
Correlation Tests of Ultrasonic Wave and Mechanical Parameters of Spot-Welded Joints



Abstract
1. Introduction
2. Materials and Methods
2.1. Resistant Spot Welding Background
2.2. Samples
- Spot-welding force 2.5 kN;
- Spot-welding current 5.5 ÷ 8.5 kA;
- Spot-welding time 0.28 s;
- Number of welding pulses 2;
- Time before spot welding (only welding force) 0.8 s;
- Time after spot welding (cooling) 0.14 s;
- Ignition angle 90°.
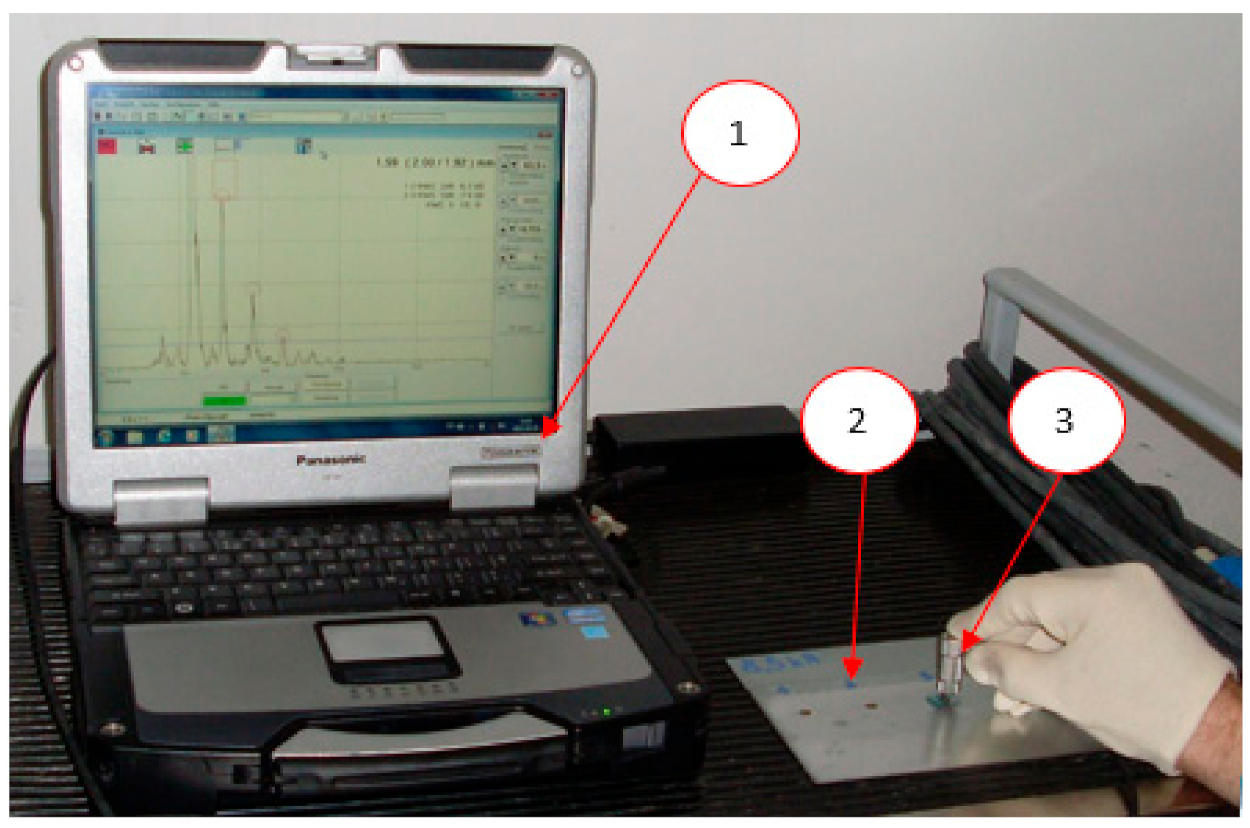
2.3. Ultrasonic Testing
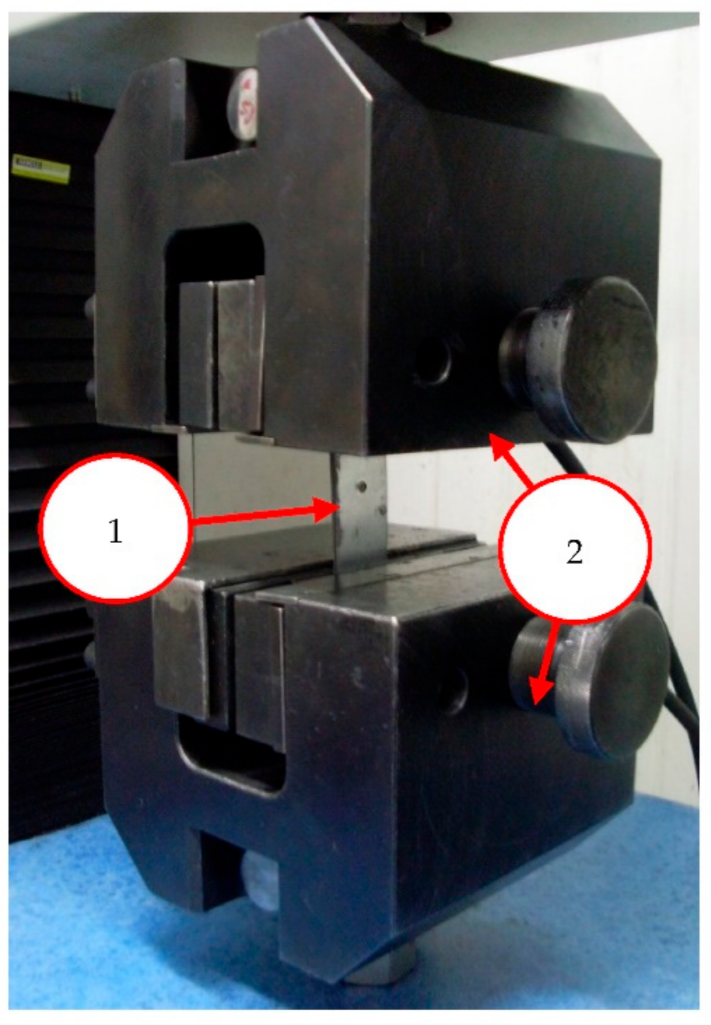
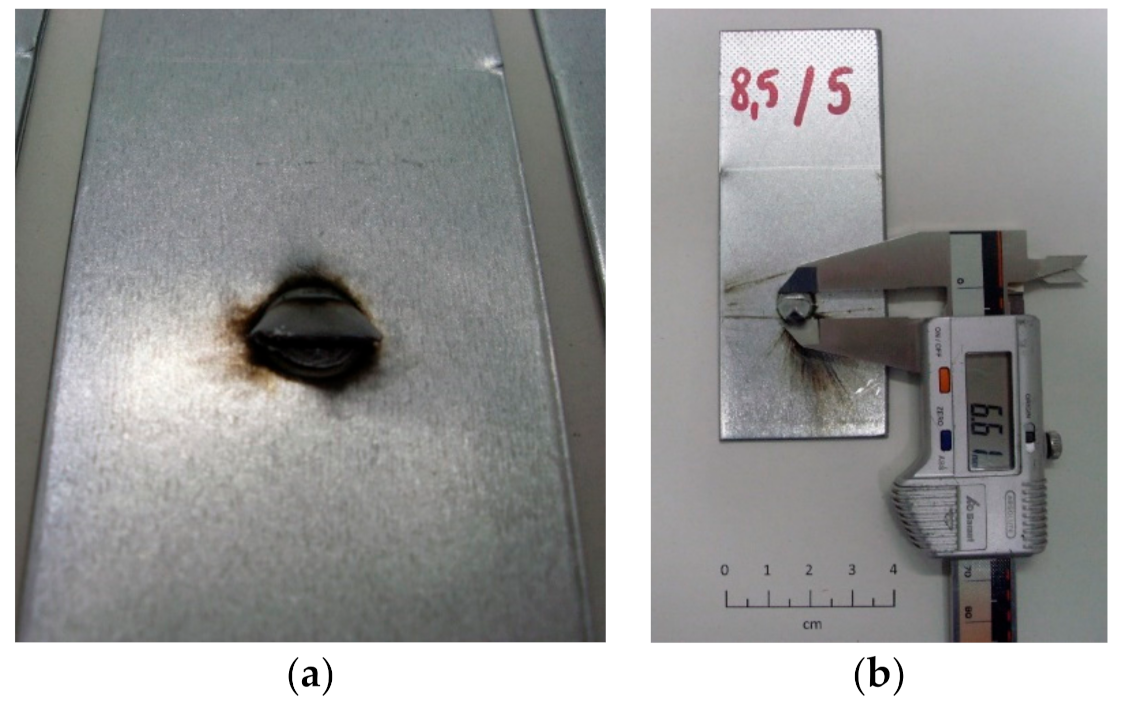
2.4. Mechanical Testing
2.5. Statistical Analysis
3. Results
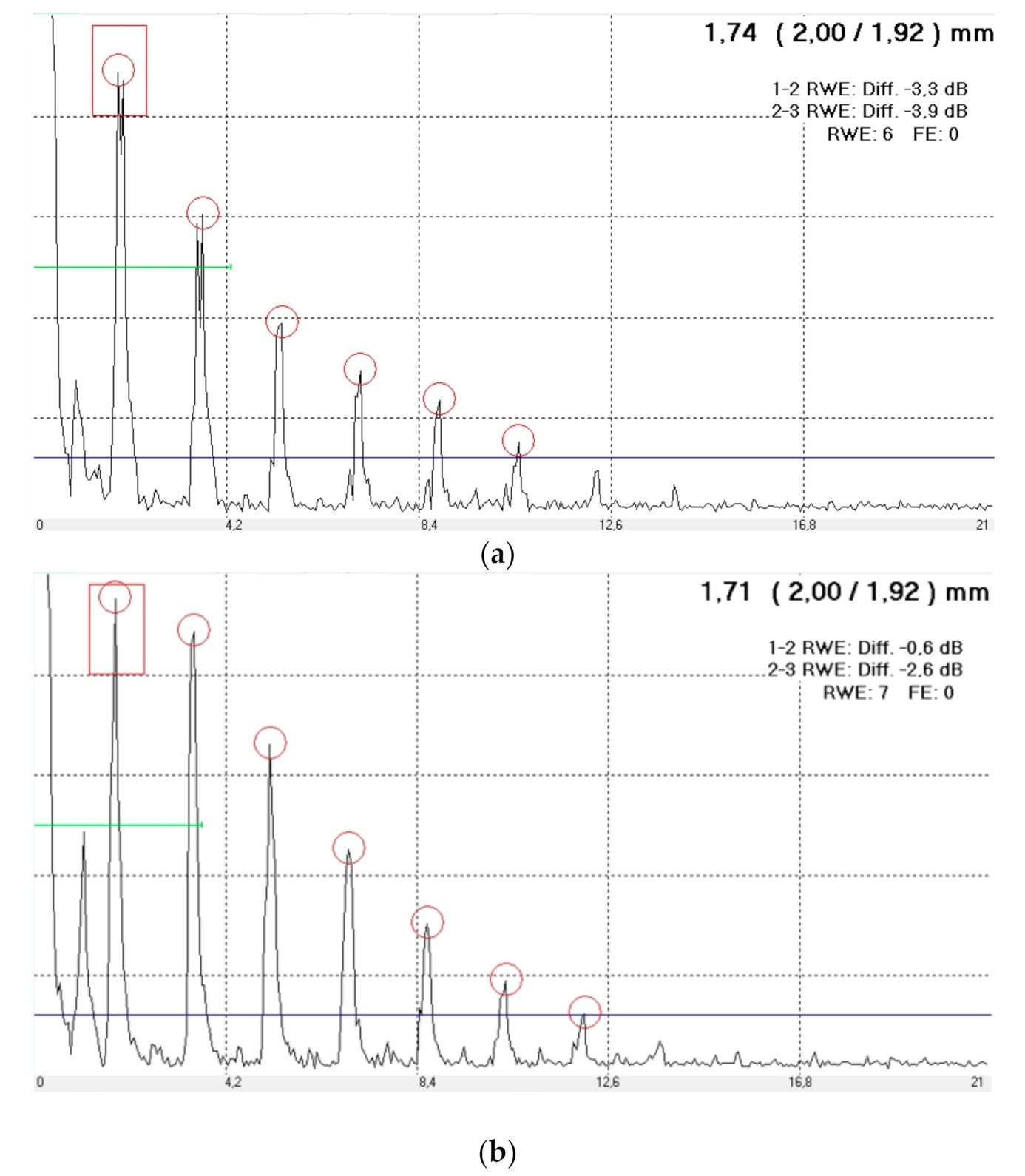
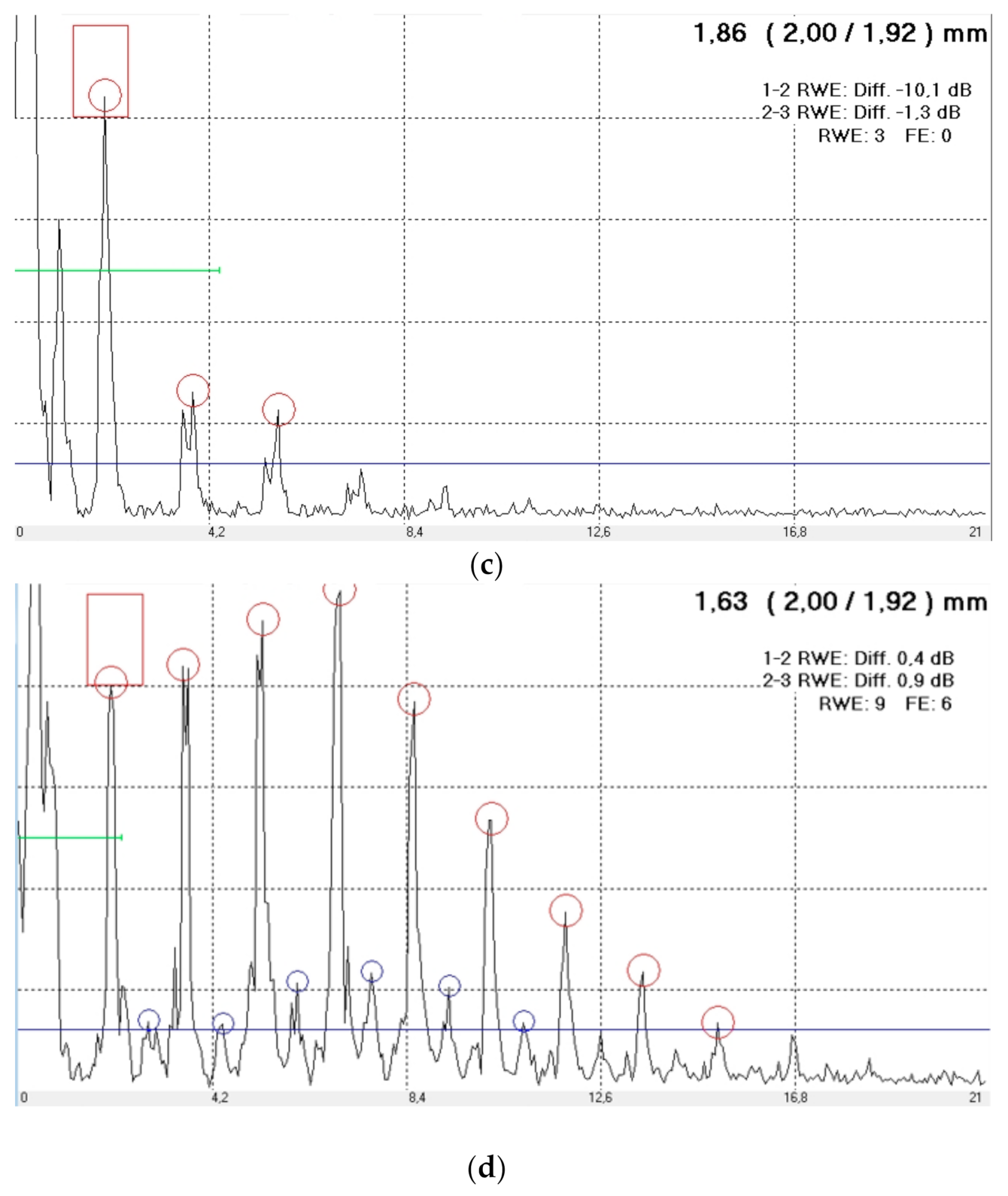
3.1. Ultrasonic Testing Results
- High-quality connection;
- Connection with too small weld nugget;
- Sticking weld;
- Burnout connection.
3.2. Strength of the Joint
