
Hole Morphology and Keyhole Evolution during Single Pulse Laser Drilling on Polyether-Ether-Ketone (PEEK)



Abstract
:1. Introduction
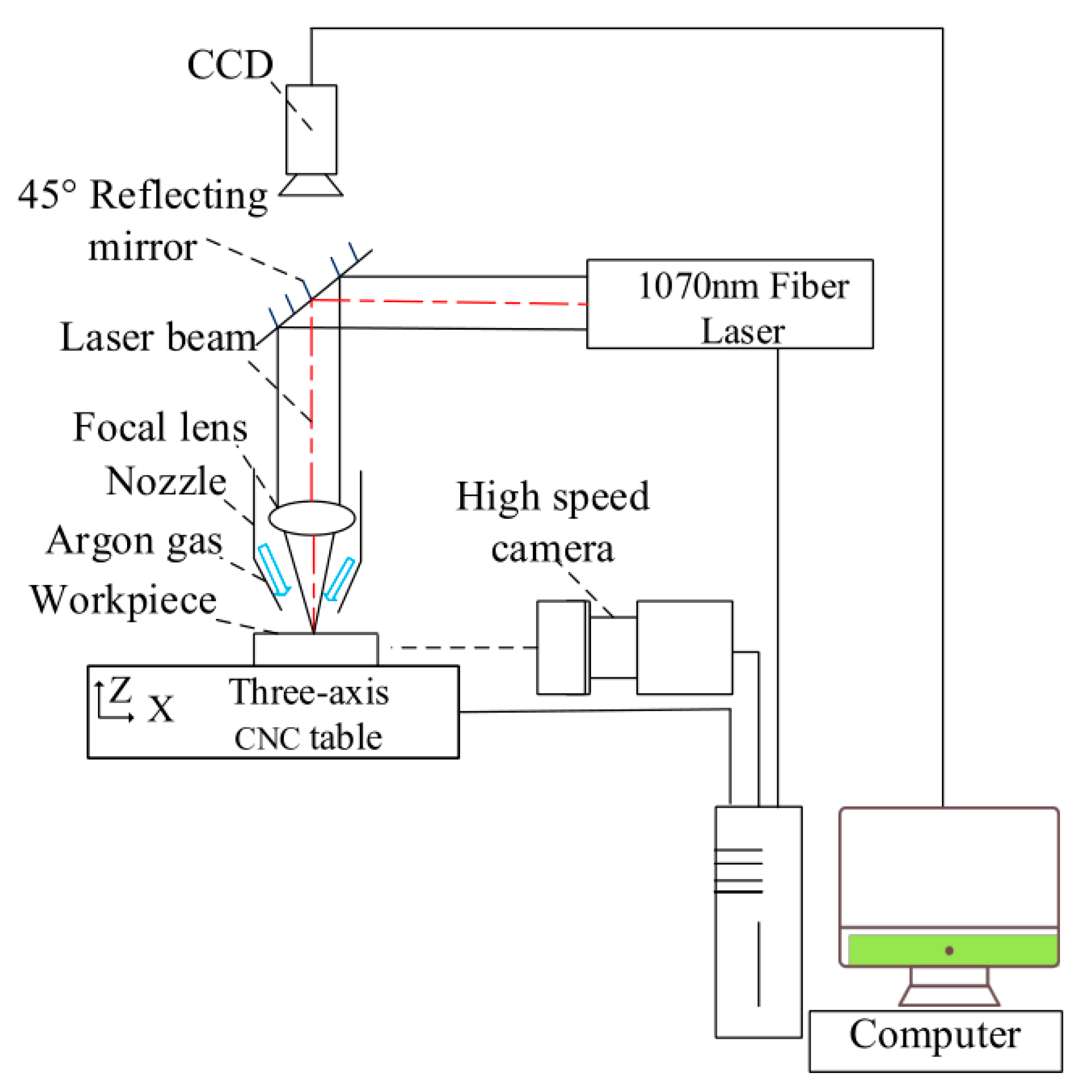
2. Experimental Method and Material
3. Results and Discussion
3.1. Hole Morphology
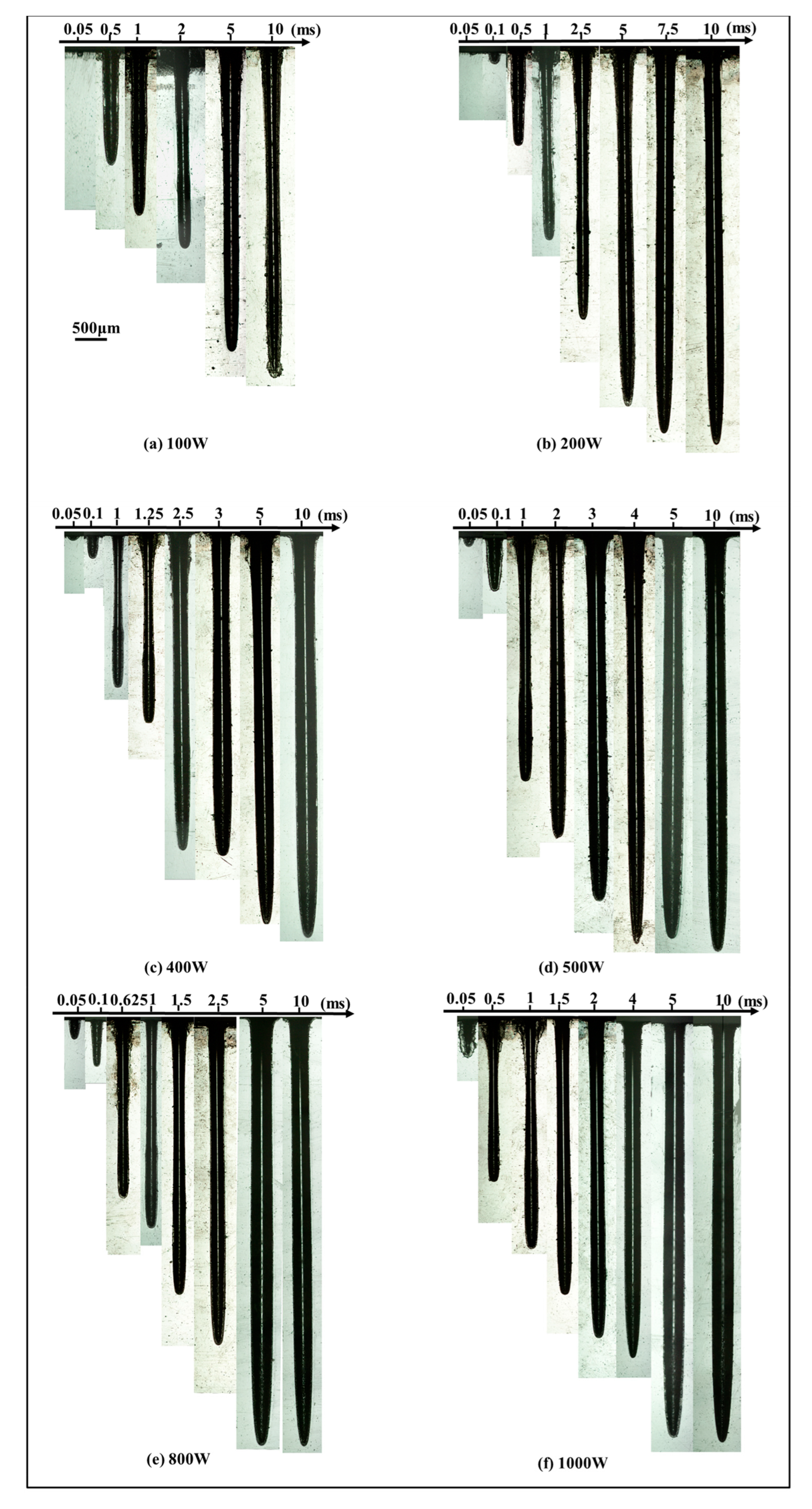
3.1.1. Effect of Laser Power
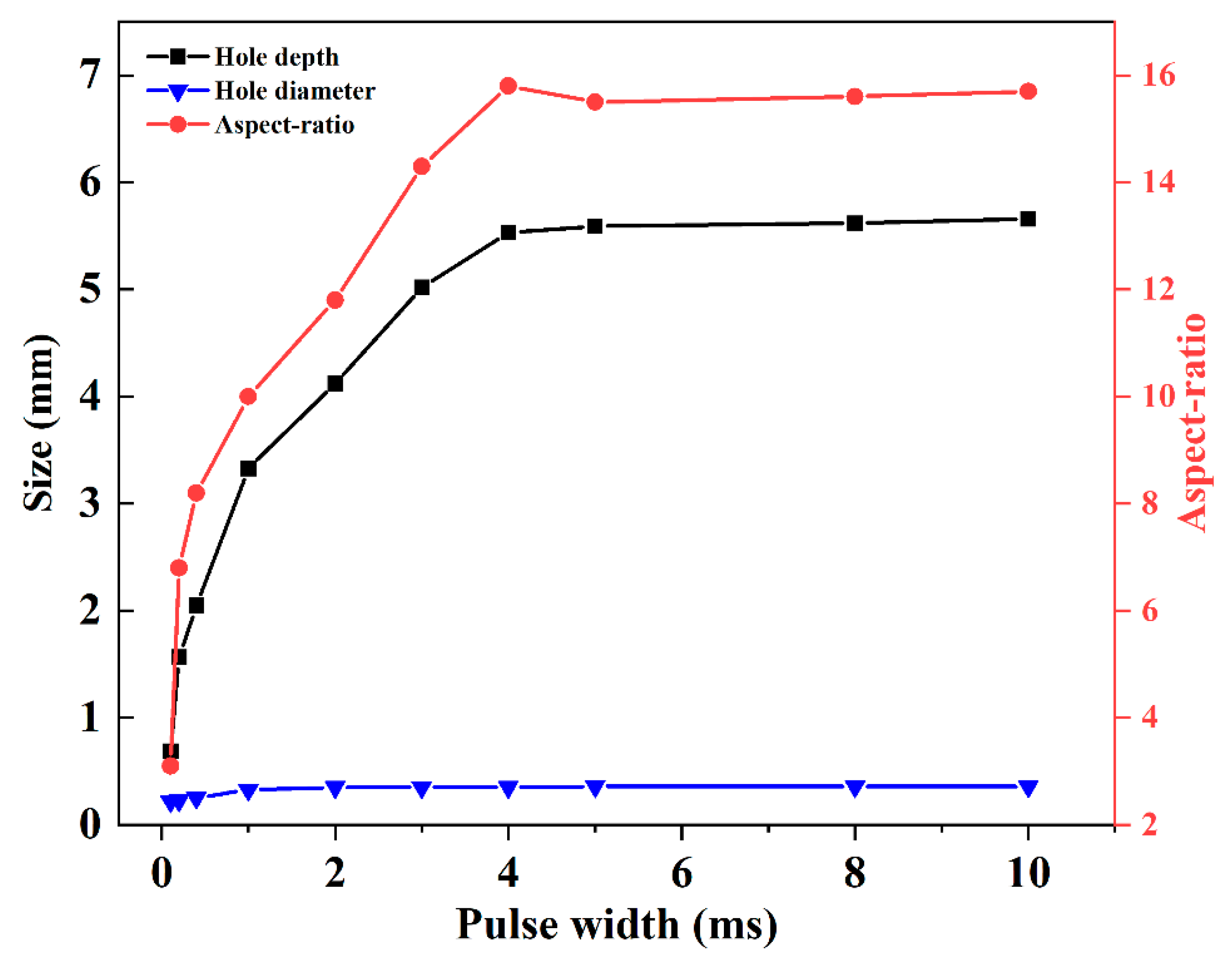
