
Investigation on Deformation Behavior in the Surface of Metal Foil with Ultrasonic Vibration-Assisted Micro-Forging

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Experimental Setup
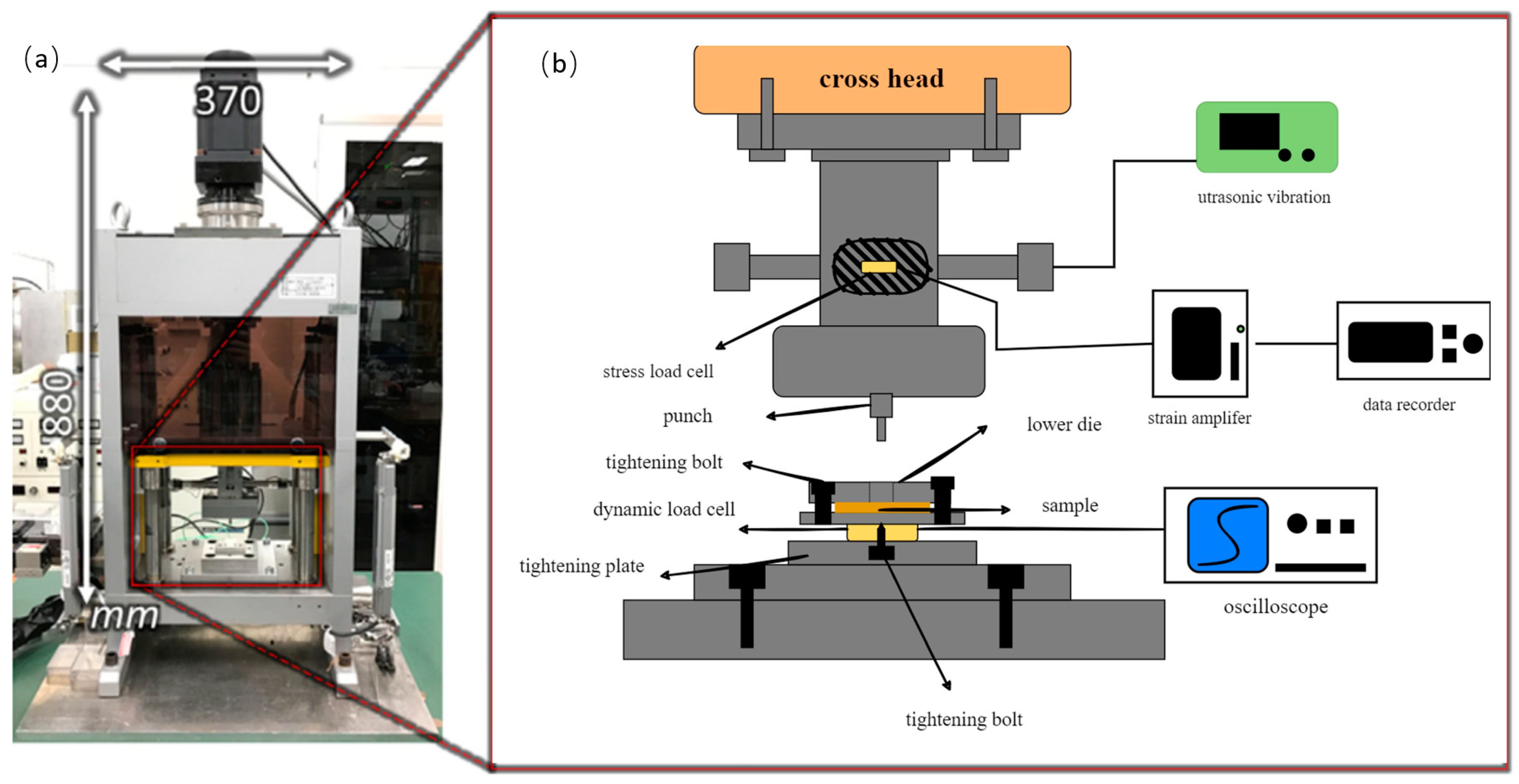
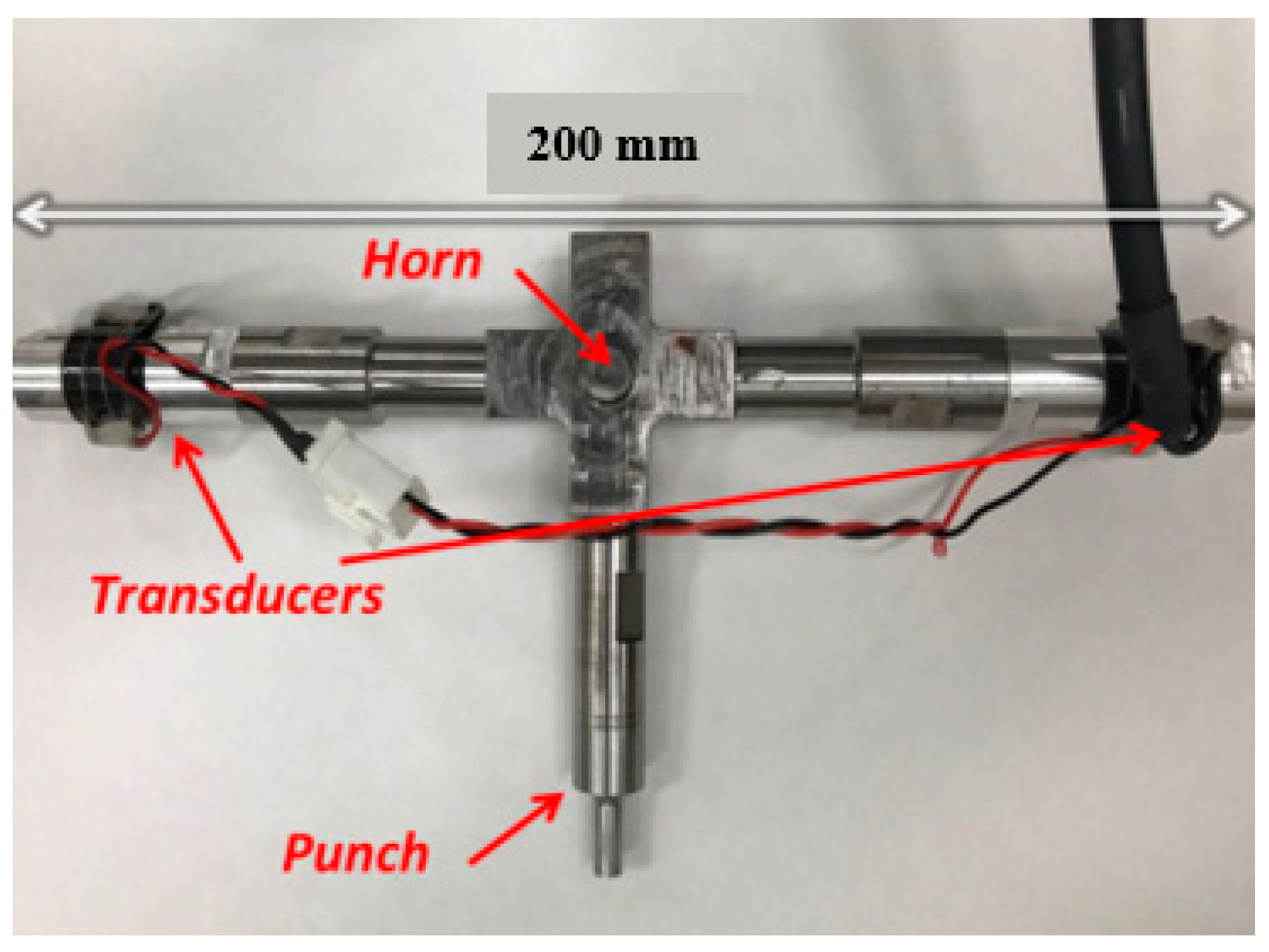
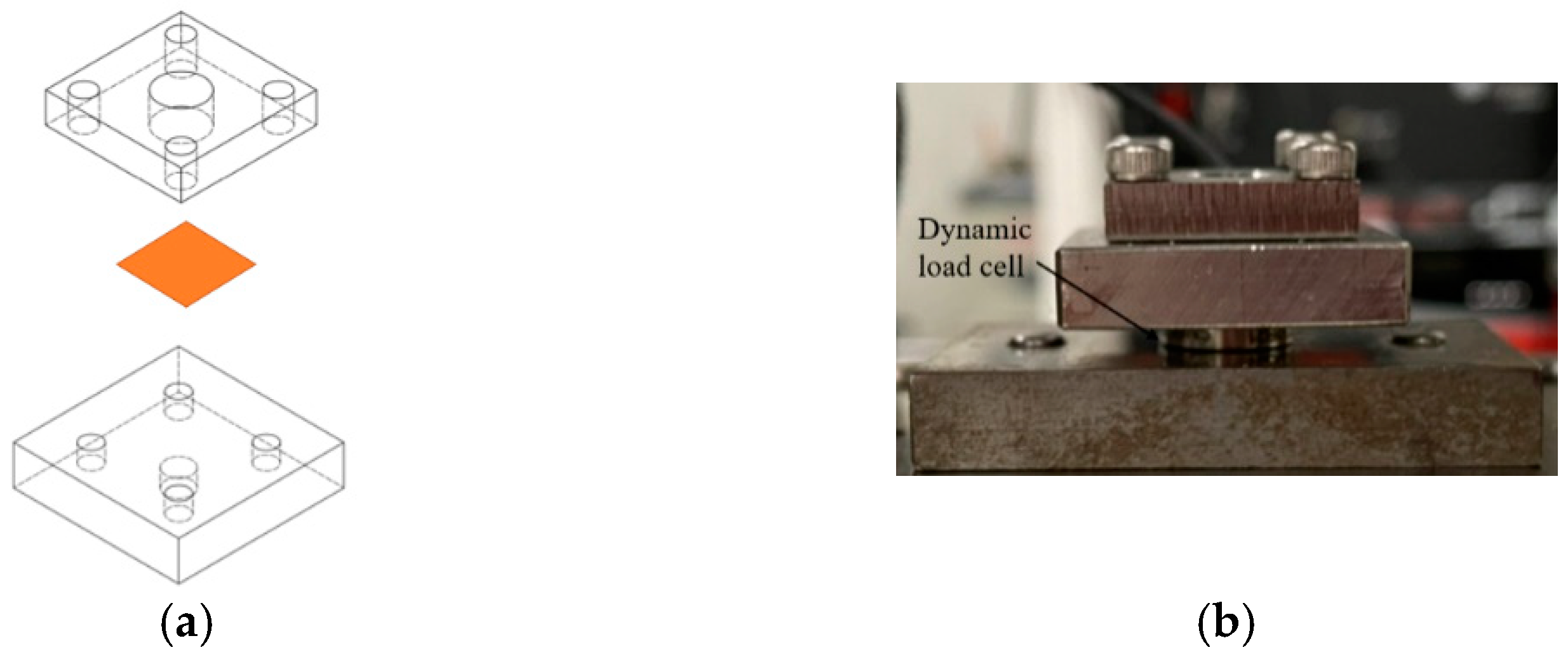
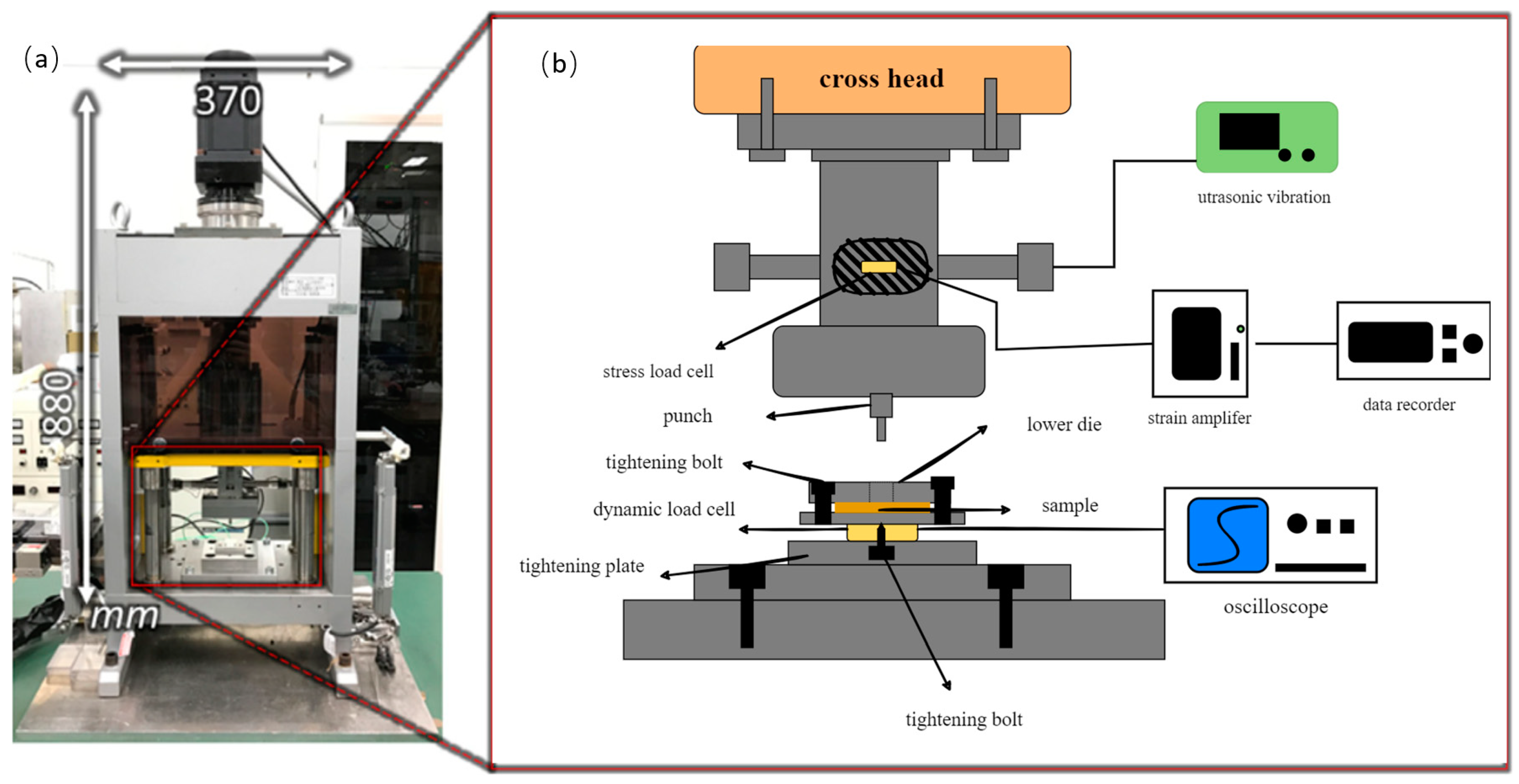
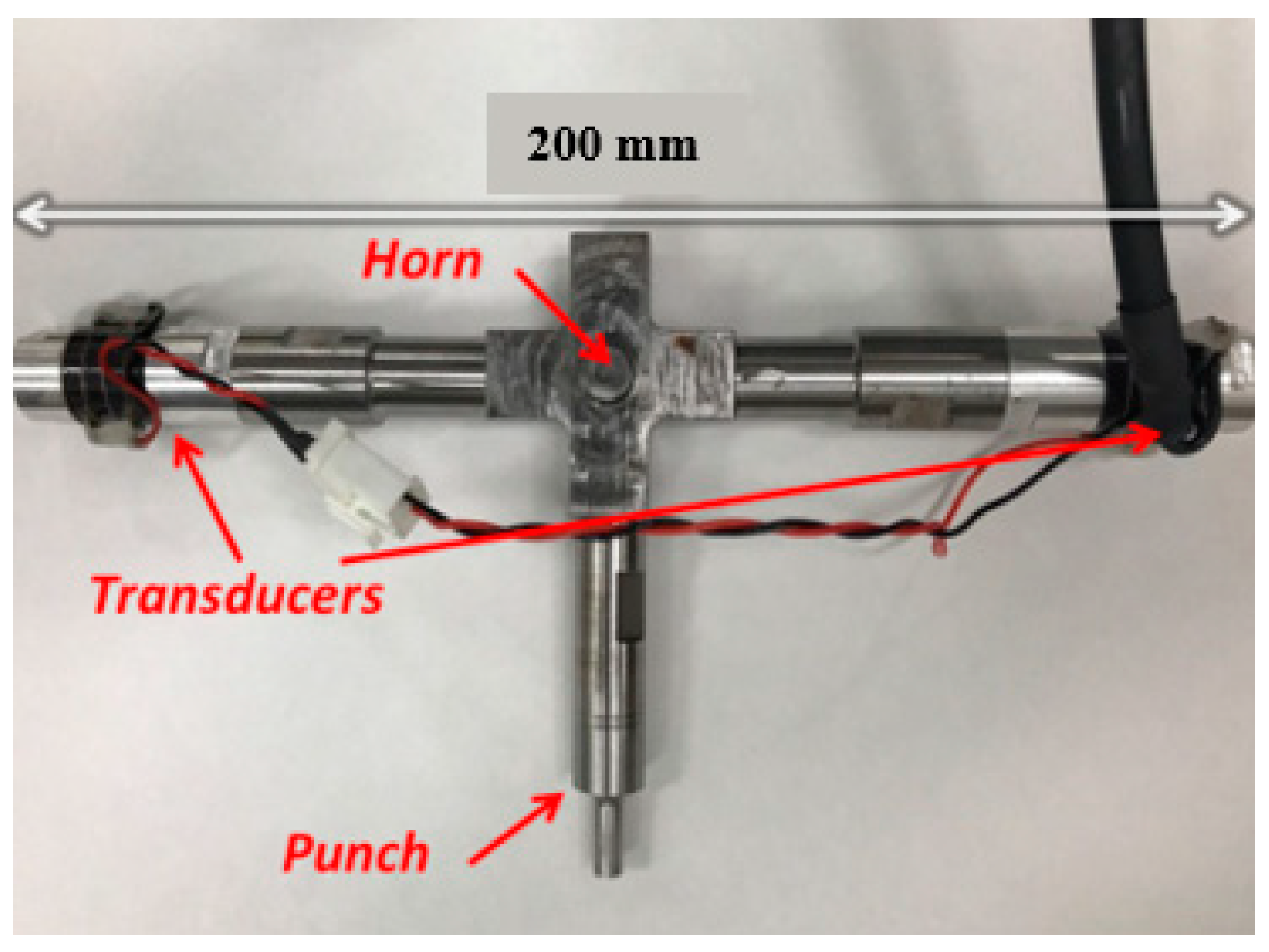
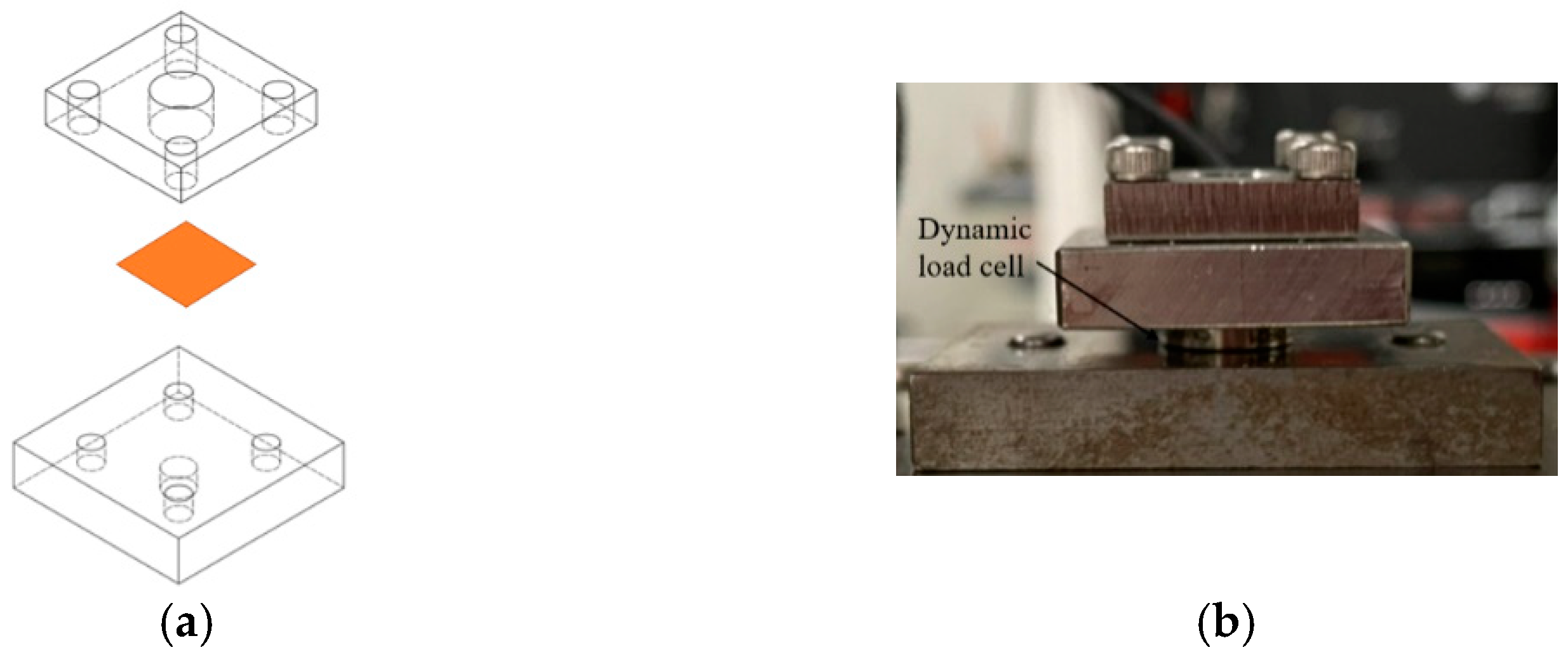
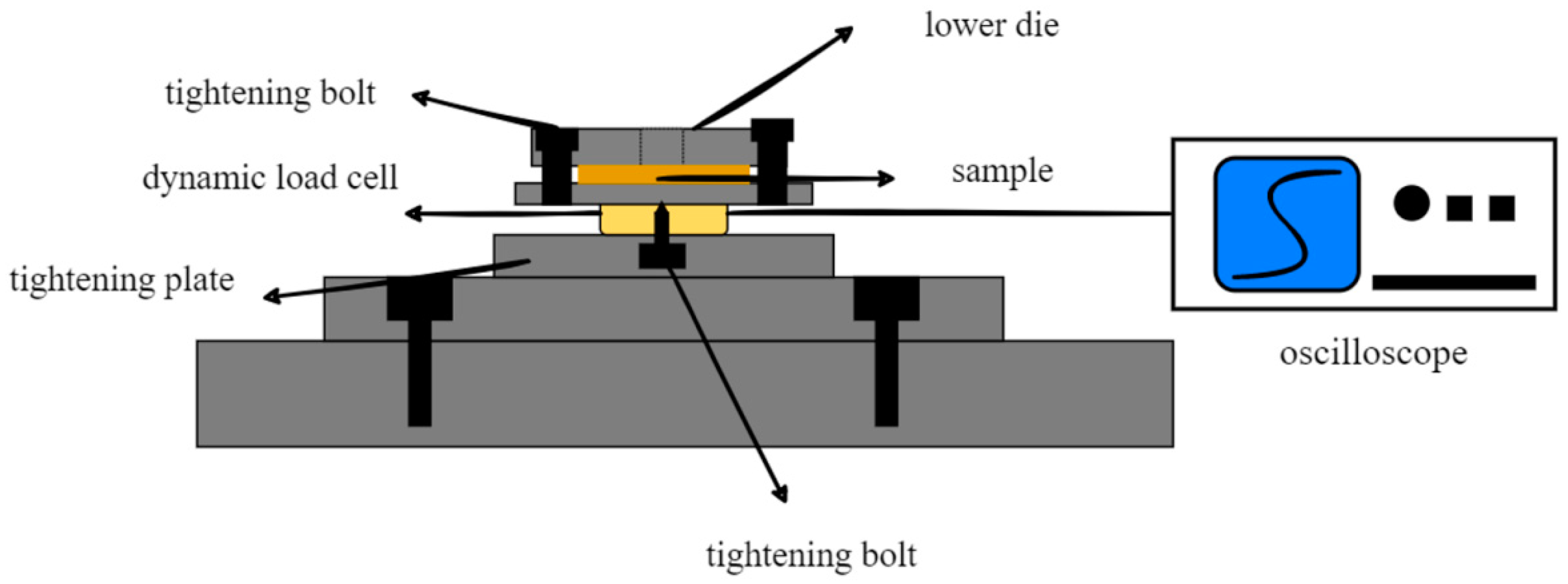
2.1. Ultrasonic-Assisted Micro-Forging Test System
2.2. Specimens and Forging Test Procedure
3. Results and Discussion
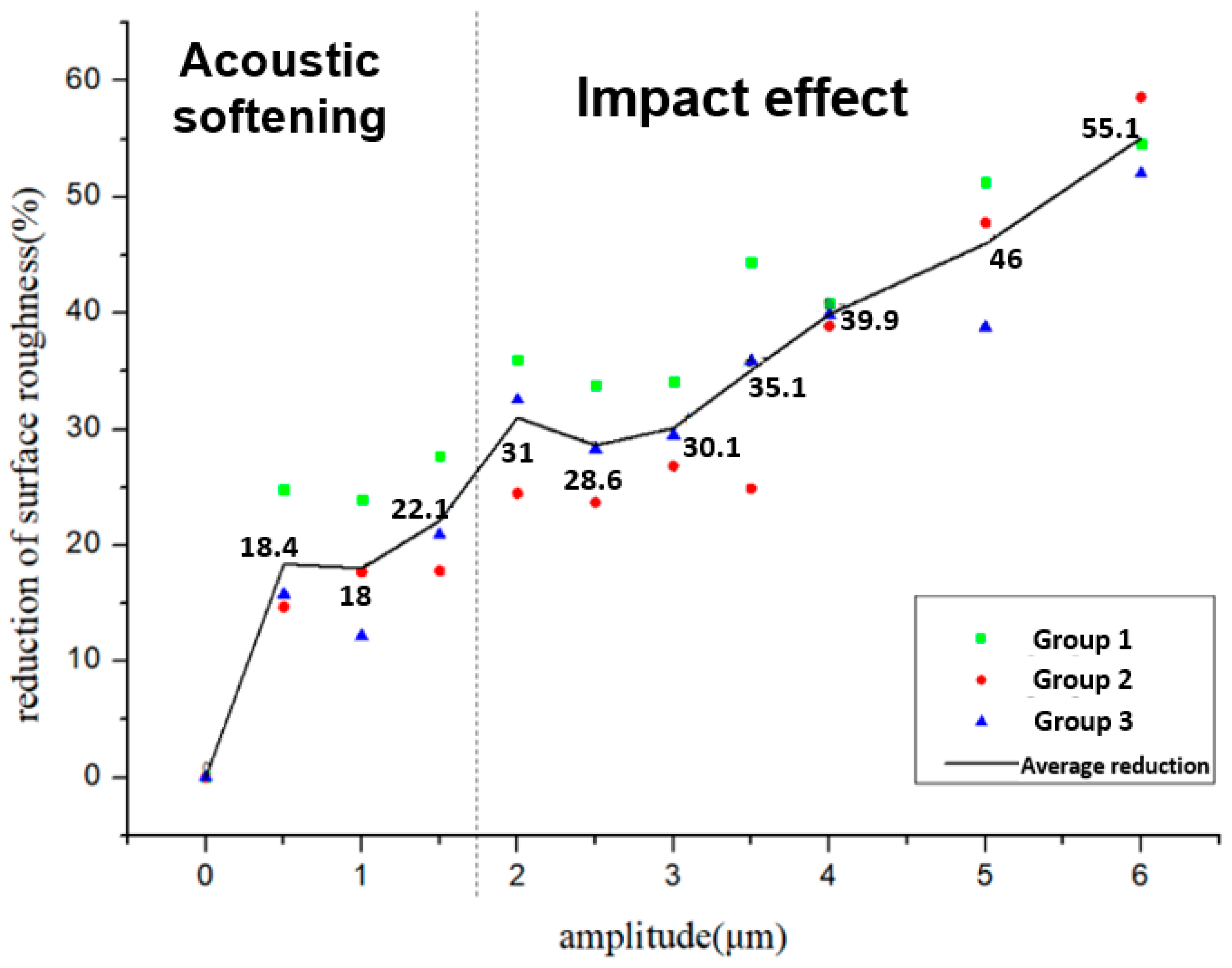
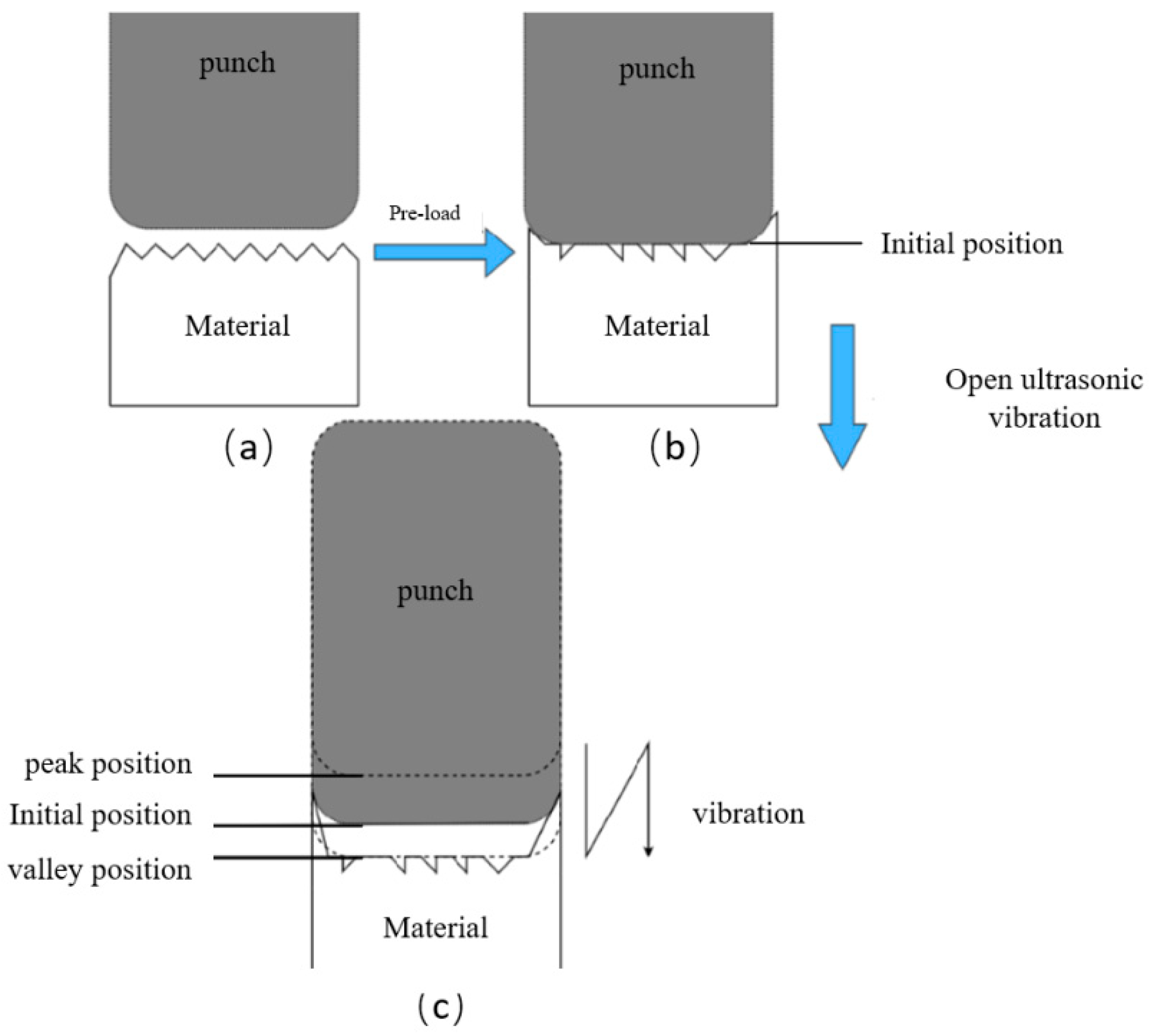
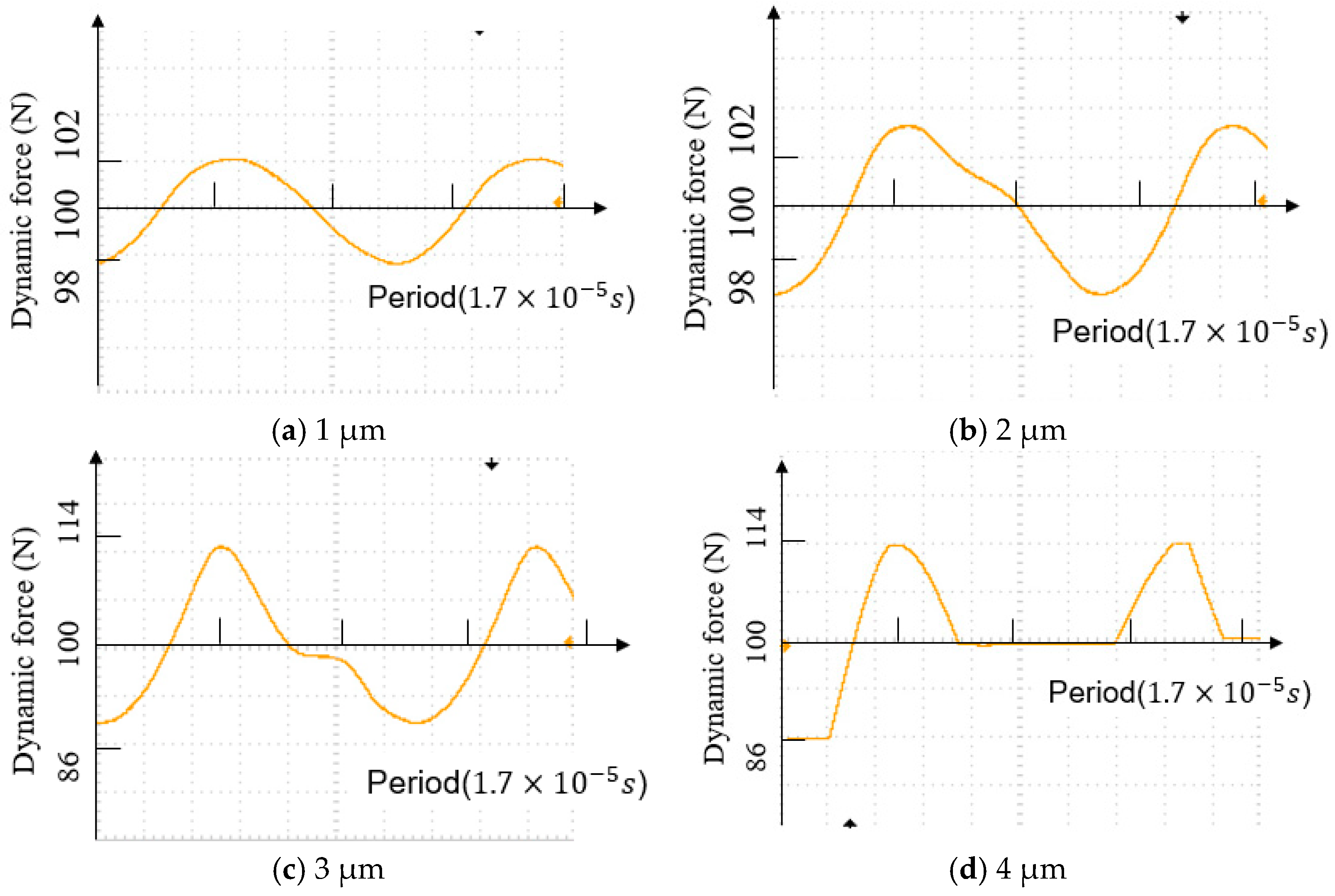
3.1. Separation of Acoustic Effect and Impact Effect
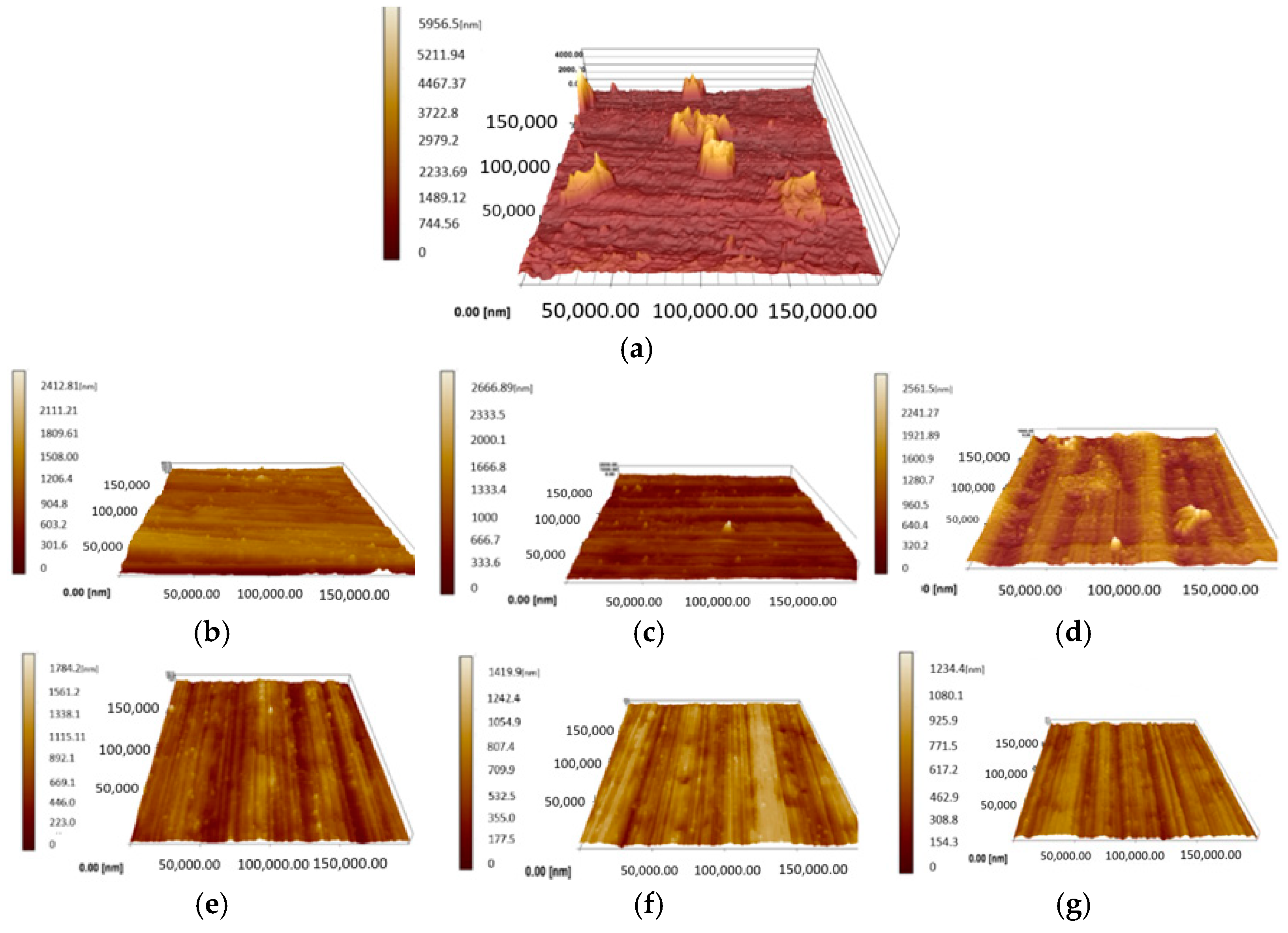
