
Selected Properties of Self-Compacting Concrete with Recycled PET Aggregate

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Constituent Materials
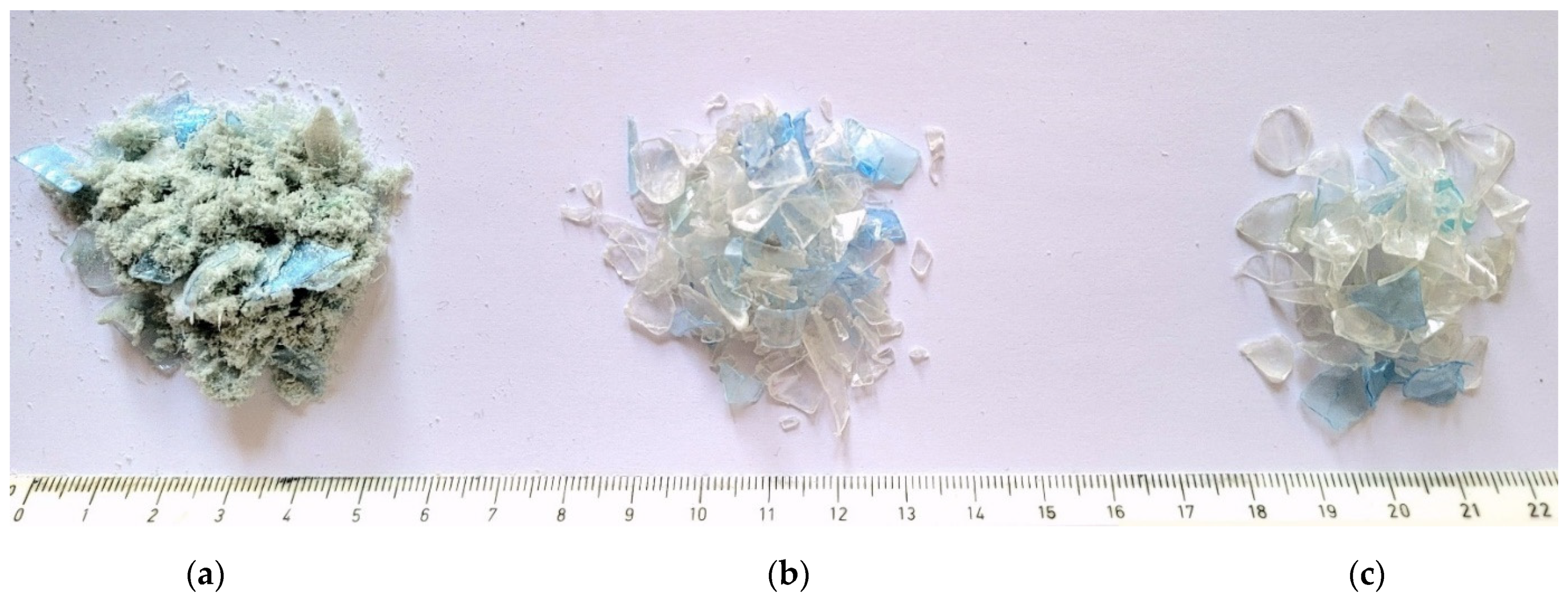
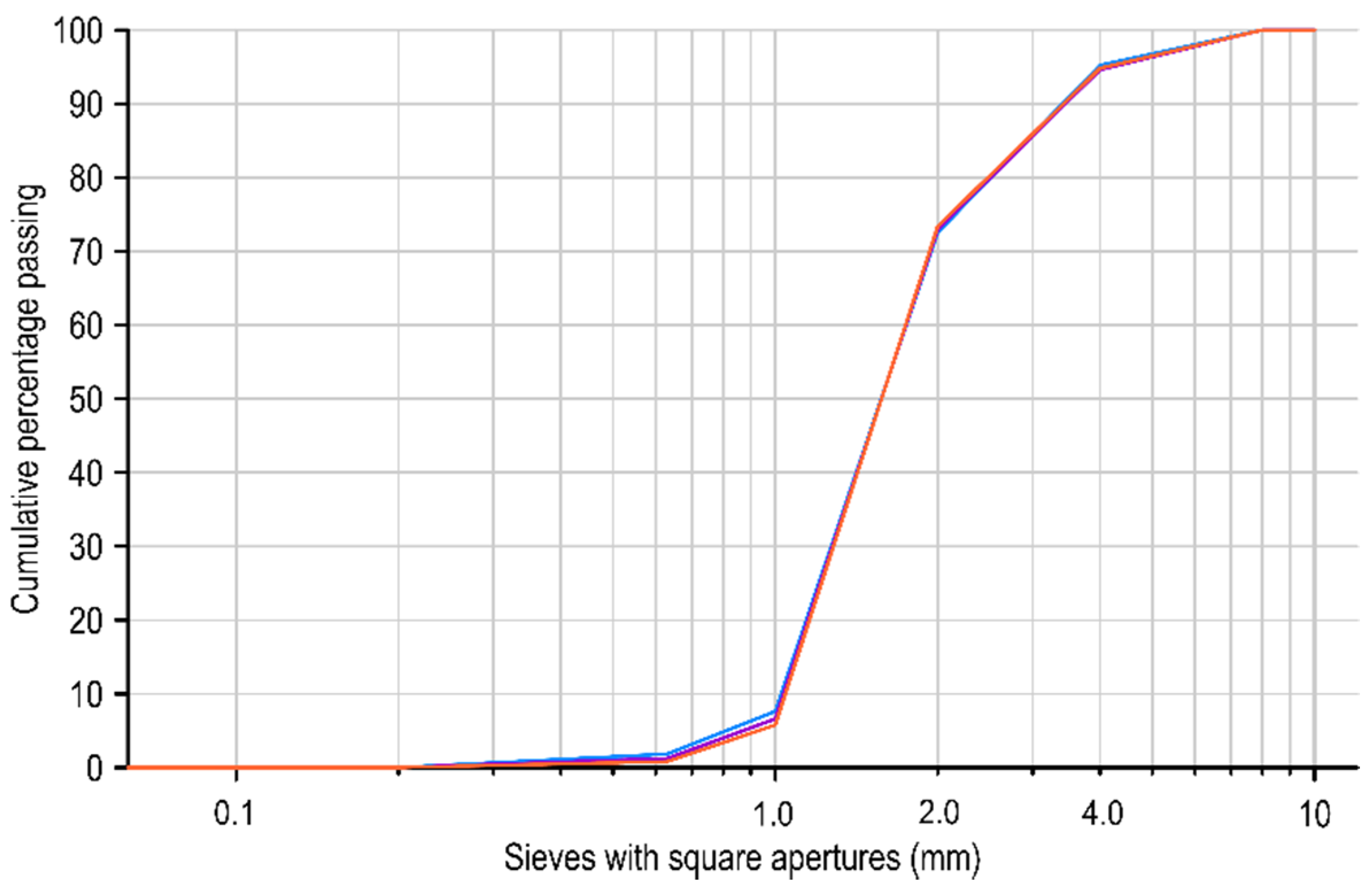
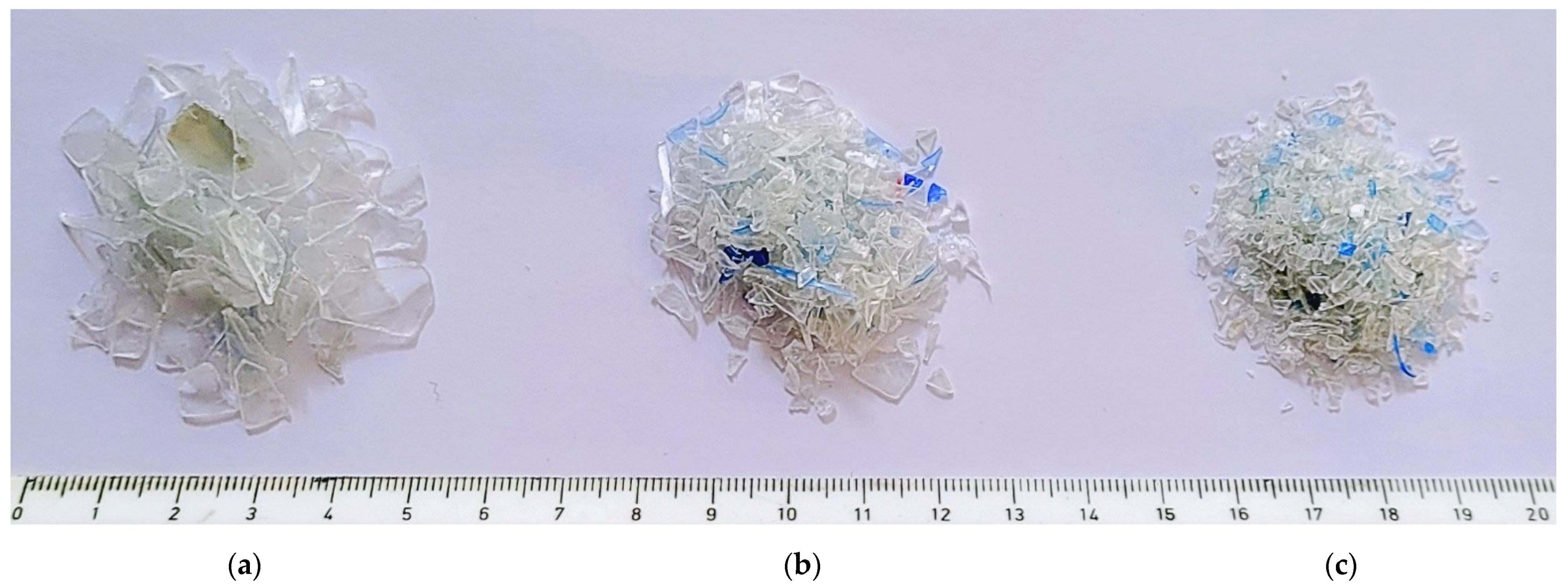
2.1.1. PET Recycled Aggregate
2.1.2. Concrete Mixes
2.2. Test Procedures
2.2.1. Fresh Mixture Properties
2.2.2. Compressive Strength
2.2.3. Splitting Tensile Strength
2.2.4. Deformation Parameters