3.1.2. Effect of Pulse Width
3.2. In Situ Observation of Laser Drilling Process
3.2.1. Keyhole Evolution
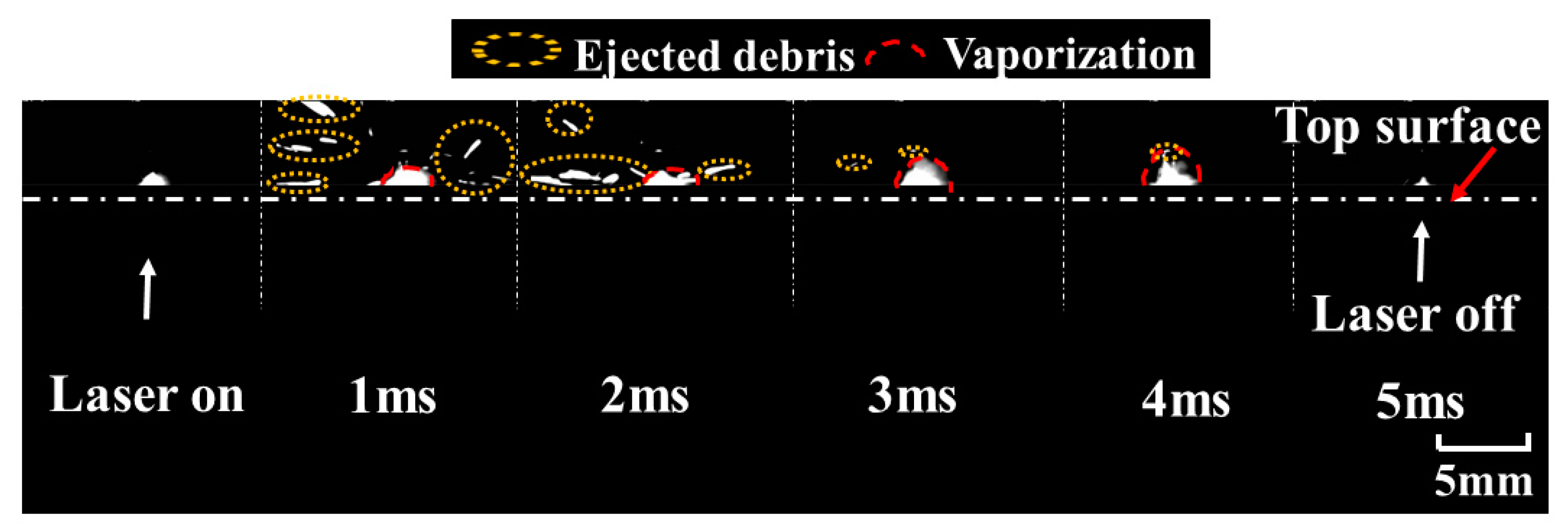
3.2.2. Vaporization and Ejection
3.3. Material Removal Mechanism
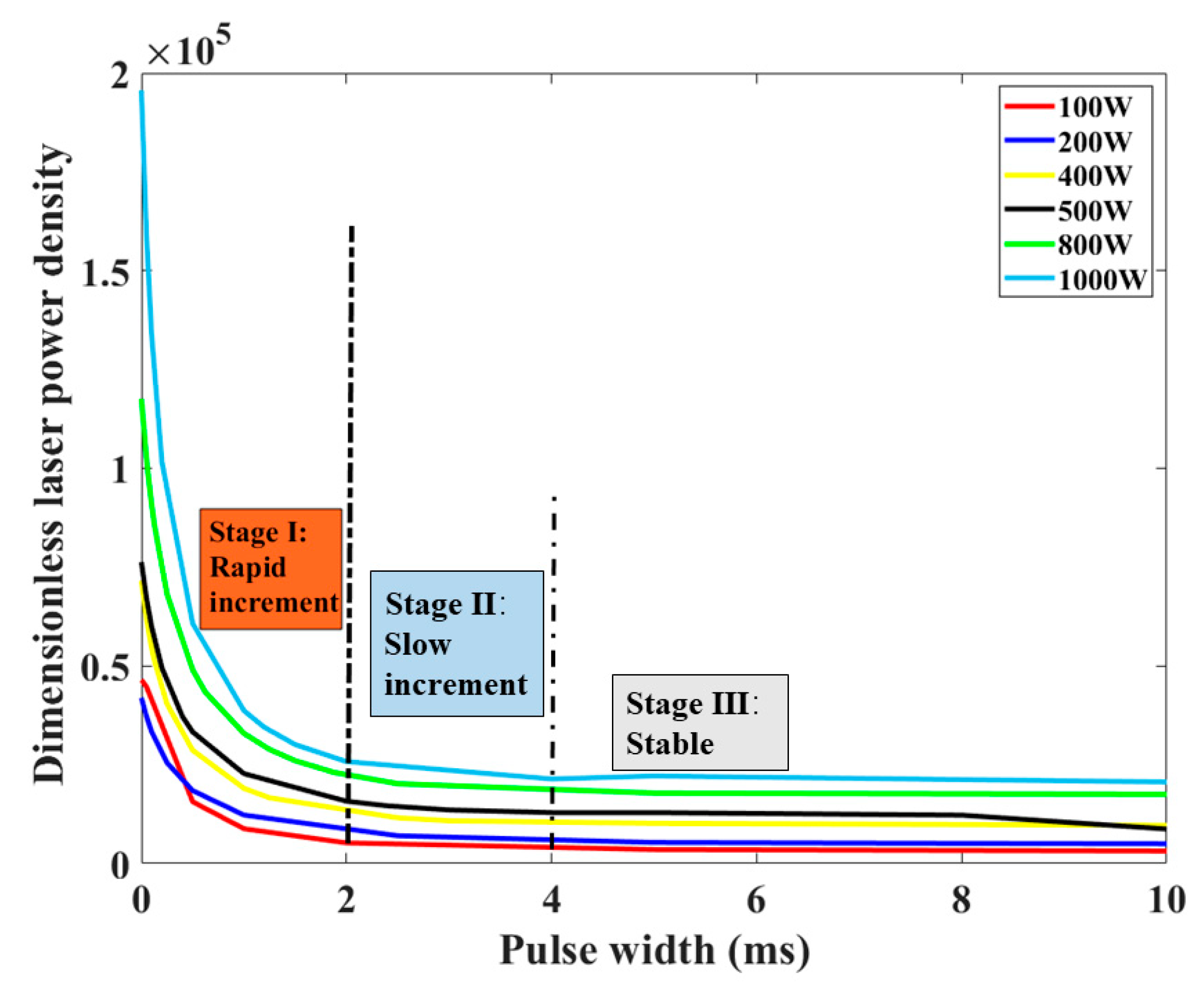
3.3.1. Dimensionless Laser Power Density
3.3.2. Relative Importance of Vaporization and Ejection
4. Conclusions
