
Influence of Sequential Liquid Ammonia and Caustic Mercerization Pre-Treatment on Dyeing Performance of Knit Cotton Fabric


 ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sequential Treatment
2.3. Characterization
2.3.1. XRD Analysis
2.3.2. FTIR Analysis
2.3.3. Thermogravimetric Analysis
2.3.4. Wicking Height
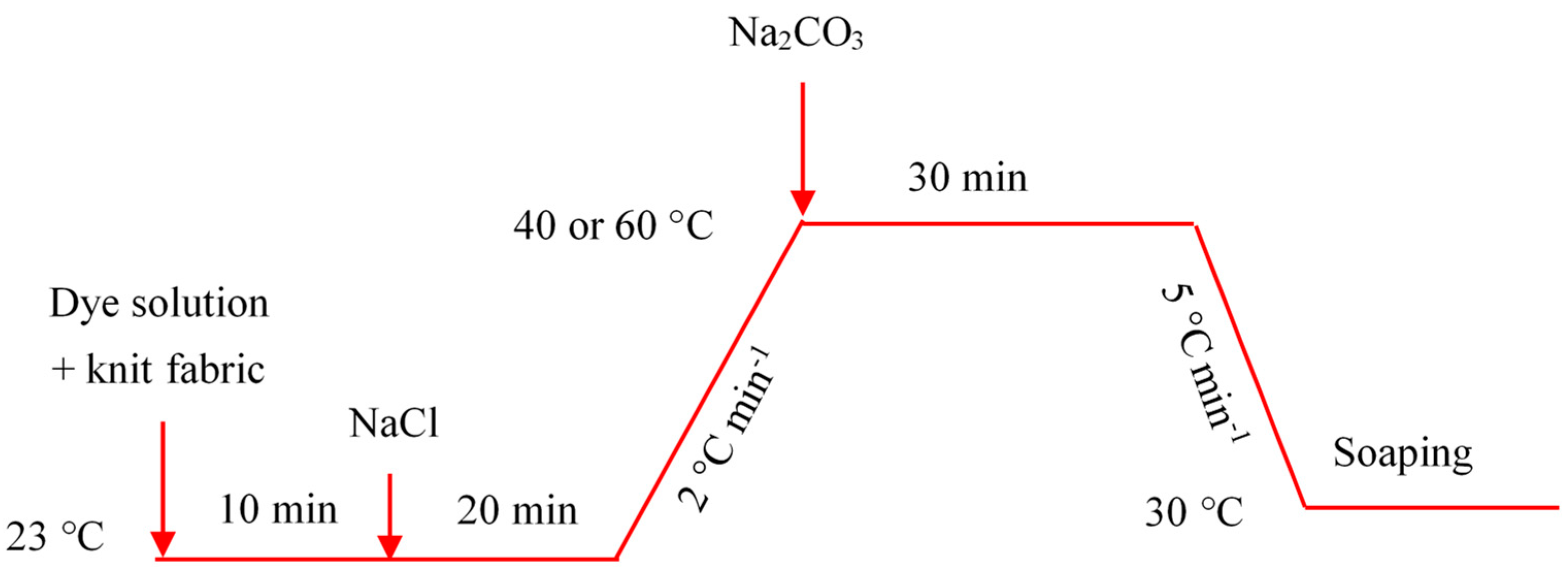
2.3.5. Dyeing Process
2.3.6. Dyeing Performance
2.3.7. Color Uniformity
2.3.8. Rubbing Colorfastness and Washing Colorfastness
2.3.9. Assessment of Fabric Softness
3. Results and Discussion
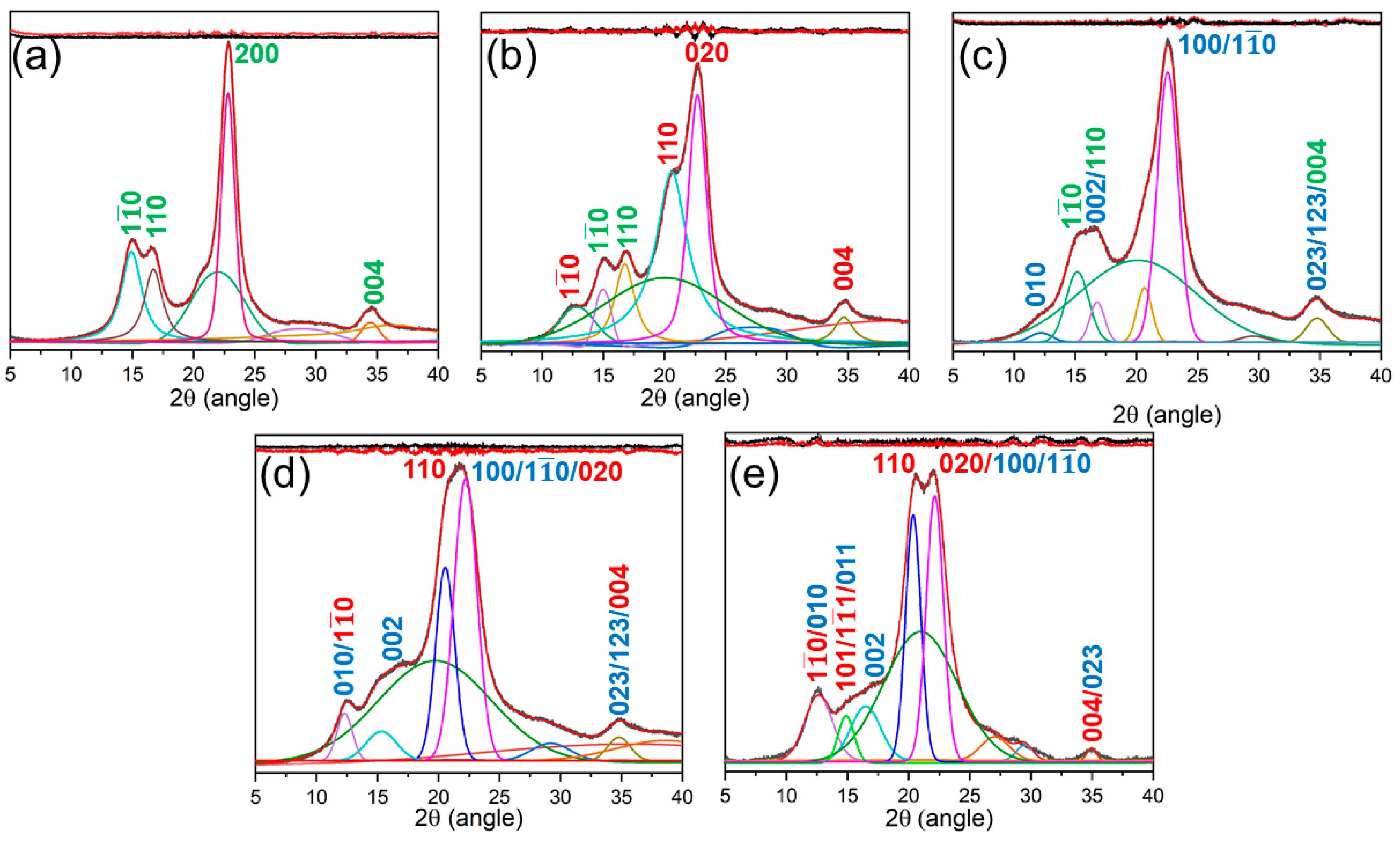
3.1. XRD Analysis of Cotton Fabrics
3.2. FTIR Spectra
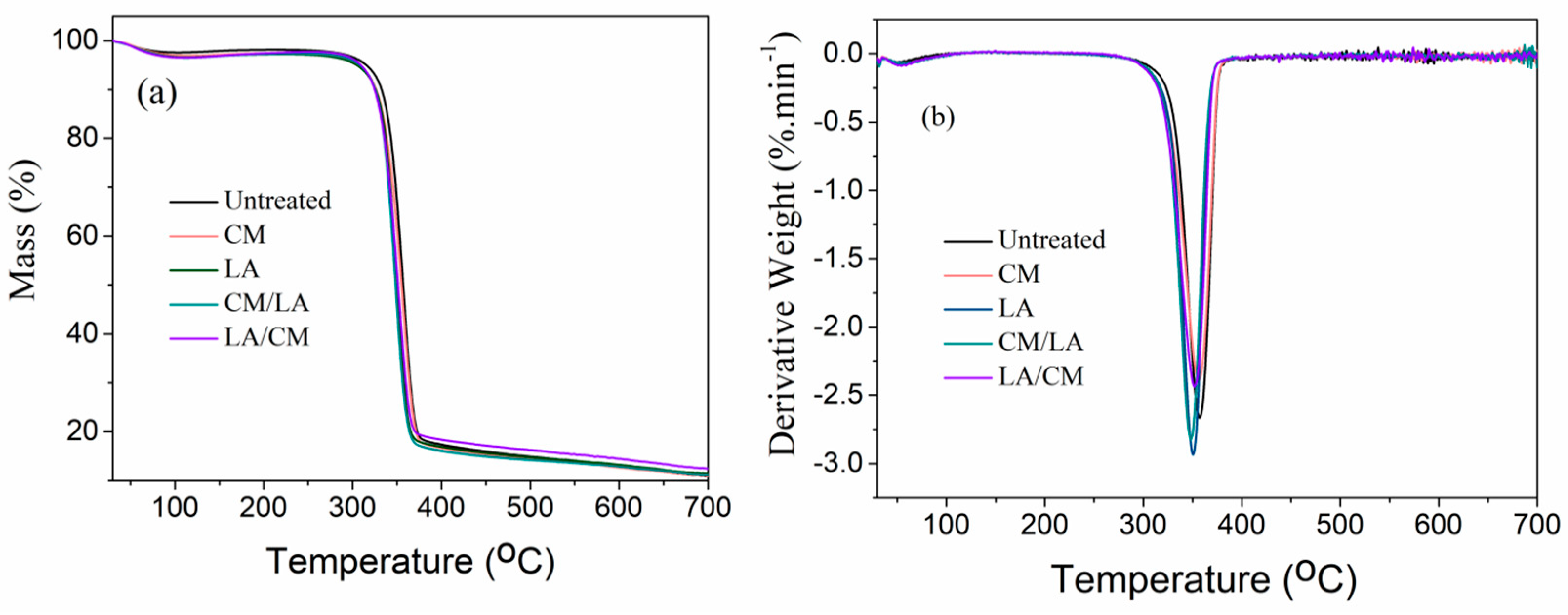
3.3. Thermal Performance
3.4. Wicking Properties
3.5. Treatment Influence on Dyeing Properties
3.6. Color Uniformity
3.7. Colorfastness to Rubbing and Washing
3.8. Treatments Influence on Fabric Softness
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yue, Y.; Zhou, C.; French, A.D.; Xia, G.; Han, G.; Wang, Q.; Wu, Q. Comparative properties of cellulose nano-crystals from native and mercerized cotton fibers. Cellulose 2012, 19, 1173–1187. [Google Scholar] [CrossRef]
- Kafle, K.; Greeson, K.; Lee, C.; Kim, S.H. Cellulose polymorphs and physical properties of cotton fabrics processed with commercial textile mills for mercerization and liquid ammonia treatments. Text. Res. J. 2014, 84, 1692–1699. [Google Scholar] [CrossRef]
- Su, S.; Liang, Y.; Yin, G.; Wang, Q.; Cai, Y.; Peng, X.; Pervez, M.N.; Lin, L. Anhydrous dyeing processes of ramie fiber in liquid ammonia. Cellulose 2019, 26, 8109–8120. [Google Scholar] [CrossRef]
- Cai, Y.; Su, S.; Navik, R.; Wen, S.; Peng, X.; Pervez, M.N.; Lin, L. Cationic modification of ramie fibers in liquid ammonia. Cellulose 2018, 25, 4463–4475. [Google Scholar] [CrossRef]
- Cai, Y.; Liang, Y.; Navik, R.; Zhu, W.; Zhang, C.; Pervez, M.N.; Wang, Q. Improved reactive dye fixation on ramie fiber in liquid ammonia and optimization of fixation parameters using the Taguchi approach. Dyes. Pigm. 2020, 183, 108734. [Google Scholar] [CrossRef]