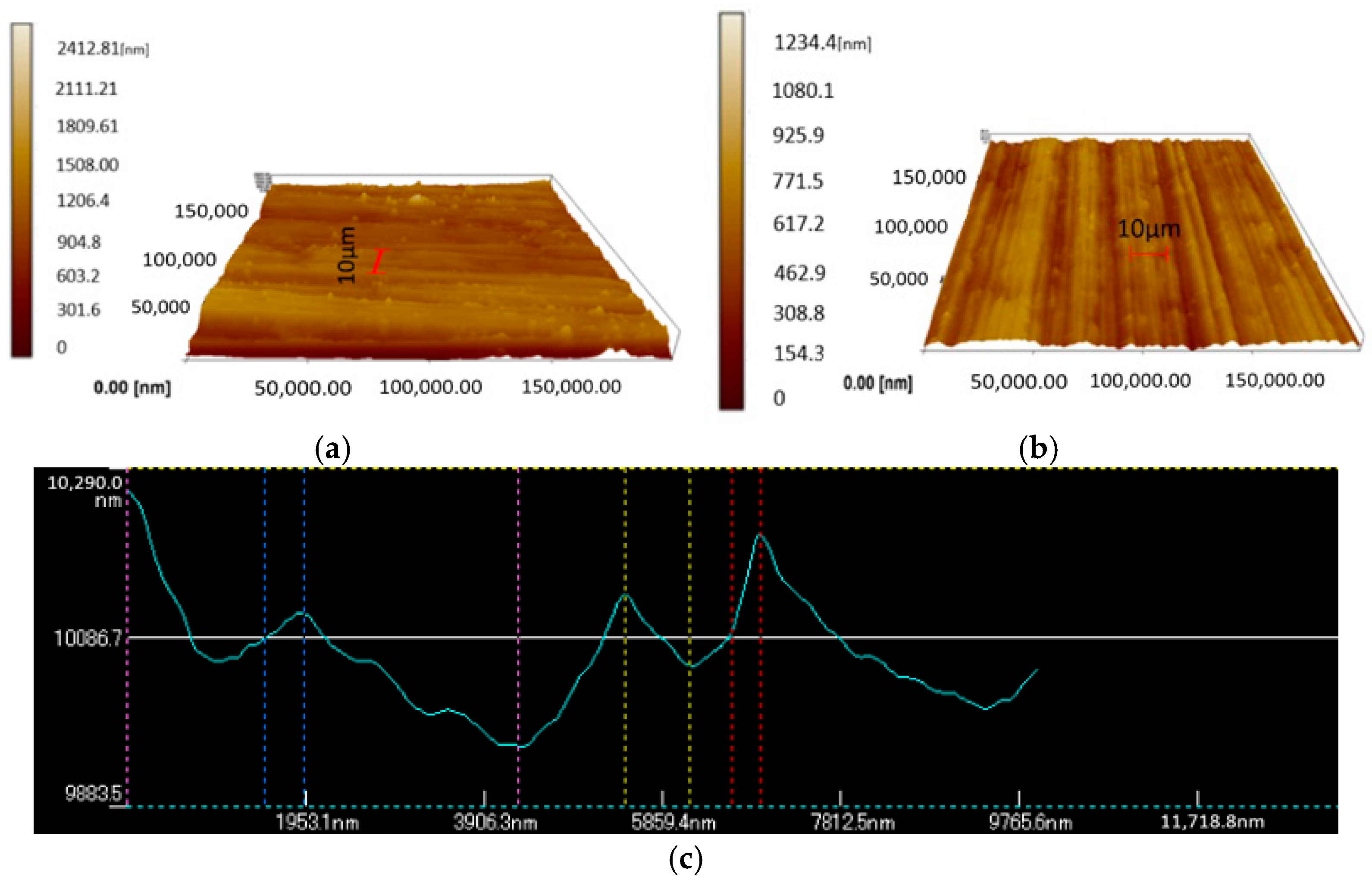
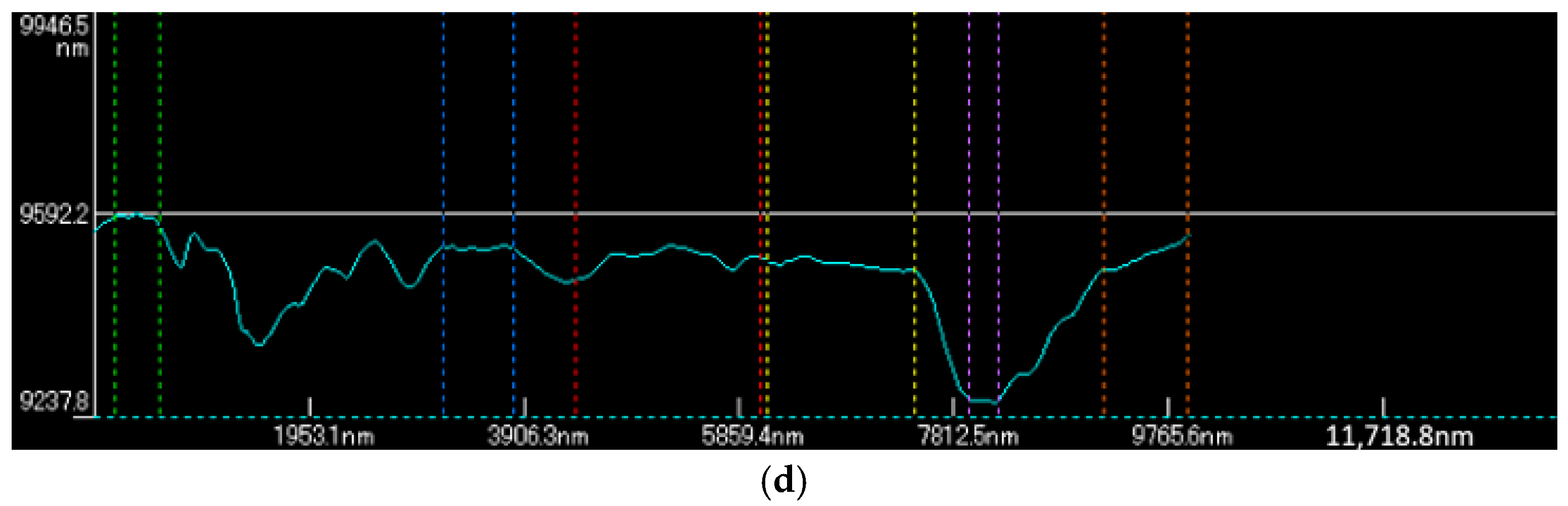
3.2. Surface Finishing by Acoustic Effect and Impact Effect
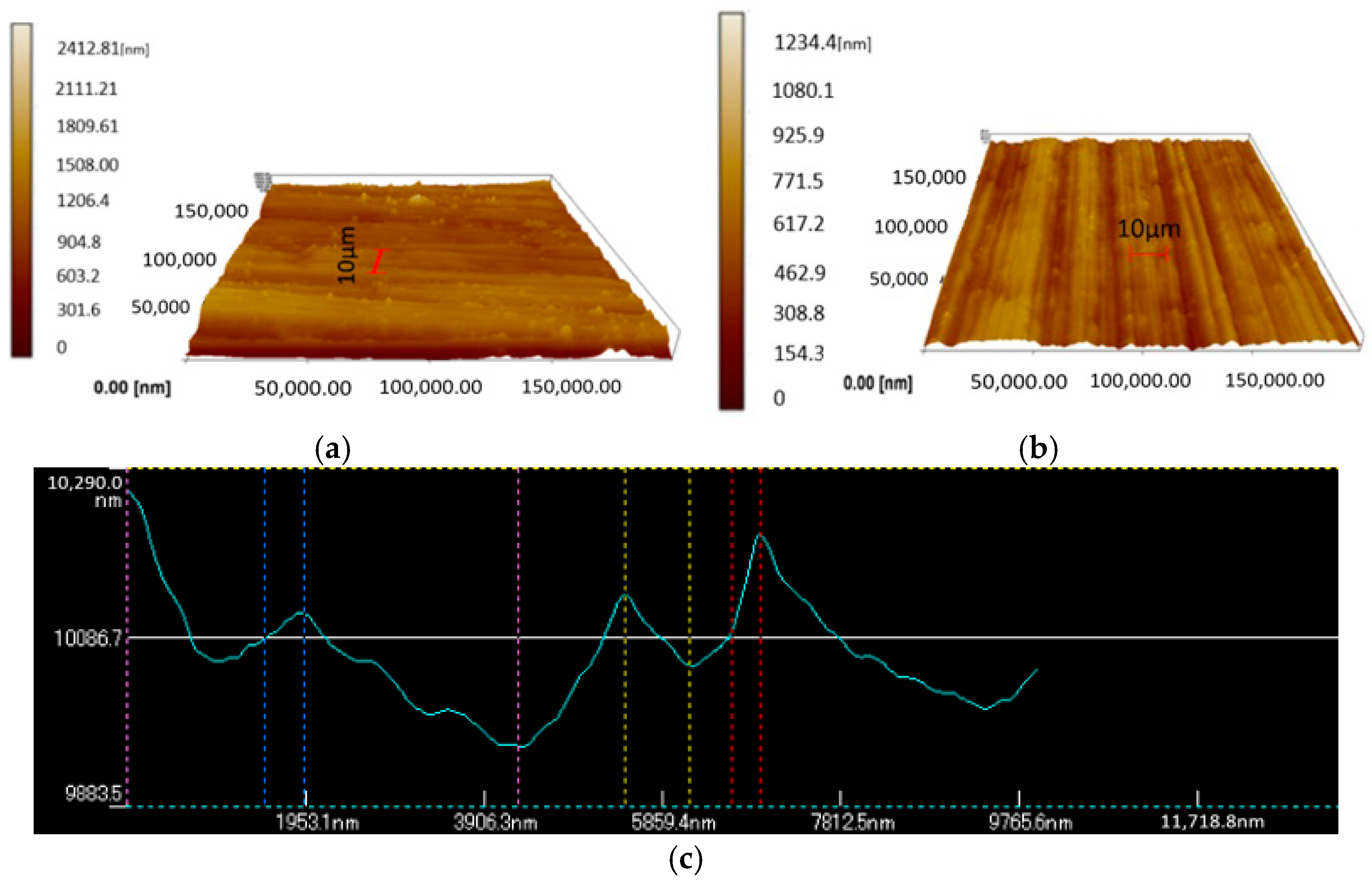
3.3. Effect on Reduction in Surface Roughness
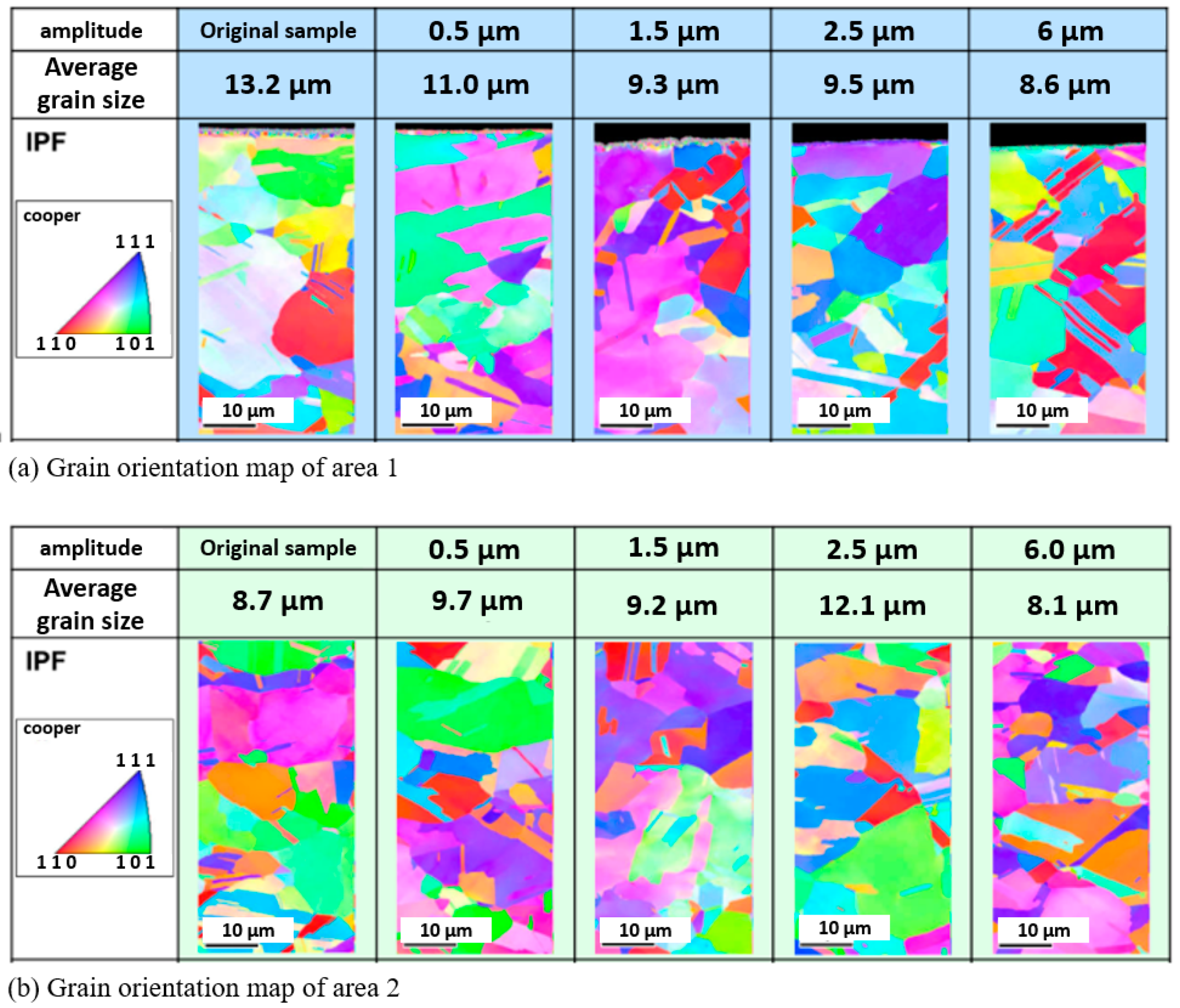
3.4. Effect on Microstructure after Ultrasonic Forging
4. Conclusions
- The high rigidity of the dynamic load cell and oscilloscope could be used to determine whether the punch detached from the surface of the specimen during micro-forging.
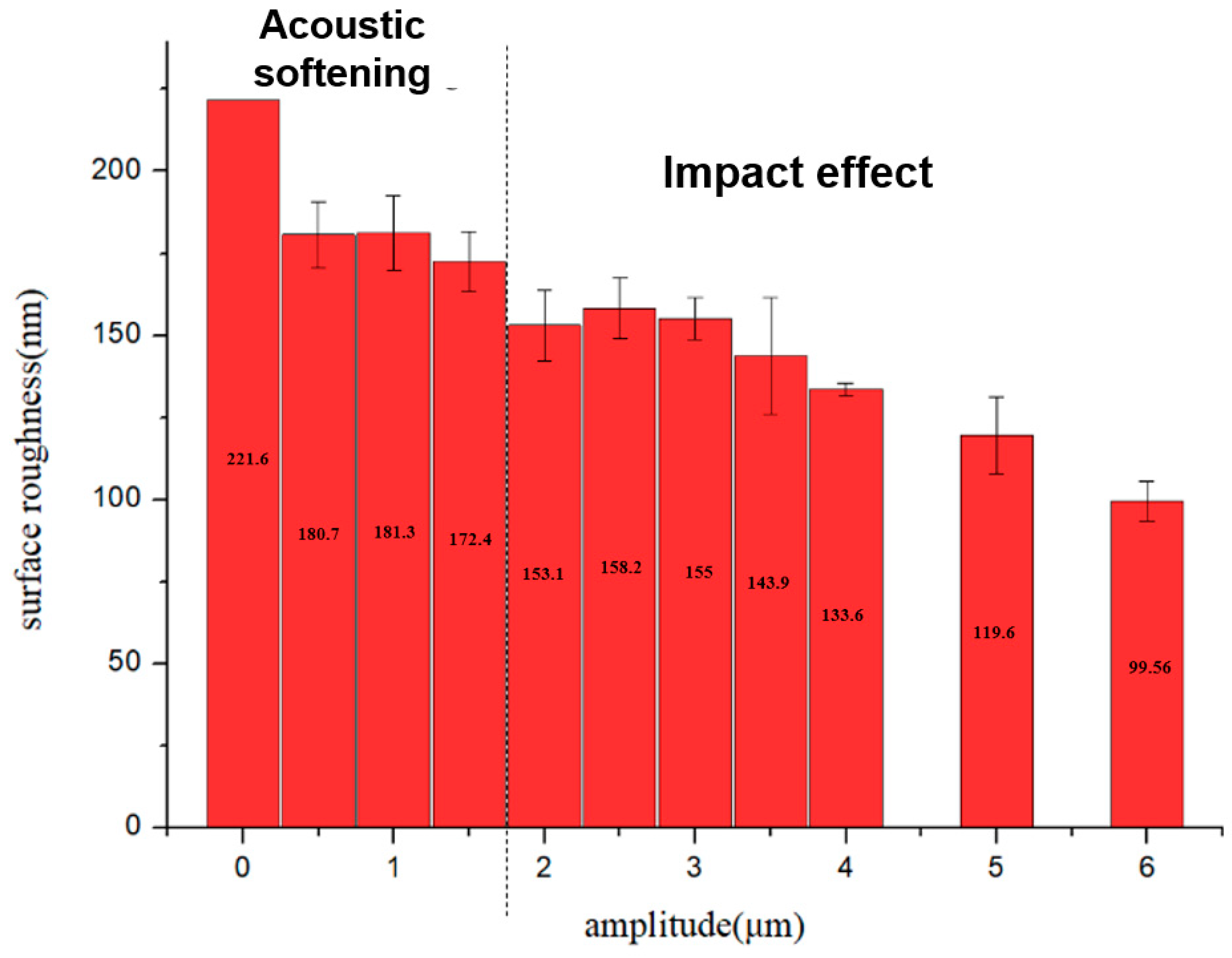
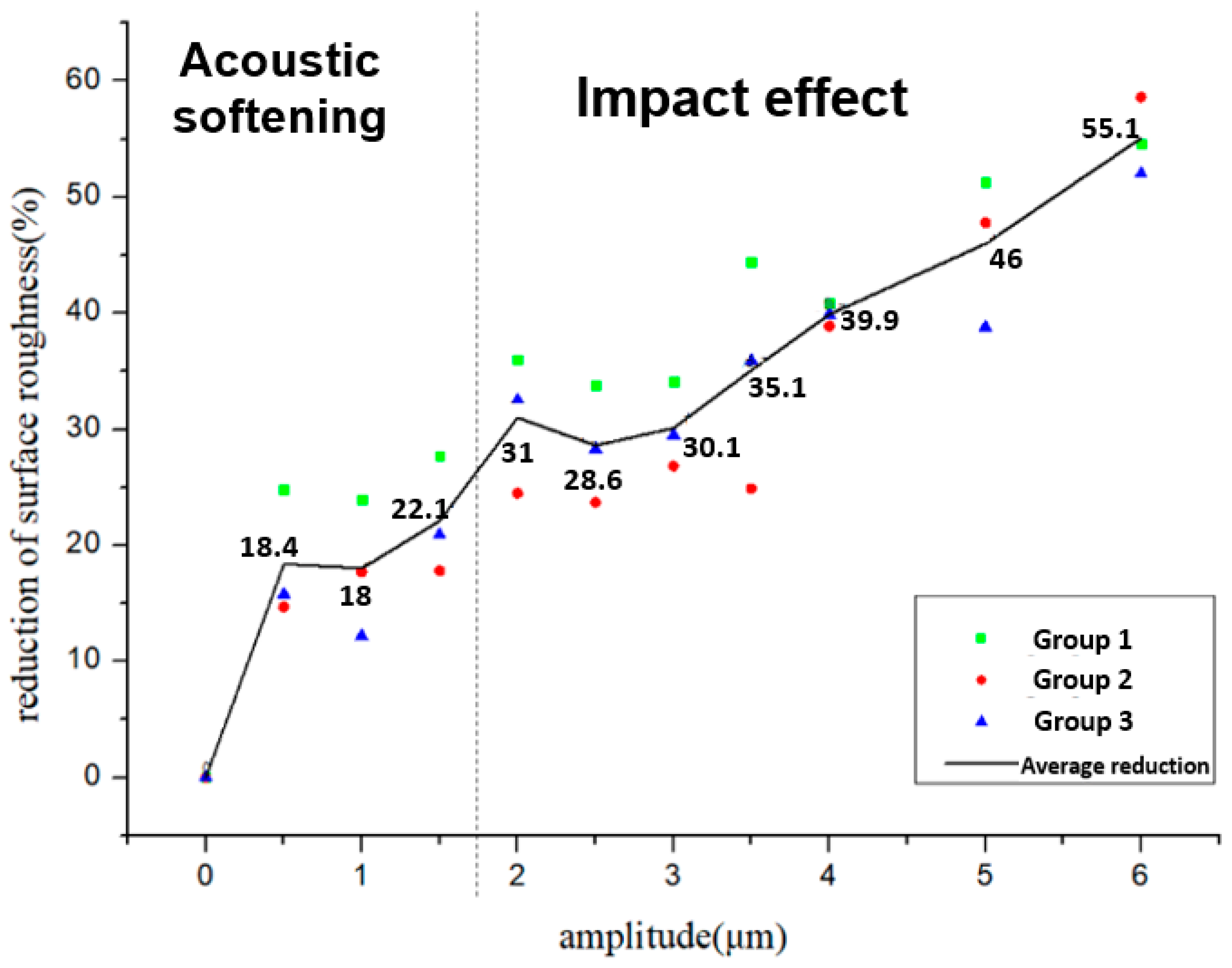
- The reduction in the performance of ultrasonic vibration on the surface roughness is highly in line with the change in the surface asperity. The results show that the impact effect influences the