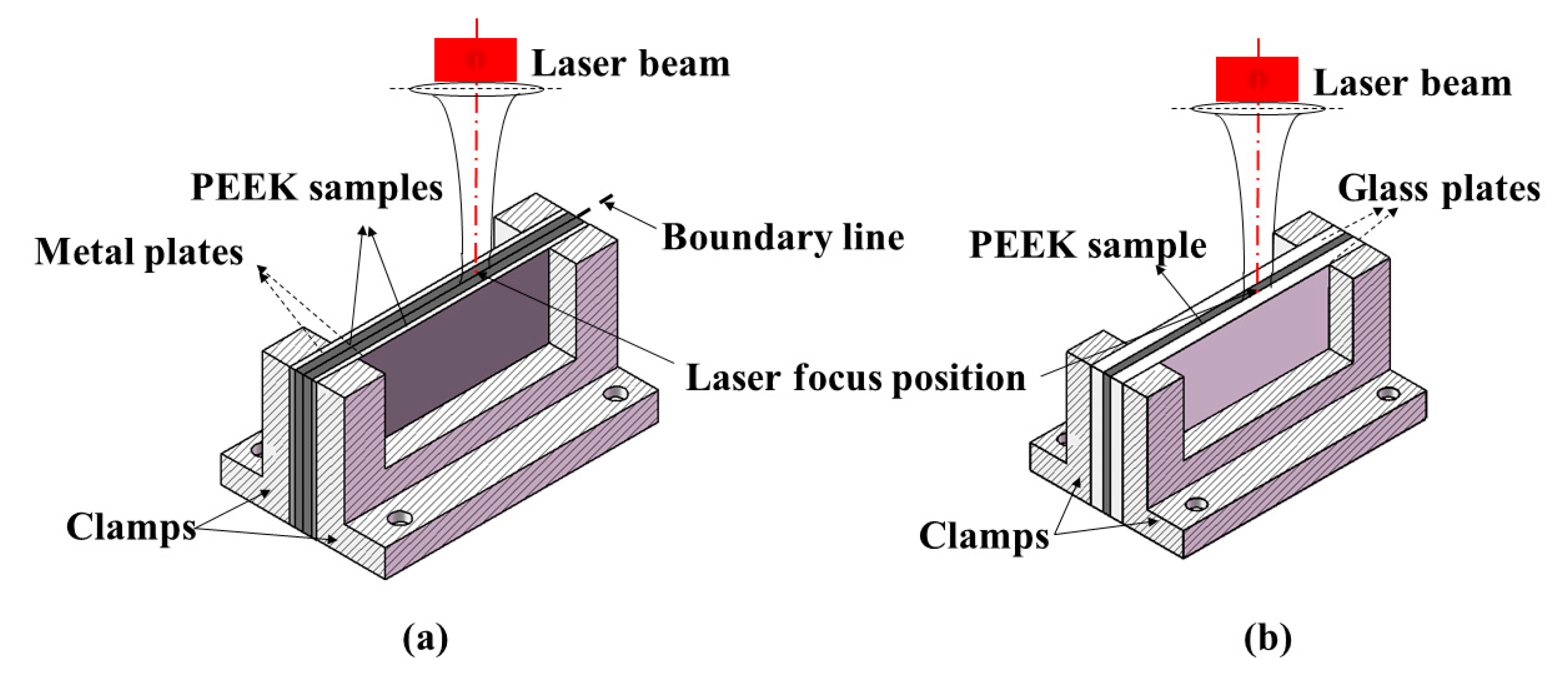
- A method for observing morphologic characteristics of the micro-hole was proposed and applied successfully, especially in the field of laser drilling. The hole depth and hole diameter could be measured rapidly right after drilling experiments on two PEEK samples jointed together with a “sandwich” structure clamp.
