

A Sustainable Reuse of Agro-Industrial Wastes into Green Cement Bricks


 ,
,  ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Experimental Investigation
2.1. Materials
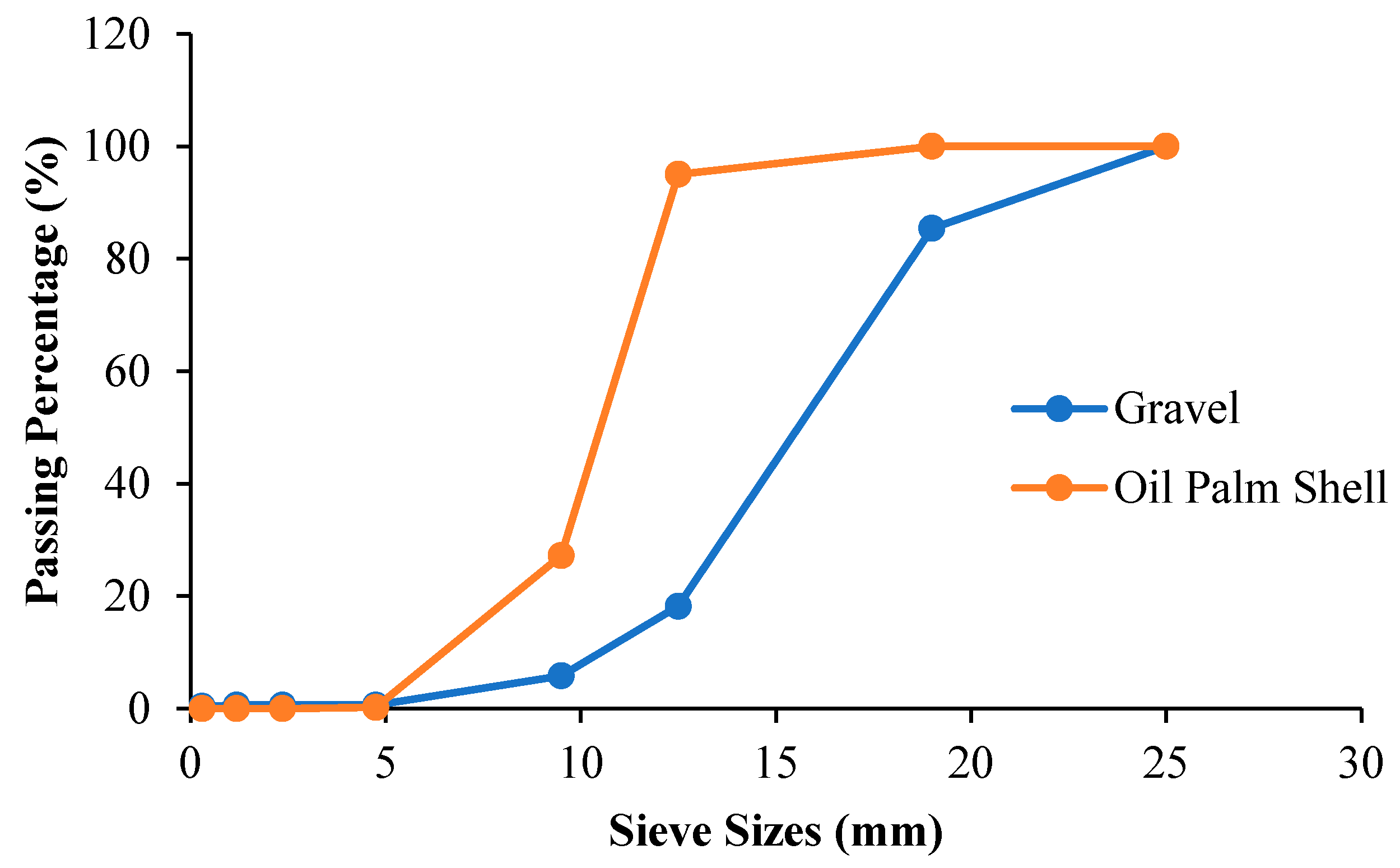
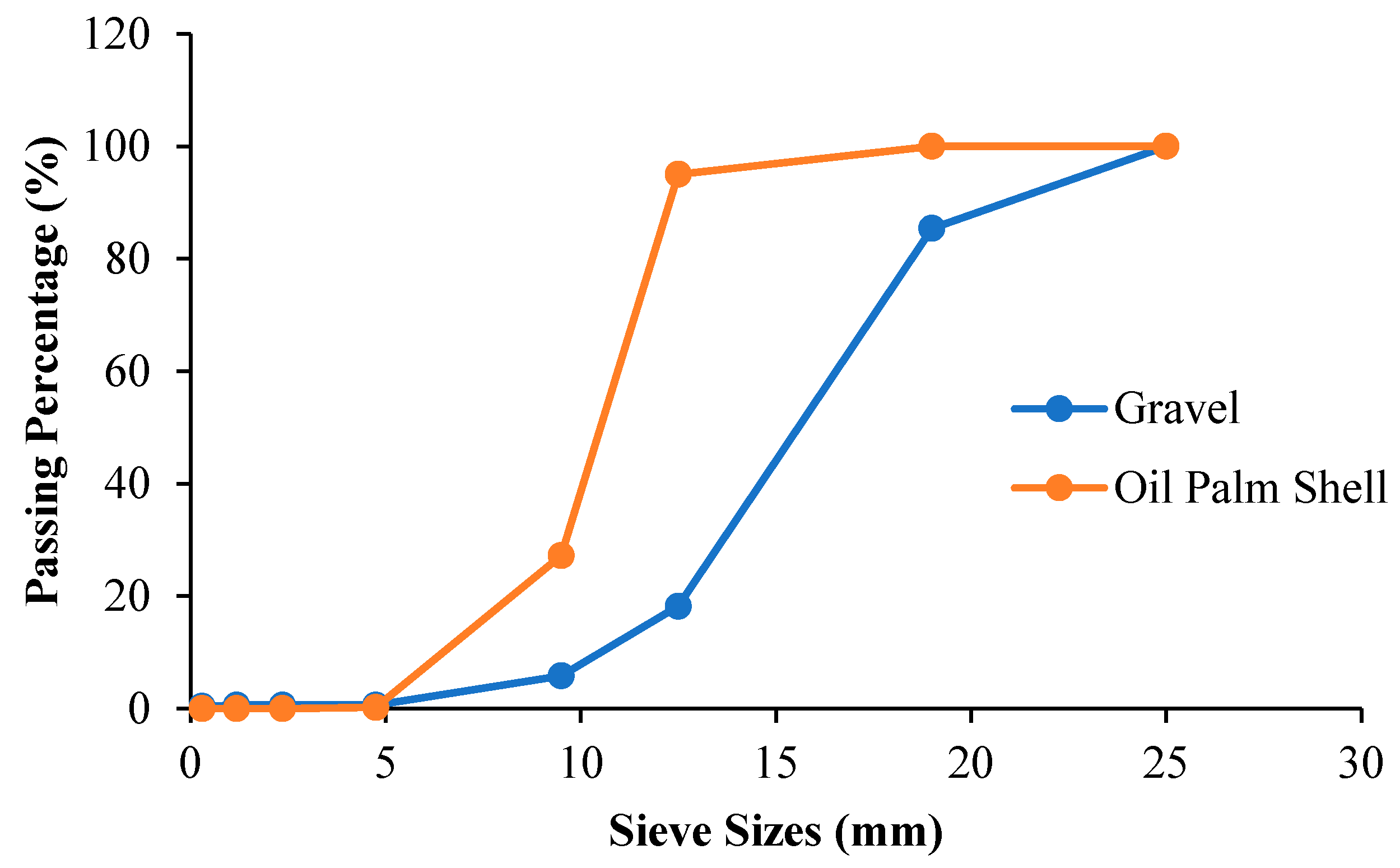
Particle Size Distribution
2.2. Mix Design
2.3. Methods of Testing
2.3.1. Slump Test and Density
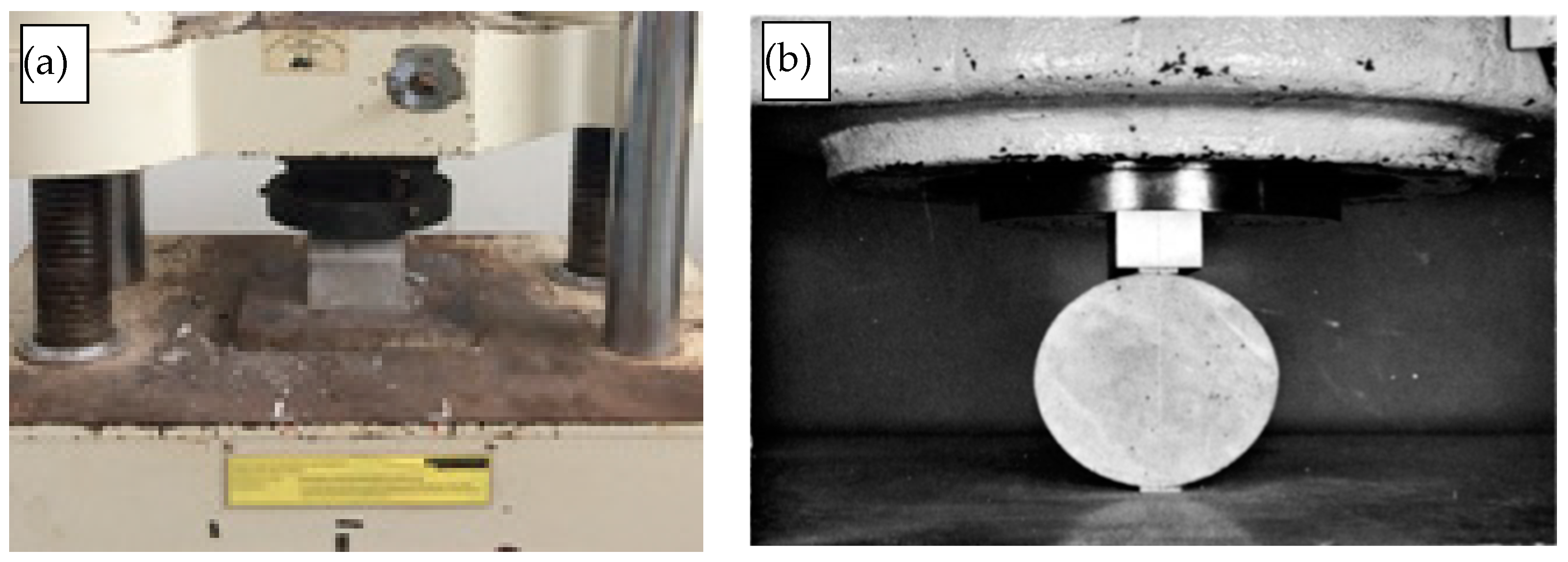
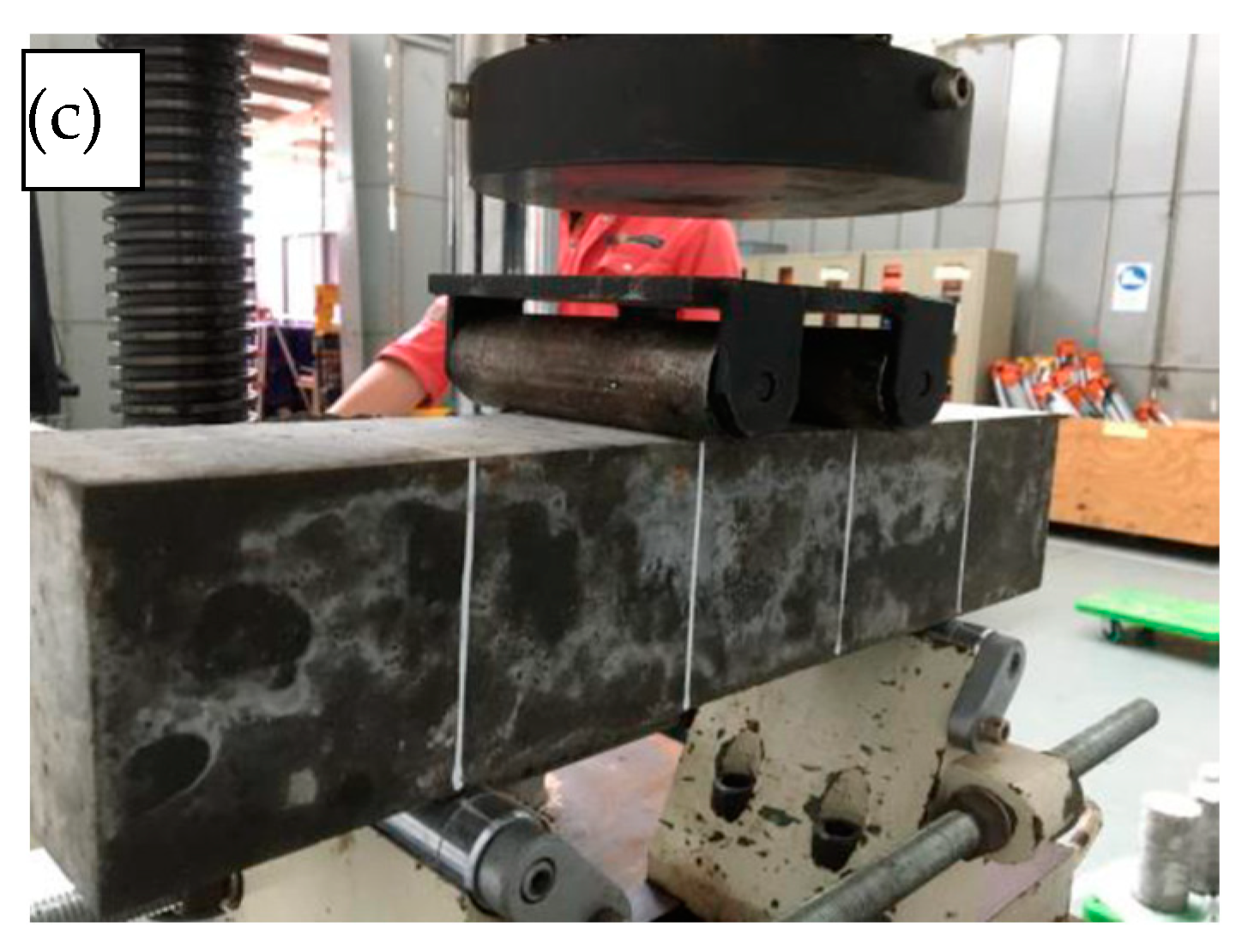
2.3.2. Strength Test
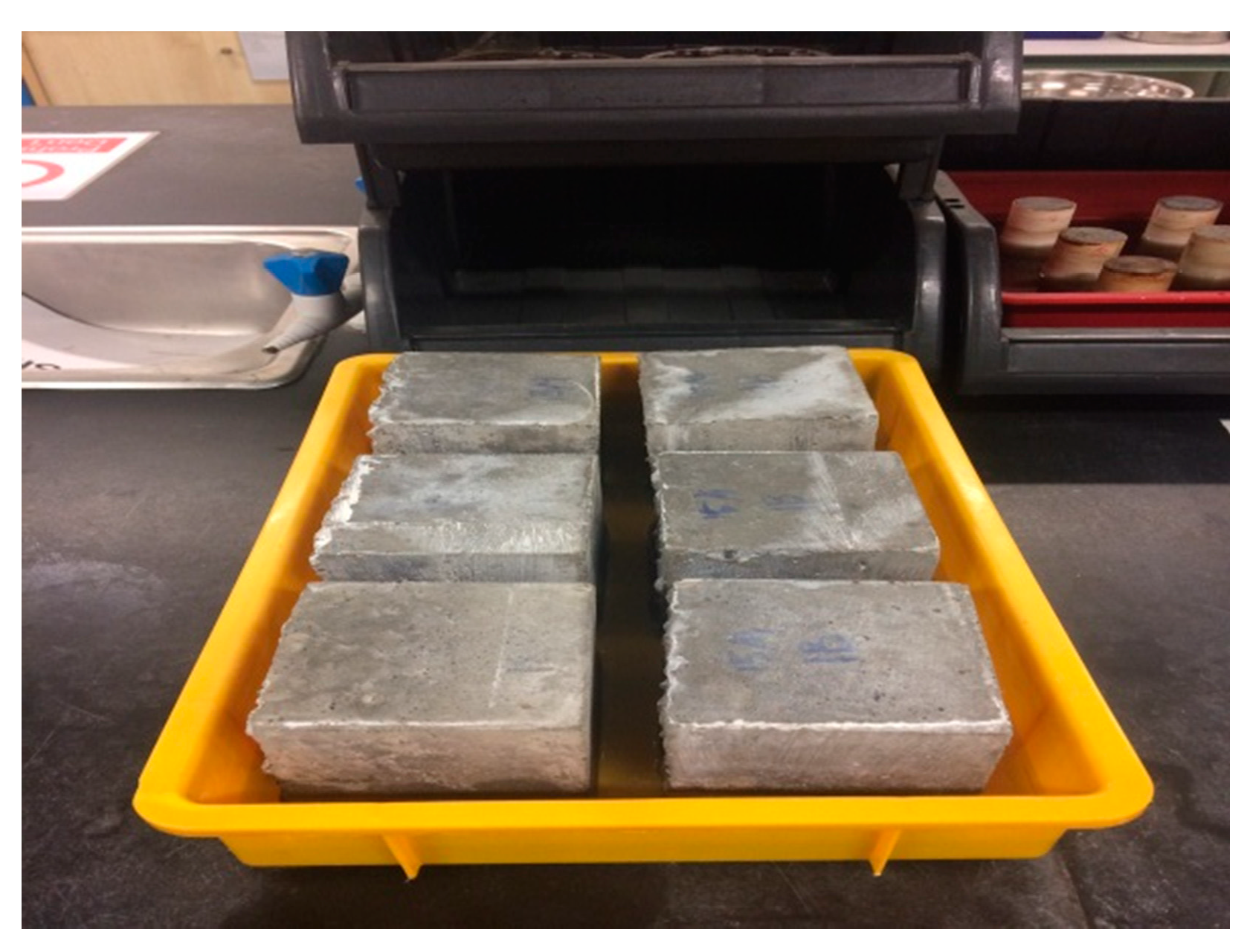
2.3.3. Efflorescence and Water Absorption Tests
3. Results and Discussions
3.1. Densities and Slump Properties
3.2. Mechanical Properties
3.2.1. Compressive Strength
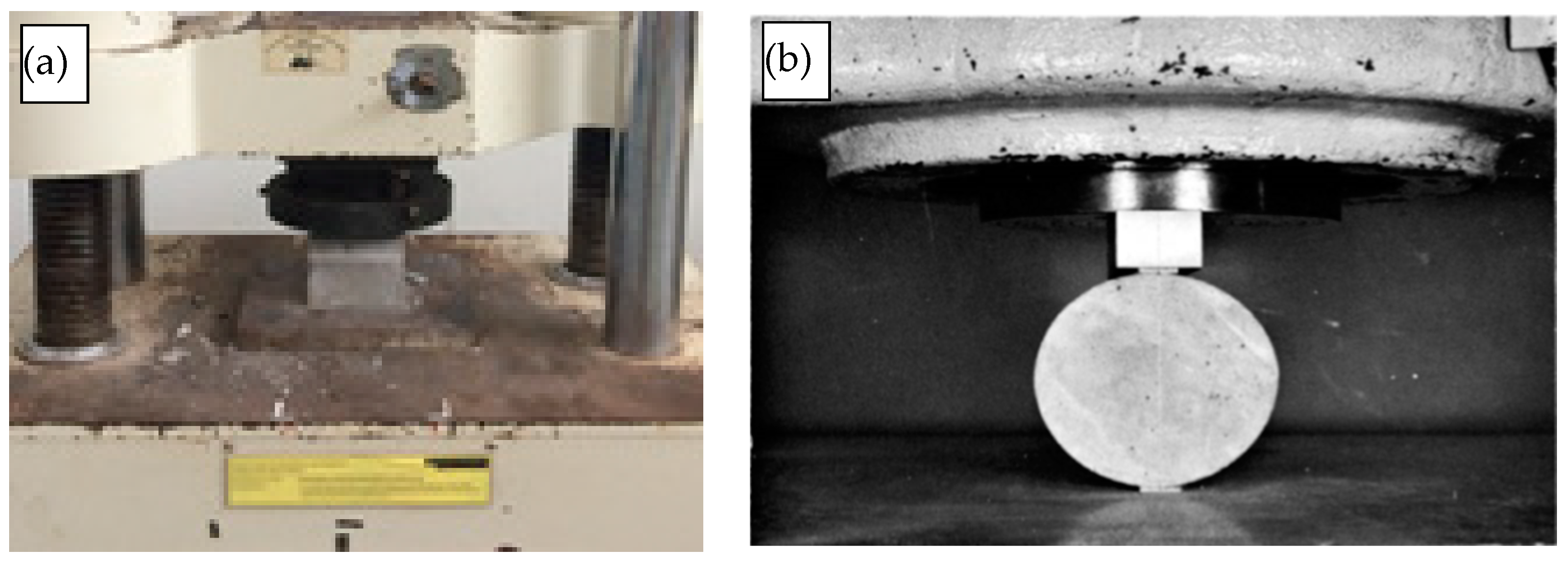
3.2.2. Splitting Tensile Strength
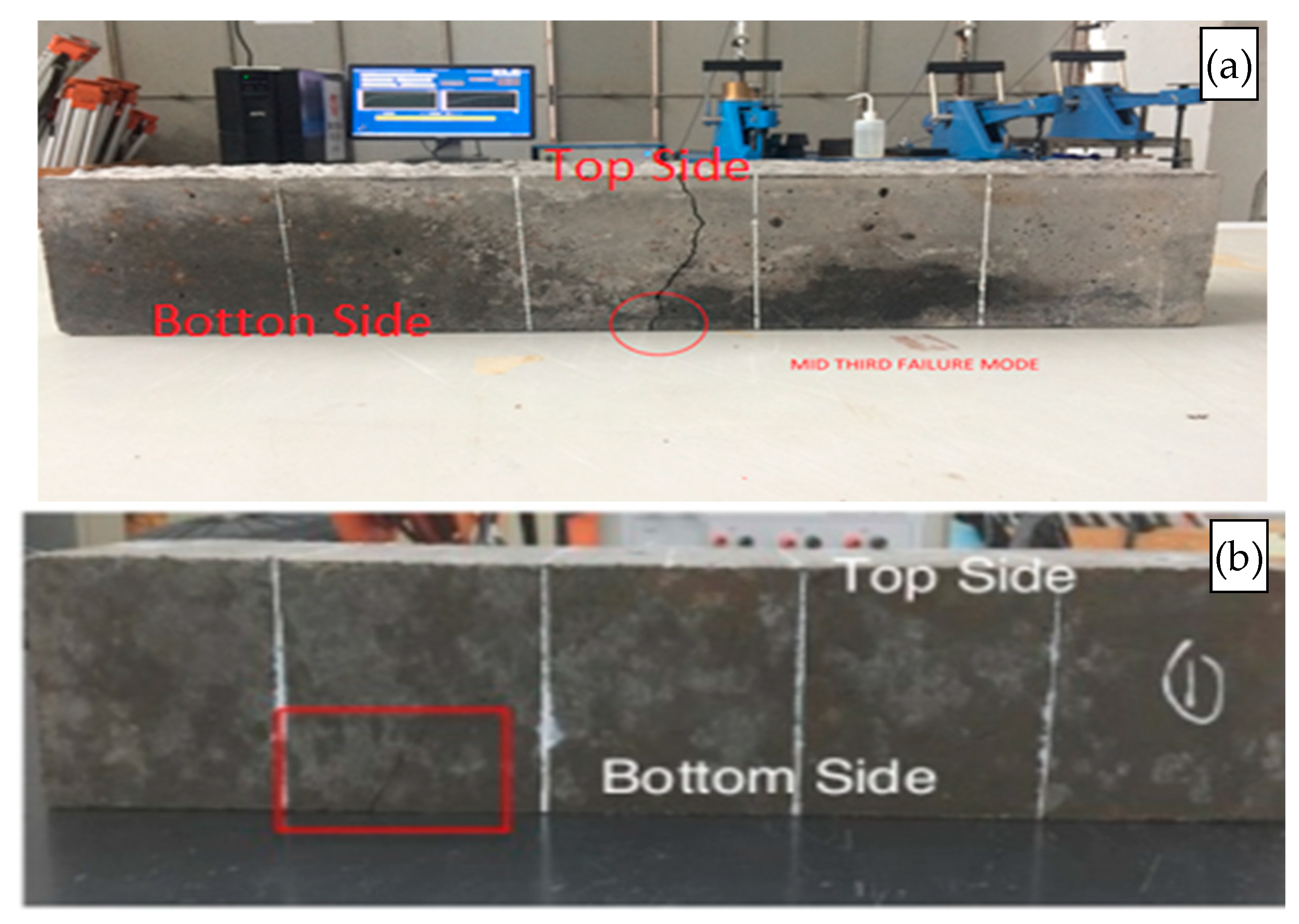
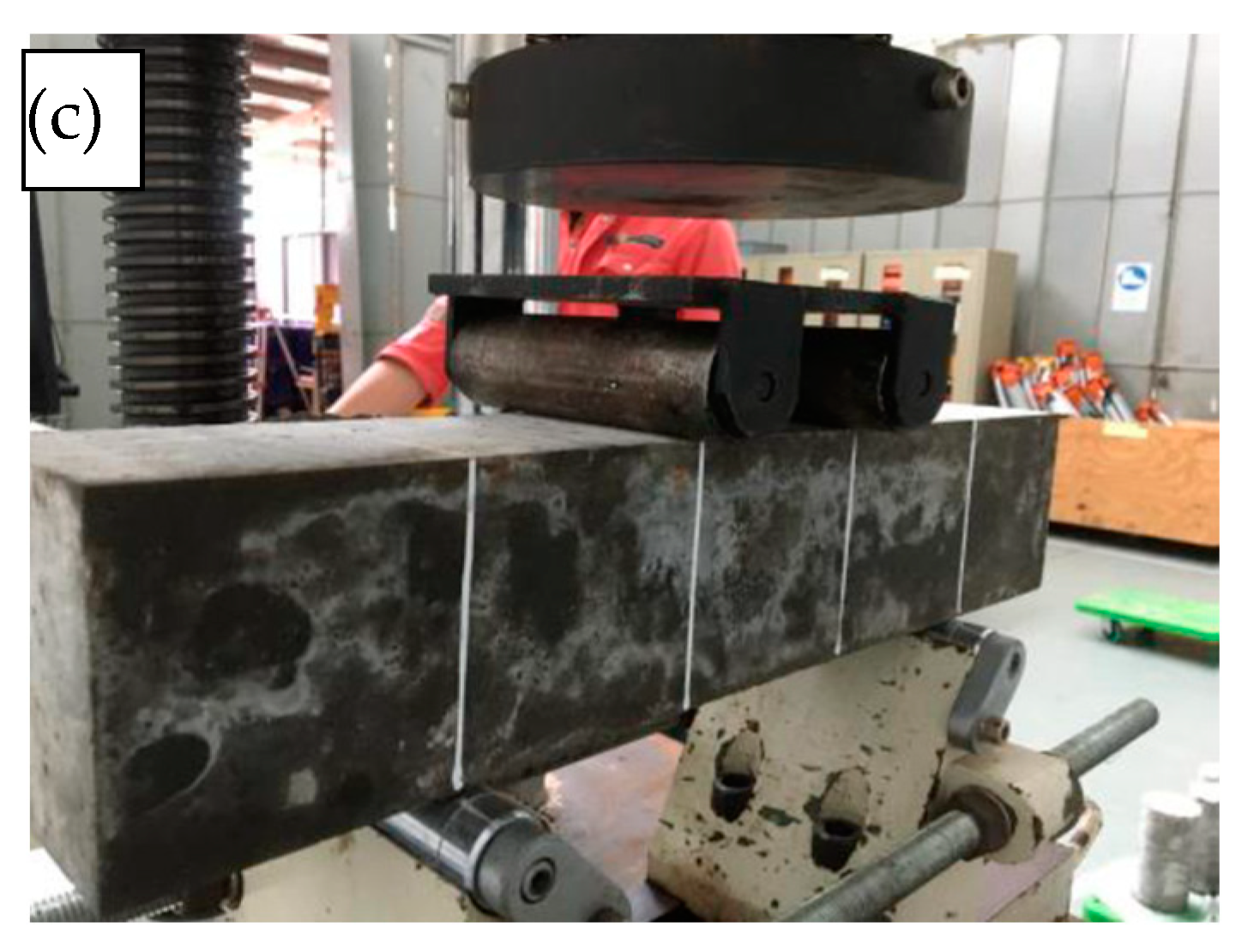
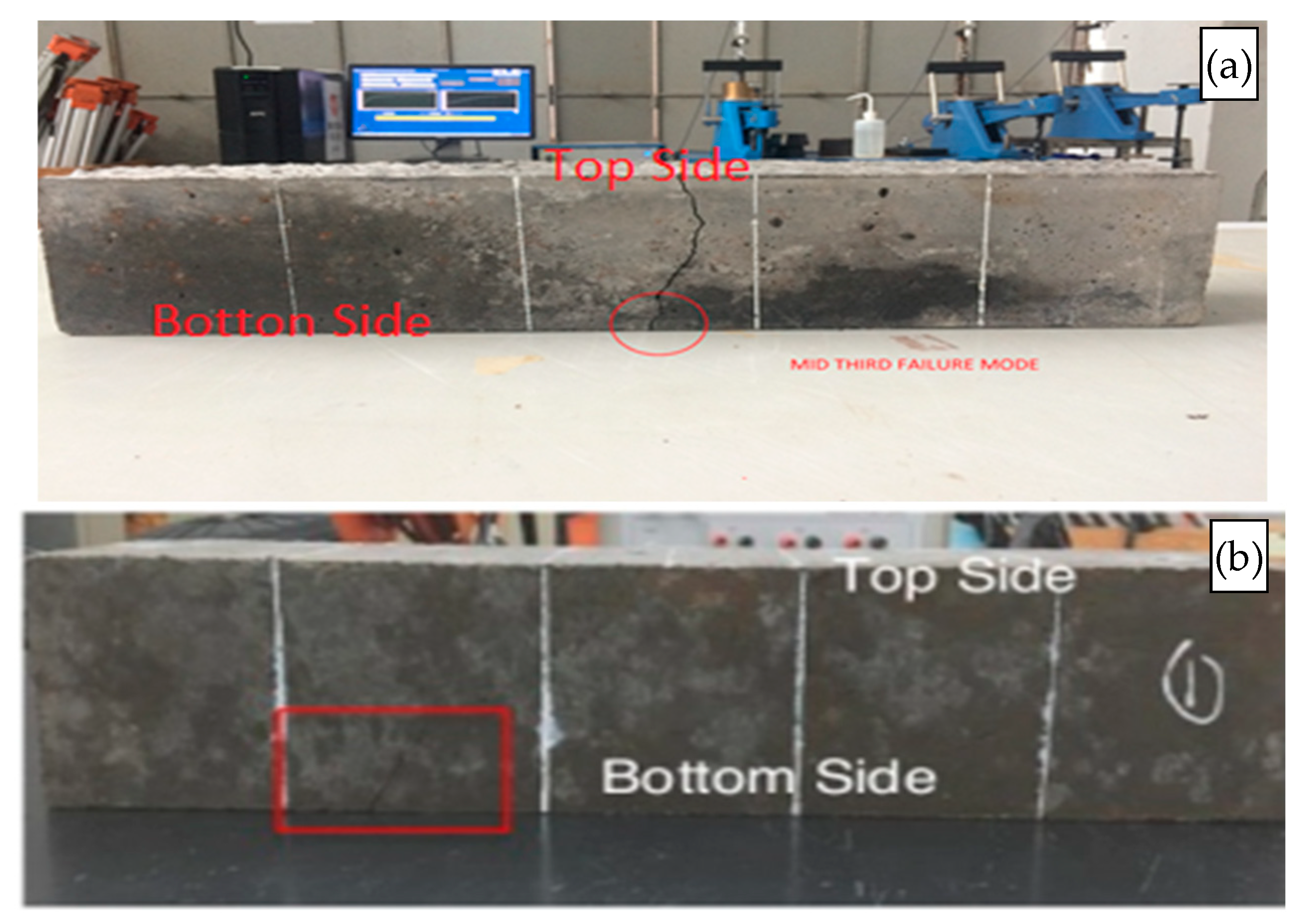
3.2.3. Flexural Strength
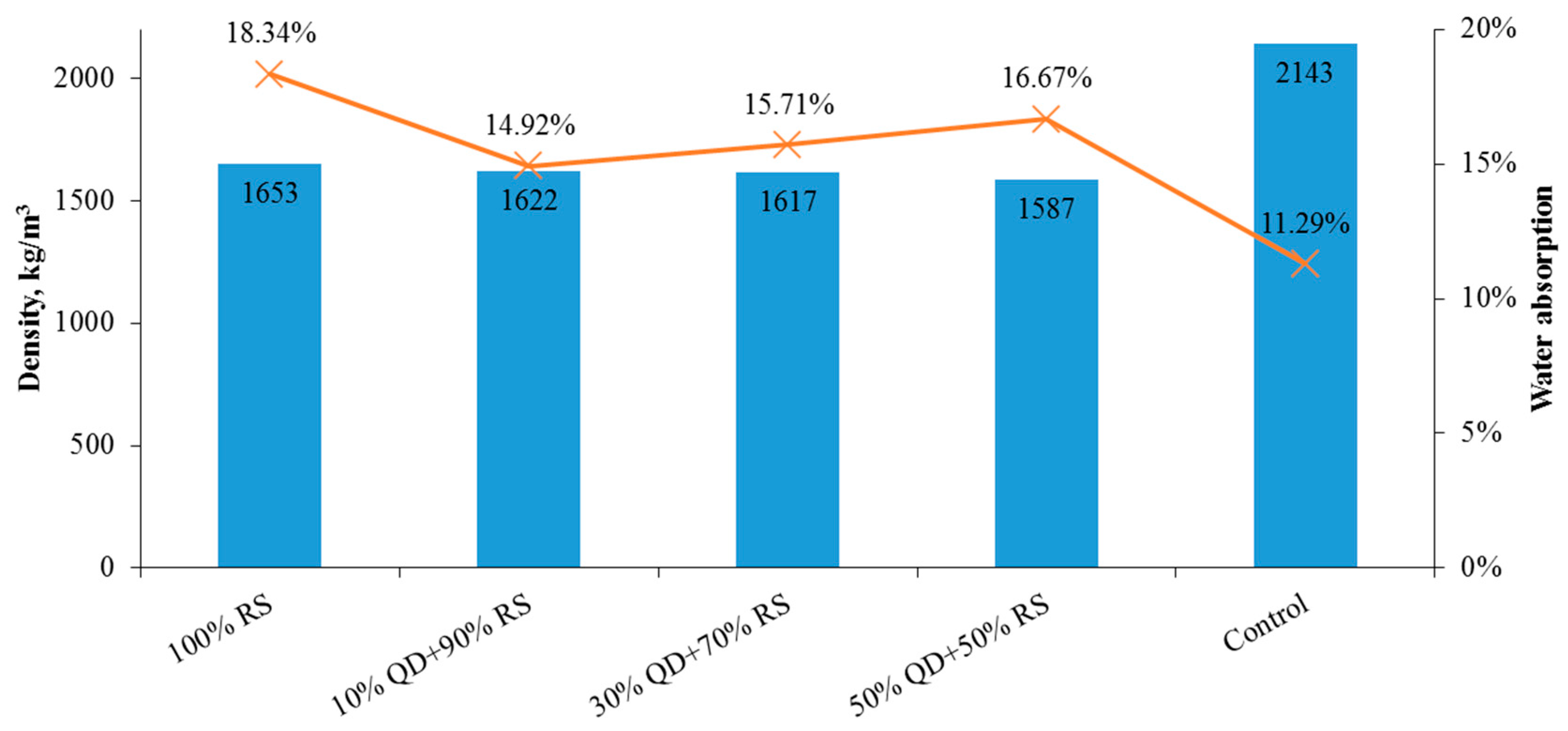
3.2.4. Water Absorption
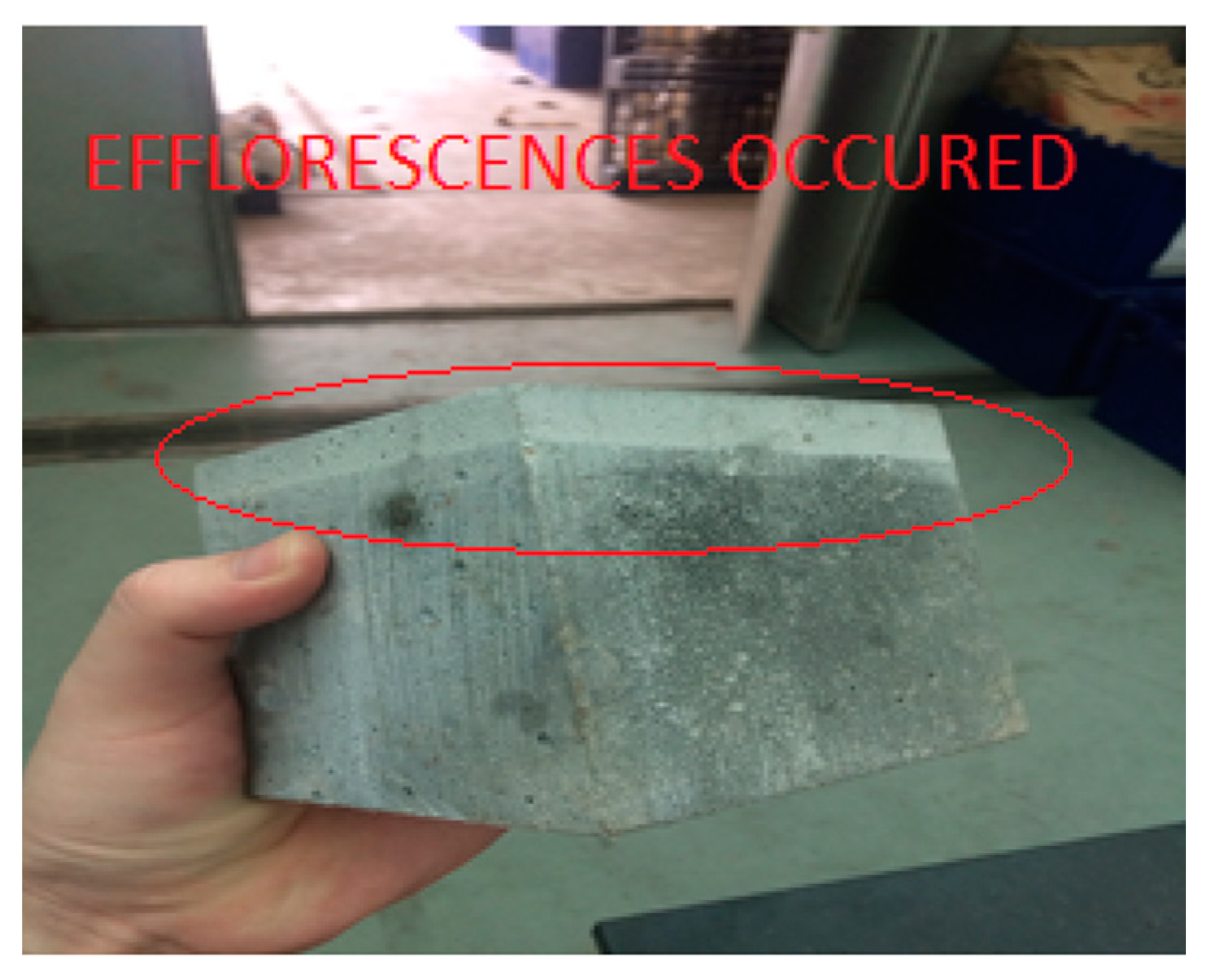
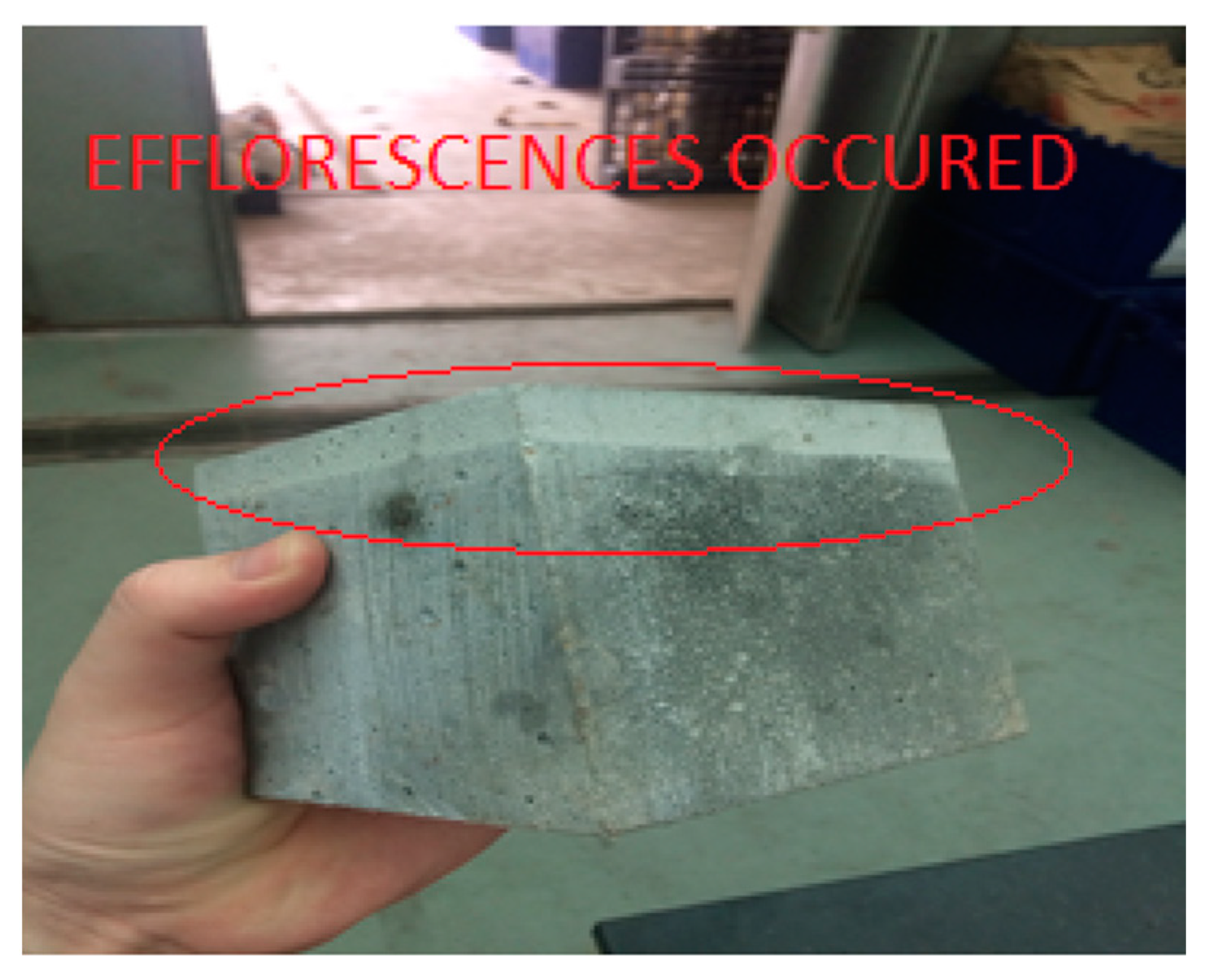
3.2.5. Efflorescence Test
3.3. Effects of Drying Shrinkage
3.4. Effects of Saturated Surface Dried Aggregate
3.5. Code Specifications
3.6. Cost Analysis
4. Conclusions
- −
- All design mixes in the second phase met the minimal structural compressive strength of 17 MPa, whereas only 30% QD + 70% RS achieved the minimal tensile splitting strength of 2 MPa for a structural requirement. The compressive strength has been improved as compared to those in [29].
- −
- The water absorptions of all specimens were between 14.9 to 18.3%, with densities of lesser than 1700 kg/m3. All design mixes were effloresced where a layer of mineral salt precipitation was found within the specimens.
- −
- It is found that the grounded POFA is able to slip in the gaps between coarse aggregates and undergo pozzolanic reactions. Moreover, these pozzolanic reactions are able to reduce the water pockets in the concrete matrices and hence reduce the drying shrinkage, resulting in a more dense and solid concrete product.
- −
- All design mixes complied with Malaysian (load-bearing brick of Classes 1 to 4), Singapore (common brick of Grades 2 and 3), and ASTM (building and facing bricks at moderate weather conditions) specifications.
- −
- It is revealed that the specimens with limestone powder have experienced two phases of precipitation. This justified that the efflorescence visibility was more obvious as compared to the control specimen.
- −
- The cost to fabricate a single brick was found almost equivalent to a conventional cement brick.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Herbert, T. Brick: A world history. Choice Rev. Online 2004, 41, 3863. [Google Scholar] [CrossRef]
- Zhang, L. Production of bricks from waste materials—A review. Constr. Build. Mater. 2013, 47, 643–655. [Google Scholar] [CrossRef]
- Makul, N.; Fediuk, R.; Amran, H.M.M.; Zeyad, A.M.; de Azevedo, A.R.G.; Klyuev, S.; Vatin, N.; Karelina, M. Capacity to develop recycled aggregate concrete in South East Asia. Buildings 2021, 11, 234. [Google Scholar] [CrossRef]
- Sebastián, E.; Cultrone, G. Technology of rammed-earth constructions (“Tapial”) in Andalusia (Spain): Their restoration and conservation. In Materials, Technologies and Practice in Historic Heritage Structures; Dan, M.B., Přikry, R., Török, Á., Eds.; Springer: Dordrecht, The Netherlands, 2010; pp. 11–28. ISBN 978-90-481-2684-2. [Google Scholar]
- Balaguera, A.; Carvajal, G.I.; Albertí, J.; Fullana-i-Palmer, P. Life cycle assessment of road construction alternative materials: A literature review. Resour. Conserv. Recycl. 2018, 132, 37–48. [Google Scholar] [CrossRef]
