
Effects of Aluminum Oxide Addition on Electrical and Mechanical Properties of 3 mol% Yttria-Stabilized Tetragonal Zirconia Electrolyte for IT-SOFCs



Abstract
:1. Introduction
2. Materials and Methods
2.1. Powder Preparation
2.2. Sinter Preparation
2.3. Characterization of the Samples
3. Results and Discussions
3.1. Physicochemical Properties of the Powders
3.2. Physical Characteristics of the Obtained Sinters
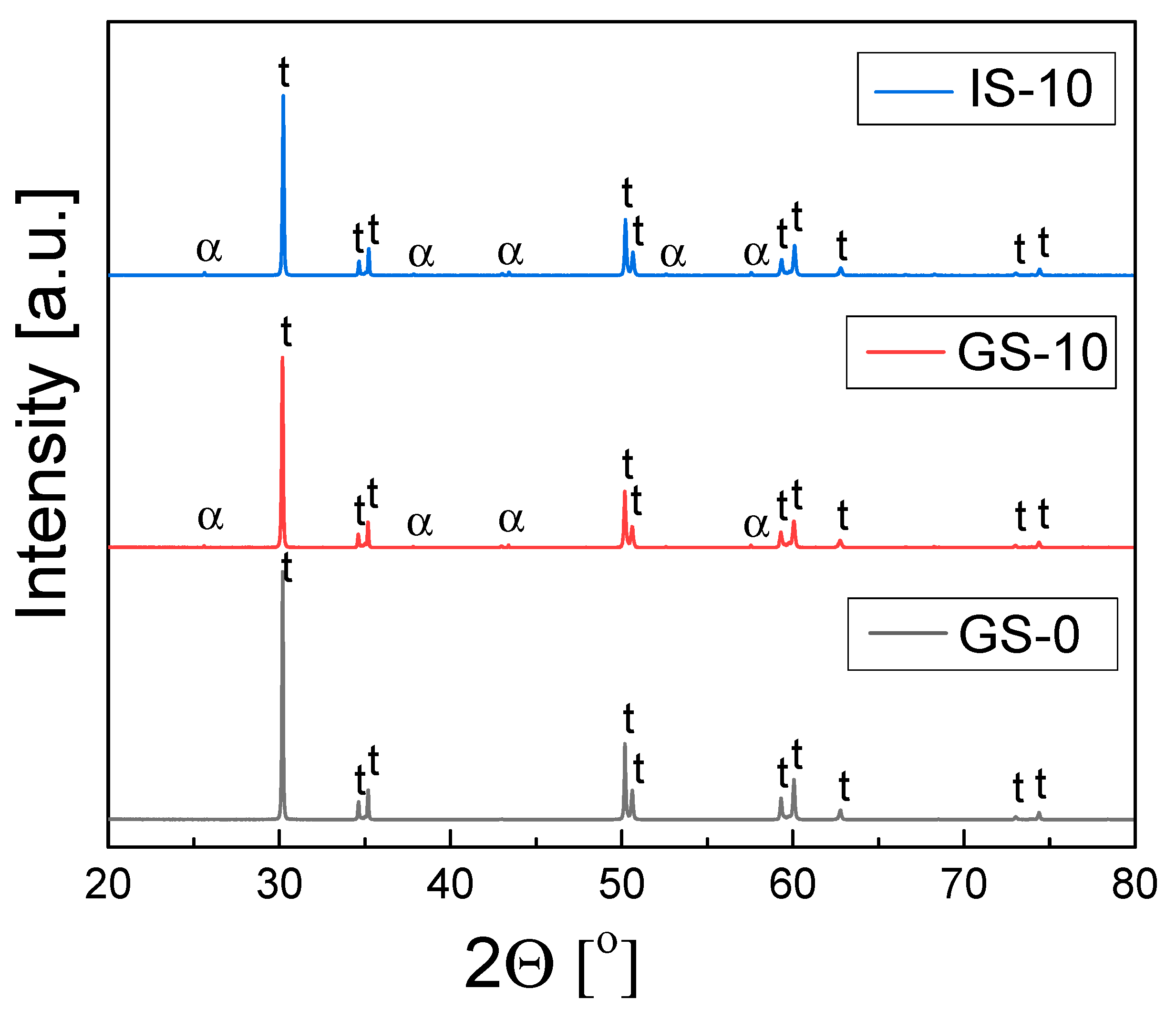
3.2.1. Structure
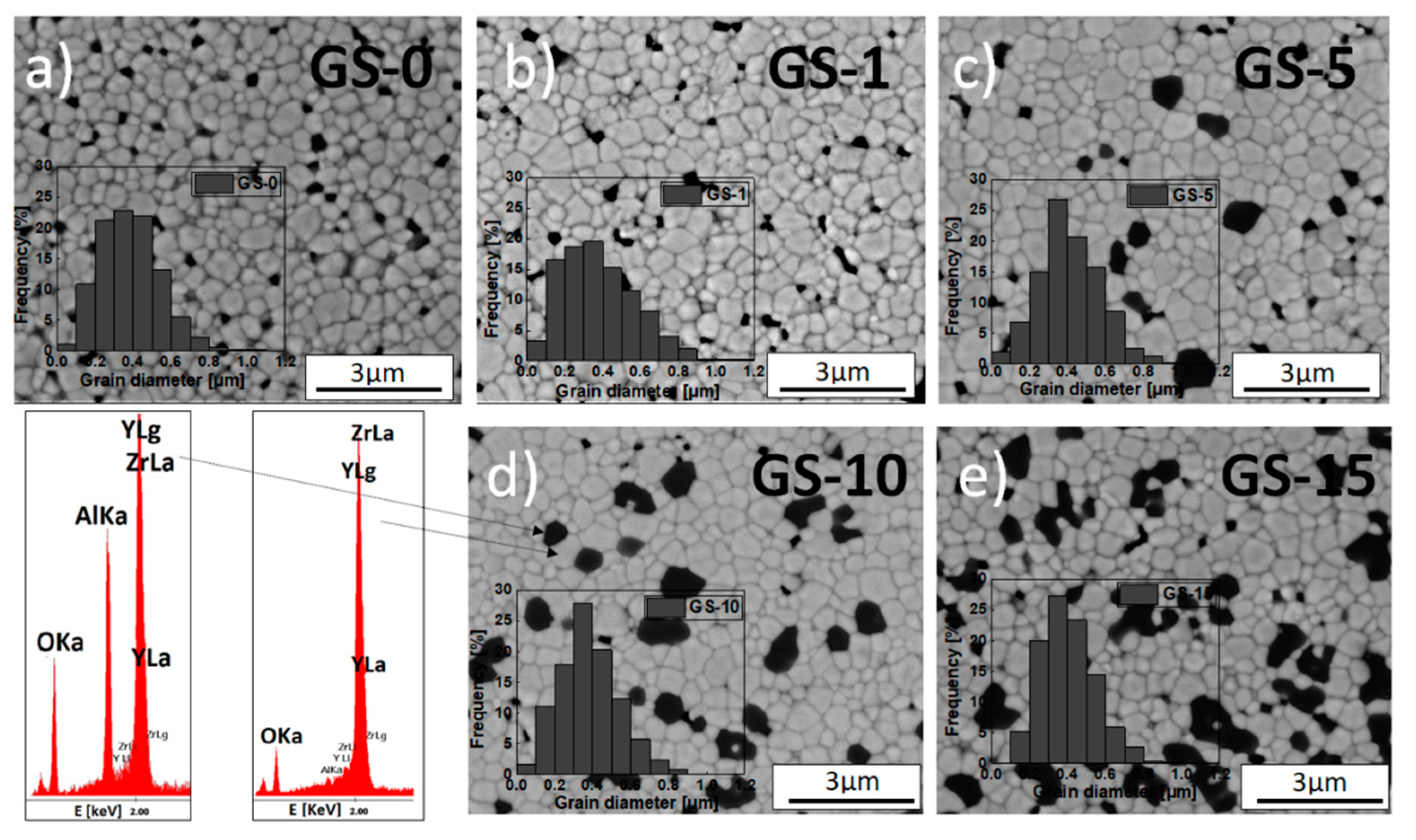
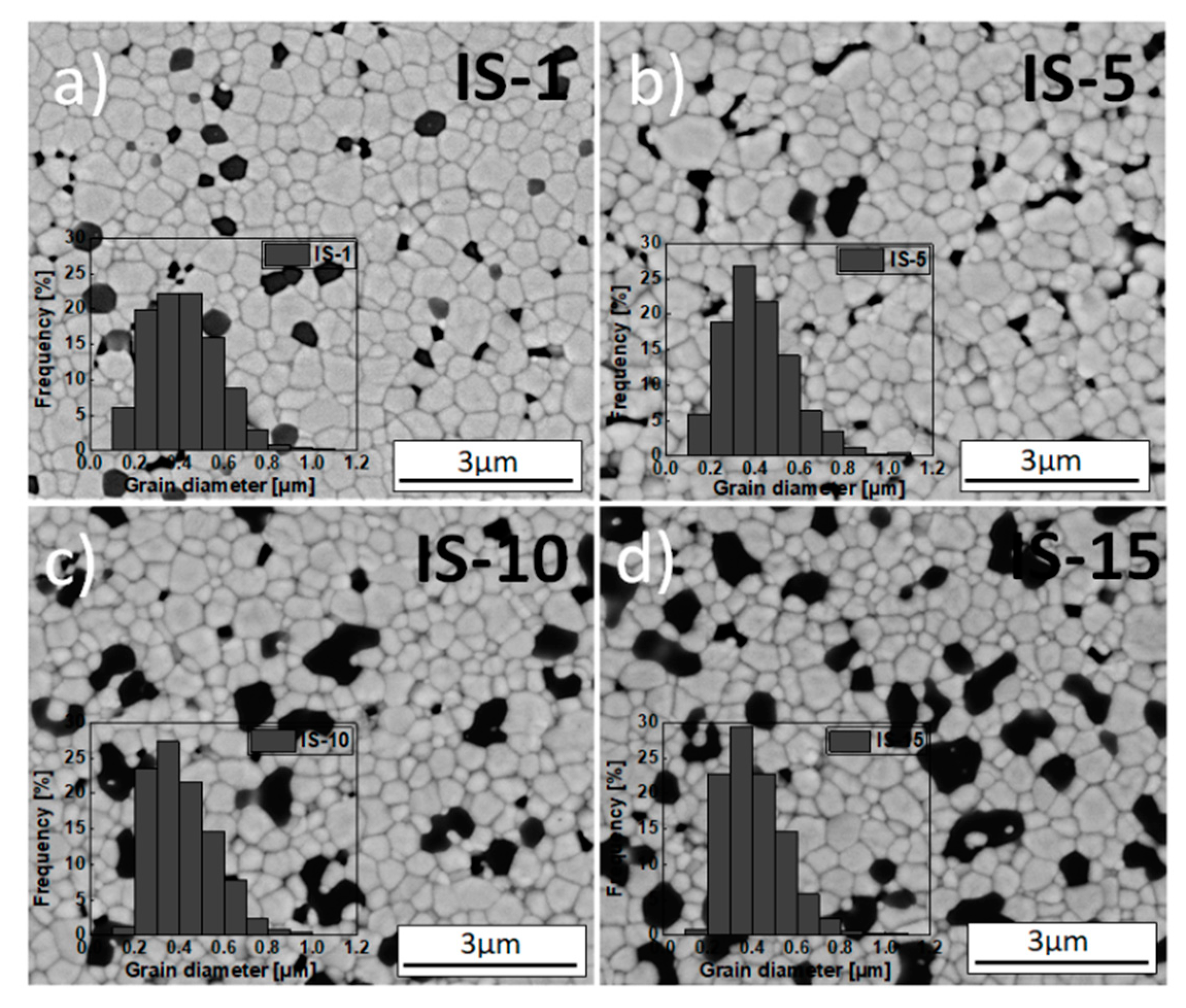
3.2.2. Morphology and Chemical Composition
3.2.3. Density and Porosity