2.2.5. Ultrasound Test
2.2.6. Sclerometric Tests
2.2.7. X-ray Computed Tomography
3. Results
3.1. Fresh Mixture Properties
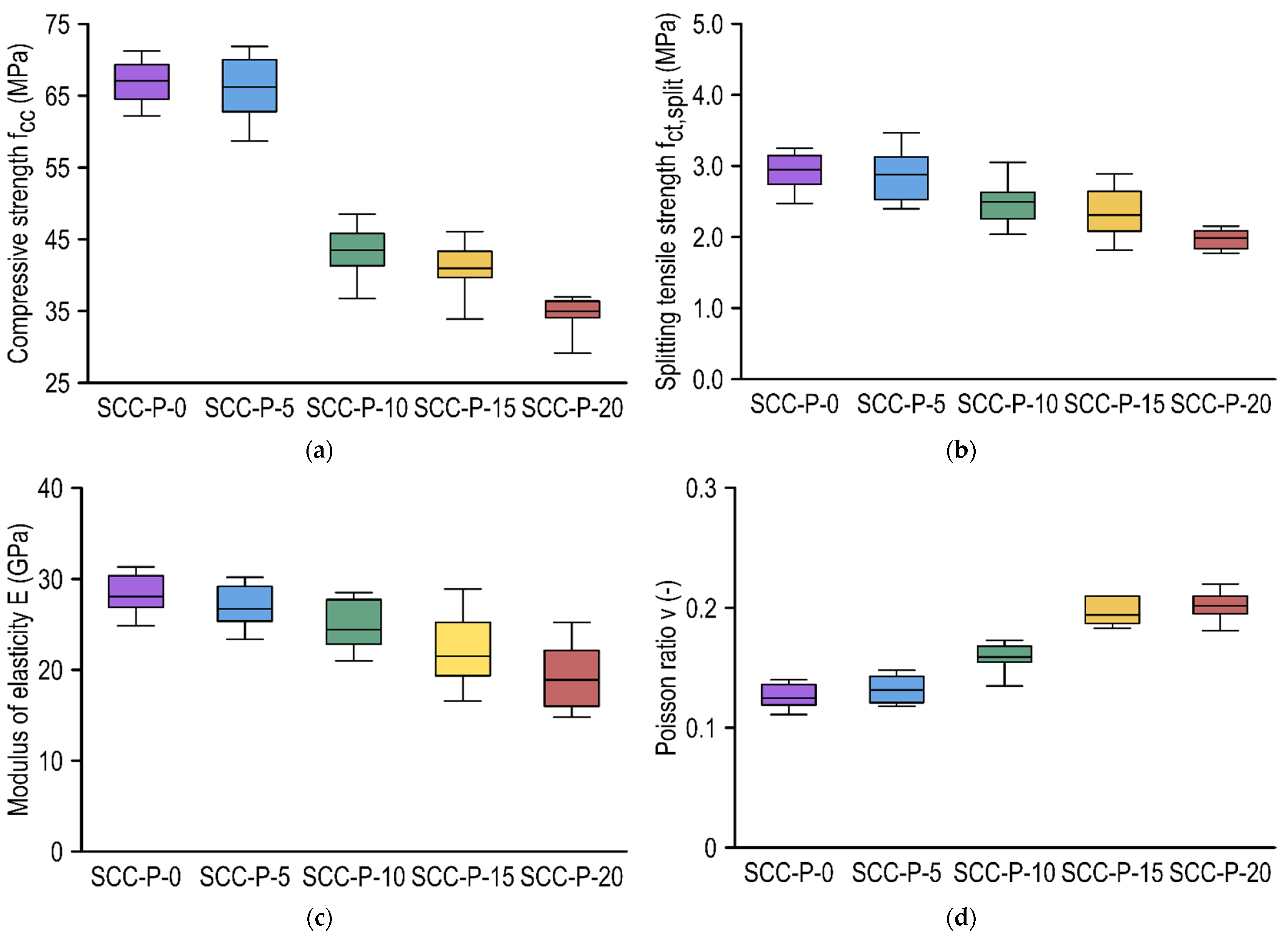
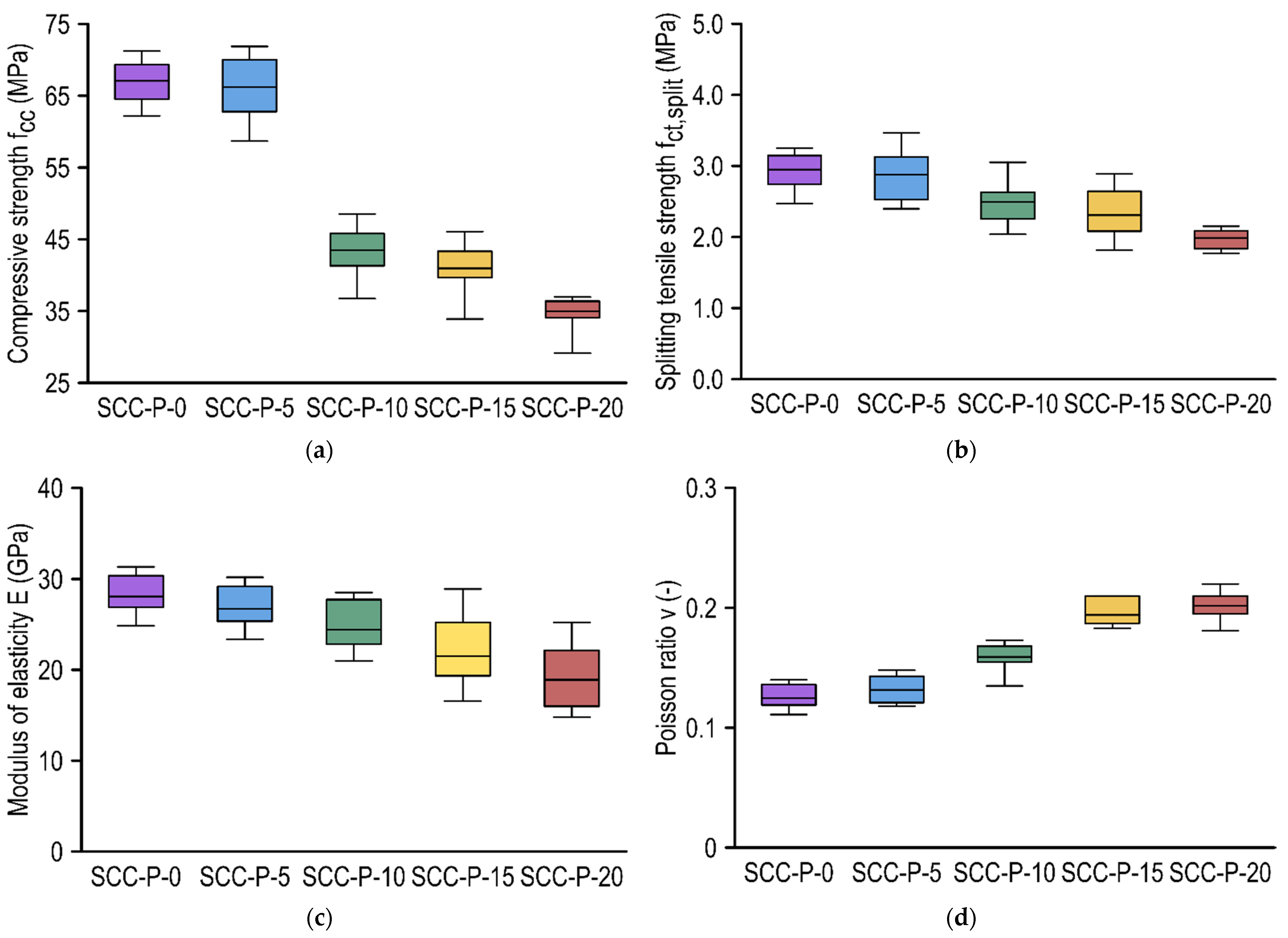
3.2. Destructive Tests of Hardened Concrete Properties
3.3. Non-Destructive Tests of Hardened Concrete Properties
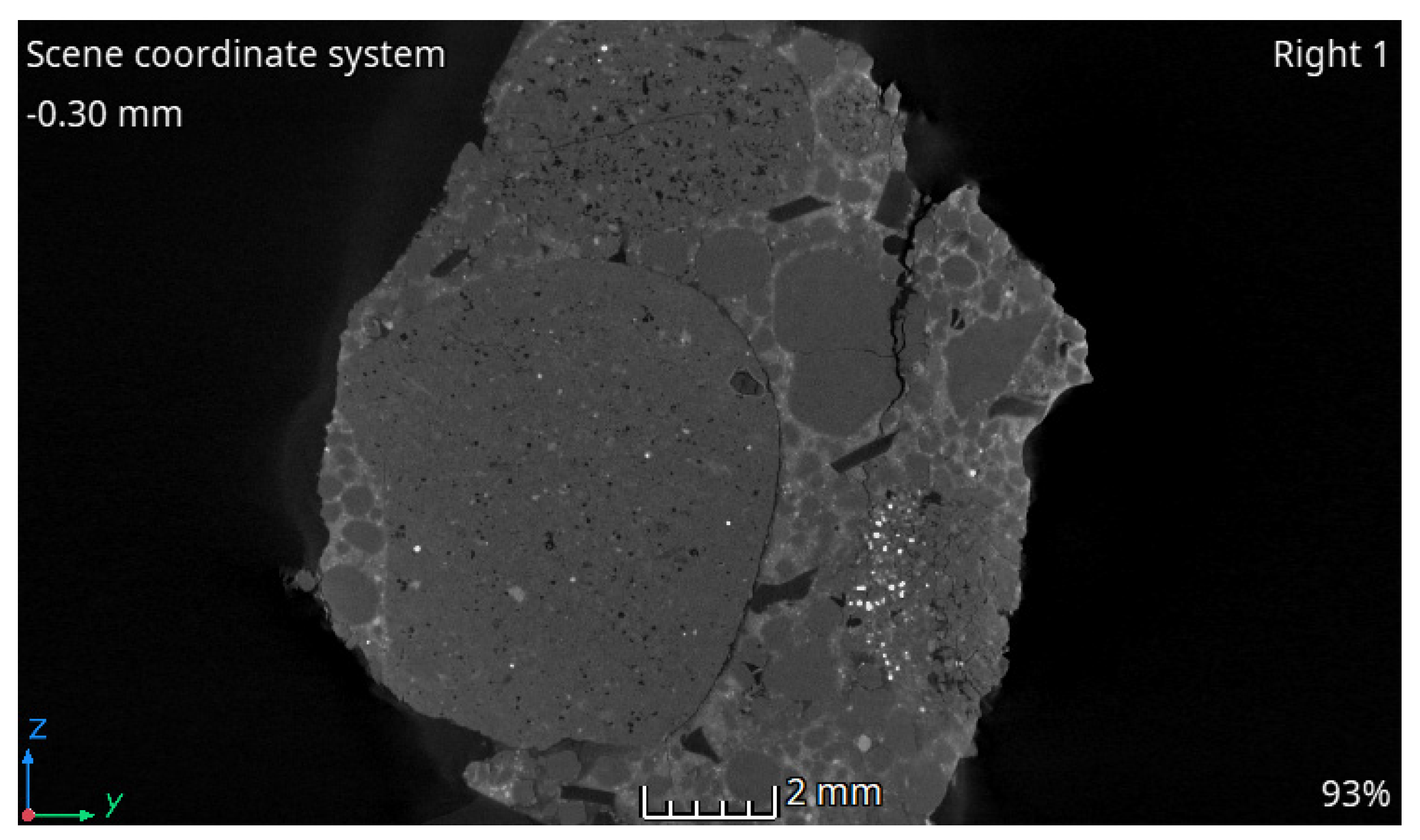
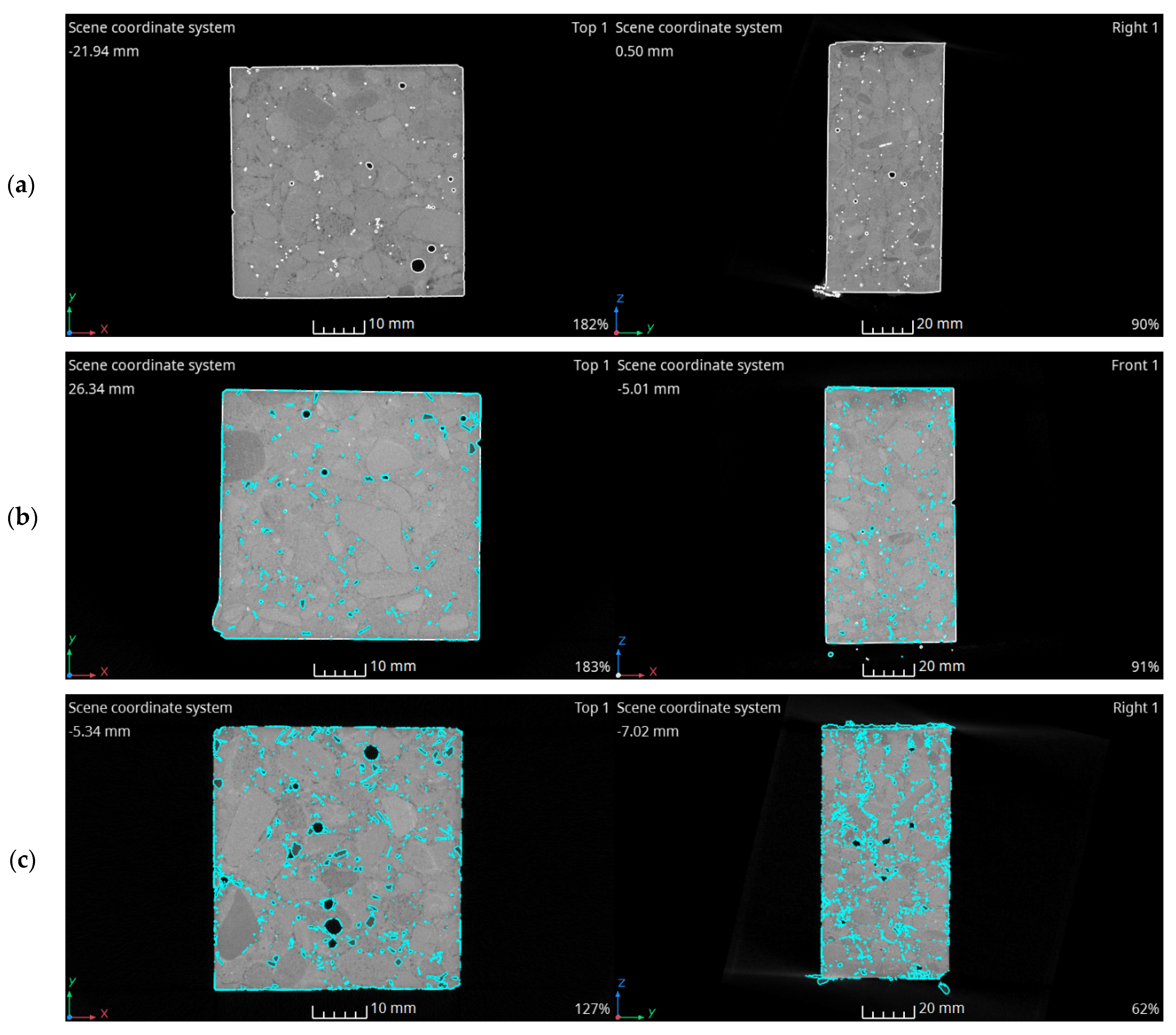
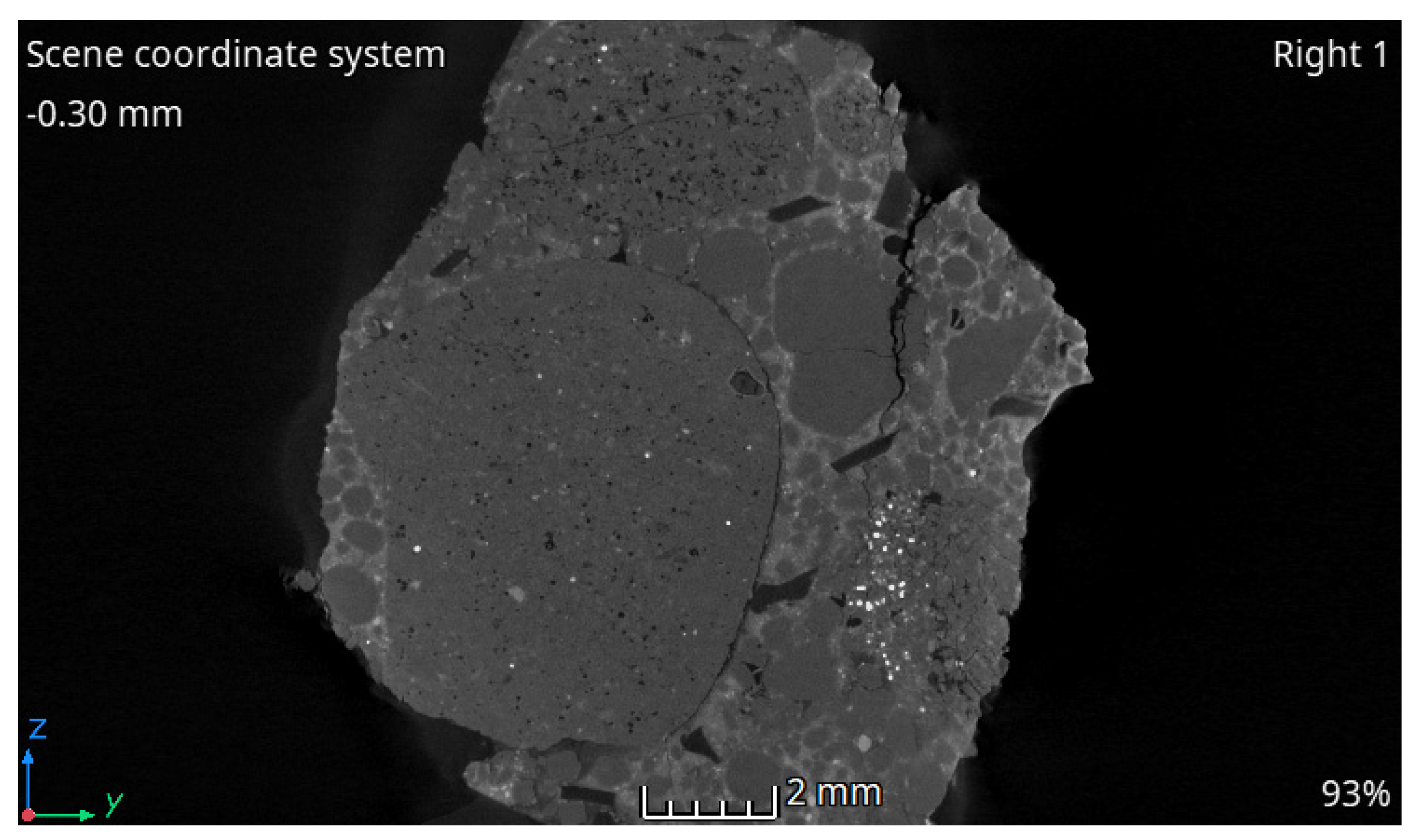
3.4. X-ray CT Scans