- Wakida, T.; Kida, K.; Lee, M.; Bae, S.; Yoshioka, H.; Yanai, Y. Dyeing and mechanical properties of cotton fabrics treated with sodium hydroxide/liquid ammonia and liquid ammonia/sodium hydroxide. Text. Res. J. 2000, 70, 328–332. [Google Scholar] [CrossRef]
- Wakida, T.; Moriya, T.; Lee, M.; Yoshioka, H.; Yanai, Y. Effect of liquid ammonia, sodium hydroxide/liquid ammonia, and subsequent cellulase treatments on mechanical properties of cotton fabric. Text. Res. J. 2000, 70, 161–165. [Google Scholar] [CrossRef]
- Liang, Y.; Zhu, W.; Zhang, C.; Navik, R.; Ding, X.; Mia, M.S.; Pervez, M.N.; Mondal, M.I.H.; Lin, L.; Cai, Y. Post-treatment of reactive dyed cotton fabrics by caustic mercerization and liquid ammonia treatment. Cellulose 2021, 28, 7435–7453. [Google Scholar] [CrossRef]
- Wakida, T.; Lee, M.; Park, S.J.; Hayashi, A. Hot mercerization of cottons. Sen’i Gakkaishi 2002, 58, 304–307. [Google Scholar] [CrossRef][Green Version]
- Wakida, T.; Kitamura, Y.; Lee, M.; Bae, S.; Chen, M.; Yoshioka, H.; Yanai, Y. Effect of hot water processing on dyeing and mechanical properties of cottons treated with liquid ammonia and sodium hydroxide. Text. Res. J. 2000, 70, 769–774. [Google Scholar] [CrossRef]
- Sun, Z.; Zhou, X.; Xing, Z. Effect of liquid ammonia treatment on the pore structure of mercerized cotton and its uptake of reactive dyes. Text. Res. J. 2016, 86, 1625–1636. [Google Scholar] [CrossRef]
- Yao, W.; Weng, Y.; Catchmark, J.M. Improved cellulose X-ray diffraction analysis using Fourier series modeling. Cellulose 2020, 27, 5563–5579. [Google Scholar] [CrossRef]
- Naebe, M.; Tester, D.; McGregor, B.A. The effect of plasma treatment and loop length on the handle of lightweight jersey fabrics as assessed by the Wool HandleMeter. Text. Res. J. 2015, 85, 1190–1197. [Google Scholar] [CrossRef]
- Cai, Y.; Su, S.; Navik, R.; Lou, K.; Peng, X.; Wang, Q.; Zhang, P.; Lin, L. Reactive dyeing of ramie yarn washed by liquid ammonia. Cellulose 2018, 25, 1463–1481. [Google Scholar] [CrossRef]
- Saapan, A.; Kandil, S.; Habib, A. Liquid ammonia and caustic mercerization of cotton fibers using X-ray, infrared, and sorption measurements. Text. Res. J. 1984, 54, 863–867. [Google Scholar] [CrossRef]
