
Development of Ductile and Durable High Strength Concrete (HSC) through Interactive Incorporation of Coir Waste and Silica Fume


 , ,
, ,  and
and 
Abstract
:1. Introduction
2. Experimental Program
2.1. Characteristics of Materials
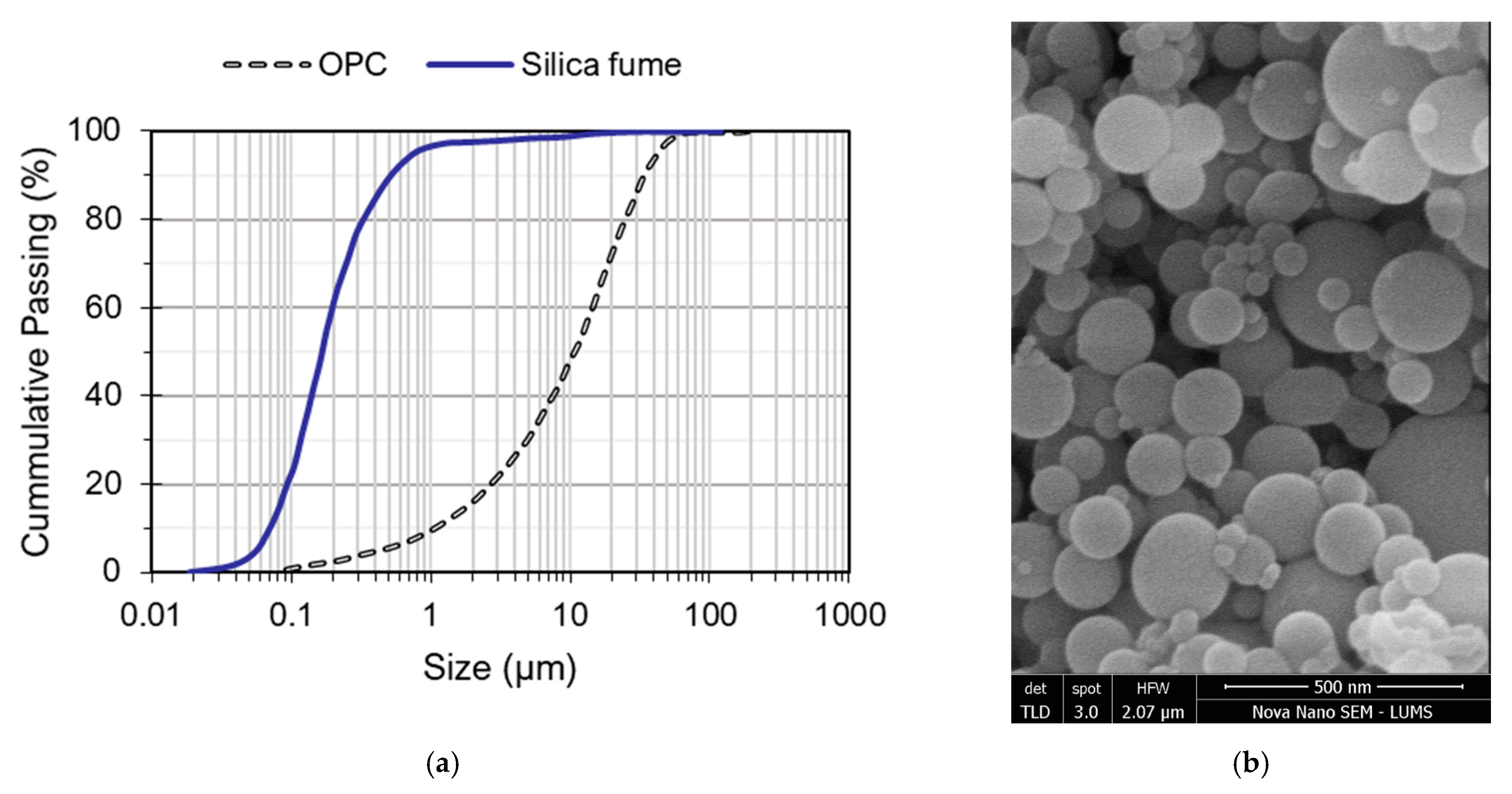
2.1.1. Binding Materials
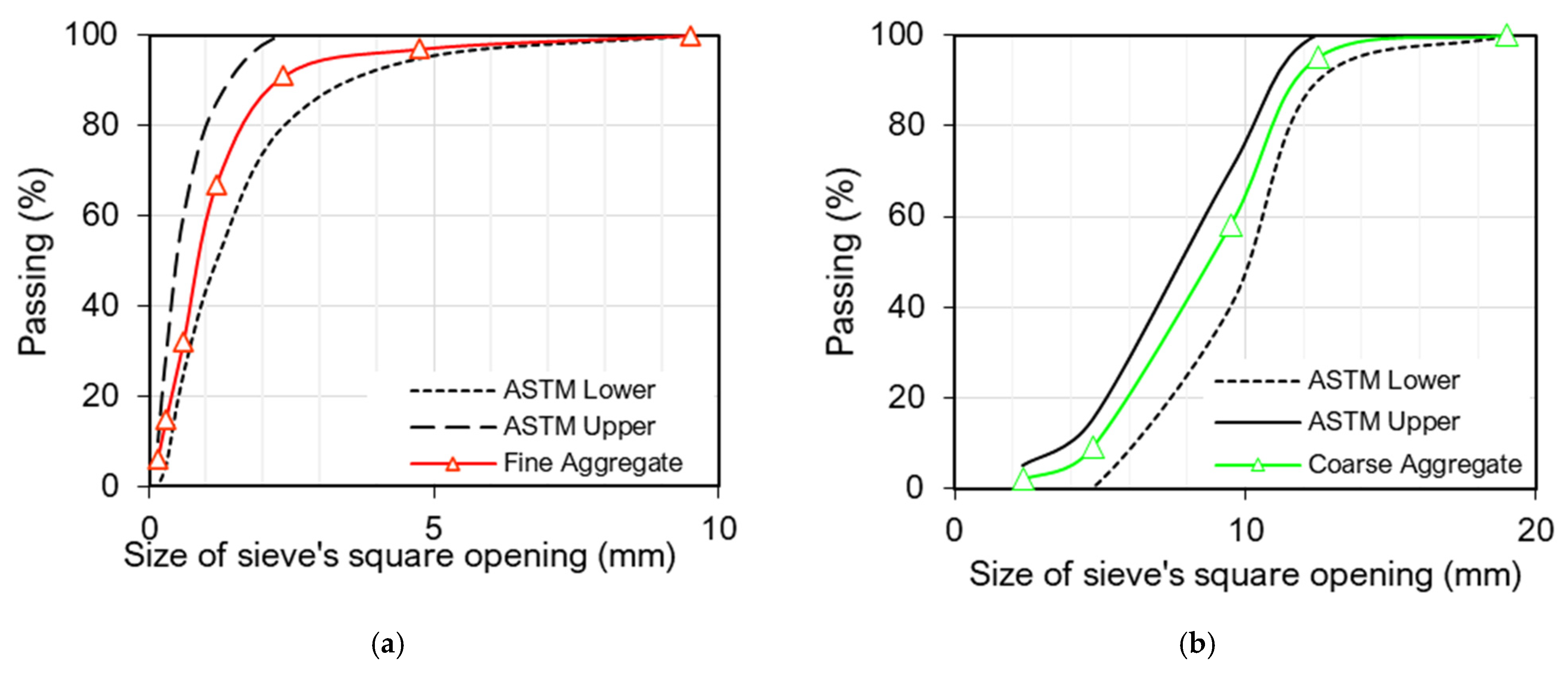
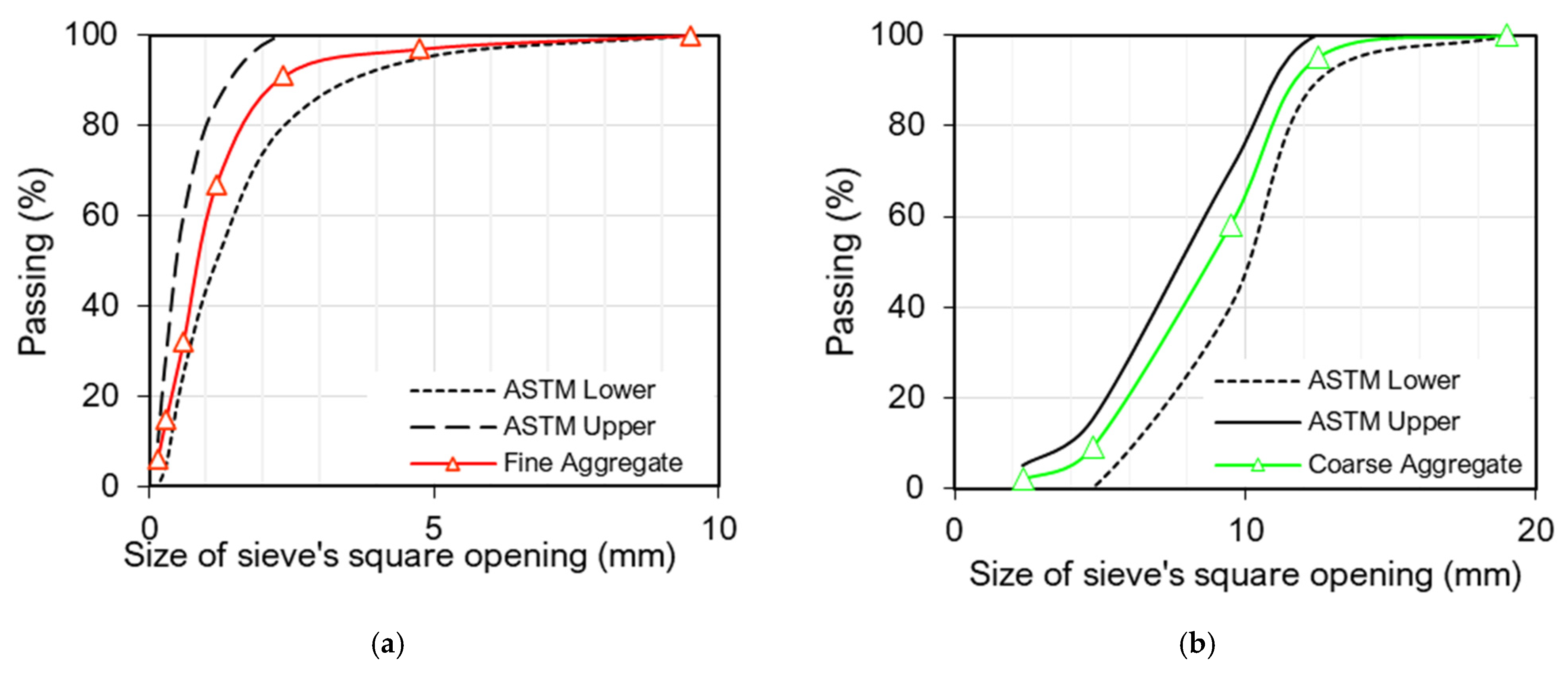
2.1.2. Aggregates
2.1.3. Water and Superplasticizer
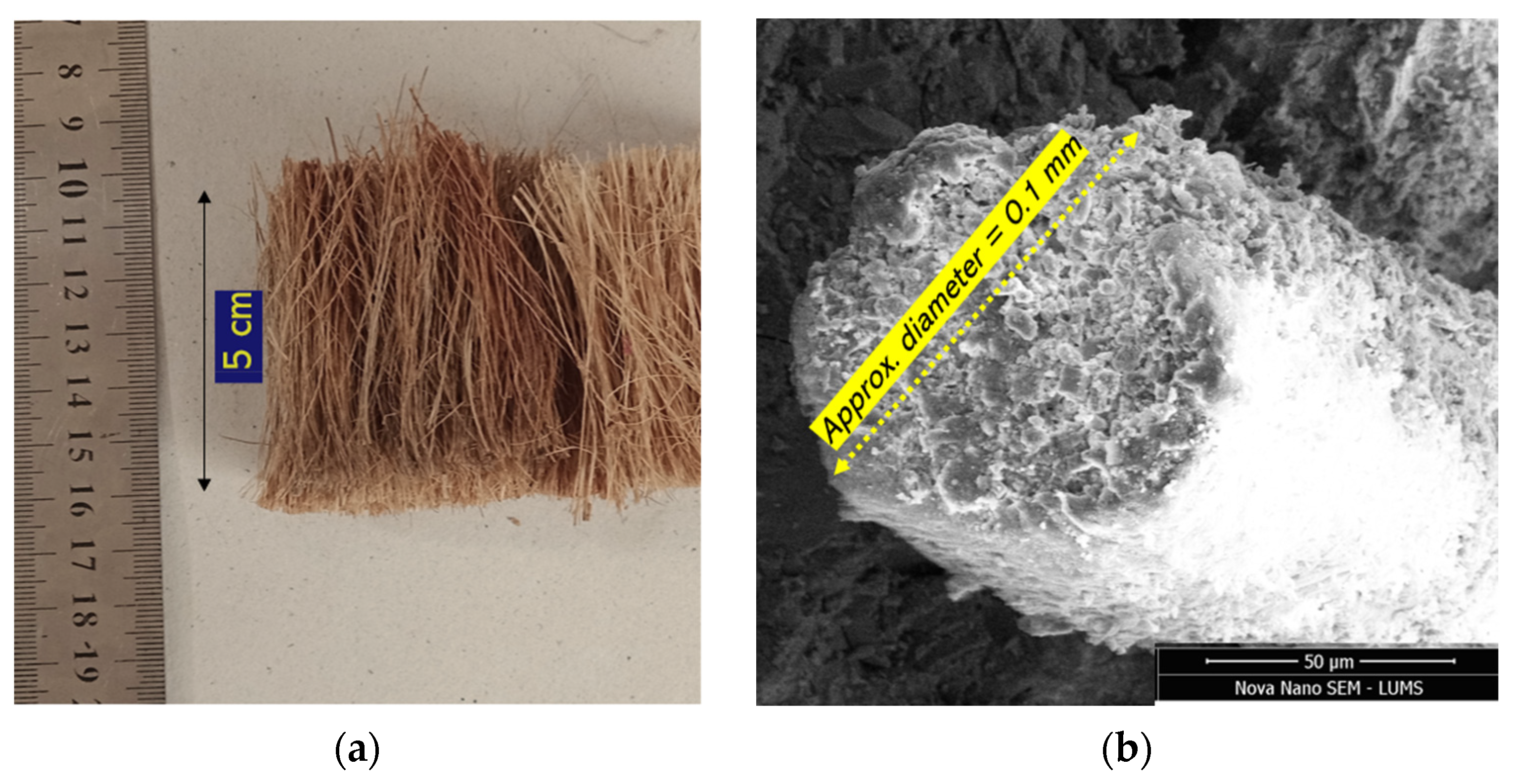
2.1.4. Coir or Coconut Fiber
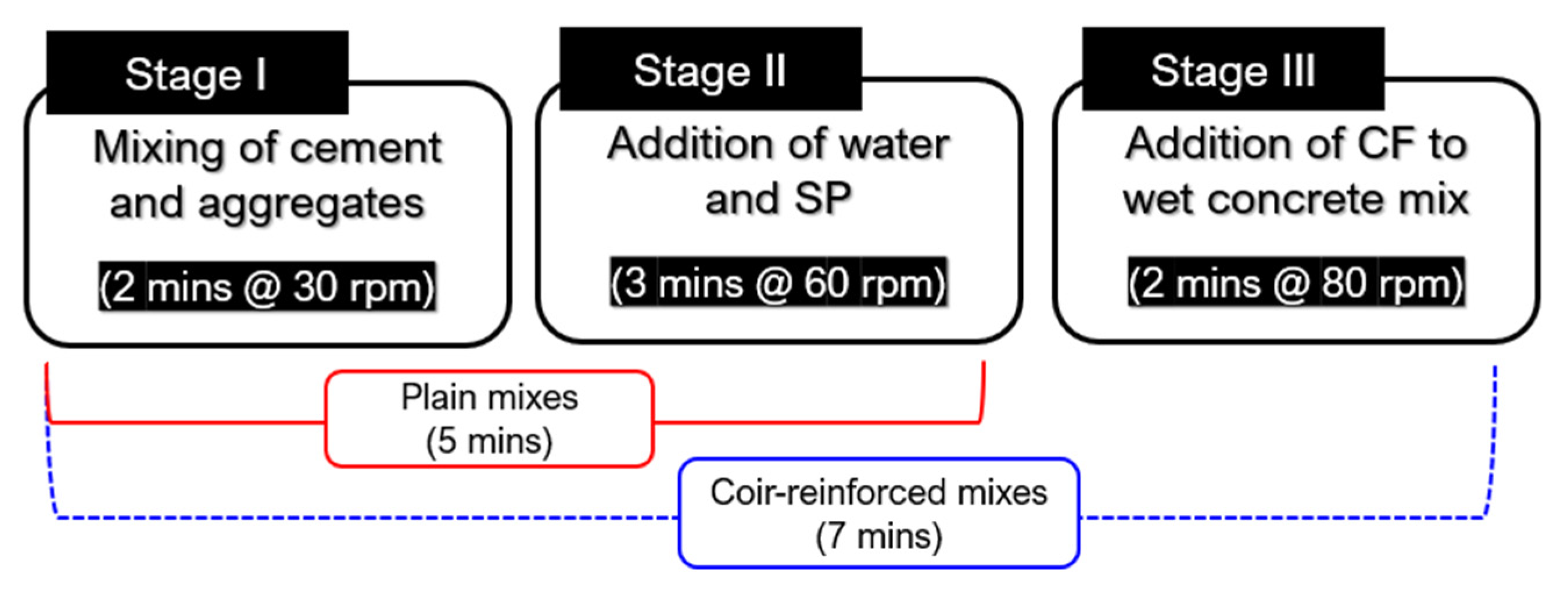