4. Discussion
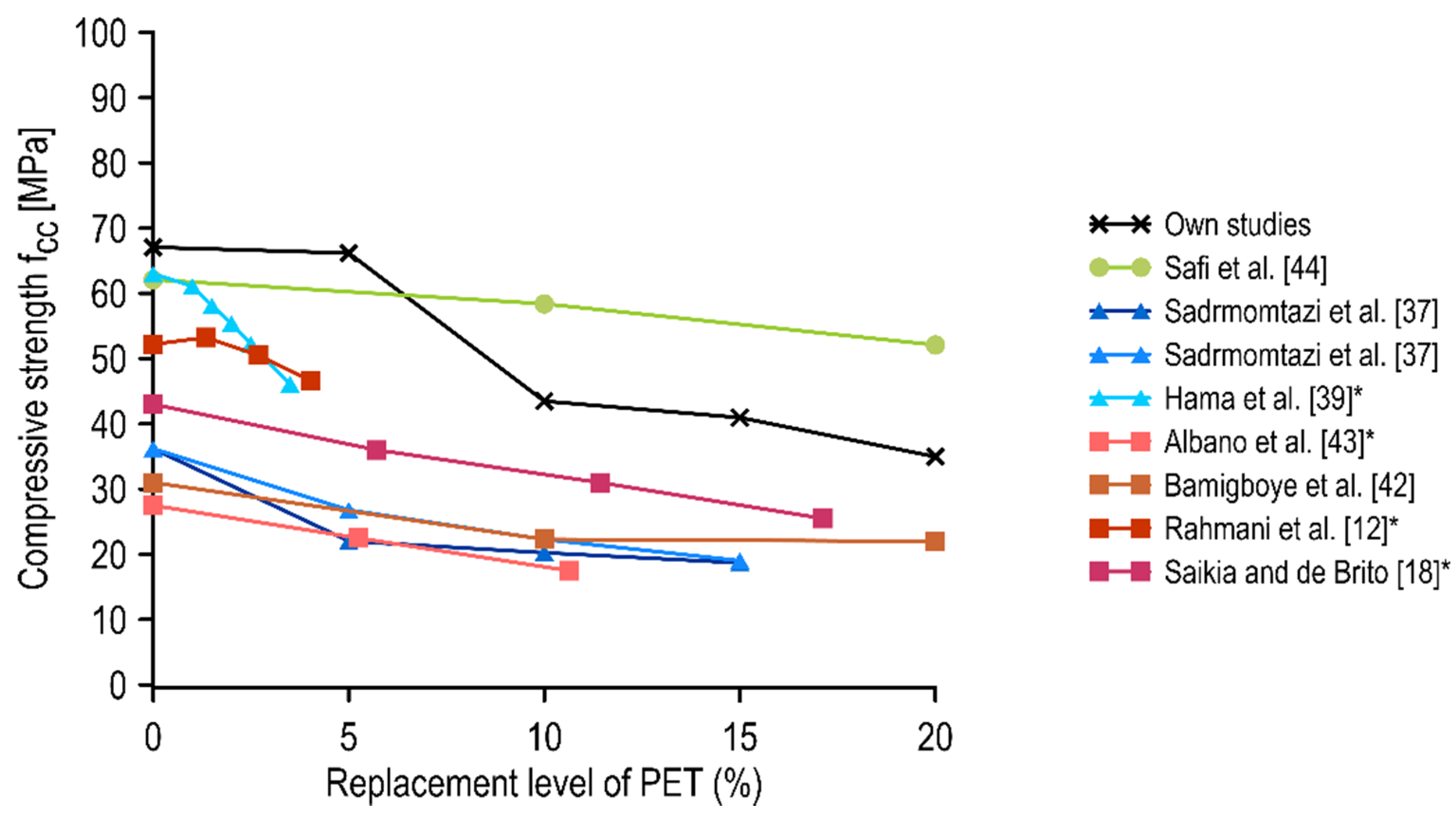
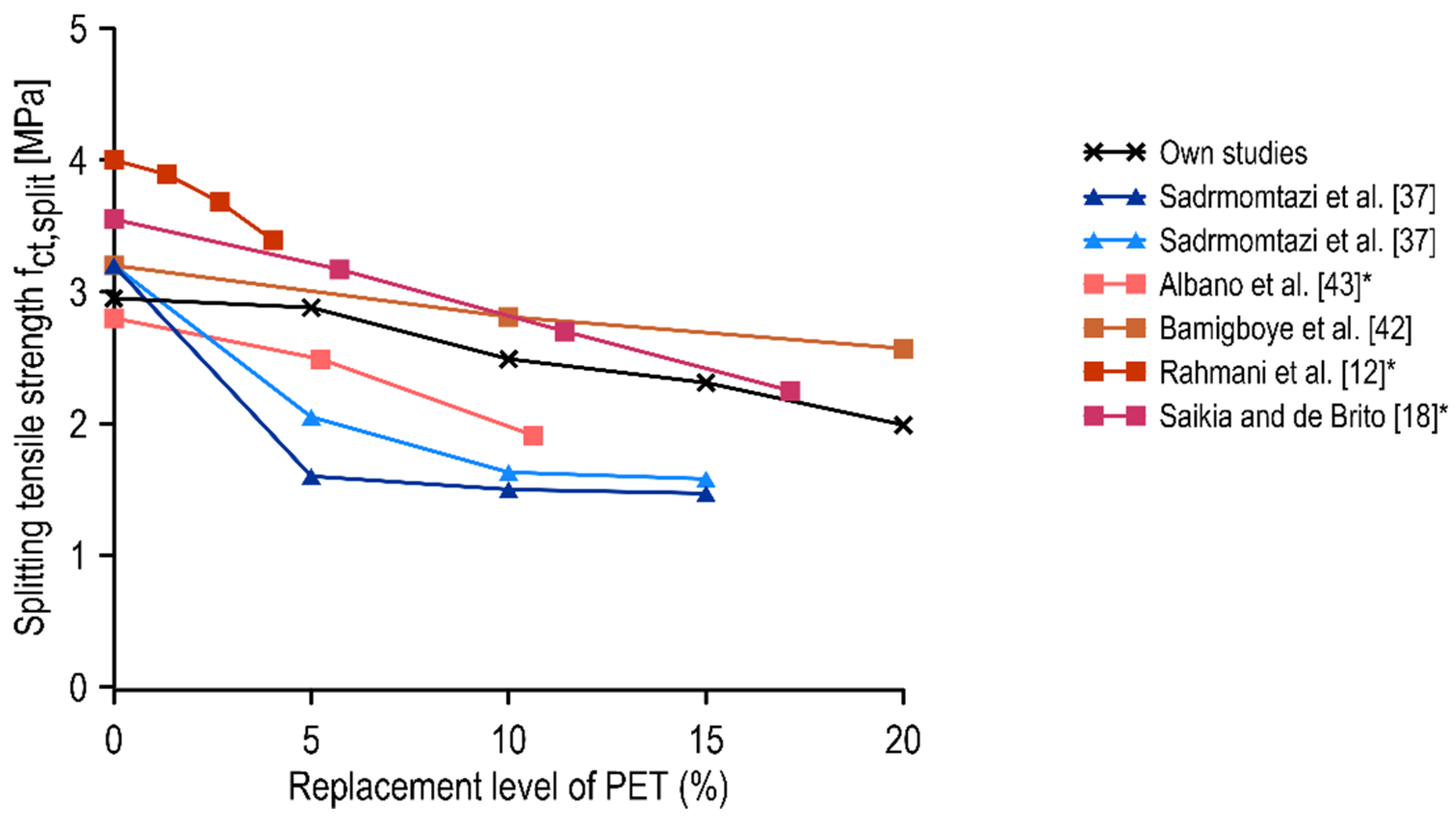
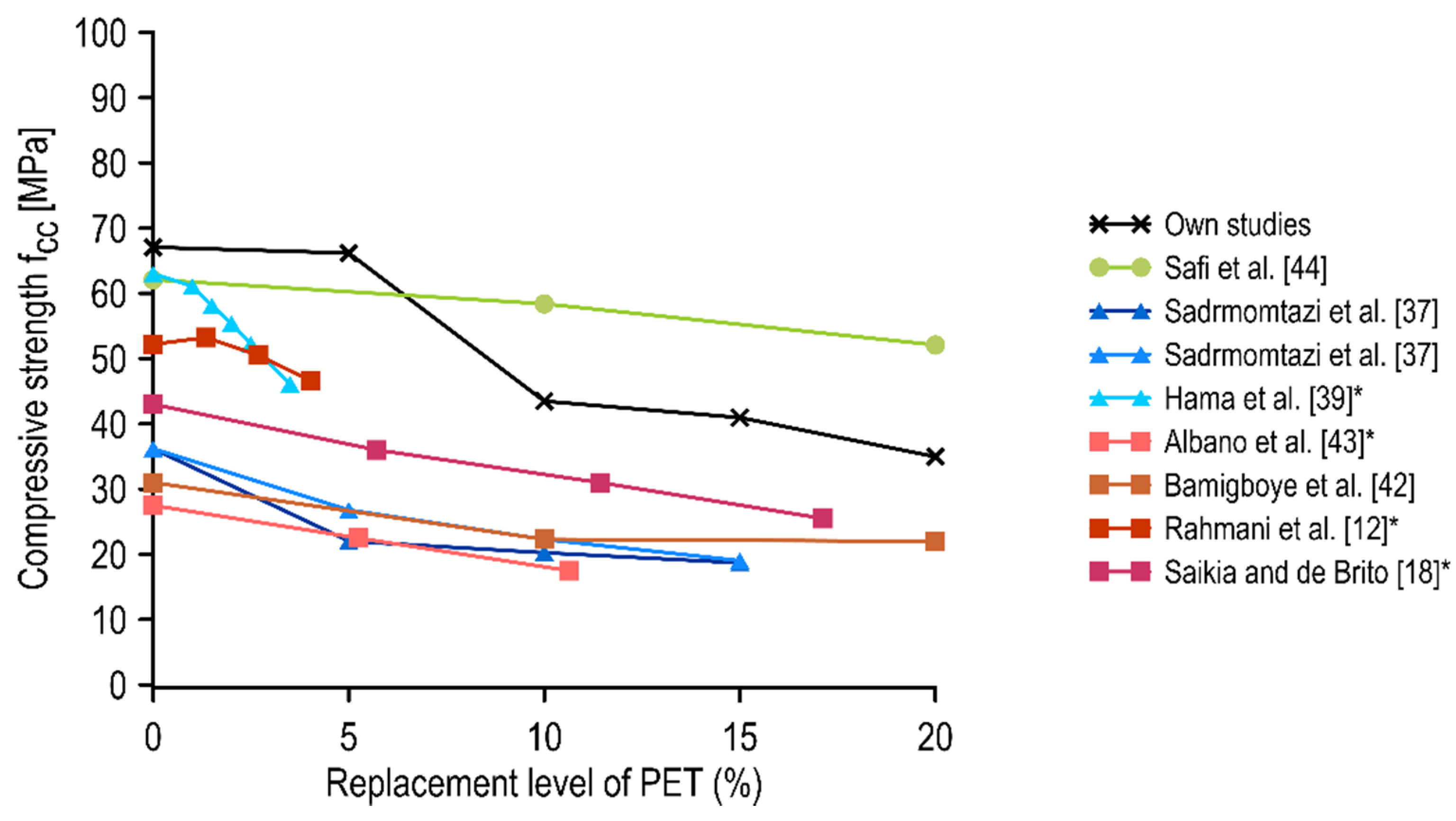
4.1. A Discussion of the Results with the Literature Findings
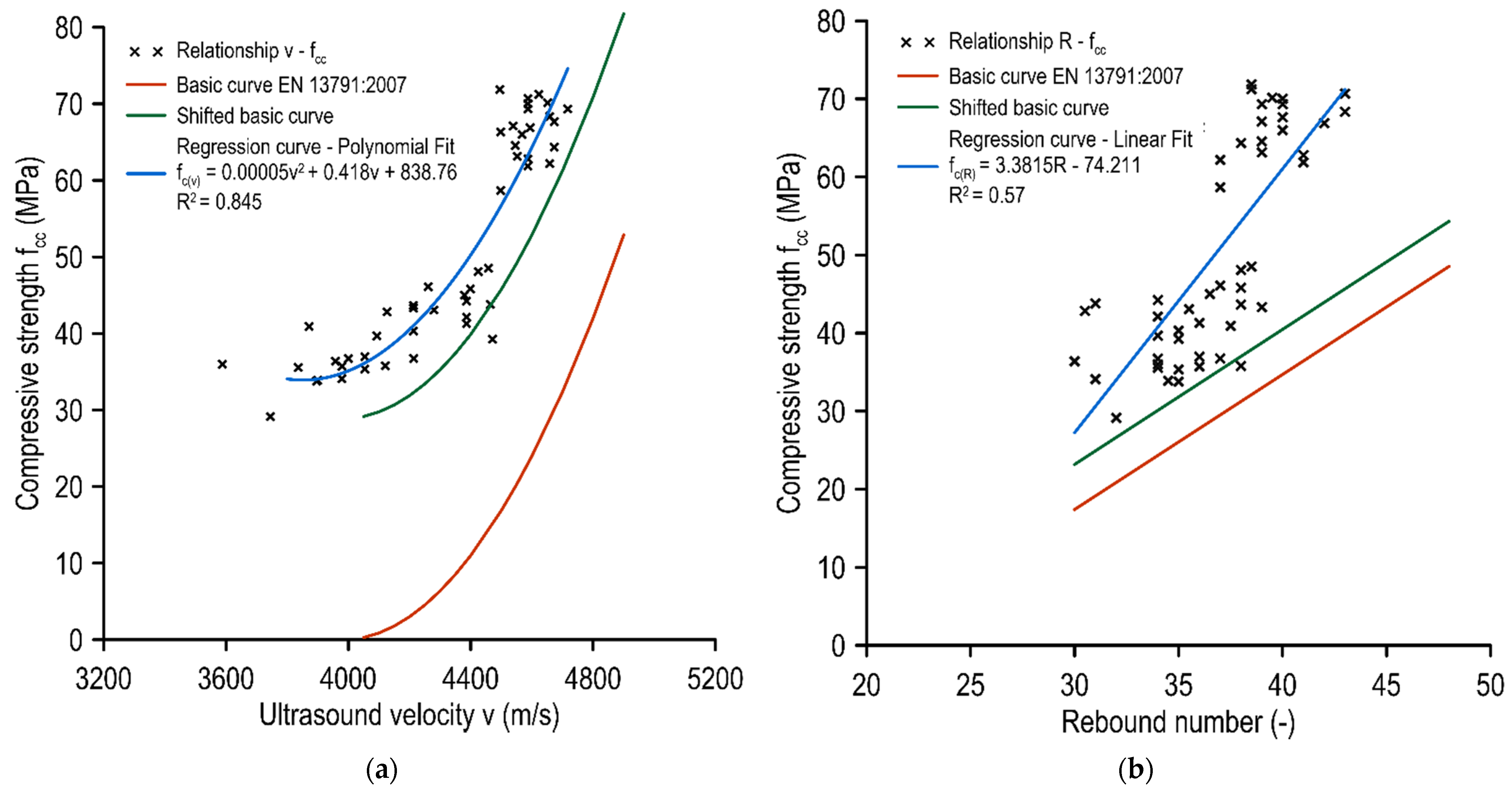
4.2. Comparison of NDT and DT Testing
4.3. Implementation of PET Aggregate in New Generation Concretes
5. Conclusions
- PET aggregates in self-compacting concrete were uniformly distributed regardless of their content in the mix.
- The higher the PET content in the mix, the lower the density of the concrete, and therefore, the velocity of the ultrasonic wave and the rebound number of the sclerometer. The non-destructive test results acquired relatively good correlations with the compressive strength test results.
- The replacement of fine aggregate with PET recycled aggregate negatively affected the parameters of both fresh mixes and hardened concretes. In the case of the concrete with the highest aggregate replacement, the decreases compared to the control concrete were 9.5%, 47.8%, 32.5%, 32.7%, and 61.7% in terms of bulk density, compressive strength, splitting tensile strength, modulus of elasticity, and Poisson ratio, respectively. The ASCC-P-20 also did not meet the requirements of self-compaction.
- However, the replacement of 5% of natural aggregate with PET aggregate of the appropriately selected fraction was possible for SCC and did not cause significant variations in the physical and mechanical properties: 2.4%, 1.3%, 2.4%, 5.0%, and 5.4% in terms of bulk density, compressive strength, splitting tensile strength, modulus of elasticity, and Poisson ratio, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- ISO/TC 71; Strategic Business Plan for International Organization for Standardization Technical Committee 71. International Organization for Standardization: Geneva, Switzerland, 2021.