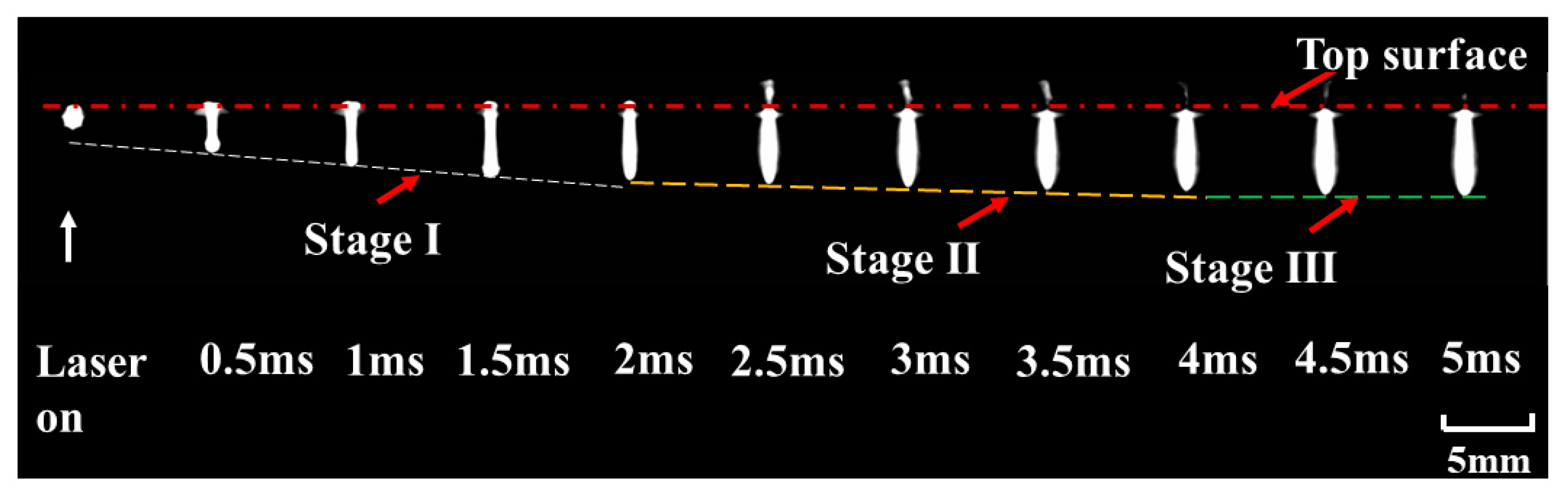
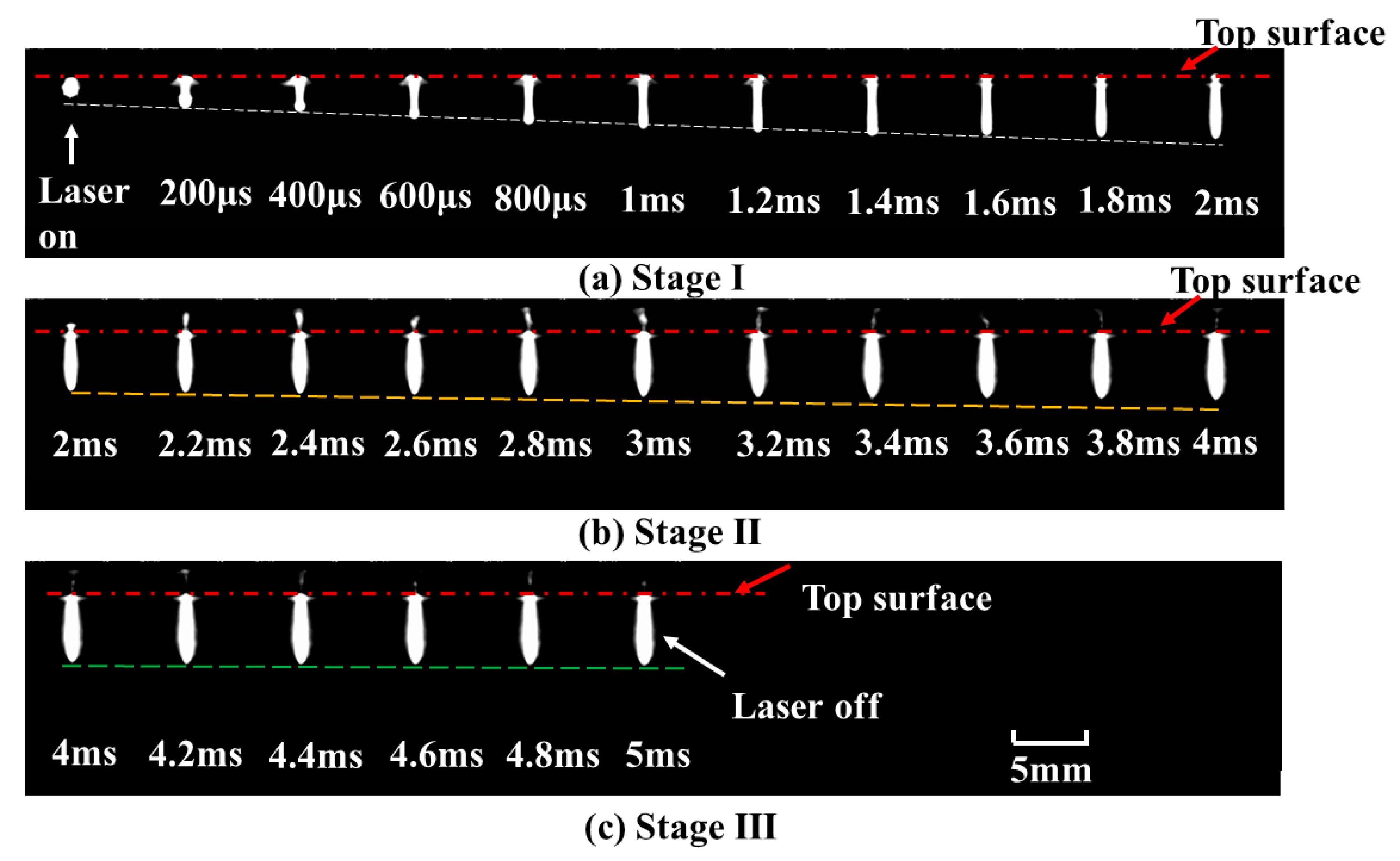
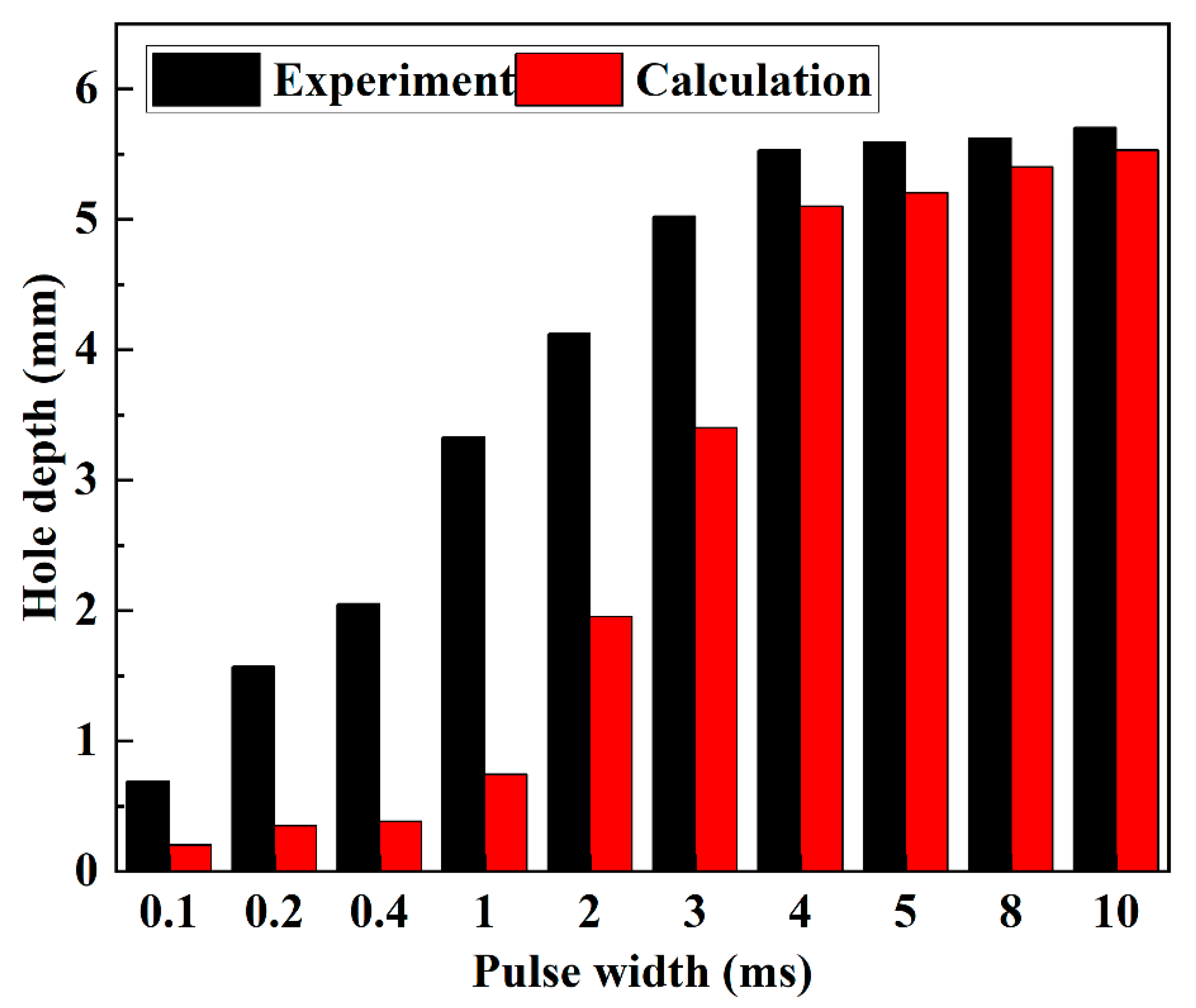
- Across all the processing parameters, the maximum drilling depth was 7.06 mm. The hole diameter varied from 200 μm to 400 μm. The maximum aspect ratio of the hole was 23 when the depth was 7.06 mm and diameter was 0.31 mm. During the first 2 ms, the hole depth increased rapidly with the increase in pulse width at a rate of 2.1 m/s. When the pulse width