
Segregation Behavior of Miscible PC/PMMA Blends during Injection Molding

 ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
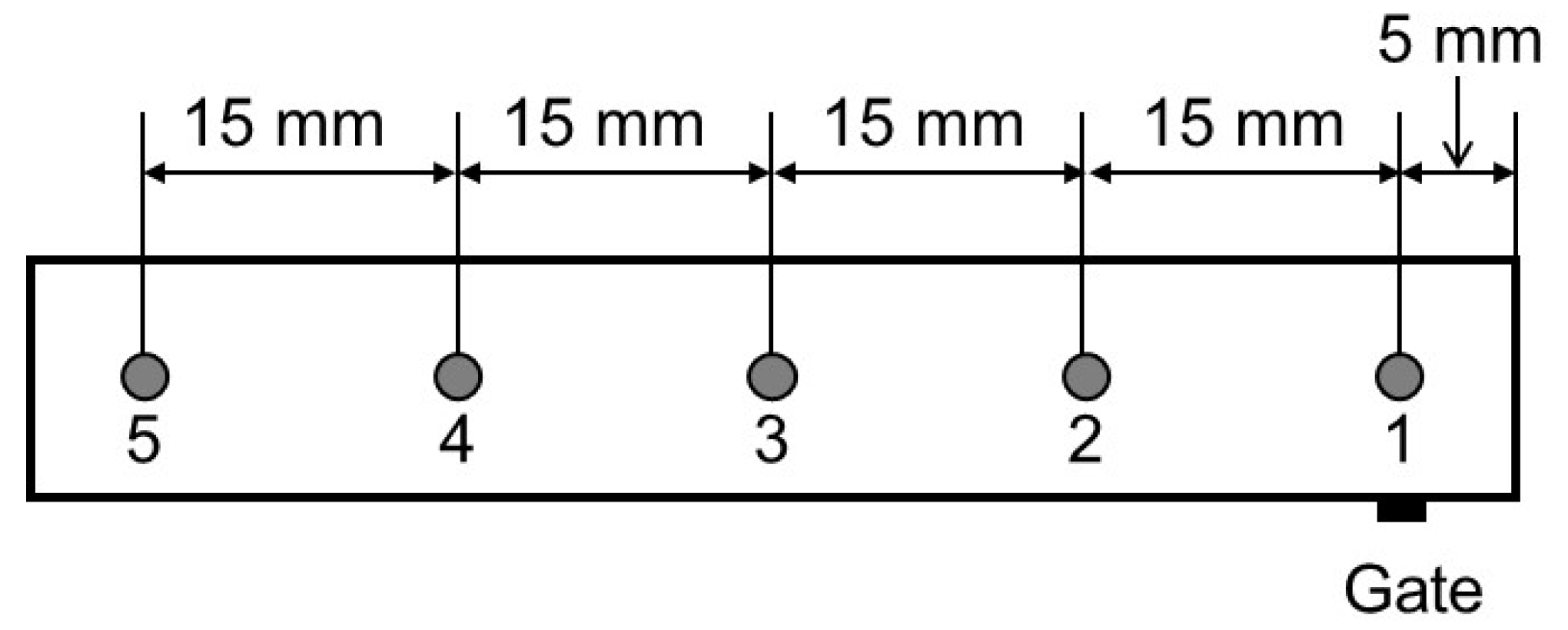
2.2. Sample Preparation
2.3. Measurements
3. Results and Discussion
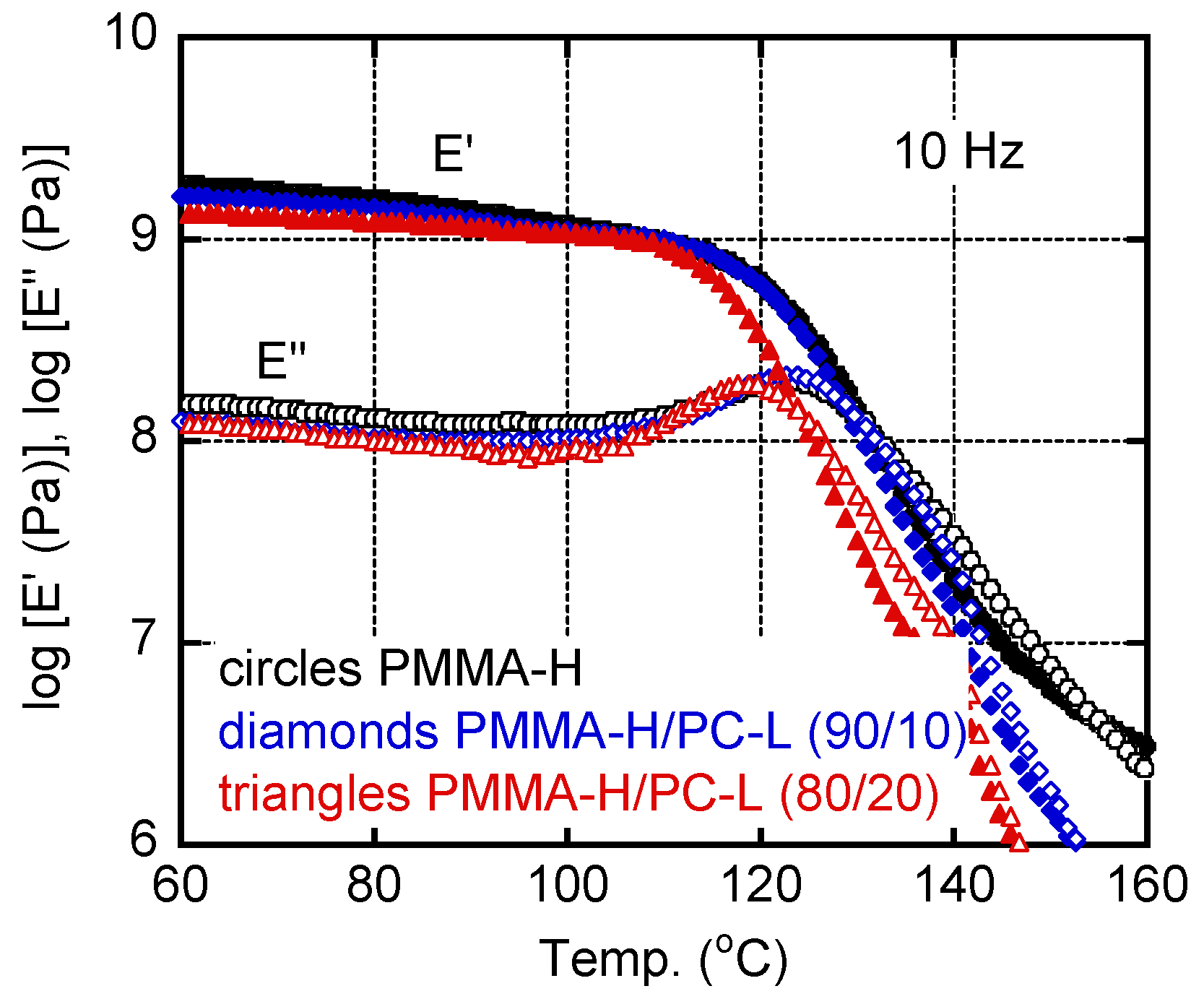
3.1. Viscoelastic Properties and Miscibility
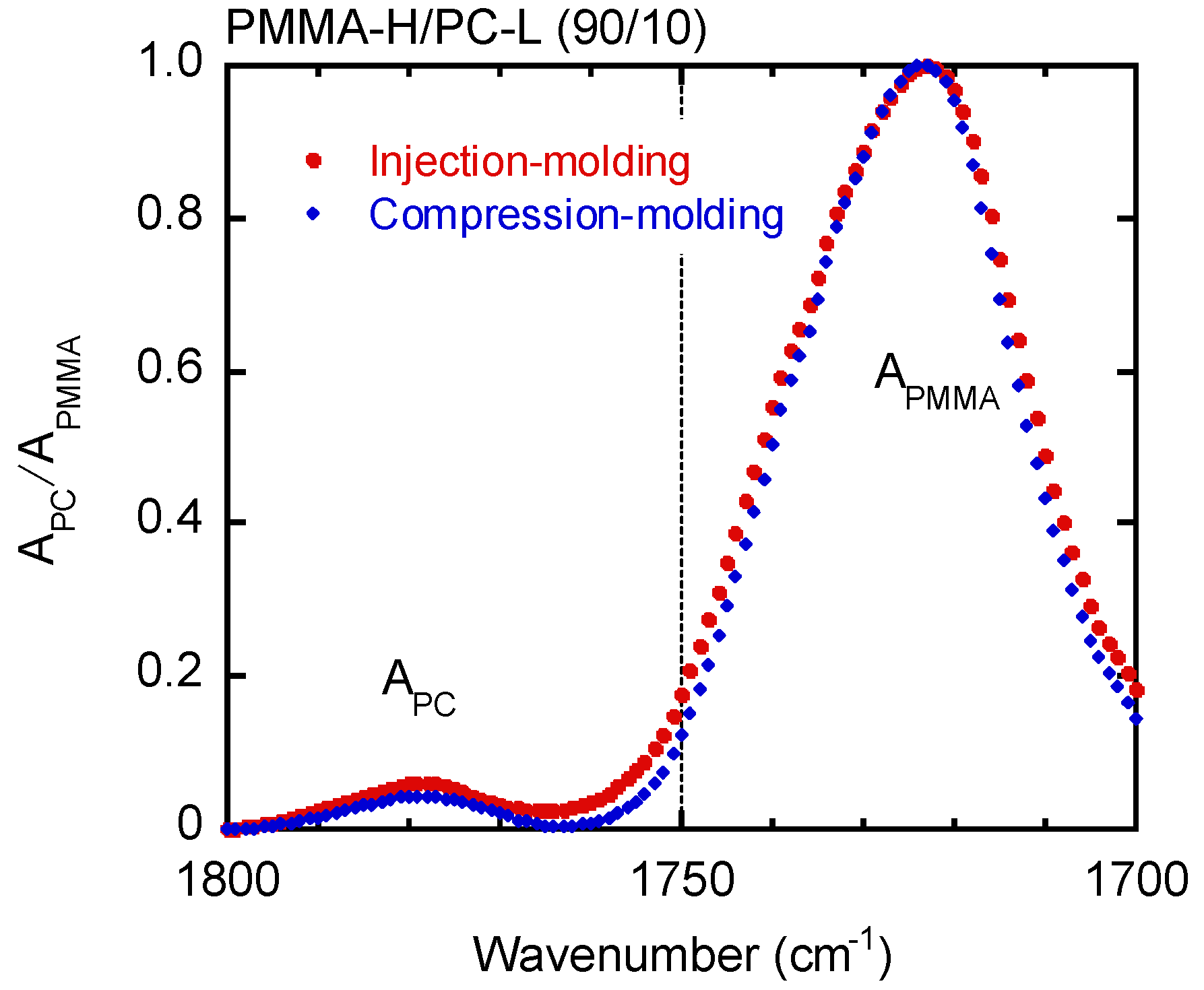
3.2. Segregation Behavior during Injection Molding
4. Conclusions
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kim, W.N.; Burns, C.M. Blends of polycarbonate and poly(methyl methacrylate) and the determination of the polymer-polymer interaction parameter of the two polymers. Macromolecules 1987, 20, 1876–1882. [Google Scholar] [CrossRef]
- Kyu, T.; Saldanha, J.M. Phase separation by spinodal decomposition in polycarbonate/poly (methyl methacrylate) blends. Macromolecules 1988, 21, 1021–1026. [Google Scholar] [CrossRef]
- Butzbach, G.D.; Wendorff, J.H. Polycarbonate-poly (methyl methacrylate) blends: The role of molecular interactions on miscibility and antiplasticization. Polymer 1991, 32, 1155–1159. [Google Scholar] [CrossRef]
- Carriere, C.J.; Cohen, A. Evaluation of the interfacial tension between high molecular weight polycarbonate and PMMA resins with the imbedded fiber retraction technique. J. Rheol. 1991, 35, 205–212. [Google Scholar] [CrossRef]
- Nishimoto, M.; Keskkula, H.; Paul, D.R. Role of slow phase separation in assessing the equilibrium phase behaviour of PC-PMMA blends. Polymer 1991, 32, 272–278. [Google Scholar] [CrossRef]
- Koralik, J.; Lednicky, F.; Pukanszky, B.; Pegoraro, M. Blends of polycarbonate with poly(methyl methacrylate): Miscibility, phase continuity, and interfacial adhesion. Polym. Eng. Sci. 1992, 32, 886–893. [Google Scholar]
- Bubmann, T.; Seidel, A.; Alstadt, V. Transparent PC/PMMA blends via reactive compatibilization in a twin-screw extruder. Polymers 2019, 11, 2070. [Google Scholar] [CrossRef] [PubMed]
