
Application-Driven Material Design of Printable Strain Hardening Cementitious Composites (SHCC)

 ,
,  , , and
, , and
Abstract
:
1. Introduction
2. Materials and methods
2.1. Materials and Mix Design
2.2. Characterization of Fresh Material
2.2.1. Flow Table Test
2.2.2. Water Retention Test
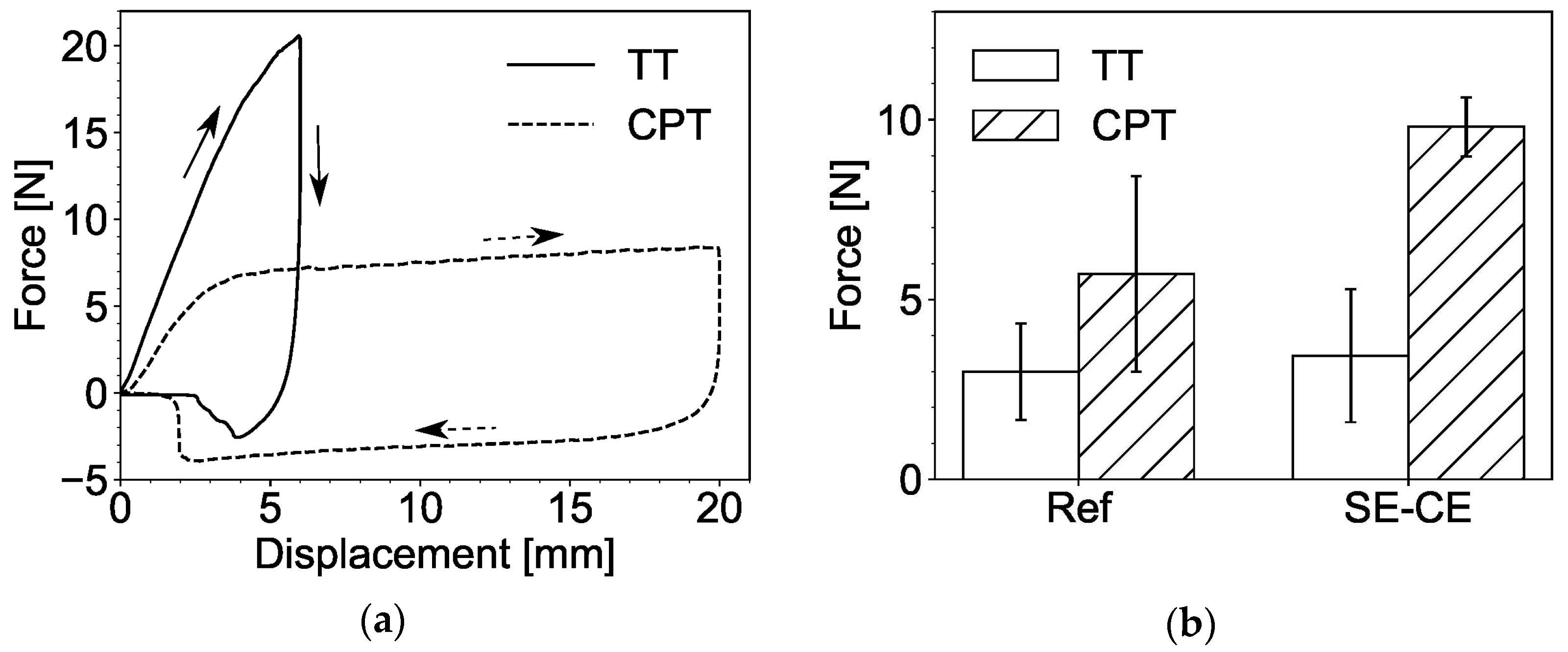
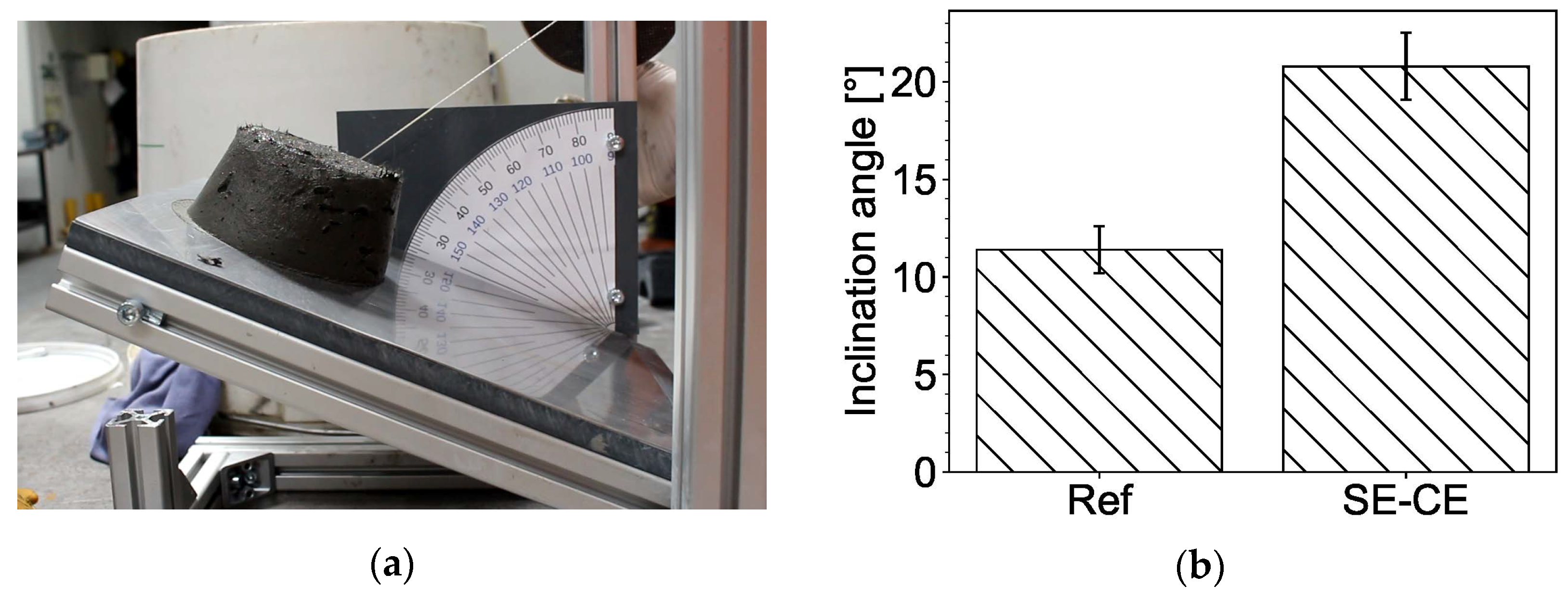
2.2.3. Evaluation of Adhesiveness
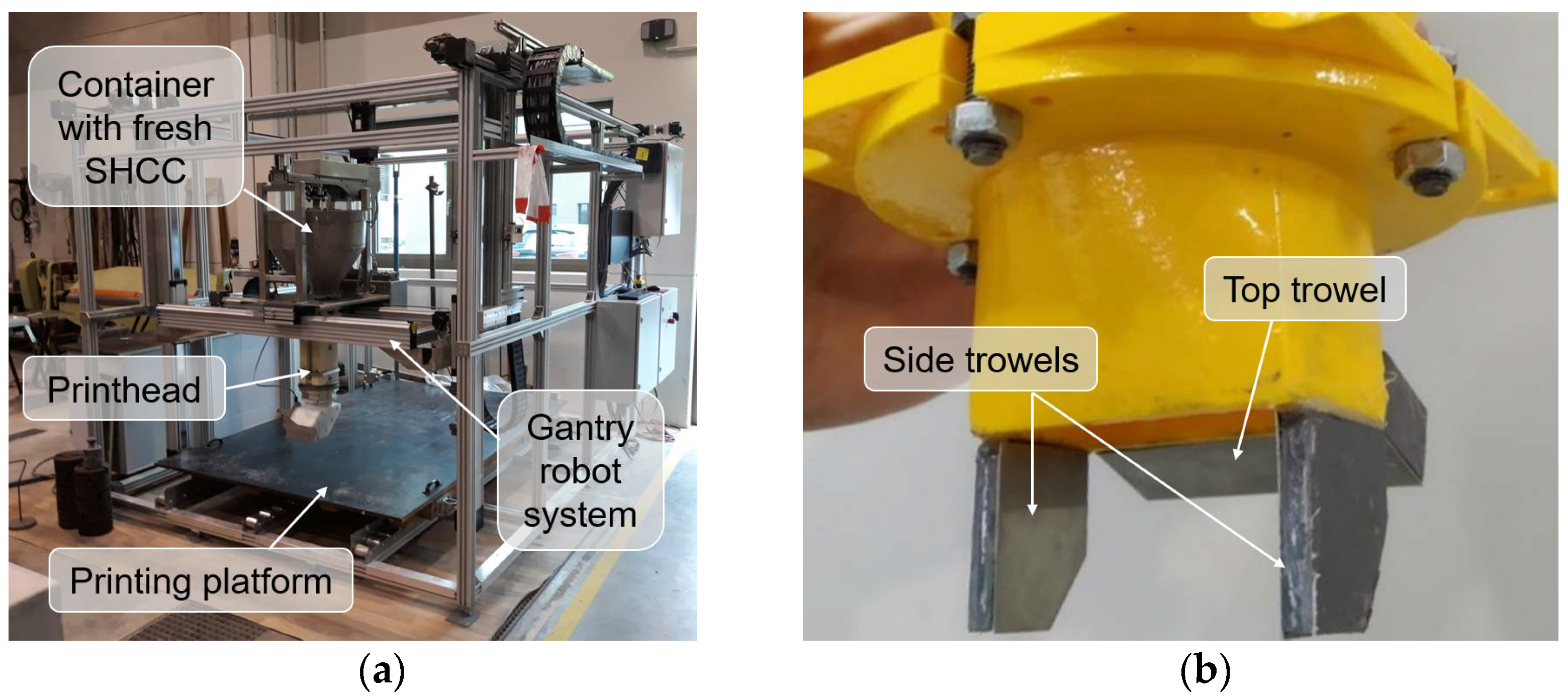
2.2.4. 3D Printing Test
2.3. Characterization of Hardened Material
