
Effect of Curing Regime on the Mechanical Strength, Hydration, and Microstructure of Ecological Ultrahigh-Performance Concrete (EUHPC)

Abstract
:1. Introduction
2. Experimental Program
2.1. Materials and Mix Proportion
2.2. Specimen Preparation
2.3. Testing Methods
2.3.1. Flowability
2.3.2. Mechanical Strength
2.3.3. X-ray Diffraction
2.3.4. Mercury Injection Porosimetry
2.3.5. Scanning Electron Microscopy
3. Results and Discussion
3.1. Slump Flow
3.2. Mechanical Properties
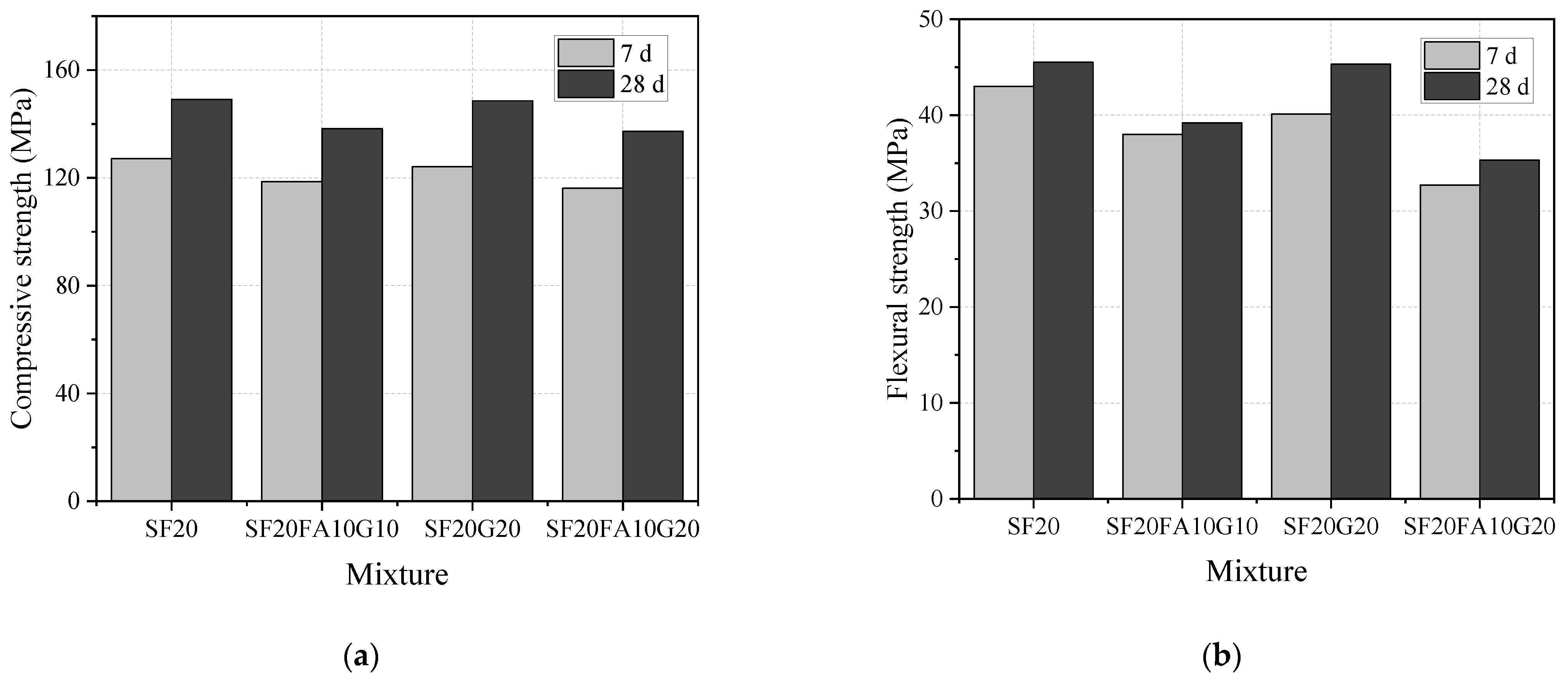
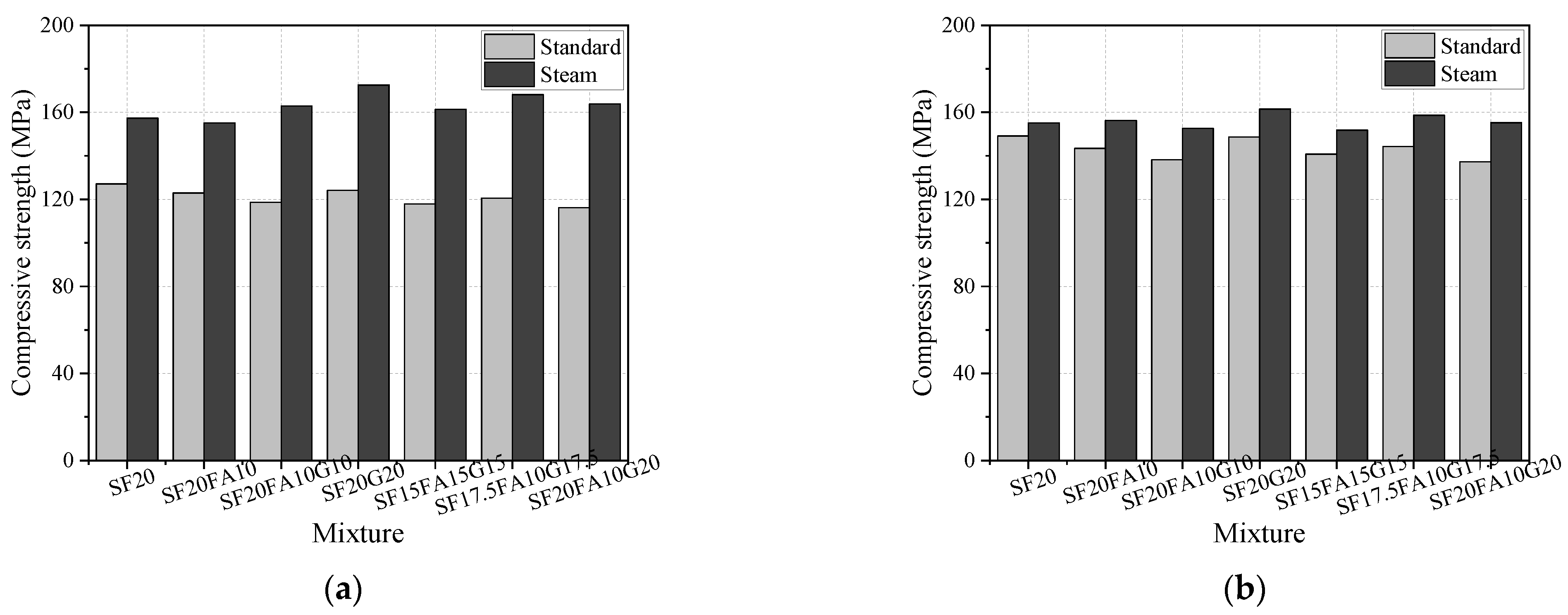
3.2.1. Mechanical Properties under Standard Curing
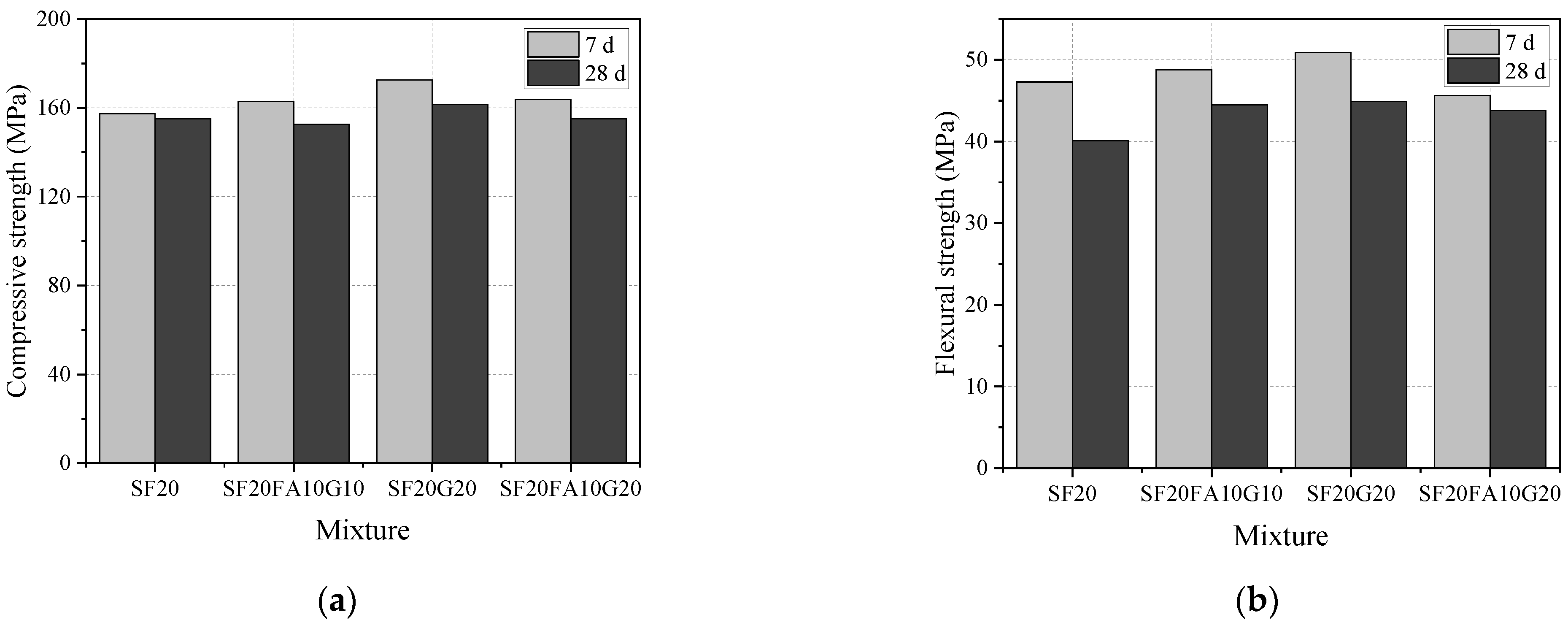
3.2.2. Mechanical Properties under Steam Curing
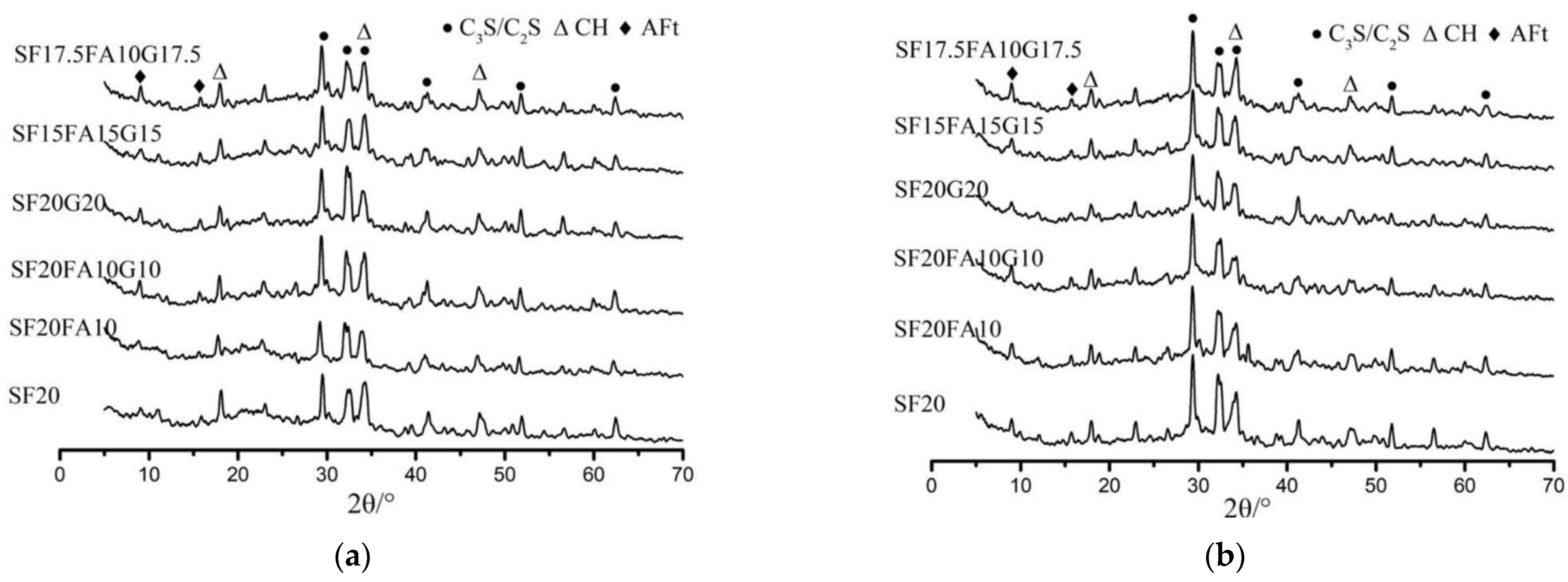
3.3. XRD Analysis
3.3.1. XRD Analysis of EUHPC under Standard Curing
3.3.2. XRD Analysis of EUHPC under Steam Curing
3.4. MIP Analysis
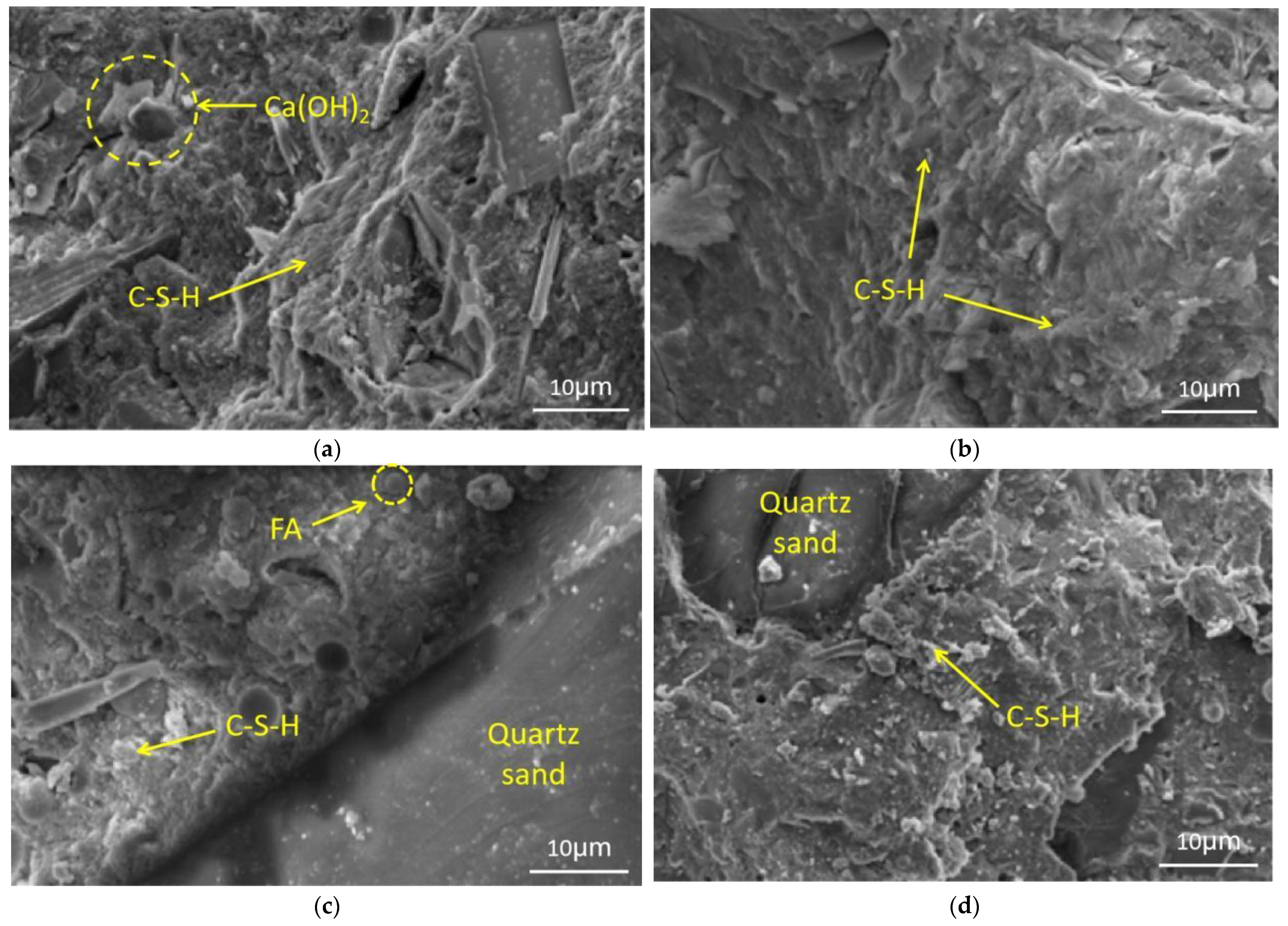
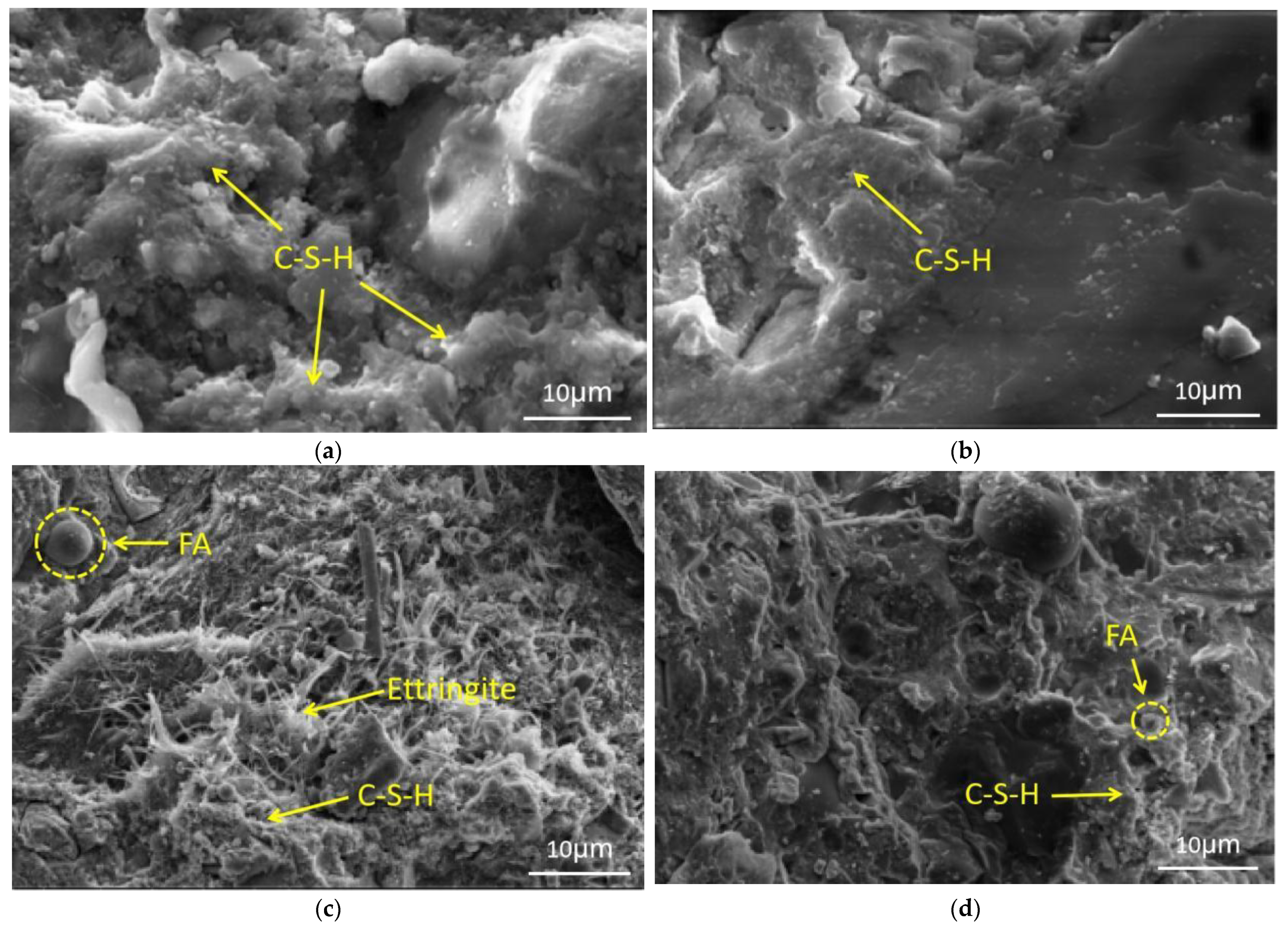
3.5. SEM Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yoo, D.; Banthia, N. Mechanical properties of ultra-high-performance fiber-reinforced concrete: A review. Cem. Concr. Compos. 2016, 80, 73267. [Google Scholar] [CrossRef]
- De Larrard, F.; Sedran, T. Optimization of ultra-high-performance concrete by the use of a packing model. Cem. Concr. Res. 1994, 1009, 24997. [Google Scholar] [CrossRef]
- Richard, P.; Cheyrezy, M. Composition of reactive powder concretes. Cem. Concr. Res. 1995, 11, 251501. [Google Scholar] [CrossRef]
- Alsalman, A.; Dang, C.N.; Micah Hale, W. Development of ultra-high performance concrete with locally available materials. Constr. Build. Mater. 2017, 45, 133135. [Google Scholar] [CrossRef]