- Sako, T.; Ito, A.; Yamaguchi, M. Surface segregation during injection molding of polycarbonate/poly(methyl methacrylate) blend. J. Polym. Res. 2017, 24, 89–93. [Google Scholar] [CrossRef]
- Sako, T.; Nobukawa, S.; Yamaguchi, M. Surface localization of poly(methyl methacrylate) in the miscible blend with polycarbonate. Polym. J. 2015, 47, 576–579. [Google Scholar] [CrossRef]
- Yamaguchi, M.; Nakamura, K.; Kimura, T.; Moonprasith, N.; Kida, T.; Tsubouchi, K.; Narita, T.; Hiraoka, T. Complicated structure change during capillary extrusion of binary blends of polycarbonate and poly(methyl methacrylate). Materials 2022, I5, 2783. [Google Scholar] [CrossRef]
- Mani, S.; Malone, M.F.; Winter, H.H.; Halary, J.L.; Monnerie, L. Effects of shear on miscible polymer blends: In situ fluorescence studies. Macromolecules 1991, 24, 5451–5458. [Google Scholar] [CrossRef]
- Hindawi, L.A.; Higgins, J.S.; Weiss, R.A. Flow-induced mixing and demixing in polymer blends. Polymer 1992, 33, 2522–2529. [Google Scholar] [CrossRef]
- Onuki, M. Effects of shear flow and viscosity difference on phase separation. Intern. J. Thermophys. 1995, 16, 381–390. [Google Scholar] [CrossRef]
- Madbouly, S.A.; Ohmoto, M.; Ougizawa, T.; Inoue, T. Effect of the shear flow on the phase behaviour of polystyrene/poly (vinyl methyl ether) blend. Polymer 1999, 40, 1465–1472. [Google Scholar] [CrossRef]
- Sako, T.; Date, J.; Hagi, M.; Hiraoka, T.; Matsuoka, S.; Yamaguchi, M. Anomalous viscosity decrease of polycarbonate by addition of polystyrene. Polymer 2019, 170, 135–141. [Google Scholar] [CrossRef]
- Piscotti, F.; Lausmaa, J.; Boldizar, A.; Rigdahl, M. TOF-SIMS study of injection-molded polystyrene. Polym. Eng. Sci. 2003, 43, 1289–1297. [Google Scholar] [CrossRef]
- Siriprumpoonthum, M.; Mieda, N.; Nobukawa, S.; Yamaguchi, M. Segregation behavior of polyethylene with broad molecular weight distribution by annealing procedure in temperature gradient. J. Polym. Res. 2011, 18, 2449–2453. [Google Scholar] [CrossRef]