ranged from 2 ms to 4 ms, a slow increment rate around 0.3 m/s was obtained. After 4 ms, the hole depth was almost unchanged.
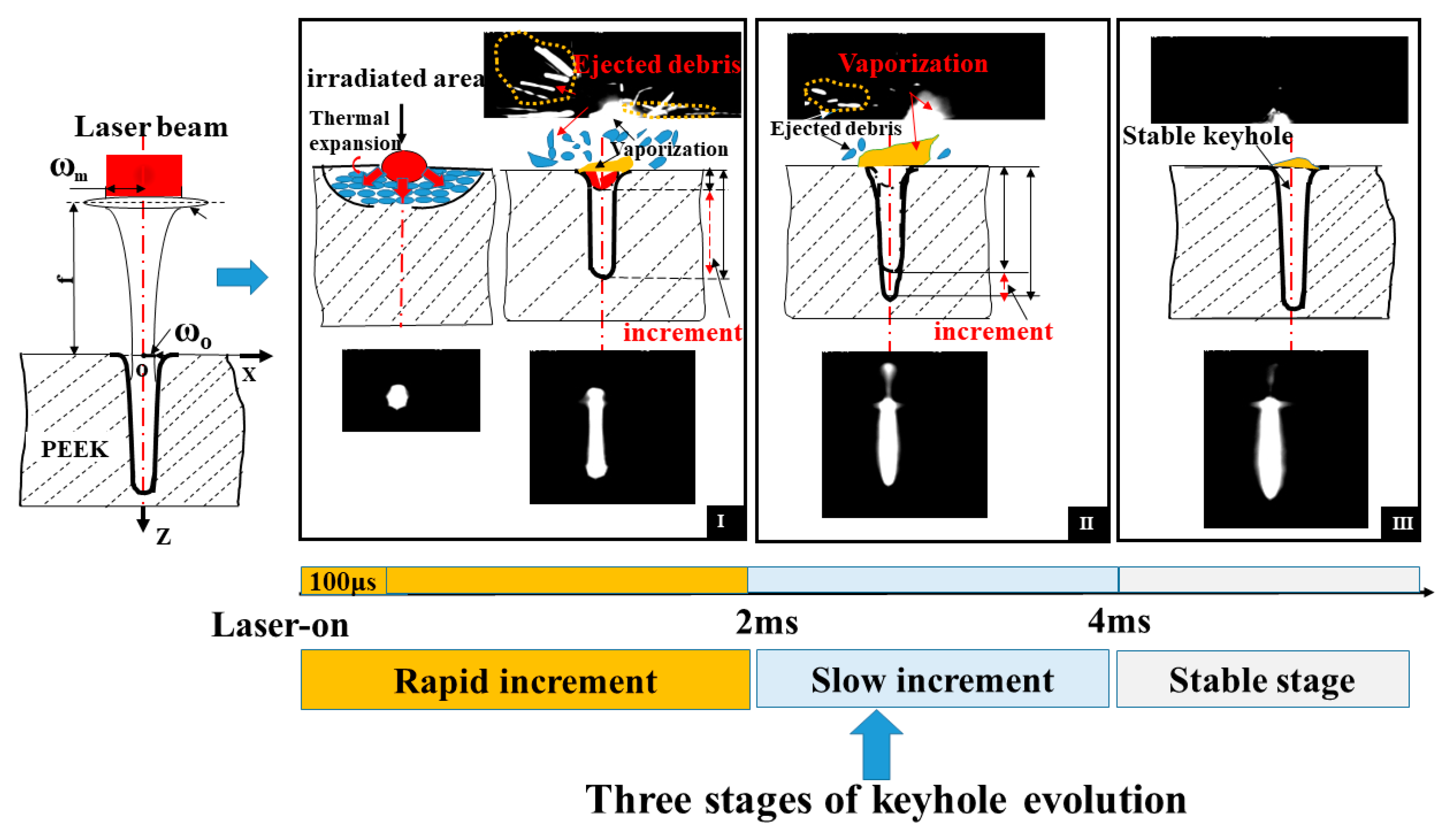
- The keyhole evolution process could be divided into three stages: rapid increment stage (0–2 ms), slow increment stage (2 ms–4 ms), and stable stage (>4 ms). Keyhole evolution was dominated by ejection during the rapid increment stage, while it was dominated by vaporization during the slow increment stage.