3.2.4. Mechanical Properties
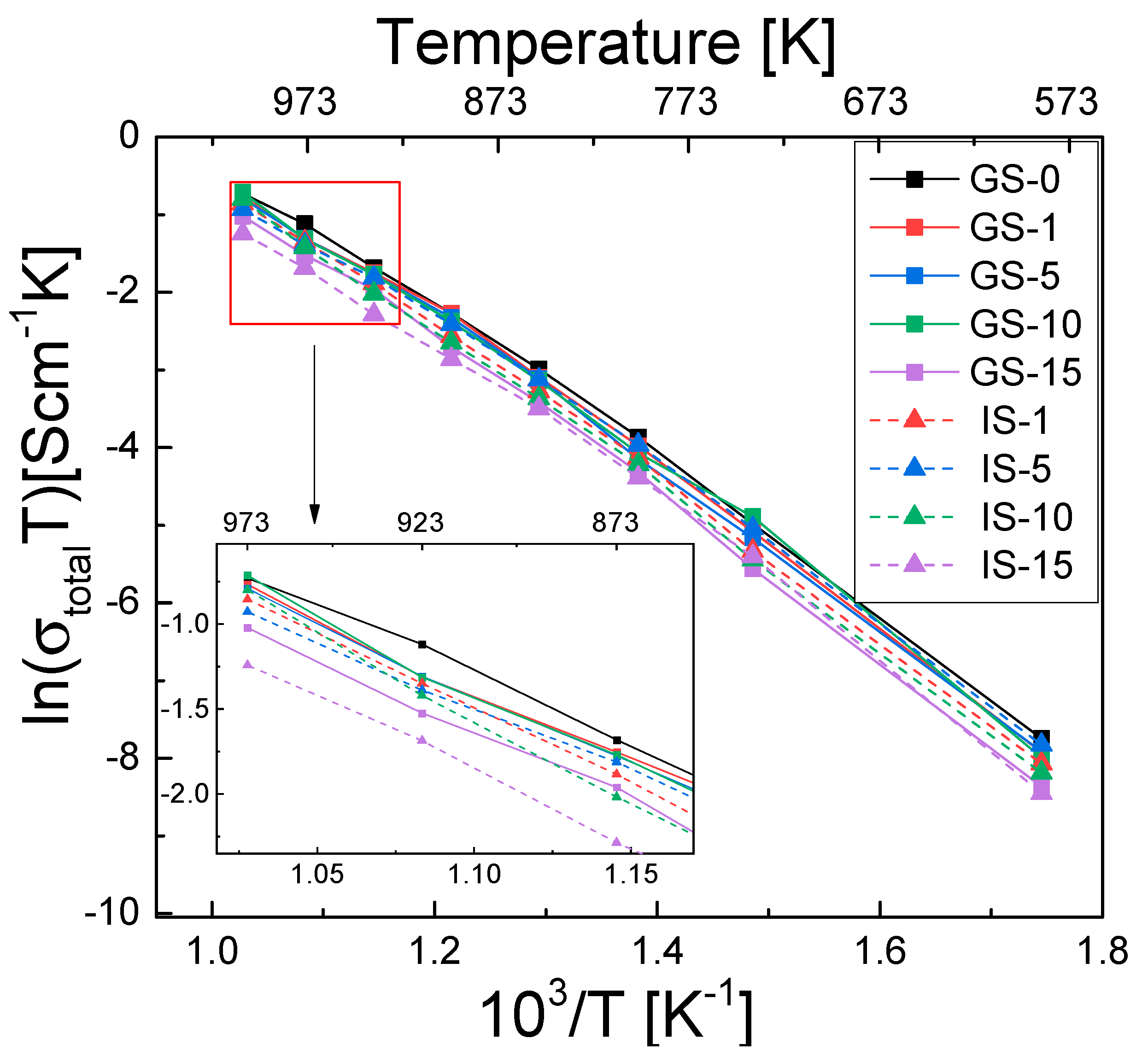
3.2.5. Electrical Properties
4. Conclusions
- ✓
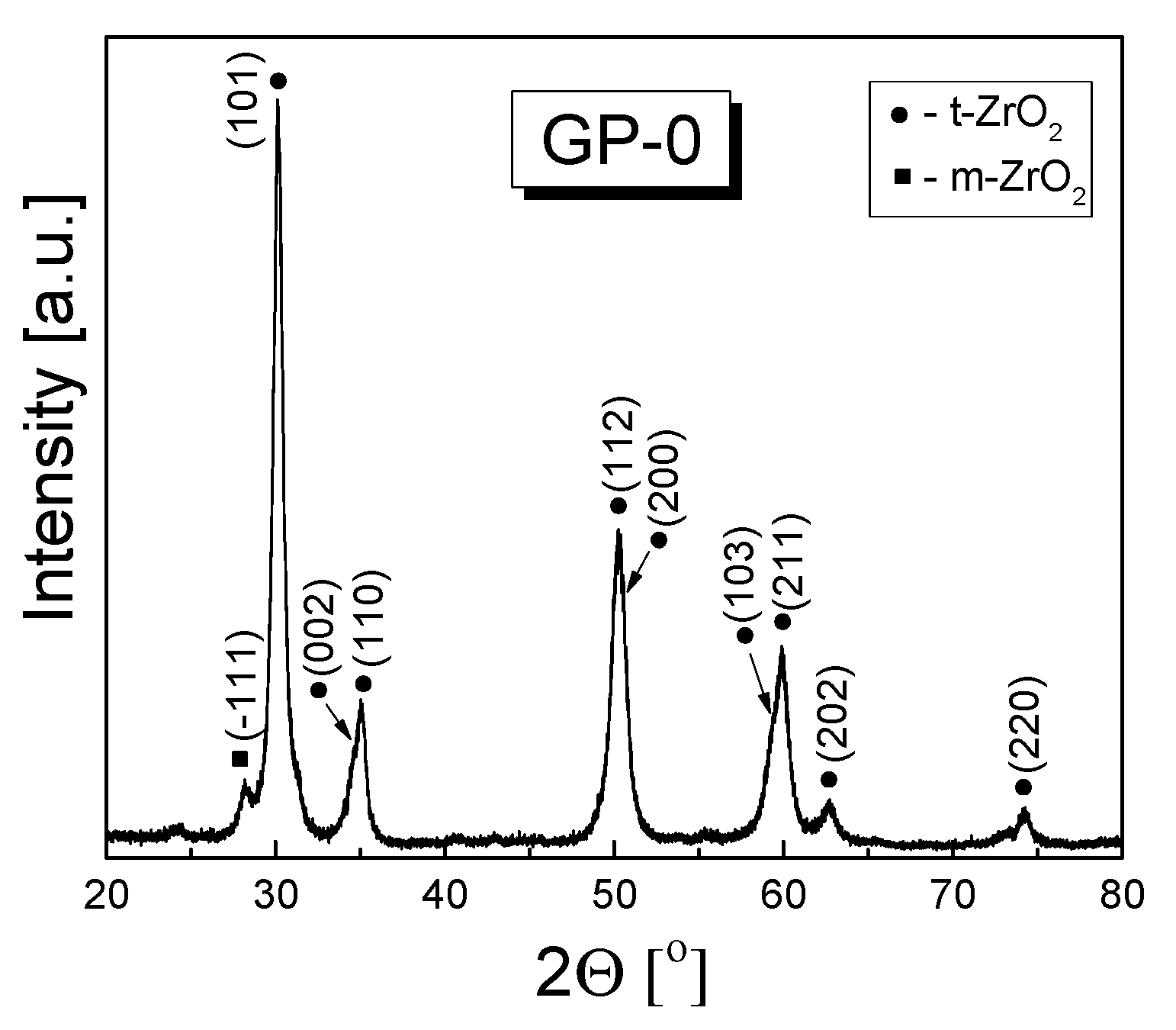
- Zirconia (3-YSZ) powder stabilized with 3 mol% of yttria with nano-sized crystallites containing both tetragonal and monoclinic phases was obtained via the gelatin method and then calcinated. This powder was shown to be suitable for the preparation of dense 3Y-TZP/Al2O3 composite sinters with different amounts of Al2O3 (1, 5, 10 and 15 mol%) added either during the preparation of the 3-YSZ powder or via impregnation using an alcohol solution of aluminum nitrate.
