
Study on the Effects of Different Cutting Angles on the End-Milling of Wire and Arc Additive Manufacturing Inconel 718 Workpieces


Abstract
:1. Introduction
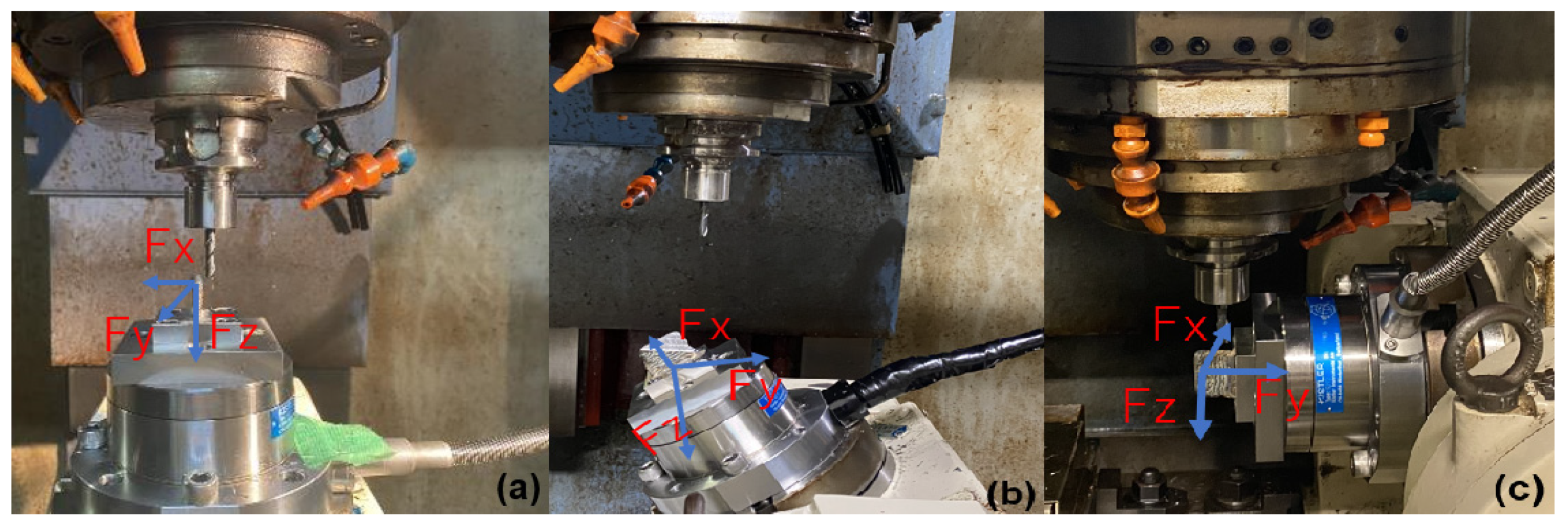
2. Materials and Methods
3. Results and Discussions
