
Experimental Analysis of Ductile Cutting Regime in Face Milling of Sintered Silicon Carbide


Abstract
:1. Introduction
2. Materials and Methods
- A first experiment series varying the cutting speed;
- A second experiment series exploring the influence of the feedrate on achieving ductile behavior;
- A third, orthogonal matrix based experiment series analyzing the correlation between the first two experiment series;
- A number of scratch tests, determining a critical transition depth from brittle to ductile behavior;
- The production of 3 sample surfaces (diamond ground, milled in a non-ductile and a ductile cutting regime) for further analytical purposes such as XRD and SAM.
3. Results
3.1. First Experiment Series
3.2. Second Experiment Series
3.3. Third Experiment Series
3.4. Fourth Experiment Series—Determination of Brittle to Ductile Transition Depth
3.5. Fifth Experiment Series—Baseline Comparison
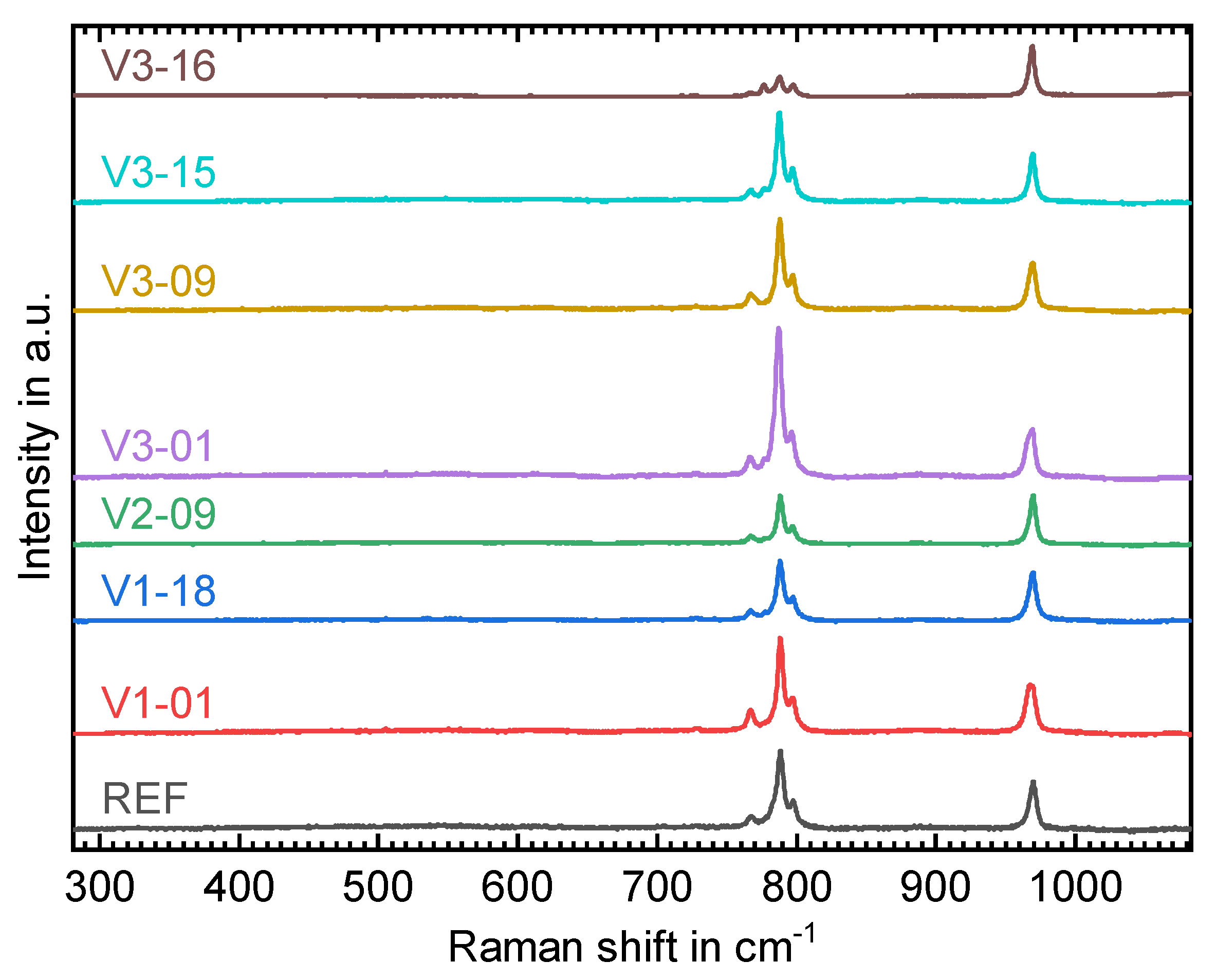