- Murmu, A.L.; Patel, A. Towards sustainable bricks production: An overview. Constr. Build. Mater. 2018, 165, 112–125. [Google Scholar] [CrossRef]
- Mohd Hasan, M.R.; Chew, J.W.; Jamshidi, A.; Yang, X.; Hamzah, M.O. Review of sustainability, pretreatment, and engineering considerations of asphalt modifiers from the industrial solid wastes. J. Traffic Transp. Eng. 2019, 6, 209–244. [Google Scholar] [CrossRef]
- Jong, L.Y.; Teo, D.C.L. Concrete containing palm oil fuel ash (POFA) and oil palm shell (OPS) subjected to elevated temperatures. J. Civ. Eng. Sci. Technol. 2014, 5, 13–17. [Google Scholar] [CrossRef] [Green Version]
- Amran, M.; Fediuk, R.; Murali, G.; Vatin, N.; Karelina, M.; Ozbakkaloglu, T.; Krishna, R.S.; Kumar, A.S.; Kumar, D.S.; Mishra, J. Rice husk ash-based concrete composites: A critical review of their properties and applications. Crystals 2021, 11, 168. [Google Scholar] [CrossRef]
- Avudaiappan, S.; Prakatanoju, S.; Amran, M.; Aepuru, R.; Saavedra Flores, E.I.; Das, R.; Gupta, R.; Fediuk, R.; Vatin, N. Experimental investigation and image processing to predict the properties of concrete with the addition of nano silica and rice husk ash. Crystals 2021, 11, 1230. [Google Scholar] [CrossRef]
- Chiang, K.Y.; Chou, P.H.; Hua, C.R.; Chien, K.L.; Cheeseman, C. Lightweight bricks manufactured from water treatment sludge and rice husks. J. Hazard. Mater. 2009, 171, 76–82. [Google Scholar] [CrossRef]
- Juel, M.A.I.; Mizan, A.; Ahmed, T. Sustainable use of tannery sludge in brick manufacturing in Bangladesh. Waste Manag. 2017, 60, 259–269. [Google Scholar] [CrossRef] [PubMed]
- Kinuthia, J.M.; Nidzam, R.M. Towards zero industrial waste: Utilisation of brick dust waste in sustainable construction. Waste Manag. 2011, 31, 1867–1878. [Google Scholar] [CrossRef] [PubMed]
- Ng, W.P.Q.; Lam, H.L.; Ng, F.Y.; Kamal, M.; Lim, J.H.E. Waste-to-wealth: Green potential from palm biomass in Malaysia. J. Clean. Prod. 2012, 34, 57–65. [Google Scholar] [CrossRef] [Green Version]
- Asensio, E.; Medina, C.; Frías, M.; de Rojas, M.I.S. Characterization of ceramic-based construction and demolition waste: Use as pozzolan in cements. J. Am. Ceram. Soc. 2016, 99, 4121–4127. [Google Scholar] [CrossRef]
- Muñoz, V.P.; Morales, O.M.P.; Letelier, G.V.; Mendívil, G.M.A. Fired clay bricks made by adding wastes: Assessment of the impact on physical, mechanical and thermal properties. Constr. Build. Mater. 2016, 125, 241–252. [Google Scholar] [CrossRef]
- De Lassio, J.; França, J.; Espirito Santo, K.; Haddad, A. Case study: LCA methodology applied to materials management in a Brazilian residential construction site. J. Eng. 2016, 2016, 8513293. [Google Scholar] [CrossRef] [Green Version]
- Kaza, S.; Yao, L.C.; Bhada-Tata, P.; Van Woerden, F. What a Waste 2.0: A Global Snapshot of Solid Waste Management to 2050; World Bank Publications: Washington, DC, USA, 2018. [Google Scholar]
- Arrigoni, A.; Grillet, A.C.; Pelosato, R.; Dotelli, G.; Beckett, C.T.S.; Woloszyn, M.; Ciancio, D. Reduction of rammed earth’s hygroscopic performance under stabilisation: An experimental investigation. Build. Environ. 2017, 115, 358–367. [Google Scholar] [CrossRef]
- Sekhar, D.C.; Nayak, S. Utilization of granulated blast furnace slag and cement in the manufacture of compressed stabilized earth blocks. Constr. Build. Mater. 2018, 166, 531–536. [Google Scholar] [CrossRef]
- Da Cardoso, A.C.F.; Galatto, S.L.; Guadagnin, M.R. Estimativa de geração de resíduos da construção civil e estudo de viabilidade de usina de triagem e reciclagem. Rev. Bras. Ciênc. Ambient. 2014, 31, 1–10. [Google Scholar]