- Mittal, A.; Katahira, R.; Himmel, M.E.; Johnson, D.K. Effects of alkaline or liquid-ammonia treatment on crystalline cellulose: Changes in crystalline structure and effects on enzymatic digestibility. Biotechnol. Biofuels 2011, 4, 41. [Google Scholar] [CrossRef]
- Pandey, S.N.; Nair, P. A study of the effect of anhydrous liquid ammonia treatment on cotton. Text. Res. J. 1975, 45, 648–653. [Google Scholar] [CrossRef]
- Rousselle, M.-A.; Nelson, M.L. Reactivity and fine structure of cotton mercerized in sodium hydroxide or liquid ammonia. Text. Res. J. 1976, 46, 648–653. [Google Scholar] [CrossRef]
- French, A.D.; Pérez, S.; Bulone, V.; Rosenau, T.; Gray, D. Cellulose. In Encyclopedia of Polymer Science and Technology, 4th ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2018; pp. 1–69. [Google Scholar]
- Karmakar, S.R. Chemical Technology in the Pre-Treatment Processes of Textiles, 1st ed.; Elsevier: Amsterdam, The Netherlands, 1999. [Google Scholar]
- French, A.D. Idealized powder diffraction patterns for cellulose polymorphs. Cellulose 2014, 21, 885–896. [Google Scholar] [CrossRef]
- Liu, Y.; Li, J.; Cheng, X.; Ren, X.; Huang, T. Self-assembled antibacterial coating by N-halamine polyelectrolytes on a cellulose substrate. J. Mater. Chem. B 2015, 3, 1446–1454. [Google Scholar] [CrossRef]
- Yue, Y.; Han, G.; Wu, Q. Transitional properties of cotton fibers from cellulose i to cellulose II structure. BioResources 2013, 8, 6460–6471. [Google Scholar] [CrossRef]
- Saafan, A.A.; Habib, A.M. Pore structure of modified cotton and its effects on fiber reactive dyeing properties. Colloid. Surf. A 1989, 34, 75–80. [Google Scholar] [CrossRef]
- Elumalai, S.; Roa-Espinosa, A.; Markley, J.L.; Runge, T.M. Combined sodium hydroxide and ammonium hydroxide pretreatment of post-biogas digestion dairy manure fiber for cost effective cellulosic bioethanol production. Sustain. Chem. Process. 2014, 2, 12. [Google Scholar] [CrossRef]
- Garside, P.; Wyeth, P. Identification of cellulosic fibres by FTIR spectroscopy-thread and single fibre analysis by attenuated total reflectance. Stud. Conserv. 2003, 48, 269–275. [Google Scholar] [CrossRef]