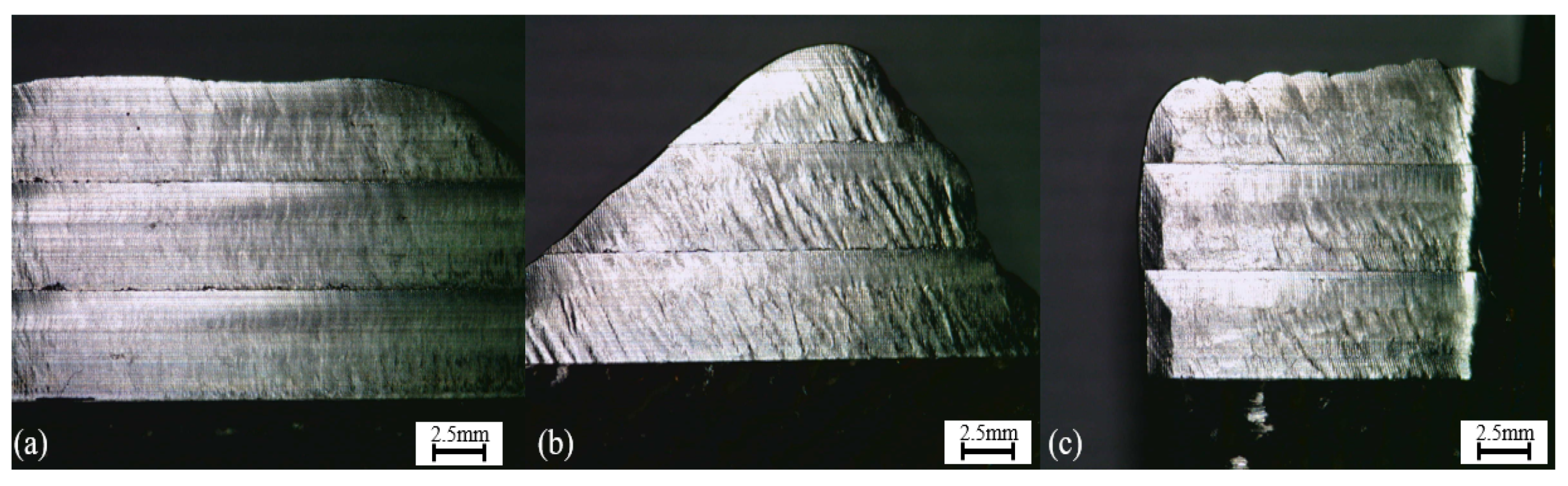
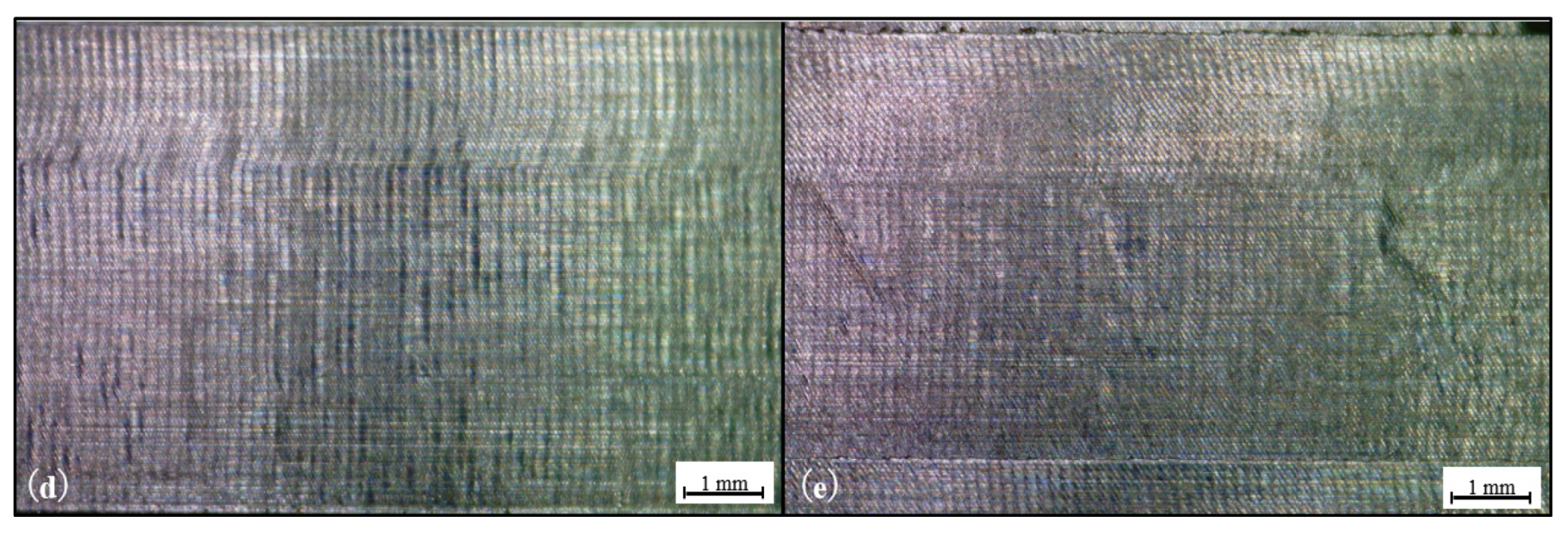
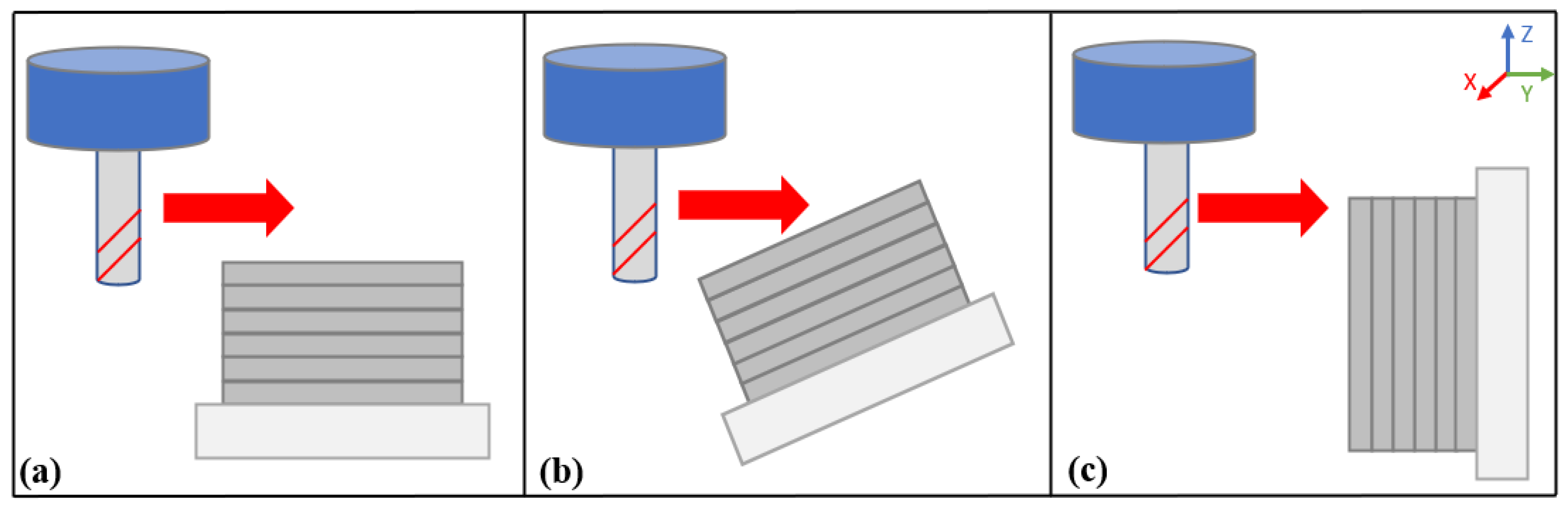
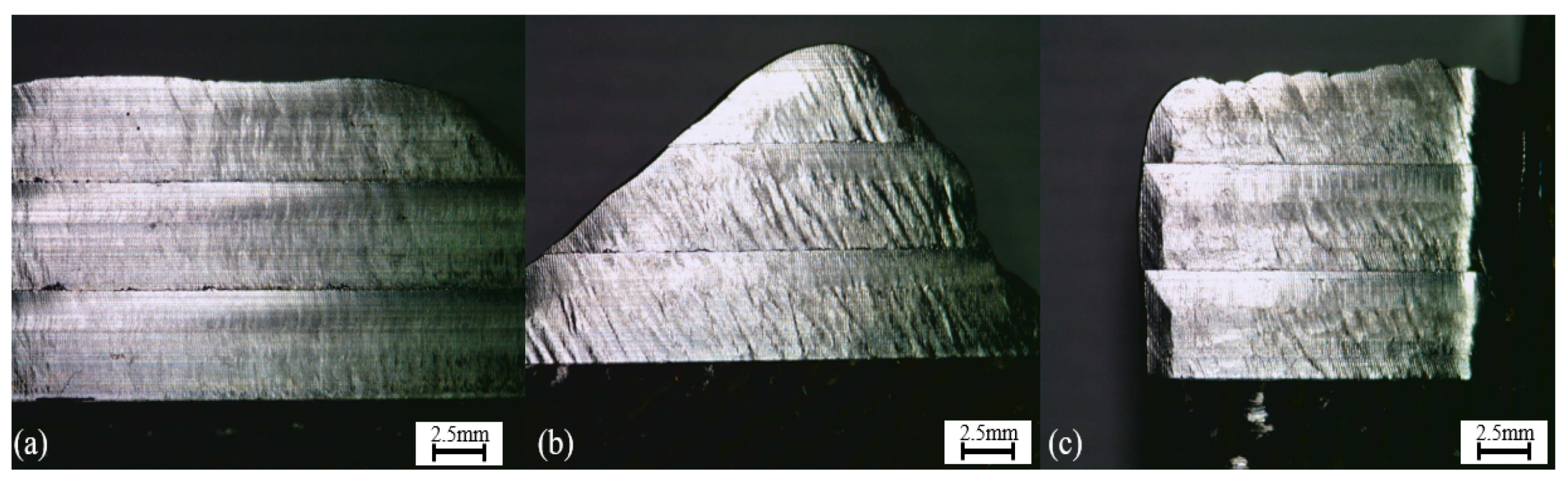
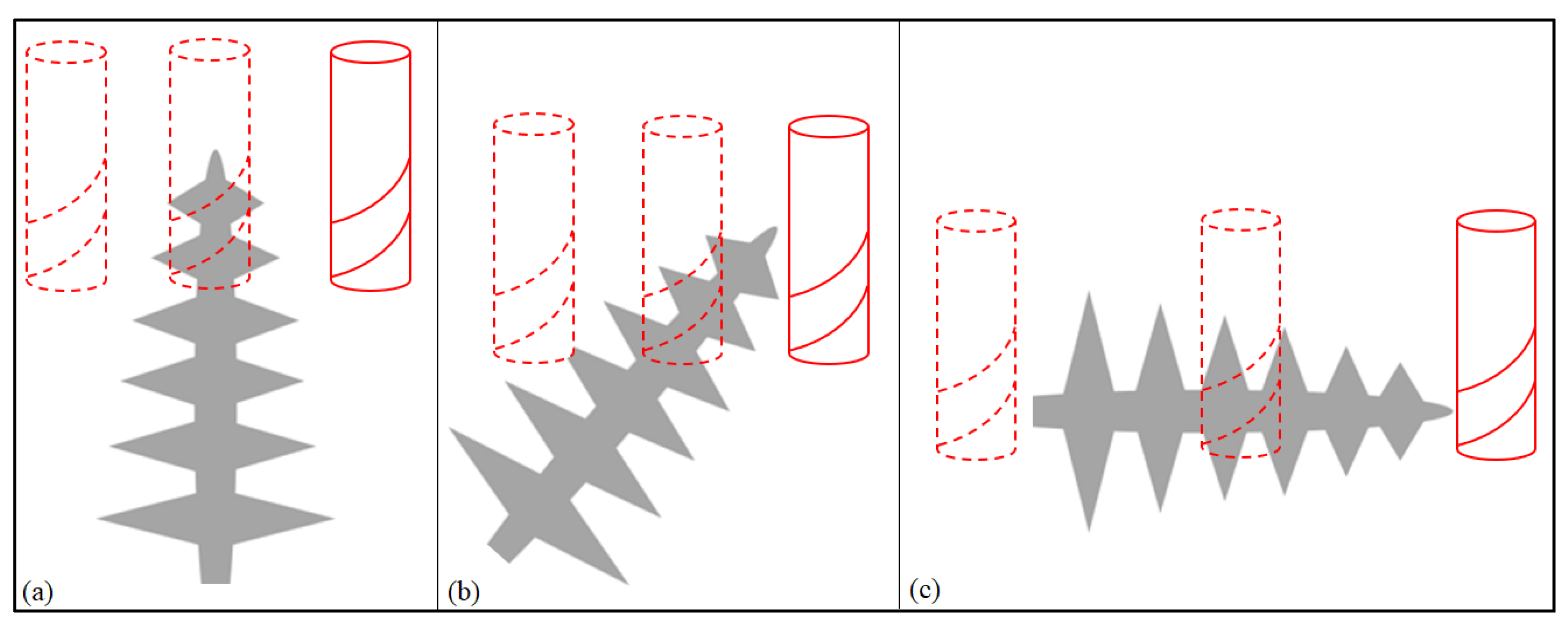
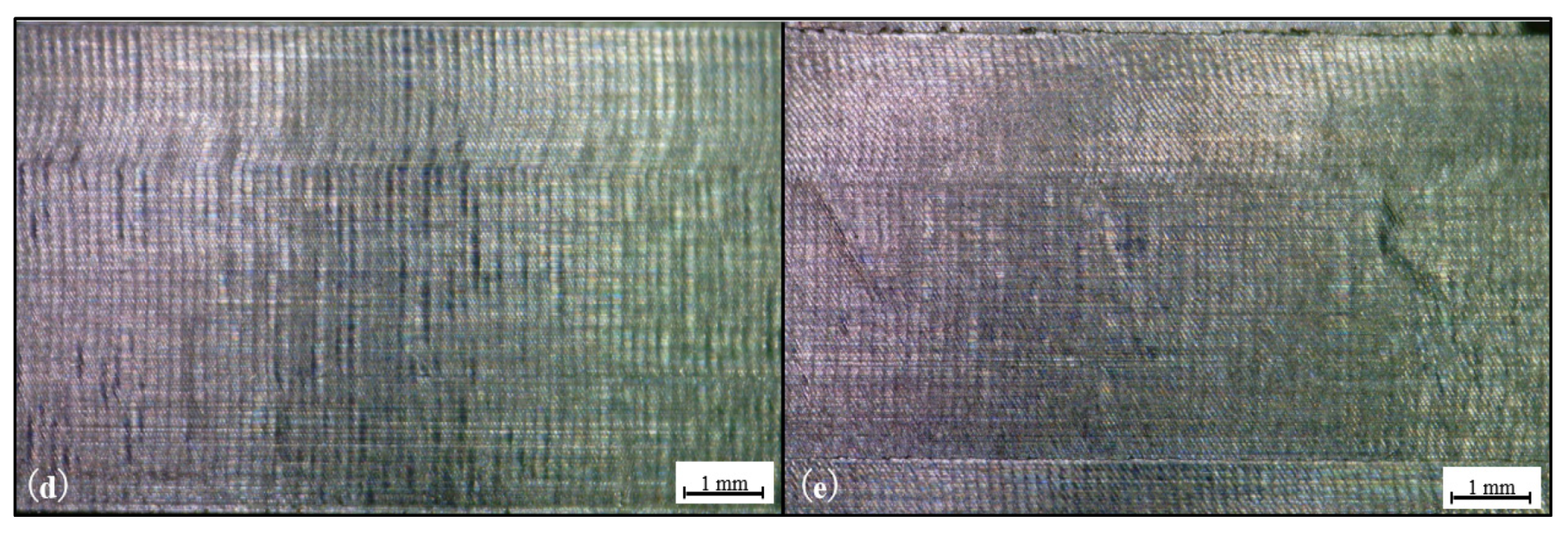