- Rodseth, C.; Notten, P.; von Blottnitz, H. A revised approach for estimating informally disposed domestic waste in rural versus urban South Africa and implications for waste management. S. Afr. J. Sci. 2020, 116, 1–6. [Google Scholar] [CrossRef]
- Kadir, A.A.; Mohajerani, A. Bricks: An excellent building material for recycling wastes—A review. In Proceedings of the IASTED International Conference on Environmental Management and Engineering (EME 2011), Calgary, AB, Canada, 4–6 July 2011; pp. 108–115. [Google Scholar]
- Al-Fakih, A.; Mohammed, B.S.; Wahab, M.M.A.; Liew, M.S.; Mugahed Amran, Y.H.; Alyousef, R.; Alabduljabbar, H. Characteristic compressive strength correlation of rubberized concrete interlocking masonry wall. Structures 2020, 26, 169–184. [Google Scholar] [CrossRef]
- Lesovik, V.; Volodchenko, A.; Fediuk, R.; Mugahed Amran, Y.H.; Timokhin, R. Enhancing performances of clay masonry materials based on nanosize mine waste. Constr. Build. Mater. 2021, 269, 121333. [Google Scholar] [CrossRef]
- Al-Fakih, A.; Mohammed, B.S.; Wahab, M.M.A.; Liew, M.S.; Mugahed Amran, Y.H. Flexural behavior of rubberized concrete interlocking masonry walls under out-of-plane load. Constr. Build. Mater. 2020, 263, 120661. [Google Scholar] [CrossRef]
- Buyle, M.; Braet, J.; Audenaert, A. Life cycle assessment in the construction sector: A review. Renew. Sustain. Energy Rev. 2013, 26, 379–388. [Google Scholar] [CrossRef]
- Smol, M.; Kulczycka, J.; Henclik, A.; Gorazda, K.; Wzorek, Z. The possible use of sewage sludge ash (SSA) in the construction industry as a way towards a circular economy. J. Clean. Prod. 2015, 95, 45–54. [Google Scholar] [CrossRef]
- Raut, A.N.; Gomez, C.P. Development of thermally efficient fibre-based eco-friendly brick reusing locally available waste materials. Constr. Build. Mater. 2017, 133, 275–284. [Google Scholar] [CrossRef] [Green Version]
- Lee, Y.H.; Amran, M.; Yong Lee, Y.; Hong Kueh, A.B.; Fui Kiew, S.; Fediuk, R.; Vatin, N.; Vasilev, Y. Thermal behavior and energy efficiency of modified concretes in the tropical climate: A systematic review. Sustainability 2021, 13, 11957. [Google Scholar] [CrossRef]
- Tolstoy, A.; Lesovik, V.; Fediuk, R.; Amran, M.; Gunasekaran, M.; Vatin, N.; Vasilev, Y. Production of greener high-strength concrete using russian quartz sandstone mine waste aggregates. Materials 2020, 13, 5575. [Google Scholar] [CrossRef]
- Da Silva, T.R.; de Azevedo, A.R.G.; Cecchin, D.; Marvila, M.T.; Amran, M.; Fediuk, R.; Vatin, N.; Karelina, M.; Klyuev, S.; Szelag, M. Application of plastic wastes in construction materials: A review using the concept of life-cycle assessment in the context of recent research for future perspectives. Materials 2021, 14, 3549. [Google Scholar] [CrossRef]
- Lesovik, V.; Volodchenko, A.; Fediuk, R.; Mugahed Amran, Y.H. Improving the hardened properties of nonautoclaved silicate materials using nanodispersed mine waste. J. Mater. Civ. Eng. 2021, 33, 04021214. [Google Scholar] [CrossRef]
- Petropavlovskii, K.; Novichenkova, T.; Petropavlovskaya, V.; Sulman, M.; Fediuk, R.; Amran, M. Faience waste for the production of wall products. Materials 2021, 14, 6677. [Google Scholar] [CrossRef] [PubMed]
- De Carvalho Araújo, C.K.; Salvador, R.; Moro Piekarski, C.; Sokulski, C.C.; de Francisco, A.C.; de Carvalho Araújo Camargo, S.K. Circular economy practices on wood panels: A bibliographic analysis. Sustainability 2019, 11, 1057. [Google Scholar] [CrossRef] [Green Version]