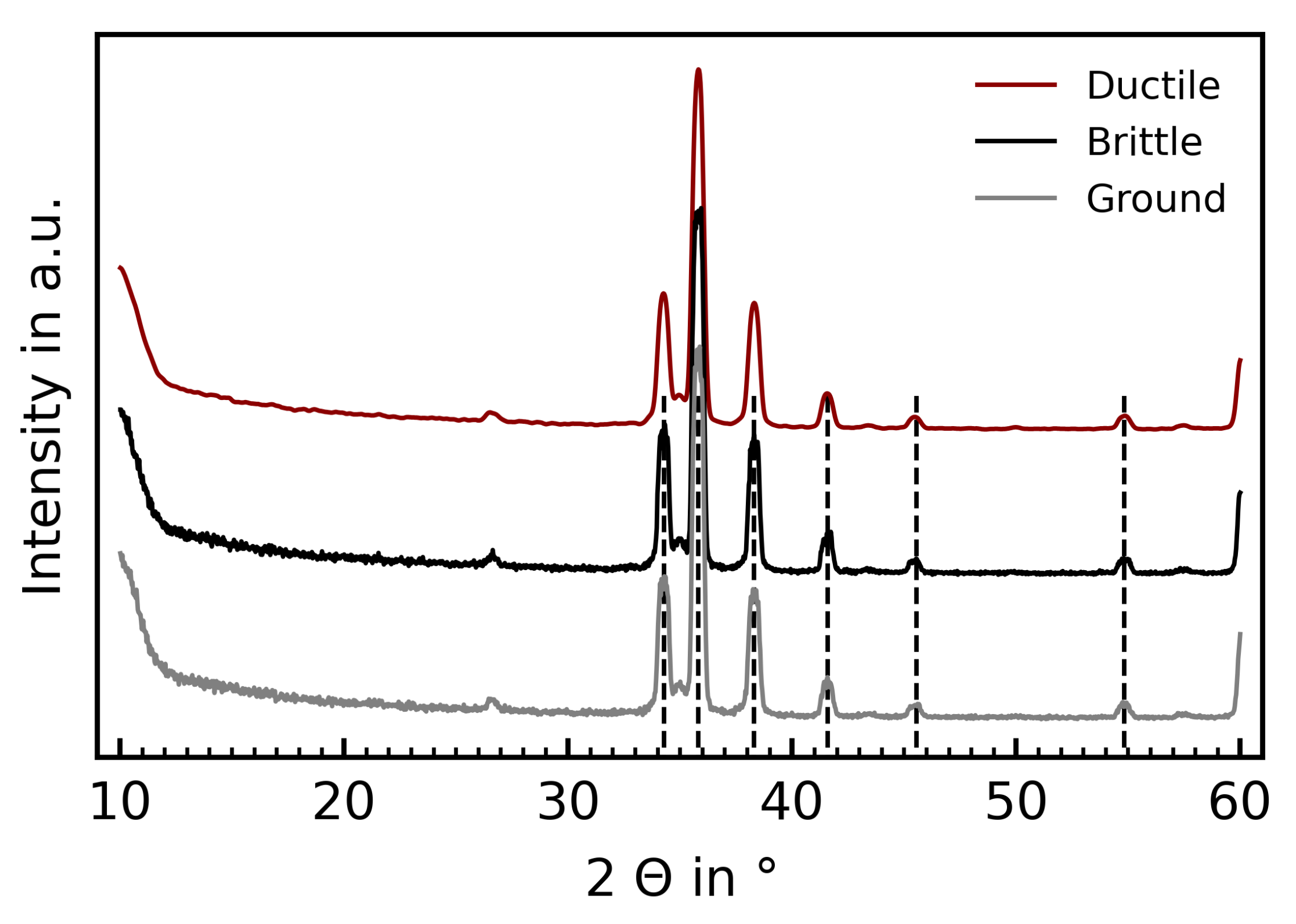
3.6. Compositional and Crystallographic Analysis
4. Discussion
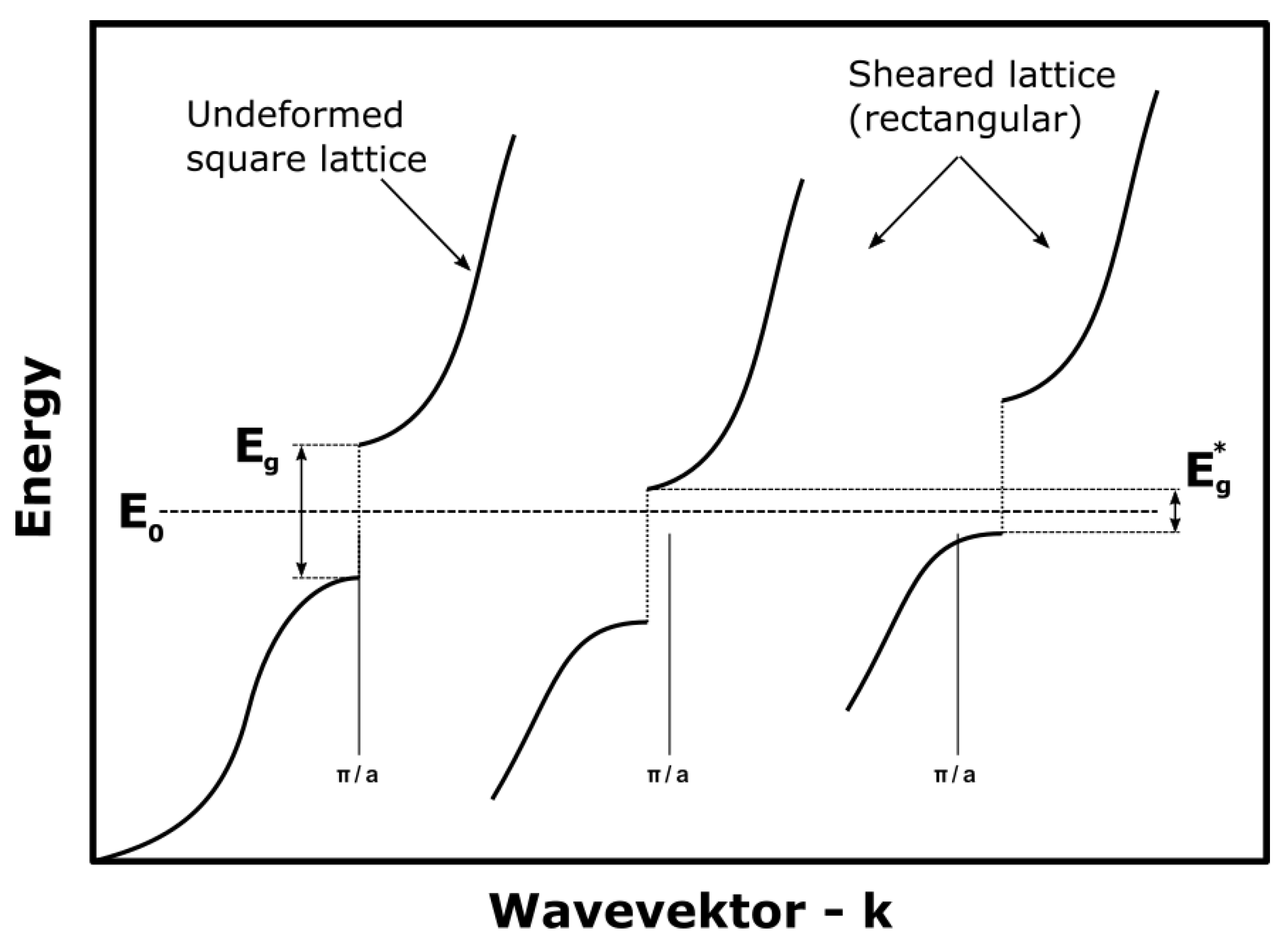
4.1. Brittle-to-Ductile Transition
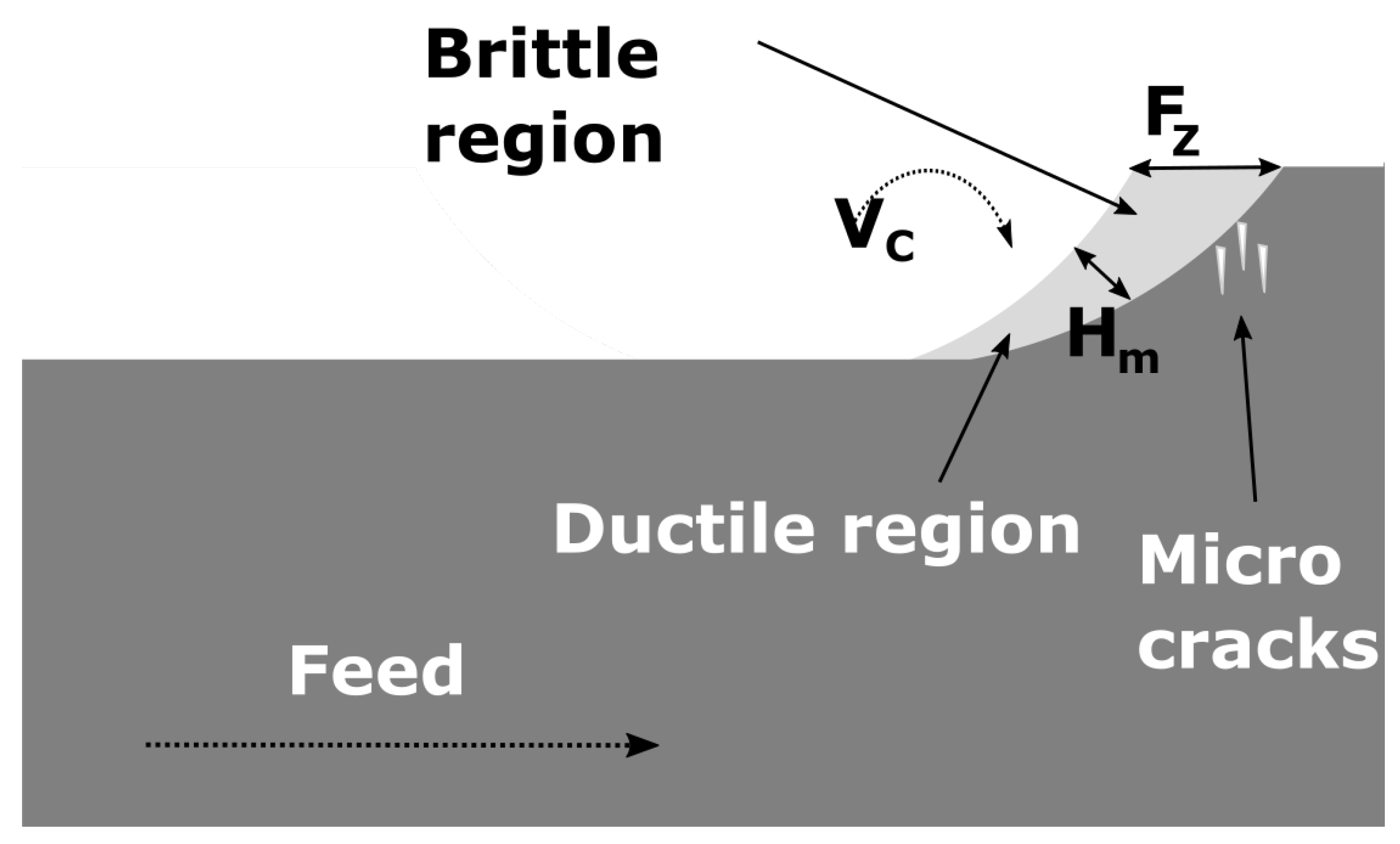
4.2. Milling Kinematics towards a Partial Brittle to Ductile Transition
5. Conclusions
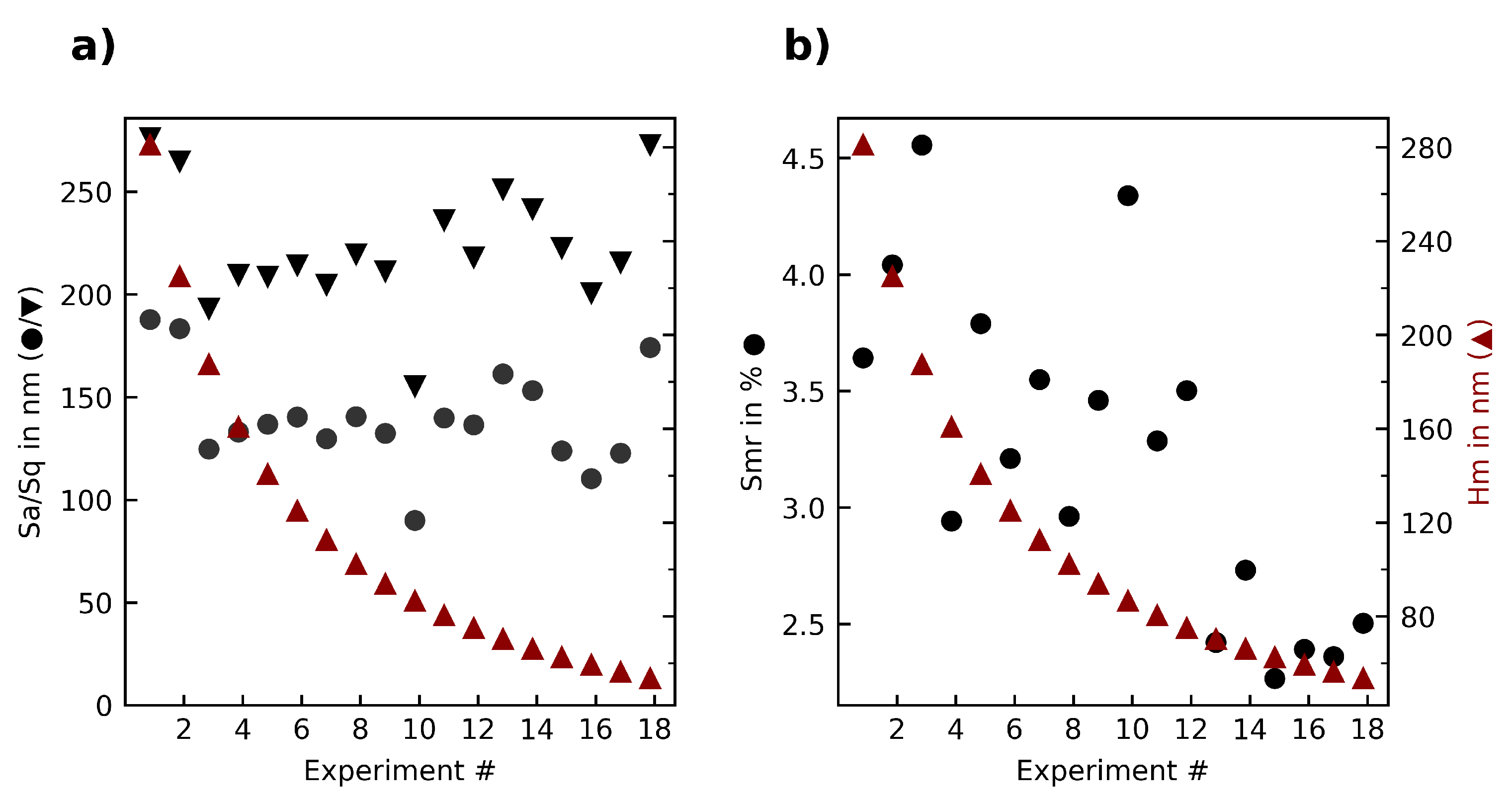
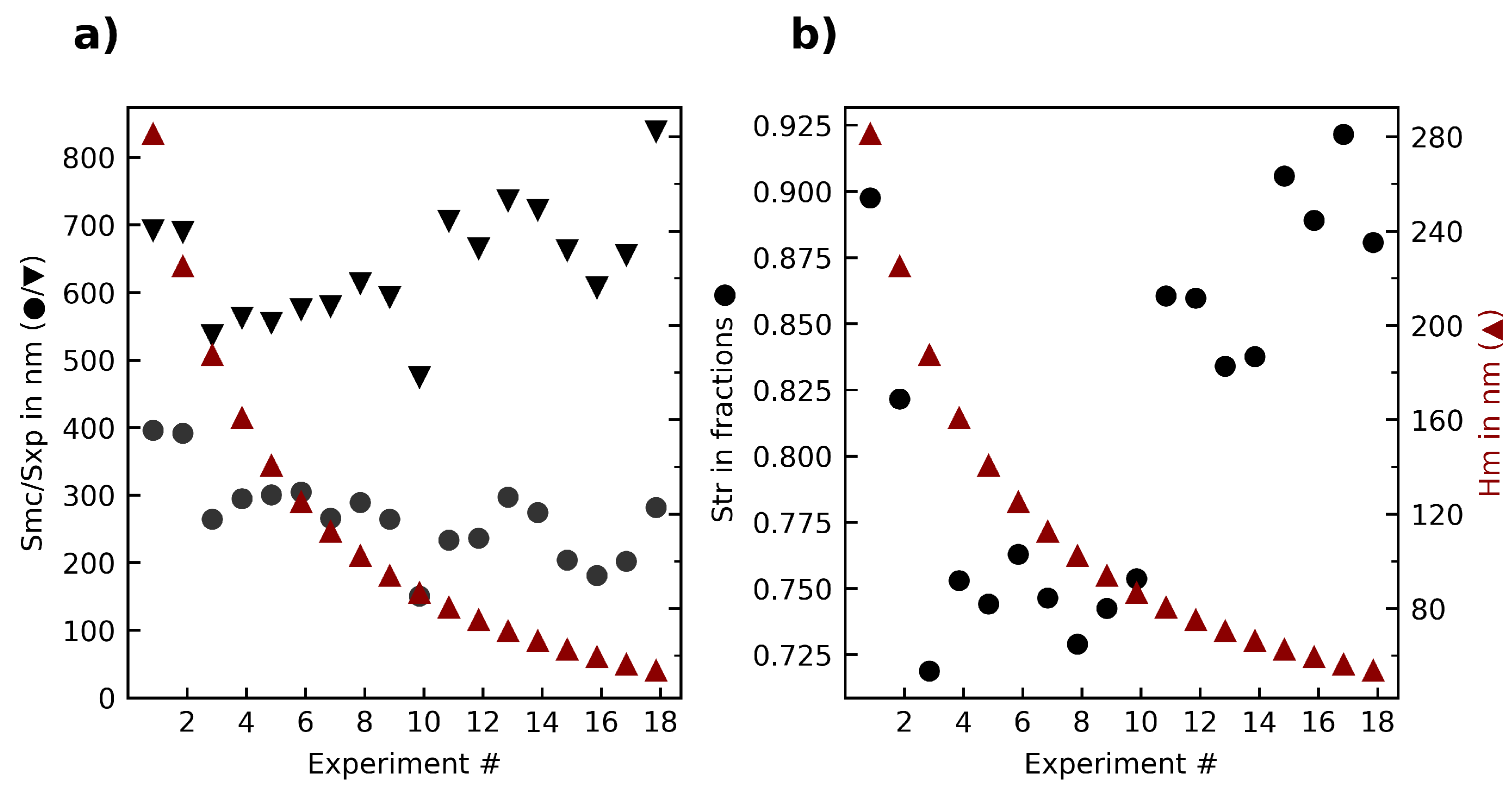
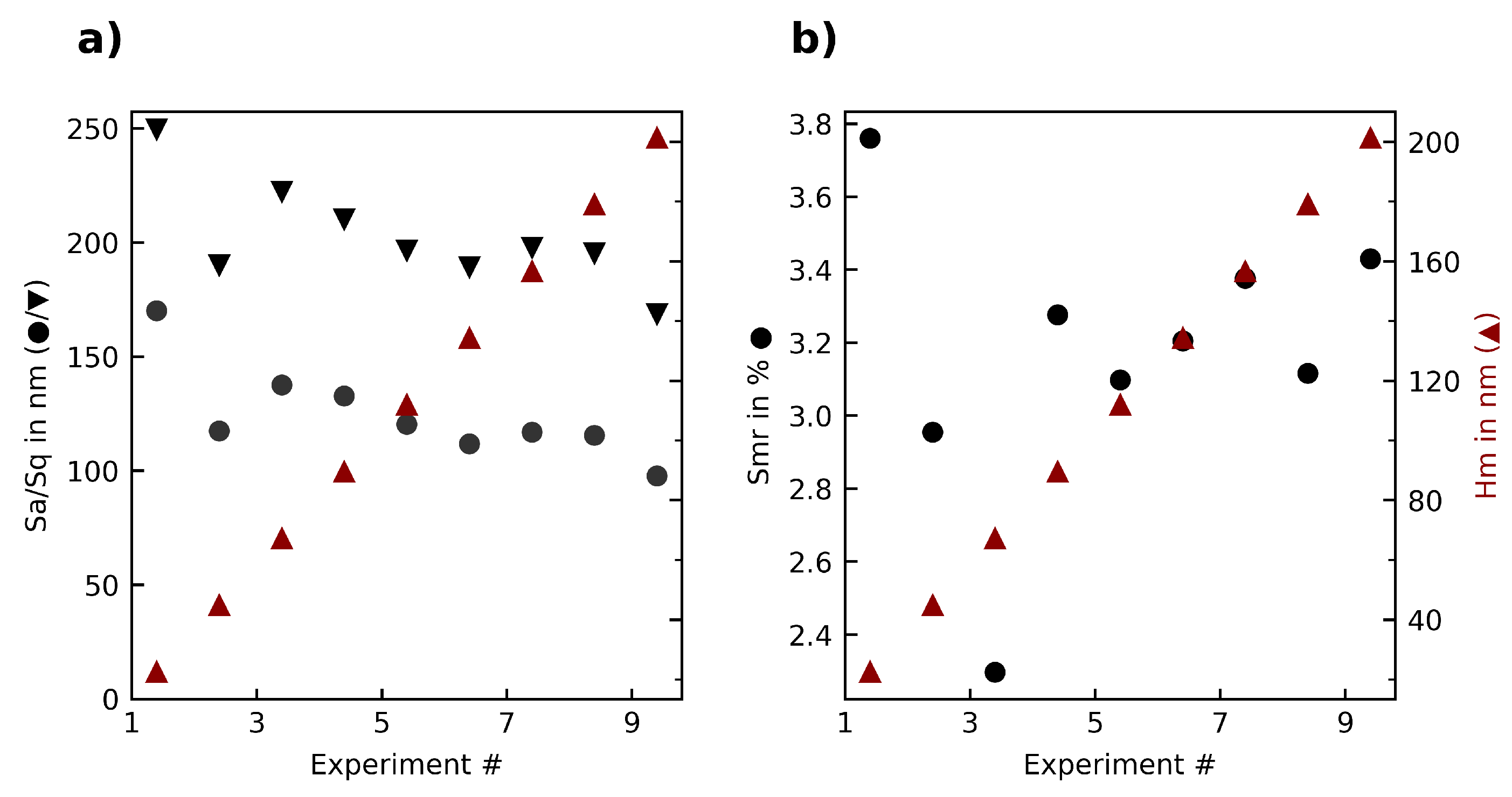
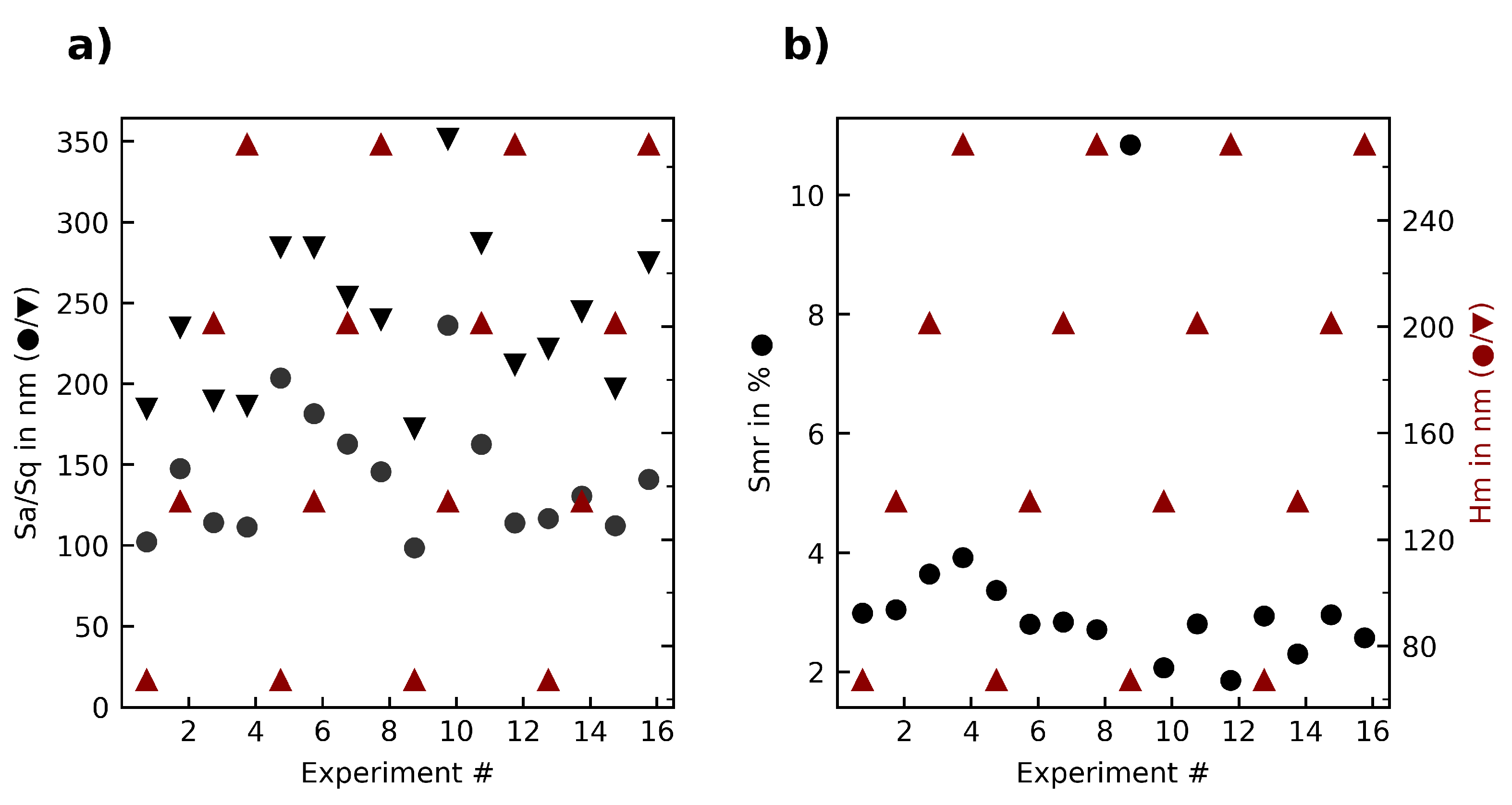
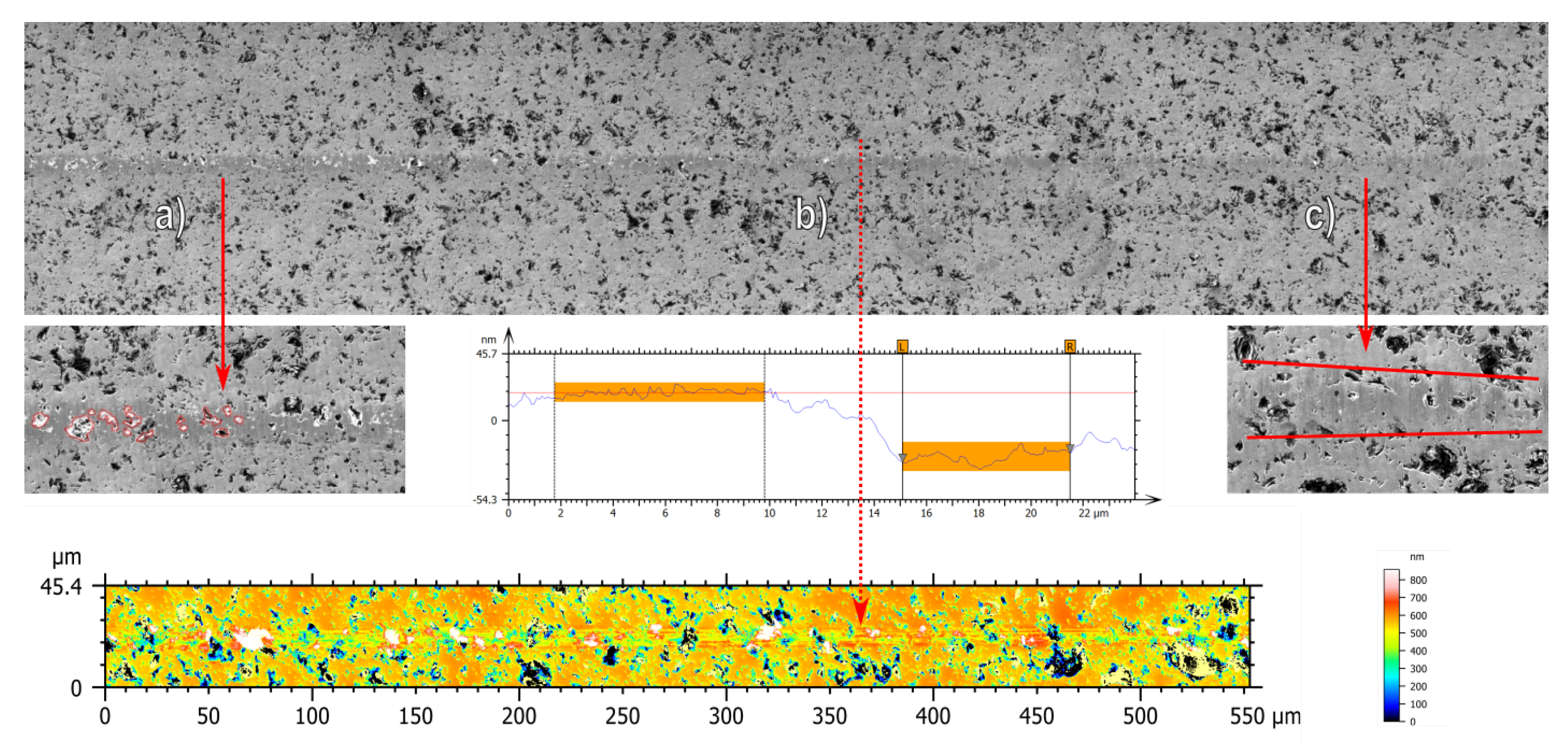