- ✓
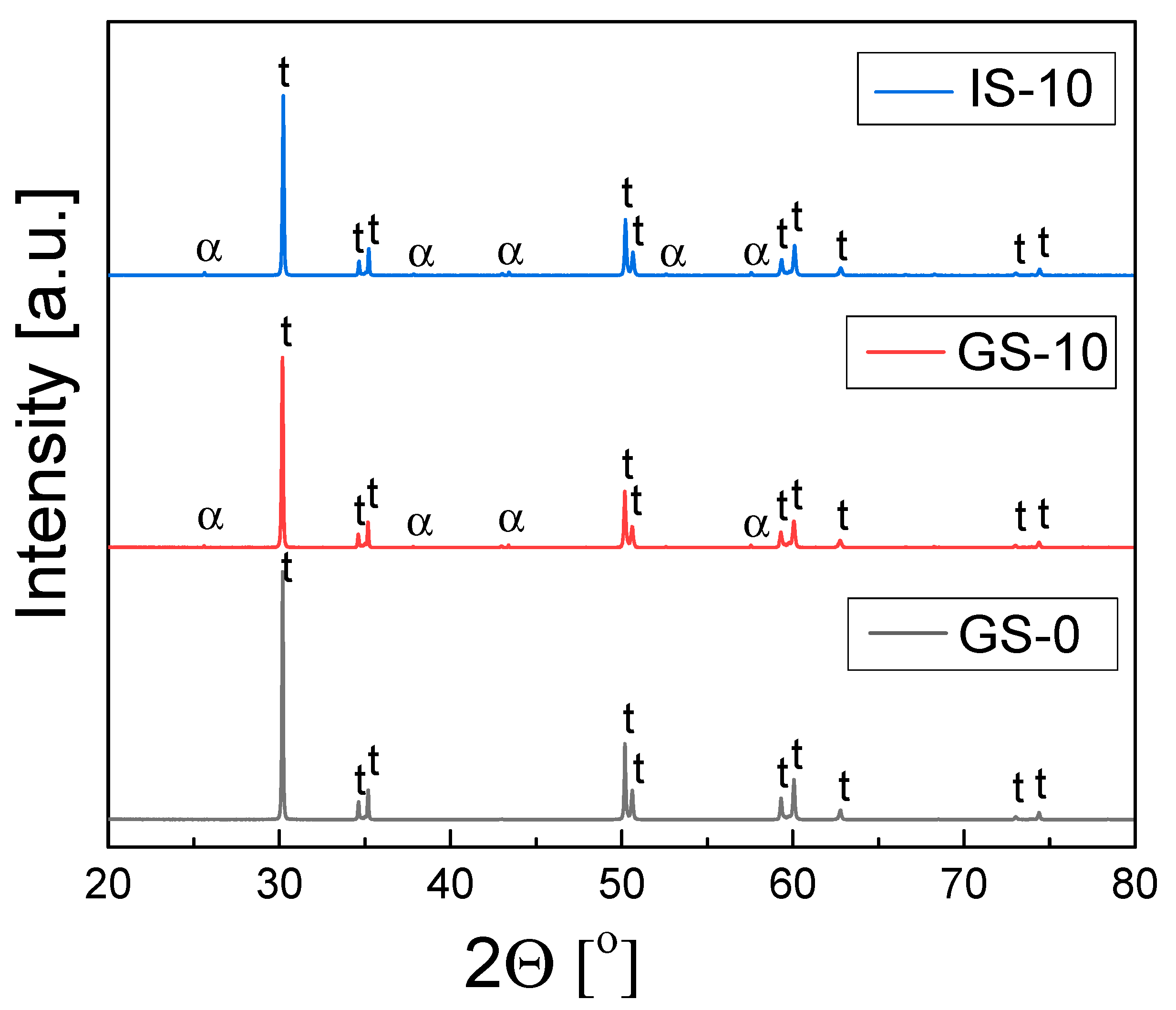
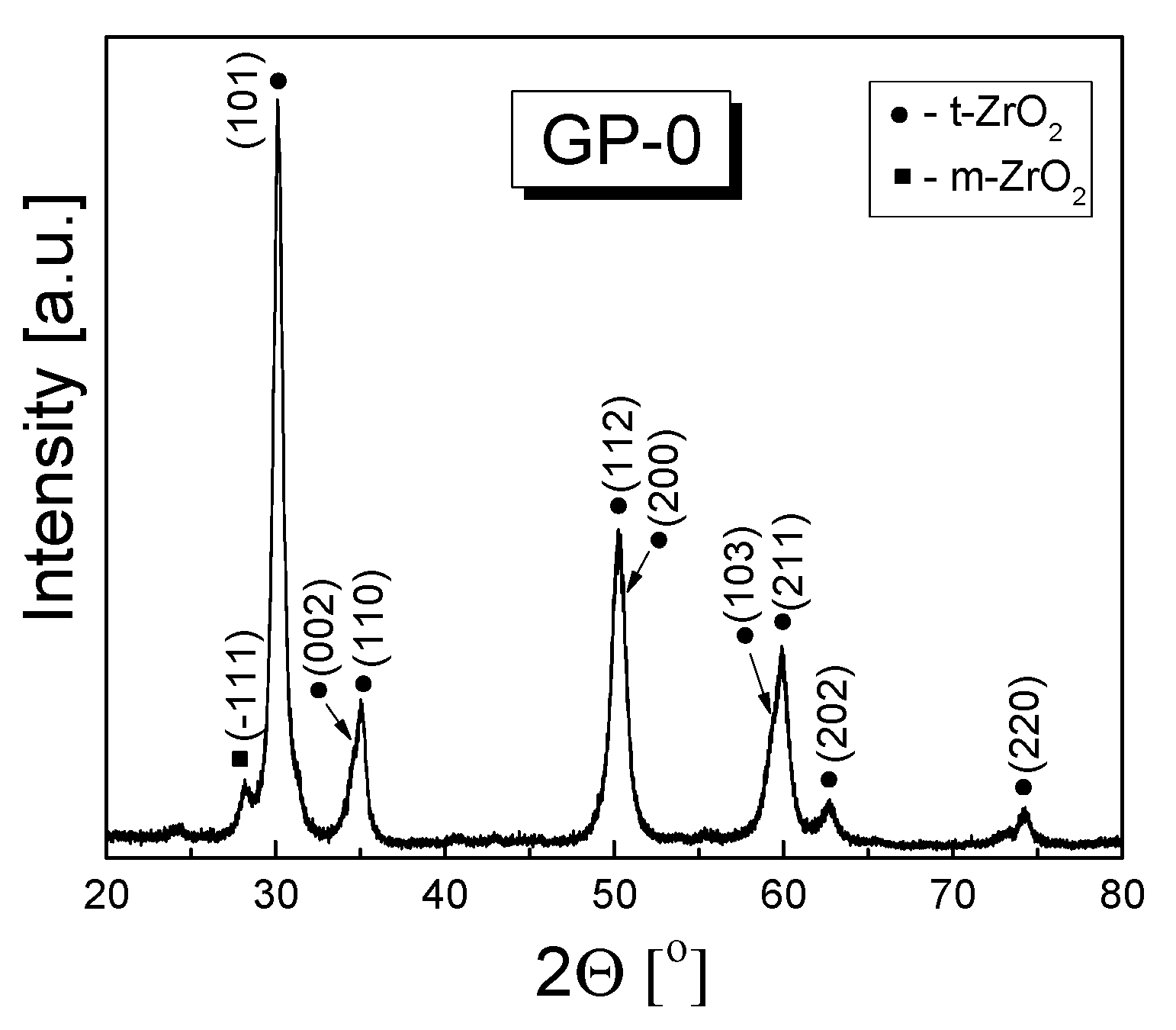
- Two series of the 3Y-TZP/Al2O3 composite samples obtained after sintering the green bodies for 2 h in air at 1773 K in air varied in terms of phase composition depending on the amount of added alumina and the applied addition procedure. Tetragonal zirconia was the predominant phase in all studied samples, which also contained minor amounts of the monoclinic phase. The lattice constants of the tetragonal phase in the 3Y-TZP samples did not depend on the alumina content.
- ✓
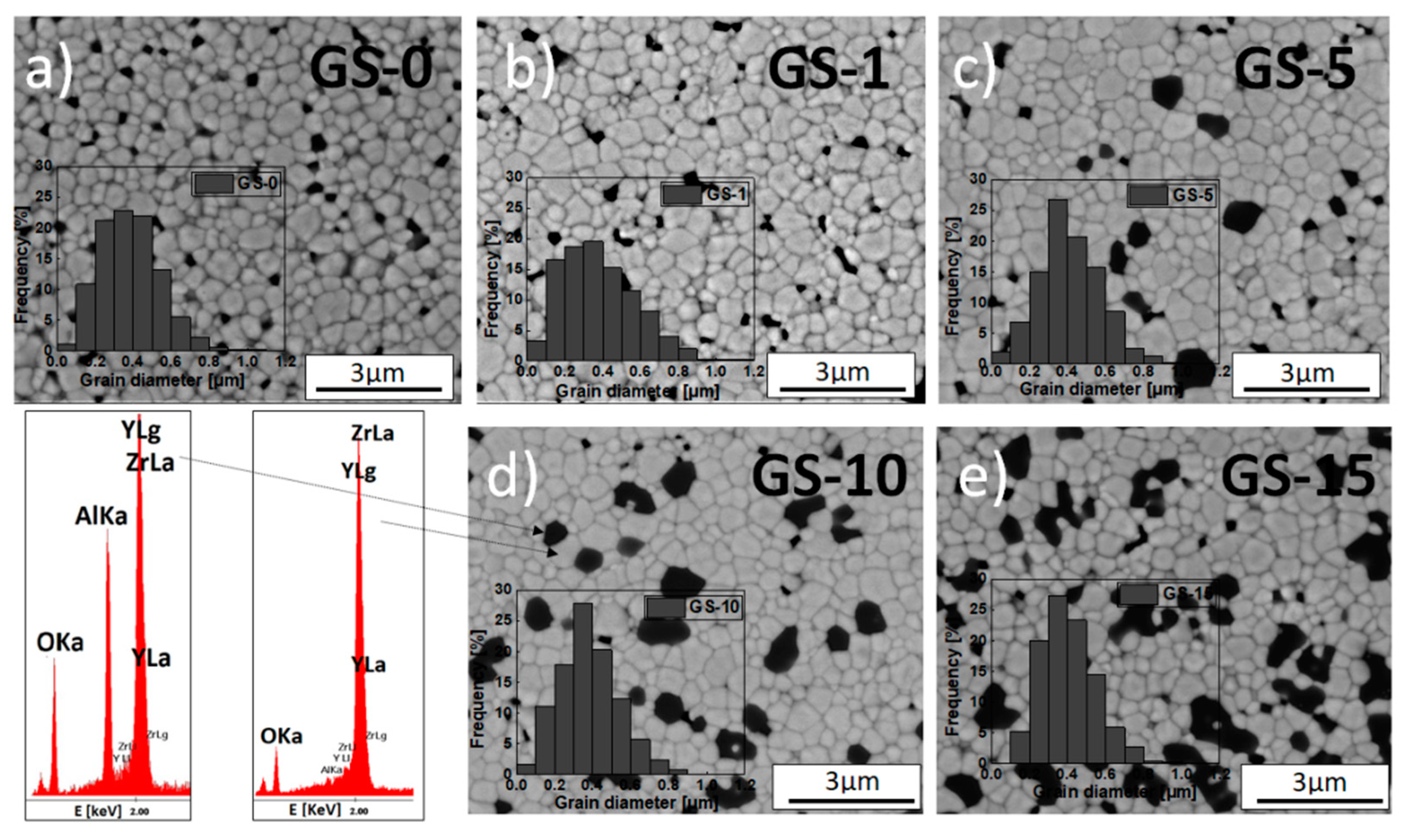
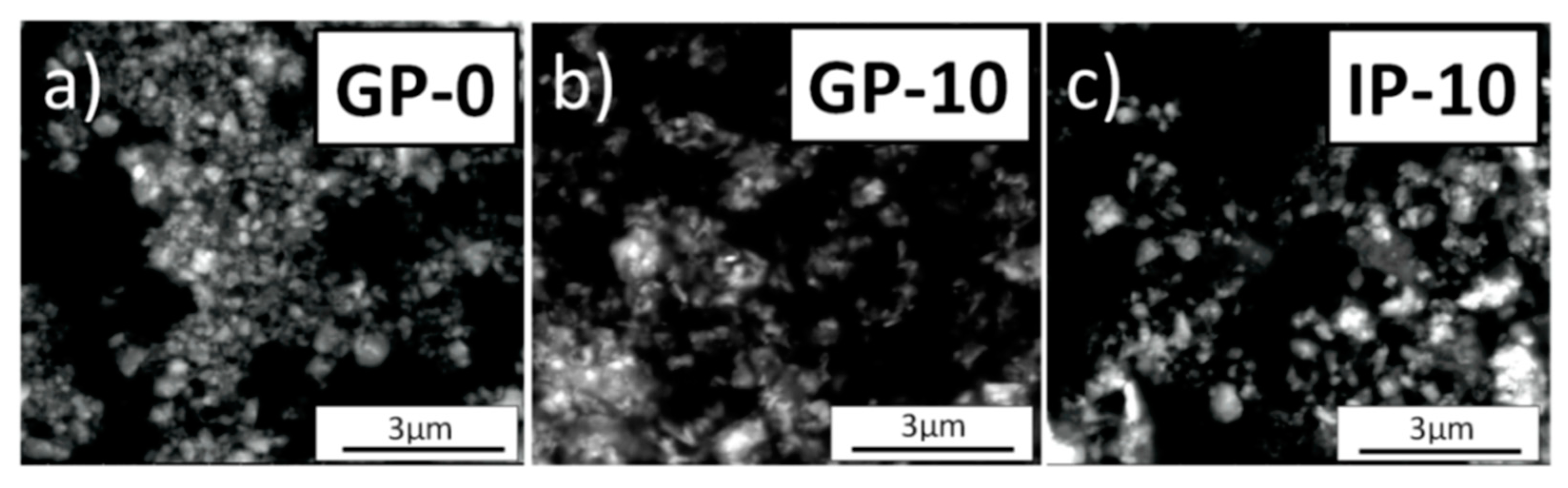
- Morphological observations showed that the matrix composed of 3Y-TZP had a fine-crystalline character and consisted of average grains with a size in the range of ca. 0.38–0.42 µm. In the 3Y-TZP/Al2O3 composite samples with up to 5 mol% of alumina, uniformly distributed inclusions were found, while in the samples that had higher alumina content, isolated alumina clusters with a non-uniform distribution formed. Increased alumina content was generally associated with a slight decrease in grain size, which indicates that adding Al2O3 to the 3Y-TZP material inhibited grain growth. The opposite tendency was observed in the case of the mean alumina inclusion size. The obtained sinters varied considerably in terms of relative density (76–99%). The sinter with 10 mol% of alumina was the least porous one.