- Krishna, R.S.; Mishra, J.; Meher, S.; Das, S.K.; Mustakim, S.M.; Singh, S.K. Industrial solid waste management through sustainable green technology: Case study insights from steel and mining industry in Keonjhar, India. Mater. Today Proc. 2020, 33, 5243–5249. [Google Scholar] [CrossRef]
- Ashour, T.; Korjenic, A.; Korjenic, S.; Wu, W. Thermal conductivity of unfired earth bricks reinforced by agricultural wastes with cement and gypsum. Energy Build. 2015, 104, 139–146. [Google Scholar] [CrossRef]
- Yuan, X.; Tang, Y.; Li, Y.; Wang, Q.; Zuo, J.; Song, Z. Environmental and economic impacts assessment of concrete pavement brick and permeable brick production process—A case study in China. J. Clean. Prod. 2018, 171, 198–208. [Google Scholar] [CrossRef]
- Shafigh, P.; Jumaat, M.Z.; Mahmud, H.B.; Hamid, N.A.A. Lightweight concrete made from crushed oil palm shell: Tensile strength and effect of initial curing on compressive strength. Constr. Build. Mater. 2012, 27, 252–258. [Google Scholar] [CrossRef]
- Amran, M.; Murali, G.; Fediuk, R.; Vatin, N.; Vasilev, Y.; Abdelgader, H. Palm oil fuel ash-based eco-efficient concrete: A critical review of the short-term properties. Materials 2021, 14, 332. [Google Scholar] [CrossRef]
- Mosaberpanah, M.A.; Amran, Y.H.M.; Akoush, A. Performance investigation of palm kernel shell ash in high strength concrete production. Comput. Concr. 2020, 26, 577–585. [Google Scholar] [CrossRef]
- Al-Hokabi, A.; Hasan, M.; Amran, M.; Fediuk, R.; Vatin, N.I.; Klyuev, S. Improving the early properties of treated soft kaolin clay with palm oil fuel ash and gypsum. Sustainability 2021, 13, 910. [Google Scholar] [CrossRef]
- Amran, M.; Lee, Y.H.; Fediuk, R.; Murali, G.; Mosaberpanah, M.A.; Ozbakkaloglu, T.; Lee, Y.Y.; Vatin, N.; Klyuev, S.; Karelia, M. Palm oil fuel ash-based eco-friendly concrete composite: A critical review of the long-term properties. Materials 2021, 14, 7074. [Google Scholar] [CrossRef]
- Zeyad, A.M.; Johari, M.A.M.; Alharbi, Y.R.; Abadel, A.A.; Amran, Y.H.M.; Tayeh, B.A.; Abutaleb, A. Influence of steam curing regimes on the properties of ultrafine POFA-based high-strength green concrete. J. Build. Eng. 2021, 38, 102204. [Google Scholar] [CrossRef]
- Teo, D.C.L.; Mannan, M.A.; Kurian, V.J. Structural concrete using oil palm shell (OPS) as lightweight aggregate. Turk. J. Eng. Environ. Sci. 2006, 30, 251–257. [Google Scholar]
- Mannan, M.A.; Ganapathy, C. Engineering properties of concrete with oil palm shell as coarse aggregate. Constr. Build. Mater. 2002, 16, 29–34. [Google Scholar] [CrossRef]
- Shafigh, P.; Jumaat, M.Z.; Mahmud, H. Oil palm shell as a lightweight aggregate for production high strength lightweight concrete. Constr. Build. Mater. 2011, 25, 1848–1853. [Google Scholar] [CrossRef]
- Shafigh, P.; Johnson Alengaram, U.; Mahmud, H.B.; Jumaat, M.Z. Engineering properties of oil palm shell lightweight concrete containing fly ash. Mater. Des. 2013, 49, 613–621. [Google Scholar] [CrossRef]
- Shafigh, P.; Jumaat, M.Z.; Mahmud, H. Mix design and mechanical properties of oil palm shell lightweight aggregate concrete: A review. Int. J. Phys. Sci. 2010, 5, 2127–2134. [Google Scholar]
- Aslam, M.; Shafigh, P.; Jumaat, M.Z. Oil-palm by-products as lightweight aggregate in concrete mixture: A review. J. Clean. Prod. 2016, 126, 56–73. [Google Scholar] [CrossRef]
- Zhao, Y.; Qiu, J.; Xing, J.; Sun, X. Recycling of quarry dust for supplementary cementitious materials in low carbon cement. Constr. Build. Mater. 2020, 237, 117608. [Google Scholar] [CrossRef]
- Dhoka, M.M.C. Green concrete: Using industrial waste of marble powder, quarry dust and paper pulp. Int. J. Eng. Sci. Invent. 2013, 2, 67–70. [Google Scholar]