- The resulting surfaces were characterized not only for their roughness, but also for the ISO 25178 functional parameters. It can be seen that below a certain critical chip thickness of 55 nm, the areal material ratio improves spontaneously. A surface roughness Sa of 0.1 to 0.2 µm was achieved.
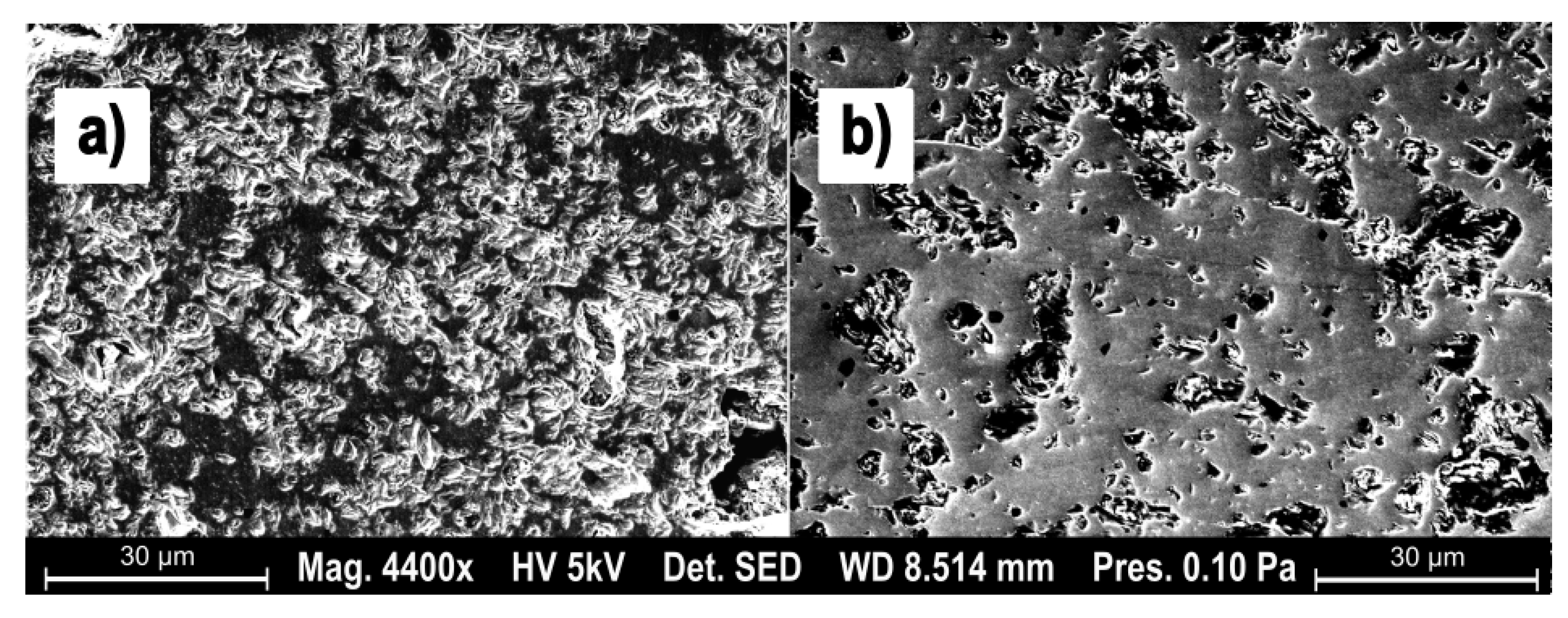
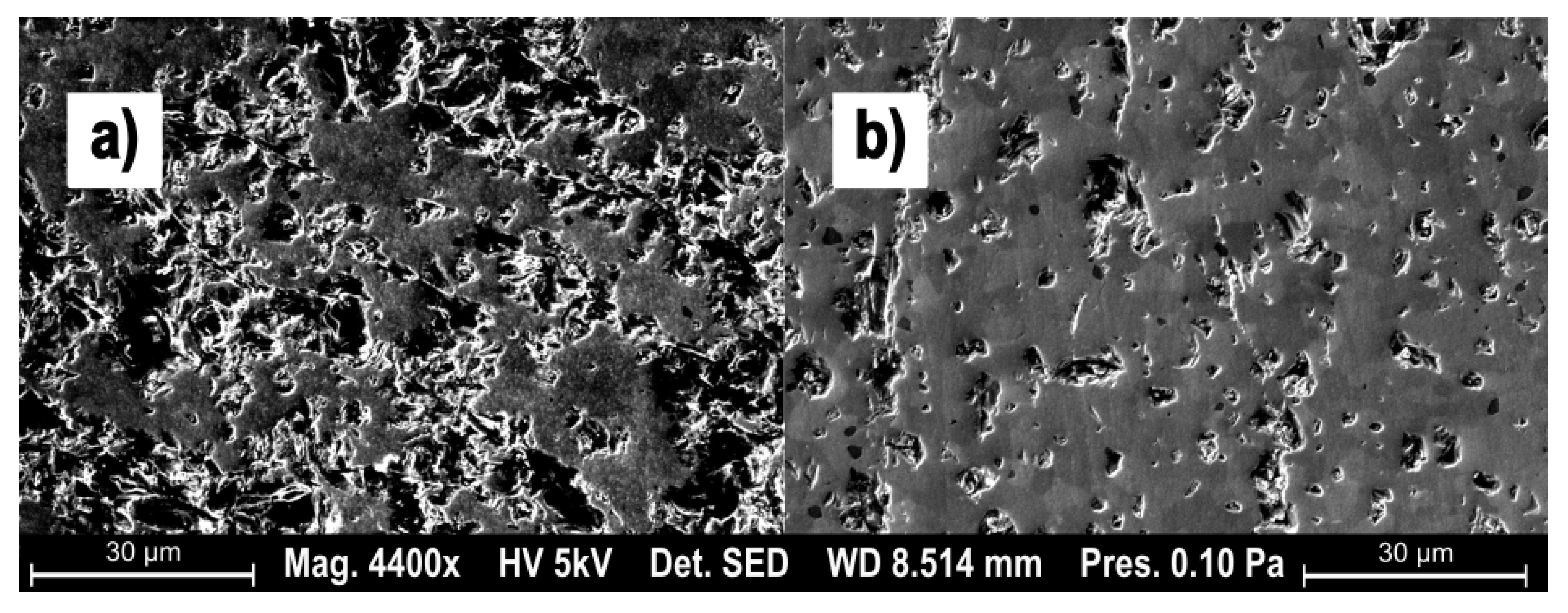
- SEM micrographs show a smoother, less broken up surface on low median chip thickness parameter sets.