- Ma, J.; Orgass, M.; Dehn, F.; Schmidt, D.; Tue, N. Comparative Investigations on Ultra-High Performance Concrete with and without Coarse Aggregates; International Symposium on Ultra High Performance Concrete (UHPC): Kassel, Germany, 2004; pp. 205–212. [Google Scholar]
- Xu, L.; Wu, F.; Chi, Y.; Cheng, P.; Zeng, Y.; Chen, Q. Effects of coarse aggregate and steel fibre contents on mechanical properties of high performance concrete. Constr. Build. Mater. 2019, 110, 20697. [Google Scholar] [CrossRef]
- Shao, X.; Qu, W.; Cao, J.; Yao, Y. Static and fatigue properties of the steel-UHPC lightweight composite bridge deck with large U ribs. J. Constr. Steel Res. 2018, 507, 148491. [Google Scholar] [CrossRef]
- Safdar, M.; Matsumoto, T.; Kakuma, K. Flexural behavior of reinforced concrete beams repaired with ultra-high performance fiber reinforced concrete (UHPFRC). Compos. Struct. 2016, 60, 157448. [Google Scholar] [CrossRef]
- Xue, J.; Briseghella, B.; Huang, F.; Nuti, C.; Tabatabai, H.; Chen, B. Review of ultra-high performance concrete and its application in bridge engineering. Constr. Build. Mater. 2020, 260, 119844. [Google Scholar] [CrossRef]
- Li, P.P.; Brouwers, H.J.H.; Yu, Q. Influence of key design parameters of ultra-high performance fibre reinforced concrete on in-service bullet resistance. Int. J. Impact Eng. 2020, 136, 103434. [Google Scholar] [CrossRef]
- Shi, C.; Wu, Z.; Xiao, J.; Wang, D.; Huang, Z.; Fang, Z. A review on ultra high performance concrete: Part I. Raw materials and mixture design. Constr. Build. Mater. 2015, 51, 101741. [Google Scholar] [CrossRef]