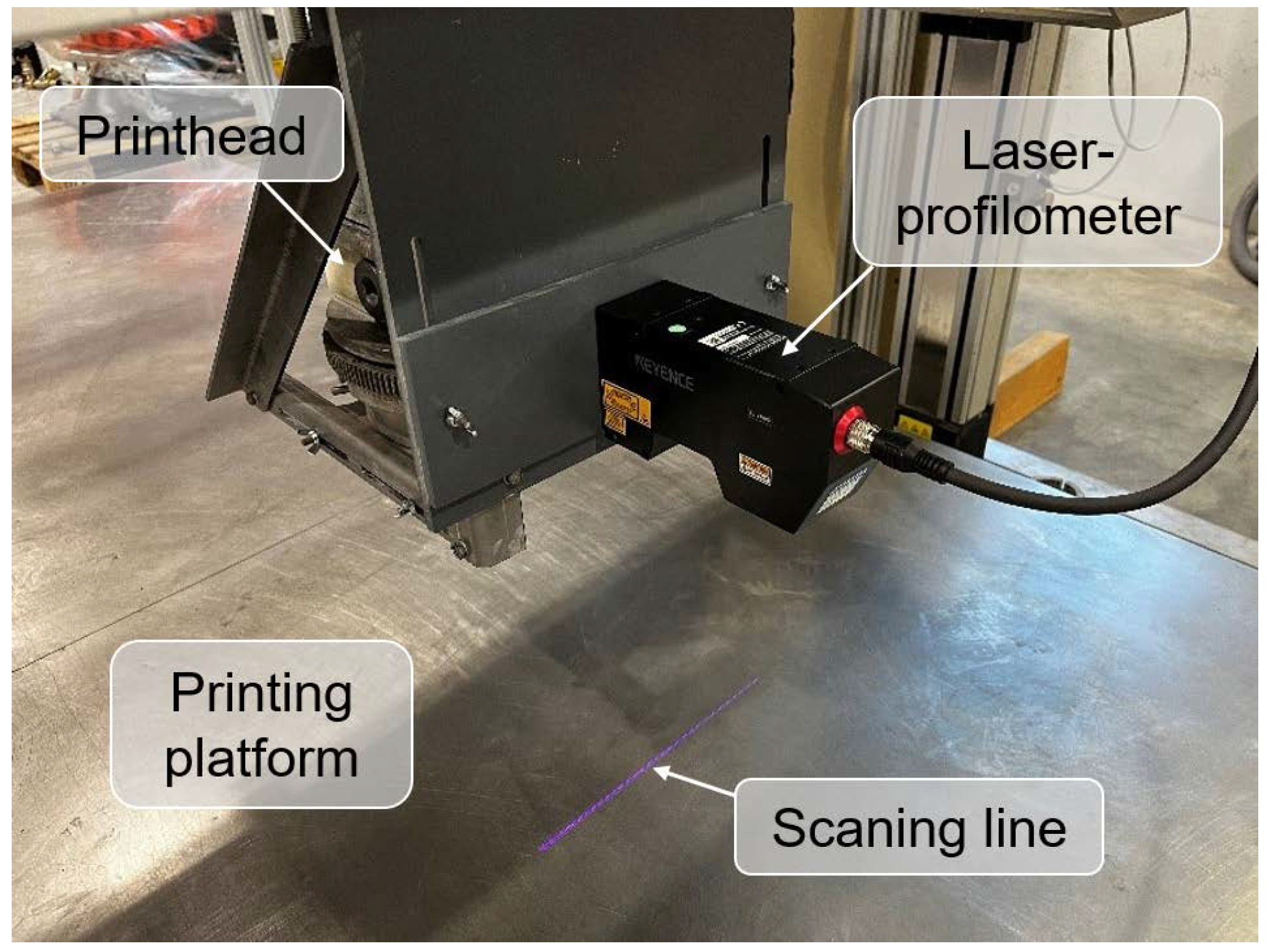
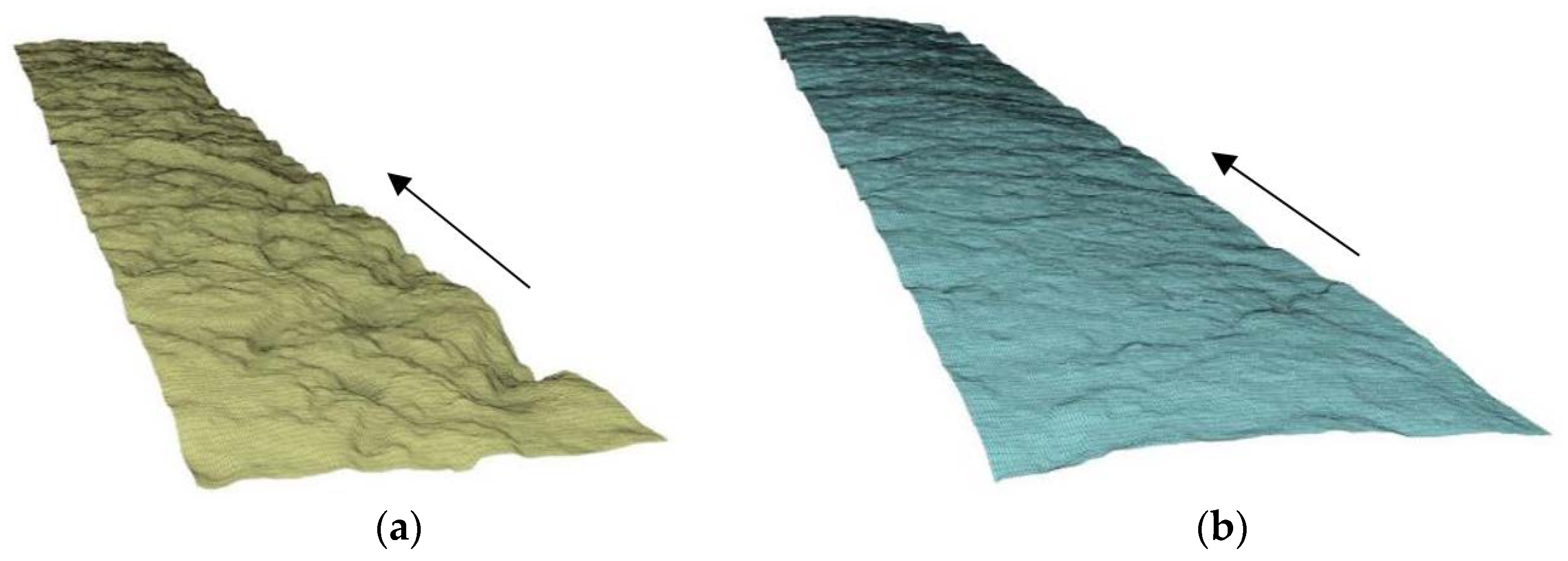
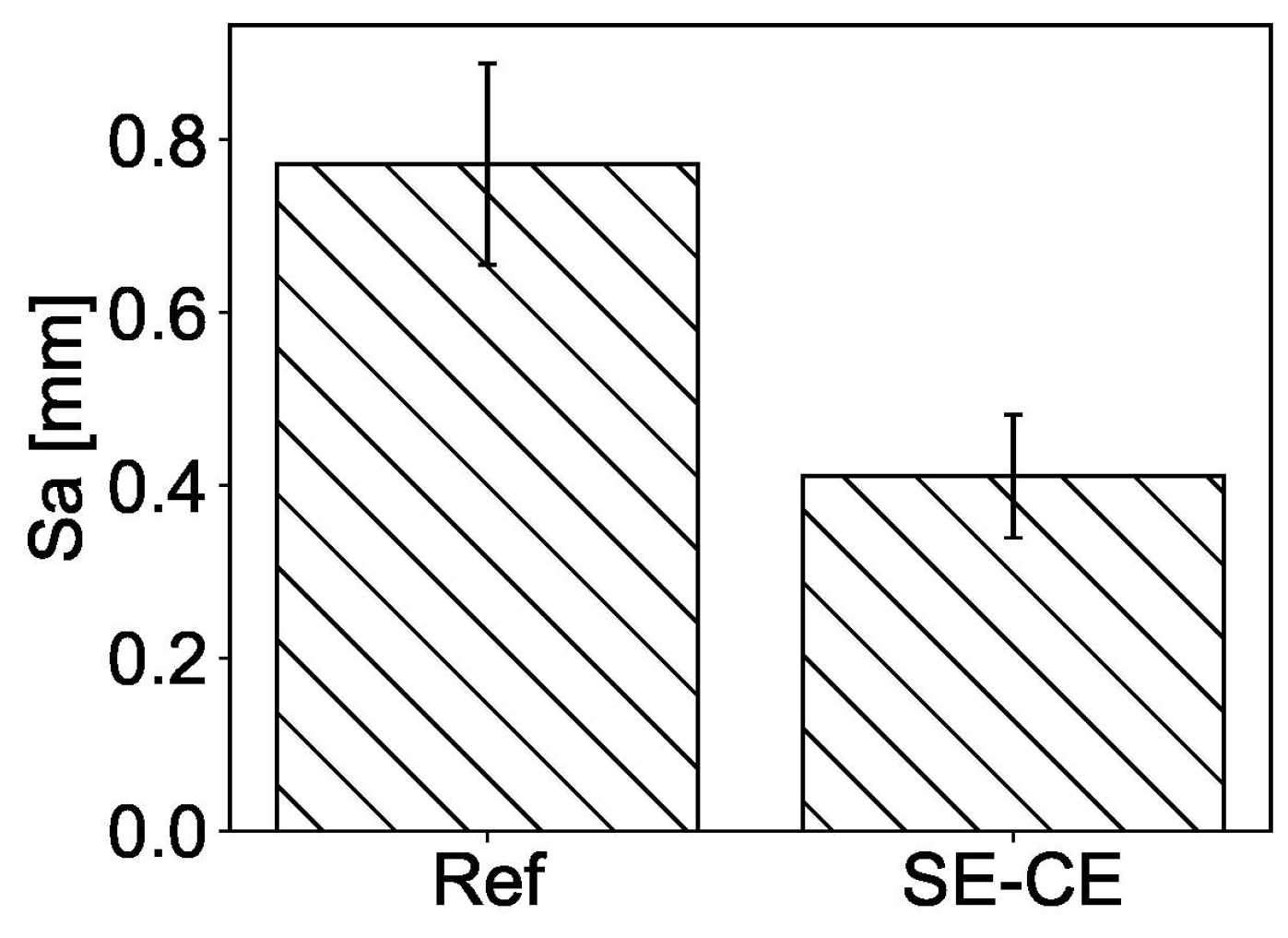
2.3.1. 3D Scanning
2.3.2. Compression and Bending Tests
2.3.3. Uniaxial Tension Test
3. Results and Discussion
3.1. Fresh Material
3.1.1. Workability
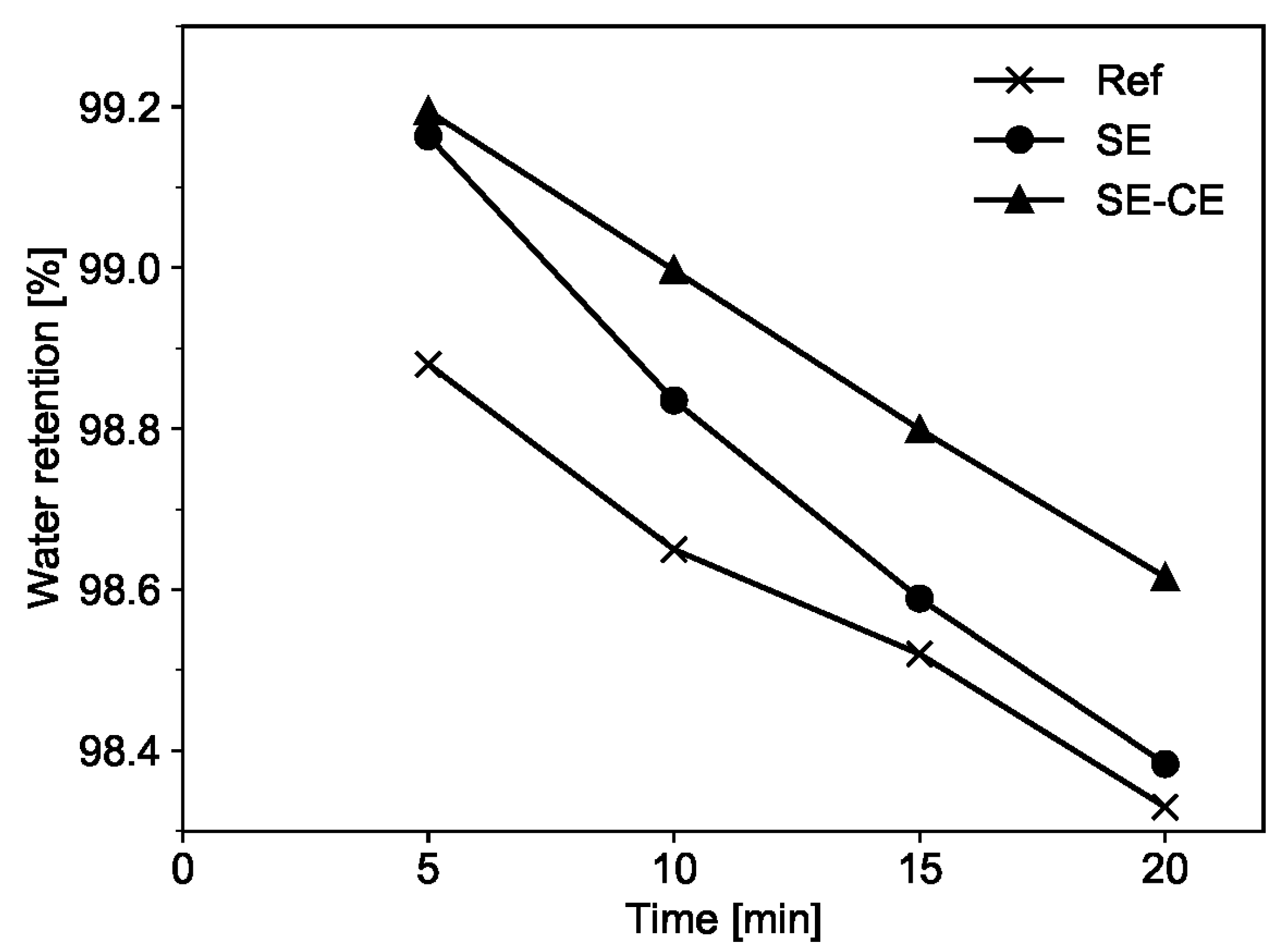
3.1.2. Water Retention
3.1.3. Measurement of Material Adhesiveness
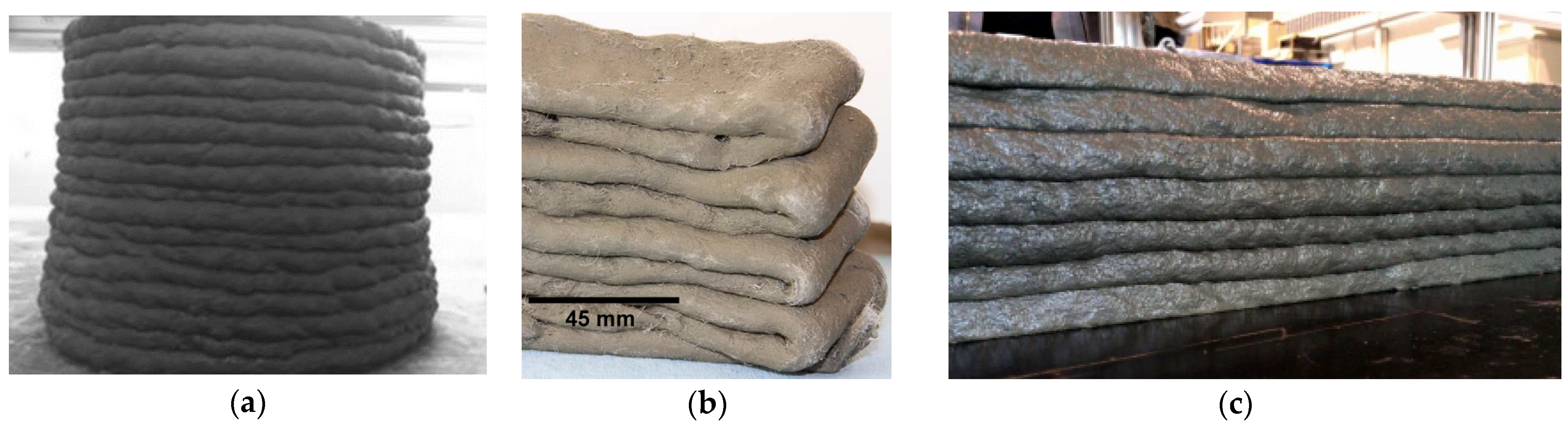
3.1.4. 3D Printing Test
3.2. Hardened Material
3.2.1. Surface Roughness
3.2.2. Ultimate Compressive and Flexural Strength