4. Correlation of Mechanical Properties and Ultrasonic Parameters for a Spot-Welded Joint and Predictive Models of Quality of Joints
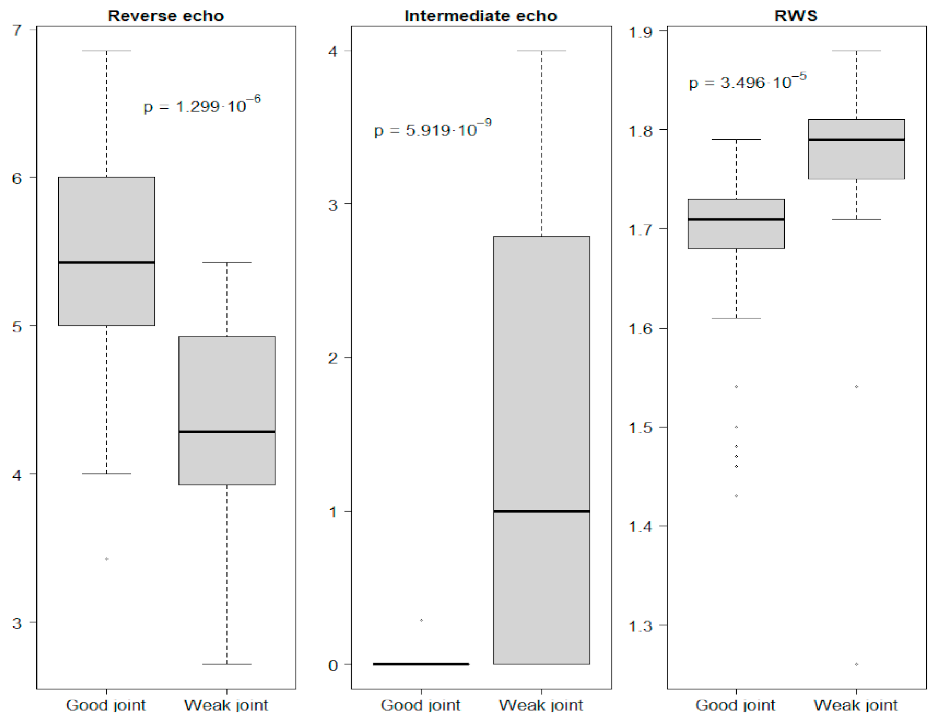
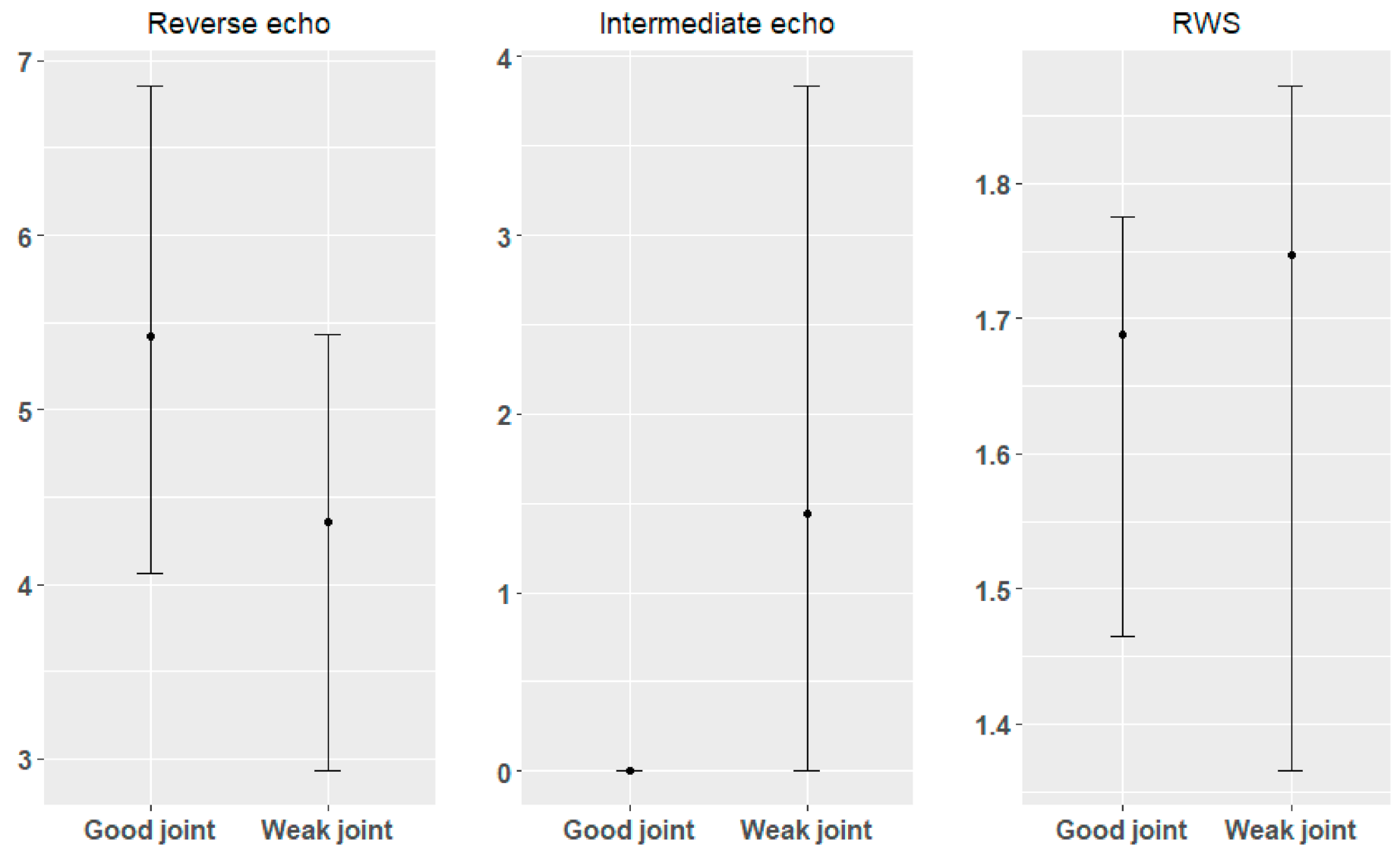
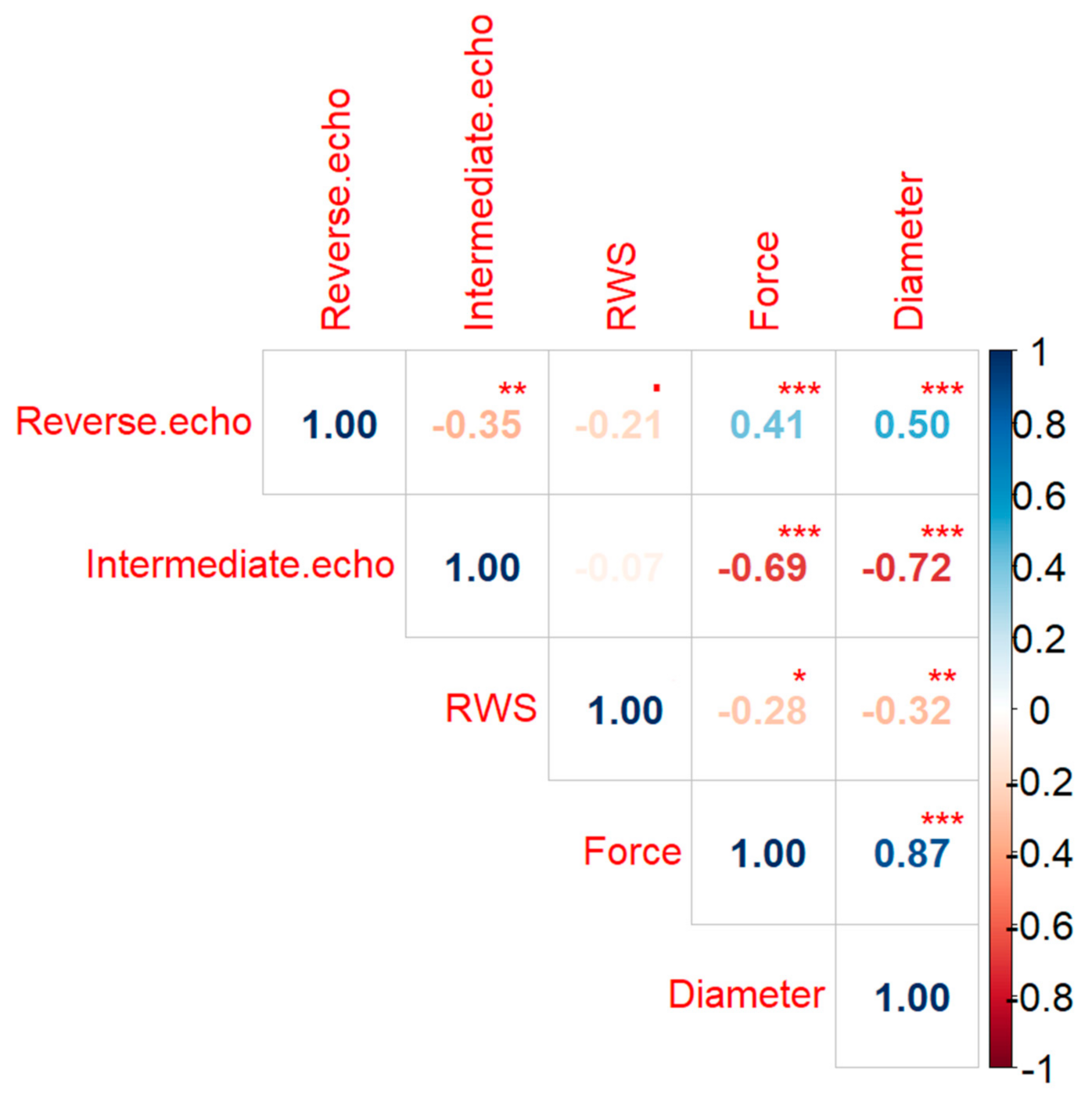
4.1. Basic Statistics and Correlation Analysis
4.2. Predictive Models
4.2.1. Multiple Regression
4.2.2. Logistic Regression
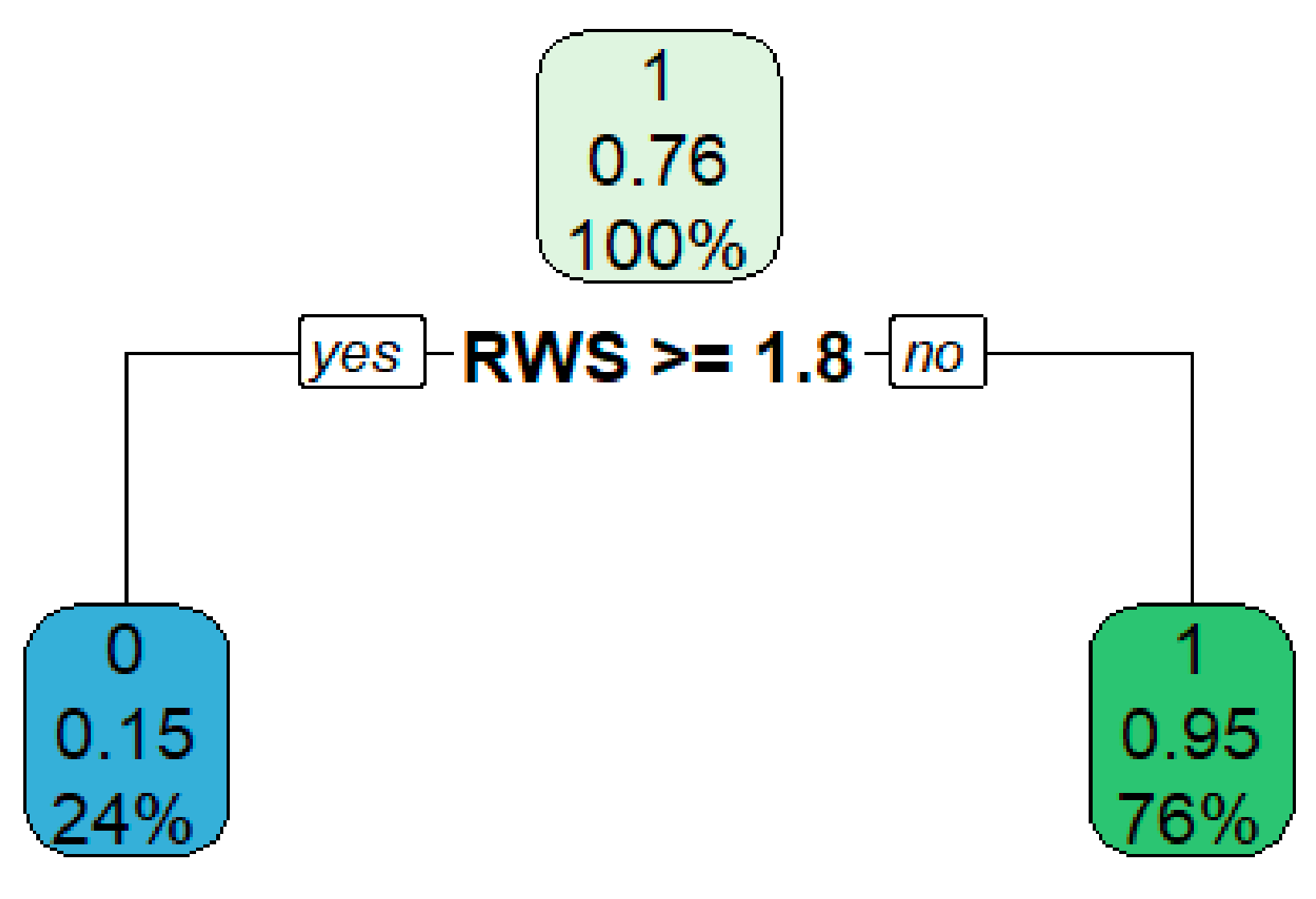
4.2.3. Decision Tree
4.2.4. Random Forest