- Van Tuan, N.; Ye, G.; van Breugel, K.; Copuroglu, O. Hydration and microstructure of ultra high performance concrete incorporating rice husk ash. Cem. Concr. Res. 2011, 11, 411104. [Google Scholar] [CrossRef]
- Wang, X.; Wu, D.; Zhang, J.; Yu, R.; Hou, D.; Shui, Z. Design of sustainable ultra-high performance concrete: A review. Constr. Build. Mater. 2021, 307, 124643. [Google Scholar] [CrossRef]
- Wu, F.; Xu, L.; Chi, Y.; Zeng, Y.; Deng, F.; Chen, Q. Compressive and flexural properties of ultra-high performance fiber-reinforced cementitious composite: The effect of coarse aggregate. Compos. Struct. 2020, 236, 111810. [Google Scholar] [CrossRef]
- He, J.; Li, Z.; Zhang, X.; Wang, H.; Dong, W.; Du, E.; Chang, S.; Ou, X.; Guo, S.; Tian, Z.; et al. Towards carbon neutrality: A study on China’s long-term low-carbon transition pathways and strategies. Environ. Sci. Ecotechnol. 2022, 9, 100134. [Google Scholar] [CrossRef]
- Yu, R.; Spiesz, P.; Brouwers, H.J.H. Effect of nano-silica on the hydration and microstructure development of Ultra-High Performance Concrete (UHPC) with a low binder amount. Constr. Build. Mater. 2014, 50, 65140. [Google Scholar] [CrossRef] [Green Version]
- Habert, G.; Denarie, E.; Sajna, A.; Rossi, P. Lowering the global warming impact of bridge rehabilitations by using Ultra High Performance Fibre Reinforced Concretes. Cem. Concr. Comp. 2013, 11, 381. [Google Scholar] [CrossRef] [Green Version]
- Magureanu, C.; Sosa, I.; Negrutiu, C.; Heghes, B. Mechanical Properties and Durability of Ultra-High-Performance Concrete. ACI Mater. J. 2012, 83, 109177. [Google Scholar]