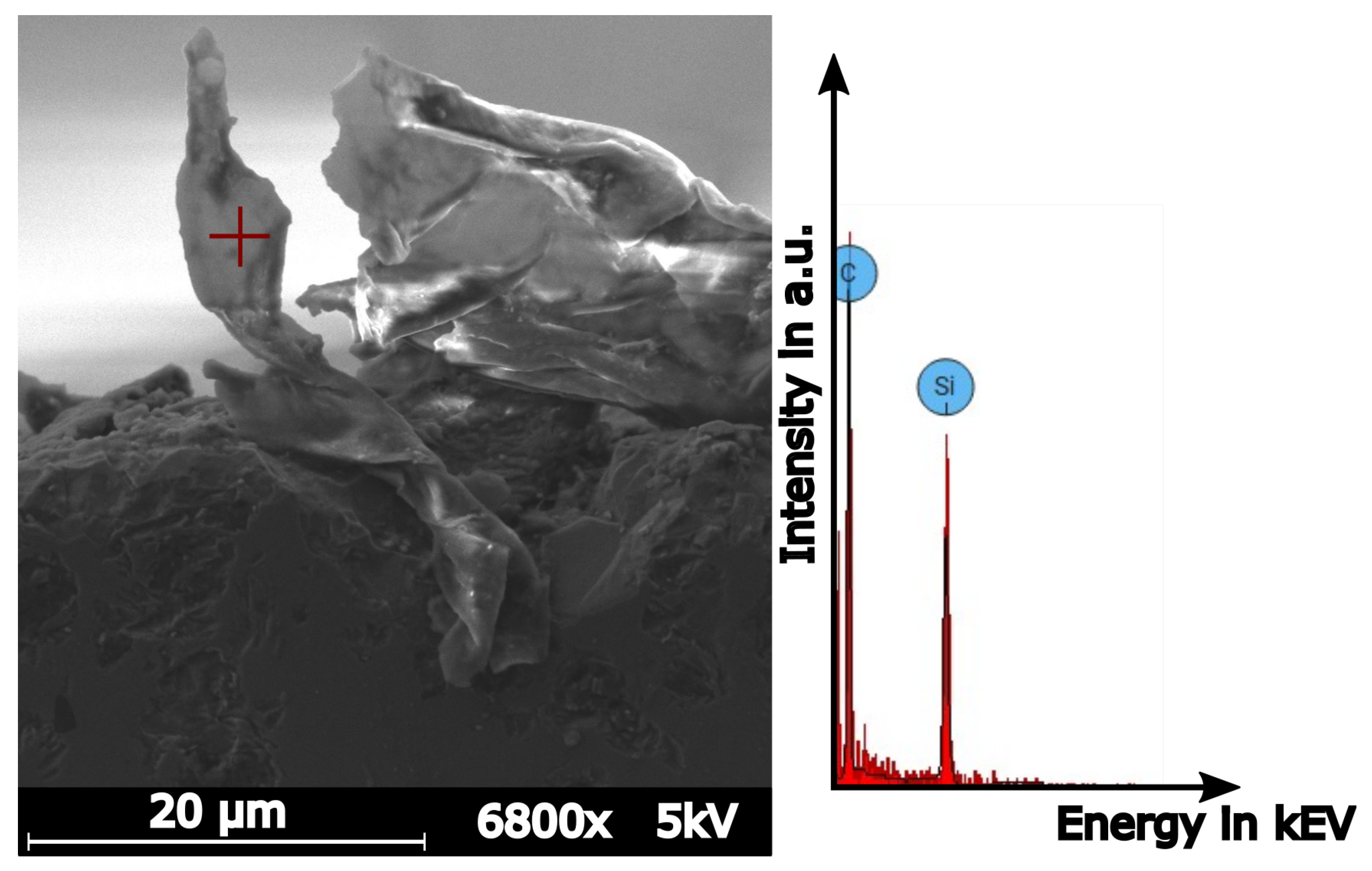
- A recovered SiC chip shows a clear “twist-like“ shape.
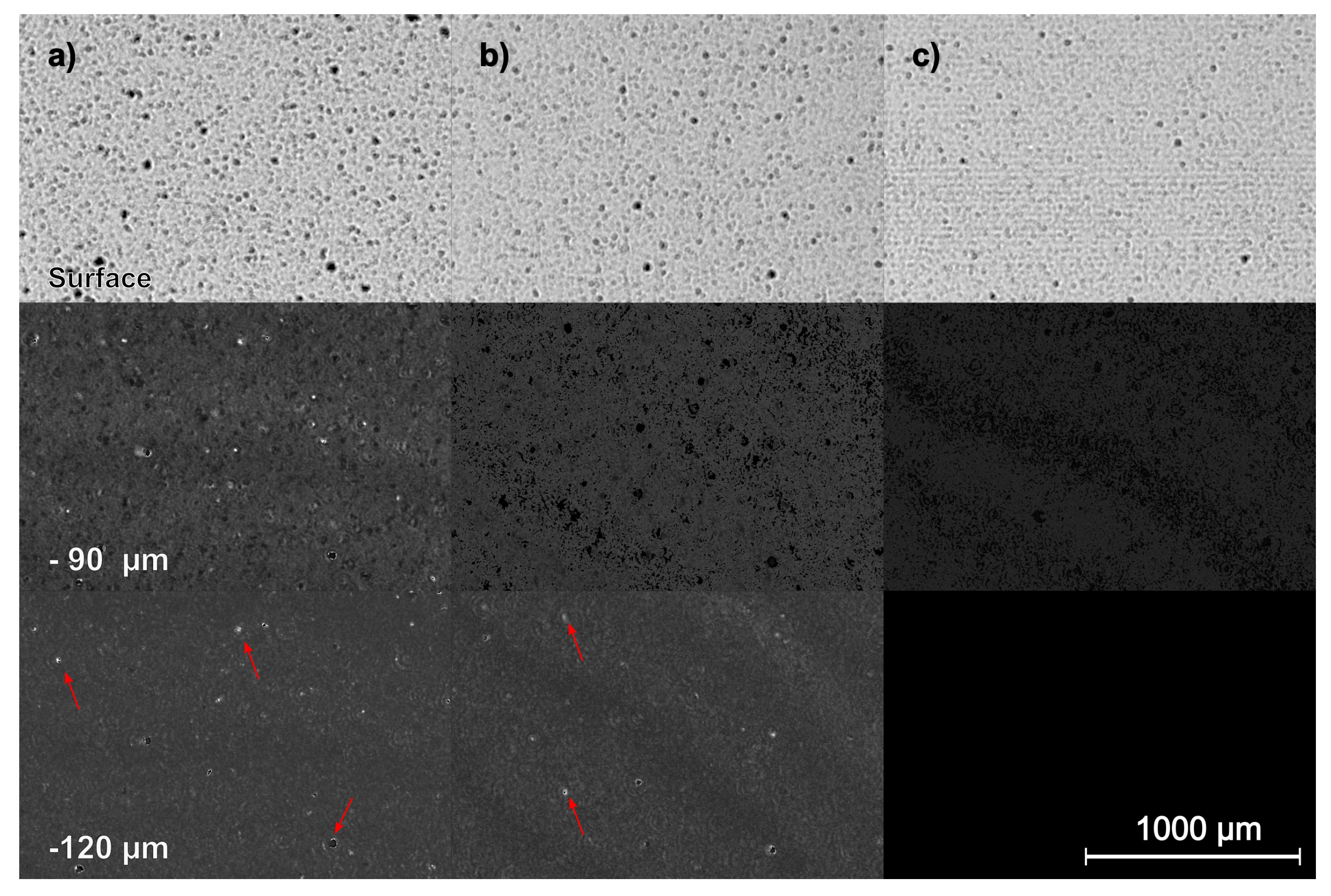
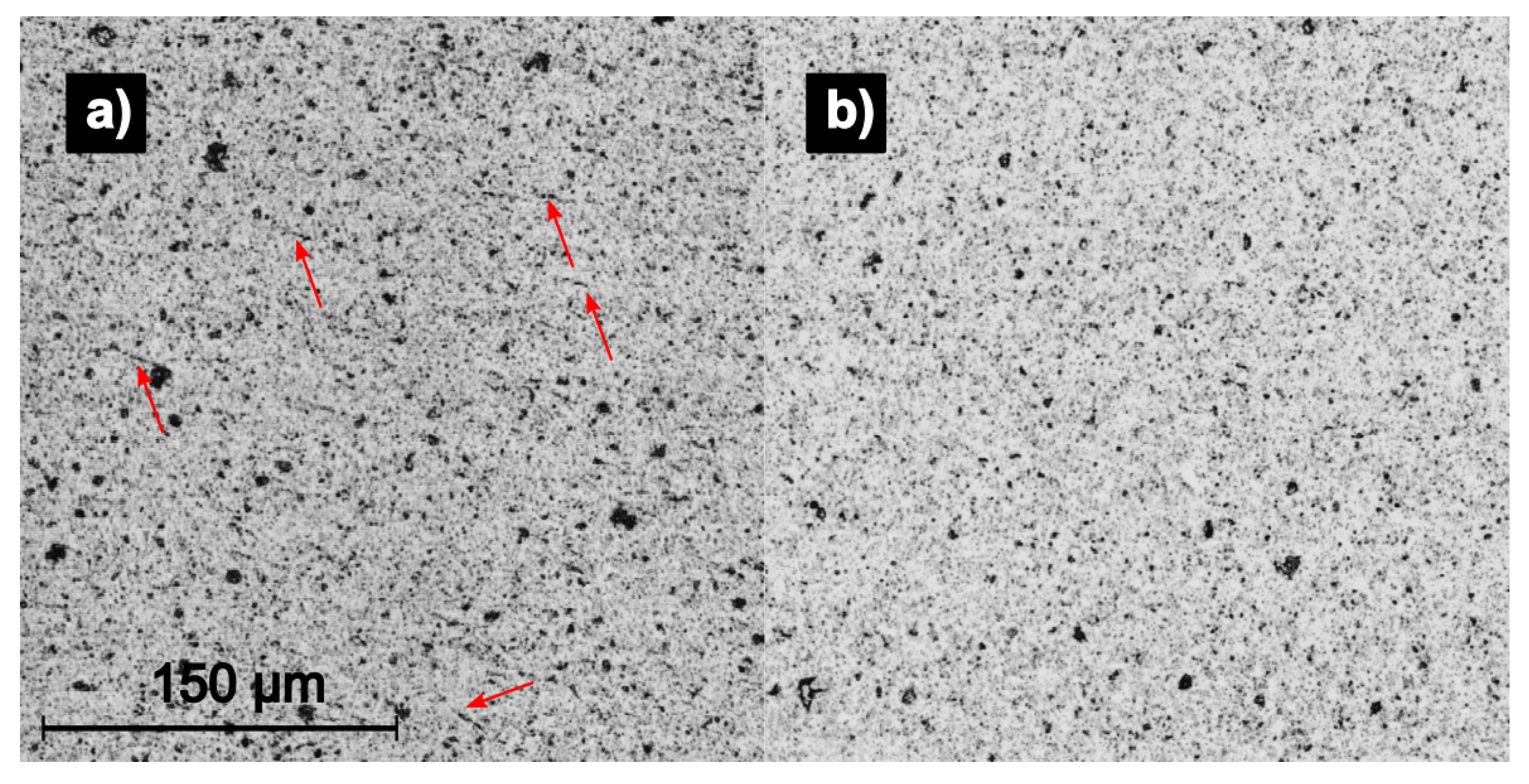
- Scanning acoustic microscopy revealed a much reduced amount of sub-surface damages on a ductile-milled sample, compared to brittle-milled or ground samples.
- Compositional analysis showed that the surfaces generated do not change in their chemistry (RLS) or crystallographic structure (XRD), proving that no detectable amorphization takes place.
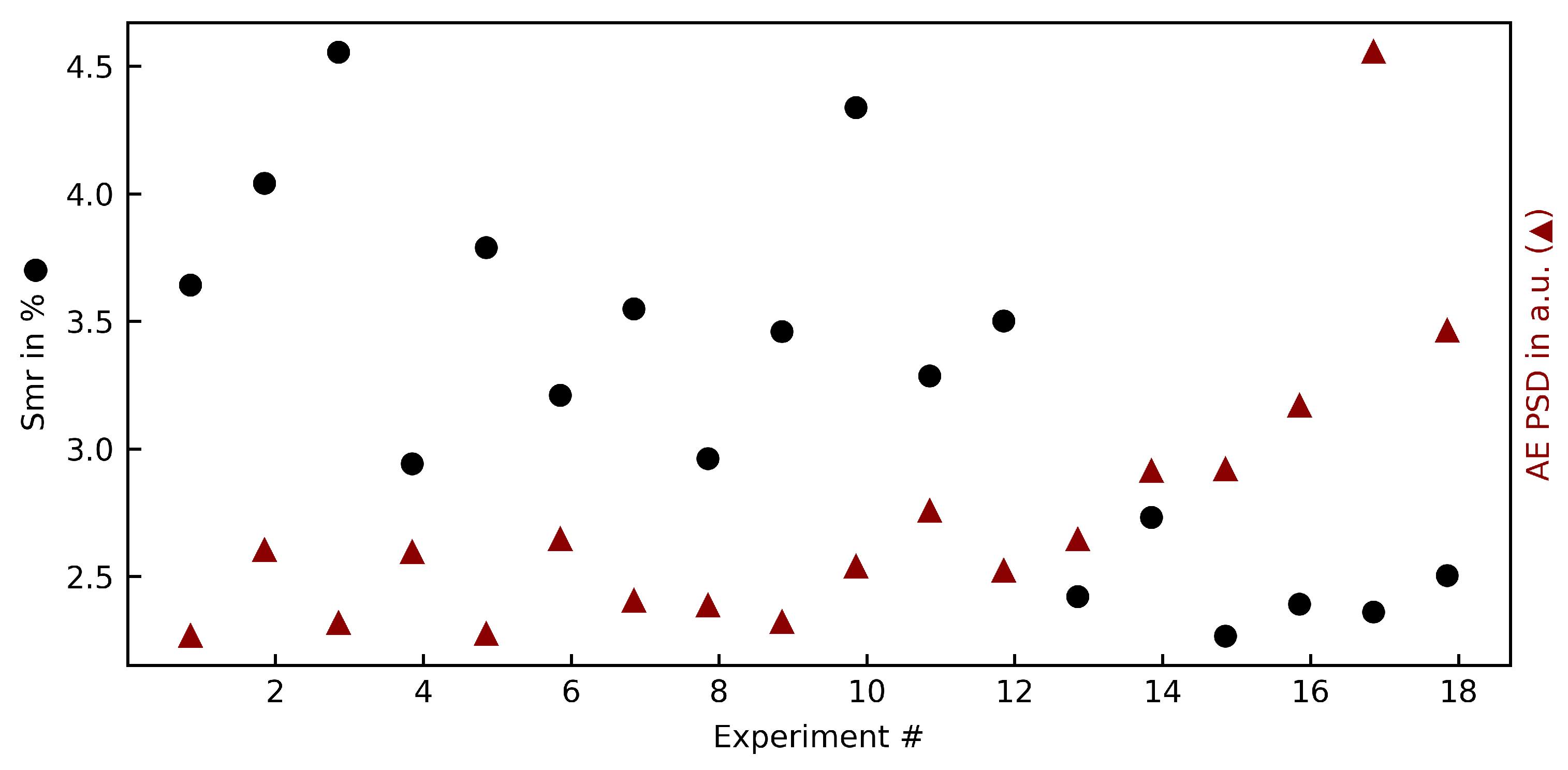
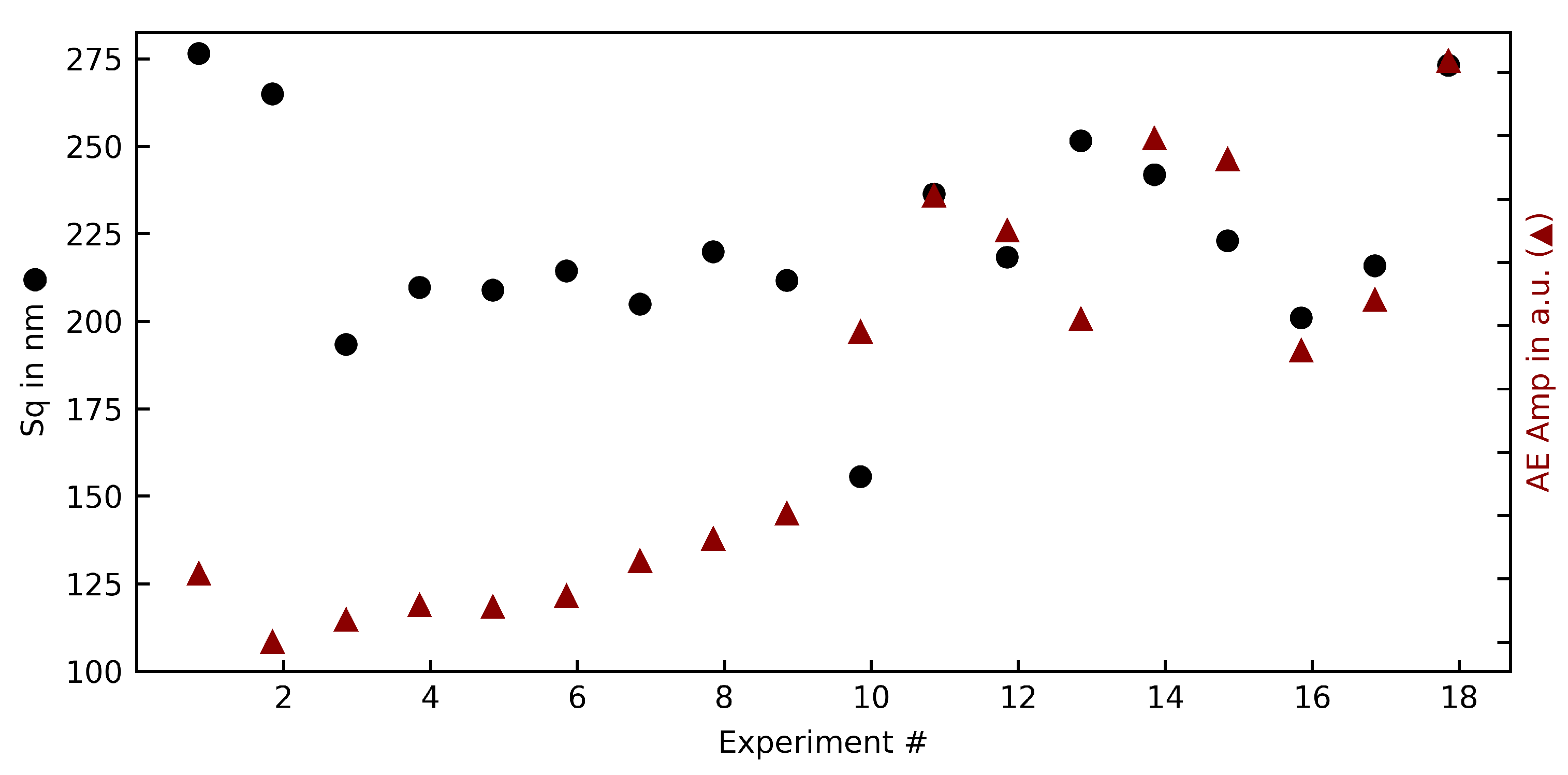
- A correlation between the acoustic emission data and the surface bearing parameter Smr shows an increase in the power spectral density when a ductile cutting regime is achieved. Further research is needed here, but a potential use could be in-process optimization and overview. A spontaneous change in the AE PSD could point towards either a tool failure, or brittle material removal mode.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AE | Acoustic emission |
| ANOVA | Analysis of variance |
| CLSM | Confocal laser scanning microscope |
| DOC | Depth of cut |
| EDS | Energy dispersive spectroscopy |
| FFT | Fast Fourier transformation |
| PSD | Power spectral density |
| PCD | Polycrystalline diamond |
| RLS | Raman laser spectroscopy |
| SAM | Scanning acoustic microscope |
| SEM | Scanning electron microscope |
| SSD | Sub-surface damage |
| SiC | Silicon carbide |
| SPDT | Single point diamond turning |
| WOC | Width of cut |
| XRD | X-ray diffraction |
References
- Mélinon, P.; Masenelli, B.; Tournus, F.; Perez, A. Playing with carbon and silicon at the nanoscale. Nat. Mater. 2007, 6, 479–490. [Google Scholar] [CrossRef]
- Amy, F. Atomic scale study of the chemistry of oxygen, hydrogen and water at SiC surfaces. J. Phys. Appl. Phys. 2007, 40, 6201–6214. [Google Scholar] [CrossRef]
- Riedel, R. (Ed.) Ceramics Science and Technology 2; Wiley: Hoboken, NJ, USA, 2010. [Google Scholar]
- Riccardi, B.; Giancarli, L.; Hasegawa, A.; Katoh, Y.; Kohyama, A.; Jones, R.; Snead, L. Issues and advances in SiCf/SiC composites development for fusion reactors. J. Nucl. Mater. 2004, 329–333, 56–65. [Google Scholar] [CrossRef]
- Zylstra, A.B.; Hurricane, A.O.; Callahan, D.A.; Kritcher, A.L.; Ralph, J.E.; Robey, H.F.; Ross, J.S.; Young, C.V.; Baker, K.L.; Casey, D.T.; et al. Burning plasma achieved in inertial fusion. Nature 2022, 601, 542–548. [Google Scholar] [CrossRef]
- Goel, S. The current understanding on the diamond machining of silicon carbide. J. Phys. Appl. Phys. 2014, 47, 243001. [Google Scholar] [CrossRef] [Green Version]
- Inasaki, I. Grinding of Hard and Brittle Materials. CIRP Ann. 1987, 36, 463–471. [Google Scholar] [CrossRef]
- Komanduri, R. On Material Removal Mechanisms in Finishing of Advanced Ceramics and Glasses. CIRP Ann. 1996, 45, 509–514. [Google Scholar] [CrossRef]
- Zhao, Y.; Chang, L. A micro-contact and wear model for chemical–mechanical polishing of silicon wafers. Wear 2002, 252, 220–226. [Google Scholar] [CrossRef]
- Teichert, C.; MacKay, J.F.; Savage, D.E.; Lagally, M.G.; Brohl, M.; Wagner, P. Comparison of surface roughness of polished silicon wafers measured by light scattering topography, soft-X-ray scattering, and atomic-force microscopy. Appl. Phys. Lett. 1995, 66, 2346–2348. [Google Scholar] [CrossRef]