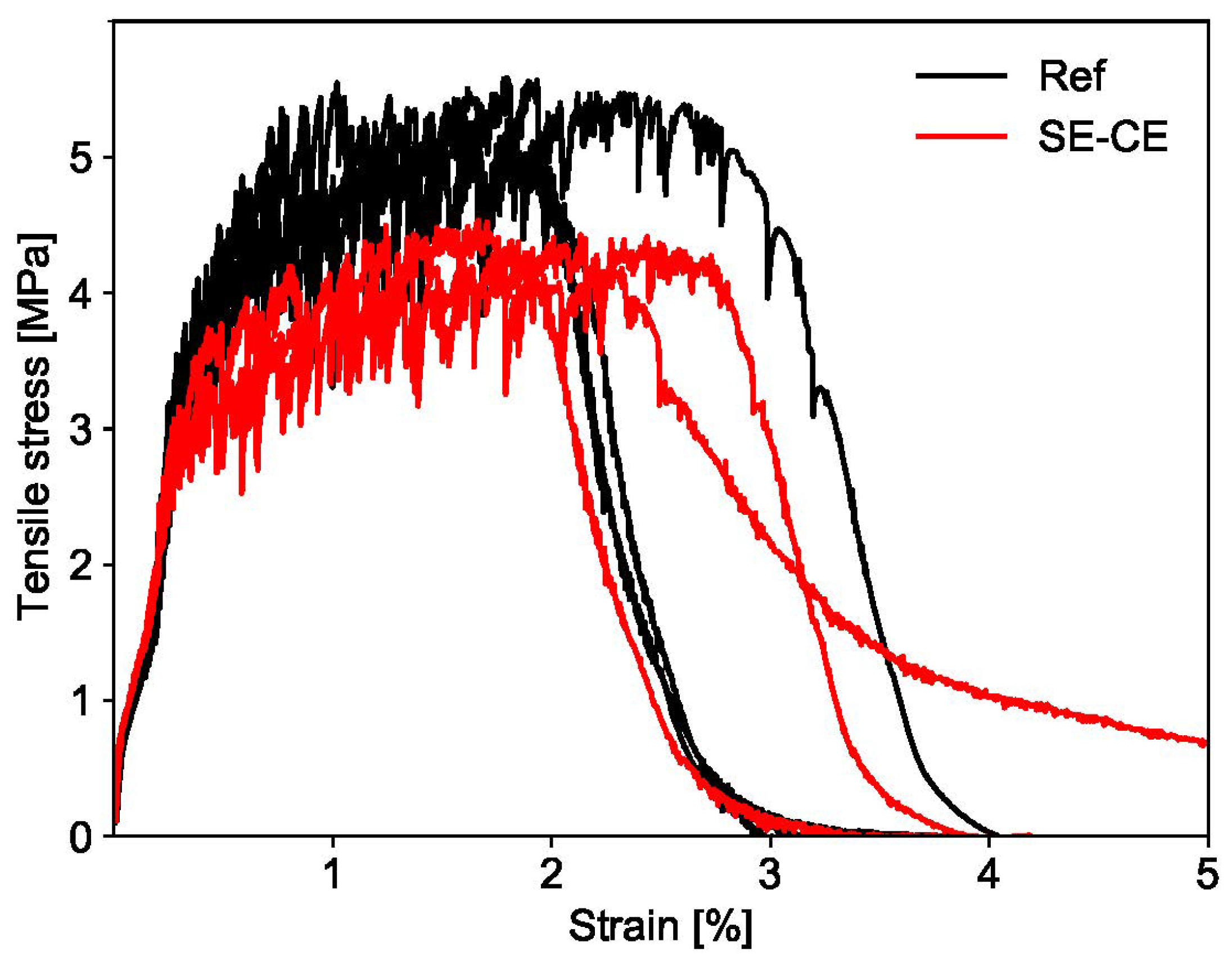
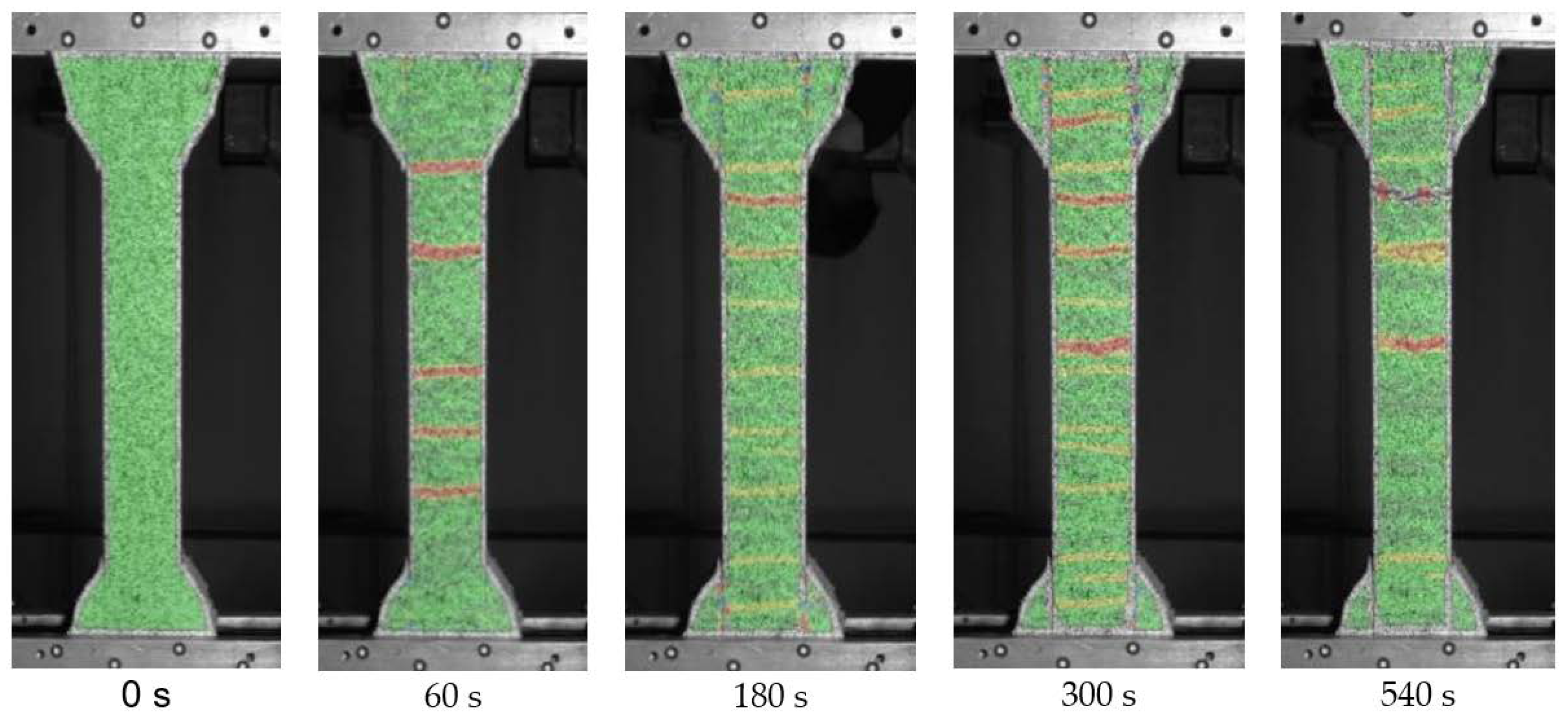
3.2.3. Ultimate Tensile Strength, Strain Capacity and Cracking
4. Conclusions
- The SHCC, developed with the addition of starch and cellulose ethers, yielded a prolonged period of maintaining initial workability and higher shape stability in comparison to previously developed compositions, as demonstrated in the flow table tests. All these parameters increase the usability of the developed material for 3D printing.