- Zhou, M.; Wu, Z.; Ouyang, X.; Hu, X.; Shi, C. Mixture design methods for ultra-high-performance concrete—A review. Cem. Concr. Compos. 2021, 124, 104242. [Google Scholar] [CrossRef]
- Sadrmomtazi, A.; Tajasosi, S.; Tahmouresi, B. Effect of materials proportion on rheology and mechanical strength and microstructure of ultra-high performance concrete (UHPC). Constr. Build. Mater. 2018, 12, 1871103. [Google Scholar] [CrossRef]
- Wang, D.; Shi, C.; Wu, Z.; Xiao, J.; Huang, Z.; Fang, Z. A review on ultra high performance concrete: Part II. Hydration, microstructure and properties. Constr. Build. Mater. 2015, 77, 96368. [Google Scholar] [CrossRef]
- Chan, Y.; Chu, S. Effect of silica fume on steel fiber bond characteristics in reactive powder concrete. Cem. Concr. Res. 2004, 72, 341167. [Google Scholar] [CrossRef]
- Van, V.; Rößler, C.; Bui, D.; Ludwig, H. Rice husk ash as both pozzolanic admixture and internal curing agent in ultra-high performance concrete. Cem. Concr. Compos. 2014, 8, 53270. [Google Scholar] [CrossRef]
- Abdulkareem, O.M.; Ben Fraj, A.; Bouasker, M.; Khelidj, A. Effect of chemical and thermal activation on the microstructural and mechanical properties of more sustainable UHPC. Constr. Build. Mater. 2018, 77, 169567. [Google Scholar] [CrossRef] [Green Version]
- Wu, Z.; Shi, C.; He, W. Comparative study on flexural properties of ultra-high performance concrete with supplementary cementitious materials under different curing regimes. Constr. Build. Mater. 2017, 13, 136307. [Google Scholar] [CrossRef] [Green Version]