- ✓
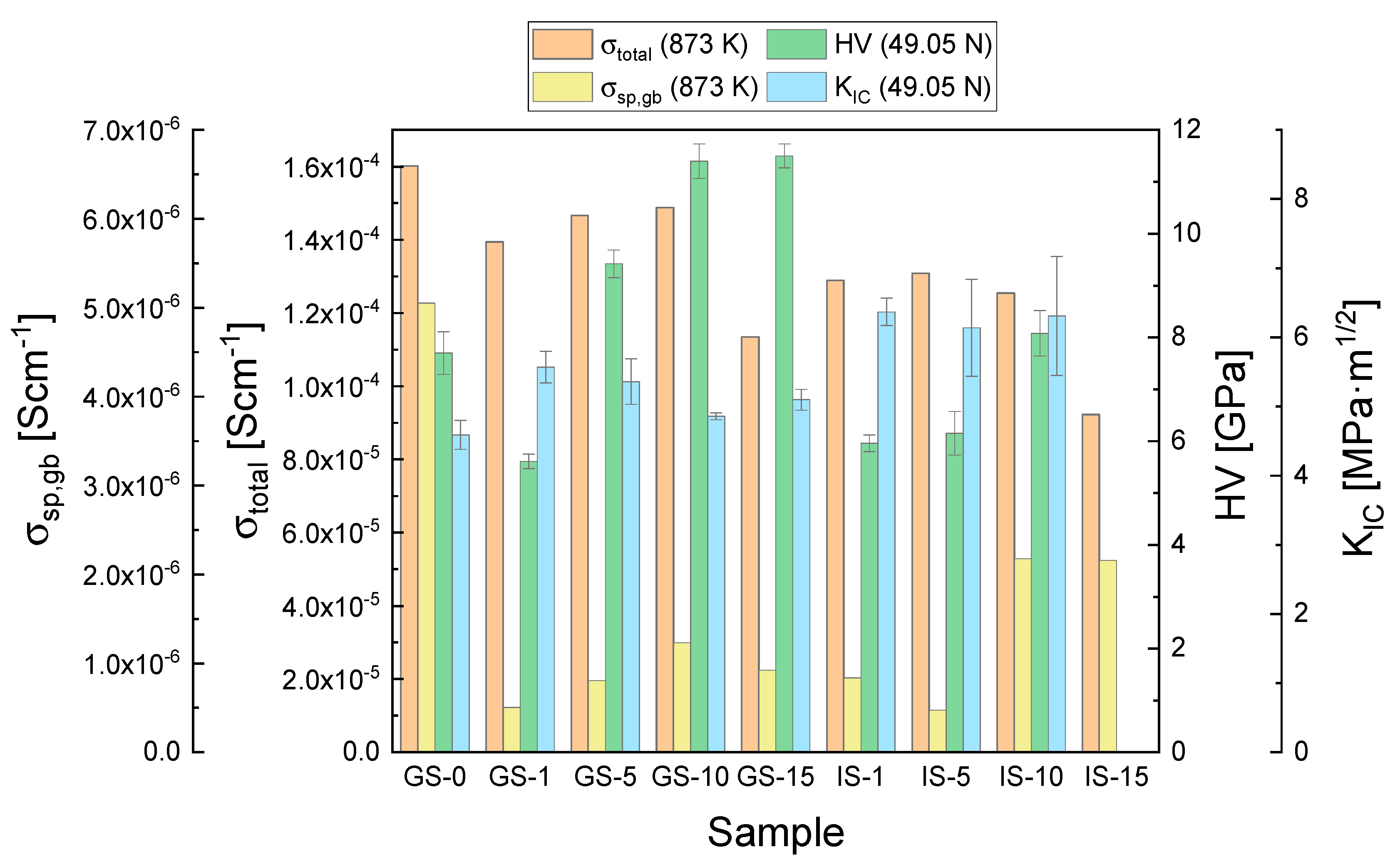
- Increased concentration of alumina in the 3Y-TZP matrix was generally associated with increased hardness of the composite material. The sintered samples that had alumina introduced during powder synthesis were found to exhibit higher hardness than the samples modified via impregnation. The brittle fracture toughness at a load of 49.05 N was in the range of 4.6–6.4 MPa·m1/2. The presence of alumina inclusions increased the value of the critical stress intensity factor (KIC). The fracture resistance of the samples modified via impregnation was higher by ca. 30%.
- ✓
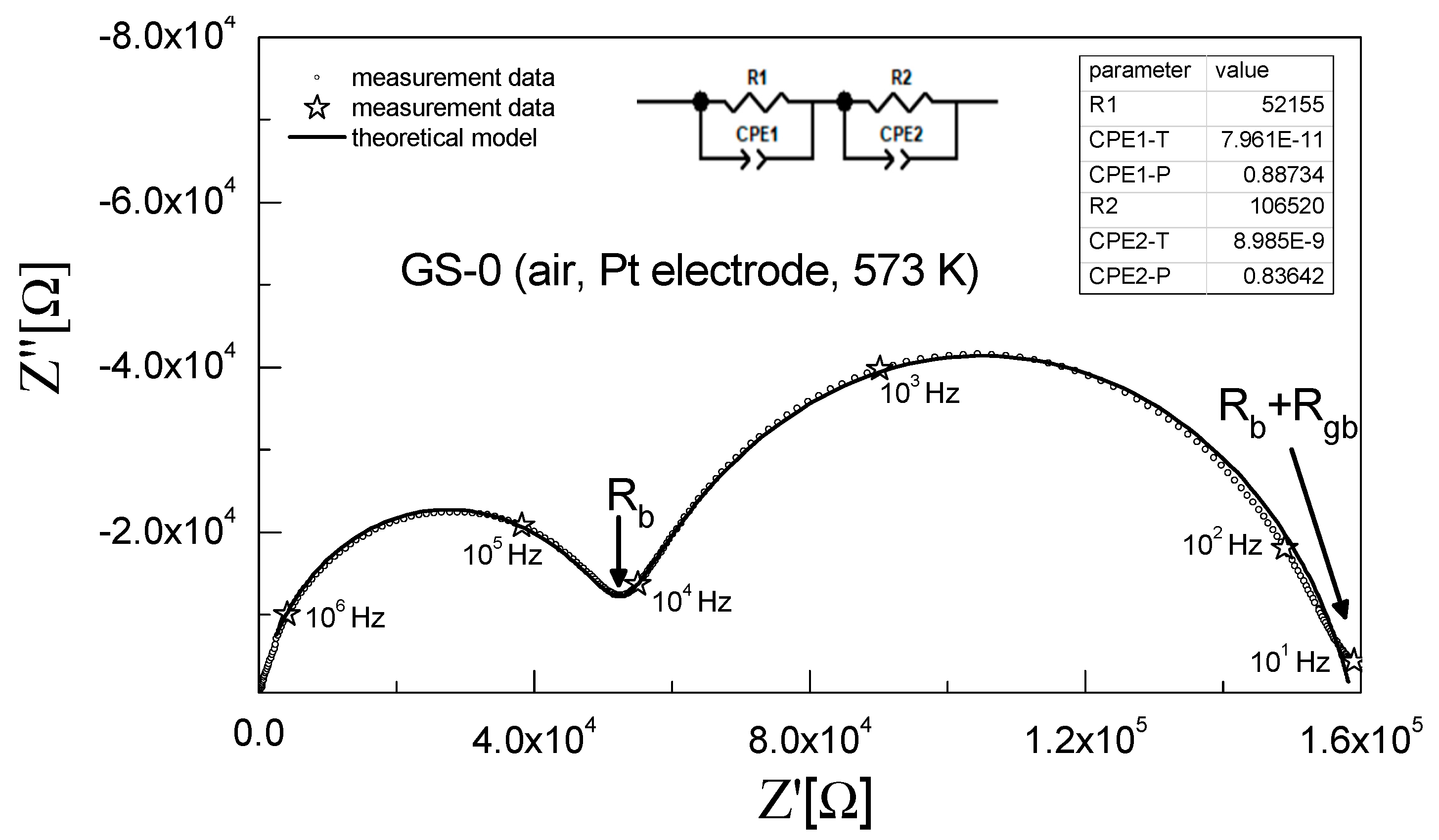
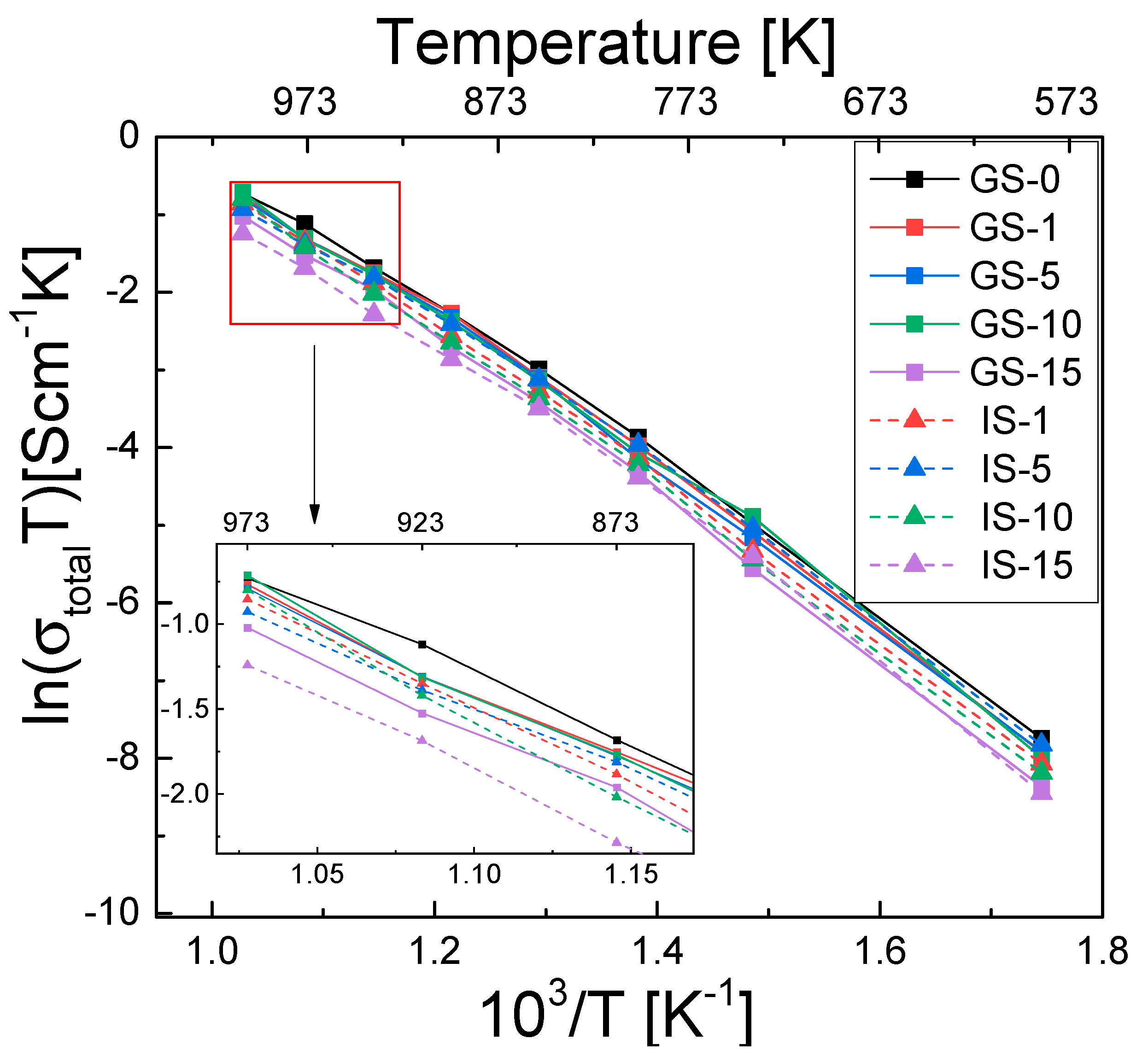
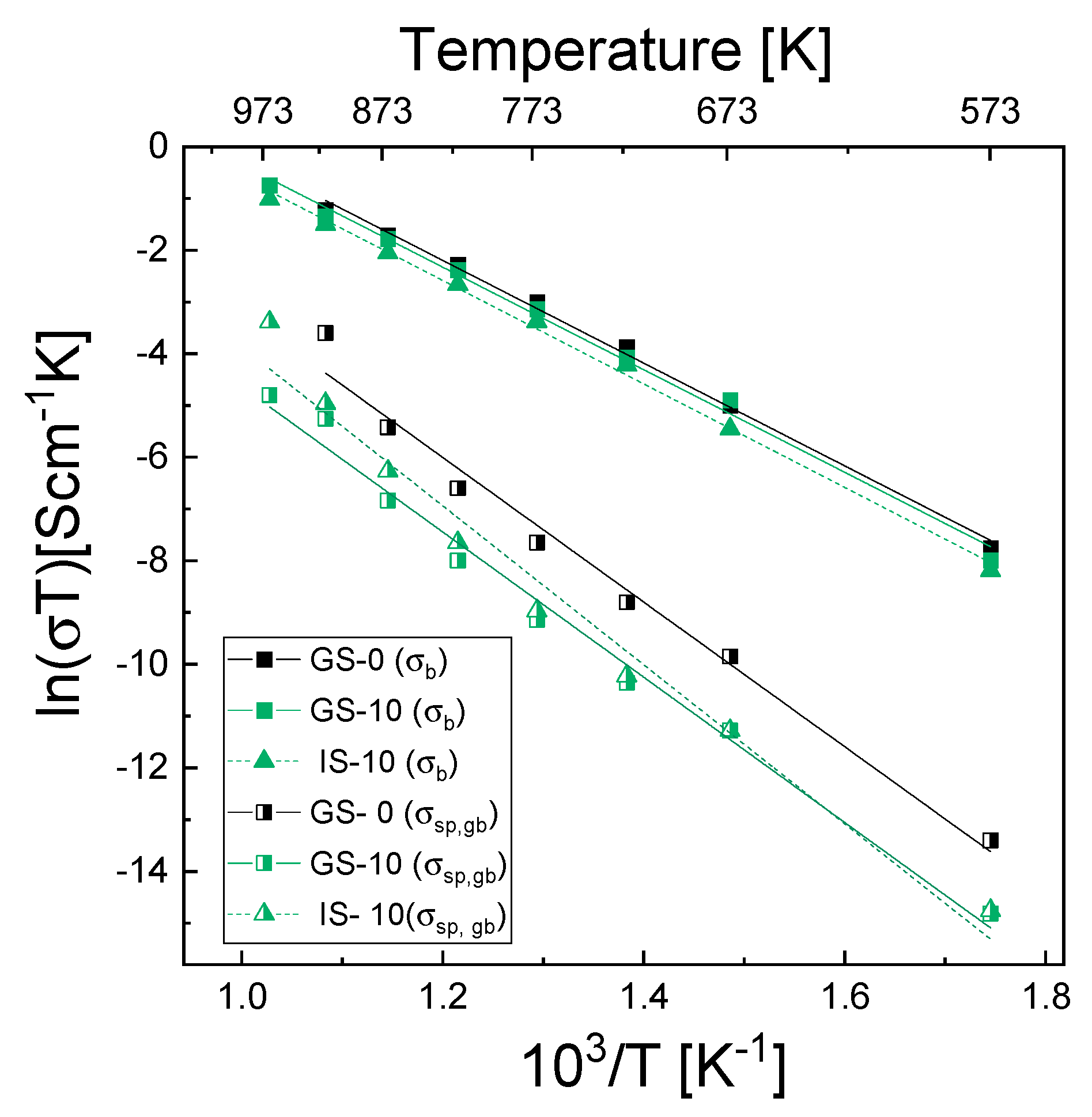
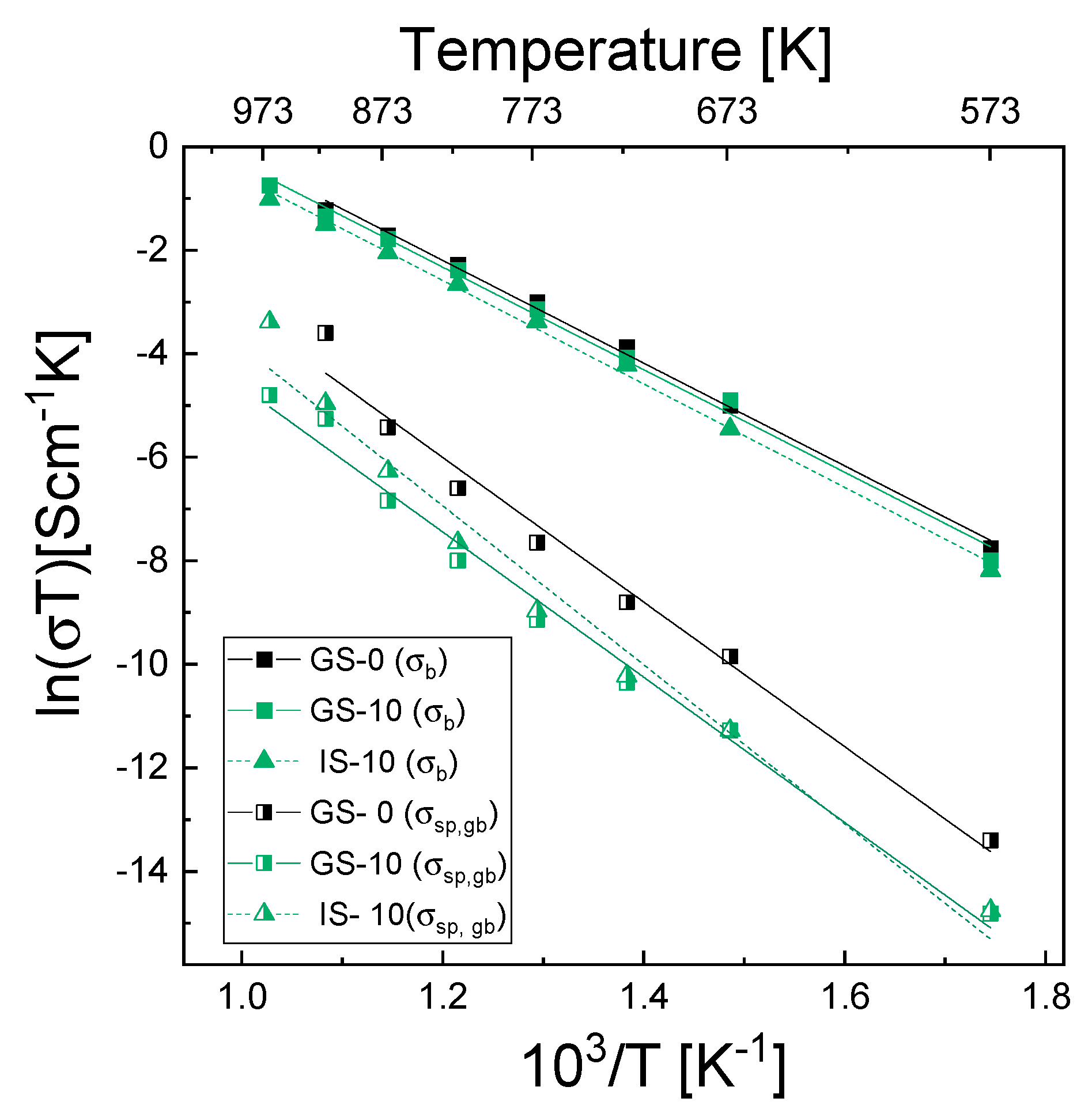
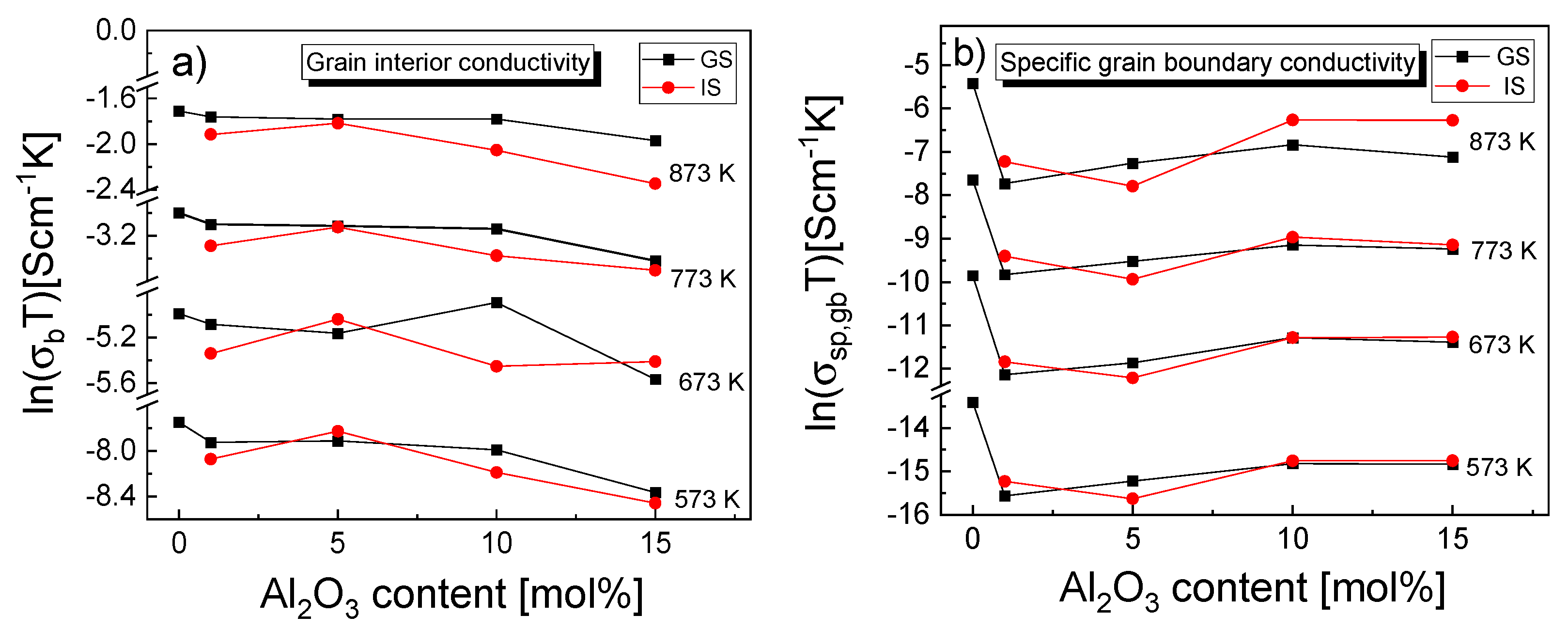
- The electrical conductivity was measured via EIS, and the total electrical conductivity as well as grain interior and specific grain boundary conductivity were all found to increase with temperature. Conversely, all of these parameters decreased for higher concentrations of added alumina. Conductivity was also affected by the method applied to introduce alumina into the matrix. The grain interior conductivity was significantly higher than the specific electrical conductivity of the grain boundaries. The sintered sample with no alumina addition exhibited the highest electrical conductivity across the entire range of measurement temperatures.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Dwivedi, S. Solid oxide fuel cell: Materials for anode, cathode and electrolyte. Int. J. Hydrog. 2020, 45, 23988–24013. [Google Scholar] [CrossRef]
- Naik, K.M. Highly Stable Spinel Oxide Cathode for Rechargeable Li-O2 Batteries in Non-Aqueous Liquid and Gel-Based Electrolytes. ACS Appl. Energy Mater. 2021, 4, 1014–1020. [Google Scholar] [CrossRef]
- Singhal, S.C. Advances in solid oxide fuel cell technology. Solid State Ion. 2000, 135, 305–313. [Google Scholar] [CrossRef]
- Signal, S.C.; Kendall, K. Introduction to SOFCs. In High-Temperature Solid Oxide Fuel Cells: Fundamentals, Design and Applications; Academic Press: London, UK, 2003; pp. 1–24. [Google Scholar]
- Stambouli, B.A.; Traversa, E. Solid oxide fuel cells (SOFCs): A review of an environmentally clean and efficient source of energy. Renew. Sustain. Energy Rev. 2002, 6, 433–455. [Google Scholar] [CrossRef]
- Laosiripojana, N.; Wiyaratn, W.; Kiatkittipong, W.; Arpornwichanop, A.; Soottitantawat, A.; Assabumrungrat, S. Reviews on solid oxide fuel cell technology. Eng. J. 2009, 13, 65–83. [Google Scholar] [CrossRef]
- Joshi, A.V.; Steppan, J.J.; Taylor, D.M.; Elangovan, S. Solid electrolyte materials, devices and applications. J. Electroceram. 2004, 13, 619–625. [Google Scholar] [CrossRef]
- Zhang, J.; Lenser, C.; Menzler, N.H.; Guillon, O. Comparison of solid oxide fuel cell (SOFC) electrolyte materials for operation at 500 °C. Solid State Ion. 2020, 344, 115–138. [Google Scholar] [CrossRef]
- Fergus, J.W. Electrolytes for solid oxide fuel cells. J. Power Sources 2006, 162, 30–40. [Google Scholar] [CrossRef]
- Sanna, S.; Esposito, V.; Andreasen, J.W.; Hjelm, J.; Zhang, W.; Kasama, T.; Simonsen, S.B.; Christensen, M.; Linderoth, S.; Pryds, N. Enhancement of the chemical stability in confined δ-Bi2O3. Nat. Mater. 2015, 14, 500–504. [Google Scholar] [CrossRef]
- Shuk, P.; Wiemhofer, H.D.; Guth, U.; Gopel, W.; Greenblatt, M. Oxide ion conducting solid electrolytes based on Bi2O3. Solid State Ion. 1996, 89, 179–196. [Google Scholar] [CrossRef]
- Shi, H.; Su, C.; Ran, R.; Cao, J.; Shao, Z. Electrolyte materials for intermediate-temperature solid oxide fuel cells. Prog. Nat. Sci. 2020, 30, 764–774. [Google Scholar] [CrossRef]
- Evans, A.; Bieberle-Hütter, A.; Bonderer, L.J.; Stuckenholz, S.; Gauckler, L.J. Micro-solid oxide fuel cells using free-standing 3 mol.% yttria-stabilised-tetragonal-zirconia-polycrystal electrolyte foils. J. Power Sources 2011, 196, 10069–10073. [Google Scholar] [CrossRef]
- Rekas, M. Electrolytes for intermediate temperature solid oxide fuel cells. Arch. Metall. Mater. 2015, 60, 891–896. [Google Scholar] [CrossRef] [Green Version]
- Van Gestel, T.; Han, F.; Sebold, D. Nano-structured solid oxide fuel cell design with superior power output at high and intermediate operation temperatures. Microsyst. Technol. 2011, 17, 233–242. [Google Scholar] [CrossRef]