- Hüsken, G.; Brouwers, H.J.H. Eco-SCC: From Theory to Practical Application. In Proceedings of the 1st International Conference on Sustainable Construction Materials: Design, Performance and Application, Ancone, Italy, 28–30 June 2010; UWM Center for By-Products Utlilization: Milwaukee, WI, USA, 2010; Volume 1, pp. 720–732. [Google Scholar]
- Pacheco-Torgal, F.; Jalali, S.; Labrincha, J.A.; John, V.M. Eco-Efficient Concrete; Woodhead Publishing Limited: Cambridge, UK, 2013; ISBN 9780857094247. [Google Scholar]
- Dybeł, P.; Kucharska, M. Multilayer Casting of Eco-Efficient Self-Compacting Concrete with Reduced Binder Content. Materials 2021, 14, 5685. [Google Scholar] [CrossRef]
- Hájek, P.; Fiala, C.; Kynčlová, M. Life Cycle Assessments of Concrete Structures—A Step towards Environmental Savings. Struct. Concr. 2011, 12, 13–22. [Google Scholar] [CrossRef]
- Marinkovic, S.B. Life Cycle Assessment (LCA) Aspects of Concrete. In Eco-Efficient Concrete; Woodhead Publishing: Sawston, UK, 2013; pp. 45–80. ISBN 9780857094247. [Google Scholar]
- Wałach, D.; Dybeł, P.; Sagan, J.; Gicala, M. Environmental Performance of Ordinary and New Generation Concrete Structures—A Comparative Analysis. Environ. Sci. Pollut. Res. 2019, 26, 3980–3990. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Rohden, A.B.; Garcez, M.R. Increasing the Sustainability Potential of a Reinforced Concrete Building through Design Strategies: Case Study. Case Stud. Constr. Mater. 2018, 9, e00174. [Google Scholar] [CrossRef]
- Batayneh, M.; Marie, I.; Asi, I. Use of Selected Waste Materials in Concrete Mixes. Waste Manag. 2007, 27, 1870–1876. [Google Scholar] [CrossRef]
- Greater Hyderabad Municipal Corporation. Enhancing Circular Economy Perspectives—Plastic Waste Management Strategy and Action Plan for Greater Hyderabad Municipal Corporation; Greater Hyderabad Municipal Corporation: Telangana, India, 2020. [Google Scholar]
- Welle, F. Twenty Years of PET Bottle to Bottle Recycling—An Overview. Resour. Conserv. Recycl. 2011, 55, 865–875. [Google Scholar] [CrossRef]
- Rahmani, E.; Dehestani, M.; Beygi, M.H.A.; Allahyari, H.; Nikbin, I.M. On the Mechanical Properties of Concrete Containing Waste PET Particles On the Mechanical Properties of Concrete Containing Waste PET Particles. Constr. Build. Mater. 2013, 47, 1302–1308. [Google Scholar] [CrossRef]
- Kim, S.B.; Yi, N.H.; Kim, H.Y.; Kim, J.H.J.; Song, Y.C. Material and Structural Performance Evaluation of Recycled PET Fiber Reinforced Concrete. Cem. Concr. Compos. 2010, 32, 232–240. [Google Scholar] [CrossRef]
- Ochi, T.; Okubo, S.; Fukui, K. Development of Recycled PET Fiber and Its Application as Concrete-Reinforcing Fiber. Cem. Concr. Compos. 2007, 29, 448–455. [Google Scholar] [CrossRef]
- Thomas, L.M.; Moosvi, S.A. Hardened Properties of Binary Cement Concrete with Recycled PET Bottle Fiber: An Experimental Study. Mater. Today: Proc. 2020, 32, 632–637. [Google Scholar] [CrossRef]
- Thorneycroft, J.; Orr, J.; Savoikar, P.; Ball, R.J. Performance of Structural Concrete with Recycled Plastic Waste as a Partial Replacement for Sand. Constr. Build. Mater. 2018, 161, 63–69. [Google Scholar] [CrossRef]
- Faraj, R.H.; Hama, H.F.; Far, A.; Sherwani, H.; Hassan, B.R.; Karim, H. Use of Recycled Plastic in Self-Compacting Concrete: A Comprehensive Review on Fresh and Mechanical Properties. J. Build. Eng. 2020, 30, 101283. [Google Scholar] [CrossRef]
- Saikia, N.; De Brito, J. Mechanical Properties and Abrasion Behaviour of Concrete Containing Shredded PET Bottle Waste as a Partial Substitution of Natural Aggregate. Constr. Build. Mater. 2014, 52, 236–244. [Google Scholar] [CrossRef]
- Kangavar, M.E.; Lokuge, W.; Manalo, A.; Karunasena, W.; Frigione, M. Investigation on the Properties of Concrete with Recycled Polyethylene Terephthalate (PET) Granules as Fine Aggregate Replacement. Case Stud. Constr. Mater. 2022, 16, e00934. [Google Scholar] [CrossRef]
- Irwan, J.M.; Othman, N.; Koh, H.B.; Aeslina, A.K.; Annas, M.M.K.; Asyraf, R.M. Overview of an Environmental Friendly Technique of Using Fine Aggregate in Concrete from Polyethylene Terephthalate Bottles. In Proceedings of the Regional Symposium on Engineering and Technology 2011 Kuching, Sarawak, Malaysia, 21–23 November 2011. [Google Scholar]
- Wałach, D. Analysis of Factors Affecting the Environmental Impact of Concrete Structures. Sustainability 2021, 13, 204. [Google Scholar] [CrossRef]
- EN 933-1:2012; Tests for Geometrical Properties of Aggregates—Part 1: Determination of Particle Size Distribution—Sieving Method. European Committee for Standarization: Brussels, Belgium, 2012.
- EN 197-1; Cement—Part 1: Composition, Specifications and Conformity Criteria for Common Cements. European Committee for Standarization: Brussels, Belgium, 2012.
- EN 12350-8; Testing Fresh Concrete—Part 8: Self-Compacting Concrete—Slump-Flow Test. European Committee for Standarization: Brussels, Belgium, 2010.
- EN 12350-10; Testing Fresh Concrete—Part 10: Self-Compacting Concrete—L-Box Test. European Committee for Standarization: Brussels, Belgium, 2010.
- ASTM C1611; Standard Test Method for Slump Flow of Self-Consolidating Concrete. ASTM International: West Conshohockedn, PA, USA, 2018.
- EN 12390-3; Testing Hardened Concrete. Compressive Strength of Test Specimens. European Committee for Standarization: Brussels, Belgium, 2009.
- EN 12390-1; Testing Hardened Concrete—Part 1: Shape, Dimensions and Other Requirements for Specimens and Moulds. European Committee for Standarization: Brussels, Belgium, 2013.
- EN 12390-2; Testing Hardened Concrete—Part 2: Making and Curing Specimens for Strength Tests. European Committee for Standardization: Brussels, Belgium, 2019.
- EN 12390-6; Testing Hardened Concrete—Part 6: Tensile Splitting Strength of Test Specimens. European Committee for Standarization: Brussels, Belgium, 2009.
- ISRM Turkish National Group. The Complete ISRM Suggested Methods for Rock Characterization, Testing and Monitoring: 1974–2006; Ulusay, R., Hudson, J.A., Eds.; Commission on Testing Methods, International Society of Rock Mechanics: Ankara, Turkey, 2007; ISBN 9789759367541 9759367548. [Google Scholar]
- EN 12504-4; Testing Concrete in Structures—Part 4: Determination of Ultrasonic Pulse Velocity. European Committee for Standarization: Brussels, Belgium, 2021.
- EN 13791; Assessment of In-Situ Compressive Strength in Structures and Precast Concrete Components. European Committee for Standardization: Brussels, Belgium, 2007.