- Chen, T.; Gao, X.; Ren, M. Effects of autoclave curing and fly ash on mechanical properties of ultra-high performance concrete. Constr. Build. Mater. 2018, 72, 158864. [Google Scholar] [CrossRef]
- Aldahdooh, M.A.A.; Muhamad Bunnori, N.; Megat Johari, M.A. Development of green ultra-high performance fiber reinforced concrete containing ultrafine palm oil fuel ash. Constr. Build. Mater. 2013, 89, 48379. [Google Scholar] [CrossRef]
- Huang, H.; Gao, X.; Wang, H.; Ye, H. Influence of rice husk ash on strength and permeability of ultra-high performance concrete. Constr. Build. Mater. 2017, 8, 149621. [Google Scholar] [CrossRef]
- Kahanji, C.; Ali, F.; Nadjai, A.; Alam, N. Effect of curing temperature on the behaviour of UHPFRC at elevated temperatures. Constr. Build. Mater. 2018, 81, 182670. [Google Scholar] [CrossRef]
- Shen, P.; Lu, L.; He, Y.; Wang, F.; Hu, S. The effect of curing regimes on the mechanical properties, nano-mechanical properties and microstructure of ultra-high performance concrete. Cem. Concr. Res. 2019, 13, 1181. [Google Scholar] [CrossRef]
- Prem, P.R.; Murthy, A.R.; Bharatkumar, B.H. Influence of curing regime and steel fibres on the mechanical properties of UHPC. Mag. Concr. Res. 2015, 67, 988–1002. [Google Scholar] [CrossRef]
- Yazıcı, H.; Yardımcı, M.Y.; Aydın, S.; Karabulut, A. Mechanical properties of reactive powder concrete containing mineral admixtures under different curing regimes. Constr. Build. Mater. 2009, 31, 231223. [Google Scholar] [CrossRef]