- Shan, K.; Zhou, P.; Cai, J.; Kang, R.; Shi, K.; Guo, D. Electrogenerated Chemical Polishing of Copper. Precis. Eng. 2014, 39. [Google Scholar] [CrossRef]
- Young, H.; Liao, H.; Huang, H. Surface integrity of silicon wafers in ultra precision machining. Int. J. Adv. Manuf. Technol. 2006, 29, 372–378. [Google Scholar] [CrossRef]
- Ozturk, S.; Aydin, L.; Kucukdogan, N.; Celik, E. Optimization of lapping processes of silicon wafer for photovoltaic applications. Sol. Energy 2018, 164, 1–11. [Google Scholar] [CrossRef]
- Leung, T.; Lee, W.; Lu, X. Diamond turning of silicon substrates in ductile-regime. J. Mater. Process. Technol. 1998, 73, 42–48. [Google Scholar] [CrossRef]
- Goel, S.; Luo, X.; Reuben, R.L. Wear mechanism of diamond tools against single crystal silicon in single point diamond turning process. Tribol. Int. 2013, 57, 272–281. [Google Scholar] [CrossRef]
- Dong, Z.; Zhang, S.; Xiong, Z.; Rao, X. A generalized dynamic model for spindle vibration influencing surface topography in different ultra-precision machining processes. Int. J. Adv. Manuf. Technol. 2018, 96, 2471–2478. [Google Scholar] [CrossRef]
- He, Y.; Zou, P.; Zhu, W.L.; Ehmann, K.F. Ultrasonic elliptical vibration cutting of hard materials: Simulation and experimental study. Int. J. Adv. Manuf. Technol. 2017, 91, 363–374. [Google Scholar] [CrossRef]
- Shiou, F.J.; Asmare, A. Ultra Precision Surface Finishing Processes. Int. J. Autom. Technol. 2019, 13, 174–184. [Google Scholar] [CrossRef]
- Rahman, M.A.; Amrun, M.R.; Rahman, M.; Kumar, A.S. Variation of surface generation mechanisms in ultra-precision machining due to relative tool sharpness (RTS) and material properties. Int. J. Mach. Tools Manuf. 2017, 115, 15–28. [Google Scholar] [CrossRef]
- Shore, P.; Morantz, P. Ultra-precision: Enabling our future. Philos. Trans. R. Soc. Math. Phys. Eng. Sci. 2012, 370, 3993–4014. [Google Scholar] [CrossRef]
- Zhang, Z.; Yan, J.; Kuriyagawa, T. Manufacturing technologies toward extreme precision. J. Extrem. Manuf. 2019, 1, 22001. [Google Scholar] [CrossRef] [Green Version]
- Schneider, F.; Das, J.; Kirsch, B.; Linke, B.; Aurich, J.C. Sustainability in Ultra Precision and Micro Machining: A Review. Int. J. Precis. Eng. Manuf. Green Technol. 2019, 6, 601–610. [Google Scholar] [CrossRef] [Green Version]
- Dutterer, B.S.; Lineberger, J.L.; Smilie, P.J.; Hildebrand, D.S.; Harriman, T.A.; Davies, M.A.; Suleski, T.J.; Lucca, D.A. Diamond milling of an Alvarez lens in germanium. Precis. Eng. 2014, 38, 398–408. [Google Scholar] [CrossRef]
- Takeuchi, Y.; Sawada, K.; Sata, T. Ultraprecision 3D Micromachining of Glass. CIRP Ann. 1996, 45, 401–404. [Google Scholar] [CrossRef]
- Fähnle, O.W.; Doetz, M.; Dambon, O.; Klocke, F.; Vogt, C.; Rascher, R. Ductile mode single point diamond turning (SPDT) of binderless tungsten carbide molds. In Optical Manufacturing and Testing XII; Rascher, R., Williamson, R., Kim, D.W., Eds.; SPIE: San Diego, CA, USA, 2018. [Google Scholar] [CrossRef]
- Wang, S.; To, S.; Chen, X.; Chen, X. An investigation on surface finishing in ultra-precision raster milling of aluminum alloy 6061. Proc. Inst. Mech. Eng. Part J. Eng. Manuf. 2014, 229, 1289–1301. [Google Scholar] [CrossRef]
- Blake, P.N.; Scattergood, R.O. Ductile-Regime Machining of Germanium and Silicon. J. Am. Ceram. Soc. 1990, 73, 949–957. [Google Scholar] [CrossRef]
- Shibata, T.; Fujii, S.; Makino, E.; Ikeda, M. Ductile-regime turning mechanism of single-crystal silicon. Precis. Eng. 1996, 18, 129–137. [Google Scholar] [CrossRef]