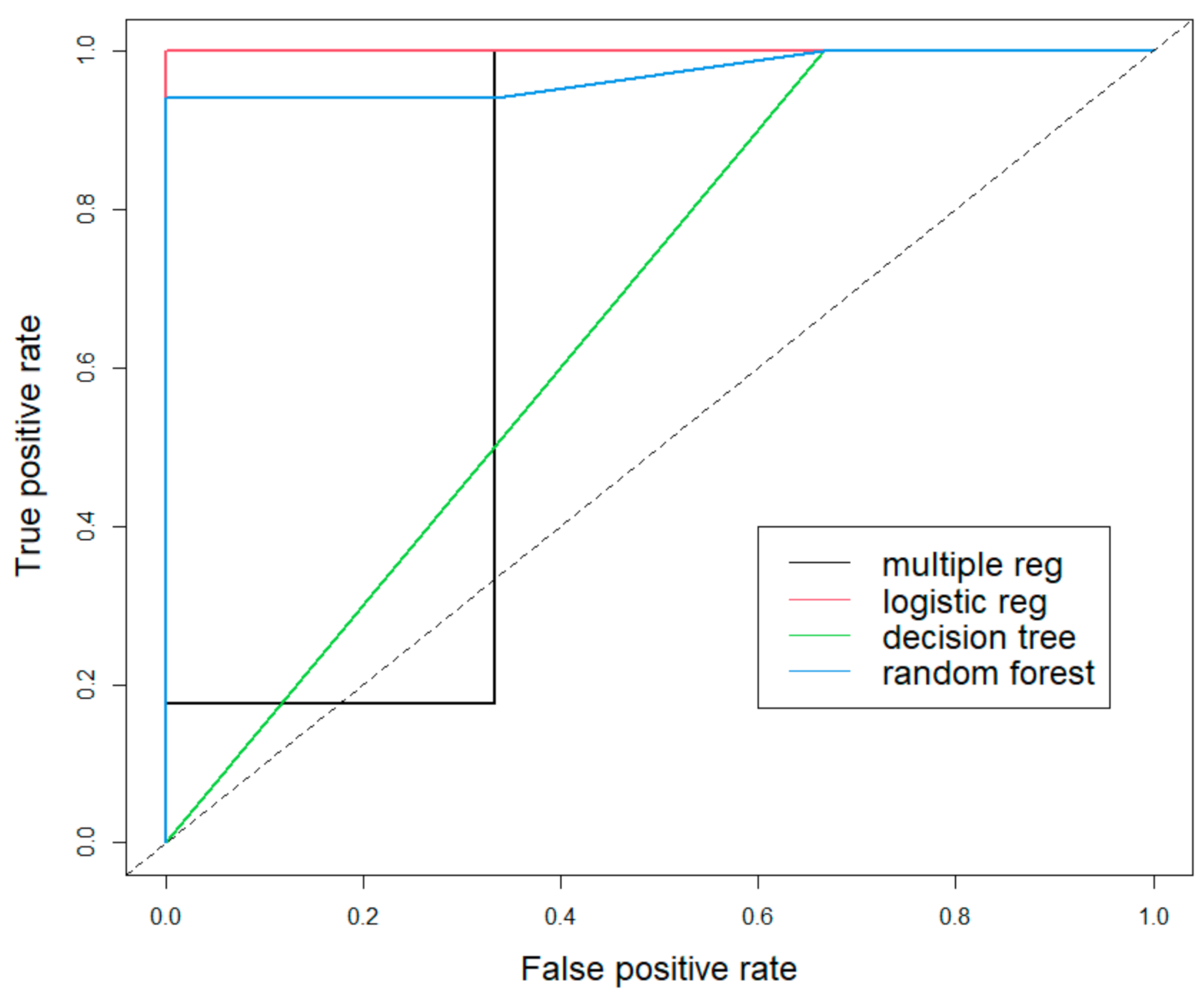
4.3. Model Quality Verification
4.4. Data Evaluation Using the Constructed Linear Regression Model
5. Conclusions
- The conducted analysis showed strong relationships between the obtained parameters of the non-destructive test (number of reverse echoes, number of intermediate echoes, RWS parameter) and the parameters of the destructive test (force and diameter of the nugget).
- The four models built in the work can be organized in terms of their accuracy and ease of interpretability as follows: logistic regression model, random forest, linear regression model, decision tree. Taking into account the very high accuracy of the first two of them (logistic regression and random forest) amounting to 95%, and very high, close to 100% values of precision, sensitivity, specificity, F1 index, and AUC values, they can be effectively used to classify the quality of weld nugget joints.