- The developed SE-CE mixture had the highest water retention capacity over time, which is especially important for a 3D printing material, as a high water retention capacity prevents rapid loss of water from its surface.
- Laser 3D scanning of the printed specimens showed enhanced surface evenness of the developed mixture when compared to the reference composition. The smooth surface of the modules printed from the developed material will allow them to be directly connected to each other without additional post-processing.
- The proposed methods for testing the adhesion of the material did not provide adequate results. New methods under development should allow for rapid production of test specimens to avoid bleeding effects.
- The developed SHCC showed high compressive and bending strengths. Considering these two parameters, it is not inferior to the reference mixture. However, due to the increased water-to-binder ratio, which is inevitable in the presence of cellulose ether, mechanical properties were still affected to some extent, i.e., a slight decrease in tensile strength was observed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
References
- Tang, G. An overview of historical and contemporary concrete shells, their construction and factors in their general disappearance. Int. J. Space Struct. 2015, 30, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Gluckovski, K.A. Design and erection of prefabricated shells. In Towards Industrialised Building-Proceedings of the Third CIB Congress; Elsevier: Amsterdam, The Netherlands, 1966; pp. 256–258. [Google Scholar]
- Candela Exhibition to Explore Intersection of Art and Engineering. Available online: https://www.princeton.edu/news/2008/10/06/candela-exhibition-explore-intersection-art-and-engineering (accessed on 1 February 2022).
- Global Alliance for Buildings and Construction, International Energy Agency and the United Nations Environment Programme (2019): 2019 Global Status Report for Buildings and Construction: Towards a Zero-Emission, Efficient and Resilient Buildings and Construction Sector; UN Environment and the International Energy Agency: Madrid, Spain, 2019.