- King, R.F.; Tabor, D. The strength properties and frictional behaviour of brittle solids. Proc. R. Soc. London. Ser. Math. Phys. Sci. 1954, 223, 225–238. [Google Scholar] [CrossRef]
- Liu, K.; Wang, H.; Zhang, X. Ductile Mode Cutting of Brittle Materials; Springer: Singapore, 2020. [Google Scholar] [CrossRef]
- Patten, J.; Gao, W.; Yasuto, K. Ductile Regime Nanomachining of Single-Crystal Silicon Carbide. J. Manuf. Sci. Eng. 2004, 127, 522–532. [Google Scholar] [CrossRef]
- Fang, F.; Wu, H.; Liu, Y. Modelling and experimental investigation on nanometric cutting of monocrystalline silicon. Int. J. Mach. Tools Manuf. 2005, 45, 1681–1686. [Google Scholar] [CrossRef]
- Levitas, V.I. High pressure phase transformations revisited. J. Phys. Condens. Matter 2018, 30, 163001. [Google Scholar] [CrossRef] [Green Version]
- Yang, M.; Li, C.; Zhang, Y.; Jia, D.; Li, R.; Hou, Y.; Cao, H.; Wang, J. Predictive model for minimum chip thickness and size effect in single diamond grain grinding of zirconia ceramics under different lubricating conditions. Ceram. Int. 2019, 45, 14908–14920. [Google Scholar] [CrossRef]
- Ghosh, G.; Sidpara, A.; Bandyopadhyay, P.P. Fabrication of Optical Components by Ultraprecision Finishing Processes. In Micro and Precision Manufacturing; Springer: Cham, Switzerland, 2018; pp. 87–119. [Google Scholar] [CrossRef]
- Nakashima, S.; Nakatake, Y.; Harima, H.; Katsuno, M.; Ohtani, N. Detection of stacking faults in 6H-SiC by Raman scattering. Appl. Phys. Lett. 2000, 77, 3612–3614. [Google Scholar] [CrossRef]
- Groth, B.; Haber, R.; Mann, A. Raman Micro-Spectroscopy of Polytype and Structural Changes in 6H-Silicon Carbide due to Machining. Int. J. Appl. Ceram. Technol. 2014, 12, 795–804. [Google Scholar] [CrossRef]
- Liu, J.; Vohra, Y.K. Raman Modes of6HPolytype of Silicon Carbide to Ultrahigh Pressures: A Comparison with Silicon and Diamond. Phys. Rev. Lett. 1994, 72, 4105–4108. [Google Scholar] [CrossRef]
- Chang, K.J.; Cohen, M.L. Abinitiopseudopotential study of structural and high-pressure properties of SiC. Phys. Rev. B 1987, 35, 8196–8201. [Google Scholar] [CrossRef]
- Sekine, T.; Kobayashi, T. Shock compression of 6H polytype SiC to 160 GPa. Phys. Rev. B 1997, 55, 8034–8037. [Google Scholar] [CrossRef]
- Tairov, Y.; Tsvetkov, V. Progress in controlling the growth of polytypic crystals. Prog. Cryst. Growth Charact. 1983, 7, 111–162. [Google Scholar] [CrossRef]
- Bootsma, G.; Knippenberg, W.; Verspui, G. Phase transformations, habit changes and crystal growth in SiC. J. Cryst. Growth 1971, 8, 341–353. [Google Scholar] [CrossRef]
- Gilman, J.J. Shear-induced metallization. Philos. Mag. B 1993, 67, 207–214. [Google Scholar] [CrossRef]
- Domnich, V.; Gogotsi, Y. 5. High-pressure surface science. In Experimental Methods in the Physical Sciences; Elsevier: Amsterdam, The Netherlands, 2001; pp. 355–445. [Google Scholar] [CrossRef]





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Unit | - |
|---|---|---|
| Composition | SiC (weight %) | >97 |
| Composition | C/B4 (weight %) | <3 |
| Density | g/cm | >3.12 |
| Porosity | % | <3 |
| Hardness | GPa | 22 |
| Young’s modulus | GPa | 400 |
| Compressive strength | MPa | >3000 |
| Flexural strength | MPa | 450 |
| Fracture toughness | MPa m | 3.00 |
| Poisson’s number | 0.16 |
| Parameter | Cutting Speed | Feedrate | Med. Chip Thickness |