- Yang, S.L.; Millard, S.G.; Soutsos, M.N.; Barnett, S.J.; Le, T.T. Influence of aggregate and curing regime on the mechanical properties of ultra-high performance fibre reinforced concrete (UHPFRC). Constr. Build. Mater. 2009, 8, 232291. [Google Scholar] [CrossRef]
- GB 2419-2005; Test Method for Fluidity of Cement Mortar. Standardization Administration of the People’s Republic of China: Beijing, China, 2005.
- GB 17671-2020; Method of Testing Cements-Determination of Strength. Standardization Administration of the People’s Republic of China: Beijing, China, 2020.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Components | MgO | Al2O3 | SiO2 | Fe2O3 | CaO | K2O | Na2O | SO3 | P2O5 |
|---|---|---|---|---|---|---|---|---|---|
| Cement | 2.14 | 4.5 | 19.58 | 3.119 | 64.94 | 0.75 | 0.079 | 3.06 | 0.128 |
| Silica fume (SF) | 0.224 | 0.354 | 92.87 | 0.113 | 0.213 | 0.332 | 0.068 | 1.26 | 0.11 |
| Fly ash (FA) | 0.575 | 30.63 | 48.74 | 2.611 | 2.44 | 1.25 | 0.552 | 0.706 | 0.247 |
| Slag (GGBFS) | 9.46 | 11.53 | 36.39 | 0.218 | 36.79 | 1.56 | 0.22 | 0.84 | -- |
| Mixtures | Cementitious Materials | Quartz Sand | W/B Ratio | Defoamer | |||
|---|---|---|---|---|---|---|---|
| Cement | SF | FA | GGBFS | ||||
| S20F0G0 | 0.80 | 0.20 | 1.0 | 0.16 | 0.1% | ||
| S20F10G0 | 0.70 | 0.20 | 0.10 | 1.0 | 0.16 | 0.1% | |
| S20F10G10 | 0.60 | 0.20 | 0.10 | 0.10 | 1.0 | 0.16 | 0.1% |
| S20F0G20 | 0.60 | 0.20 | 0 | 0.20 | 1.0 | 0.16 | 0.1% |
| S15F15G15 | 0.55 | 0.15 | 0.15 | 0.15 | 1.0 | 0.16 | 0.1% |
| S17.5F10G17.5 | 0.55 | 0.175 | 0.10 | 0.175 | 1.0 | 0.16 | 0.1% |
| S20F10G20 | 0.50 | 0.20 | 0.10 | 0.20 | 1.0 | 0.16 | 0.1% |
| S20*F0G0 | 0.80 | 0.20 | 1.0 | 0.16 | 0 | ||
| Specimen | Slump Flow (mm) | 7 Days (MPa) | 28 Days (MPa) | ||
