
Fragment-Resistant Property Optimization within Ballistic Inserts Obtained on the Basis of Para-Aramid Materials

 , ,
, ,
Abstract
:
1. Introduction
- Soft ballistic inserts made of Twaron® CT612 WRT and Twaron® UD42 para-aramid sheets;
- Hard ballistic inserts made of:
- –
- Multilayer hot-pressed Twaron® CT736 preimpregnated sheets;
- –
- Multilayer hot-pressed Twaron® CT736 preimpregnated sheets and advanced ceramics based on Al2O3.
2. Materials and Methods
2.1. Materials
2.1.1. Para-Aramid Materials
- Twaron® CT612 WRT (Teijin Aramid GmbH, Wuppertal, Germany), which is a plain-woven para-aramid fabric with a linear density of its yarns of 550 and 500 dtex in the warp and weft directions, respectively.
- Twaron® UD42 (Teijin Aramid GmbH, Wuppertal, Germany), which is a unidirectional (UD) laminate consisting of four para-aramid plies in a 0°/90°/0°/90° configuration and a polyethylene (PE) film that laminates the top and bottom layers of the para-aramid.
- Twaron® CT736 (Teijin Aramid GmbH, Wuppertal, Germany), which is a para-aramid fabric impregnated with pure polyvinyl butyral (PVB) resin or PVB phenolic.
2.1.2. Ceramic Materials
2.1.3. Tested Materials in the Form of Ballistic Inserts
- Soft ballistic inserts made of Twaron® CT612 WRT (Teijin Aramid GmbH, Wuppertal, Germany) or Twaron® UD42 (Teijin Aramid GmbH, Wuppertal, Germany) para-aramid sheets, 250 mm × 250 mm in dimension and 3.6–10.0 mm in thickness in the case of Twaron® CT612 WRT soft ballistic inserts, corresponding to the 21–62 para-aramid sheets and an areal density range of 2.5–7.5 kg/m2, or 2.2–6.8 mm in the case of Twaron® UD42 soft ballistic inserts, corresponding to the 8–30 para-aramid sheets and an areal density range of 1.9–7.05 kg/m2.
- Hard ballistic inserts made of:
- –
- Multilayer hot-pressed Twaron® CT736 (Teijin Aramid GmbH, Wuppertal, Germany) preimpregnated sheets—composite type 1, 250 mm × 250 mm in dimension and 3.0–12.5 mm in thickness, corresponding to an areal density of 9.2–21.4 kg/m2;
- –
- Multilayer hot-pressed Twaron® CT736 (Teijin Aramid GmbH, Wuppertal, Germany) preimpregnated sheets and advanced ceramics based on aluminum trioxide (Al2O3) (CeramTec, Germany)—composite type 2, 250 mm × 250 mm in dimension and 7.0–16.5 mm in thickness, corresponding to an areal density of 23.0–34.2 kg/m2.