- Lim, J.S.; Cheah, C.B.; Ramli, M.B. The setting behavior, mechanical properties and drying shrinkage of ternary blended concrete containing granite quarry dust and processed steel slag aggregate. Constr. Build. Mater. 2019, 215, 447–461. [Google Scholar] [CrossRef]
- Irwan, J.M.; Othman, N.; Koh, H.B. Properties of sand cement brick containing quarry dust (SCBQD) and bacteria strain. Int. J. Sustain. Constr. Eng. Technol. 2020, 11, 13–22. [Google Scholar] [CrossRef]
- Siddika, A.; Amin, M.R.; Rayhan, M.A.; Islam, M.S.; Mamun, M.A.A.; Alyousef, R.; Mugahed Amran, Y.H. Performance of sustainable green concrete incorporated with fly ash, rice husk ash, and stone dust. Acta Polytech. 2021, 61, 279–291. [Google Scholar] [CrossRef]
- Saheed, S.; Amran, Y.H.M.; El-Zeadani, M.; Aziz, F.N.A.; Fediuk, R.; Alyousef, R.; Alabduljabbar, H. Structural behavior of out-of-plane loaded precast lightweight EPS-foam concrete C-shaped slabs. J. Build. Eng. 2021, 33, 101597. [Google Scholar] [CrossRef]
- Saheed, S.; Aziz, F.N.A.A.; Amran, M.; Vatin, N.; Fediuk, R.; Ozbakkaloglu, T.; Murali, G.; Mosaberpanah, M.A. Structural performance of shear loaded precast EPS-foam concrete half-shaped slabs. Sustainability 2020, 12, 9679. [Google Scholar] [CrossRef]
- Lim, S.K.; Tan, C.S.; Li, B.; Ling, T.C.; Hossain, M.U.; Poon, C.S. Utilizing high volumes quarry wastes in the production of lightweight foamed concrete. Constr. Build. Mater. 2017, 151, 441–448. [Google Scholar] [CrossRef]
- Febin, G.K.; Abhirami, A.; Vineetha, A.K.; Manisha, V.; Ramkrishnan, R.; Sathyan, D.; Mini, K.M. Strength and durability properties of quarry dust powder incorporated concrete blocks. Constr. Build. Mater. 2019, 228, 116793. [Google Scholar] [CrossRef]
- Ilangovana, R.; Mahendrana, N.; Nagamanib, K. Strength and durability properties of concrete containing quarry rock dust as fine aggregate. J. Eng. Appl. Sci. 2008, 3, 20–26. [Google Scholar]
- Hamid Mir, A. Improved concrete properties using quarry dust as replacement for natural sand. Int. J. Eng. Res. Dev. 2015, 11, 46–52. [Google Scholar]
- ASTM C330; Standard Specification for Lightweight Aggregates for Structural Concrete. ASTM International: West Conshohocken, PA, USA, 2009. [CrossRef]
- ASTM C33; Standard Specification for Concrete Aggregates. ASTM International: West Conshohocken, PA, USA, 2010.
- ASTM C143/C143M; Standard Test Method for Slump of Hydraulic-Cement Concrete. ASTM International: West Conshohocken, PA, USA, 2015.
- ASTM C172/C172M-10; Standard Practice for Sampling Freshly Mixed Concrete. ASTM International: West Conshohocken, PA, USA, 2010.
- ASTM C140/C140M; Standard Test Methods for Sampling and Testing Concrete Masonry Units and Related Units 1. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM C496/C496M-17; Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens ASTM C-496. ASTM International: West Conshohocken, PA, USA, 2011; ISBN 5919881100.
- ASTM C78; Standard Test Method for Flexural Strength of Concrete. ASTM International: West Conshohocken, PA, USA, 2016.
- Sanders, J.P.; Brosnan, D.A. Test method for determining the efflorescence potential of masonry materials based on soluble salt content. J. ASTM Int. 2010, 7, 102725. [Google Scholar] [CrossRef]
- Singh, M.; Siddique, R. Effect of coal bottom ash as partial replacement of sand on properties of concrete. Resour. Conserv. Recycl. 2013, 72, 20–32. [Google Scholar] [CrossRef]
- Amran, M.; Fediuk, R.; Abdelgader, H.S.; Murali, G.; Ozbakkaloglu, T.; Lee, Y.H.; Lee, Y.Y. Fiber-reinforced alkali-activated concrete: A review. J. Build. Eng. 2022, 45, 103638. [Google Scholar] [CrossRef]