2.2. Details about the Preparation of Concrete Mixes
2.3. Experimental Testing Methods
3. Results and Discussion
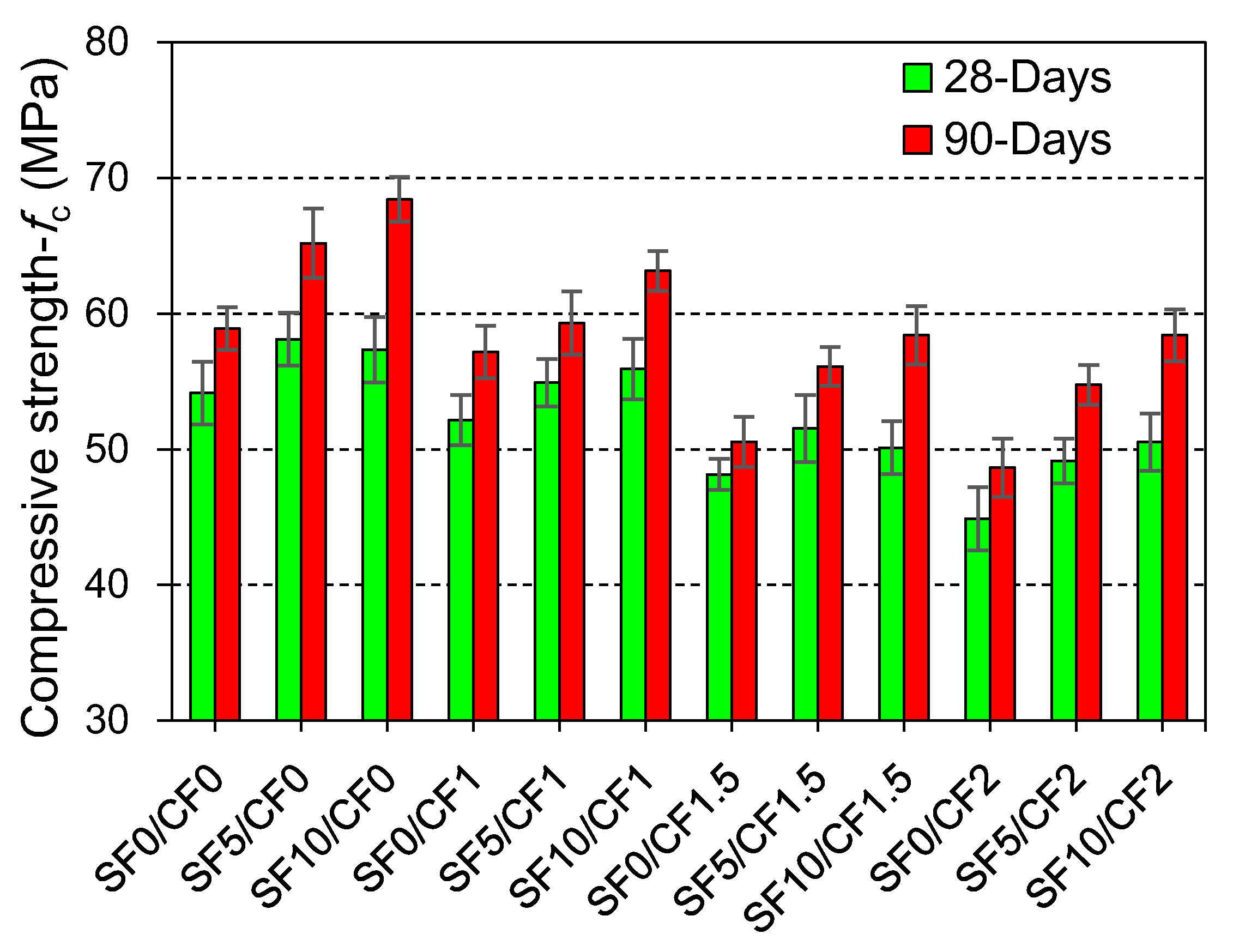
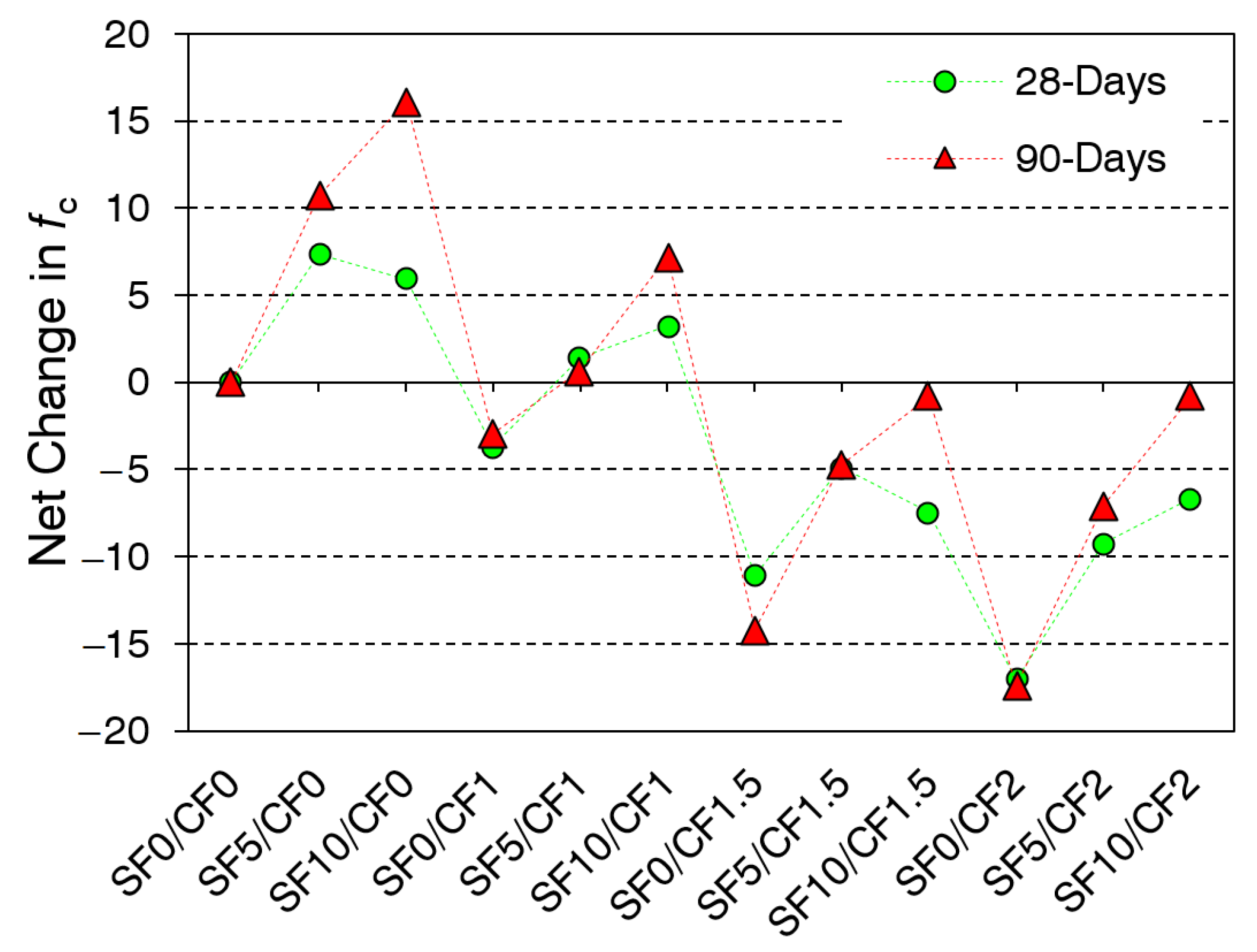
3.1. Compressive Strength
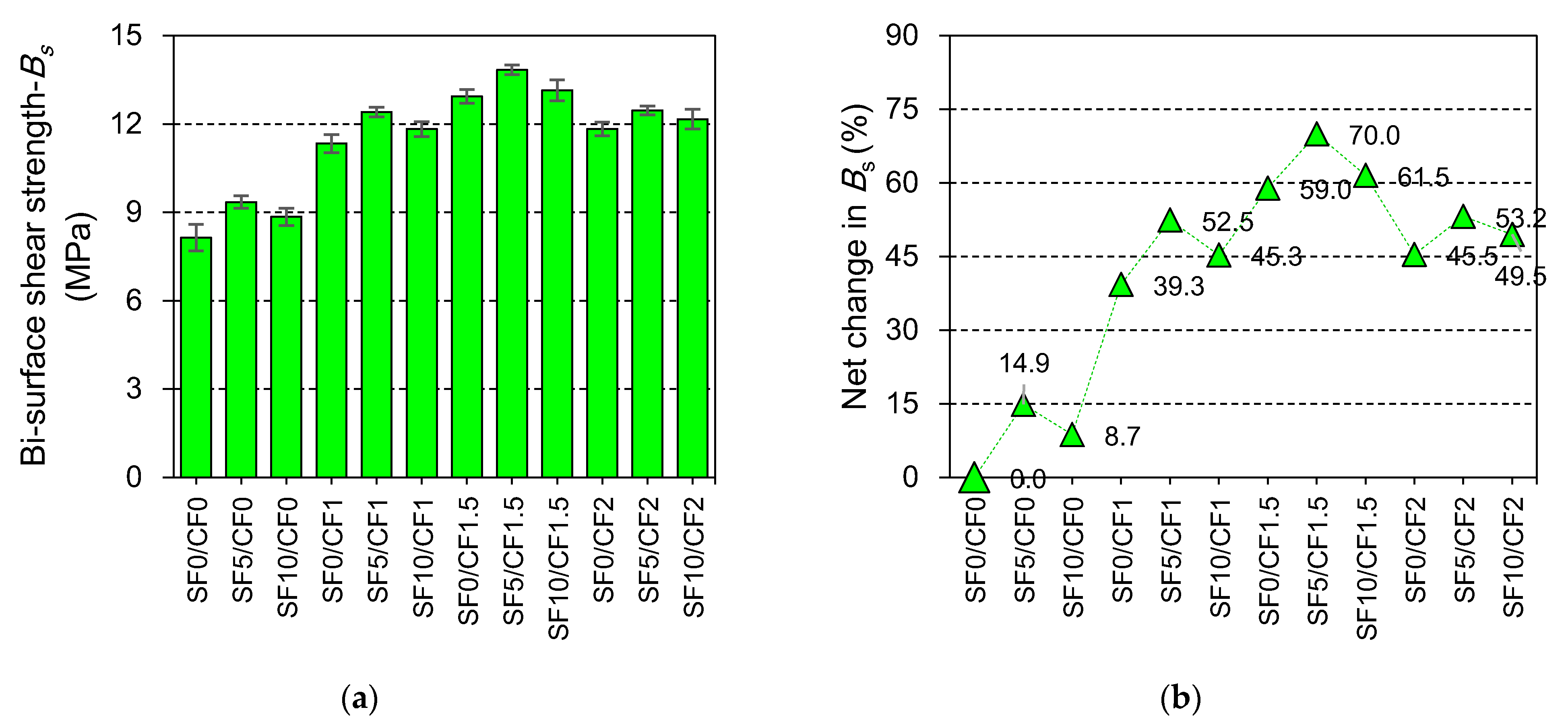
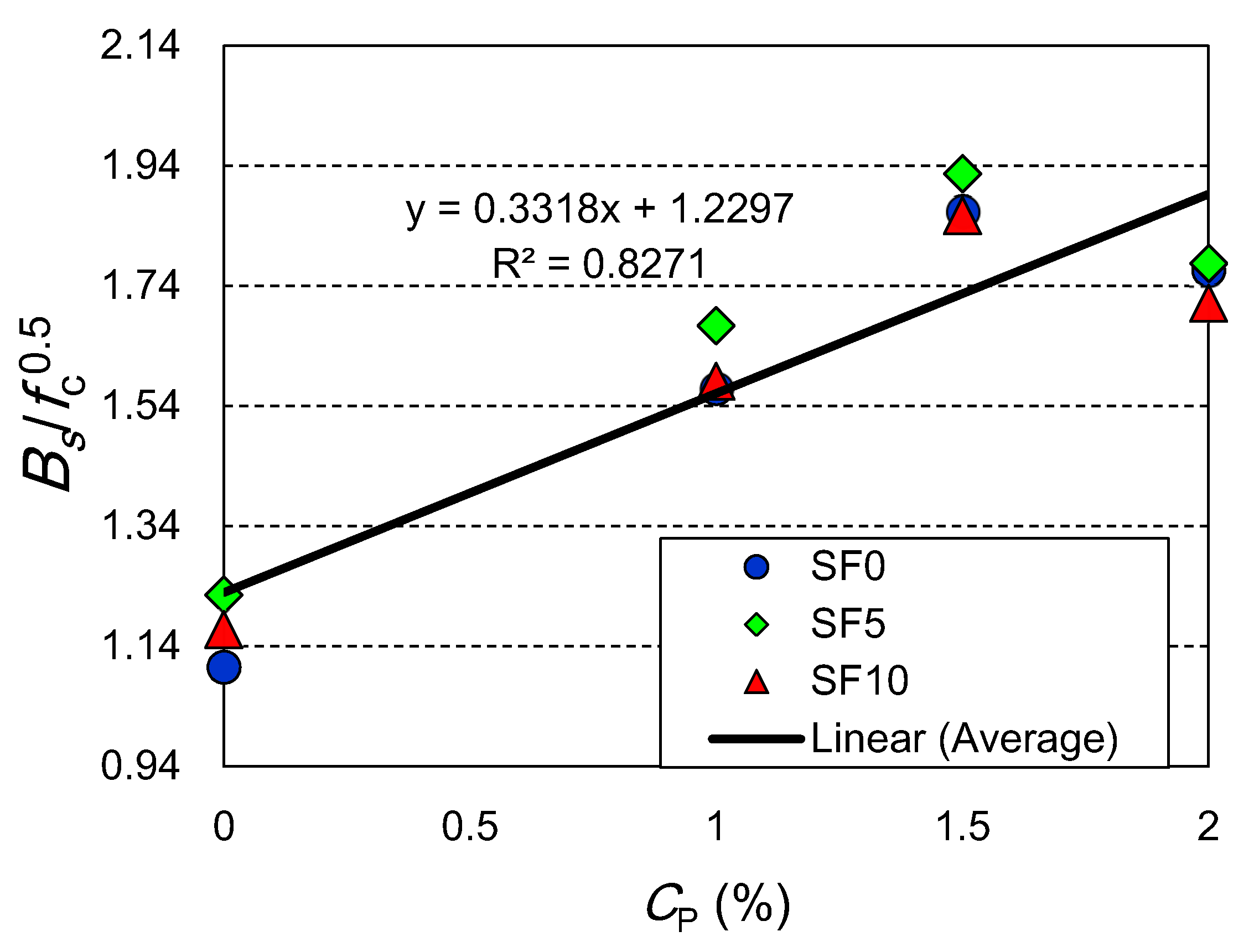
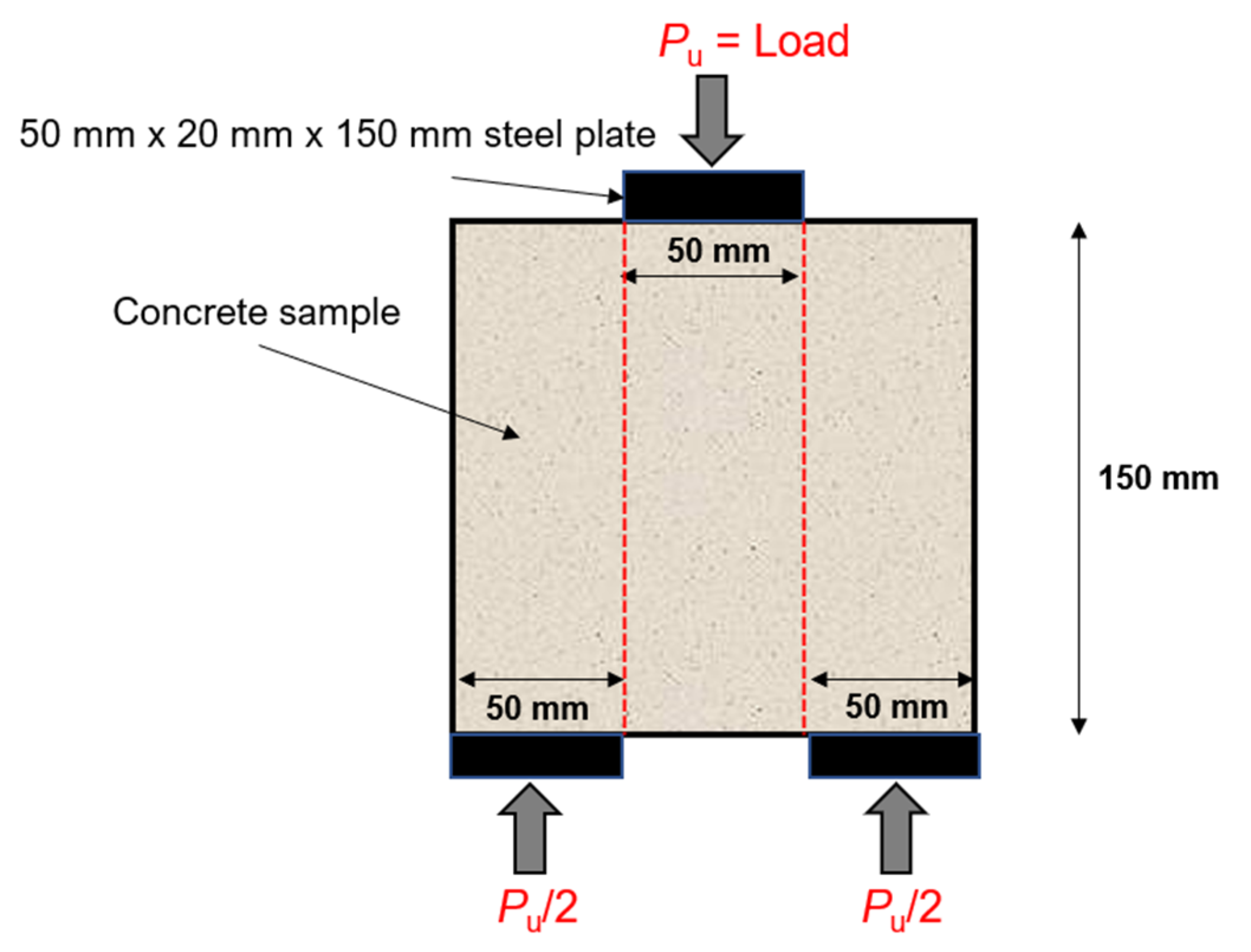
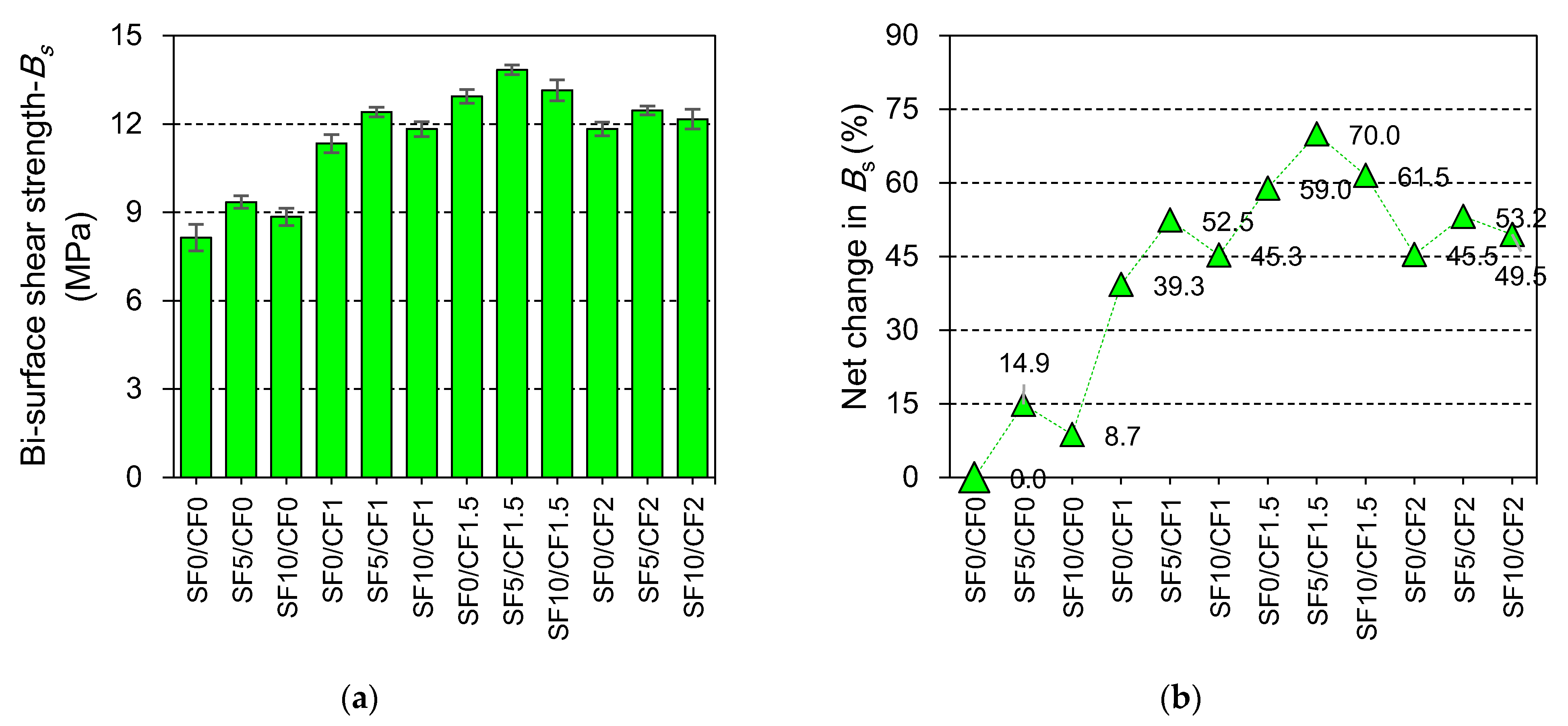
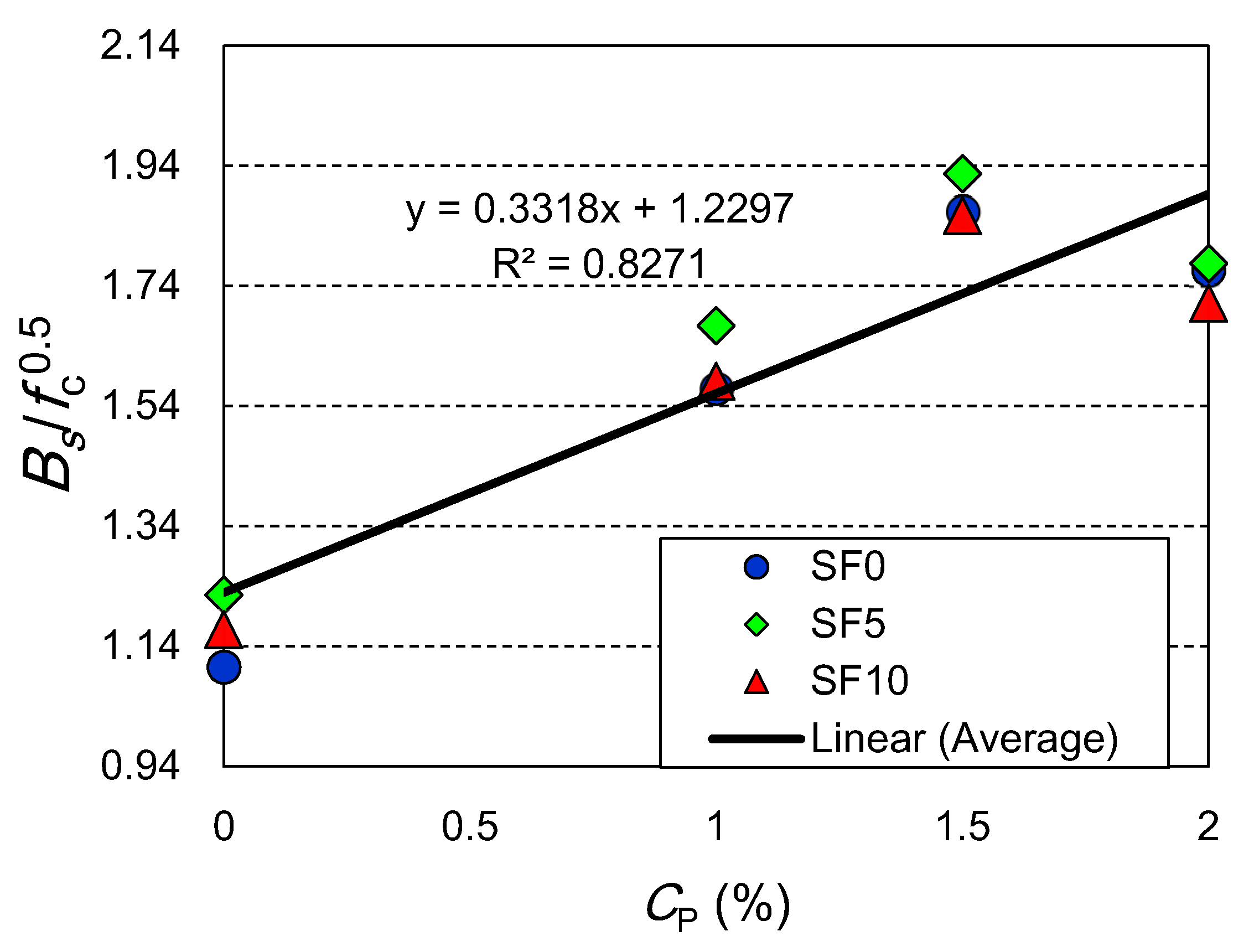
3.2. Shear Strength
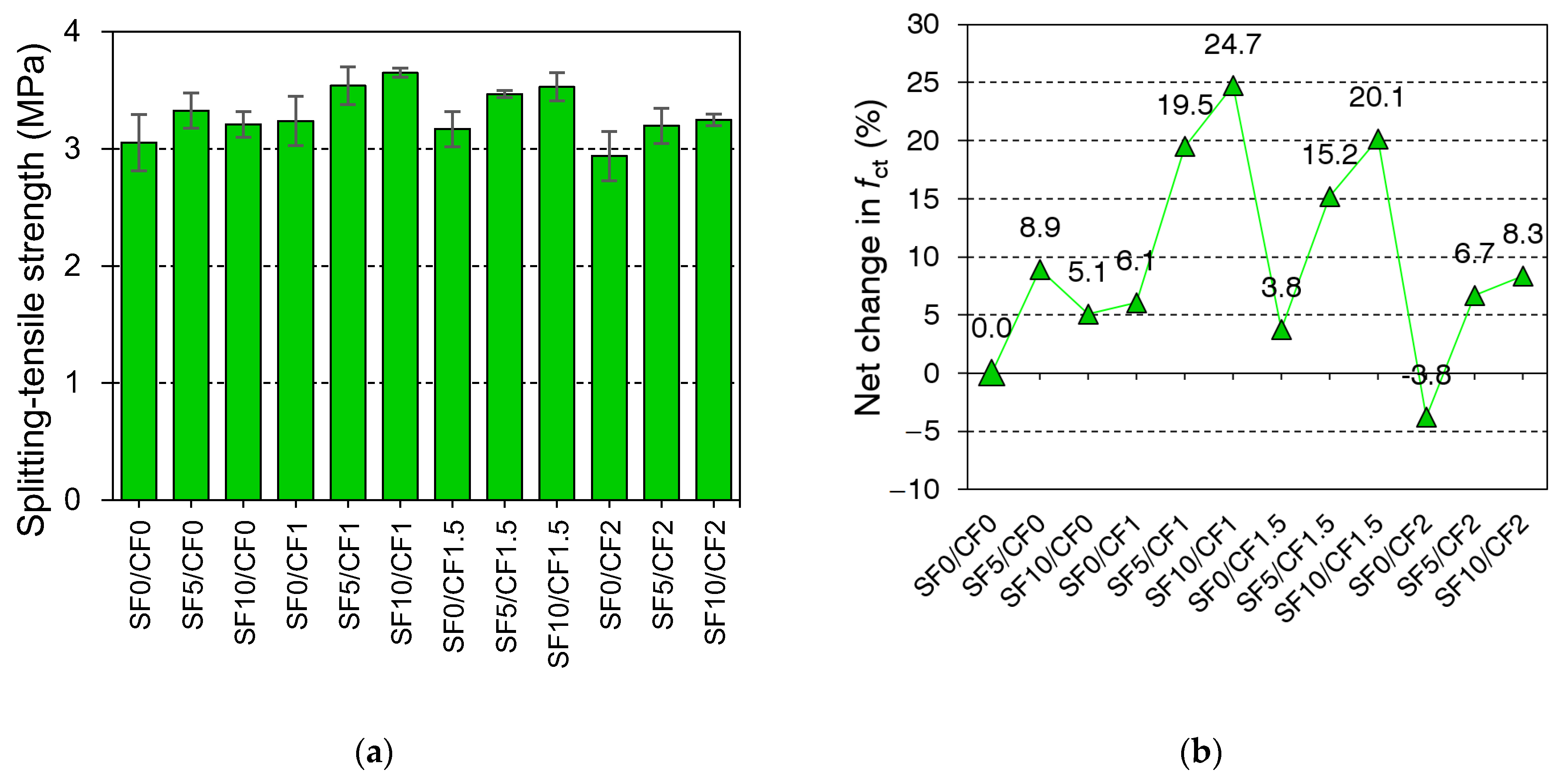
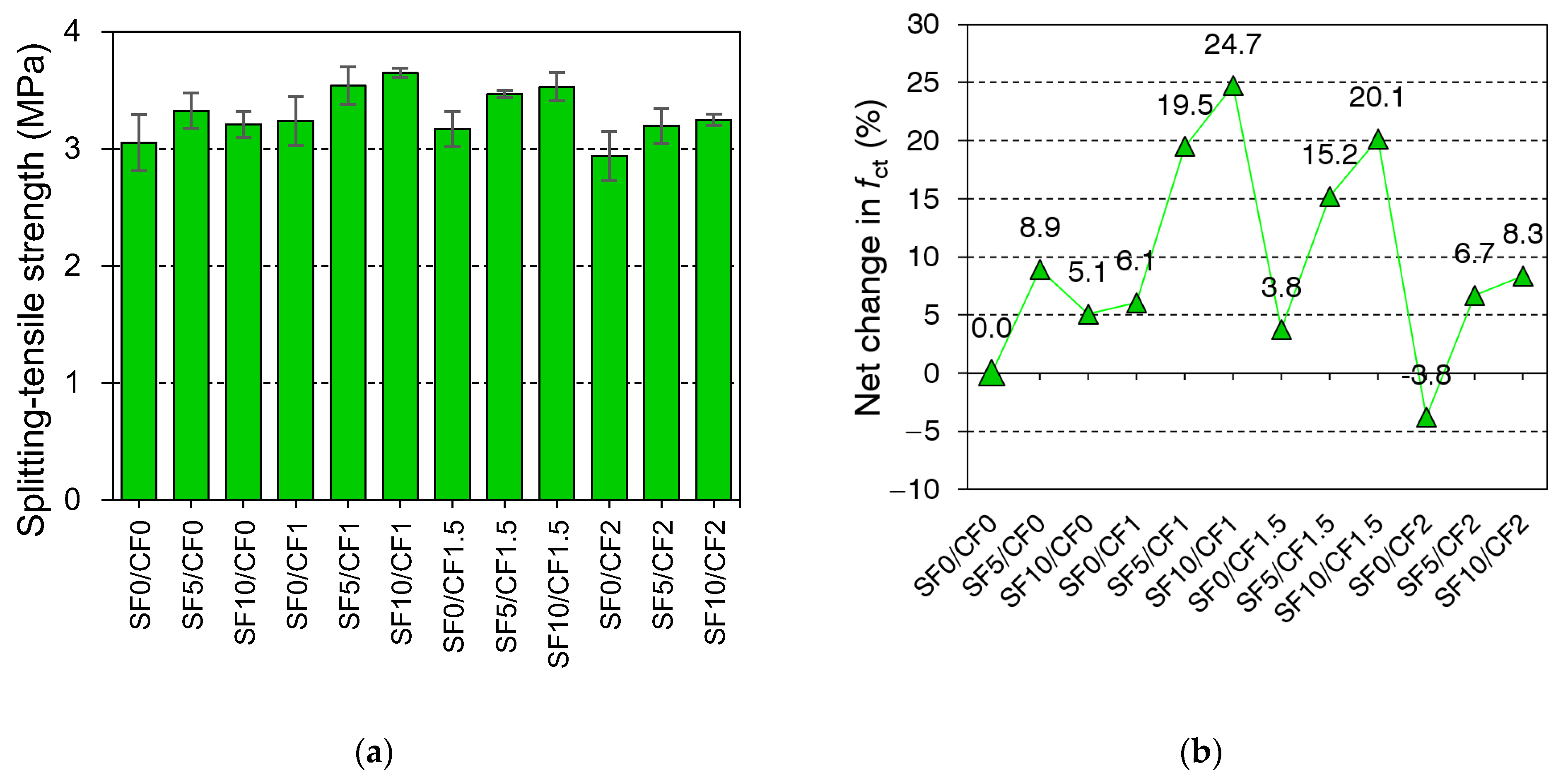