2.1.4. Preparation of Samples for Ballistic Tests
2.2. Testing Methods
2.2.1. Assessment of the Physicomechanical Properties
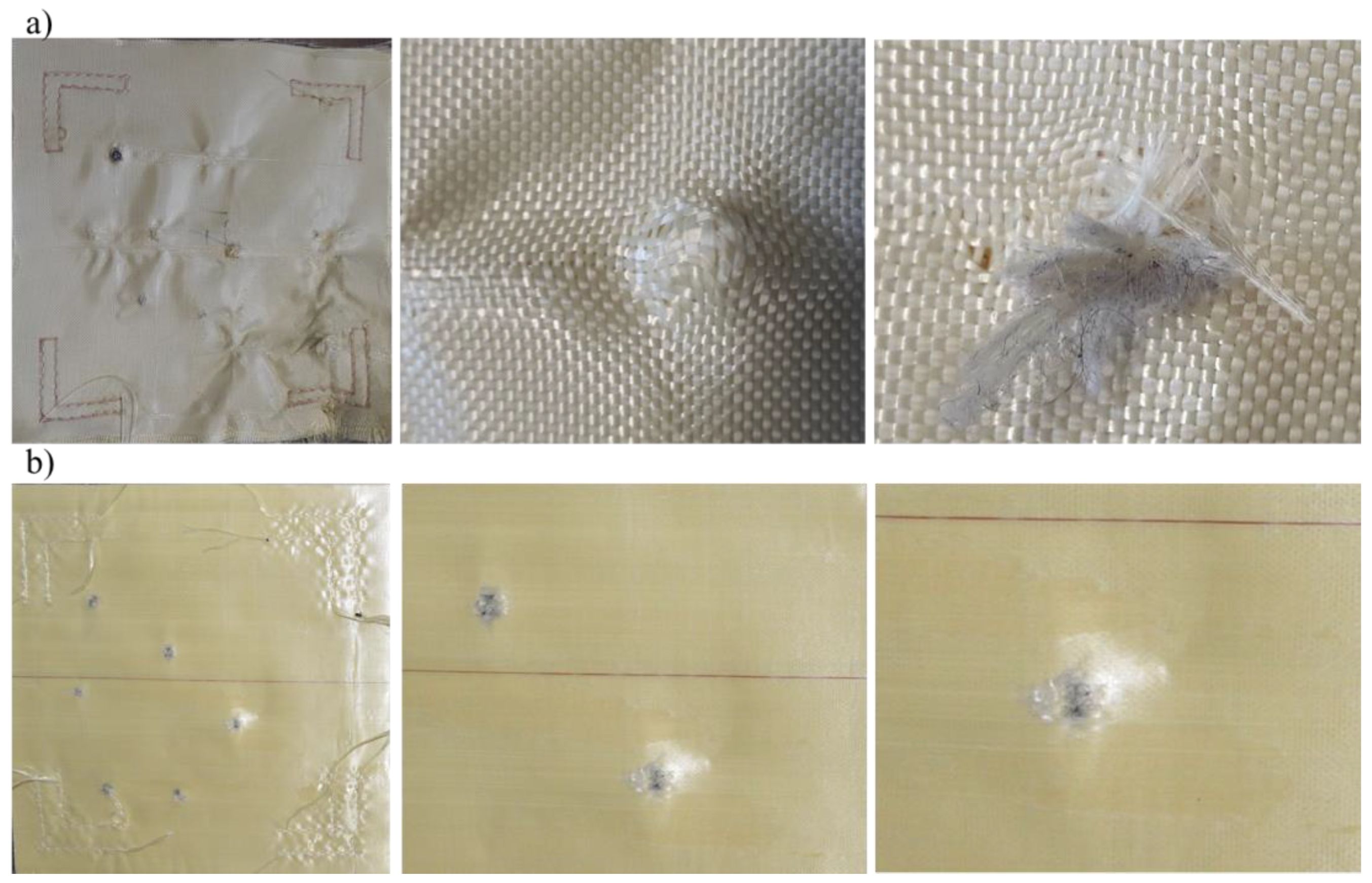
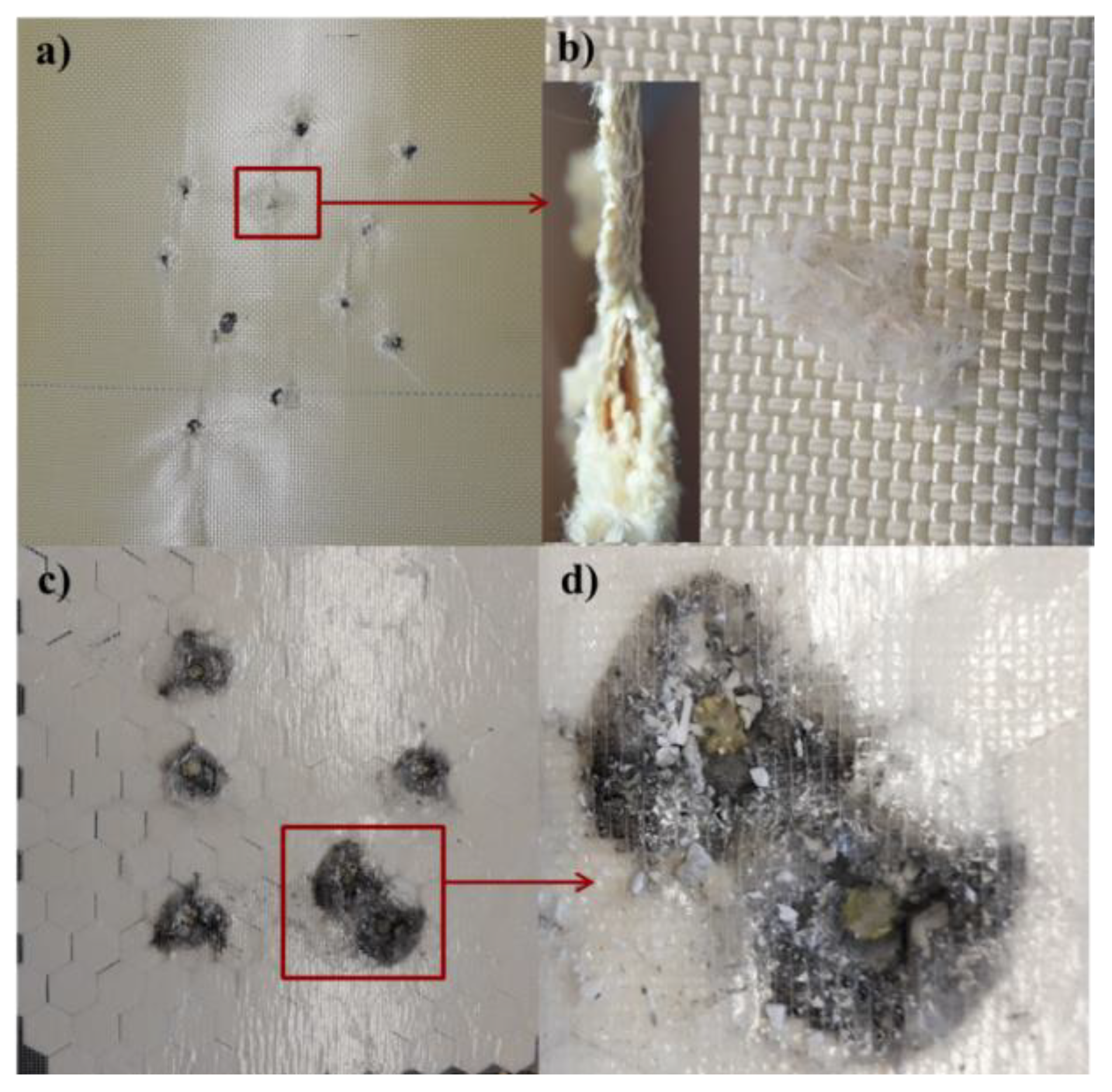
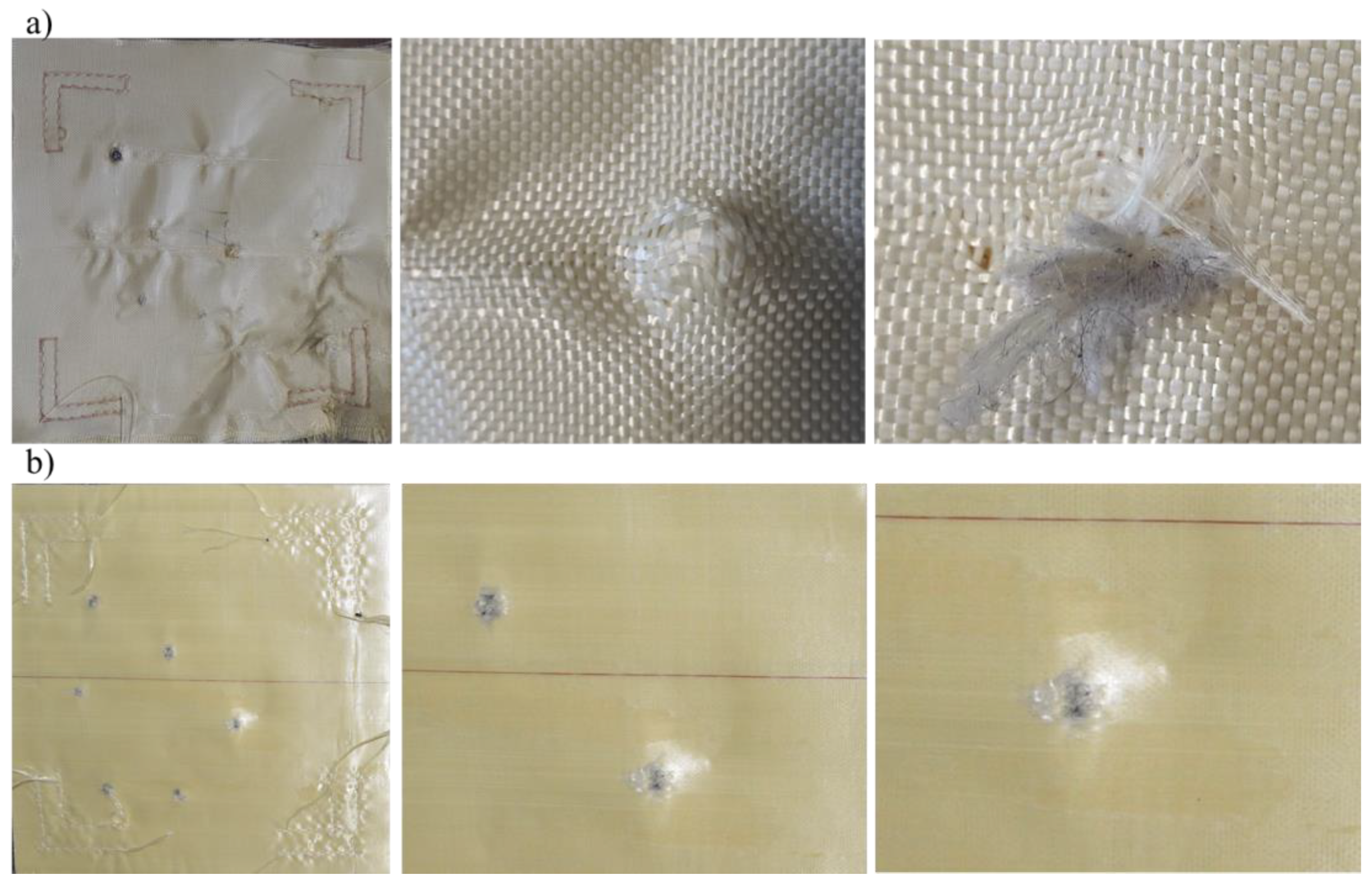
2.2.2. Fragmentation Resistance Test
2.2.3. Multicriterial Analysis (MCA)
- (1)
- Physical properties (areal density and thickness);
- (2)
- Functional properties (V50 ballistic limit for FSP.22 fragments and price of materials used for the ballistic insert preparation).
3. Results and Discussion
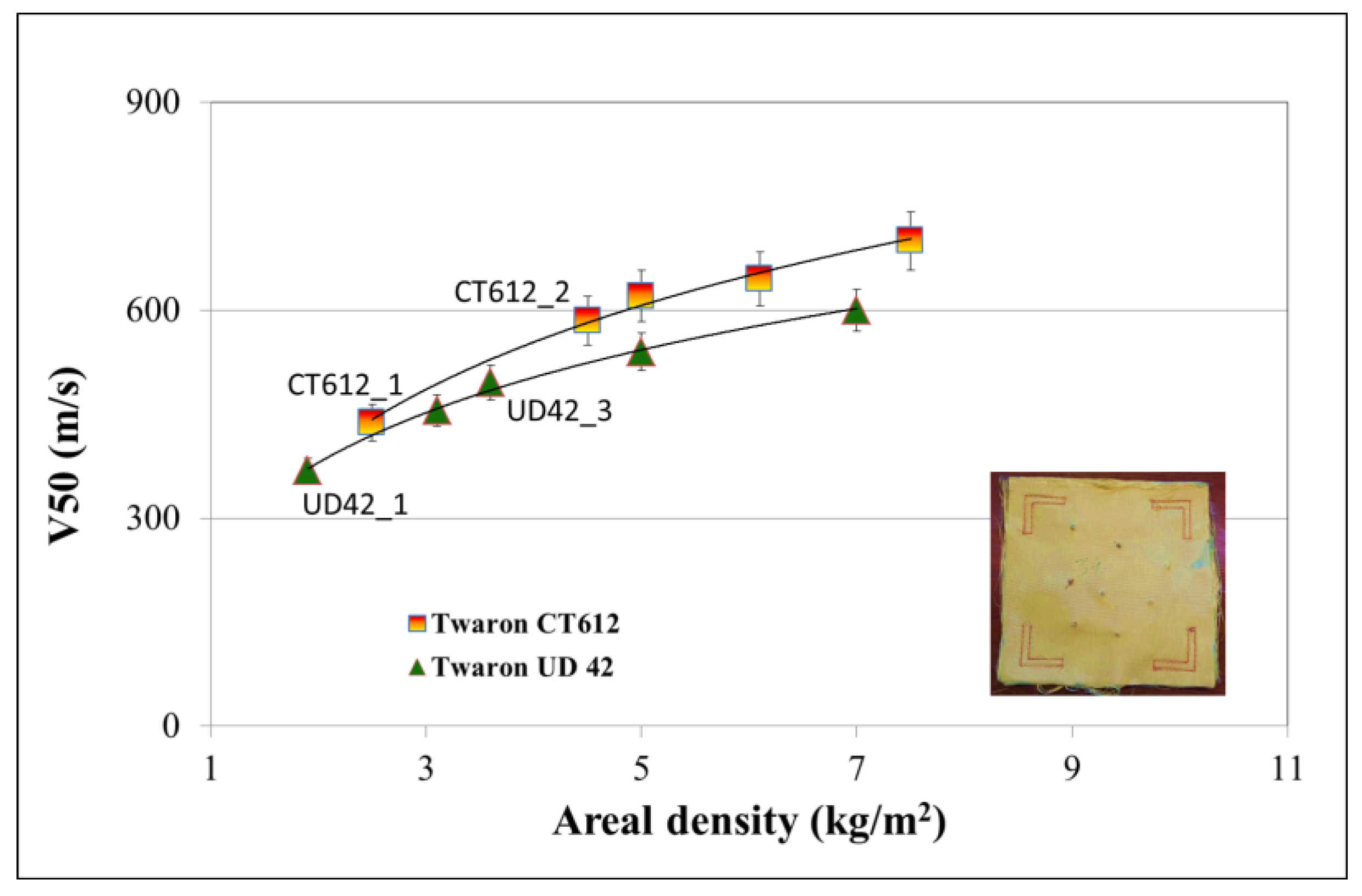
3.1. Fragment-Resistant Property Optimization of Para-Aramid Soft Ballistic Inserts
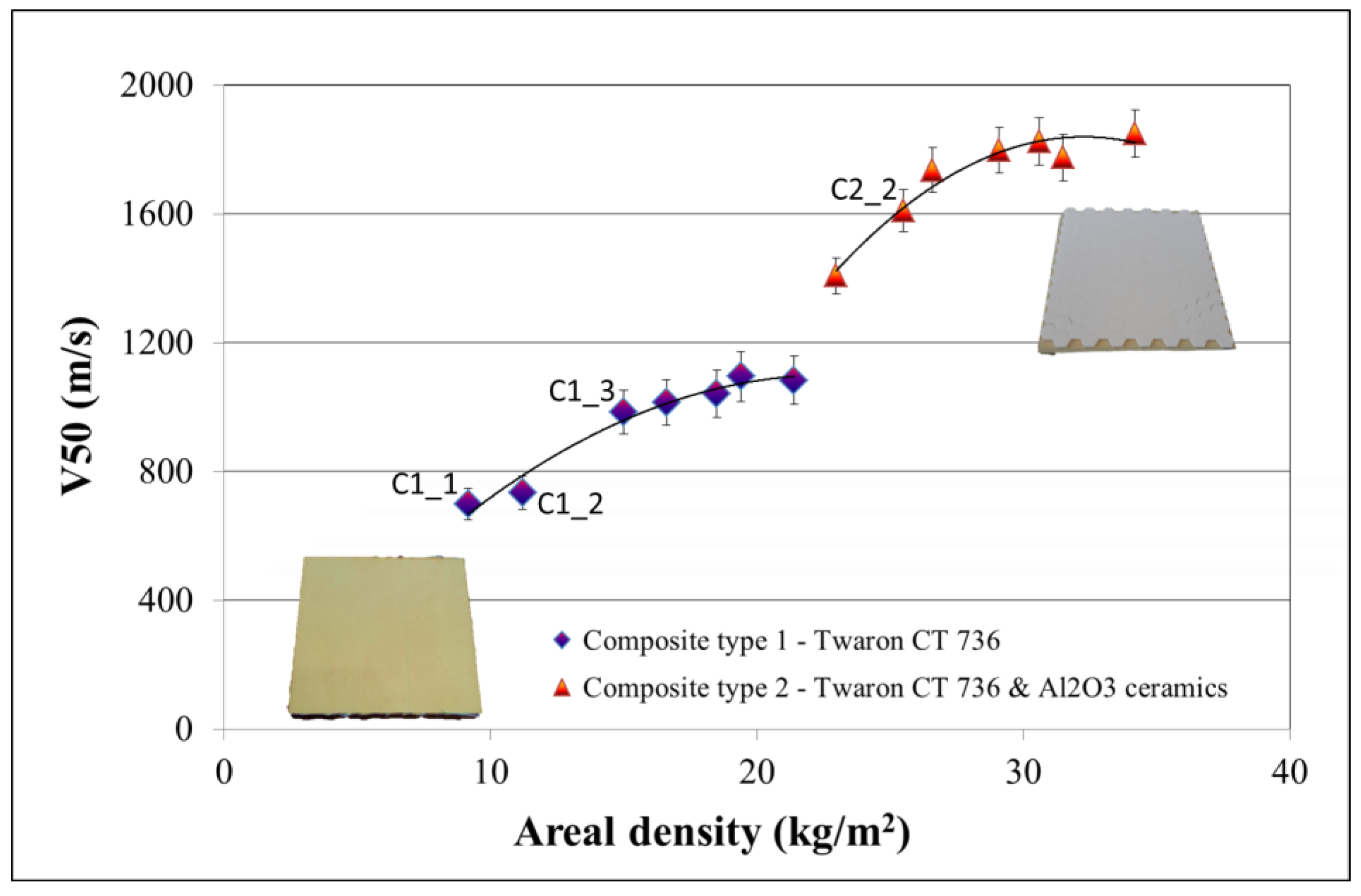
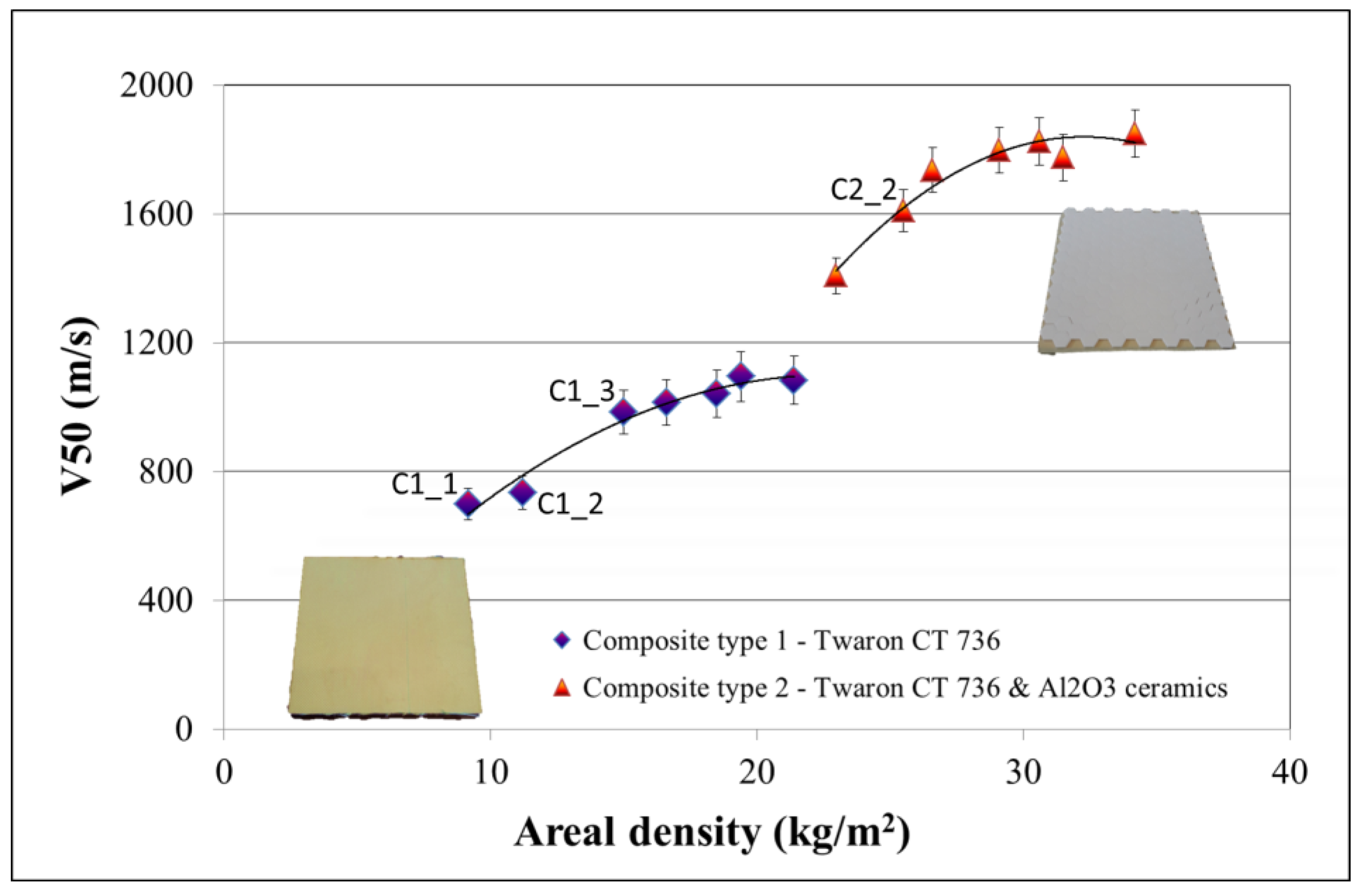
3.2. Optimization of the Fragment-Resistant Properties of Para-Aramid and Ceramic Para-Aramid Hard Ballistic Inserts
- Composite type 1 (C1)—multilayer hot-pressed Twaron® CT736 preimpregnated sheets;
- Composite type 2 (C2)—multilayer hot-pressed Twaron® CT736 preimpregnated sheets and advanced ceramics based on aluminum trioxide (Al2O3) with a thickness of 3.50 ± 0.02 mm.
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ciesielska-Wróbel, L. Contemporary personal ballistic protection (PBP). In Textiles for Advanced Applications; Kumar, B., Ed.; InTech: London, UK, 2017; pp. 213–254. [Google Scholar]
- Yang, Y.; Chen, X. Determination of materials for hybrid design of 3D soft body armour panels. Appl. Compos. Mater. 2018, 25, 861–875. [Google Scholar] [CrossRef]
- Mawkhlieng, U.; Majumdar, A.; Laha, A. A review of fibrous materials for soft body armour applications. RSC Adv. 2020, 10, 1066–1086. [Google Scholar] [CrossRef]
- Fejdyś, M.; Kośla, K.; Kucharska-Jastrząbek, A.; Łandwijt, M. Hybride composite armour systems with advanced ceramics and ultra-high molecular weight polyethylene (UHMWPE) fibres. Fibres Text. East. Eur. 2016, 24, 79–89. [Google Scholar] [CrossRef]
- Fejdyś, M.; Kośla, K.; Kucharska-Jastrząbek, A.; Łandwjit, M. Influence of ceramic properties on the ballistic performance of the hybrid ceramic—Multi-layered UHMWPE composite armour. J. Aust. Ceram. Soc. 2020, 57, 149–161. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, X.; Zhao, N.; He, J.; Wang, S.; Wu, G.; Cheng, Y. The desirable dielectric properties and high thermalconductivity of epoxy composites with the cobweb-structured SiCnw–SiO2–NH2 hybrids. J. Mater. Sci. Mater. Electron. 2021, 32, 20973–20984. [Google Scholar] [CrossRef]
