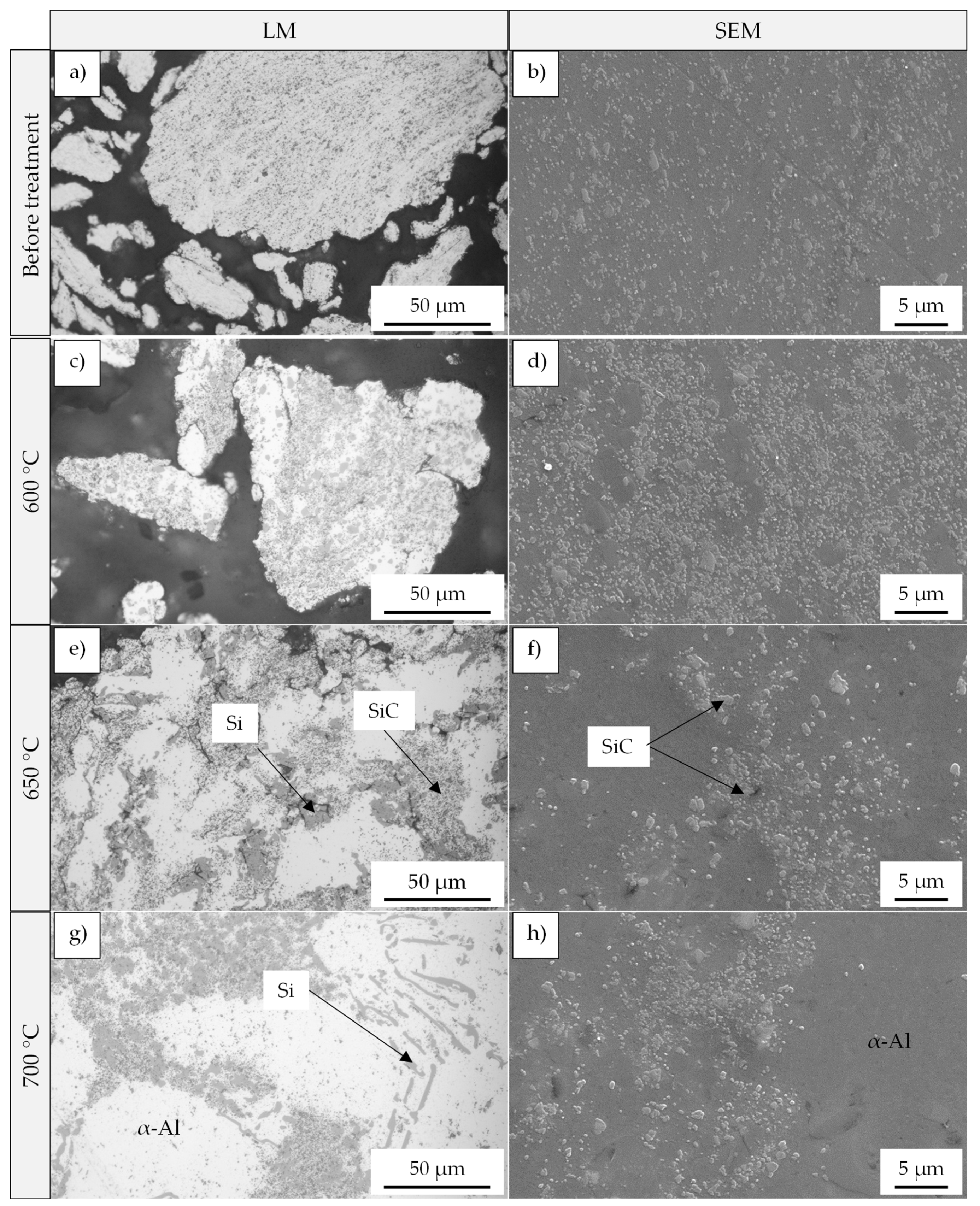
- Influence of thermal post-treatment in tube furnace above the melting point of the alloy: A longer thermal aging in the molten state at 600 °C, 650 °C, and 700 °C for composite powders with SiC or Al2O3 reinforcement results in an obvious change in the microstructure. This includes the precipitation of silicon particles from the original dendritic structure and the redistribution and agglomeration of the reinforcements. With regard to the relative roundness, values between 85% and 90% for temperatures in the range of 600–700 °C can be attained for Al2O3 reinforcements with a limited particle coarsening. The treatment of such composite powders above the melting point showed the best results concerning a subsequent possessing. On the other side, SiC reinforced composite powder also showed improvements in relative roundness. However, extensive powder sintering hinders further processing in additive manufacturing.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Chawla, N.; Shen, Y.-L. Mechanical Behavior of Particle Reinforced Metal Matrix Composites. Adv. Eng. Mater. 2001, 3, 357–370. [Google Scholar] [CrossRef]
- Lloyd, D.J. Particle reinforced aluminium and magnesium metal matrix composites. Met. Powder Rep. 1994, 49, 50. [Google Scholar] [CrossRef]
- Siebeck, S.; Roder, K.; Wagner, G.; Nestler, D. Influence of Boron on the Creep Behavior and the Microstructure of Particle Reinforced Aluminum Matrix Composites. Metals 2018, 8, 110. [Google Scholar] [CrossRef] [Green Version]
- Schmidt, A.; Siebeck, S.; Götze, U.; Wagner, G.; Nestler, D. Particle-Reinforced Aluminum Matrix Composites (AMCs)—Selected Results of an Integrated Technology, User, and Market Analysis and Forecast. Metals 2018, 8, 143. [Google Scholar] [CrossRef] [Green Version]
- Barnes, S.; Pashby, I.R. Machining of aluminium based metal matrix composites. Appl. Compos. Mater. 1995, 2, 31–42. [Google Scholar] [CrossRef]
- Gu, D.; Wang, H.; Chang, F.; Dai, D.; Yuan, P.; Hagedorn, Y.-C.; Meiners, W. Selective Laser Melting Additive Manufacturing of TiC/AlSi10Mg Bulk-form Nanocomposites with Tailored Microstructures and Properties. Phys. Procedia 2014, 56, 108–116. [Google Scholar] [CrossRef]
- Manfredi, D.; Calignano, F.; Krishnan, M.; Canali, R.; Paola, E.; Biamino, S.; Ugues, D.; Pavese, M.; Fino, P. Additive Manufacturing of Al Alloys and Aluminium Matrix Composites (AMCs). In Light Metal Alloys Applications; Waldemar, M., Ed.; IntechOpen: London, UK, 2013. [Google Scholar]
- Astfalck, L.; Kelly, G.K.; Li, X.; Sercombe, T.B. On the Breakdown of SiC during the Selective Laser Melting of Aluminum Matrix Composites. Adv. Eng. Mater. 2017, 19, 1600835. [Google Scholar] [CrossRef]