- For the selected combination of 0.8 and 1.2 mm thick sheets, it was found that the RWS parameter should be less than 1.8, which corresponds to a high-quality joint. In case of obtaining values equal to or higher than 1.8, the connection is characterized by too low strength.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yi, L.; Jinhe, L.; Huibin, X.; Chengzhi, X.; Lin, L. Regression modeling and process analysis of resistance spot welding on galvanized steel sheet. Mater. Des. 2009, 30, 2547–2555. [Google Scholar]
- Kimchi, M.; Phillips, D.H. Resistance spot welding: Fundamentals and applications for the automotive industry. Synth. Lect. Mech. Eng. 2017, 1, 1–115. [Google Scholar] [CrossRef]
- Farrahi, G.H.; Ahmadi, A.; Reza Kasyzadeh, K. Simulation of vehicle body spot weld failures due to fatigue by considering road roughness and vehicle velocity. Simul. Model. Pract. Theory 2020, 105, 102168. [Google Scholar] [CrossRef]
- Xiang, Y.; Wang, Q.; Fan, Z.; Fang, H. Optimal crashworthiness design of a spot-welded thin-walled hat section. Finite Elem. Anal. Des. 2006, 42, 846–855. [Google Scholar] [CrossRef]
- Pandya, K.S.; Grolleau, V.; Roth, C.C.; Mohr, D. Fracture response of resistance spot welded dual phase steel sheets: Experiments and modeling. Int. J. Mech. Sci. 2020, 187, 105869. [Google Scholar] [CrossRef]
- Chabok, A.; Vander, A.E.; De Hosson, J.T.M.; Pei, Y.T. Mechanical behaviour and failure mechanism of resistance spot welded DP1000 dual phase steel. Mater. Des. 2017, 124, 171–182. [Google Scholar] [CrossRef]
- Aslanlar, S.; Ogur, A.; Ozsarac, U.; Ilhan, E. Welding time effect on mechanical properties of automotive sheets in electrical resistance spot welding. Mater. Des. 2008, 29, 1427–1431. [Google Scholar] [CrossRef]
- Ma, C.; Chen, D.L.; Bhole, S.D.; Boudreau, G.; Lee, A.; Biro, E. Microstructure and fracture characteristics of spot-welded DP600 steel. Mater. Sci. Eng. A 2008, 485, 334–346. [Google Scholar] [CrossRef]
- Shariati, M.; Nejad, R.M. Fatigue strength and fatigue fracture mechanism for spot welds in U-shape specimens. Latin Am. J. Solid. Struct. 2016, 13, 2787–2801. [Google Scholar] [CrossRef]
- Kishore, K.; Kumar, P.; Mukhopadhyay, G. Resistance spot weldability of galvannealed and bare DP600 steel. J. Mater. Process. Technol. 2019, 271, 237–248. [Google Scholar] [CrossRef]
- Soomro, I.A.; Pedapati, S.R.; Awang, M. Double Pulse Resistance Spot Welding of Dual Phase Steel: Parametric Study on Microstructure, Failure Mode and Low Dynamic Tensile Shear Properties. Materials 2021, 14, 802. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Y.; Wang, W.; Wei, X. Optimization of Resistance Spot Welding with Inserted Strips via FEM and Response Surface Methodology. Materials 2021, 14, 7489. [Google Scholar] [CrossRef] [PubMed]
- Banerjee, P.; Sarkar, R.; Pal, T.K.; Shome, M. Effect of nugget size and notch geometry on the high cycle fatigue performance of resistance spot welded DP590 Steel Sheets. J. Mater. Process. Technol. 2016, 238, 226–243. [Google Scholar] [CrossRef]
- Feujofack Kemda, B.V.; Barka, N.; Jahazi, M.; Osmani, D. Optimization of resistance spot welding process applied to A36 mild steel and hot dipped galvanized steel based on hardness and nugget geometry. Int. J. Adv. Manuf. Technol. 2020, 106, 2477–2491. [Google Scholar] [CrossRef]
- Prabitz, K.; Pichler, M.; Antretter, T.; Schubert, H.; Hilpert, B.; Gruber, M.; Sierlinger, R.; Ecker, W. Validated Multi-Physical Finite Element Modelling of the Spot Welding Process of the Advanced High Strength Steel DP1200HD. Materials 2021, 14, 5411. [Google Scholar] [CrossRef] [PubMed]
- Eshraghi, M.; Tschopp, M.A.; Zaeem, M.A.; Felicelli, S.D. Effect of resistance spot welding parameters on weld pool properties in a DP600 dual-phase steel: A parametric study using thermomechanically-coupled finite element analysis. Mater. Des. 2014, 56, 387–397. [Google Scholar] [CrossRef]
- Shi, L.; Kang, J.; Gesing, M.; Chen, X.; Haselhuhn, A.S.; Carlson, B.E. Fatigue life assessment of Al-steel resistance spot welds using the maximum principal strain approach considering material inhomogeneity. Int. J. Fatigue 2020, 140, 105851. [Google Scholar] [CrossRef]
- Pan, N.; Sheppard, S. Spot Welds Fatigue Life Prediction with Cyclic Strain Range. Int. J. Fatigue 2002, 24, 519–528. [Google Scholar] [CrossRef]
- Athi, N.; Wylie, S.R.; Cullen, J.D.; Al-Shamma’a, A.I. Ultrasonic Non-Destructive Evaluation for Spot Welding in the Automotive Industry. In Proceedings of the IEEE SENSORS 2009 Conference, Christchurch, New Zealand, 25–28 October 2009; pp. 1518–1523. [Google Scholar]
- Yang, L.; Samala, P.R.; Liu, S. Measurement of nugget size of spot weld by digital shearography. Proc. SPIE 2005, 588008, 50–57. [Google Scholar]
- Runnemalm, A.; Ahlberg, J.; Appelgren, A.; Sjokvist, S. Automatic Inspection of Spot Welds by Thermography. J. Nondestruct. Eval. 2014, 33, 398–406. [Google Scholar] [CrossRef]
- Triyono, J.M.; Soekrisno, M.N.; Sutiarso, R. Assessment of Nugget Size of Spot Weld using Neutron Radiography. Atom. Indonesia 2011, 37, 71–75. [Google Scholar] [CrossRef]
- Dai, W.; Li, D.; Tand, D.; Jiang, Q.; Wang, D.; Wang, H.; Peng, Y. Deep learning assisted vision inspection of resistance spot welds. J. Manuf. Process. 2021, 62, 262–274. [Google Scholar] [CrossRef]
- Tsukada, K.; Miyake, K.; Harada, D.; Sakai, K.; Kiwa, T. Magnetic nondestructive test for resistance spot welds using magnetic flux penetration and eddy current methods. J. Nondestruct. Eval. Diagn. Progn. Eng. Syst. 2013, 32, 286–293. [Google Scholar] [CrossRef]