- Muthusamy, K.; Nur Azzimah, Z. Exploratory study of palm oil fuel ash as partial cement replacement in oil palm shell lightweight aggregate concrete. Res. J. Appl. Sci. Eng. Technol. 2014, 8, 150–152. [Google Scholar] [CrossRef]
- Uysal, M.; Yilmaz, K. Effect of mineral admixtures on properties of self-compacting concrete. Cem. Concr. Compos. 2011, 33, 771–776. [Google Scholar] [CrossRef]
- Wang, D.; Shi, C.; Farzadnia, N.; Shi, Z.; Jia, H.; Ou, Z. A review on use of limestone powder in cement-based materials: Mechanism, hydration and microstructures. Constr. Build. Mater. 2018, 181, 659–672. [Google Scholar] [CrossRef]
- Sargent, P. The development of alkali-activated mixtures for soil stabilisation. In Handbook of Alkali-Activated Cements, Mortars and Concretes; Elsevier: Amsterdam, The Netherlands, 2015; ISBN 9781782422884. [Google Scholar]
- Alyousef, R.; Mohammadhosseini, H.; Alrshoudi, F.; Tahir, M.M.; Alabduljabbar, H.; Mohamed, A.M. Enhanced performance of concrete composites comprising waste metalised polypropylene fibres exposed to aggressive environments. Crystals 2020, 10, 696. [Google Scholar] [CrossRef]
- Topçu, I.B.; Uygunoǧlu, T. Effect of aggregate type on properties of hardened self-consolidating lightweight concrete (SCLC). Constr. Build. Mater. 2010, 7, 1286–1295. [Google Scholar] [CrossRef]
- Zhang, M.H.; Gjorv, O.E. Mechanical properties of high-strength lightweight concrete. ACI Mater. J. 1991, 88, 240–247. [Google Scholar] [CrossRef]
- Babu, D.S.; Ganesh Babu, K.; Wee, T.H. Properties of lightweight expanded polystyrene aggregate concretes containing fly ash. Cem. Concr. Res. 2005, 35, 1218–1223. [Google Scholar] [CrossRef]
- Shyam Prakash, K.; Rao, C.H. Study on compressive strength of quarry dust as fine aggregate in concrete. Adv. Civ. Eng. 2016, 2016, 1742769. [Google Scholar] [CrossRef] [Green Version]
- Yew, M.K.; Bin Mahmud, H.; Ang, B.C.; Yew, M.C. Effects of oil palm shell coarse aggregate species on high strength lightweight concrete. Sci. World J. 2014, 2014, 387647. [Google Scholar] [CrossRef] [Green Version]
- Aslam, M.; Shafigh, P.; Jumaat, M.Z. Drying shrinkage behaviour of structural lightweight aggregate concrete containing blended oil palm bio-products. J. Clean. Prod. 2016, 127, 183–194. [Google Scholar] [CrossRef]
- Day, K.; Aldred, J.; Hudson, B. Properties of concrete. In Concrete Mix Design, Quality Control and Specification, 4th ed.; CRC Press: Boca Raton, FL, USA, 2013. [Google Scholar]
- Ismail, S.; Ramli, M. Mechanical strength and drying shrinkage properties of concrete containing treated coarse recycled concrete aggregates. Constr. Build. Mater. 2014, 68, 726–739. [Google Scholar] [CrossRef]
- Al-Jabri, K.S.; Hisada, M.; Al-Saidy, A.H.; Al-Oraimi, S.K. Performance of high strength concrete made with copper slag as a fine aggregate. Constr. Build. Mater. 2009, 23, 2132–2140. [Google Scholar] [CrossRef]
- Aliabdo, A.A.; Abd Elmoaty, A.E.M.; Fawzy, A.M. Experimental investigation on permeability indices and strength of modified pervious concrete with recycled concrete aggregate. Constr. Build. Mater. 2018, 193, 105–127. [Google Scholar] [CrossRef]
- Tangchirapat, W.; Jaturapitakkul, C. Strength, drying shrinkage, and water permeability of concrete incorporating ground palm oil fuel ash. Cem. Concr. Compos. 2010, 32, 767–774. [Google Scholar] [CrossRef]
- Lee, D.T.C.; Lee, T.S. The effect of aggregate condition during mixing on the mechanical properties of oil palm shell (OPS) concrete. In Proceedings of the MATEC Web of Conferences, Amsterdam, The Netherlands, 23–25 March 2016. [Google Scholar]