|---|---|---|---|---|---|
| fc | fb | fc | fb | ||
| S20F0G0 | 180 | 127.1 | 42.0 | 149.1 | 45.5 |
| S20F10G0 | 205 | 122.9 | 40.7 | 143.4 | 44.3 |
| S20F10G10 | 245 | 118.6 | 38.0 | 138.2 | 39.2 |
| S20F0G20 | 240 | 124.1 | 40.1 | 148.6 | 45.3 |
| S15F15G15 | 255 | 117.8 | 36.1 | 140.8 | 39.5 |
| S17.5F10G17.5 | 255 | 120.5 | 37.8 | 144.3 | 40.4 |
| S20F10G20 | 260 | 116.1 | 32.7 | 137.3 | 35.3 |
| Specimen | 7 Days (MPa) | 28 Days (MPa) | ||
|---|---|---|---|---|
| fc | fb | fc | fb | |
| S20F0G0 | 157.3 | 47.3 | 155.1 | 40.1 |
| S20F10G0 | 155.1 | 47.8 | 156.3 | 42.5 |
| S20F10G10 | 162.9 | 48.8 | 152.6 | 44.5 |
| S20F0G20 | 172.5 | 50.9 | 161.5 | 44.9 |
| S15F15G15 | 161.3 | 44.2 | 151.8 | 42.1 |
| S17.5F10G17.5 | 168.1 | 46.3 | 158.6 | 46.5 |
| S20F10G20 | 163.8 | 45.6 | 155.2 | 43.8 |
| Specimen | Probable Pore (nm) | Porosity (%) | Pore Size Distribution | ||||
|---|---|---|---|---|---|---|---|
| <10 nm | 10–20 nm | 20–50 nm | 50–200 nm | >200 nm | |||
| S20F0G0 | 12.5 | 7.86 | 15.56 | 75.25 | 3.61 | 1.66 | 3.92 |
| S20F10G0 | 10.8 | 8.00 | 30.15 | 59.34 | 4.73 | 2.31 | 3.47 |
| S20F10G10 | 11.3 | 9.31 | 42.16 | 46.33 | 1.79 | 4.49 | 5.23 |
| S20F0G20 | 9.9 | 6.92 | 37.89 | 54.82 | 2.20 | 0.83 | 4.27 |
| S15F15G15 | 12.5 | 7.80 | 29.65 | 54.89 | 10.66 | 0.96 | 4.80 |
| Specimen | Probable Pore (nm) | Porosity (%) | Pore Size Distribution | ||||
|---|---|---|---|---|---|---|---|
| <10 nm | 10–20 nm | 20–50 nm | 50–200 nm | >200 nm | |||
| S20F0G0 | 5.4 | 4.28 | 70.90 | 24.82 | 0.20 | 0.41 | 3.67 |
| S20F10G0 | 5.5 | 4.89 | 75.29 | 20.54 | 1.06 | 1.31 | 1.80 |