- Wang, Z.; Zhang, T.; Wang, J.; Yang, G.; Li, M.; Wu, G. The investigation of the effect of filler sizes in 3D-BN skeletons on thermal conductivity of epoxy-based composites. Nanomaterials 2022, 12, 446. [Google Scholar] [CrossRef] [PubMed]
- Azrin Hani, A.R.; Roslan, A.; Mariatti, J.; Maziah, M. Body armor technology: A review of materials, construction techniques and enhancement of ballistic energy absorption. Adv. Mat. Res. 2012, 488–489, 806–812. [Google Scholar]
- Naik, S.; Dandagwhal, R.D.; Loharkar, P.K. A review on various aspects of Kevlar composites used in ballistic applications. Mater. Today 2020, 21, 1366–1374. [Google Scholar] [CrossRef]
- Sharma, S.; Bijwe, J.; Panier, S. Exploration of potential of zylon and aramid fibers to enhance the abrasive wear performance of polymers. Wear 2019, 422–423, 180–190. [Google Scholar] [CrossRef]
- Priyanka, P.; Dixit, A.; Mali, H.S. High-strength hybrid textile composites with carbon, Kevlar and glass-fibres for impact-resistant structures. A review. Mech. Compos. Mater. 2017, 53, 685–704. [Google Scholar] [CrossRef]
- Gilson, L.; Imad, A.; Rabet, L.; Coghe, F. On analysis of deformation and damage mechanisms of dyneema composite under ballistic impact. Compos. Struct. 2020, 253, 112791. [Google Scholar] [CrossRef]
- Wesołowska, M.; Delczyk-Olejniczak, B. Fibres in ballistic—Today and tomorrow. Tech. Text. 2011, 1–2, 41–50. [Google Scholar]
- Konarzewski, V.H.C.; Spiekemann, F.L.; Campomanes Santana, R.M. Natural ageing of polyaramide fiber from ballistic armor. Polímeros 2019, 29, 2019002. [Google Scholar] [CrossRef]
- Kędzierski, P.; Gieleta, R.; Morka, A.; Niezgoda, T.; Surma, Z. Experimental study of hybrid soft ballistic structures. Compos. Struct. 2016, 153, 204–211. [Google Scholar] [CrossRef]
- Roy, R.; Majumdar, A.; Butola, B.S. Comparative study of P-aramid based soft and stiff composite panels for protective application. Fibers Polym. 2019, 20, 406–412. [Google Scholar] [CrossRef]
- Roy, R.; Laha, A.; Awasthi, N.; Majumdar, A.; Butola, B.S. Multi layered natural rubber coated woven P-aramid and UHMWPE fabric composites for soft body armor application. Polym. Compos. 2018, 39, 3636–3644. [Google Scholar] [CrossRef]