- Lee, Y.H.; Chua, N.; Amran, M.; Lee, Y.Y.; Kueh, A.H.; Fediuk, R.; Vatin, N.; Vasilev, Y. Thermal performance of structural lightweight concrete composites for potential energy saving. Crystals 2021, 11, 461. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | [59] | [60,61] | |
|---|---|---|---|
| Physical | Specific gravity | 1.74 | 2.54–2.60 |
| Natural water content | 6.59% | - | |
| Water absorption | 2.34% | 1.2–1.5% | |
| Bulk density | 1.55 kg/m3 | 1720–1810 kg/m3 | |
| Chemical | SiO2 | - | 62.48% |
| Al2O3 | - | 18.72 | |
| Fe2O3 | - | 6.54 | |
| CaO | - | 4.83 | |
| MgO | - | 2.65 | |
| Na2O | - | - | |
| K2O | - | 3.18 | |
| TiO2 | - | 1.21 | |
| Loss of ignition * | - | 0.48 | |
| Mixing Proportion | Fineness Modulus | Classification | Compliance to ASTM C33M Grading System |
|---|---|---|---|
| 100% RS | 0.993 | Fine Sand | Not complied |
| 100% QD | 3.741 | Coarse Sand | Not complied |
| 10% QD + 90% RS | 1.312 | Fine Sand | Not complied |
| 30% QD + 70% RS | 1.612 | Fine Sand | Not complied |
| 50% QD + 50% RS | 2.562 | Well Graded Sand | Complied |
| Sample | Binder | Coarse Aggregate | Fine Aggregate | Admixture | Water Cement Ratio | ||||
|---|---|---|---|---|---|---|---|---|---|
| Cement (%) | POFA (%) | Gravel (%) | OPS (%) | Sand (%) | QD (%) | SP (%) | Limestone (% of Cement) | ||
| 1 | 80 | 20 | 0 | 100 | 50 | 50 | 0.5 | 20 | 0.45 |
| 2 | 80 | 20 | 0 | 100 | 50 | 50 | 0.5 | 20 | 0.5 |
| 3 | 80 | 20 | 0 | 100 | 50 | 50 | 1.0 | 20 | 0.45 |
| 4 | 80 | 20 | 0 | 100 | 50 | 50 | 1.0 | 20 | 0.5 |
| Specimen | Binder | Coarse Aggregate | Fine Aggregate | Admixture | ||||
|---|---|---|---|---|---|---|---|---|
| Cement (%) | POFA (%) | Gravel (%) | OPS (%) | Sand (%) | QD (%) | SP (%) | Limestone (% of Cement) | |
| Control | 100 | 0 | 100 | 0 | 100 | 0 | 0 | 0 |
| 100% RS | 80 | 20 | 0 | 100 | 100 | 0 | 1 | 20 |
| 10% QD + 90% RS | 80 | 20 | 0 | 100 | 90 | 10 | 1 | 20 |
| 30% QD + 70% RS | 80 | 20 | 0 | 100 | 70 | 30 | 1 | 20 |
| 50% QD + 50% RS | 80 | 20 | 0 | 100 | 50 | 50 | 1 | 20 |
| Concrete Sample | Fresh Density, kg/m3 | Slump (mm) | Slump Characteristic | Oven-Dried Density, kg/m3 | Performance Index, MPa in a Unit Density |
|---|---|---|---|---|---|
| 100% RS | 1864 | 231 | Total Slump | 1653 | 20.99 |
| 10% QD + 90% RS | 1840 | 228 | Total Slump | 1622 | 21.58 |
| 30% QD + 70% RS | 1837 | 217 | Total Slump | 1617 | 22.11 |
| 50% QD + 50% RS | 1821 | 209 | Total Slump | 1587 | 17.33 |
| Control | 2343 | 107 | True Slump | 2143 | 25.28 |
| Specimen | Compressive Strength (MPa) | |||||||
|---|---|---|---|---|---|---|---|---|
| Cube | Brick | |||||||
| 7 Day | 14 Day | 21 Day | 28 Day | 7 Day | 14 Day | 21 Day | 28 Day | |
| 100% RS | 22.25 | 29.13 | 33.83 | 34.70 | 21.80 | 31.10 | 34.15 | 34.76 |
| 10% QD + 90% RS | 22.25 | 26.42 | 33.00 | 35.00 | 26.22 | 38.41 | 39.63 | 43.60 |
| 30% QD + 70% RS | 25.20 | 29.33 | 33.33 | 35.75 | 25.13 | 26.83 | 29.88 | 47.56 |
| 50% QD + 50% RS | 21.54 | 22.71 | 25.17 | 27.50 | 28.66 | 33.54 | 38.72 | 45.73 |
| Control | 39.24 | 40.45 | 44.55 | 54.17 | 56.71 | 57.32 | 76.83 | 77.44 |
| Sample | Splitting Tensile Strength (MPa) | Flexural Strength (MPa) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Actual | Equation (1) | Equation (2) | Equation (3) | Equation (4) | Actual | Equation (5) | Equation (6) | Equation (7) | Equation (8) | |
| 100% RS | 1.814 | 2.881 | 2.397 | 1.751 | 1.419 | 3.236 | 3.195 | 3.080 | 4.899 | 3.419 |
| 10% QD + 90% RS | 1.979 | 3.227 | 2.810 | 1.961 | 2.830 | 3.512 | 3.716 | 3.450 | 5.698 | 3.830 |
| 30% QD + 70% RS | 2.067 | 3.370 | 2.986 | 2.048 | 3.000 | 4.322 | 3.938 | 3.603 | 6.038 | 4.000 |