3.3. Splitting Tensile Strength
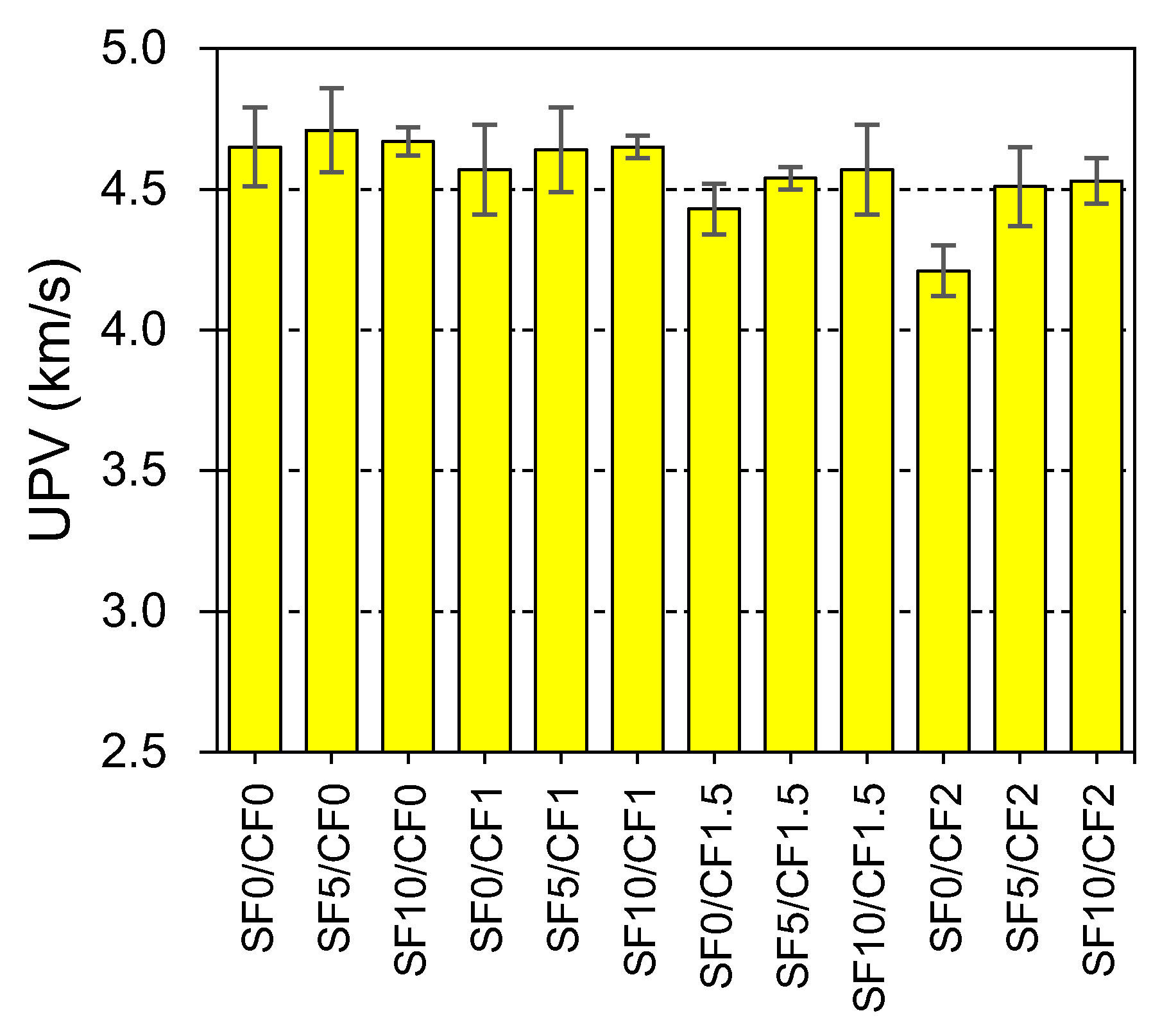
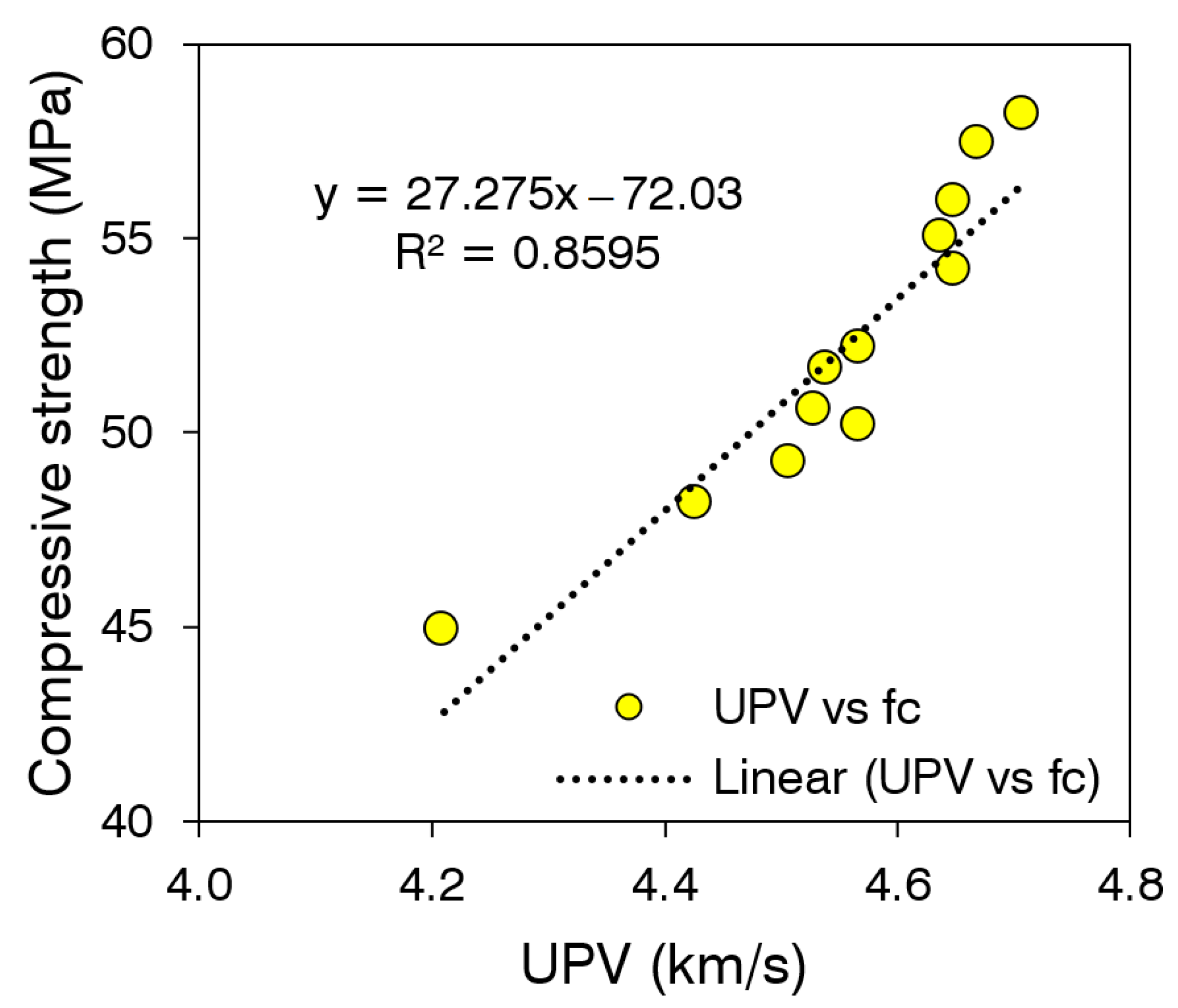
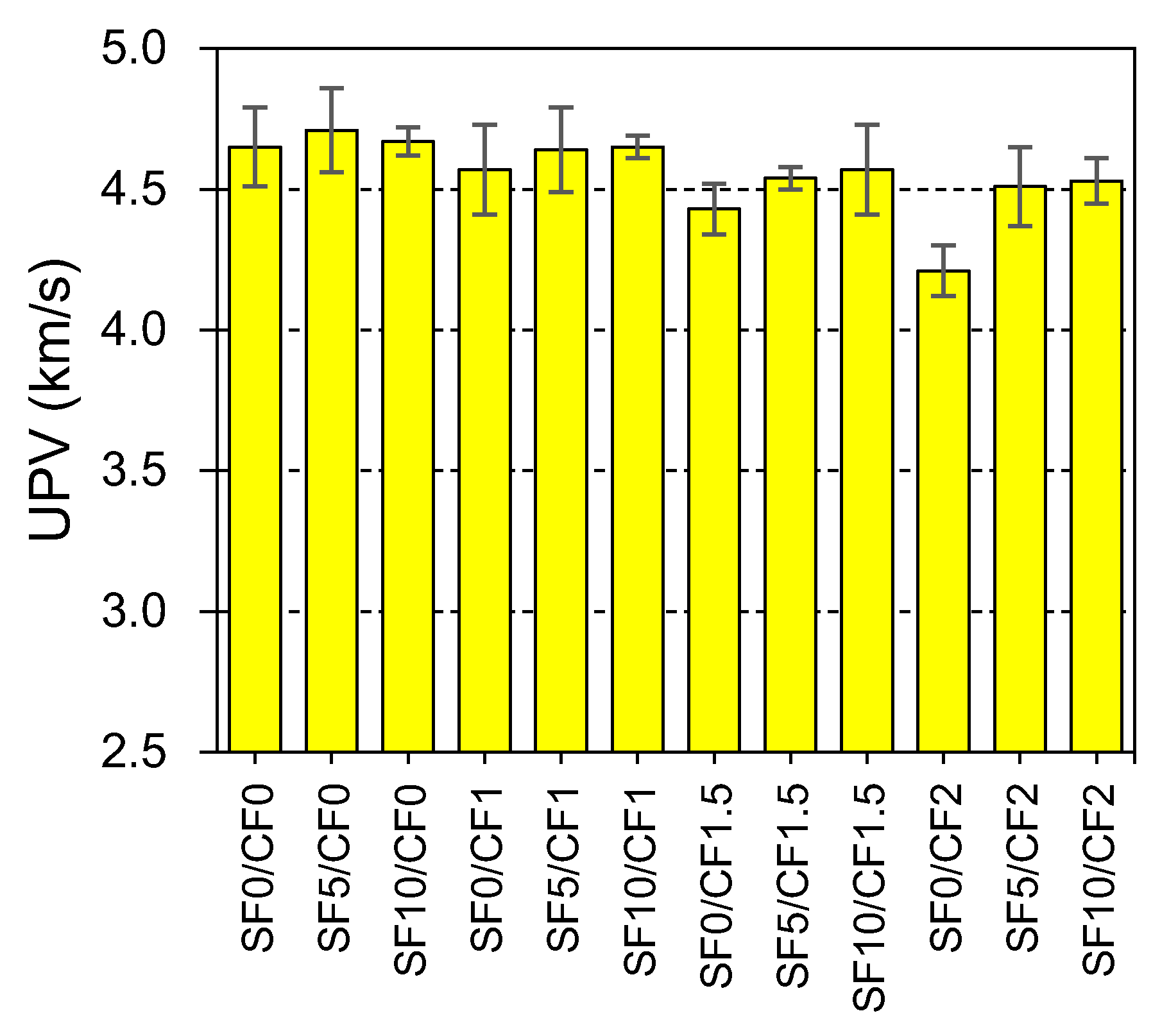
3.4. Ultrasonic Pulse Velocity (UPV)
3.5. Water Absorption Capacity
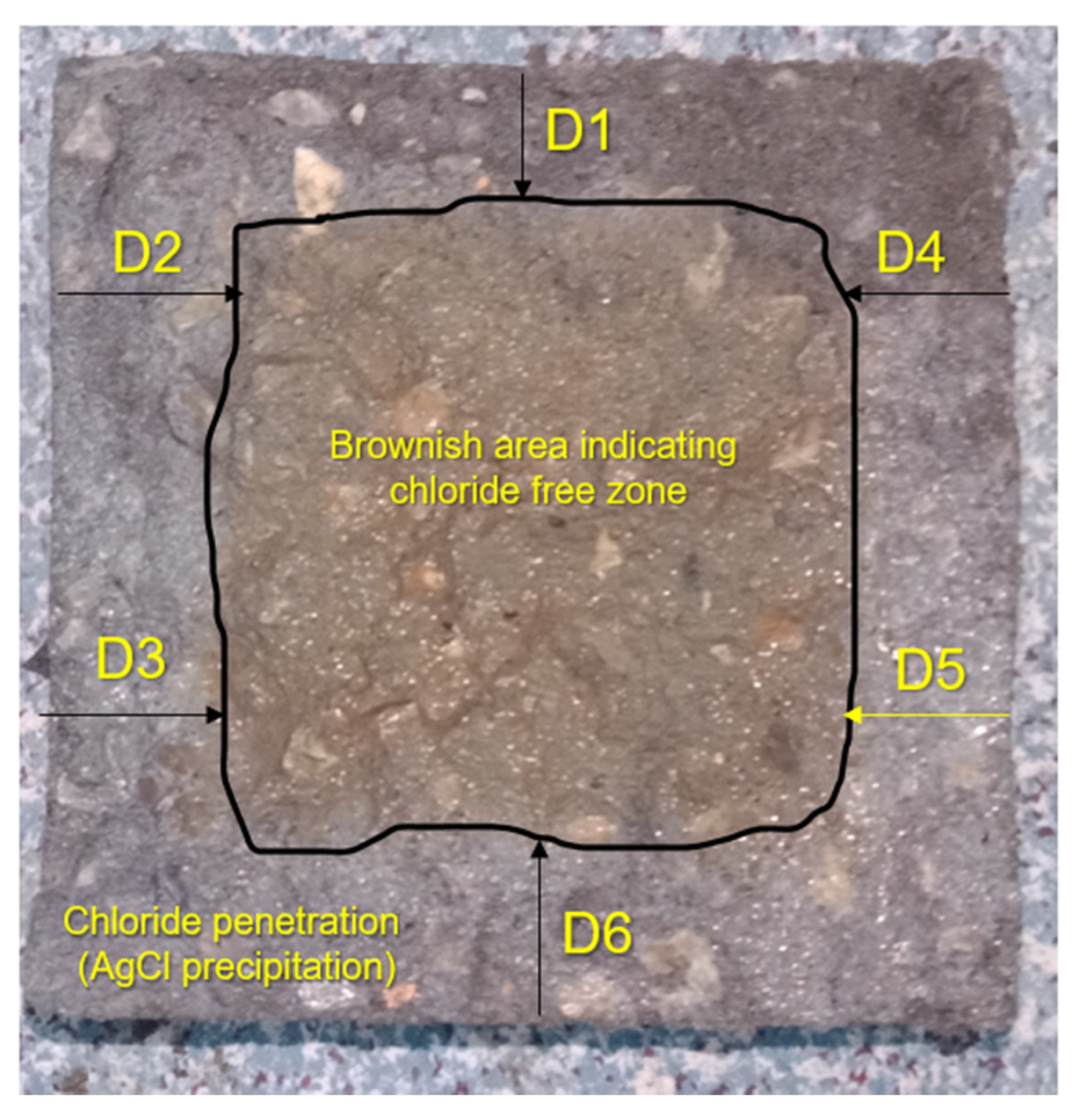
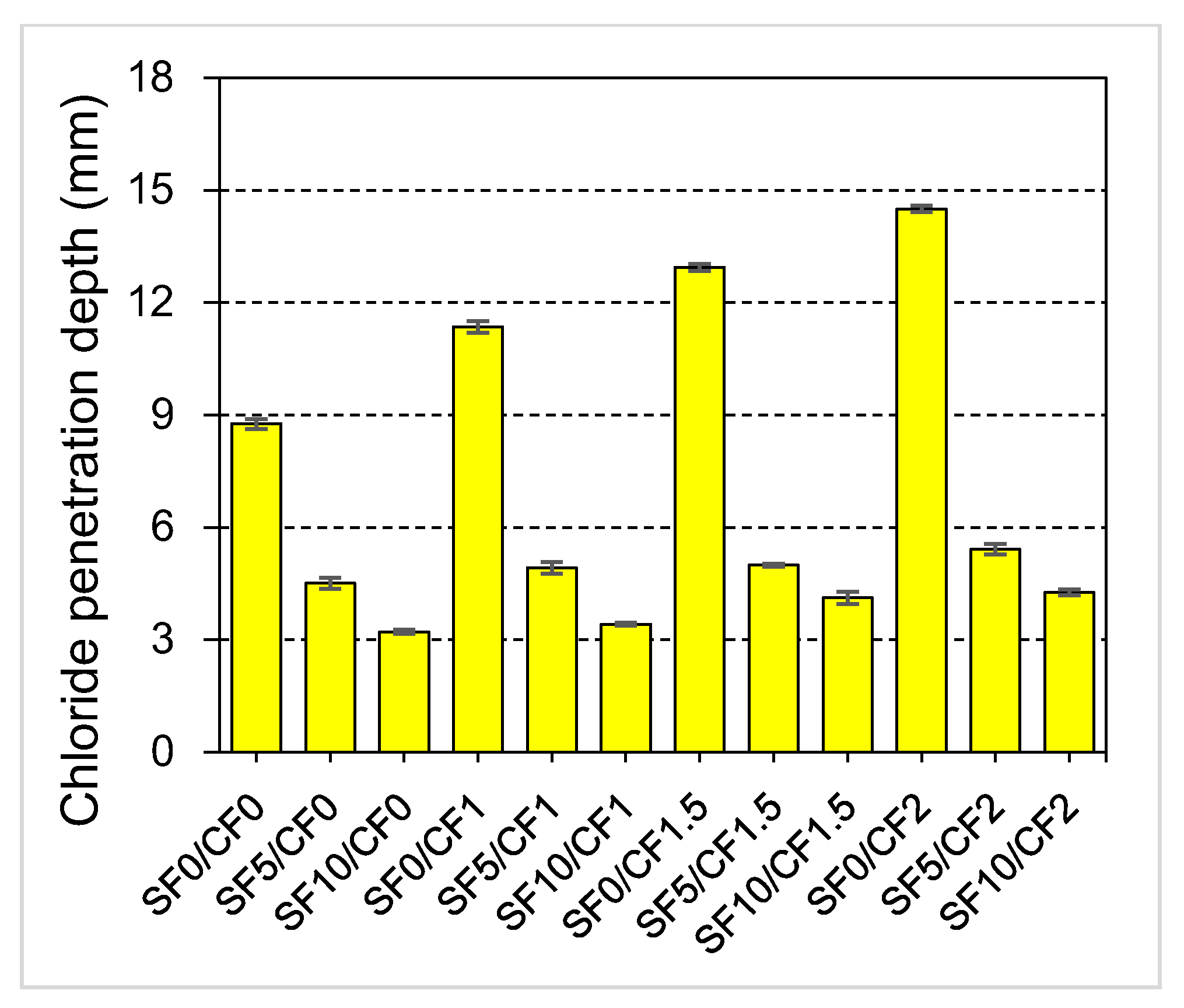
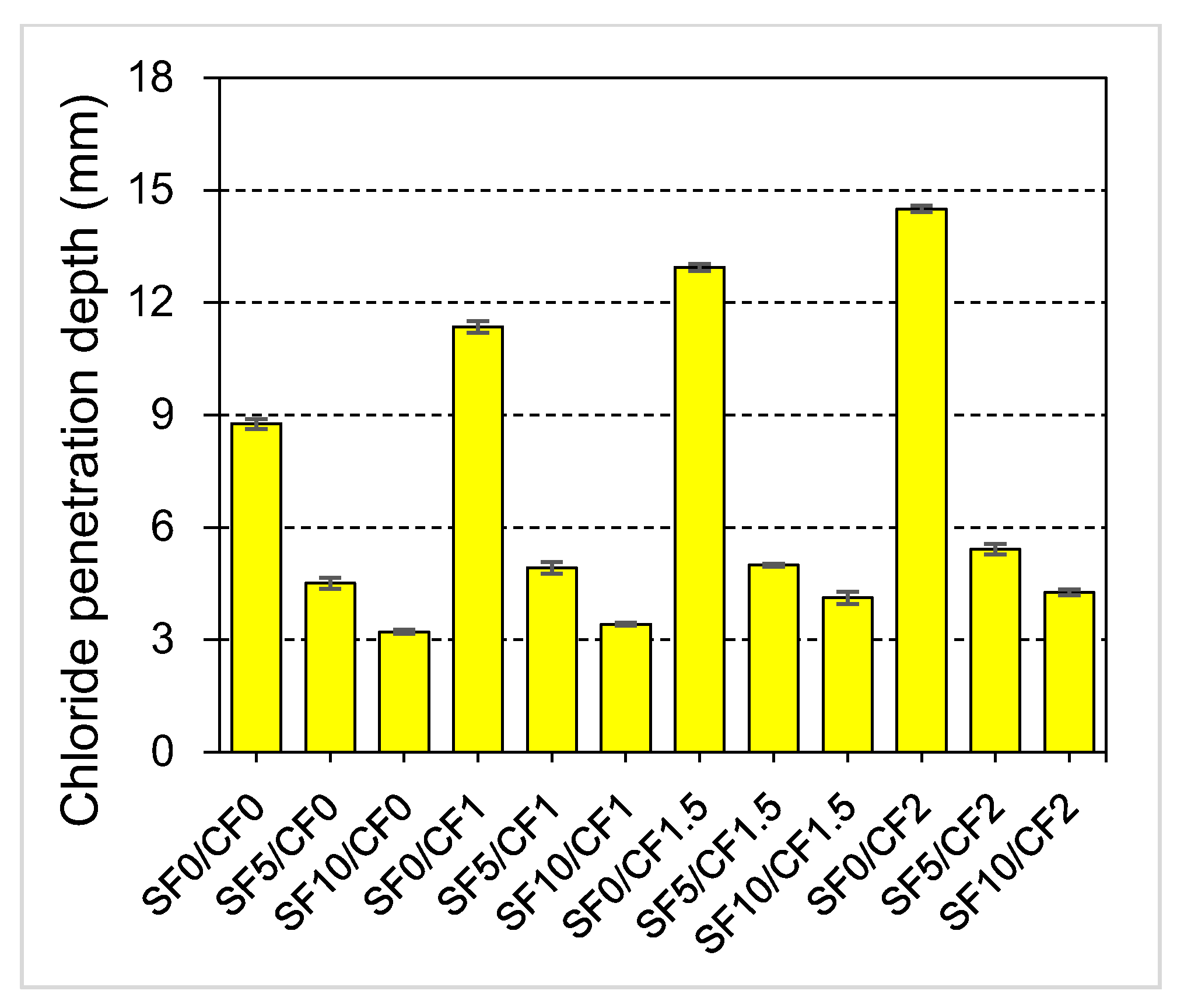
3.6. Depth of Chloride Ion Penetration
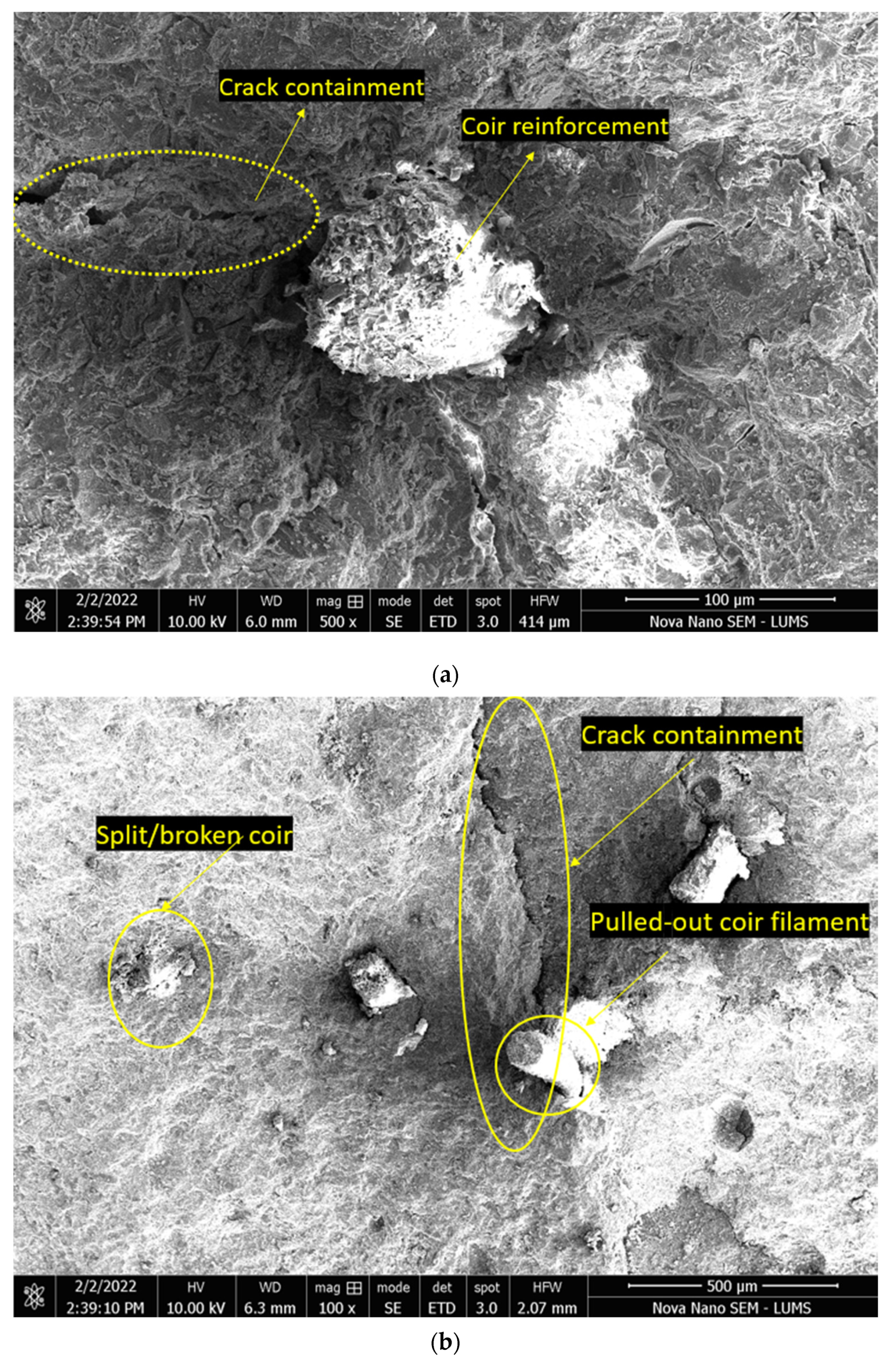
3.7. SEM Image Analysis
4. Conclusions