- Khodadadi, A.; Liaghat, G.; Bahramian, A.R.; Ahmadi, H.; Anani, Y.; Asemani, S.; Razmkhah, O. High velocity impact behavior of kevlar/rubber and kevlar/epoxy composites: A comparative study. Compos. Struct. 2019, 216, 159–167. [Google Scholar] [CrossRef] [Green Version]
- Oliveira da Silva, A.; Weber, P.; Neves Monteiro, S.; Menezes Lima, A.; SearaFaria, G.; Oliveira da Silva, W.; Oliveira, S.; Gomes de Castro Monsores, K.; Pinheiro, W.A. Effect of graphene oxide coating on the ballistic performance of aramid fabric. J. Mater. Res. Technol. 2020, 9, 2267–2278. [Google Scholar] [CrossRef]
- Laha, A.; Majumdar, A. Interactive effects of P-aramid fabric structure and shear thickening fluid on impact resistance performance of soft armor materials. Mater. Des. 2016, 89, 286–293. [Google Scholar] [CrossRef]
- Struszczyk, M.H.; Dmowska-Jasek, P.; Kubiak, P.; Łandwijt, M.; Fejdyś, M. Multi-criterial analysis tool to design a hybrid ballistic plate. Materials 2021, 14, 4058. [Google Scholar] [CrossRef]
- Litwa, P.; Kucińska-Król, I.; Delczyk-Olejniczak, B.; Struszczyk, M.H. Composite Inserts for Bullet- and Fragment-Proof Vests, in Modern Ballistic Personal Protection and Protection of Transport and Buildings Based on Fibrous Composites; Struszczyk, M.H., Ed.; The Institute of Security Technologies MORATEX: Lodz, Poland, 2012; pp. 35–57. ISBN 978-83-63199-20-3. [Google Scholar]
- Struszczyk, M.H.; Gutowska, A.; Kowalski, K.; Kopias, K.; Pałys, B.; Komisarczyk, A.; Krucinska, I. Ultra-light knitted structures for application in urologinecology and general surgery—Optimisation of structure in the aspect of physical parameters. Fibres Text. East. Eur. 2001, 5, 92–98. [Google Scholar]
- Zurek, W.; Kopias, K. Structure of Flat Textile Products; Scientific and Technical Publishers: Warsaw, Poland, 1983. [Google Scholar]
- Majumdar, A.; Laha, A. Effects of fabric construction and shear thickening fluid on yarn pull-out from high-performance fabrics. Text. Res. J. 2016, 86, 2056–2066. [Google Scholar] [CrossRef]
- Nilakantan, G.; Merrill, R.L.; Keefe, M.; Gillespie, J.W., Jr.; Wetzel, E.D. Experimental investigation of the role of frictional yarn pull-out and windowing on the probabilistic impact response of Kevlar fabrics. Compos. B Eng. 2015, 68, 215–229. [Google Scholar] [CrossRef]