3.1. Machining Quality Assessment
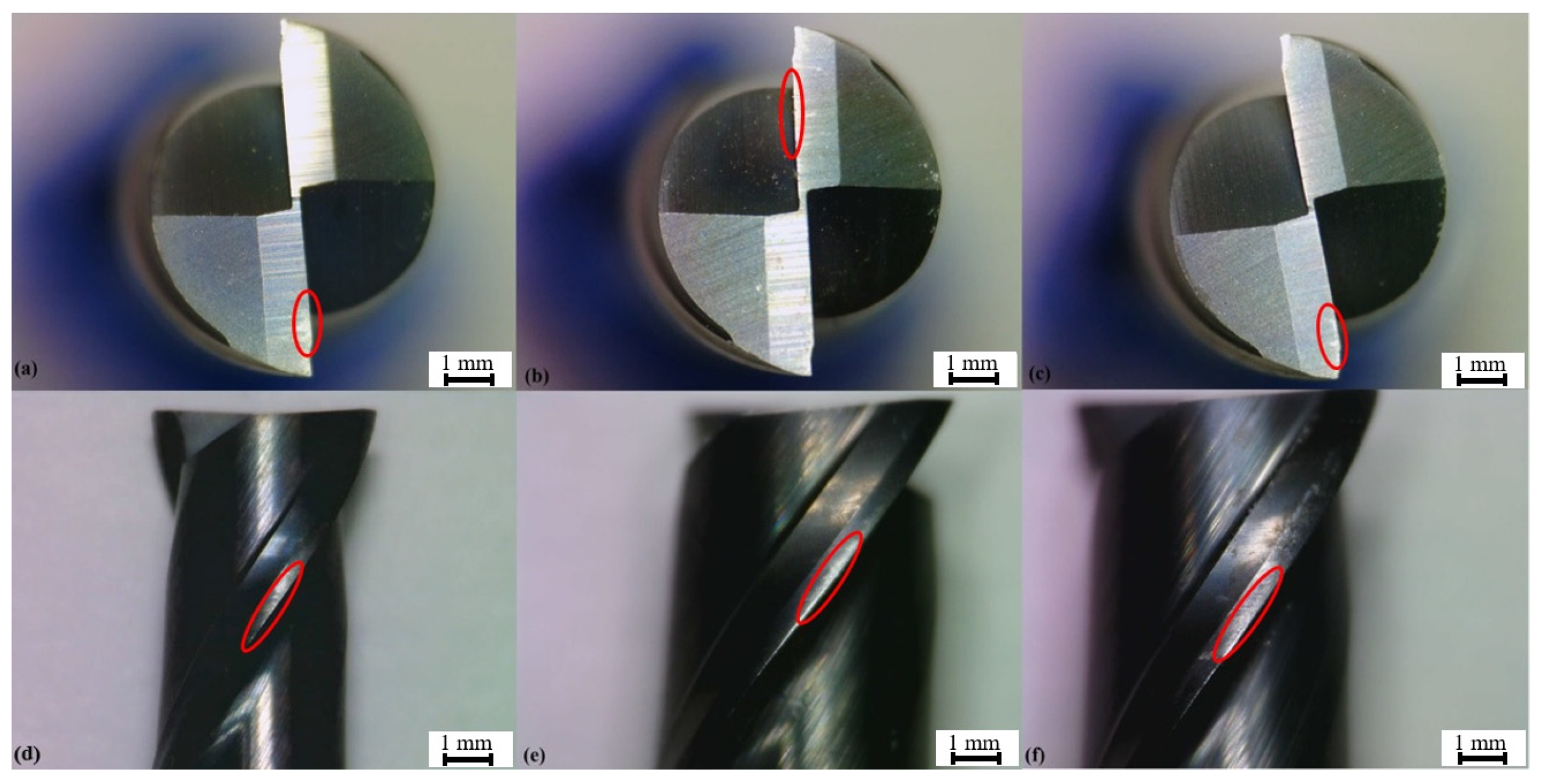
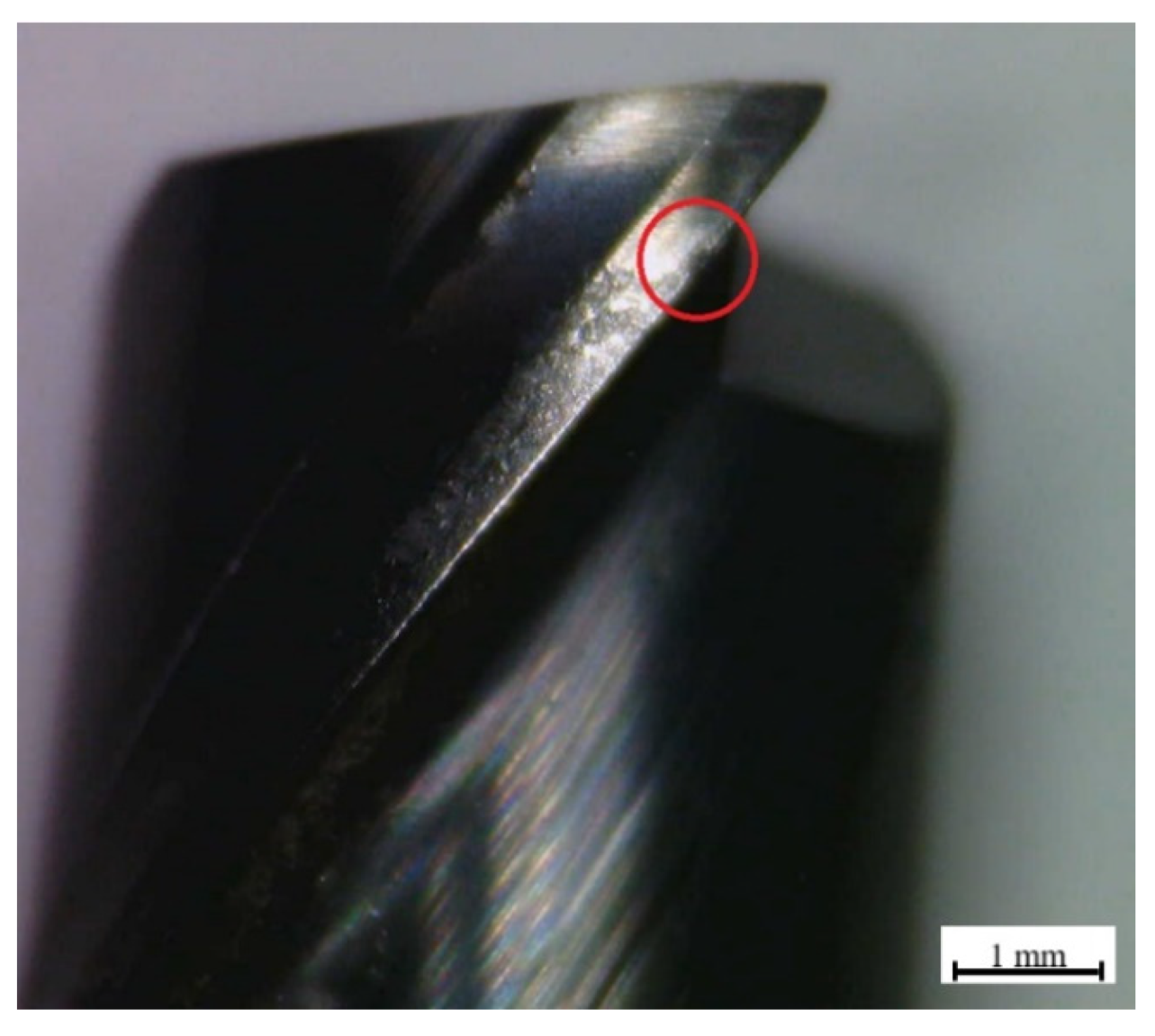
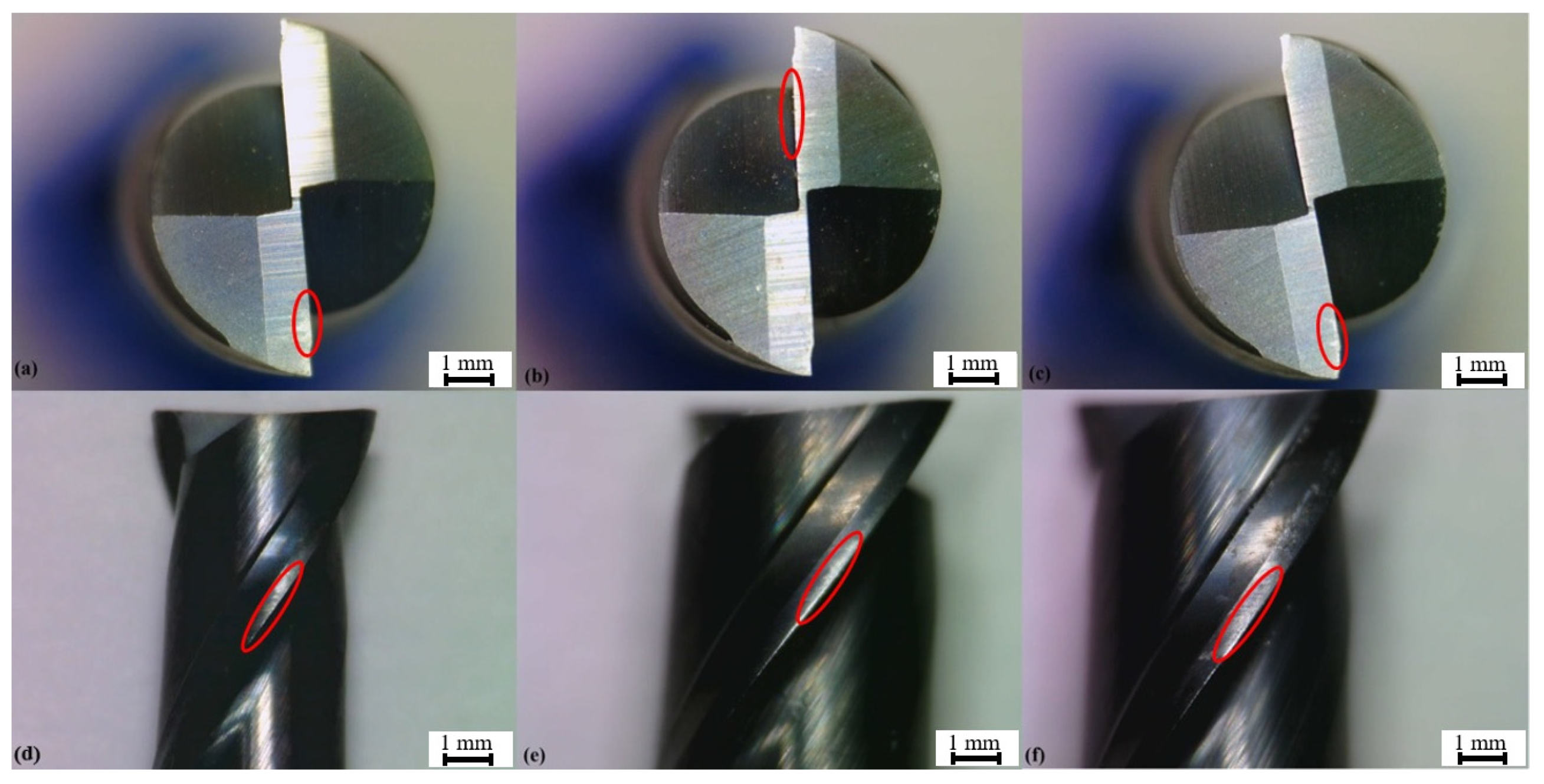
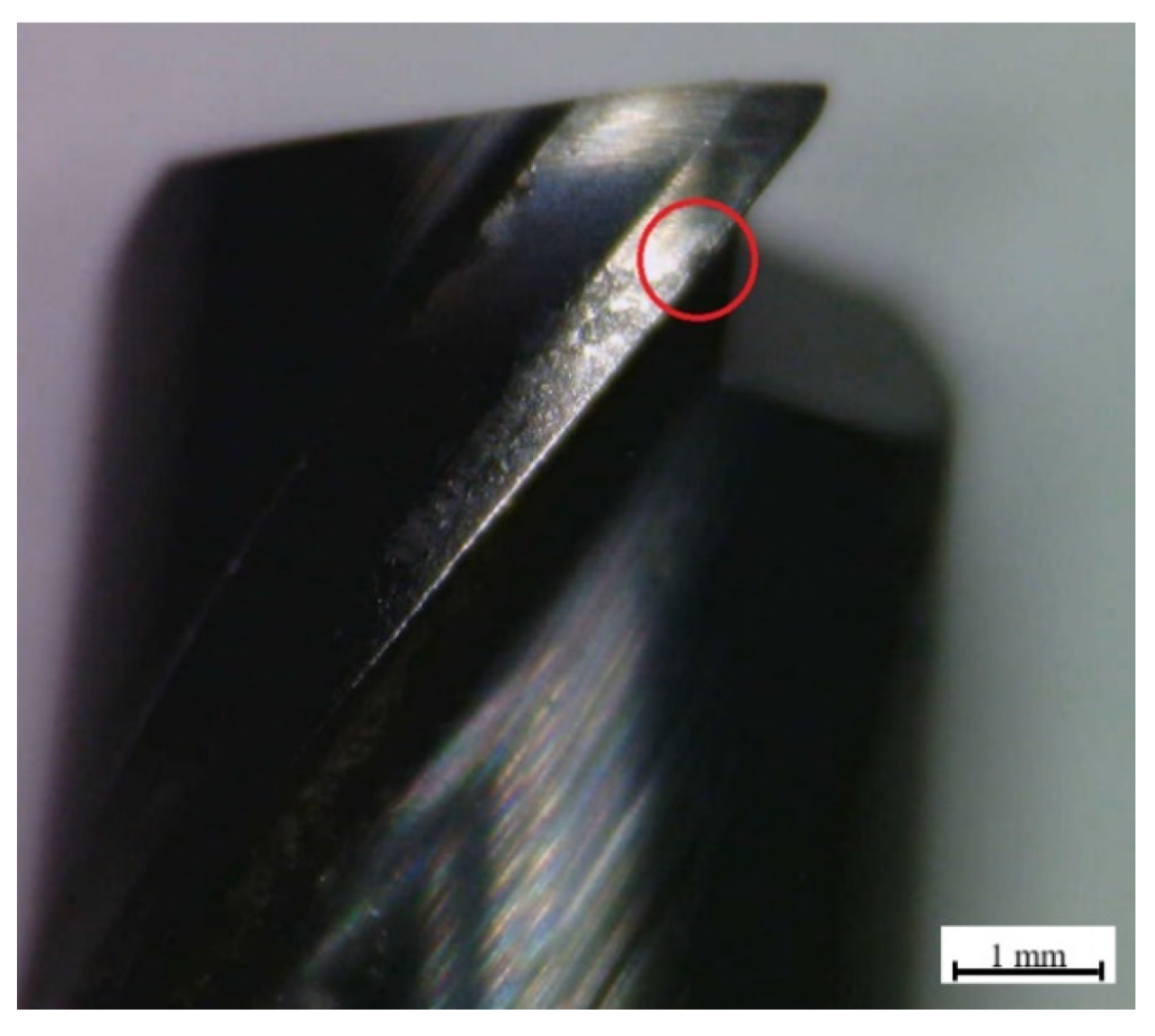
3.2. Tool Wear
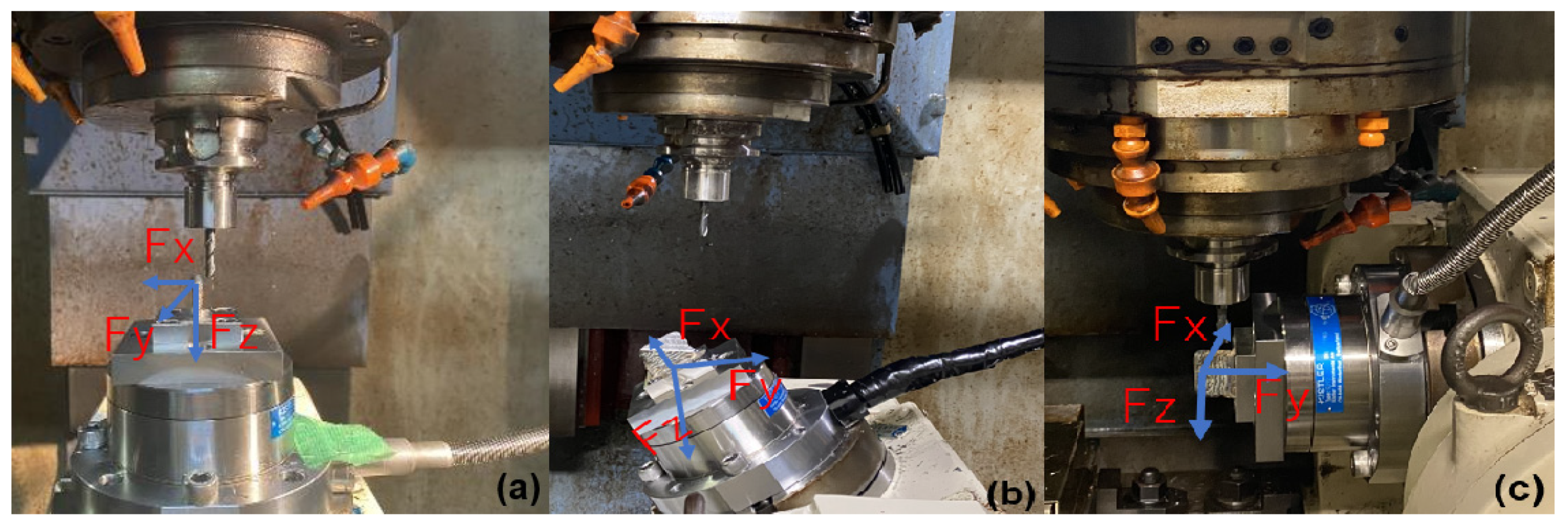