- Garvie, R.C.; Hannik, R.H.J.; Pascoe, R.T. Micromechanical study of the morphology of mertensite in constrained zirconia. Nature 1975, 258, 703–704. [Google Scholar] [CrossRef]
- Badwal, S.P.S.; Drennan, J. Grain boundary resistivity in Y-TZP materials as function of thermal history. J. Mater. Sci. 1989, 24, 88–96. [Google Scholar] [CrossRef]
- Badwal, S.P.S. Yttria tetragonal zirconia polycrystalline electrolytes for solid state Electrochemical cells. Appl. Phys. A 1990, 50, 449–462. [Google Scholar] [CrossRef]
- Guo, X.; Sigle, W.; Fleig, J.; Maier, J. Role of space charge in the grain boundary blocking effect in doped zirconia. Solid State Ion. 2002, 555, 154–155. [Google Scholar] [CrossRef]
- Ruhle, M.; Claussen, N.; Heuer, A.H. Microstructural studies of Y2O3-containing tetragonal ZrO2 polycrystals (Y-TZP). In Proceedings of the International Conference on the Science and Technology of Zirconia, Stuttgart, Germany, 21–23 June 1983; American Ceramic Society, Inc.: Columbus, OH, USA, 1983. [Google Scholar]
- Gehardt, R.; Nowick, A.S. Grain-boundary effect in Ceria Doped with trivalent cations: I, electrical measurements. J. Am. Ceram. Soc. 1986, 69, 641–646. [Google Scholar] [CrossRef]
- Tanaka, J.; Baumard, J.F.; Abelard, P. Nonlinear electrical properties of grain boundaries in an oxygen-ion conductor (CeO2∙Y2O3). J. Am. Ceram. Soc. 1987, 70, 637–643. [Google Scholar] [CrossRef]
- Hwang, S.L.; Chen, I.W. Grain size control of tetragonal zirconia polycrystals using the space charge concept. J. Am. Ceram. Soc. 1990, 73, 3269–3277. [Google Scholar] [CrossRef] [Green Version]
- Butler, E.P.; Drennan, J. Microstructural analysis of sintered high-conductivity zirconia with Al2O3 additions. J. Am. Ceram. Soc. 1982, 65, 474–478. [Google Scholar] [CrossRef]
- Guo, X.; Ding, Y. Grain boundary space charge effect in zirconia. Experimental evidence. J. Electrochem. Soc. 2004, 151, J1–J7. [Google Scholar] [CrossRef] [Green Version]
- Agnew, G.D.; Hart, N.T.; Wright, G.J.; Cassidy, M.; Collins, R.D.; Butler, P.D.; Bonanos, N.; Thomsen, H.S.; Bentzen, J.J.; Day, M.J.; et al. Scale-up of a multi-functional Solid Oxide Fuel Cell to multi-tens of kilowatt level (MF-SOFC). In Eighth International Symposium on Solid Oxide Fuel Cells (SOFC VIII); The Electrochemical Society, Inc.: Paris, France, 2003. [Google Scholar]
- Brown, J.T. Solid Oxide Fuel Cells. In High Conductivity Solid Ionic Conductors; World Scientific Publishing Co. Pte. Ltd.: Singapore, 1989; p. 630. [Google Scholar]
- Miyayaa, M.; Yanagida, H.; Asada, A. Effects of Al2O3 additions on resistivity and mictrostructure of yttria-stabilized zirconia. Am. Ceram. Soc. Bull. 1985, 64, 660–664. [Google Scholar]
- Guo, X. Defect structure modification in zirconia by alumina. Phys. Status Solidi (A) 2001, 183, 261–271. [Google Scholar] [CrossRef]
- Obal, K.; Pedzich, Z.; Brylewski, T.; Rekas, M. Modification of yttria-doped tetragonal Zirconia polycrystal ceramics. Int. J. Electrochem. Sci. 2012, 7, 6831–6845. [Google Scholar]
- Lubszczyk, M.; Wyrwa, J.; Wojteczko, K.; Plesniak, J.; Bucko, M.M.; Brylewski, T. Electrical and mechanical properties of ZrO2-Y2O3-Al2O3 composite solid electrolytes. J. Electron. Mater. 2021, 50, 5933–5945. [Google Scholar] [CrossRef]
- Ji, Y.; Liu, J.; Lü, Z.; Zhao, X.; He, T.; Su, W. Study on the properties of Al2O3-doped (ZrO2)0.92(Y2O3)0.08 electrolyte. Solid State Ion. 1999, 126, 277–283. [Google Scholar] [CrossRef]
- Feighery, A.J.; Irvine, J.T.S. Effect on alumina additions upon electrical properties of 8 mol% ytrria-stabilized zirconia. Solid State Ion. 1999, 121, 209–216. [Google Scholar] [CrossRef]
- Verkerk, M.J.; Winnubst, A.J.A.; Burggraaf, A.J. Effect on impurities on sintering and conductivity of ytrria-stabilized zirconia. J. Mater. Sci. 1982, 17, 3113–3122. [Google Scholar] [CrossRef]
- Minh, N.Q. Ceramic Fuel Cells. J. Am. Ceram. Soc. 1993, 76, 563–588. [Google Scholar] [CrossRef]
- Mori, M.; Abe, T.; Itoh, H.; Yamamoto, O.; Takeda, Y.; Kawahara, T. Cubic-stabilized zirconia and alumina composites as electrolytes in planar type solid oxide fuel cells. Solid State Ion. 1994, 74, 157–164. [Google Scholar] [CrossRef]
- Rajendran, S.; Drennan, J.; Badwal, S.P.S. Effect of alumina additions on the grain boundary and volume resistivity of tetragonal zirconia polycrystals. J. Mater. Sci. Lett. 1987, 6, 1431–1434. [Google Scholar] [CrossRef]