- Hwang, H.S.; Malakooti, M.H.; Patterson, B.A.; Sodano, H.A. Increased inter yarn friction through ZnO nanowire arrays grown on aramid fabric. Compos. Sci. Technol. 2015, 107, 75–81. [Google Scholar] [CrossRef]
- Karahan, M.; Karahan, N.; Nasir, M.A.; Nawab, Y. Effect of structural hybridization on ballistic performance of aramidfabrics. J. Thermoplast. Compos. Mater. 2019, 32, 795–814. [Google Scholar] [CrossRef]
- Shim, V.P.W.; Guo, Y.B.; Tan, V.B.C. Response of woven and laminated high-strength fabric to oblique impact. Int. J. Impact Eng. 2012, 48, 87–97. [Google Scholar] [CrossRef]
- Chocron, S.; King, N.; Bigger, R.; Walker, J.D.; Heisserer, U.; Van der Werff, H. Impacts and waves in dyneema® HB80 strips and laminates. J. Appl. Mech. 2013, 80, 031806. [Google Scholar] [CrossRef]
- Yuan, Z. Study on the Ballistic Performance of Quasi-isotropic (QI) Panels Made from Woven and Unidirectional (UD) Structures. Ph.D. Thesis, University of Manchester, Faculty of Science and Engineering, Manchester, UK, 2018. [Google Scholar]
- David, N.V.; Gao, X.L.; Zheng, J.Q. Ballistic resistant body armor: Contemporary and prospective materials and related protection mechanisms. Appl. Mech. Rev. 2009, 62, 050802. [Google Scholar] [CrossRef]
- Clifton, S.; Thimmappa, B.H.S.; Selvam, R.; Shivamurthy, B. Polymer nanocomposites for high-velocity impact applications—A review. Compos. Commun. 2020, 17, 72–86. [Google Scholar] [CrossRef]
- Colakoglu, M.; Soykasap, O.; Özek, T. Experimental and numerical investigations on the ballistic performance of polymer matrix composites used in armor design. Appl. Compos. Mater. 2007, 14, 47–58. [Google Scholar] [CrossRef]
- Cegła, M. Special ceramics in multilayer ballistic protection systems. Issues Armament Technol. 2018, 147, 63–74. [Google Scholar] [CrossRef]
- Grujicicl, M.; Pandurangani, B.; Zecevicl, U.; Koudela, K.L.; Cheeseman, B.A. Ballistic performance of alumina/S-2 glass reinforced polymer-matrix composite hybrid lightweight armoragainstarmor piercing (AP) and Non-AP projectiles, multidiscip. Model. Mater. Struct. 2007, 3, 287–312. [Google Scholar] [CrossRef] [Green Version]
- Hogan, J.D.; Farbaniec, L.; Mallick, D.; Domnich, V.; Kuwelkar, K.; Sano, T.; McCauley, J.W.; Ramesh, K.T. Fragmentation of an advanced ceramic under ballistic impact: Mechanisms and microstructure. Int. J. Impact. Eng. 2017, 102, 47–54. [Google Scholar] [CrossRef]