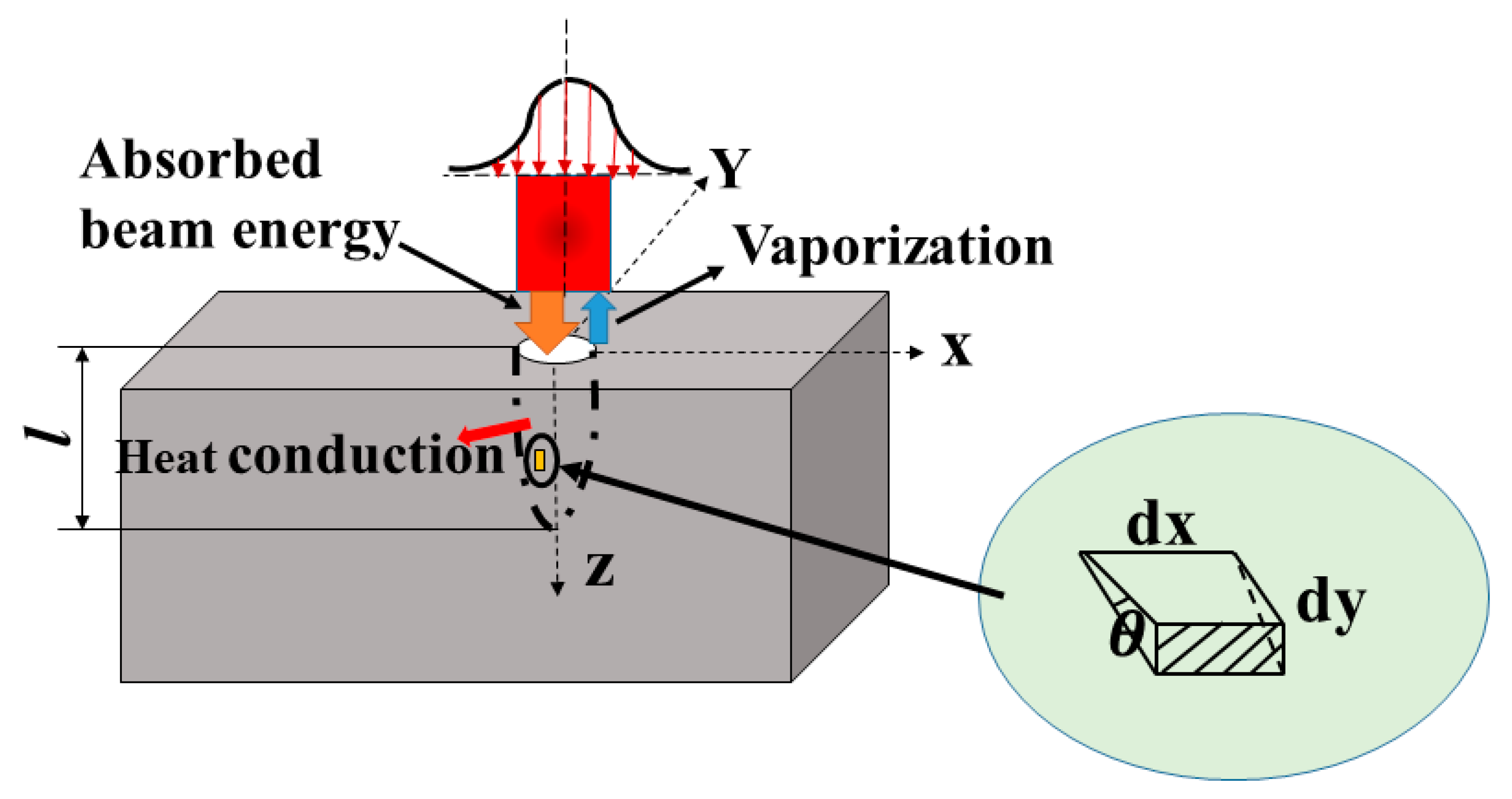
- The laser–PEEK interaction was mainly influenced by the photothermal effect. The dimensionless laser power density is defined as the ratio of laser absorption to the vaporization used for the material removal. Ejected debris contributed to over 60% of the depth increment of the hole at the rapid increment stage, whereas vaporization contributed to about 80% of the depth increment of the hole at the slow increment stage. It can be concluded that the material removal mechanism was dominated by ejection and vaporization during the rapid and slow increment stages, respectively.