- Vogt, G.; Mußmann, J.; Vogt, B.; Stiller, W.-K. Imaging spot weld inspection using Phased Array technology–new features and correlation to destructive testing. In Proceedings of the 12th ECNDT, Gothenburg, Sweden, 11–15 June 2018. [Google Scholar]
- Denisov, A.A.; Shakarji, M.; Lawford, B.B.; Maev, R.G.; Paille, J.M. Spot Weld Analysis with 2D Ultrasonic Arrays. J. Res. Natl. Inst. Stand. Technol. 2004, 109, 233–244. [Google Scholar] [CrossRef] [PubMed]
- Yao, P.; Kong, Q.; Xu, K.; Jiang, T.; Huo, L.S.; Song, G. Structural health monitoring of multi-spot welded joints using a lead zirconate titanate based active sensing approach. Smart Mater. Struct 2015, 25, 15031. [Google Scholar] [CrossRef]
- Roye, W. Ultrasonic Testing of Spot Welds in the Automotive Industry; Krautkramer GmbH & Co. Ohg: Hürth, Germany, 1999. [Google Scholar]
- Amiri, N.; Farrahi, G.H.; Reza, K.K.; Chizari, M. Applications of ultrasonic testing and machine learning methods to predict the static & fatigue behavior of spot-welded joints. J. Manuf. Process. 2021, 52, 26–34. [Google Scholar] [CrossRef]
- Qiuyue, F.; Guocheng, X.; Xiaopeng, G. Ultrasonic nondestructive evaluation of porosity size and location of spot welding based on wavelet packet analysis. J. Nondestruct. Eval. Diagn. Progn. Eng. Syst. 2020, 39, 7. [Google Scholar] [CrossRef]
- Buckley, J.; Servent, R. Improvements in ultrasonic inspection of resistance spot welds. In Proceedings of the 2nd International Conference on Technical Inspection and NDT, Tehran, Iran, 21 October 2008. [Google Scholar]
- Stocco, D.; Maev, R.G.; Chertov, A.M.; Batalha, G.F. Comparison between in-line ultrasonic monitoring of the spot weld quality and conventional ndt methods applied in a real production environment. In Proceedings of the 17th World Conference on Nondestructive Testing, Shanghai, China, 25–28 October 2008. [Google Scholar]
- Moghanizadeh, A. Quality prediction of resistance spot welding using ultrasonic testing. Turk. J. Eng. Sci. Technol. 2014, 4, 166–171. [Google Scholar]
- Han, Z.; Indacochea, J.E. Effects of expulsion in spot welding of cold rolled sheet steels. J. Mater. Eng. Perform. 1993, 2, 437–444. [Google Scholar] [CrossRef]
- Lin, C.J.; Duh, J.G.; Liao, M.T. Influence of weld parameters on the mechanical properties of spot-welded Fe-Mn-Al-Cr alloy. J. Mater. Sci. 1993, 28, 4767–4774. [Google Scholar] [CrossRef]
- Varbai, B.; Sommer, C.; Szabo, M.; Toth, T.; Majlinger, K. Shear tension strength of resistant spot welded ultra high strength steels. Thin-Walled Struct. 2019, 142, 64–73. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, P.; Wu, Y.; Hou, Z. Analysis of the welding deformation of resistance spot welding for sheet metal with unequal thickness. J. Solid Mech. Mater. Eng. 2010, 4, 1214–1222. [Google Scholar] [CrossRef][Green Version]
- Lehman, E. Testing Statistical Hypotheses, 3rd ed.; Springer: New York, NY, USA, 2005. [Google Scholar]
- Osawa, S.; Mukai, H.; Ogawa, T.; Porter, R.S. The Application of Multiple Regression Analysis to the Property–Structure–Processing Relationship on Forging of Isotactic Polypropylene. J. Appl. Polym. Sci. 1998, 68, 1297–1302. [Google Scholar] [CrossRef]
- Kieu, M.L.; Bhaskar, A.; Chung, E. Empirical modelling of the relationship between bus and car speeds on signalised urban networks. Transp. Plan. Technol. 2015, 38, 465–482. [Google Scholar] [CrossRef]
- Farshchi, M.; Schneider, J.-G.; Weber, I.; Grundy, J. Metric selection and anomaly detection for cloud operations using log and metric correlation analysis. J. Syst. Softw. 2017, 137, 531–549. [Google Scholar] [CrossRef]
- Farshchi, M.; Schneider, J.-G.; Weber, I.; Grundy, J. Experience report: Anomaly detection of cloud application operations using log and cloud metric correlation analysis. In Proceedings of the IEEE 26th International Symposium on Software Reliability Engineering (ISSRE), Gaithersbury, MD, USA, 2–5 November 2015; pp. 24–34. [Google Scholar] [CrossRef]
- Sasanifar, S.; Alijanpour, A.; Shafiei, A.B.; Rad, J.; Molaei, M. Forest protection policy: Lesson learned from Arasbaran biosphere reserve in Northwest Iran. Land Use Policy 2019, 87, 104057. [Google Scholar] [CrossRef]
- Borchers, A.M.; Ifft, J.; Kuethe, T. Linking the Price of Agricultural Land to Use Values and Amenities. Am. J. Agric. Econ. 2014, 96, 1307–1320. [Google Scholar] [CrossRef]
- Hajra, R.; Chakraborty, S.K.; Tsurutani, B.T.; DasGupta, A.; Echer, E.; Brum, C.G.M.; Gonzalez, W.D.; Sobral, J.H.A. An empirical model of ionospheric total electron content (TEC) near the crest of the equatorial ionization anomaly (EIA). J. Space Weather Space Clim. 2016, 6, A29. [Google Scholar] [CrossRef]
- Leeds, L. The psychological consequences of childbirth. J. Reprod. Infant Psychol. 2008, 26, 108–122. [Google Scholar] [CrossRef]
- Mellard, D.; Patterson, M.; Prewett, S. Literacy Practices Among Adult Education Participants. Read. Writ. 2007, 42, 188–213. [Google Scholar]
- Osborne, J.W. Prediction in Multiple Regression. Pract. Assess. Res. Eval. 2000, 7, 2. [Google Scholar] [CrossRef]
- Montgomery, D.C.; Peck, E.A.; Vining, G.G. Introduction to Linear Regression Analysis, 5th ed.; John Wiley & Sons: Hoboken, NJ, USA, 2012. [Google Scholar]
- Chen, M.-M.; Chen, M.-C. Modeling Road Accident Severity with Comparisons of Logistic Regression, Decision Tree and Random Forest. Information 2020, 11, 270. [Google Scholar] [CrossRef]