- Magier, M. Methods of estimating the armor penetration depth by kinetic projectiles. Issues Armament Technol. 2007, 101, 103–115. [Google Scholar]
- Reddy, P.R.S.; Savio, S.G.; Madhu, V. Ceramic composite armour for ballistic protection. In Handbook of Advanced Ceramics and Composites; Mahajan, Y., Roy, J., Eds.; Springer: Cham, Switzerland, 2019; pp. 1–46. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit | Type/Value | Test Method | Type/Value | Test Method | |
|---|---|---|---|---|---|---|
| Material | - | Twaron® CT612 WRT | Manufacturer’s declaration | Twaron® UD42 | Twaron® CT736 (coated on one side) | Manufacturer’s declaration |
| Areal density | g/m2 | 123 ± 2 | PN-ISO 3801:1993 | 238 ± 11 | 463 ± 3 | PN-EN ISO 2286-2:1999 |
| Thickness | mm | 0.17 ± 0.03 | PN-EN ISO 5084:1999 | 0.27 ± 0.02 | 0.57 ± 0.02 | PN-EN ISO 2286-3:2000 |
| Maximum tensile force | N | PN-EN ISO 13934-1:2013 | PN-EN ISO 1421:2001 | |||
| —Warp | 5700 ± 250 | 7700 ± 280 | 17,400 ± 800 | |||
| —Weft | 5800 ± 300 | 5100 ± 280 | 16,500 ± 200 | |||
| Elongation at break | % | |||||
| —Warp | 5.0 | 5.8 | 6.6 | |||
| —Weft | 6.5 | 3.0 | 7.8 | |||
| Tear strength | N | It does not tear | PN-EN ISO 13937-2:2002 | It does not tear | PN-EN ISO 4674-1:2005 | |
| Ends Picks | Per 10 cm | 112 ± 2 108 ± 2 | PN-EN 1049-2:2000 | N/A * | 127 ± 4 127 ± 4 | PN-EN 1049-2:2000 |
| Parameter/Material | Unit | Twaron® CT612 WRT | Twaron® UD42 |
|---|---|---|---|
| Longitudinal direction | |||
| Average of overhang length | (cm) | 16.3 | 22.0 |
| Unit bending stiffness, Gw | (mNm) | 0.623 | 3.280 |
| Bending modulus, qw | (104 kPa) | 3.56 | 19.68 |
| Bending length, cw | (cm) | 8.0 | 11.0 |
| Transverse direction | |||
| Average of overhang length | (cm) | 13.9 | 21.6 |
| Unit bending stiffness, Gp | (mNm) | 0.417 | 3.100 |
| Bending modulus, qp | (104 kPa) | 2.39 | 18.6 |
| Bending length, cp | (cm) | 7.0 | 10.8 |
| General unit bending stiffness, Go | (mNm) | 0.529 | 3.190 |
| Parameter | Density (g/cm3) | Young’s Modulus (GPa) | Acoustic Impedance (105 g/cm2 s) | Vickers Hardness (GPa) | Resistance to Brittle Fracturing (MPa m1/2) |
|---|---|---|---|---|---|
| Test method | PN-EN 993-1:1998 | ASTM C 1419-99a | PN-EN-ISO 6507-1:2007 | ||