- Yethiraj, A.; Kumar, S.; Hariharan, A.; Schweizer, K.S. Surface segregation in polymer blends due to stiffness disparity. J. Chem. Phys. 1994, 100, 4691. [Google Scholar] [CrossRef]
- Schaub, T.F.; Kellogg, G.J.; Mayes, A.M.; Kulasekere, R.; Ankner, J.F.; Kaiser, H. Surface modification via chain end segregation in polymer blends. Macromolecules 1996, 29, 3982–3990. [Google Scholar] [CrossRef]
- Wu, D.T.; Fredrickson, G.H. Surface segregation of polymer blends. Macromolecules 1996, 29, 7919–7930. [Google Scholar] [CrossRef]
- Stein, G.E.; Laws, T.S.; Verduzco, R. Tailoring the attraction of polymers toward surfaces. Macromolecules 2019, 52, 4787–4802. [Google Scholar] [CrossRef]
- Spencer, R.K.W.; Matsen, M.W. Universality of entropic surface segregation from athermal polymer blends due to conformational asymmetry. Macromolecules 2022, 55, 1120–1126. [Google Scholar] [CrossRef]
- Stein, R.S.; Khambatta, F.B.; Warner, F.P.; Russell, T.R.; Escala, A.; Balizer, E. X-ray and optical studies of the morphology of polymer blends. J. Polym. Sci. Polym. Symposium 1978, 63, 313–328. [Google Scholar] [CrossRef]
- Chen, H.; Li, L.; Lin, L. Formation of segregation morphology in crystalline/amorphous polymer blends: Molecular weight effect. Macromolecules 1998, 31, 2255–2264. [Google Scholar] [CrossRef]
- Takamatsu, K.; Saito, H. Cooperative progress of crystallization and spinodal decomposition in the blends of dissimilar polycarbonates. Polymer 2021, 51, 124418. [Google Scholar] [CrossRef]
- Walley, S.M.; Field, J.E.; Blair, P.W.; Milford, A.J. The effect of temperature on the impact behaviour of glass/polycarbonate laminates. Int. J. Impact Eng. 2004, 30, 31–53. [Google Scholar] [CrossRef]
- Scholtyssek, S.; Seydewitz, V.; Adhikari, R.; Pfeifer, F.; Michler, G.H.; Siesler, H.W. Influence of laminate thickness reduction on the deformation mechanism of coextruded multilayered PC/PMMA films. J. Appl. Polym. Sci. 2013, 127, 4262–4272. [Google Scholar] [CrossRef]