- Zahid, M.; Papadopoulou, E.L.; Athanassiou, A.; Bayer, I.S. Strain-responsive mercerized conductive cotton fabrics based on PEDOT: PSS/graphene. Mater. Des. 2017, 135, 213–222. [Google Scholar] [CrossRef]
- Nada, A.-A.M.; Kamel, S.; El-Sakhawy, M. Thermal behaviour and infrared spectroscopy of cellulose carbamates. Polym. Degrad. Stab. 2000, 70, 347–355. [Google Scholar] [CrossRef]
- Oh, S.Y.; Yoo, D.I.; Shin, Y.; Kim, H.C.; Kim, H.Y.; Chung, Y.S.; Park, W.H.; Youk, J.H. Crystalline structure analysis of cellulose treated with sodium hydroxide and carbon dioxide by means of X-ray diffraction and FTIR spectroscopy. Carbohydr. Res. 2005, 340, 2376–2391. [Google Scholar] [CrossRef] [PubMed]
- Široký, J.; Blackburn, R.S.; Bechtold, T.; Taylor, J.; White, P. Attenuated total reflectance Fourier-transform Infrared spectroscopy analysis of crystallinity changes in lyocell following continuous treatment with sodium hydroxide. Cellulose 2010, 17, 103–115. [Google Scholar] [CrossRef]
- Mai, Z.; Xiong, Z.; Shu, X.; Liu, X.; Zhang, H.; Yin, X.; Zhou, Y.; Liu, M.; Zhang, M.; Xu, W.; et al. Multifunctionalization of cotton fabrics with polyvinylsilsesquioxane/ZnO composite coatings. Carbohydr. Polym. 2018, 199, 516–525. [Google Scholar] [CrossRef]
- Shafizadeh, F. Pyrolysis and Combustion of Cellulosic Materials. In Advances in Carbohydrate Chemistry; Wolfrom, M.L., Tipson, R.S., Eds.; Academic Press: New York, NY, USA, 1968; Volume 23, pp. 419–474. [Google Scholar]
- Saafan, A.A. Effects of structural changes on thermal properties and pyrolysis of modified cotton fibres. J. Therm. Anal. 1989, 35, 2367–2377. [Google Scholar] [CrossRef]
- Horrocks, A.R.; Kandola, B.K.; Davies, P.J.; Zhang, S.; Padbury, S.A. Developments in flame retardant textiles—A review. Polym. Degrad. Stab. 2005, 88, 3–12. [Google Scholar] [CrossRef]
- Roman, M.; Winter, W.T. Effect of sulfate groups from sulfuric acid hydrolysis on the thermal degradation behavior of bacterial cellulose. Biomacromolecules 2004, 5, 1671–1677. [Google Scholar] [CrossRef]