- EN 12504-2; Testing Concrete in Structures—Part 2: Non-Destructive Testing—Determination of Rebound Number. European Committee for Standarization: Brussels, Belgium, 2021.
- Kaczmarczyk, G.P.; Kinasz, R.; Bilozir, V.; Bidenko, I. Application of X-ray Computed Tomography to Verify Bond Failures Mechanism of Fiber—Reinforced Fine—Grain Concrete. Materials 2022, 15, 2193. [Google Scholar] [CrossRef]
- The Self-Compacting Concrete European Project Group. The European Guidelines for Self Compacting Concrete: Specification, Production and Use; Association House: Surrey, UK, 2005. [Google Scholar]
- Sadrmomtazi, A.; Dolati-Milehsara, S.; Lotfi-Omran, O.; Sadeghi-Nik, A. The Combined Effects of Waste Polyethylene Terephthalate (PET) Particles and Pozzolanic Materials on the Properties of Selfcompacting Concrete. J. Clean. Prod. 2016, 112, 2363–2373. [Google Scholar] [CrossRef]
- Mohammed, M.K.; Al-Hadithi, A.I.; Mohammed, M.H. Production and Optimization of Eco-Efficient Self Compacting Concrete SCC with Limestone and PET. Constr. Build. Mater. 2019, 197, 734–746. [Google Scholar] [CrossRef]
- Hama, S.M.; Hilal, N.N. Fresh Properties of Self-Compacting Concrete with Plastic Waste as Partial Replacement of Sand. Int. J. Sustain. Built Environ. 2017, 6, 299–308. [Google Scholar] [CrossRef]
- EN 12390-13; Testing Hardened Concrete—Part 13: Determination of Secant Modulus of Elasticity in Compression. European Committee for Standarization: Brussels, Belgium, 2021.
- Faraj, R.H.; Sherwani, A.F.H.; Daraei, A. Mechanical, Fracture and Durability Properties of Self-Compacting High Strength Concrete Containing Recycled Polypropylene Plastic Particles. J. Build. Eng. 2019, 25, 100808. [Google Scholar] [CrossRef]
- Bamigboye, G.O.; Tarverdi, K.; Umoren, A.; Bassey, D.E.; Okorie, U.; Adediran, J. Evaluation of Eco-Friendly Concrete Having Waste PET as Fine Aggregates. Clean. Mater. 2021, 2, 100026. [Google Scholar] [CrossRef]
- Albano, C.; Camacho, N.; Hernández, M.; Matheus, A.; Gutiérrez, A. Influence of Content and Particle Size of Waste Pet Bottles on Concrete Behavior at Different w/c Ratios. Waste Manag. 2009, 29, 2707–2716. [Google Scholar] [CrossRef] [PubMed]
- Safi, B.; Saidi, M.; Aboutaleb, D.; Maallem, M. The Use of Plastic Waste as Fine Aggregate in the Self-Compacting Mortars: Effect on Physical and Mechanical Properties. Constr. Build. Mater. 2013, 43, 436–442. [Google Scholar] [CrossRef]
- Abu-Saleem, M.; Zhuge, Y.; Hassanli, R.; Ellis, M.; Rahman, M.; Levett, P. Evaluation of Concrete Performance with Different Types of Recycled Plastic Waste for Kerb Application. Constr. Build. Mater. 2021, 293, 123477. [Google Scholar] [CrossRef]
- Tomczak, K.; Jakubowski, J.; Kotwica, Ł. Self-Sealing Process Evaluation Method Using Ultrasound Technique in Cement Composites with Mineral Additives. Materials 2020, 13, 3336. [Google Scholar] [CrossRef]
- Al-Hadithi, A.I.; Hilal, N.N. The Possibility of Enhancing Some Properties of Self-Compacting Concrete by Adding Waste Plastic Fibers. J. Build. Eng. 2016, 8, 20–28. [Google Scholar] [CrossRef]
- Al-Hadithi, A.I.; Noaman, A.T.; Mosleh, W.K. Mechanical Properties and Impact Behavior of PET Fiber Reinforced Self-Compacting Concrete (SCC). Compos. Struct. 2019, 224, 111021. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical and Mechanical Characteristics | Value |
|---|---|
| Specific density | ~1.35 g/cm3 |
| Bulk density | ~550 kg/m3 |
| Flakes size | 0.5 to 4.0 mm |
| Intrinsic viscosity | 0.62 to 0.75 dL/g |
| Melting point | App. 250 °C |
| Color | Clear, light blue, blue, green |
| Impurities | Value |
|---|---|
| Metal | <1% |
| Paper/labels | <10% |
| Polyolefine (PE) | <5% |
| PVC | <0.2% |
| Share in dust | <5% |
| Glue | Yes |
| Caustic soda | Yes |
| Ingredients | Unit | SCC-P-0 | SCC-P-5 | SCC-P-10 | SCC-P-15 | SCC-P-20 |
|---|---|---|---|---|---|---|
| CEM II/B-M 42.5 N | kg | 440 | 440 | 440 | 440 | 440 |
| Water | 160 | 160 | 160 | 160 | 160 | |
| Sand (0–2 mm) | 684 | 650 | 615 | 581 | 547 | |
| PET waste flakes (0–2 mm) | - | 34 | 69 | 103 | 137 | |
| Gravel (2–8 mm) | 510 | 510 | 510 | 510 | 510 | |
| Gravel (8–16 mm) | 560 | 560 | 560 | 560 | 560 | |
| Superplasticizer | 7.54 | 7.00 | 7.00 | 5.75 | 4.00 | |
| PET aggregate level | - | 0% | 5% | 10% | 15% | 20% |
| Parameter | Value |
|---|---|
| Source voltage | 160 kV |
| Source current | 180 μA |
| Filter | 0.2 mm copper (Cu) filter |
| Exposure time | 250 ms |
| Number of X-ray pictures used to reconstruct a 3D model | 3100 |
| Fresh Mixtures Properties | SCC-P-0 | SCC-P-5 | SCC-P-10 | SCC-P-15 | ASCC-P-20 |
|---|---|---|---|---|---|
| Slump flow (mm) | 725 | 710 | 660 | 600 | 510 |
| Slump flow class—SF | SF 2 | SF 2 | SF 2 | SF 1 | - |
| Slump flow time T50 (s) | 2.5 | 4.5 | 5.5 | 7.0 | 3.0 |
| Viscosity class—VS | VS 2 | VS 2 | VS 2 | VS 2 | VS 2 |
| L-box ratio | 0.88 | 0.87 | 0.86 | 0.81 | 0.62 |
| L-box class | PL 2 | PL 2 | PL 2 | PL2 | - |
| Fresh visual stability index | 0 | 1 | 1 | 1 | 2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jaskowska-Lemańska, J.; Kucharska, M.; Matuszak, J.; Nowak, P.; Łukaszczyk, W. Selected Properties of Self-Compacting Concrete with Recycled PET Aggregate. Materials 2022, 15, 2566. https://doi.org/10.3390/ma15072566
Jaskowska-Lemańska J, Kucharska M, Matuszak J, Nowak P, Łukaszczyk W. Selected Properties of Self-Compacting Concrete with Recycled PET Aggregate. Materials. 2022; 15(7):2566. https://doi.org/10.3390/ma15072566
Chicago/Turabian StyleJaskowska-Lemańska, Justyna, Milena Kucharska, Jakub Matuszak, Paweł Nowak, and Wojciech Łukaszczyk. 2022. "Selected Properties of Self-Compacting Concrete with Recycled PET Aggregate" Materials 15, no. 7: 2566. https://doi.org/10.3390/ma15072566
APA StyleJaskowska-Lemańska, J., Kucharska, M., Matuszak, J., Nowak, P., & Łukaszczyk, W. (2022). Selected Properties of Self-Compacting Concrete with Recycled PET Aggregate. Materials, 15(7), 2566. https://doi.org/10.3390/ma15072566