| 50% QD + 50% RS | 1.895 | 3.305 | 2.905 | 2.008 | 2.922 | 2.761 | 3.836 | 3.533 | 5.883 | 3.922 |
| Control | 3.423 | 4.301 | 4.201 | 2.613 | 4.104 | 5.501 | 5.450 | 4.598 | 8.357 | 5.104 |
| Two-tailed p value Paired t test at 95% confidence level | - | 0.0002 | 0.0003 | 0.3895 | 0.0757 | - | 0.5510 | 0.5077 | 0.0014 | 0.5373 |
| t | - | 12.5696 | 11.4369 | 0.9643 | 2.3833 | - | 0.6502 | 0.7266 | 7.8173 | 0.6740 |
| df | - | 4 | 4 | 4 | 4 | - | 4 | 4 | 4 | 4 |
| Standard error of difference | - | 0.094 | 0.072 | 0.165 | 0.260 | - | 0.247 | 0.294 | 0.295 | 0.280 |
| difference | - | statistically significant | statistically significant | not statistically significant | not statistically significant | - | not statistically significant | not statistically significant | statistically significant | not statistically significant |
| Spec. | Code | Class | Compressive Stress (MPa) | Water Absorption (%) | Compliance | |||
|---|---|---|---|---|---|---|---|---|
| 100% RS | 10% QD + 90% RS | 30% QD + 70% RS | 50% QD + 50% RS | |||||
| Engineering Block | Malaysian Standards 7.6:1972 | A | 69.0 | 4.5 | × | × | × | × |
| B | 48.5 | 7.0 | × | × | × | × | ||
| Load Bearing Brick | Malaysian Standards 7.6:1972 | 15 | 103.50 | - | × | × | × | × |
| 10 | 69.0 | - | × | × | × | × | ||
| 7 | 48.5 | - | × | × | × | × | ||
| 5 | 34.5 | - | √ | √ | √ | × | ||
| 4 | 27.5 | - | √ | √ | √ | √ | ||
| 3 | 20.5 | - | √ | √ | √ | √ | ||
| 2 | 14.0 | - | √ | √ | √ | √ | ||
| 1 | 7.0 | - | √ | √ | √ | √ | ||
| Damp Proof Brick | Malaysian Standards 7.6:1972 | DPC | 7.0 | 4.5 | × | × | × | × |
| Facing/Common Brick | Singapore Standards 103:1974 | 1st Grade | 35.0 | 25.0 | × | √ | √ | × |
| 2nd Grade | 20.0 | 25.0 | √ | √ | √ | √ | ||
| 3rd Grade | 5.2 | 25.0 | √ | √ | √ | √ | ||
| Building Brick | ASTM C62M | SW | 20.7 | 17.0 | × | √ | √ | √ |
| MW | 17.2 | 22.0 | √ | √ | √ | √ | ||
| Facing Brick | ASTM C216M | SW | 20.7 | 17.0 | × | √ | √ | √ |
| MW | 17.2 | 22.0 | √ | √ | √ | √ | ||
| Pedestrian Traffic Paving Brick | ASTM C902M | SW | 55.2 | 8.0 | × | × | × | × |
| MW | 20.7 | 14.0 | × | × | × | × | ||
| Load Bearing Masonry | ASTM C90M | SW | 20.7 | 17.0 | × | √ | √ | √ |
| MW | 13.1 | 17.0 | × | √ | √ | √ | ||
| OPC brick | Material | Price (USD) | Benefit |
| Cement | 0.21 |
| |
| Gravel | 0.01 | ||
| Sand | 0.01 | ||
| Water | 0.00 | ||
| Labor Cost | 0.05 | ||
| Total | 0.28 | ||
| Proposed agro-industrial waste brick | Cement | 0.09 |
|
| POFA | Waste | ||
| Sand | 0.01 | ||
| QD | 0.00 | ||
| Superplasticizer | 0.01 | ||
| Water | 0.00 | ||
| Labor Cost | 0.05 | ||
| OPS | Waste | ||
| Total | 0.16 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chin, W.Q.; Lee, Y.H.; Amran, M.; Fediuk, R.; Vatin, N.; Kueh, A.B.H.; Lee, Y.Y. A Sustainable Reuse of Agro-Industrial Wastes into Green Cement Bricks. Materials 2022, 15, 1713. https://doi.org/10.3390/ma15051713
Chin WQ, Lee YH, Amran M, Fediuk R, Vatin N, Kueh ABH, Lee YY. A Sustainable Reuse of Agro-Industrial Wastes into Green Cement Bricks. Materials. 2022; 15(5):1713. https://doi.org/10.3390/ma15051713
Chicago/Turabian StyleChin, Wei Quan, Yeong Huei Lee, Mugahed Amran, Roman Fediuk, Nikolai Vatin, Ahmad Beng Hong Kueh, and Yee Yong Lee. 2022. "A Sustainable Reuse of Agro-Industrial Wastes into Green Cement Bricks" Materials 15, no. 5: 1713. https://doi.org/10.3390/ma15051713
APA StyleChin, W. Q., Lee, Y. H., Amran, M., Fediuk, R., Vatin, N., Kueh, A. B. H., & Lee, Y. Y. (2022). A Sustainable Reuse of Agro-Industrial Wastes into Green Cement Bricks. Materials, 15(5), 1713. https://doi.org/10.3390/ma15051713