| Al2O3 with a 3.5 mm thickness | 3.81 ± 0.1 | 472.6 ± 10.0 | 40.0 ± 0.2 | 18.9 ± 0.3 | 4.32 ± 0.3 |
| Property Groups | Feature | Validity (ti) 1 |
|---|---|---|
| Physical properties | Areal density | 3 |
| Thickness | 2 | |
| Functional properties | V50 ballistic limit | 3 |
| Estimated cost of materials for the ballistic inserts | 1 |
| Sample | Physical Property Group | Functional Property Group | ||
|---|---|---|---|---|
| Areal Density | Thickness | V50 Ballistic Limit | Estimated Cost | |
| - | kg/m2 | mm | m/s | EUR |
| Twaron® CT612 WRT soft ballistic insert | ||||
| CT612_1 | 2.5 | 3.6 | 438 | 9.45 |
| CT612_2 | 4.5 | 6.5 | 585 | 17.10 |
| CT612_3 | 5.0 | 7.1 | 620 | 18.90 |
| CT612_4 | 6.1 | 8.2 | 645 | 22.50 |
| CT612_5 | 7.5 | 10.0 | 700 | 28.35 |
| Twaron® UD42 soft ballistic insert | ||||
| UD42_1 | 1.9 | 2.2 | 368 | 4.80 |
| UD42_2 | 3.1 | 3.5 | 455 | 7.80 |
| UD42_3 | 3.6 | 4.1 | 495 | 9.00 |
| UD42_4 | 5.0 | 5.7 | 540 | 12.60 |
| UD42_5 | 7.0 | 6.8 | 600 | 15.00 |
| Sample | Physical Properties Group | Functional Properties Group | General Coefficient of Quality (GSQ) | General Quality Class (GQC) | ||
|---|---|---|---|---|---|---|
| SCQPh 1 Factor | Quality Class (CPh) 2 Factor | SCQU 1 Factor | Quality Class (CU) 2 Factor | |||
| Twaron® CT612 WRT soft ballistic insert | ||||||
| CT612_1 | 0.86 | 1 | 0.36 | 6 | 0.61 | 4 |
| CT612_2 | 0.50 | 5 | 0.61 | 4 | 0.55 | 4 |
| CT612_3 | 0.41 | 6 | 0.67 | 3 | 0.54 | 5 |
| CT612_4 | 0.24 | 8 | 0.69 | 3 | 0.47 | 5 |
| CT612_5 | 0.00 | 10 | 0.75 | 2 | 0.38 | 6 |
| Twaron® UD42 soft ballistic insert | ||||||
| UD42_1 | 1.00 | 0 | 0.25 | 7 | 0.63 | 4 |
| UD42_2 | 0.38 | 6 | 0.41 | 6 | 0.38 | 6 |
| UD42_3 | 0.72 | 3 | 0.49 | 5 | 0.61 | 4 |
| UD42_4 | 0.49 | 5 | 0.56 | 4 | 0.52 | 5 |
| UD42_5 | 0.22 | 8 | 0.67 | 3 | 0.43 | 6 |
| Sample | Physical Properties Group | Functional Properties Group | ||
|---|---|---|---|---|
| Areal Density | Thickness | V50 Ballistic Limit | Estimated Cost | |
| - | kg/m2 | mm | m/s | EUR |
| Composite type 1—hard ballistic insert | ||||
| C1_1 | 9.2 | 3.0 | 698 | 7.50 |
| C1_2 | 11.2 | 4.5 | 735 | 15.00 |
| C1_3 | 15.0 | 8.0 | 984 | 30.00 |
| C1_4 | 16.6 | 9.0 | 1015 | 34.50 |
| C1_5 | 18.6 | 10.0 | 1042 | 37.50 |
| C1_6 | 19.4 | 11.5 | 1095 | 45.00 |
| C1_7 | 21.4 | 12.5 | 1084 | 52.50 |