- Ishigure, T.; Nihei, E.; Koike, Y. Optimum refractive-index profile of the graded-index polymer optical fiber, toward gigabit data links. Appl. Opt. 1996, 35, 2048–2053. [Google Scholar] [CrossRef] [PubMed]
- Arrue, J.; Jimenez, F.; Aldabaldetreku, G.; Durana, G. Analysis of the use of tapered graded-index polymer optical fibers for refractive-index sensors. Optics 2008, 16, 16616–16631. [Google Scholar] [CrossRef]
- Miyagawa, A.; Korkiatithaweechai, S.; Nobukawa, S.; Yamaguchi, M. Mechanical and optical properties of polycarbonate containing p-terphenyl. Ind. Eng. Chem. Res. 2013, 52, 5048–5053. [Google Scholar] [CrossRef]
- Takahashi, S.; Okada, H.; Nobukawa, S.; Yamaguchi, M. Optical properties of polymer blends composed of poly(methyl methacrylate) and ethylene-vinyl acetate copolymer. Eur. Polym. J. 2012, 48, 974–980. [Google Scholar] [CrossRef]
- Born, M.; Wolf, E. Principles of Optics, 7th ed.; Cambridge University Press: Cambridge, UK, 1999; p. 22. [Google Scholar]
- Fox, T.G. Effect of architecture in the composition dependence of glass transition properties. Bull. Am. Phys. Soc. 1956, 1, 123. [Google Scholar]
- Nobukawa, S.; Hasunuma, S.; Sako, T.; Miyagawa, A.; Yamaguchi, M. Reduced stress-optical coefficient of polycarbonate by antiplasticization. J. Polym. Sci., Part B Polym. Phys. Ed. 2017, 55, 1837–1842. [Google Scholar] [CrossRef]
- Miyagawa, A.; Nobukawa, S.; Yamaguchi, M. Thermal expansion behavior of antiplasticized polycarbonate. J. Soc. Rheol. Jpn. 2014, 42, 255–259. [Google Scholar] [CrossRef][Green Version]
- Kim, H.; Macosko, C.W. Processing-property relationships of polycarbonate/graphene composites. Polymer 2009, 50, 3797–3809. [Google Scholar] [CrossRef]
- Miyagawa, A.; Ayerdurai, V.; Nobukawa, S.; Yamaguchi, M. Viscoelastic properties of poly(methyl methacrylate) with high glass transition temperature by lithium salt addition. J. Polym. Sci. Part. B Polym. Phys. Ed. 2016, 54, 2388–2394. [Google Scholar] [CrossRef]