|---|---|---|---|
| Set | in m/min | in mm/min | in nm |
| 1 | 50.0 | 150 | 281 |
| 2 | 62.5 | 150 | 225 |
| 3 | 75.0 | 150 | 187 |
| 4 | 87.5 | 150 | 161 |
| 5 | 100.0 | 150 | 140 |
| 6 | 112.5 | 150 | 125 |
| 7 | 125.0 | 150 | 112 |
| 8 | 137.5 | 150 | 102 |
| 9 | 150.0 | 150 | 94 |
| 10 | 162.5 | 150 | 86 |
| 11 | 175.0 | 150 | 80 |
| 12 | 187.5 | 150 | 75 |
| 13 | 200.0 | 150 | 70 |
| 14 | 212.5 | 150 | 66 |
| 15 | 225.0 | 150 | 62 |
| 16 | 237.5 | 150 | 59 |
| 17 | 250.0 | 150 | 56 |
| 18 | 262.5 | 150 | 54 |
| Parameter | Cutting Speed | Feedrate | Med. Chip Thickness |
|---|---|---|---|
| set | in m/min | in mm/min | in nm |
| 1 | 187.5 | 45 | 22 |
| 2 | 187.5 | 90 | 45 |
| 3 | 187.5 | 134 | 67 |
| 4 | 187.5 | 179 | 89 |
| 5 | 187.5 | 224 | 112 |
| 6 | 187.5 | 269 | 134 |
| 7 | 187.5 | 313 | 157 |
| 8 | 187.5 | 358 | 179 |
| 9 | 187.5 | 403 | 201 |
| Parameter | Cutting Speed | Feedrate | Med. Chip Thickness |
|---|---|---|---|
| Set | in m/min | in mm/min | in nm |
| 1 | 100 | 72 | 67 |
| 2 | 100 | 143 | 134 |
| 3 | 100 | 215 | 201 |
| 4 | 100 | 286 | 268 |
| 5 | 150 | 107 | 67 |
| 6 | 150 | 215 | 134 |
| 7 | 150 | 322 | 201 |
| 8 | 150 | 430 | 268 |
| 9 | 175 | 125 | 67 |
| 10 | 175 | 251 | 134 |
| 11 | 175 | 376 | 201 |
| 12 | 175 | 501 | 268 |
| 13 | 200 | 143 | 67 |
| 14 | 200 | 286 | 134 |
| 15 | 200 | 430 | 201 |
| 16 | 200 | 573 | 268 |
| Process | Tool | Cutting Speed in m/min | Feedrate in mm/min | Med. Chip Thickness in nm |
|---|---|---|---|---|
| Grinding | Grinding Cup D126 | 187.5 | 45 | 22 |
| Milling, ductile | PCD, 2 mm | 187.5 | 90 | 45 |
| Milling, brittle | PCD, 2 mm | 187.5 | 134 | 67 |
| LO | LO | TO | TO | TOSF | LO/TO | TOSF/TO | LO | LO | |
|---|---|---|---|---|---|---|---|---|---|
| # | Int. | Pos. | Int. | Pos. | Int. | Int. Ratio | Int. Ratio | Peak Shift | Res. Stress |
| a.u. | cm | a.u. | cm | a.u. | % | %’ | cm−1 | GPa | |
| REF | 8271 | 969.5 | 14794 | 788.1 | 2606 | 56 | 18 | 0.6 | −0.15 |
| V1-01 | 11382 | 967.9 | 14723 | 788.3 | 4552 | 77 | 31 | 2.2 | −0.57 |
| V1-18 | 9343 | 969.2 | 10497 | 788.1 | 2843 | 89 | 27 | 0.9 | −0.23 |
| V2-09 | 7784 | 969.5 | 7392 | 788.2 | 1955 | 105 | 26 | 0.6 | −0.17 |
| V3-01 | 9898 | 967.9 | 25587 | 787.0 | 4987 | 39 | 19 | 2.2 | −0.58 |
| V3-09 | 9002 | 969.0 | 14240 | 787.9 | 4263 | 63 | 30 | 1.1 | −0.29 |
| V3-15 | 7319 | 969.2 | 14205 | 787.5 | 3890 | 52 | 27 | 0.9 | −0.24 |
| V3-16 | 7868 | 968.8 | 3121 | 787.5 | 1274 | 252 | 41 | 1.3 | −0.34 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Groeb, M.; Hagelüken, L.; Groeb, J.; Ensinger, W. Experimental Analysis of Ductile Cutting Regime in Face Milling of Sintered Silicon Carbide. Materials 2022, 15, 2409. https://doi.org/10.3390/ma15072409
Groeb M, Hagelüken L, Groeb J, Ensinger W. Experimental Analysis of Ductile Cutting Regime in Face Milling of Sintered Silicon Carbide. Materials. 2022; 15(7):2409. https://doi.org/10.3390/ma15072409
Chicago/Turabian StyleGroeb, Marvin, Lorenz Hagelüken, Johann Groeb, and Wolfgang Ensinger. 2022. "Experimental Analysis of Ductile Cutting Regime in Face Milling of Sintered Silicon Carbide" Materials 15, no. 7: 2409. https://doi.org/10.3390/ma15072409
APA StyleGroeb, M., Hagelüken, L., Groeb, J., & Ensinger, W. (2022). Experimental Analysis of Ductile Cutting Regime in Face Milling of Sintered Silicon Carbide. Materials, 15(7), 2409. https://doi.org/10.3390/ma15072409