- Oe, K.; Kikkawa, K.; Kishimoto, A.; Nakamura, Y.; Yanagida, H. Toughening of ionic conductive zirconia ceramics utilizing a non-linear effect. Solid State Ion. 1996, 91, 131–136. [Google Scholar] [CrossRef]
- Bucko, M.M.; Pyda, W. Effect of inclusion size on mechanical properties of alumina toughened cubic zirconia. J. Mater. Sci. 2005, 40, 5191–5198. [Google Scholar] [CrossRef]
- Obal, K.; Wyrwa, J.; Kruk, A.; Dziubaniuk, M.; Pędzich, Z.; Rękas, M.; Brylewski, T. Microstructure and electrical conductivity of 3Y-TZP/Al2O3 tetragonal zirconia prepared using the hydrothermal crystallization method. Process. Appl. Ceram. 2021, 15, 19–31. [Google Scholar] [CrossRef]
- Fukuhara, M. Properties of (Y)ZrO2-Al2O3 and (Y)ZrO2-Al2O3-(Ti or Si)C composites. J. Am. Ceram. Soc. 1989, 72, 236–242. [Google Scholar] [CrossRef]
- Kihara, M.; Ogata, T.; Nakamura, K.; Kobayashi, K. Effects of Al2O3 addition on mechanical properties and microstructures of Y-TZP. J. Ceram. Soc. Jpn. 1988, 96, 646–653. [Google Scholar] [CrossRef] [Green Version]
- Azaroff, L.V. Elements of X-Ray Crystallography; McGraw-Hill: New York, NY, USA, 1995; p. 567. [Google Scholar]
- Niihara, K. A fracture mechanics analysis of indentation-induced Palmqvist crack in ceramics. J. Mater. Sci. Lett. 1983, 2, 221–223. [Google Scholar] [CrossRef]
- Verkerk, M.J.; Middelhuis, B.J.; Burggraaf, A.J. Effect of grain boundaries on the conductivity of high-purity ZrO2∙Y2O3 ceramics. Solid State Ion. 1982, 6, 159–170. [Google Scholar] [CrossRef] [Green Version]
- Abrantes, J.C.C.; Labrincha, J.A.; Frade, J.R. Applicability of the brick layer model to describe the grain boundary properties of strontium titanate ceramics. J. Eur. Ceram. Soc. 2000, 20, 1603–1609. [Google Scholar] [CrossRef]
- Van Dijk, T.; Burggraf, A.J. Grain boundary effects on ionic conductivity in ceramic GdxZr1-xO2-(x/2) solid solutions. Phys. Status Solidi A Appl. Res. 1981, 63, 229–240. [Google Scholar] [CrossRef] [Green Version]
- Hirschorn, B.; Orazem, M.E.; Tribollet, B.; Vivier, V.; Frateur, I.; Musiani, M. Determination of effective capacitance and film thickness from constant-phase-element parameters. Electrochim. Acta 2010, 55, 6218–6227. [Google Scholar] [CrossRef]
- Bauerle, J.E. Study of solid electrolyte polarization by a complex admittance method. J. Phys. Chem. Solids 1969, 30, 2657–2669. [Google Scholar] [CrossRef]
- Molla, J.; Heidinger, R.; lbarra, A.; Link, G. Dielectric properties of alumina/zirconia composites at milimeter wavelengths. J. Appl. Phys. 1993, 73, 7667–7671. [Google Scholar] [CrossRef]
- Jimenez, J.A.; Padilla, I.; Lopez-Delgado, A.; Fillali, L.; Lopes-Andres, S. Characterization of the aluminas formed during the thermal decomposition of boehmite by the Rietveld refinement method. Int. J. Appl. Ceram. Technol. 2014, 12, E178–E186. [Google Scholar] [CrossRef] [Green Version]
- Swab, J.J. Low temperature degradation of Y-TZP materials. J. Mater. Sci. 1991, 26, 6706–6714. [Google Scholar] [CrossRef]
- Butler, V.; Catlow, C.R.A.; Fender, B.E.F. The defect structure of anion-deficient ZrO2. Solid State Ion. 1981, 5, 539–542. [Google Scholar] [CrossRef]
- Azaroff, L.V. Introduction to Solids; McGraw Hill Book Publishing Company Inc.: New York, NY, USA, 2017. [Google Scholar]
- Nakahira, A.; Niihara, K. Sintering behavior and consolidation process for Al2O3/SiC nanocomposites. J. Ceram. Soc. Jpn. 1992, 100, 448–453. [Google Scholar] [CrossRef] [Green Version]
- Lange, F.F.; Hirlinger, M. Grain growth in two-phase ceramics: Al2O3 inclusions in ZrO2. J. Am. Ceram. Soc. 1987, 70, 827–830. [Google Scholar] [CrossRef]
- Duran, P.; Navarro, L.M.; Recio, P.; Jurado, J.R. Processing and properties of zirconia-based/Al2O3 nanoscale-composites as electrolytes for solid oxide fuel cells. Eur. J. Solid State Inorg. Chem. 1995, 32, 936–975. [Google Scholar] [CrossRef]
- Nevarez-Rascon, A.; Aguilar-Elguezabal, A.; Orrantia, E.; Bocanegra-Bernal, M.H. On the wide range of mechanical properties of ZTA and ATZ based dental ceramic composites by varying the Al2O3 and ZrO2 content. Int. J. Refract. Hard Met. 2009, 27, 962–970. [Google Scholar] [CrossRef]
- Pawlowski, A.; Bucko, M.M. Microstructure evolution and electrical properties of yttria and magnesia stabilized zirconia. Mater. Res. Bull. 2002, 37, 425–438. [Google Scholar] [CrossRef]
- Guo, X. Property Degradation of tetragonal zirconia induced by low-temperature defect reaction with water molecules. Chem. Mater. 2004, 16, 3988–3994. [Google Scholar] [CrossRef] [Green Version]