- Chiu, F. Poly(vinylidene fluoride)/polycarbonate blend-based nanocomposites with enhanced rigidity—Selective localization of carbon nanofillers and organoclay. Polym. Test. 2017, 62, 115–123. [Google Scholar] [CrossRef]
- Ionita, D.; Cristea, M.; Banabic, D. Viscoelastic behavior of PMMA in relation to deformation mode. J. Therm. Anal. Calorim. 2015, 120, 1775–1783. [Google Scholar] [CrossRef]
- Sondhauss, J.; Lantz, M.; Gotsmann, B.; Schirmeisen, A. b-Relaxation of PMMA: Tip size and stress effects in friction force microscopy. Langmuir 2015, 31, 5398–5405. [Google Scholar] [CrossRef] [PubMed]
- Fox, T.G.; Ferry, P.J. Second-order transition temperatures and related properties of polystyrene. I. Influence of molecular weight. J. Appl. Phys. 1950, 21, 581. [Google Scholar]
- Han, C.D.; Kim, J. Rheological technique for determining the order–disorder transition of block copolymers. J. Polym. Sci. B 1987, 25, 1741–1764. [Google Scholar] [CrossRef]
- Berry, G.C.; Fox, T.G. The viscosity of polymers and their concentrated solutions. Adv. Polym. Sci. 1968, 5, 261. [Google Scholar]
- Harrick, N.J. Internal Reflection Spectroscopy; Interscience Publishers: Geneva, Switzerland, 1967. [Google Scholar]
- Larkin, P. IR and Raman Spectroscopy; Chapter 2; Elsevier: Amsterdam, The Netherlands, 2011. [Google Scholar]
- Lin, K.Y.; Liu, S.J. Morphology of fluid assisted injection molded polycarbonate/polyethylene blends. Macromol. Mater. Eng. 2010, 295, 342–350. [Google Scholar] [CrossRef]
- Hirono, M.; Nagai, S.; Yamada, K.; Hamada, H. Influence of polycarbonate oligomer addition on flowability and appearance property of injection molded polycarbonate. Seikei-Kakou 2016, 28, 389–391. [Google Scholar] [CrossRef][Green Version]
- Liang, Y.; Zhou, X.; Liao, Y.; Wu, J.; Xie, X.; Zhou, H. Reactive polycarbonate/diallyl phthalate blends with high optical transparency, good flowability and high mechanical properties. Polymer 2016, 91, 89–97. [Google Scholar] [CrossRef]