- Terrin, N.; Schmid, C.H.; Griffith, J.L.; D’Agostino, R.B.; Selker, H.P. External validity of predictive models: A comparison of logistic regression, classification trees, and neural networks. J. Clin. Epidemiol. 2003, 56, 721–729. [Google Scholar] [CrossRef]
- Ballı, S.; Sağbaş, E.A. Diagnosis of transportation modes on mobile phone using logistic regression classification. IET Softw. 2018, 12, 142–151. [Google Scholar] [CrossRef]
- Pouranvari, M.; Marashi, S.P.H. Failure of resistance spot welds: Tensile shear versus coach peel loading conditions. Ironmak. Steelmak. 2012, 39, 104–111. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Predicted Condition | |||
|---|---|---|---|
| Good Joint | Weak Joint | ||
| Actual condition | Good joint | True Positive | False Negative |
| Weak joint | False Positive | True Negative | |
| No. | Welding Current [kA] | Reverse Echos | Intermediate Echos | RWS |
|---|---|---|---|---|
| 1 | 5.5 | 4 | 3 | 1.79 |
| 2 | 5.7 | 4 | 0 | 1.79 |
| 3 | 5.9 | 6 | 0 | 1.79 |
| 4 | 6.1 | 5 | 0 | 1.70 |
| 5 | 6.3 | 5 | 0 | 1.72 |
| 6 | 6.5 | 6 | 0 | 1.71 |
| 7 | 6.7 | 5 | 0 | 1.73 |
| 8 | 6.9 | 5 | 0 | 1.70 |
| 9 | 7.1 | 5 | 0 | 1.70 |
| 10 | 7.3 | 6 | 0 | 1.69 |
| 11 | 7.5 | 5 | 0 | 1.66 |
| 12 | 7.7 | 6 | 0 | 1.69 |
| 13 | 8.0 | 5 | 0 | 1.63 |
| 14 | 8.5 | 6 | 0 | 1.53 |
| No. | Shear Test Force [kN] | Diameter of the Nugget [mm] |
|---|---|---|
| 1 | 3.0 | 0 |
| 2 | 3.3 | 2 |
| 3 | 4.0 | 4.2 |
| 4 | 4.1 | 4.6 |
| 5 | 4.5 | 4.9 |
| 6 | 4.5 | 5.2 |
| 7 | 4.8 | 5.6 |
| 8 | 4.8 | 5.8 |
| 9 | 4.9 | 6.2 |
| 10 | 4.9 | 6.8 |
| 11 | 5.2 | 7.1 |
| 12 | 4.9 | 6.6 |
| 13 | 6.1 | 7.1 |
| 14 | 5.7 | 6.6 |
| Parameter | Min. | 1Q. | Median | Mean | Sd. | 3Q. | Max. | Confidence Interval (2.5th–97.5th Percentile) |
|---|---|---|---|---|---|---|---|---|
| Reverse echo | 3.429 | 5.000 | 5.429 | 5.424 | 0.736 | 6.000 | 6.857 | 4.064–6.857 |
| Intermediate echo | 0.000 | 0.000 | 0.000 | 0.005 | 0.037 | 0.000 | 0.286 | 0–0 |
| RWS | 1.430 | 1.680 | 1.710 | 1.688 | 0.080 | 1.730 | 1.790 | 1.465–1.776 |
| Parameter | Min. | 1Q. | Median | Mean | Sd. | 3Q. | Max. | Confidence Interval (2.5th–97.5th Percentile) |
|---|---|---|---|---|---|---|---|---|
| Reverse echo | 2.714 | 3.964 | 4.286 | 4.357 | 0.767 | 4.893 | 5.429 | 2.929–5.428 |
| Intermediate echo | 0.000 | 0.000 | 1.000 | 1.438 | 1.536 | 2.679 | 4.000 | 0–3.839 |
| RWS | 1.260 | 1.765 | 1.790 | 1.748 | 0.151 | 1.805 | 1.880 | 1.365–1.873 |
| Parameter | Min. | 1Q. | Median | Mean | Sd. | 3Q. | Max. |
|---|---|---|---|---|---|---|---|
| Reverse echo | 2.714 | 4.714 | 5.143 | 5.196 | 0.859 | 5.857 | 6.957 |
| Intermediate echo | 0.000 | 0.000 | 0.000 | 0.311 | 0.910 | 0.000 | 4.000 |
| RWS | 1.260 | 1.690 | 1.710 | 1.701 | 0.101 | 1.760 | 1.880 |
| Parameter | Force | Diameter |
|---|---|---|
| (Intercept) | 14.033 *** | 27.817 *** |
| Reverse echo | 0.266 ** | 0.719 *** |
| Intermediate echo | −0.391 *** | −1.392 *** |
| RWS | −6.349 *** | −15.414 *** |
| Multiple R2 | 0.758 | 0.764 |
| Adjusted R2 | 0.744 | 0.749 |
| Parameter | Diameter |
|---|---|
| (Intercept) | 104.542 |
| Reverse echo | 2.684 * |
| Intermediate echo | −20.445 |
| RWS | −66.023 * |
| Multiple Regression | Logistic Regression | Decision Tree | Random Forest | ||||||
|---|---|---|---|---|---|---|---|---|---|
| Predicted Condition | Predicted Condition | Predicted Condition | Predicted Condition | ||||||
| Good Joint | Weak Joint | Good Joint | Weak Joint | Good Joint | Weak Joint | Good Joint | Weak Joint | ||
| Actual condition | Good joint | 16 | 1 | 16 | 16 | 17 | 0 | 16 | 1 |
| Weak joint | 1 | 2 | 0 | 3 | 2 | 1 | 0 | 3 | |
| Multiple Regression | Logistic Regression | Decision Tree | Random Forest | |
|---|---|---|---|---|
| Accuracy | 0.900 | 0.950 | 0.900 | 0.950 |
| MER | 0.100 | 0.050 | 0.100 | 0.050 |
| Precision | 0.941 | 1.000 | 0.895 | 1.000 |
| Sensitivity | 0.941 | 0.941 | 1.000 | 0.941 |
| Specificity | 0.667 | 1.000 | 0.333 | 1.000 |
| F1 score | 0.941 | 0.970 | 0.944 | 0.970 |
| Reverse Echo | Intermediate Echo | RWS | Force kN | Diameter mm |
|---|---|---|---|---|
| <3 | >0 | Min–Q1 | 2.71–6.17 | 0–8.44 |
| Q1–Q3 | 2.08–3.51 | 0–1.97 | ||
| Q3–Max | 1.31–2.88 | 0–0.43 | ||
| <3 | 0 | Min–Q1 | 3.49–6.57 | 2.23–9.82 |
| Q1–Q3 | 2.86–3.90 | 0.69–3.36 | ||
| Q3–Max | 2.26–1.82 | 0–1.82 | ||
| 3 | 0 | Min–Q1 | 2.90–3.53 | 1.00–2.54 |
| Q1–Q3 | 3.66.4.16 | 2.85–4.08 | ||
| Q3–Max | 4.29–6.83 | 4.39–10.55 | ||
| 4 | 0 | Min–Q1 | 3.16–3.80 | 1.71–3.26 |
| Q1–Q3 | 3.92–4.43 | 3.56–4.80 | ||
| Q3–Max | 4.56–7.10 | 5.11–11.27 | ||
| 5 | 0 | Min–Q1 | 3.43–4.06 | 2.43–3.97 |
| Q1–Q3 | 4.19–4.70 | 4.28–5.52 | ||
| Q3–Max | 4.82–7.36 | 5.82–11.99 | ||
| 6 | 0 | Min–Q1 | 3.69–4.33 | 3.15–4.69 |
| Q1–Q3 | 4.46–4.96 | 5.00–6.24 | ||
| Q3–Max | 5.09–7.63 | 6.54–12.71 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ulbrich, D.; Kańczurzewska, M. Correlation Tests of Ultrasonic Wave and Mechanical Parameters of Spot-Welded Joints. Materials 2022, 15, 1701. https://doi.org/10.3390/ma15051701
Ulbrich D, Kańczurzewska M. Correlation Tests of Ultrasonic Wave and Mechanical Parameters of Spot-Welded Joints. Materials. 2022; 15(5):1701. https://doi.org/10.3390/ma15051701
Chicago/Turabian StyleUlbrich, Dariusz, and Marta Kańczurzewska. 2022. "Correlation Tests of Ultrasonic Wave and Mechanical Parameters of Spot-Welded Joints" Materials 15, no. 5: 1701. https://doi.org/10.3390/ma15051701
APA StyleUlbrich, D., & Kańczurzewska, M. (2022). Correlation Tests of Ultrasonic Wave and Mechanical Parameters of Spot-Welded Joints. Materials, 15(5), 1701. https://doi.org/10.3390/ma15051701