surface roughness more significantly than acoustic softening. The reduction in the surface roughness created by the impact effect increases to over 60% when the impact becomes more dominant with increasing amplitude; meanwhile, the reduction induced by acoustic softening only reaches about 20%.
- Acoustic softening will cause more grain refinement on the surface of the material; however, as the amplitude increases, the impact effect, which creates a greater heating effect, would oppositely cause grain growth.
- Ultrasonic vibration has the greatest influence on the surface of the material at about 5 μm depth, and it would decrease progressively from the top to 50 μm depth.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Korthäuer, M.; Ataya, S.; Salem, A.; El-Magd, E. Size effects on the deformation behaviour of W-Cu composites under shear loading. Comput. Mater. Sci. 2007, 39, 219–223. [Google Scholar] [CrossRef]
- Korthäuer, M.; Ataya, S.; El-Magd, E. Effects of deformed volume, volume fraction and particle size on the deformation behaviour of W/Cu composites. Theor. Appl. Fract. Mech. 2006, 46, 38–45. [Google Scholar] [CrossRef]
- Vollertsen, F.; Biermann, D.; Hansen, H.N.; Jawahir, I.S.; Kuzman, K. Size effects in manufacturing of metallic components. CIRP Ann.-Manuf. Technol. 2009, 58, 566–587. [Google Scholar] [CrossRef]
- Blaha, F.; Langenecker, B. Dehnung von Zink-Kristallen unter Ultraschalleinwirkung. Naturwissenschaften 1955, 42, 556. [Google Scholar] [CrossRef]