- The coir reinforcement demonstrated a negative effect on the compressive strength of HSC. Silica fume helped in controlling the negative effect of coir on the compressive strength of concrete.
- The shear strength of HSC improved drastically with the addition of both silica fume and coir. The maximum increase of about 45.5% in shear strength of HSC was observed upon the addition of 2% coir without silica fume. With 5% silica fume and 1.5% coir, the shear strength of HSC was increased by 70% compared to that of the plain HSC.
- The splitting tensile strength demonstrated a nominal change with the varying contents of coir. A maximum splitting tensile strength, about 6% higher than that of the plain HSC, was observed at 1% coir content. Higher contents of coir negatively affected the splitting tensile strength.
- The addition of silica fume with coir exhibited synergistic behavior in the results of splitting tensile strength, as silica fume improves the bond strength of fiber filaments by strengthening the binder matrix.
- The incorporation of low-density coir in the plain concrete reduces the UPV. However, CF-reinforced mixes containing silica fume exhibited higher UPV values compared to those without silica fume.
- The incorporation of coir drastically increased the water absorption and CPD in plain HSC. Silica fume controlled the negative effects of coir incorporation on the permeability-resistance of HSC.
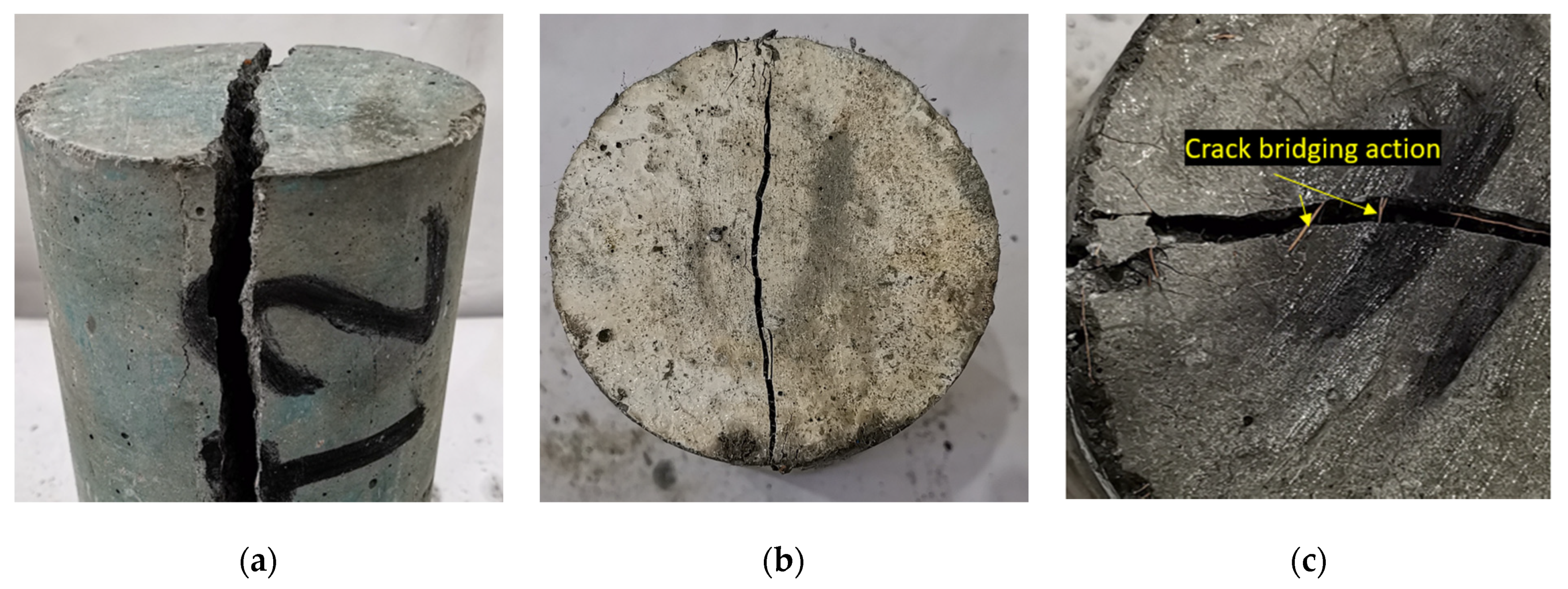
- SEM observations indicate a minor shrinkage in coir filaments, which might have increased pore connectivity. Furthermore, both pullout and breaking types of failures were observed for coir filaments.