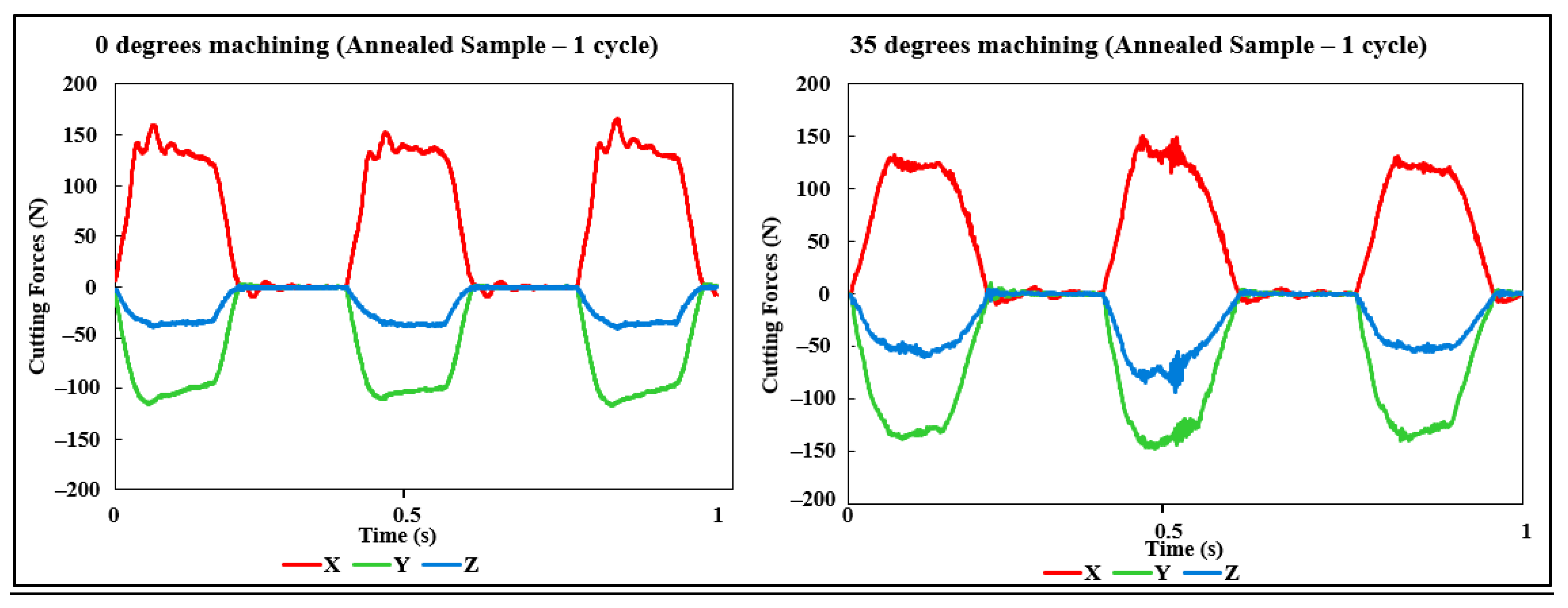
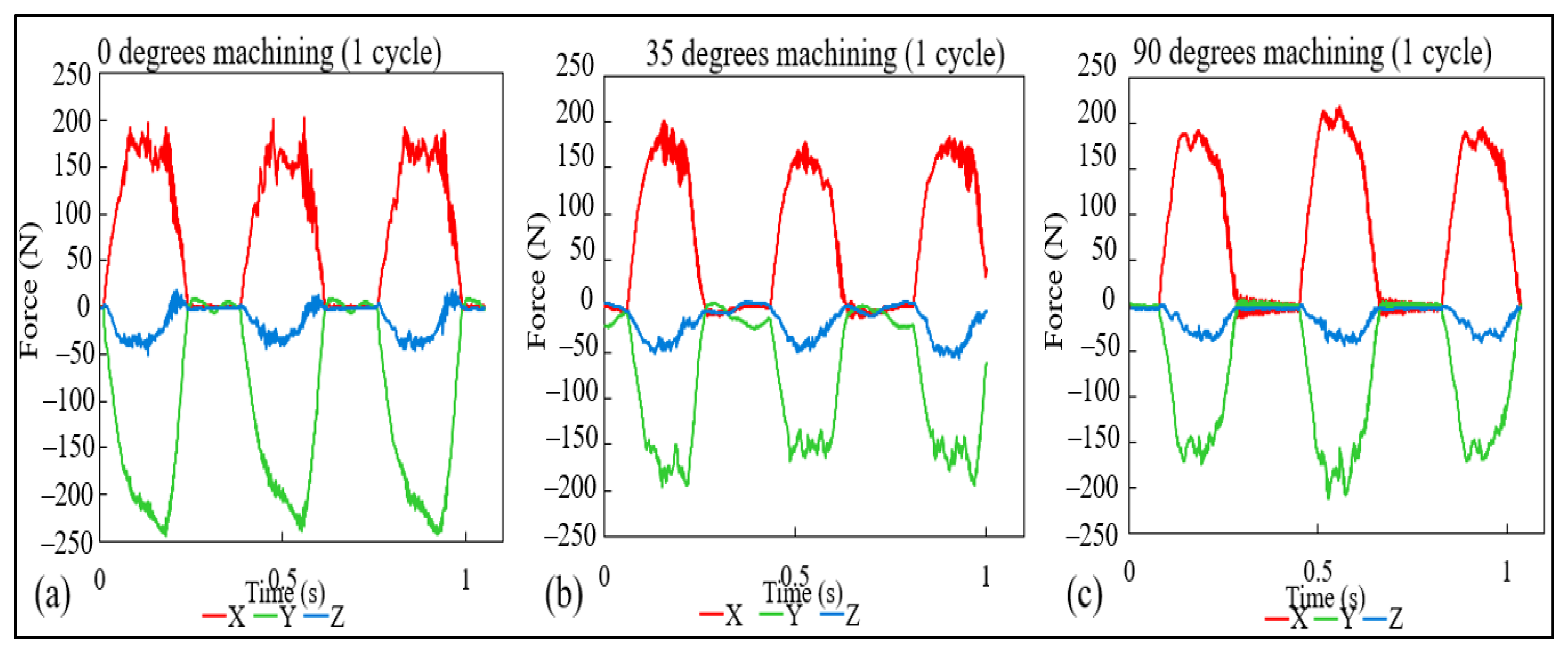
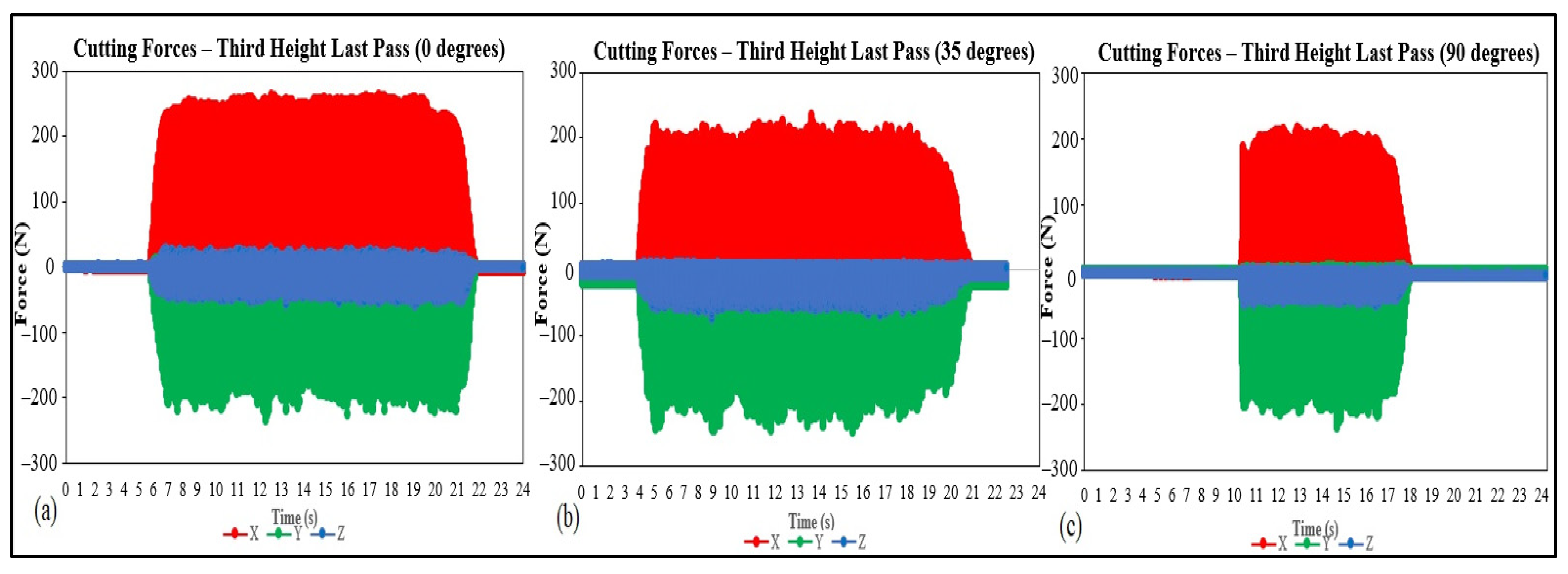
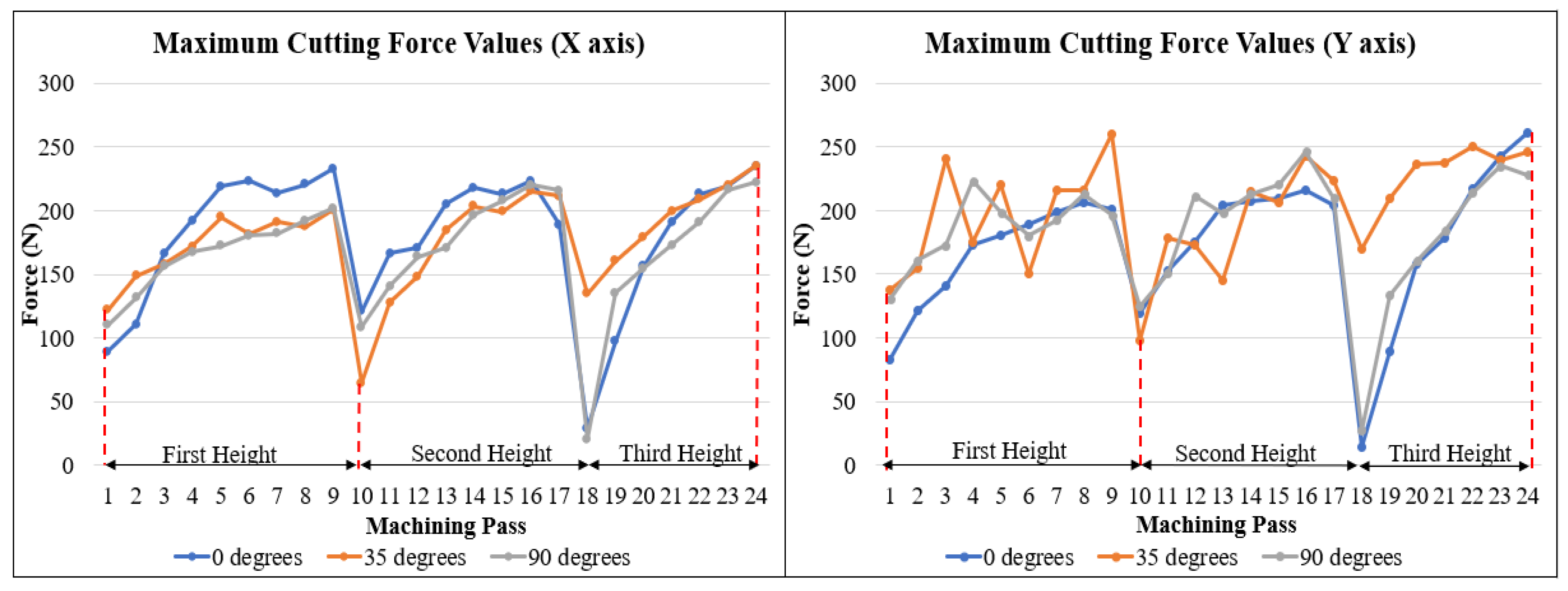
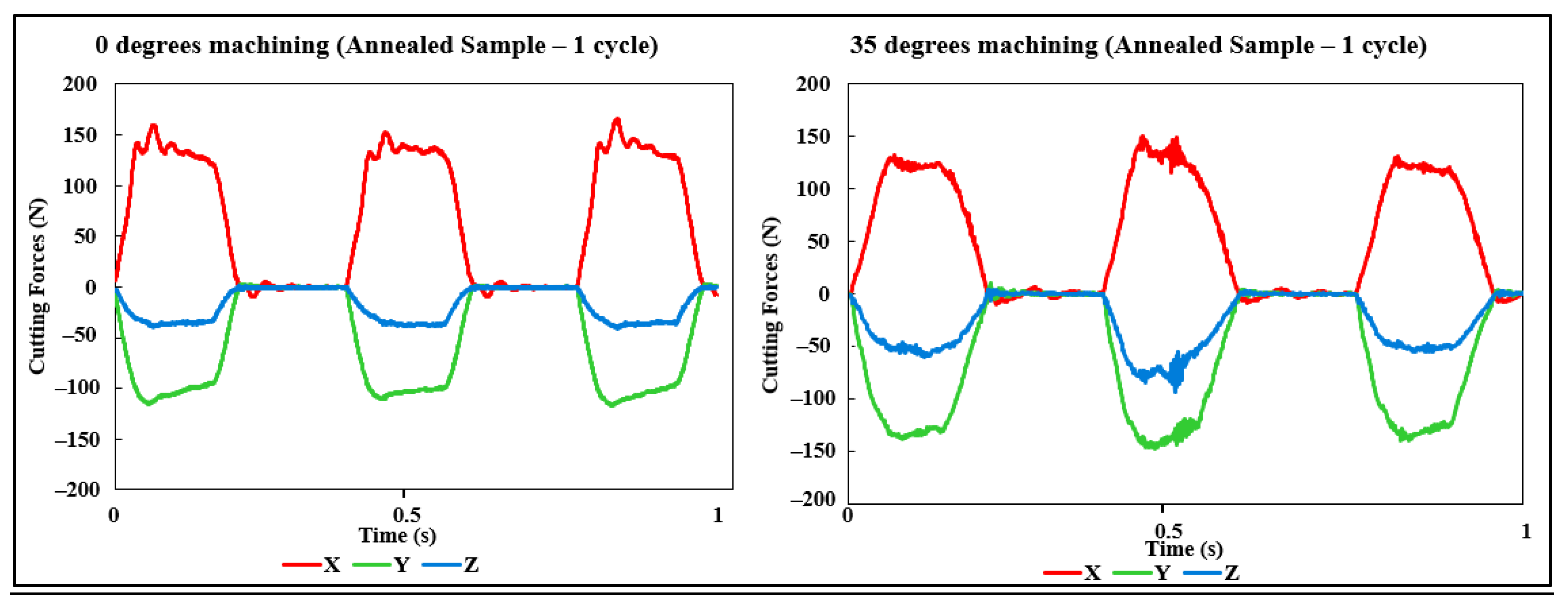
3.3. Cutting Forces