Author Contributions
Funding
Conflicts of Interest
References
- Rae, P.J.; Brown, E.N.; Orler, E.B. The mechanical properties of poly(ether-ether-ketone) (PEEK) with emphasis on the large compressive strain response. Polymer 2007, 48, 598–615. [Google Scholar] [CrossRef]
- Zhang, J.B.; Tian, W.Q.; Chen, J.Y.; Yu, J.; Zhang, J.J.; Chen, J.C. The application of polyetheretherketone (PEEK) implants in cranioplasty. Brain Res. Bull. 2019, 153, 143–149. [Google Scholar] [CrossRef] [PubMed]
- Chen, X.; Mao, B.C.; Zhu, Z.L.; Yu, J.Y.; Lu, Y.Q.; Zhang, Q.Q.; Yue, L.; Yu, H.Y. A three-dimensional finite element analysis of mechanical function for 4 removable partial denture designs with 3 framework materials: CoCr, Ti-6Al-4V alloy and PEEK. Sci. Rep. 2019, 9, 10. [Google Scholar] [CrossRef] [Green Version]
- Yuan, B.; Wang, L.N.; Zhao, R.; Yang, X.; Yang, X.; Zhu, X.D.; Liu, L.M.; Zhang, K.; Song, Y.M.; Zhang, X.D. A biomimetically hierarchical polyetherketoneketone scaffold for osteoporotic bone repair. Sci. Adv. 2020, 6, eabc4704. [Google Scholar] [CrossRef]
- Kurtz, S.M.; Devine, J.N. PEEK biomaterials in trauma, orthopedic, and spinal implants. Biomaterials 2007, 28, 4845–4869. [Google Scholar] [CrossRef] [Green Version]
- El-Hofy, M.H.; El-Hofy, H. Laser beam machining of carbon fiber reinforced composites: A review. Int. J. Adv. Manuf. Technol. 2019, 101, 2965–2975. [Google Scholar] [CrossRef]
- Aamir, M.; Giasin, K.; Tolouei-Rad, M.; Vafadar, A. A review: Drilling performance and hole quality of aluminium alloys for aerospace applications. J. Mater. Res. Technol. 2020, 9, 12484–12500. [Google Scholar] [CrossRef]
- Bajpai, P.K.; Singh, I. Drilling behavior of sisal fiber-reinforced polypropylene composite laminates. J. Reinf. Plast. Compos. 2013, 32, 1569–1576. [Google Scholar] [CrossRef]
- Kasten, P.; Beyen, I.; Niemeyer, P.; Luginbühl, R.; Bohner, M.; Richter, W. Porosity and pore size of β-tricalcium phosphate scaffold can influence protein production and osteogenic differentiation of human mesenchymal stem cells: An in vitro and in vivo study. Acta Biomater. 2008, 4, 1904–1915. [Google Scholar] [CrossRef]
- Riveiro, A.; Macon, A.L.B.; del Val, J.; Comesana, R.; Pou, J. Laser Surface Texturing of Polymers for Biomedical Applications. Front. Phys. 2018, 6, 16. [Google Scholar] [CrossRef]
- Akkan, C.K.; Hammadeh, M.; Brück, S.; Park, H.W.; Veith, M.; Abdul-Khaliq, H.; Aktas, C. Plasma and short pulse laser treatment of medical grade PEEK surfaces for controlled wetting. Mater. Lett. 2013, 109, 261–264. [Google Scholar] [CrossRef]
- Rahman, M.; Ramakrishna, S.; Thoo, H.C. Machinability study of carbon/peek composites. Mach. Sci. Technol. 1999, 3, 49–59. [Google Scholar] [CrossRef]
- Davim, J.P.; Reis, P.; Lapa, V.; Antonio, C.C. Machinability study on polyetheretherketone (PEEK) unreinforced and reinforced (GF30) for applications in structural components. Compos. Struct. 2003, 62, 67–73. [Google Scholar] [CrossRef]
- Xu, J.Y.; Huang, X.H.; Davim, J.P.; Ji, M.; Chen, M. On the machining behavior of carbon fiber reinforced polyimide and PEEK thermoplastic composites. Polym. Compos. 2020, 41, 3649–3663. [Google Scholar] [CrossRef]
- Mata, F.; Gaitonde, V.N.; Karnik, S.R.; Davim, J.P. Influence of cutting conditions on machinability aspects of PEEK, PEEK CF 30 and PEEK GF 30 composites using PCD tools. J. Mater. Process. Technol. 2009, 209, 1980–1987. [Google Scholar] [CrossRef]
- Ahmad, F.; Manral, A.; Bajpai, P.K. Machining of Thermoplastic Composites. In Processing of Green Composites; Rakesh, P.K., Singh, I., Eds.; Springer: Singapore, 2019; pp. 107–123. [Google Scholar]
- Zemann, R.; Kain, L.; Bleicher, F. Vibration Assisted Machining of Carbon Fibre Reinforced Polymers. In Proceedings of the 24th DAAAM International Symposium on Intelligent Manufacturing and Automation, Univ Zadar, Zadar, Croatia, 23–26 October 2013; pp. 536–543. [Google Scholar]
- Helmy, M.O.; El-Hofy, M.H.; El-Hofy, H. Effect of cutting fluid delivery method on ultrasonic assisted edge trimming of multidirectional CFRP composites at different machining conditions. In Proceedings of the 19th CIRP Conference on Electro Physical and Chemical Machining, Bilbao, Spain, 23–27 April 2017; pp. 450–455. [Google Scholar]
- Zhang, Y.C.; Li, Y.; Hu, Y.L.; Zhu, X.L.; Huang, Y.W.; Zhang, Z.; Rao, S.L.; Hu, Z.J.; Qiu, W.X.; Wang, Y.L.; et al. Localized Self- Growth of Reconfigurable Architectures Induced by a Femtosecond Laser on a Shape-Memory Polymer. Adv. Mater. 2018, 30, 1803072. [Google Scholar] [CrossRef]
- Ligon, S.C.; Liska, R.; Stampfl, J.; Gurr, M.; Mulhaupt, R. Polymers for 3D Printing and Customized Additive Manufacturing. Chem. Rev. 2017, 117, 10212–10290. [Google Scholar] [CrossRef] [Green Version]
- Wang, X.; Jiang, M.; Zhou, Z.W.; Gou, J.H.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Romoli, L.; Fischer, F.; Kling, R. A study on UV laser drilling of PEEK reinforced with carbon fibers. Opt. Lasers Eng. 2012, 50, 449–457. [Google Scholar] [CrossRef]
- Tokarev, V.N.; Lopez, J.; Lazare, S.; Weisbuch, F. High-aspect-ratio microdrilling of polymers with UV laser ablation: Experiment with analytical model. Appl. Phys. A 2003, 76, 385–396. [Google Scholar] [CrossRef]
- Li, Q.L.; Perrie, W.; Potter, R.; Allegre, O.; Li, Z.Q.; Tang, Y.; Zhu, G.Y.; Liu, D.; Chalker, P.; Ho, J.; et al. Femtosecond laser micro-structuring of amorphous polyether(ether)ketone at 775 nm and 387 nm. J. Phys. D 2020, 53, 365301. [Google Scholar] [CrossRef]
- Wang, L.; Guo, Z.; Deng, Y.; Chen, T.; Xie, M.; Xiao, Y.; Zou, Z. Experimental research into microgroove stamping by laser-induced cavitation. Opt. Laser Technol. 2022, 146, 107549. [Google Scholar] [CrossRef]
- Gorodesky, N.; Ozana, N.; Berg, Y.; Dolev, O.; Danan, Y.; Kotler, Z.; Zalevsky, Z. Depth estimation of laser glass drilling based on optical differential measurements of acoustic response. J. Opt. 2016, 18, 095402. [Google Scholar] [CrossRef]