- Chen, Y.; Liu, S.; Zhou, Y.; Zeng, G.; Liu, W. Biodegradable PLA-based composites modified by POSS particles. Polym. Plastics Technol. Mater. 2020, 59, 998–1009. [Google Scholar] [CrossRef]
- Yamaguchi, M.; Irie, Y.; Phulkerd, P.; Hagihara, H.; Hirayama, S.; Sasaki, S. Plywood-like structure of injection-moulded polypropylene. Polymer 2010, 51, 5983–5989. [Google Scholar] [CrossRef]
- Bekhta, P.; Chernetskyi, O.; Kusniak, I.; Bekhta, N.; Bryn, O. Selected properties of plywood bonded with low-density polyethylene film from different wood species. Polymers 2022, 14, 51. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | Mn | Mw | |
|---|---|---|---|
| PC-H | 28,000 | 46,000 | Panlite L-1225Y, Teijin, Japan |
| PC-L | 3100 | 8700 | Iupilon AL-071, Mitsubishi Engineering-Plastics, Japan |
| PMMA-H | 58,000 | 120,000 | Acrypet VH, Mitsubishi Chemical, Japan |
| PMMA-L | 8900 | 15,000 | Produced by Mitsubishi Chemical, Japan |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moonprasith, N.; Date, J.; Sako, T.; Kida, T.; Hiraoka, T.; Yamaguchi, M. Segregation Behavior of Miscible PC/PMMA Blends during Injection Molding. Materials 2022, 15, 2994. https://doi.org/10.3390/ma15092994
Moonprasith N, Date J, Sako T, Kida T, Hiraoka T, Yamaguchi M. Segregation Behavior of Miscible PC/PMMA Blends during Injection Molding. Materials. 2022; 15(9):2994. https://doi.org/10.3390/ma15092994
Chicago/Turabian StyleMoonprasith, Nantina, Jitsuhiro Date, Takumi Sako, Takumitsu Kida, Tatsuhiro Hiraoka, and Masayuki Yamaguchi. 2022. "Segregation Behavior of Miscible PC/PMMA Blends during Injection Molding" Materials 15, no. 9: 2994. https://doi.org/10.3390/ma15092994
APA StyleMoonprasith, N., Date, J., Sako, T., Kida, T., Hiraoka, T., & Yamaguchi, M. (2022). Segregation Behavior of Miscible PC/PMMA Blends during Injection Molding. Materials, 15(9), 2994. https://doi.org/10.3390/ma15092994