- Based on the results of mechanical performance, 1% coir by wt. of binder can produce higher net gains in tensile and shear strength. For further enhancement of mechanical and durability performance of coir-reinforced HSC, the inclusion of 5% silica fume yields the best results.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kou, S.; Poon, C.; Agrela, F. Comparisons of natural and recycled aggregate concretes prepared with the addition of different mineral admixtures. Cem. Concr. Compos. 2011, 33, 788–795. [Google Scholar] [CrossRef]
- Afroughsabet, V.; Biolzi, L.; Ozbakkaloglu, T. Influence of double hooked-end steel fibers and slag on mechanical and durability properties of high performance recycled aggregate concrete. Compos. Struct. 2017, 181, 273–284. [Google Scholar] [CrossRef]
- Kurda, R.; Silvestre, J.D.; de Brito, J. Life cycle assessment of concrete made with high volume of recycled concrete aggregates and fly ash. Resour. Conserv. Recycl. 2018, 139, 407–417. [Google Scholar] [CrossRef]
- Jiang, X.; Xiao, R.; Bai, Y.; Huang, B.; Ma, Y. Influence of waste glass powder as a supplementary cementitious material (SCM) on physical and mechanical properties of cement paste under high temperatures. J. Clean. Prod. 2022, 340, 130778. [Google Scholar] [CrossRef]
- Afroughsabet, V.; Ozbakkaloglu, T. Mechanical and durability properties of high-strength concrete containing steel and polypropylene fibers. Constr. Build. Mater. 2015, 94, 73–82. [Google Scholar] [CrossRef]
- Faraj, R.H.; Sherwani, A.F.H.; Daraei, A. Mechanical, fracture and durability properties of self-compacting high strength concrete containing recycled polypropylene plastic particles. J. Build. Eng. 2019, 25, 100808. [Google Scholar] [CrossRef]
- Passuello, A.; Moriconi, G.; Shah, S.P. Cracking behavior of concrete with shrinkage reducing admixtures and PVA fibers. Cem. Concr. Compos. 2009, 31, 699–704. [Google Scholar] [CrossRef]
- Cao, M.; Zhang, C.; Lv, H. Mechanical response and shrinkage performance of cementitious composites with a new fiber hybridization. Constr. Build. Mater. 2014, 57, 45–52. [Google Scholar] [CrossRef]
- Zain, M.F.M.; Mahmud, H.B.; Ilham, A.; Faizal, M. Prediction of splitting tensile strength of high-performance concrete. Cem. Concr. Res. 2002, 32, 1251–1258. [Google Scholar] [CrossRef]
- Afroughsabet, V.; Biolzi, L.; Monteiro, P.J.M. The effect of steel and polypropylene fibers on the chloride diffusivity and drying shrinkage of high-strength concrete. Compos. Part B Eng. 2018, 139, 84–96. [Google Scholar] [CrossRef]
- Xiong, C.; Li, Q.; Lan, T.; Li, H.; Long, W.; Xing, F. Sustainable use of recycled carbon fiber reinforced polymer and crumb rubber in concrete: Mechanical properties and ecological evaluation. J. Clean. Prod. 2021, 279, 123624. [Google Scholar] [CrossRef]
- Xie, J.; Zhang, Z.; Lu, Z.; Sun, M. Coupling effects of silica fume and steel-fiber on the compressive behaviour of recycled aggregate concrete after exposure to elevated temperature. Constr. Build. Mater. 2018, 184, 752–764. [Google Scholar] [CrossRef]
- Ali, B. Development of environment-friendly and ductile recycled aggregate concrete through synergetic use of hybrid fibers. Environ. Sci. Pollut. Res. 2022, 1–12. [Google Scholar] [CrossRef] [PubMed]
- Khan, M.; Ali, M. Use of glass and nylon fibers in concrete for controlling early age micro cracking in bridge decks. Constr. Build. Mater. 2016, 125, 800–808. [Google Scholar] [CrossRef]
- Afroughsabet, V.; Biolzi, L.; Ozbakkaloglu, T. High-performance fiber-reinforced concrete: A review. J. Mater. Sci. 2016, 51, 6517–6551. [Google Scholar] [CrossRef] [Green Version]
- Ali, B.; Qureshi, L.A.; Khan, S.U. Flexural behavior of glass fiber-reinforced recycled aggregate concrete and its impact on the cost and carbon footprint of concrete pavement. Constr. Build. Mater. 2020, 262, 120820. [Google Scholar] [CrossRef]
- Khan, M.; Cao, M.; Xie, C.; Ali, M. Efficiency of basalt fiber length and content on mechanical and microstructural properties of hybrid fiber concrete. Fatigue Fract. Eng. Mater. Struct. 2021, 44, 2135–2152. [Google Scholar] [CrossRef]
- Cao, M.; Xie, C.; Li, L.; Khan, M. Effect of different PVA and steel fiber length and content on mechanical properties of CaCO 3 whisker reinforced cementitious composites. Mater. Constr. 2019, 69, e200. [Google Scholar] [CrossRef] [Green Version]
- Kizilkanat, A.B.; Kabay, N.; Akyüncü, V.; Chowdhury, S.; Akça, A.H. Mechanical properties and fracture behavior of basalt and glass fiber reinforced concrete: An experimental study. Constr. Build. Mater. 2015, 100, 218–224. [Google Scholar] [CrossRef]
- Raza, S.S.; Qureshi, L.A.; Ali, B.; Raza, A.; Khan, M.M. Effect of different fibers (steel fibers, glass fibers, and carbon fibers) on mechanical properties of reactive powder concrete. Struct. Concr. 2020, 22, 334–346. [Google Scholar] [CrossRef]
- Cao, R.; Yang, H.; Lu, G. Effects of high temperature on the burst process of carbon fiber/PVA fiber high-strength concretes. Materials 2019, 12, 973. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chan, R.; Santana, M.A.; Oda, A.M.; Paniguel, R.C.; Vieira, L.B.; Figueiredo, A.D.; Galobardes, I. Analysis of potential use of fibre reinforced recycled aggregate concrete for sustainable pavements. J. Clean. Prod. 2019, 218, 183–191. [Google Scholar] [CrossRef]
- Ali, B.; Qureshi, L.A.; Kurda, R. Environmental and economic benefits of steel, glass, and polypropylene fiber reinforced cement composite application in jointed plain concrete pavement. Compos. Commun. 2020, 22, 100437. [Google Scholar] [CrossRef]
- Frazão, C.; Barros, J.; Bogas, J.A.; García-Cortés, V.; Valente, T. Technical and environmental potentialities of recycled steel fiber reinforced concrete for structural applications. J. Build. Eng. 2022, 45, 103579. [Google Scholar] [CrossRef]
- Ahmadi, M.; Farzin, S.; Hassani, A.; Motamedi, M. Mechanical properties of the concrete containing recycled fibers and aggregates. Constr. Build. Mater. 2017, 144, 392–398. [Google Scholar] [CrossRef]
- Liew, K.M.; Akbar, A. The recent progress of recycled steel fiber reinforced concrete. Constr. Build. Mater. 2020, 232, 117232. [Google Scholar] [CrossRef]
- Serdar, M.; Baričević, A.; Jelčić Rukavina, M.; Pezer, M.; Bjegović, D.; Štirmer, N. Shrinkage behaviour of fibre reinforced concrete with recycled tyre polymer fibres. Int. J. Polym. Sci. 2015, 2015, 145918. [Google Scholar] [CrossRef] [Green Version]
- Chen, M.; Zhong, H.; Zhang, M. Flexural fatigue behaviour of recycled tyre polymer fibre reinforced concrete. Cem. Concr. Compos. 2020, 105, 103441. [Google Scholar] [CrossRef]
- Akbar, A.; Kodur, V.K.R.; Liew, K.M. Microstructural changes and mechanical performance of cement composites reinforced with recycled carbon fibers. Cem. Concr. Compos. 2021, 121, 104069. [Google Scholar] [CrossRef]
- Islam, M.S.; Ahmed, S.J.U. Influence of jute fiber on concrete properties. Constr. Build. Mater. 2018, 189, 768–776. [Google Scholar] [CrossRef]
- Ahmad, W.; Farooq, S.H.; Usman, M.; Khan, M.; Ahmad, A.; Aslam, F.; Yousef, R.A.; Abduljabbar, H.A.; Sufian, M. Effect of coconut fiber length and content on properties of high strength concrete. Materials 2020, 13, 1075. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sabarish, K.V.; Paul, P.; Bhuvaneshwari; Jones, J. An experimental investigation on properties of sisal fiber used in the concrete. Mater. Today Proc. 2020, 22, 439–443. [Google Scholar] [CrossRef]
- Li, Z.; Wang, L.; Wang, X. Compressive and flexural properties of hemp fiber reinforced concrete. Fibers Polym. 2004, 5, 187–197. [Google Scholar] [CrossRef]
- Elbehiry, A.; Elnawawy, O.; Kassem, M.; Zaher, A.; Mostafa, M. FEM evaluation of reinforced concrete beams by hybrid and banana fiber bars (BFB). Case Stud. Constr. Mater. 2021, 14, e00479. [Google Scholar] [CrossRef]
- FAOUN Crops an Livestock Yield; Food and Agriculture Organization of the United Nations: Rome, Italy, 2020.
- Ahuja, S.C.; Ahuja, U.; Ahuja, S. Coconut-History, Uses, and Folklore. Asian Agrihist. 2014, 18, 221–248. [Google Scholar]
- Tomlinson, P.B. The Coconut Palm. Yan Frémond, Robert Ziller, and M. De Nucé De Lamothe. Translated from the French Edition (Paris, 1966); International Potash Institute: Berne, Switzerland, 1968; 225p. [Google Scholar]
- Hasan, K.M.F.; Horváth, P.G.; Bak, M.; Alpár, T. A state-of-the-art review on coir fiber-reinforced biocomposites. RSC Adv. 2021, 11, 10548–10571. [Google Scholar] [CrossRef]
- Goyat, V.; Ghangas, G.; Sirohi, S.; Kumar, A.; Nain, J. A review on mechanical properties of coir based composites. Mater. Today Proc. 2021, in press. [Google Scholar] [CrossRef]
- Hwang, C.-L.; Tran, V.-A.; Hong, J.-W.; Hsieh, Y.-C. Effects of short coconut fiber on the mechanical properties, plastic cracking behavior, and impact resistance of cementitious composites. Constr. Build. Mater. 2016, 127, 984–992. [Google Scholar] [CrossRef]
- Yadav, S.K.; Singh, A. An Experimental Study on Coconut Fiber Reinforced Concrete. Int. Res. J. Eng. Technol. 2019, 6, 2250–2254. [Google Scholar]
- Ting, T.L.; Jaya, R.P.; Hassan, N.A.; Yaacob, H.; Jayanti, D.S. A review of utilization of coconut shell and coconut fiber in road construction. J. Teknol. 2015, 76. [Google Scholar] [CrossRef] [Green Version]
- Syed, H.; Nerella, R.; Madduru, S.R.C. Role of coconut coir fiber in concrete. Mater. Today Proc. 2020, 27, 1104–1110. [Google Scholar] [CrossRef]
- Reamei, S.; Raj, A.; Kumar, R.; Thakur, R.K.; Kumar, S.K. Combined Effect of Glass powder & Coconut fiber on strength of Concrete. Int. Res. J. Eng. Technol. 2019, 6, 6557–6560. [Google Scholar]
- Ali, M.; Liu, A.; Sou, H.; Chouw, N. Mechanical and dynamic properties of coconut fibre reinforced concrete. Constr. Build. Mater. 2012, 30, 814–825. [Google Scholar] [CrossRef]
- Baruah, P.; Talukdar, S. A comparative study of compressive, flexural, tensile and shear strength of concrete with fibres of different origins. Indian Concr. J. 2007, 81, 17–24. [Google Scholar]
- Khan, M.; Ali, M. Effect of super plasticizer on the properties of medium strength concrete prepared with coconut fiber. Constr. Build. Mater. 2018, 182, 703–715. [Google Scholar] [CrossRef]
- Sekar, A.; Kandasamy, G. Optimization of coconut fiber in coconut shell concrete and its mechanical and bond properties. Materials 2018, 11, 1726. [Google Scholar] [CrossRef] [Green Version]
- Mydin, M.A.O.; Mohamad, N.; Samad, A.A.A.; Johari, I.; Munaaim, M.A.C. Durability performance of foamed concrete strengthened with chemical treated (NaOH) coconut fiber. In Proceedings of the AIP Conference Proceedings; AIP Publishing LLC: Melvill, NY, USA, 2018; Volume 2016, p. 20109. [Google Scholar]
- Ramli, M.; Kwan, W.H.; Abas, N.F. Strength and durability of coconut-fiber-reinforced concrete in aggressive environments. Constr. Build. Mater. 2013, 38, 554–566. [Google Scholar] [CrossRef]
- Sivaraja, M.; Velmani, N.; Pillai, M.S. Study on durability of natural fibre concrete composites using mechanical strength and microstructural properties. Bull. Mater. Sci. 2010, 33, 719–729. [Google Scholar] [CrossRef] [Green Version]
- Ahmad, A.; Adil, M.; Khalil, A.; Rahman, M. Mechanical properties and durability of boardcrete blocks prepared from recycled cardboard. J. Build. Eng. 2021, 33, 101644. [Google Scholar] [CrossRef]
- ASTM C150/C150M-18; Standard Specification for Portland Cement. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM-C33; Standard Specification for Concrete Aggregates. ASTM International: West Conshohocken, PA, USA, 2018.