- Chiang, Y.M.; Birnie, D.P.; Kingery, W.D. Physical Ceramics: Principles for Ceramic Science and Engineering; John Wiley & Sons, Inc.: New York, NY, USA, 1997; Volume 409. [Google Scholar]
- Bućko, M.M. Zirconium Dioxide as Solid Electrolyte–Properties Modification, Papers of the Commision on Ceramic Science Polish Ceramic Bulletin, Ceramics; Wydawnictwo Naukowe “Akapit”: Kraków, Poland, 2007; Volume 100. (In Polish) [Google Scholar]
- Plesniak, J.; Wyrwa, J.; Rutkowski, P.; Brylewski, T. Microstructure and electrical properties of 3Y-TZP/Al2O3 composite obtained using the citrate gel method. Int. J. Appl. Ceram. Technol. 2021, 18, 749–764. [Google Scholar] [CrossRef]
- Ikuhara, Y.; Yamamoto, T.; Kuwabara, A.; Yoshida, H.; Sakuma, T. Structure and chemistry of grain boundaries in SiO2-doped TZP. Sci. Technol. Adv. Mater. 2001, 2, 411–424. [Google Scholar] [CrossRef] [Green Version]
- Guo, X.; Zhang, Z. Grain size dependent grain boundary defect structure: Case of doped zirconia. Acta Mater. 2003, 51, 2539–2547. [Google Scholar] [CrossRef]
- Lee, J.S.; Kim, D.Y. Space-charge concepts on grain boundary impedance of a high-purity yttria-stabilized tetragonal zirconia polycrystal. J. Mater. Res. 2001, 16, 2739–2751. [Google Scholar] [CrossRef]
- Drozdz, E.; Wyrwa, J.; Schneider, K.; Rekas, M. Electrical properties of silica-doped 3mol% yttria-stabilized tetragonal zirconia. J. Mater. Sci. 2016, 52, 674–685. [Google Scholar] [CrossRef] [Green Version]
- Samdi, A.; Durand, B.; Roubin, M.; Daoudi, A.; Taha, M.; Paletto, J.; Fantozzi, G. Pressing and sintering behaviour of yttria stabilized zirconia powders prepared from acetate solutions. J. Eur. Ceram. Soc. 1993, 12, 353–360. [Google Scholar] [CrossRef]
- Govindarajan, S.; Dusane, R.O.; Joshi, S.V. In situ particle generation and splat formation during solution precursor plasma spraying of yttria-stabilized zirconia coatings. J. Am. Ceram. Soc. 2011, 94, 4191–4199. [Google Scholar] [CrossRef]
- Oliveira, F.S.; Pimentel, P.M.; Oliveira, R.M.P.B.; Melo., D.M.A.; Melo, M.A.F. Effect of lanthanum replacement by strontium in lanthanum nickelate crystals. Mater. Lett. 2010, 64, 2700–2703. [Google Scholar] [CrossRef]
- Figueredo, G.; Melo, A.F.C.; Medeiros, R.; Silva, F.M.; Pimenta, H.M.; Melo, M.A.F.; Melo, D.M.A. Synthesis of MgAl2O4 by gelatin method: Effect of temperature and time of calcination in crystalline structure. Mat. Res. 2017, 20, 254–259. [Google Scholar] [CrossRef] [Green Version]
- Carpio, P.; Candidato, R.T.; Pawlowski, L.; Dolores Salvador, M. Solution concentration effect on mechanical injection and deposition of YSZ coatings using the solution precursor plasma spraying. Surf. Coat. 2019, 371, 124–130. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Type | Sample Preparation Procedure | |
|---|---|---|
| Gelatin Method | Impregnation Method | |
| Powder | GP-x | IP-x |
| Sinter | GS-x | IS-x |
| Sample | Mass Fraction [%] | Crystallite Size (D(011)) [nm] | |
|---|---|---|---|
| t-ZrO2 | m-ZrO2 | ||
| GP-0 | 88 | 12 | 13.1 |
| GP-1 | 52.1 | 47.9 | 6.9 |
| GP-5 | 69.2 | 30.8 | 5.8 |
| GP-10 | 76.9 | 23.1 | 6.7 |
| GP-15 | 68.2 | 31.8 | 8.0 |
| IP-1 | 80.1 | 19.9 | 11.6 |
| IP-5 | 76.6 | 23.4 | 11.1 |
| IP-10 | 75.4 | 24.6 | 8.7 |
| IP-15 | 72.8 | 27.2 | 8.6 |
| Sample | Mass Fraction of the Detected Phases [%] | Lattice Constants of Tetragonal Phases [nm] | Tetragonality (c/a) | |||||
|---|---|---|---|---|---|---|---|---|
| t1-ZrO2 | t2-ZrO2 | m-ZrO2 | Al2O3 | t1 | t2 | t1 | t2 | |
| GS-0 | 89.4 | 10.6 | − | − | a = 0.360500 c = 0.517881 | a = 0.36239 c = 0.51543 | 1.4366 | 1.4223 |
| GS-1 | 80.80 | 17.50 | 0.64 | 1.10 | a = 0.360466 c = 0.517853 | a = 0.362408 c = 0.51526 | 1.4366 | 1.4218 |
| GS-5 | 77.80 | 16.50 | 0.71 | 5.00 | a = 0.360513 c = 0.517970 | a = 0.362451 c = 0.51540 | 1.4368 | 1.4220 |
| GS-10 | 75.90 | 15.10 | 0.42 | 8.50 | a = 0.30468 c = 0.517944 | a = 0.362406 c = 0.51528 | 1.4369 | 1.4218 |
| GS-15 | 70.20 | 15.10 | 0.51 | 14.20 | a = 0.360517 c = 0.518023 | a = 0.36248 c = 0.51544 | 1.4369 | 1.4220 |
| IS-1 | 86.40 | 12.40 | 0.44 | 0.80 | a = 0.360453 c = 0.517850 | a = 0.36238 c = 0.51527 | 1.4367 | 1.4219 |
| IS-5 | 82.80 | 11.20 | 0.54 | 5.50 | a = 0.36046 c = 0.517908 | a = 0.36241 c = 0.51534 | 1.4368 | 1.4220 |