- Liu, Y.; Xu, H.M.; Wang, H.; Zhao, W.X.; Liang, C.L.; Zhong, M.Y.; Shen, H. Flexible TiO2 nanotube-based dye-sensitized solar cells using laser-drilled microhole array electrodes. Appl. Phys. A 2011, 102, 127–130. [Google Scholar] [CrossRef]
- Zhao, W.; Shen, X.; Liu, H.; Wang, L.; Jiang, H. Effect of high repetition rate on dimension and morphology of micro-hole drilled in metals by picosecond ultra-short pulse laser. Opt. Lasers Eng. 2020, 124, 105811. [Google Scholar] [CrossRef]
- Rodden, W.S.O.; Kudesia, S.S.; Hand, D.P.; Jones, J.D.C. A comprehensive study of the long pulse Nd:YAG laser drilling of multi-layer carbon fibre composites. Opt. Commun. 2002, 210, 319–328. [Google Scholar] [CrossRef]
- Wang, H.X.; Xu, Y.; Zheng, H.Y.; Zhou, W.; Ren, N.F.; Ren, X.D.; Li, T. Monitoring and analysis of millisecond laser drilling process and performance with and without longitudinal magnetic assistance and/or assist gas. J. Manuf. Process. 2019, 48, 297–312. [Google Scholar] [CrossRef]
- Xia, B.; Jiang, L.; Li, X.W.; Yan, X.L.; Zhao, W.W.; Lu, Y.F. High aspect ratio, high-quality microholes in PMMA: A comparison between femtosecond laser drilling in air and in vacuum. Appl. Phys. A 2015, 119, 61–68. [Google Scholar] [CrossRef]
- Esser, D.; Rezaei, S.; Li, J.; Herman, P.R.; Gottmann, J. Time dynamics of burst-train filamentation assisted femtosecond laser machining in glasses. Opt. Express 2011, 19, 25632–25642. [Google Scholar] [CrossRef]
- Cheng, S.Z.D.; Wunderlich, B. HEAT-CAPACITIES AND ENTROPIES OF LIQUID, HIGH-MELTING-POINT POLYMERS CONTAINING PHENYLENE GROUPS (PEEK, PC, AND PET). J. Polym. Sci. B Polym. Phys. 1986, 24, 1755–1765. [Google Scholar] [CrossRef]
- Rickert, T.J.; Gubbels, W. ESPI Hole-Drilling of Rings and Holes Using Cylindrical Hole Analysis. In Proceedings of the SEM Annual Conference and Exposition on Experimental and Applied Mechanics, Orlando, FL, USA, 6–9 June 2016; pp. 83–89. [Google Scholar]
- Ramanujam, N.; Dhanabalan, S.; Kumar, D.R.; Jeyaprakash, N. Investigation of Micro-Hole Quality in Drilled CFRP Laminates Through CO2 Laser. Arab. J. Sci. Eng. 2021, 46, 7557–7575. [Google Scholar] [CrossRef]
- Zhang, Y.; Lowe, R.M.; Harvey, E.; Hannaford, P.; Endo, A. High aspect-ratio micromachining of polymers with an ultrafast laser. Appl. Surf. Sci. 2002, 186, 345–351. [Google Scholar] [CrossRef]
- Zhang, Y.; Yu, G.; He, X.L.; Li, S.X.; Ning, W.J. Driving mechanism of keyhole evolution during multi-pulse drilling with a millisecond laser. Sci. China Phys. Mech. 2019, 62, 104711. [Google Scholar] [CrossRef]
- Leone, C.; Papa, I.; Tagliaferri, F.; Lopresto, V. Investigation of CFRP laser milling using a 30 W Q-switched Yb:YAG fiber laser: Effect of process parameters on removal mechanisms and HAZ formation. Compos. Part A Appl. Sci. Manuf. 2013, 55, 129–142. [Google Scholar] [CrossRef]
- Conforti, P.F.; Prasad, M.; Garrison, B.J. Elucidating the thermal, chemical, and mechanical mechanisms of ultraviolet ablation in poly(methyl methacrylate) via molecular dynamics simulations. Acc. Chem. Res. 2008, 41, 915–924. [Google Scholar] [CrossRef]
- Prasad, M.; Conforti, P.F.; Garrison, B.J. On the role of chemical reactions in initiating ultraviolet laser ablation in poly(methyl methacrylate). J. Appl. Phys. 2007, 101, 103113. [Google Scholar] [CrossRef] [Green Version]
- Canel, T.; Baglan, I.; Sinmazcelik, T. Mathematical modeling of heat distribution on carbon fiber Poly(ether-ether-ketone) (PEEK) composite during laser ablation. Opt. Laser Technol. 2020, 127, 106190. [Google Scholar] [CrossRef]
- Bityurin, N.; Malyshev, A. Bulk photothermal model for laser ablation of polymers by nanosecond and subpicosecond pulses. J. Appl. Phys. 2002, 92, 605–613. [Google Scholar] [CrossRef]
- Lippert, T. Interaction of photons with polymers: From surface modification to ablation. Plasma Process. Polym. 2005, 2, 525–546. [Google Scholar] [CrossRef]
- Anisimov, S.I.; Luk’yanchuk, B.S. Selected problems of laser ablation theory. Phys.-Usp. 2002, 45, 293–324. [Google Scholar] [CrossRef] [Green Version]
- Bogaerts, A.; Chen, Z.; Gijbels, R.; Vertes, A. Laser ablation for analytical sampling: What can we learn from modeling? Spectrochim. Acta Part B At. Spectrosc. 2003, 58, 1867–1893. [Google Scholar] [CrossRef]
- Schick, C. 2.31—Calorimetry. In Polymer Science: A Comprehensive Reference; Matyjaszewski, K., Möller, M., Eds.; Elsevier: Amsterdam, The Netherlands, 2012; pp. 793–823. [Google Scholar]
- Cenna, A.A.; Mathew, P. Analysis and prediction of laser cutting parameters of fibre reinforced plastics (FRP) composite materials. Int. J. Mach. Tools Manuf. 2002, 42, 105–113. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Thermophysical Properties | Value |
|---|---|
| Density | 1.3 × 103 kg/m3 |
| Glass transition temperature (Tg) | 416 K |
| Melting point | 616 K |
| Vaporization temperature | 623 K–773 K |
| Coefficient of thermal expansion | 4.7 × 10−5/K |
| Specific heat | 2.2 kJ/(kg·K) |
| Diffusivity | 1 × 10−4 m2/s |
| Conductivity | 0.29 W/(m·K) |
| Absorption coefficient | 0.68 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Y.; Yu, G.; Tian, C.; Li, Z.; Shao, J.; Li, S.; He, X. Hole Morphology and Keyhole Evolution during Single Pulse Laser Drilling on Polyether-Ether-Ketone (PEEK). Materials 2022, 15, 2457. https://doi.org/10.3390/ma15072457
Zhang Y, Yu G, Tian C, Li Z, Shao J, Li S, He X. Hole Morphology and Keyhole Evolution during Single Pulse Laser Drilling on Polyether-Ether-Ketone (PEEK). Materials. 2022; 15(7):2457. https://doi.org/10.3390/ma15072457
Chicago/Turabian StyleZhang, Yanmei, Gang Yu, Chongxin Tian, Zhiyong Li, Jiayun Shao, Shaoxia Li, and Xiuli He. 2022. "Hole Morphology and Keyhole Evolution during Single Pulse Laser Drilling on Polyether-Ether-Ketone (PEEK)" Materials 15, no. 7: 2457. https://doi.org/10.3390/ma15072457
APA StyleZhang, Y., Yu, G., Tian, C., Li, Z., Shao, J., Li, S., & He, X. (2022). Hole Morphology and Keyhole Evolution during Single Pulse Laser Drilling on Polyether-Ether-Ketone (PEEK). Materials, 15(7), 2457. https://doi.org/10.3390/ma15072457