- Li, X.; Ji, G.; Chen, Z.; Addad, A.; Wu, Y.; Wang, H.; Vleugels, J.; Van Humbeeck, J.; Kruth, J. Selective laser melting of nano-TiB2 decorated AlSi10Mg alloy with high fracture strength and ductility. Acta Mater. 2017, 129, 183–193. [Google Scholar] [CrossRef]
- Gao, C.; Wu, W.; Shi, J.; Xiao, Z.; Akbarzadeh, A. Simultaneous enhancement of strength, ductility, and hardness of TiN/AlSi10Mg nanocomposites via selective laser melting. Addit. Manuf. 2020, 34, 101378. [Google Scholar] [CrossRef]
- Wang, Z.; Zhuo, L.; Yin, E.; Zhao, Z. Microstructure evolution and properties of nanoparticulate SiC modified AlSi10Mg alloys. Mater. Sci. Eng. A 2021, 808, 140864. [Google Scholar] [CrossRef]
- Spierings, A.; Herres, N.; Levy, G. Influence of the particle size distribution on surface quality and mechanical properties in AM steel parts. Rapid Prototyp. J. 2011, 17, 195–202. [Google Scholar] [CrossRef] [Green Version]
- Manfredi, D.; Ambrosio, E.; Calignano, F.; Krishnan, M.; Canali, R.; Biamino, S.; Pavese, M.; Atzeni, E.; Iuliano, L.; Fino, P. Direct Metal Laser Sintering: An additive manufacturing technology ready to produce lightweight structural parts for robotic applications. Metall. Ital. 2013. [Google Scholar]
- Chang, F.; Gu, D.; Dai, D.; Yuan, P. Selective laser melting of in-situ Al4SiC4 + SiC hybrid reinforced Al matrix composites: Influence of starting SiC particle size. Surf. Coat. Technol. 2015, 272, 15–24. [Google Scholar] [CrossRef]
- Nestler, D.; Siebeck, S.; Podlesak, H.; Wagner, S.; Hockauf, M.; Wielage, B. Powder Metallurgy of Particle-Reinforced Aluminium Matrix Composites (AMC) by Means of High-Energy Ball Milling. In Integrated Systems, Design and Technology 2010; Springer Science and Business Media LLC: Berlin/Heidelberg, Germany, 2011; pp. 93–107. [Google Scholar]
- Wagner, S.; Siebeck, S.; Hockauf, M.; Nestler, D.; Podlesak, H.; Wielage, B.; Wagner, M.F.-X. Effect of SiC-Reinforcement and Equal-Channel Angular Pressing on Microstructure and Mechanical Properties of AA2017. Adv. Eng. Mater. 2012, 14, 388–393. [Google Scholar] [CrossRef]
- Ghasemi, A.; Penther, D.; Kamrani, S. Microstructure and nanoindentation analysis of Mg-SiC nanocomposite powders synthesized by mechanical milling. Mater. Charact. 2018, 142, 137–143. [Google Scholar] [CrossRef]
- Kamrani, S.; Penther, D.; Ghasemi, A.; Riedel, R.; Fleck, C. Microstructural characterization of Mg-SiC nanocomposite synthesized by high energy ball milling. Adv. Powder Technol. 2018, 29, 1742–1748. [Google Scholar] [CrossRef]
- Penther, D.; Ghasemi, A.; Riedel, R.; Fleck, C.; Kamrani, S. Effect of SiC nanoparticles on manufacturing process, microstructure and hardness of Mg-SiC nanocomposites produced by mechanical milling and hot extrusion. Mater. Sci. Eng. A 2018, 738, 264–272. [Google Scholar] [CrossRef]