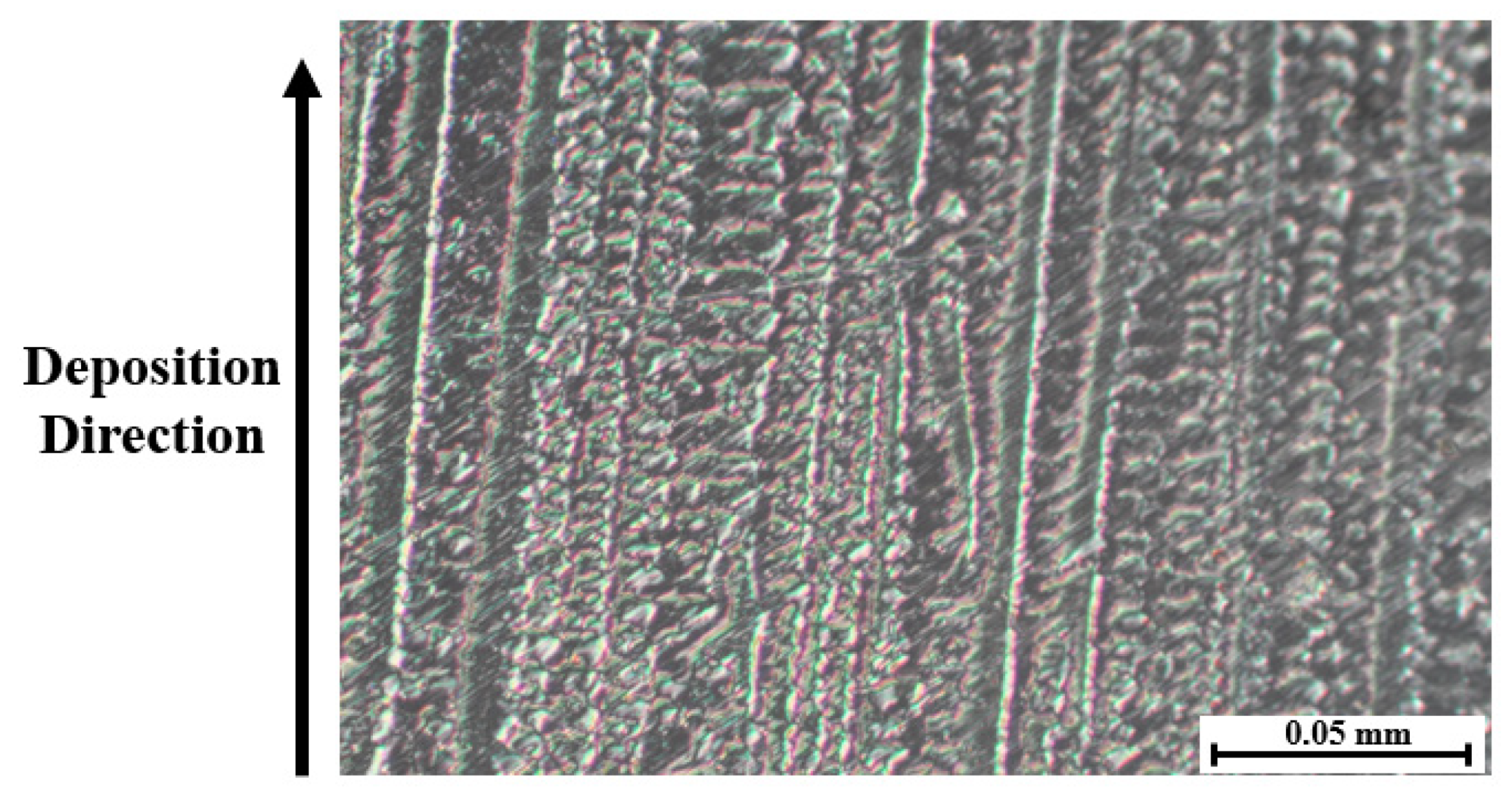
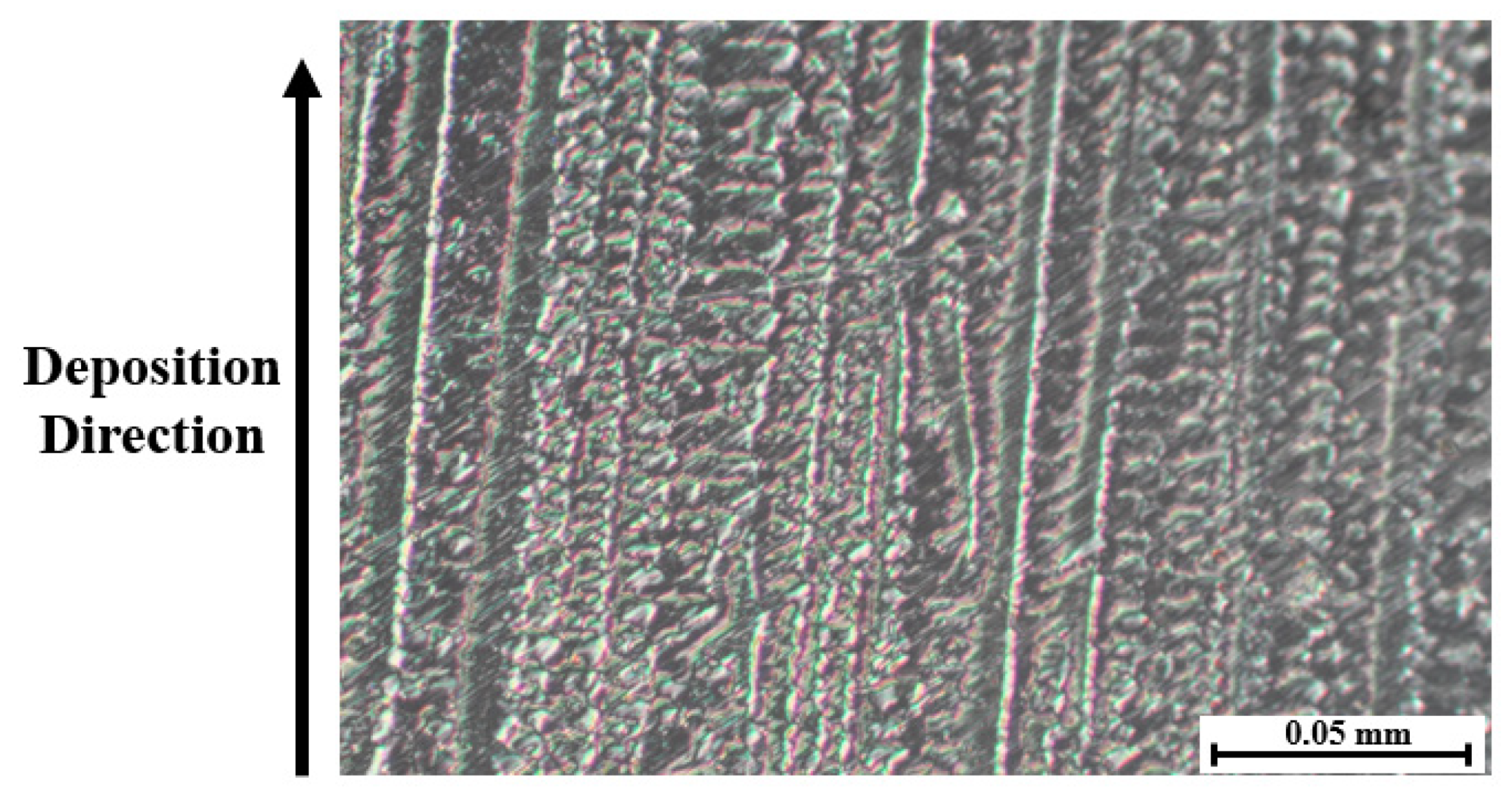
3.4. Anisotropy Hypothesis Investigation
4. Conclusions
- (1)
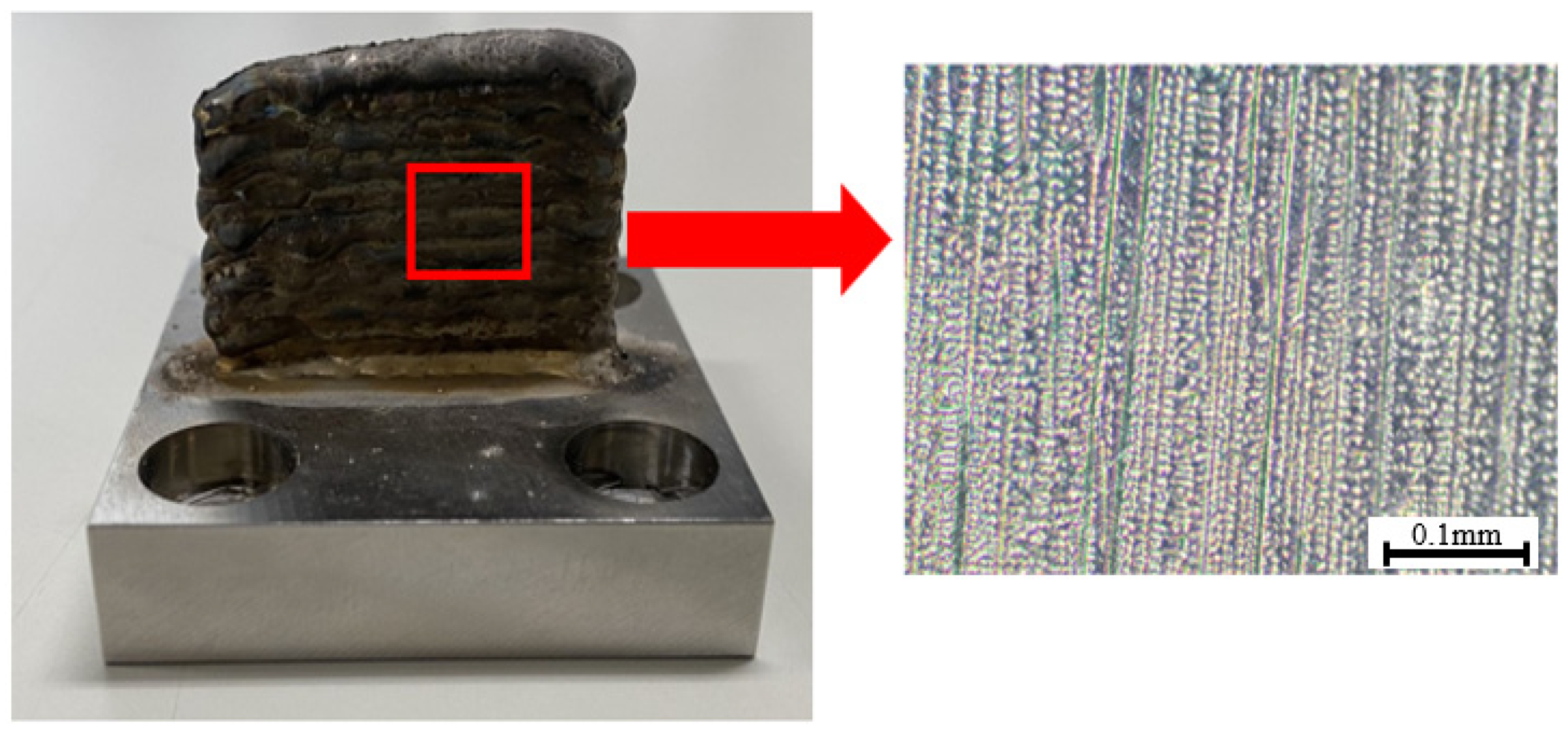
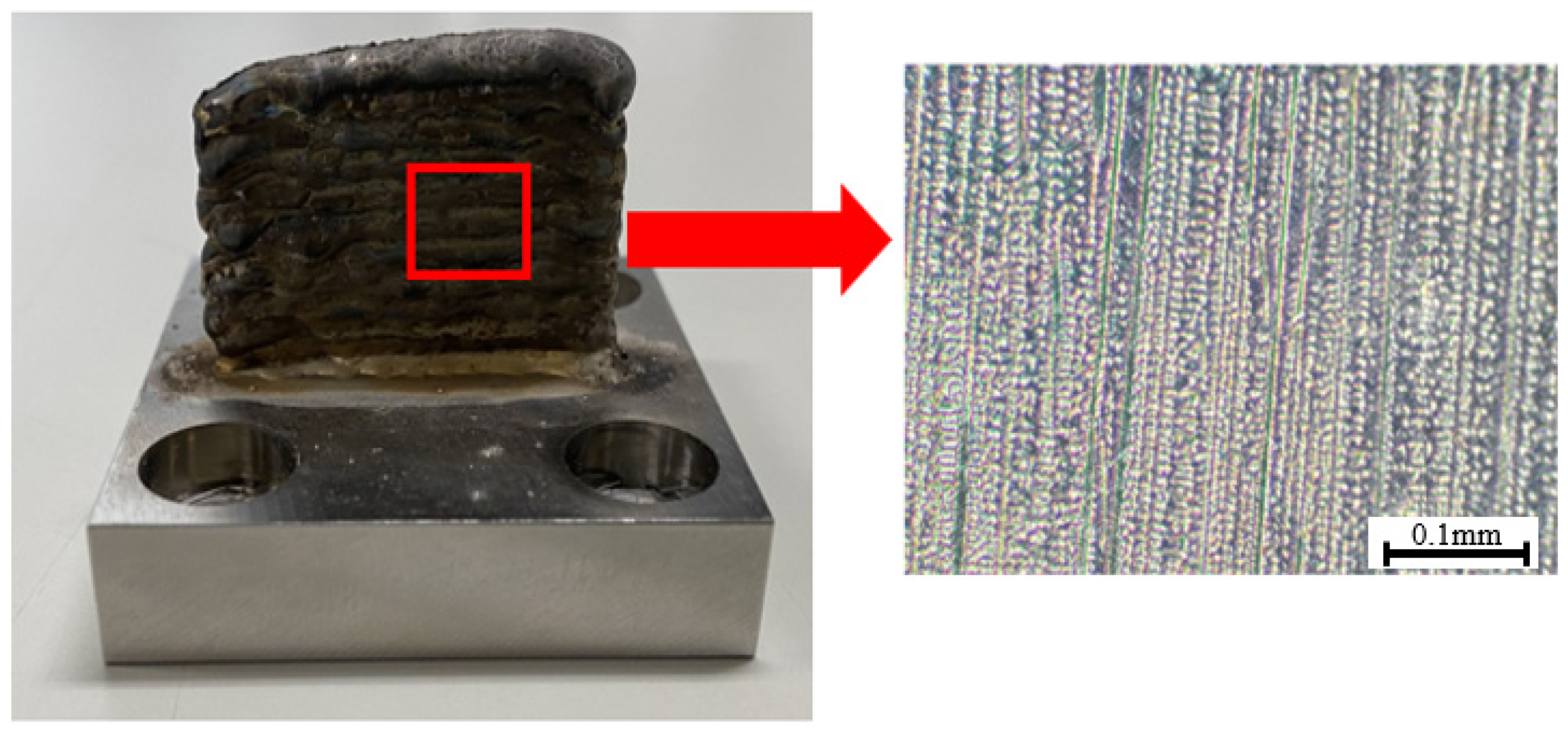
- It was possible to observe with these different research characteristics of the machining of Inconel 718 WAAM samples, considering the deformations of the workpieces used by the high heat input and the possible influence of the microstructure on the machining of those samples.