| IS-10 | 76.00 | 10.40 | 0.37 | 13.20 | a = 0.360511 c = 0.518047 | a = 0.36249 c = 0.51743 | 1.4370 | 1.4219 |
| IS-15 | 69.20 | 9 | 4.58 | 17.20 | a = 0.360524 c = 0.518047 | a = 0.36251 c = 0.51573 | 1.4369 | 1.4227 |
| Sample | Mean Grain Size of 3Y-TZP Matrix [µm] | Circularity of 3Y-TZP Matrix Grains | Mean Size of Alumina Inclusions [µm] | Circularity of Alumina Inclusion |
|---|---|---|---|---|
| GS-0 | 0.380 ± 0.146 | 0.66 ± 0.10 | − | − |
| GS-1 | 0.377 ± 0.171 | 0.66 ± 0.12 | 0.35 ± 0.09 | 0.57 ± 0.16 |
| GS-5 | 0.410 ± 0.145 | 0.66 ± 0.10 | 0.46 ± 0.19 | 0.60 ± 0.15 |
| GS-10 | 0.381 ± 0.147 | 0.66 ± 0.11 | 0.59 ± 0.18 | 0.68 ± 0.13 |
| GS-15 | 0.375 ± 0.111 | 0.68 ± 0.11 | 0.58 ± 0.23 | 0.61 ± 0.17 |
| IS-1 | 0.419 ± 0.157 | 0.71 ± 0.09 | 0.41 ± 0.17 | 0.53 ± 0.17 |
| IS-5 | 0.417 ± 0.152 | 0.73 ± 0.11 | 0.42 ± 0.10 | 0.72 ± 0.14 |
| IS-10 | 0.414 ± 0.144 | 0.71 ± 0.10 | 0.54 ± 0.24 | 0.60 ± 0.17 |
| IS-15 | 0.410 ± 0.140 | 0.71 ± 0.09 | 0.62 ± 0.20 | 0.63 ± 0.17 |
| Sample | Apparent Density [g∙cm−3] | Theoretical Density [g∙cm−3] | Relative Density [%] | Total Porosity [%] |
|---|---|---|---|---|
| GS-0 | 5.1891 | 6.0752 | 85.42 | 14.58 |
| GS-1 | 4.5735 | 6.0554 | 75.52 | 24.48 |
| GS-5 | 5.2143 | 5.9511 | 87.62 | 12.38 |
| GS-10 | 5.7446 | 5.8238 | 98.64 | 1.36 |
| GS-15 | 5.2343 | 5.6998 | 91.83 | 8.17 |
| IS-1 | 4.8192 | 6.0554 | 79.59 | 20.41 |
| IS-5 | 4.7083 | 5.9511 | 79.12 | 20.88 |
| IS-10 | 5.0801 | 5.8238 | 87.23 | 12.77 |
| IS-15 | 4.6157 | 5.6998 | 80.98 | 19.02 |
| Sample | HV [GPa] | KIC [MPa∙m1/2] | |||
|---|---|---|---|---|---|
| 9.81 [N] | 29.42 [N] | 49.05 [N] | 29.42 [N] | 49.05 [N] | |
| GS-0 | 7.11 ± 0.27 | 7.61 ± 0.41 | 7.70 ± 0.04 | 4.32 ± 0.21 | 4.59 ± 0.21 |
| GS-1 | 5.45 ± 0.06 | 5.50 ± 0.14 | 5.61 ± 0.07 | − | 5.57 ± 0.23 |
| GS-5 | 9.50 ± 0.40 | 9.62 ± 0.27 | 9.42 ± 0.21 | 5.30 ± 0.74 | 5.36 ± 0.33 |
| GS-10 | 10.86 ± 0.26 | 11.52 ± 0.33 | 11.44 ± 0.07 | 4.77 ± 0.24 | 4.86 ± 0.05 |
| GS-15 | 10.86 ± 0.29 | 11.37 ± 0.23 | 11.50 ± 0.21 | 5.08 ± 0.28 | 5.10 ± 0.15 |
| IS-1 | 5.95 ± 0.20 | 5.85 ± 0.16 | 5.96 ± 0.09 | − | 6.37 ± 0.20 |
| IS-5 | 6.05 ± 0.75 | 5.78 ± 0.42 | 6.15 ± 0.38 | − | 6.14 ± 0.70 |
| IS-10 | 8.32 ± 0.50 | 8.10 ± 0.44 | 8.08 ± 0.46 | − | 6.31 ± 0.86 |
| Sample | Rb [Ω] | Ab | nb | Rgb [Ω] | Agb | ngb | Cb [F] | Cgb [F] | δ [nm] |
|---|---|---|---|---|---|---|---|---|---|
| GS-0 | 52155 | 7.96E-11 | 0.88734 | 106520 | 8.99E-09 | 0.83642 | 1.6508E-11 | 2.3072E-09 | 2.72 |
| GS-1 | 64557 | 5.24E-11 | 0.90518 | 140920 | 1.51E-08 | 0.78778 | 1.401E-11 | 2.8772E-09 | 0.40 |
| GS-5 | 53626 | 7.38E-11 | 0.8936 | 105590 | 9.49E-09 | 0.84623 | 1.6769E-11 | 2.7041E-09 | 0.54 |
| GS-10 | 77189 | 4.94E-11 | 0.90943 | 134960 | 6.11E-09 | 0.84229 | 1.4265E-11 | 1.6158E-09 | 0.72 |
| GS-15 | 116380 | 3.27E-11 | 0.92375 | 175800 | 3.84E-09 | 0.85034 | 1.1662E-11 | 1.0611E-09 | 0.94 |
| IS-1 | 70557 | 4.32E-11 | 0.91683 | 138140 | 1.29E-08 | 0.76857 | 1.3646E-11 | 1.909E-09 | 0.64 |
| IS-5 | 60504 | 6.45E-11 | 0.89095 | 158560 | 1.46E-08 | 0.78633 | 1.4044E-11 | 2.8064E-09 | 0.45 |
| IS-10 | 93453 | 4.15E-11 | 0.91572 | 166990 | 5.12E-09 | 0.82301 | 1.3183E-11 | 1.1209E-09 | 1.03 |
| IS-15 | 114530 | 4.23E-11 | 0.91331 | 227080 | 4.15E-09 | 0.80581 | 1.3253E-11 | 7.747E-10 | 1.50 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chłędowska, J.; Wyrwa, J.; Rękas, M.; Brylewski, T. Effects of Aluminum Oxide Addition on Electrical and Mechanical Properties of 3 mol% Yttria-Stabilized Tetragonal Zirconia Electrolyte for IT-SOFCs. Materials 2022, 15, 2101. https://doi.org/10.3390/ma15062101
Chłędowska J, Wyrwa J, Rękas M, Brylewski T. Effects of Aluminum Oxide Addition on Electrical and Mechanical Properties of 3 mol% Yttria-Stabilized Tetragonal Zirconia Electrolyte for IT-SOFCs. Materials. 2022; 15(6):2101. https://doi.org/10.3390/ma15062101
Chicago/Turabian StyleChłędowska (Pleśniak), Justyna, Jan Wyrwa, Mieczysław Rękas, and Tomasz Brylewski. 2022. "Effects of Aluminum Oxide Addition on Electrical and Mechanical Properties of 3 mol% Yttria-Stabilized Tetragonal Zirconia Electrolyte for IT-SOFCs" Materials 15, no. 6: 2101. https://doi.org/10.3390/ma15062101
APA StyleChłędowska, J., Wyrwa, J., Rękas, M., & Brylewski, T. (2022). Effects of Aluminum Oxide Addition on Electrical and Mechanical Properties of 3 mol% Yttria-Stabilized Tetragonal Zirconia Electrolyte for IT-SOFCs. Materials, 15(6), 2101. https://doi.org/10.3390/ma15062101