| S20F10G10 | 5.5 | 4.77 | 69.82 | 20.66 | 0.82 | 0.64 | 3.06 |
| S20F0G20 | 4.8 | 3.51 | 79.61 | 15.55 | 1.00 | 1.20 | 2.64 |
| S15F15G15 | 4.5 | 4.50 | 82.85 | 8.68 | 3.72 | 0.61 | 4.14 |
| Curing Agent | Probable Pore (nm) | Porosity (%) | Pore Size Distribution | ||||
|---|---|---|---|---|---|---|---|
| <10 nm | 10–20 nm | 20–50 nm | 50–200 nm | >200 nm | |||
| Standard curing | 20.7 | 10.18 | 13.20 | 62.87 | 15.56 | 1.87 | 6.49 |
| Steam curing | 5.6 | 6.31 | 80.36 | 11.89 | 1.83 | 2.00 | 3.91 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zuo, Z.; Zhang, J.; Li, B.; Shen, C.; Xin, G.; Chen, X. Effect of Curing Regime on the Mechanical Strength, Hydration, and Microstructure of Ecological Ultrahigh-Performance Concrete (EUHPC). Materials 2022, 15, 1668. https://doi.org/10.3390/ma15051668
Zuo Z, Zhang J, Li B, Shen C, Xin G, Chen X. Effect of Curing Regime on the Mechanical Strength, Hydration, and Microstructure of Ecological Ultrahigh-Performance Concrete (EUHPC). Materials. 2022; 15(5):1668. https://doi.org/10.3390/ma15051668
Chicago/Turabian StyleZuo, Zhiwu, Jiachen Zhang, Beixing Li, Chuqi Shen, Gongfeng Xin, and Xiao Chen. 2022. "Effect of Curing Regime on the Mechanical Strength, Hydration, and Microstructure of Ecological Ultrahigh-Performance Concrete (EUHPC)" Materials 15, no. 5: 1668. https://doi.org/10.3390/ma15051668
APA StyleZuo, Z., Zhang, J., Li, B., Shen, C., Xin, G., & Chen, X. (2022). Effect of Curing Regime on the Mechanical Strength, Hydration, and Microstructure of Ecological Ultrahigh-Performance Concrete (EUHPC). Materials, 15(5), 1668. https://doi.org/10.3390/ma15051668