| Composite type 2—hard ballistic insert | ||||
| C2_1 | 23.0 | 7.0 | 1408 | 33.50 |
| C2_2 | 27.0 | 11.5 | 1736 | 48.50 |
| C2_3 | 29.0 | 12.5 | 1798 | 56.00 |
| C2_4 | 30.6 | 13.3 | 1852 | 60.50 |
| C2_5 | 31.5 | 14.5 | 1775 | 63.50 |
| C2_6 | 34.2 | 16.5 | 1850 | 71.50 |
| Sample | Physical Properties Group | Functional Properties Group | General Coefficient of Quality (GSQ) | General Quality Class (GQC) | ||
|---|---|---|---|---|---|---|
| SCQPh 1 Factor | Quality Class (CPh) 2 Factor | SCQU 1 Factor | Quality Class (CU) 2 Factor | |||
| Composite type 1—hard ballistic insert | ||||||
| C1_1 | 1.00 | 0 | 0.25 | 7 | 0.63 | 4 |
| C1_2 | 0.84 | 2 | 0.28 | 7 | 0.56 | 4 |
| C1_3 | 0.50 | 5 | 0.67 | 3 | 0.58 | 4 |
| C1_4 | 0.38 | 6 | 0.70 | 3 | 0.54 | 5 |
| C1_5 | 0.24 | 8 | 0.73 | 3 | 0.49 | 5 |
| C1_6 | 0.14 | 9 | 0.79 | 2 | 0.47 | 5 |
| C1_7 | 0.00 | 10 | 0.73 | 3 | 0.36 | 6 |
| Composite type 2—hard ballistic insert | ||||||
| C2_1 | 1.00 | 0 | 0.25 | 7 | 0.63 | 4 |
| C2_2 | 0.6 | 4 | 0.70 | 3 | 0.65 | 3 |
| C2_3 | 0.45 | 6 | 0.76 | 2 | 0.60 | 4 |
| C2_4 | 0.33 | 7 | 0.82 | 2 | 0.57 | 4 |
| C2_5 | 0.23 | 8 | 0.67 | 3 | 0.45 | 6 |
| C2_6 | 0.00 | 10 | 0.75 | 3 | 0.37 | 6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kośla, K.; Kubiak, P.; Łandwijt, M.; Urbaniak, W.; Kucharska-Jastrząbek, A. Fragment-Resistant Property Optimization within Ballistic Inserts Obtained on the Basis of Para-Aramid Materials. Materials 2022, 15, 2314. https://doi.org/10.3390/ma15062314
Kośla K, Kubiak P, Łandwijt M, Urbaniak W, Kucharska-Jastrząbek A. Fragment-Resistant Property Optimization within Ballistic Inserts Obtained on the Basis of Para-Aramid Materials. Materials. 2022; 15(6):2314. https://doi.org/10.3390/ma15062314
Chicago/Turabian StyleKośla, Katarzyna, Paweł Kubiak, Marcin Łandwijt, Wioleta Urbaniak, and Agnieszka Kucharska-Jastrząbek. 2022. "Fragment-Resistant Property Optimization within Ballistic Inserts Obtained on the Basis of Para-Aramid Materials" Materials 15, no. 6: 2314. https://doi.org/10.3390/ma15062314
APA StyleKośla, K., Kubiak, P., Łandwijt, M., Urbaniak, W., & Kucharska-Jastrząbek, A. (2022). Fragment-Resistant Property Optimization within Ballistic Inserts Obtained on the Basis of Para-Aramid Materials. Materials, 15(6), 2314. https://doi.org/10.3390/ma15062314