- ASTM-C494; Standard Specification for Chemical Admixtures for Concrete. ASTM International: West Conshohocken, PA, USA, 2015.
- Ali, M.; Li, X.; Chouw, N. Experimental investigations on bond strength between coconut fibre and concrete. Mater. Des. 2013, 44, 596–605. [Google Scholar] [CrossRef]
- Delarue, J.A. Tensile Strength of coconut fiber waste as an organic fiber on concrete. Civ. Environ. Res. 2017, 9, 7–11. [Google Scholar]
- Li, Z.; Wang, L.; Wang, X. Flexural characteristics of coir fiber reinforced cementitious composites. Fibers Polym. 2006, 7, 286–294. [Google Scholar] [CrossRef] [Green Version]
- Teng, S.; Afroughsabet, V.; Ostertag, C.P. Flexural behavior and durability properties of high performance hybrid-fiber-reinforced concrete. Constr. Build. Mater. 2018, 182, 504–515. [Google Scholar] [CrossRef]
- ACI Committee 363. High-Strength Concrete (ACI 363R); American Concrete Institute: Farmington Hills, MI, USA, 2005; Volume 228, pp. 79–90. [Google Scholar]
- Usman, M.; Farooq, S.H.; Umair, M.; Hanif, A. Axial compressive behavior of confined steel fiber reinforced high strength concrete. Constr. Build. Mater. 2020, 230, 117043. [Google Scholar] [CrossRef]
- Ali, B.; Kurda, R.; Ahmed, H.; Alyousef, R. Effect of recycled tyre steel fiber on flexural toughness, residual strength, and chloride permeability of high-performance concrete (HPC). J. Sustain. Cem. Mater. 2022, 1–17. [Google Scholar] [CrossRef]
- Patel, R. Development of Statistical Models to Simulate and Optimize Self-Consolidating Concrete Mixes Incorporating High Volumes of Fly Ash. Master’s Thesis, Ryerson University, Toronto, ON, Canada, 2004. [Google Scholar]
- BS EN 12390-3; Testing of Hardened Concrete, Part 3: Compressive Strength of Test Specimens. Book of Standards: London, UK, 2002.
- Rashid, K.; Tariq, S.; Shaukat, W. Attribution of molasses dosage on fresh and hardened performance of recycled aggregate concrete. Constr. Build. Mater. 2019, 197, 497–505. [Google Scholar] [CrossRef]
- ASTM-C496; Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens. ASTM International: West Conshohocken, PA, USA, 2017.
- ASTM C597-16; Standard Test Method for Pulse Velocity through Concrete. ASTM International: West Conshohocken, PA, USA, 2016.
- ASTM-C948; Standard Test Method for Dry and Wet Bulk Density, Water Absorption, and Apparent Porosity of Thin Sections of Glass-Fiber Reinforced Concrete. ASTM International: West Conshohocken, PA, USA, 2016.
- Ali, B.; Qureshi, L.A. Durability of recycled aggregate concrete modified with sugarcane molasses. Constr. Build. Mater. 2019, 229, 116913. [Google Scholar] [CrossRef]
- Chindaprasirt, P.; Chotithanorm, C.; Cao, H.T.; Sirivivatnanon, V. Influence of fly ash fineness on the chloride penetration of concrete. Constr. Build. Mater. 2007, 21, 356–361. [Google Scholar] [CrossRef]
- Xie, J.; Li, J.; Lu, Z.; Li, Z.; Fang, C.; Huang, L.; Li, L. Combination effects of rubber and silica fume on the fracture behaviour of steel-fibre recycled aggregate concrete. Constr. Build. Mater. 2019, 203, 164–173. [Google Scholar] [CrossRef]
- Chan, Y.-W.; Chu, S.-H. Effect of silica fume on steel fiber bond characteristics in reactive powder concrete. Cem. Concr. Res. 2004, 34, 1167–1172. [Google Scholar] [CrossRef]
- Luo, Y.; Zhou, S.; Wang, C.; Fang, Z. Effects of cations in sulfate on the thaumasite form of sulfate attack of cementitious materials. Constr. Build. Mater. 2019, 229, 116865. [Google Scholar] [CrossRef]
- Vafaei, D.; Hassanli, R.; Ma, X.; Duan, J.; Zhuge, Y. Sorptivity and mechanical properties of fiber-reinforced concrete made with seawater and dredged sea-sand. Constr. Build. Mater. 2021, 270, 121436. [Google Scholar] [CrossRef]
- Sanchayan, S.; Foster, S.J. High temperature behaviour of hybrid steel–PVA fibre reinforced reactive powder concrete. Mater. Struct. 2016, 49, 769–782. [Google Scholar] [CrossRef]
- Khan, M.; Ali, M. Improvement in concrete behavior with fly ash, silica-fume and coconut fibres. Constr. Build. Mater. 2019, 203, 174–187. [Google Scholar] [CrossRef]
- Mydin, M.A.O.; Zamzani, N.M.; Ghani, A.N.A. Effect of alkali-activated sodium hydroxide treatment of coconut fiber on mechanical properties of lightweight foamed concrete. In Proceedings of the AIP Conference Proceedings; AIP Publishing LLC: Melvill, NY, USA, 2018; Volume 2016, p. 20108. [Google Scholar]
- Mydin, M.A.O.; Rozlan, N.A.; Ganesan, S. Experimental study on the mechanical properties of coconut fibre reinforced lightweight foamed concrete. J. Mater. Environ. Sci. 2015, 6, 407–411. [Google Scholar]
- Algburi, A.H.M.; Sheikh, M.N.; Hadi, M.N.S. Mechanical properties of steel, glass, and hybrid fiber reinforced reactive powder concrete. Front. Struct. Civ. Eng. 2019, 13, 998–1006. [Google Scholar] [CrossRef] [Green Version]
- Jiang, P.; Lv, S.; Wang, Y.; Li, N.; Wang, W. Investigation on Direct Shear and Energy Dissipation Characteristics of Iron Tailings Powder Reinforced by Polypropylene Fiber. Appl. Sci. 2019, 9, 5098. [Google Scholar] [CrossRef] [Green Version]
- Nadzri, N.I.M.; Jamaludin, S.B.; Noor, M.M. Development and properties of coconut fiber reinforced composite cement with the addition of fly ash. J. Sustain. Cem. Mater. 2012, 1, 186–191. [Google Scholar] [CrossRef]
- Wu, Z.; Shi, C.; Khayat, K.H. Influence of silica fume content on microstructure development and bond to steel fiber in ultra-high strength cement-based materials (UHSC). Cem. Concr. Compos. 2016, 71, 97–109. [Google Scholar] [CrossRef] [Green Version]
- Othman, M.; Sarayreh, A.; Abdullah, R.; Sarbini, N.; Yassin, M.; Ahmad, H. Experimental study on lightweight concrete using lightweight expanded clay aggregate (LECA) and expanded perlite aggregate (EPA). J. Eng. Sci. Technol. 2020, 15, 1186–1201. [Google Scholar] [CrossRef]
- Kurda, R.; de Brito, J.; Silvestre, J.D. Indirect evaluation of the compressive strength of recycled aggregate concrete with high fly ash ratios. Mag. Concr. Res 2018, 70, 204–216. [Google Scholar] [CrossRef]
- Eidan, J.; Rasoolan, I.; Rezaeian, A.; Poorveis, D. Residual mechanical properties of polypropylene fiber-reinforced concrete after heating. Constr. Build. Mater. 2019, 198, 195–206. [Google Scholar] [CrossRef]
- Das, C.S.; Dey, T.; Dandapat, R.; Mukharjee, B.B.; Kumar, J. Performance evaluation of polypropylene fibre reinforced recycled aggregate concrete. Constr. Build. Mater. 2018, 189, 649–659. [Google Scholar] [CrossRef]
- Shooshpasha, I.; Hasanzadeh, A.; Kharun, M. Effect of silica fume on the ultrasonic pulse velocity of cemented sand. In Proceedings of the Journal of Physics: Conference Series; IOP Publishing: Bristol, UK, 2020; Volume 1687, p. 12017. [Google Scholar]
- Hong, G.; Oh, S.; Choi, S.; Chin, W.-J.; Kim, Y.-J.; Song, C. Correlation between the compressive strength and ultrasonic pulse velocity of cement mortars blended with silica fume: An analysis of microstructure and hydration kinetics. Materials 2021, 14, 2476. [Google Scholar] [CrossRef]
- Koushkbaghi, M.; Kazemi, M.J.; Mosavi, H.; Mohseni, E. Acid resistance and durability properties of steel fiber-reinforced concrete incorporating rice husk ash and recycled aggregate. Constr. Build. Mater. 2019, 202, 266–275. [Google Scholar] [CrossRef]
- Ali, B.; Qureshi, L.A. Influence of glass fibers on mechanical and durability performance of concrete with recycled aggregates. Constr. Build. Mater. 2019, 228, 116783. [Google Scholar] [CrossRef]
- Ali, B.; Raza, S.S.; Kurda, R.; Alyousef, R. Synergistic effects of fly ash and hooked steel fibers on strength and durability properties of high strength recycled aggregate concrete. Resour. Conserv. Recycl. 2021, 168, 105444. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Name | Result |
|---|---|---|
| Chemical composition | Lime-CaO (%) | 64.6 |
| Silica-SiO2 (%) | 20.4 | |
| Alumina-Al2O3 (%) | 7.3 | |
| Magensia-MgO (%) | 3.2 | |
| Loss on Ignition-LOI (800 °C) | 1.4 | |
| Physical characteristics | Specific-surface area (m2/kg) | 368 |
| Specific-gravity | 3.12 | |
| Bulk-density (kg/m3) | 1443 | |
| Mechanical strength | Compressive strength at 7 days (MPa) (water-cement ratio 0.29) | 48 |
| Property Name | Fine | Coarse |
|---|---|---|
| Maximum particle size (mm) | 4.75 | 12.5 |
| Minimum particle size (mm) | 0.075 | 4.75 |
| Water absorption (%) | 0.85 | 0.96 |
| Specific gravity | 2.68 | 2.71 |
| Dry-rodded density (kg/m3) | 1685 | 1655 |
| Fineness modulus | 2.91 | - |
| Material | Siliceous-sand | Dolomitic-sandstone |
| Serial. No. | Mix IDs | CF (%) | SF (%) | OPC (kg/m3) | SF (kg/m3) | Aggregates | Water (kg/m3) | CF (kg/m3) | SP (kg/m3) | Slump (mm) | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Fa (kg/m3) | Ca (kg/m3) | ||||||||||
| 1 | SF0/CF0 | 0 | 0 | 475.0 | 0.0 | 650 | 1079 | 166.3 | 0.0 | 2.38 | 205 |
| 2 | SF5/CF0 | 0 | 5 | 451.3 | 18.4 | 650 | 1079 | 166.3 | 0.0 | 2.47 | 209 |
| 3 | SF10/CF0 | 0 | 10 | 427.5 | 36.8 | 650 | 1079 | 166.3 | 0.0 | 3.13 | 204 |
| 4 | SF0/CF1 | 1 | 0 | 475.0 | 0.0 | 650 | 1079 | 166.3 | 4.8 | 2.61 | 189 |
| 5 | SF5/CF1 | 1 | 5 | 451.3 | 18.4 | 650 | 1079 | 166.3 | 4.8 | 2.71 | 194 |
| 6 | SF10/CF1 | 1 | 10 | 427.5 | 36.8 | 650 | 1079 | 166.3 | 4.8 | 3.44 | 196 |
| 7 | SF0/CF1.5 | 1.5 | 0 | 475.0 | 0.0 | 650 | 1079 | 166.3 | 7.1 | 2.85 | 185 |
| 8 | SF5/CF1.5 | 1.5 | 5 | 451.3 | 18.4 | 650 | 1079 | 166.3 | 7.1 | 2.96 | 181 |
| 9 | SF10/CF1.5 | 1.5 | 10 | 427.5 | 36.8 | 650 | 1079 | 166.3 | 7.1 | 3.75 | 184 |
| 10 | SF0/CF2 | 2 | 0 | 475.0 | 0.0 | 650 | 1079 | 166.3 | 9.5 | 2.97 | 154 |
| 11 | SF5/CF2 | 2 | 5 | 451.3 | 18.4 | 650 | 1079 | 166.3 | 9.5 | 3.08 | 156 |
| 12 | SF10/CF2 | 2 | 10 | 427.5 | 36.8 | 650 | 1079 | 166.3 | 9.5 | 3.91 | 151 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ali, B.; Fahad, M.; Ullah, S.; Ahmed, H.; Alyousef, R.; Deifalla, A. Development of Ductile and Durable High Strength Concrete (HSC) through Interactive Incorporation of Coir Waste and Silica Fume. Materials 2022, 15, 2616. https://doi.org/10.3390/ma15072616
Ali B, Fahad M, Ullah S, Ahmed H, Alyousef R, Deifalla A. Development of Ductile and Durable High Strength Concrete (HSC) through Interactive Incorporation of Coir Waste and Silica Fume. Materials. 2022; 15(7):2616. https://doi.org/10.3390/ma15072616
Chicago/Turabian StyleAli, Babar, Muhammad Fahad, Shahid Ullah, Hawreen Ahmed, Rayed Alyousef, and Ahmed Deifalla. 2022. "Development of Ductile and Durable High Strength Concrete (HSC) through Interactive Incorporation of Coir Waste and Silica Fume" Materials 15, no. 7: 2616. https://doi.org/10.3390/ma15072616
APA StyleAli, B., Fahad, M., Ullah, S., Ahmed, H., Alyousef, R., & Deifalla, A. (2022). Development of Ductile and Durable High Strength Concrete (HSC) through Interactive Incorporation of Coir Waste and Silica Fume. Materials, 15(7), 2616. https://doi.org/10.3390/ma15072616