- Nestler, D.; Siebeck, S.; Podlesak, H.; Wielage, B.; Wagner, S.; Hockauf, M. Beitrag zum Einfluss von Trennmitteln und Atmosphären zur Prozesskontrolle beim Hochenergie-Kugelmahlen bei der Herstellung von partikelverstärkten Aluminiummatrix-Verbundwerkstoffen. Mater. Werkst. 2011, 42, 580–584. [Google Scholar] [CrossRef]
- National Center for Biotechnology Information. PubChem Compound Summary for CID 5281, Stearic Acid. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/Stearic-acid (accessed on 8 April 2022).
- National Center for Biotechnology Information. PubChem Compound Summary for CID 16666, l-Menthol. Available online: https://pubchem.ncbi.nlm.nih.gov/compound/l-Menthol (accessed on 8 April 2022).
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH Image to ImageJ: 25 years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Si | Mg | O | Al |
|---|---|---|---|---|
| Content [m%] | 9–11 | 0.20–0.45 | <0.4 | Bal. |
| Program | Reference | Program1 | Program2 | Program3 |
|---|---|---|---|---|
| Changed Parameter | - | Milling speed | PCA | Atmosphere |
| Milling cycle | 400 rpm for 5 min 600 rpm for 5 min | 400 rpm for 5 min 600 rpm for 3.5 min 200 rpm for 1.5 min | 400 rpm for 5 min 600 rpm for 5 min | 400 rpm for 5 min 600 rpm for 5 min |
| Milling duration | 6 h | 6 h | 6 h | 6 h |
| PCA | Stearic acid 0.0625 m%/h | Stearic acid 0.0625 m%/h | Menthol 0.0625 m%/h | Stearic acid 0.0625 m%/h |
| Milling atmosphere | Air | Air | Air | Argon |
| Stearic Acid | Menthol | |
|---|---|---|
| Aggregate state at 20 °C | solid | solid |
| Chemical formula | C18H36O2 | C10H20O |
| Density [g/cm3] | 0.94 | 0.89 |
| Melting point [°C] | 69 | 41–43 |
| Boiling point [°C] | 371 | 212 |
| Particle 1 | Particle 2 | Particle 3 | |
|---|---|---|---|
| Schematic cross section |  |  |  |
| Area [µm2] | 575 | 563 | 573 |
| Roundness | 1 | 0.98 | 0.43 |
| Circularity | 1 | 0.33 | 0.77 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Trautmann, M.; Ahmad, H.; Wagner, G. Influencing the Size and Shape of High-Energy Ball Milled Particle Reinforced Aluminum Alloy Powder. Materials 2022, 15, 3022. https://doi.org/10.3390/ma15093022
Trautmann M, Ahmad H, Wagner G. Influencing the Size and Shape of High-Energy Ball Milled Particle Reinforced Aluminum Alloy Powder. Materials. 2022; 15(9):3022. https://doi.org/10.3390/ma15093022
Chicago/Turabian StyleTrautmann, Maik, Husam Ahmad, and Guntram Wagner. 2022. "Influencing the Size and Shape of High-Energy Ball Milled Particle Reinforced Aluminum Alloy Powder" Materials 15, no. 9: 3022. https://doi.org/10.3390/ma15093022
APA StyleTrautmann, M., Ahmad, H., & Wagner, G. (2022). Influencing the Size and Shape of High-Energy Ball Milled Particle Reinforced Aluminum Alloy Powder. Materials, 15(9), 3022. https://doi.org/10.3390/ma15093022