- Corrêa, A.C.; Carmona, V.B.; Simão, J.A.; Galvani, F.; Marconcini, J.M.; Mattoso, L.H.C. Cellulose Nanocrystals from Fibers of Macauba (Acrocomia aculeata) and Gravata (Bromelia balansae) from Brazilian Pantanal. Polymers 2019, 11, 1785. [Google Scholar] [CrossRef]
- Kim, H.-S.; Michielsen, S.; DenHartog, E. Wicking in textiles at rates comparable to human sweating. Colloid. Surface. A 2021, 622, 126726. [Google Scholar] [CrossRef]
- Asayesha, A.; Maroufi, M. Effect of yarn twist on wicking of cotton interlock weft knitted fabric. Indian. J. Fibre. Text. Res. 2007, 32, 373–376. [Google Scholar]
- Cimilli Duru, S.; Şahin, U.K. Effects of yarn type, process history, softener type and concentration on wicking and drying properties of cotton plain knitted fabrics. J. Text. Inst. 2020, 111, 1166–1175. [Google Scholar] [CrossRef]
- Shore, J. Cellulosics Dyeing; Society of Dyers and Colourists: Bradford, UK, 1995. [Google Scholar]
- Naikwade, M.; Liu, F.; Wen, S.; Cai, Y.; Navik, R. Combined use of cationization and mercerization as pretreatment for the deep dyeing of ramie fibre. Fibers. Polym. 2017, 18, 1734–1740. [Google Scholar] [CrossRef]
- Wakida, T.; Lee, M.; Niu, S.; Yanai, Y.; Yoshioka, H.; Kobayashi, S.; Bae, S.; Kim, K. Dyeing properties of cotton fibres treated with liquid ammonia. J. Soc. Dyers Colour. 1995, 111, 154–158. [Google Scholar] [CrossRef]
- Rowland, S.P.; Wade, C.P.; Bertoniere, N.R. Pore structure analysis of purified, sodium hydroxide-treated and liquid ammonia-treated cotton celluloses. J. Appl. Polym. Sci. 1984, 29, 3349–3357. [Google Scholar] [CrossRef]
- Mwaikambo, L.Y.; Ansell, M.P. Chemical modification of hemp, sisal, jute, and kapok fibers by alkalization. J. Appl. Polym. Sci. 2002, 84, 2222–2234. [Google Scholar] [CrossRef]
- Filpponen, I.; Argyropoulos, D.S. Determination of cellulose reactivity by using phosphitylation and quantitative 31P NMR spectroscopy. Ind. Eng. Chem. Res. 2008, 47, 8906–8910. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Original | CM | LA | CM/LA | LA/CM |
|---|---|---|---|---|---|
| CI (%) | 78.12 | 60.34 | 58.43 | 41.23 | 38.87 |