- Jimma, T.; Kasuga, Y.; Iwaki, N.; Miyazawa, O.; Mori, E.; Ito, K.; Hatano, H. An application of ultrasonic vibration to the deep drawing process. J. Mater. Proc. Technol. 1998, 80, 406–412. [Google Scholar] [CrossRef]
- Zhou, H.; Cui, H.; Qin, Q.H. Influence of ultrasonic vibration on the plasticity of metals during compression process. J. Mater. Processing Technol. 2018, 251, 146–159. [Google Scholar] [CrossRef]
- Wang, C.; Liu, Y.; Shan, D.; Guo, B.; Han, H. Investigations on mechanical properties of copper foil under ultrasonic vibration considering size effect. Procedia Eng. 2017, 207, 1057–1062. [Google Scholar] [CrossRef]
- Bai, Y.; Yang, M. The influence of superimposed ultrasonic vibration on surface asperities deformation. J. Mater. Processing Technol. 2016, 229, 367–374. [Google Scholar] [CrossRef]
- Kirchner, H.O.K.; Kromp, W.K.; Prinz, F.B.; Trimmel, P. Plastic deformation under simultaneous cyclic and unidirectional loading at low and ultrasonic frequencies. Mater. Sci. Eng. 1985, 68, 197–206. [Google Scholar] [CrossRef]
- Langenecker, B. Effects of Ultrasound on Deformation Characteristics of Metals. IEEE Trans. Sonics Ultrason. 1966, 13, 1–8. [Google Scholar] [CrossRef]
- Hu, J.; Shimizu, T.; Yoshino, T.; Shiratori, T.; Yang, M. Evolution of acoustic softening effect on ultra-sonic-assisted micro/meso-compression behavior and microstructure. Ultrasonics 2020, 107, 106107. [Google Scholar] [CrossRef] [PubMed]
- Bai, Y.; Yang, M. Optimization of metal foils surface finishing using vibration-assisted micro-forging. J. Mater. Processing Technol. 2014, 214, 21–28. [Google Scholar] [CrossRef]