- (2)
- As the last machining pass of each height was performed at a flat surface, it was possible to remove the possible influence of the deformations on these cutting passes. And, as the results for not only the cutting forces for a single cutting cycle differ but also the results for the surface quality are also unequal, the microstructure and its anisotropy probably played an important part in these results, directly influencing the cutting process and its results.
- (3)
- Although the cutting tools did not present much wear during the experiments, the primary cause of wear matched the mechanism discussed for the machining of wrought Inconel 718 by other authors, and the AMS 5662 was performed on the second step of this research.
- (4)
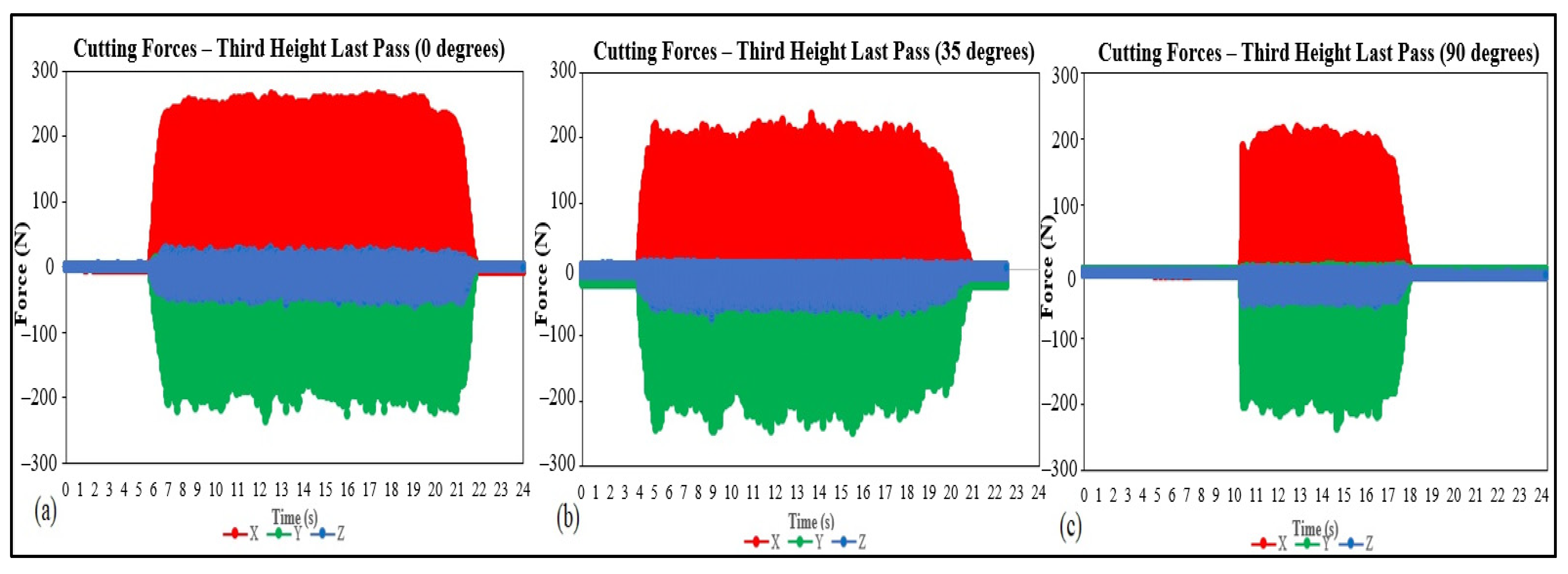
- Different aspects of the machining process for three different cutting angles of Inconel 718 workpieces produced with WAAM were evaluated and discussed. An exception for the tool wear process, which presented similar results for all the different cases, not only considering the visual aspect and surface roughness results, but also the cutting forces stability, it is safe to assume that the 0 degrees angle proved to be the optimum angle when comparing the three cases for the machining of Inconel 718 WAAM samples.
- (5)
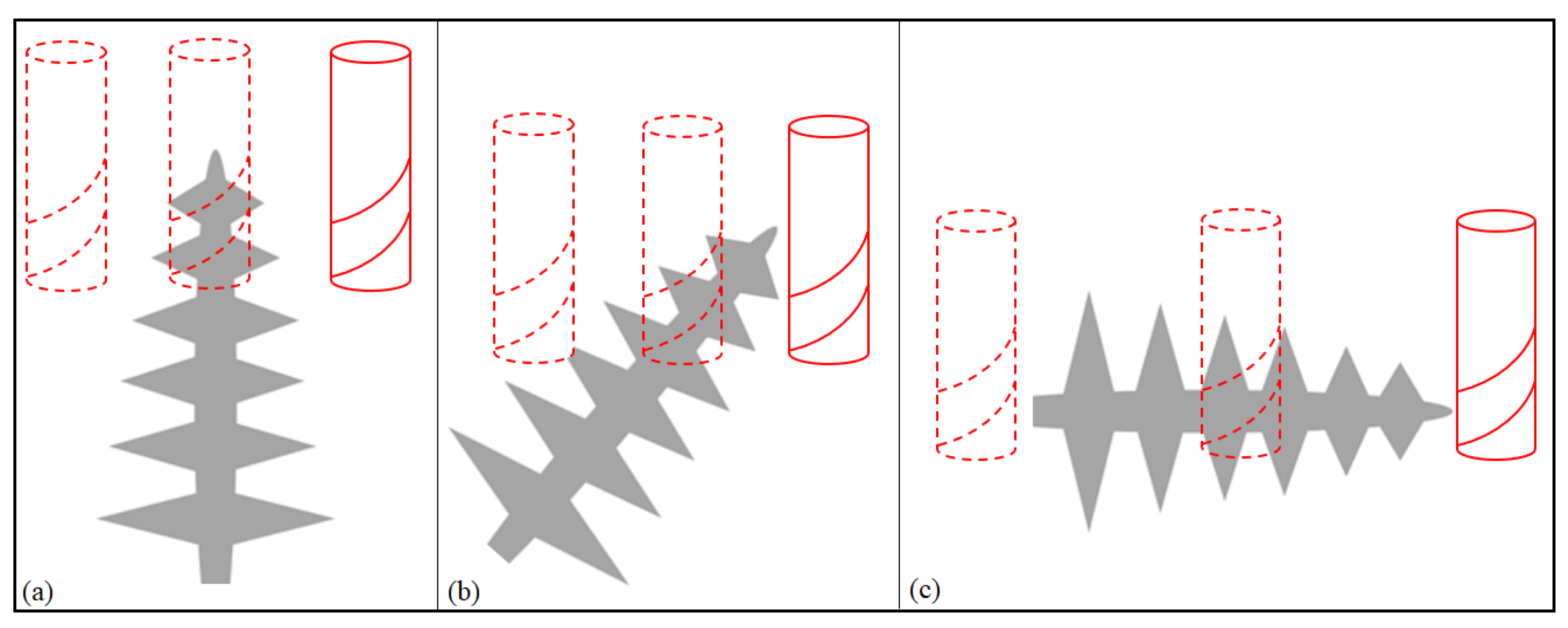
- Regarding the reasoning for the different results hypothesized by the authors after the machining of AMS 5662 samples, although some differences in the results occurred, the possibility of the influence of anisotropy is still the main hypothesis for the major changes in results for the different cutting angles.