| Specimen | Temperature at Initial Cleavage (Tonset, °C) | Temperature at Maximum Degradation (Tmax, °C) | Char Residue at 700 °C (wt.%) |
|---|---|---|---|
| Untreated | 356 | 374 | 10.91 |
| CM | 354 | 370 | 10.96 |
| LA | 352 | 365 | 11.38 |
| CM/LA | 347 | 369 | 11.05 |
| LA/CM | 350 | 367 | 12.38 |
| Dyed Fabric | Index | Untreated | CM | LA | CM/LA | LA/CM |
|---|---|---|---|---|---|---|
| Red 2 | K/S | 4.58 | 5.87 | 5.99 | 6.29 | 6.73 |
| σ | 0.0469 | 0.0539 | 0.0500 | 0.0400 | 0.0922 | |
| Red 195 | K/S | 4.03 | 5.91 | 4.90 | 6.09 | 6.49 |
| σ | 0.0300 | 0.2179 | 0.1887 | 0.2472 | 0.2425 |
| Treatment | Rubbing Fastness (Dry/Wet) | Wash Fastness | ||
|---|---|---|---|---|
| Red 2 | Red 195 | Red 2 | Red 195 | |
| Original | 5/4-5 | 5/4-5 | 5 | 4-5 |
| CM | 5/4 | 5/4 | 5 | 4-5 |
| LA | 5/4-5 | 5/4-5 | 5 | 4-5 |
| CM/LA | 5/4-5 | 5/4-5 | 5 | 4-5 |
| LA/CM | 5/4-5 | 5/4-5 | 5 | 5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, L.; Jiang, T.; Liang, Y.; Pervez, M.N.; Navik, R.; Gao, B.; Cai, Y.; Hassan, M.M.; Kumari, N.; Naddeo, V. Influence of Sequential Liquid Ammonia and Caustic Mercerization Pre-Treatment on Dyeing Performance of Knit Cotton Fabric. Materials 2022, 15, 1758. https://doi.org/10.3390/ma15051758
Lin L, Jiang T, Liang Y, Pervez MN, Navik R, Gao B, Cai Y, Hassan MM, Kumari N, Naddeo V. Influence of Sequential Liquid Ammonia and Caustic Mercerization Pre-Treatment on Dyeing Performance of Knit Cotton Fabric. Materials. 2022; 15(5):1758. https://doi.org/10.3390/ma15051758
Chicago/Turabian StyleLin, Lina, Tiancheng Jiang, Yonghong Liang, Md. Nahid Pervez, Rahul Navik, Bo Gao, Yingjie Cai, Mohammad Mahbubul Hassan, Naveeta Kumari, and Vincenzo Naddeo. 2022. "Influence of Sequential Liquid Ammonia and Caustic Mercerization Pre-Treatment on Dyeing Performance of Knit Cotton Fabric" Materials 15, no. 5: 1758. https://doi.org/10.3390/ma15051758
APA StyleLin, L., Jiang, T., Liang, Y., Pervez, M. N., Navik, R., Gao, B., Cai, Y., Hassan, M. M., Kumari, N., & Naddeo, V. (2022). Influence of Sequential Liquid Ammonia and Caustic Mercerization Pre-Treatment on Dyeing Performance of Knit Cotton Fabric. Materials, 15(5), 1758. https://doi.org/10.3390/ma15051758