- Hu, J.; Shimizu, T.; Yang, M. Impact effect of superimposed ultrasonic vibration on material characteristics in compression tests. Procedia Eng. 2017, 207, 1063–1068. [Google Scholar] [CrossRef]
- Hu, J.; Shimizu, T.; Yang, M. Investigation on ultrasonic volume effects: Stress superposition, acoustic softening and dynamic impact. Ultrason. Sonochem. 2018, 48, 240–248. [Google Scholar] [CrossRef] [PubMed]
- Bai, Y.; Yang, M. Influence of ultrasonic vibration on metal foils surface finishing with microforging. Procedia Eng. 2014, 81, 1475–1480. [Google Scholar] [CrossRef] [Green Version]
- Bai, Y.; Yang, M. Influence of vibration time and frequency on surface finishing using vibration-assisted micro-forging. Mater. Sci. Forum 2014, 773–774, 687–693. [Google Scholar] [CrossRef]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yin, Z.; Yang, M. Investigation on Deformation Behavior in the Surface of Metal Foil with Ultrasonic Vibration-Assisted Micro-Forging. Materials 2022, 15, 1907. https://doi.org/10.3390/ma15051907
Yin Z, Yang M. Investigation on Deformation Behavior in the Surface of Metal Foil with Ultrasonic Vibration-Assisted Micro-Forging. Materials. 2022; 15(5):1907. https://doi.org/10.3390/ma15051907
Chicago/Turabian StyleYin, Zidong, and Ming Yang. 2022. "Investigation on Deformation Behavior in the Surface of Metal Foil with Ultrasonic Vibration-Assisted Micro-Forging" Materials 15, no. 5: 1907. https://doi.org/10.3390/ma15051907
APA StyleYin, Z., & Yang, M. (2022). Investigation on Deformation Behavior in the Surface of Metal Foil with Ultrasonic Vibration-Assisted Micro-Forging. Materials, 15(5), 1907. https://doi.org/10.3390/ma15051907