- (6)
- Even though some different results were acquired in the present research, the authors deemed it necessary to further investigate the possible influences of the additive manufacturing anisotropy and the dendritic microstructure on the machining process. Some of these influences include the additive manufacturing parameters and the machining parameters, such as cutting angle and types of cutting tools, considering not only “regular” machining processes but also the micro and precision machining of AM products.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Thomas-Seale, L.E.J.; Kirkman-Brown, J.C.; Attallah, M.M.; Espino, D.M.; Shepherd, D.E.T. The barriers to the progression of additive manufacture: Perspectives from UK industry. Int. J. Prod. Econ. 2018, 198, 104–118. [Google Scholar] [CrossRef]
- Selema, A.; Ibrahim, M.N.; Sergeant, P. Metal Additive Manufacturing for Electrical Machines: Technology Review and Latest Advancements. Energies 2022, 15, 1076. [Google Scholar] [CrossRef]
- Jafari, D.; Vaneker, T.H.; Gibson, I. Wire and arc additive manufacturing: Opportunities and challenges to control the quality and accuracy of manufactured parts. Mater. Des. 2021, 202, 109471. [Google Scholar] [CrossRef]
- Wang, F.; Williams, S.; Colegrove, P.; Antonysamy, A.A. Microstructure and Mechanical Properties of Wire and Arc Additive Manufactured Ti-6Al-4V. Met. Mater. Trans. A 2013, 44, 968–977. [Google Scholar] [CrossRef]
- Li, Y.; Su, C.; Zhu, J. Comprehensive review of wire arc additive manufacturing: Hardware system, physical process, monitoring, property characterization, application and future prospects. Results Eng. 2021, 13, 100330. [Google Scholar] [CrossRef]
- Venturini, G.; Montevecchi, F.; Scippa, A.; Campatelli, G. Optimization of WAAM Deposition Patterns for T-crossing Features. Procedia CIRP 2016, 55, 95–100. [Google Scholar] [CrossRef] [Green Version]
- Govindaraj, R.B.; Junghans, E.; Andersen, I.; Lim, Y.K.; Lindström, P. Additive manufactured marine component—Ni Al bronze propeller. Procedia Struct. Integr. 2021, 34, 20–25. [Google Scholar] [CrossRef]
- Rauch, M.; Hascoet, J.-Y.; Querard, V. A Multiaxis Tool Path Generation Approach for Thin Wall Structures Made with WAAM. J. Manuf. Mater. Process. 2021, 5, 128. [Google Scholar] [CrossRef]
- Gradl, P.R.; Greene, S.E.; Protz, C.; Bullard, B.; Buzzell, J.; Garcia, C.; Wood, J.; Osborne, R.; Hulka, J.; Cooper, K.G. Additive Manufacturing of Liquid Rocket Engine Combustion Devices: A Summary of Process Developments and Hot-Fire Testing Results. In Proceedings of the 2018 Joint Propulsion Conference, Cincinnati, OH, USA, 9–11 July 2018. [Google Scholar] [CrossRef] [Green Version]
- Pollock, T.M.; Tin, S. Nickel-Based Superalloys for Advanced Turbine Engines: Chemistry, Microstructure and Properties. J. Propuls. Power 2006, 22, 361–374. [Google Scholar] [CrossRef]
- Li, H.; Zeng, H.; Chen, X. An experimental study of tool wear and cutting force variation in the end milling of Inconel 718 with coated carbide inserts. J. Mater. Process. Technol. 2006, 180, 296–304. [Google Scholar] [CrossRef]
- Rahman, M.; Seah, W.; Teo, T. The machinability of inconel 718. J. Mater. Process. Technol. 1997, 63, 199–204. [Google Scholar] [CrossRef]
- Liberini, M.; Astarita, A.; Campatelli, G.; Scippa, A.; Montevecchi, F.; Venturini, G.; Durante, M.; Boccarusso, L.; Minutolo, F.M.C.; Squillace, A. Selection of Optimal Process Parameters for Wire Arc Additive Manufacturing. Procedia CIRP 2017, 62, 470–474. [Google Scholar] [CrossRef]
- Xu, X.; Ding, J.; Ganguly, S.; Williams, S. Investigation of process factors affecting mechanical properties of INCONEL 718 superalloy in wire + arc additive manufacture process. J. Mater. Process. Technol. 2019, 265, 201–209. [Google Scholar] [CrossRef]
- Sindo, K. Welding Metallurgy, 2nd ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2002; ISBN 9780471434917. [Google Scholar]
- Hassel, T.; Carstensen, T. Properties and anisotropy behaviour of a nickel base alloy material produced by robot-based wire and arc additive manufacturing. Weld World 2020, 64, 1921–1931. [Google Scholar] [CrossRef]
- Ding, D.; Shen, C.; Pan, Z.; Cuiuri, D.; Li, H.; Larkin, N.; Van Duin, S. Towards an automated robotic arc-welding-based additive manufacturing system from CAD to finished part. Comput. Aided Des. 2016, 73, 66–75. [Google Scholar] [CrossRef] [Green Version]
- Zhang, S.; Zhang, Y.; Gao, M.; Wang, F.; Li, Q.; Zeng, X. Effects of milling thickness on wire deposition accuracy of hybrid additive/subtractive manufacturing. Sci. Technol. Weld. Join. 2019, 24, 375–381. [Google Scholar] [CrossRef]
- Li, F.; Chen, S.; Shi, J.; Tian, H.; Zhao, Y. Evaluation and Optimization of a Hybrid Manufacturing Process Combining Wire Arc Additive Manufacturing with Milling for the Fabrication of Stiffened Panels. Appl. Sci. 2017, 7, 1233. [Google Scholar] [CrossRef] [Green Version]
- Fuchs, C.; Baier, D.; Semm, T.; Zaeh, M.F. Determining the machining allowance for WAAM parts. Prod. Eng. 2020, 14, 629–637. [Google Scholar] [CrossRef]
- Lee, K.Y.; Kang, M.C.; Jeong, Y.H.; Lee, D.W.; Kim, J.S. Simulation of surface roughness and profile in high-speed end milling. J. Mater. Process. Technol. 2001, 113, 410–415. [Google Scholar] [CrossRef]
- Aijun, T.; Zhanqiang, L. Deformations of thin-walled plate due to static end milling force. J. Mater. Process. Technol. 2008, 206, 345–351. [Google Scholar] [CrossRef]
- Alauddin, M.; El Baradie, M.; Hashmi, M. Tool-life testing in the end milling of Inconel 718. J. Mater. Process. Technol. 1995, 55, 321–330. [Google Scholar] [CrossRef]
- Hadi, M.; Ghani, J.; Haron, C.C.; Kasim, M.S. Comparison between Up-milling and Down-milling Operations on Tool Wear in Milling Inconel 718. Procedia Eng. 2013, 68, 647–653. [Google Scholar] [CrossRef] [Green Version]
- Xiong, J.; Li, Y.-J.; Yin, Z.-Q.; Chen, H. Determination of Surface Roughness in Wire and Arc Additive Manufacturing Based on Laser Vision Sensing. Chin. J. Mech. Eng. 2018, 31, 74. [Google Scholar] [CrossRef] [Green Version]
- ISO 4288:1997; Geometrical Product Specifications (GPS)—Surface Texture: Profile Method—Rules and Procedures for the Assessment of Surface Texture; International Organization for Standardization: Geneva, Switzerland, 1997.
- Musfirah, A.; Ghani, J.; Haron, C.C. Tool wear and surface integrity of inconel 718 in dry and cryogenic coolant at high cutting speed. Wear 2017, 376–377, 125–133. [Google Scholar] [CrossRef]
- Zhu, D.; Zhang, X.; Ding, H. Tool wear characteristics in machining of nickel-based superalloys. Int. J. Mach. Tools Manuf. 2013, 64, 60–77. [Google Scholar] [CrossRef]
- Devillez, A.; Schneider, F.; Dominiak, S.; Dudzinski, D.; Larrouquere, D. Cutting forces and wear in dry machining of Inconel 718 with coated carbide tools. Wear 2007, 262, 931–942. [Google Scholar] [CrossRef]
- Sato, M.; Kato, Y.; Tuchiya, K. Effects of Material Anisotropy upon the Cutting Mechanism. Trans. Jpn. Inst. Met. 1978, 19, 530–536. [Google Scholar] [CrossRef] [Green Version]
- Ni, C.; Zhu, L.; Zheng, Z.; Zhang, J.; Yang, Y.; Yang, J.; Bai, Y.; Weng, C.; Lu, W.F.; Wang, H. Effect of material anisotropy on ultra-precision machining of Ti-6Al-4V alloy fabricated by selective laser melting. J. Alloy. Compd. 2020, 848, 156457. [Google Scholar] [CrossRef]
- Lizzul, L.; Sorgato, M.; Bertolini, R.; Ghiotti, A.; Bruschi, S. Influence of additive manufacturing-induced anisotropy on tool wear in end milling of Ti6Al4V. Tribol. Int. 2020, 146, 106200. [Google Scholar] [CrossRef]
- Laplanche, G.; Wieczorek, N.; Fox, F.; Berglund, S.; Pfetzing-Micklich, J.; Kishida, K.; Inui, H.; Eggeler, G. On the influence of crystallography and dendritic microstructure on micro shear behavior of single crystal Ni-based superalloys. Acta Mater. 2018, 160, 173–184. [Google Scholar] [CrossRef]
- Seow, C.E.; Coules, H.; Wu, G.; Khan, R.H.; Xu, X.; Williams, S. Wire + Arc Additively Manufactured Inconel 718: Effect of post-deposition heat treatments on microstructure and tensile properties. Mater. Des. 2019, 183, 108157. [Google Scholar] [CrossRef]
- Tao, P.; Li, H.; Huang, B.; Hu, Q.; Gong, S.; Xu, Q. The crystal growth, intercellular spacing and microsegregation of selective laser melted Inconel 718 superalloy. Vacuum 2018, 159, 382–390. [Google Scholar] [CrossRef]
- Kolluru, K.; Axinte, D.; Becker, A. A solution for minimising vibrations in milling of thin walled casings by applying dampers to workpiece surface. CIRP Ann. 2013, 62, 415–418. [Google Scholar] [CrossRef] [Green Version]
- Masmali, M.; Mathew, P. An Analytical Approach for Machining Thin-walled Workpieces. Procedia CIRP 2017, 58, 187–192. [Google Scholar] [CrossRef]
- SAE AMS 5662:2016; Nickel Alloy, Corrosion and Heat-Resistant, Bars, Forgings, and Rings 52.5Ni-19Cr3.0Mo-5.1Cb (Nb)-0.90Ti-0.50AI-18Fe Consumable Electrode or Vacuum Induction Melted 1775 °F (968 °C) Solution Heat Treated, Precipitation-Hardenable; SAE International: Warrendale, PA, USA, 2016. [CrossRef]
- Schirra, J.; Caless, R.; Hatala, R. The Effect of Laves Phase on the Mechanical Properties of Wrought and Cast + HIP Inconel 718; Proceedings Conference Superalloys 718, 615 and Various Derivatives; The Minerals Metals and Materials Society: Pennsylvania, PA, USA, 1991; pp. 375–388. [Google Scholar] [CrossRef]
- Clark, D.; Bache, M.R.; Whittaker, M.T. Microstructural Characterization of a Polycrystalline Nickel-Based Superalloy Processed via Tungsten-Intert-Gas-Shaped Metal Deposition. Metall. Mater. Trans. B 2010, 41, 1346–1353. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Manufacturing Parameters (WAAM). | |||||||
|---|---|---|---|---|---|---|---|
| Layer | Current | Voltage | Torch Speed | Wire Feed | Deposition Delay | Shielding Gas | Shielding Gas Flow Rate |
| 1 | 119 A | 13.5 V | 100 cm/min | 4.5 m/min | 15 s | Argon | 10 L/min |
| 2–20 | 99 A | 11.9 V | 85 cm/min | 3.7 m/min | Argon | 10 L/min | |
| Machining Parameters | ||||
|---|---|---|---|---|
| Feed Rate | Spindle Rate | Cutting Speed | Axial Depth of Cut | Radial Depth of Cut |
| 120 mm/min | 800 rpm | 15 m/min | 0.3 mm | 5 mm |
| Surface Roughness Measurements (Ra) | |||
|---|---|---|---|
| (a) | (b) | (c) | |
| Layer 1 | 0.56 µm | 1.00 µm | 0.82 µm |
| Layer 2 | 0.54 µm | 1.02 µm | 0.84 µm |
| Layer 3 | 0.54 µm | 0.94 µm | 0.73 µm |
| Surface Roughness Measurements (Rz) | |||
|---|---|---|---|
| (a) | (b) | (c) | |
| Layer 1 | 3.53 µm | 5.52 µm | 5.51 µm |
| Layer 2 | 3.43 µm | 5.49 µm | 5.27 µm |
| Layer 3 | 3.54 µm | 5.07 µm | 4.24 µm |
| Surface Roughness Average (Ra) | |
|---|---|
| (d) | (e) |
| 0.36 µm | 0.42 µm |
| Surface Roughness Average (Rz) | |
|---|---|
| (d) | (e) |
| 2.35 µm | 2.86 µm |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
dos Santos, G.Q.V.; Kaneko, J.; Abe, T. Study on the Effects of Different Cutting Angles on the End-Milling of Wire and Arc Additive Manufacturing Inconel 718 Workpieces. Materials 2022, 15, 2190. https://doi.org/10.3390/ma15062190
dos Santos GQV, Kaneko J, Abe T. Study on the Effects of Different Cutting Angles on the End-Milling of Wire and Arc Additive Manufacturing Inconel 718 Workpieces. Materials. 2022; 15(6):2190. https://doi.org/10.3390/ma15062190
Chicago/Turabian Styledos Santos, Gustavo Quadra Vieira, Jun’ichi Kaneko, and Takeyuki Abe. 2022. "Study on the Effects of Different Cutting Angles on the End-Milling of Wire and Arc Additive Manufacturing Inconel 718 Workpieces" Materials 15, no. 6: 2190. https://doi.org/10.3390/ma15062190
APA Styledos Santos, G. Q. V., Kaneko, J., & Abe, T. (2022). Study on the Effects of Different Cutting Angles on the End-Milling of Wire and Arc Additive Manufacturing Inconel 718 Workpieces. Materials, 15(6), 2190. https://doi.org/10.3390/ma15062190