- Veenendaal, D.; Block, P. Design process for prototype concrete shells using a hybrid cable-net and fabric formwork. Eng. Struct. 2014, 75, 39–50. [Google Scholar] [CrossRef]
- Popescu, M.; Rippmann, M.; Liew, A.; Reiter, L.; Flatt, R.J.; Van Mele, T.; Block, P. Structural design, digital fabrication and construction of the cable-net and knitted formwork of the KnitCandela concrete shell. Structures 2021, 31, 1287–1299. [Google Scholar] [CrossRef]
- Van Mele, T.; Méndez Echenagucia, T.; Pigram, D.; Liew, A.; Block, P. Ultralight, Flexible Formwork System for Thin, Textile-Reinforced Concrete Shells; DETAIL: Munich, Germany, 2018; pp. 50–53. [Google Scholar]
- Popescu, M.; Reiter, L.; Liew, A.; Van Mele, T.; Flatt, R.J.; Block, P. Building in Concrete with an Ultra-lightweight Knitted Stay-in-place Formwork: Prototype of a Concrete Shell Bridge. Structures 2018, 14, 322–332. [Google Scholar] [CrossRef]
- Kromoser, B.; Huber, P. Pneumatic Formwork Systems in Structural Engineering. Adv. Mater. Sci. Eng. 2016, 2016, 4724036. [Google Scholar] [CrossRef] [Green Version]
- Kromoser, B.; Kollegger, J. Pneumatic forming of hardened concrete—Building shells in the 21st century. Struct. Concr. 2015, 16, 161–171. [Google Scholar] [CrossRef]
- Kromoser, B.; Kollegger, J. Efficient construction of concrete shells by Pneumatic Forming of Hardened Concrete: Construction of a concrete shell bridge in Austria by inflation. Struct. Concr. 2020, 21, 4–14. [Google Scholar] [CrossRef] [Green Version]
- Monzó, L.E.; Schwartz, J. Design of CASTonCAST shell structures based on load path network method. Int. J. Space Struct. 2017, 32, 216–225. [Google Scholar] [CrossRef]
- Schipper, H.R.; Grunewald, S.; Eigenraam, P.; Raghunath, P.; Kok, M. Optimization of the Flexible Mould Process for the Production of Double-Curved Concrete Elements. In Proceedings of the 1st Concrete Innovation Conference, Oslo, Norway, 11–13 June 2014. [Google Scholar]
- Oesterle, S.; Vansteenkiste, A.; Mirjan, A. Zero Waste Free-Form Formwork. In Proceedings of the 2nd International Conference on Flexible Formwork, Bath, UK, 27–29 June 2012; pp. 258–267. [Google Scholar]
- Søndergaard, A.; Feringa, J.; Stan, F.; Maier, D. Robotic abrasive wire cutting of polymerized styrene formwork systems for cost-effective realization of topology-optimized concrete structures. Constr. Robot. 2018, 2, 81–92. [Google Scholar] [CrossRef]
- Mechtcherine, V.; Michel, A.; Liebscher, M.; Schneider, K.; Großmann, C. Mineral-impregnated carbon fiber composites as novel reinforcement for concrete construction: Material and automation perspectives. Autom. Constr. 2020, 110, 103002. [Google Scholar] [CrossRef]
- Schneider, K.; Michel, A.; Liebscher, M.; Terreri, L.; Hempel, S.; Mechtcherine, V. Mineral-impregnated carbon fibre reinforcement for high temperature resistance of thin-walled concrete structures. Cem. Concr. Compos. 2019, 97, 68–77. [Google Scholar] [CrossRef]
- Striatus 3D Concrete Printed Masonry Bridge. Available online: https://www.striatusbridge.com/ (accessed on 4 January 2022).
- Falliano, D.; De Domenico, D.; Ricciardi, G.; Gugliandolo, E. 3D-printable lightweight foamed concrete and comparison with classical foamed concrete in terms of fresh state properties and mechanical strength. Constr. Build. Mater. 2020, 254, 119271. [Google Scholar] [CrossRef]
- Cho, S.; Kruger, J.; van Rooyen, A.; van Zijl, G. Rheology and application of buoyant foam concrete for digital fabrication. Compos. Part B Eng. 2021, 215, 108800. [Google Scholar] [CrossRef]
- Gosselin, C.; Duballet, R.; Roux, P.; Gaudillière, N.; Dirrenberger, J.; Morel, P. Large-scale 3D printing of ultra-high performance concrete—A new processing route for architects and builders. Mater. Des. 2016, 100, 102–109. [Google Scholar] [CrossRef] [Green Version]
- Li, V.C. On Engineered Cementitious Composites (ECC). J. Adv. Concr. Technol. 2003, 1, 215–230. [Google Scholar] [CrossRef] [Green Version]
- Ogura, H.; Nerella, V.N.; Mechtcherine, V. Developing and testing of Strain-Hardening Cement-Based Composites (SHCC) in the context of 3D-printing. Materials 2018, 11, 1375. [Google Scholar] [CrossRef] [Green Version]
- Chaves Figueiredo, S.; Romero Rodríguez, C.; Ahmed, Z.Y.; Bos, D.H.; Xu, Y.; Salet, T.M.; Çopuroğlu, O.; Schlangen, E.; Bos, F. An approach to develop printable strain hardening cementitious composites. Mater. Des. 2019, 169, 107651. [Google Scholar] [CrossRef]
- Zhu, B.; Pan, J.; Nematollahi, B.; Zhou, Z.; Zhang, Y.; Sanjayan, J.G. Development of 3D printable engineered cementitious composites with ultra-high tensile ductility for digital construction. Mater. Des. 2019, 181, 108088. [Google Scholar] [CrossRef]
- Figueiredo, S.C.; Rodríguez, C.R.; Ahmed, Z.Y.; Bos, D.H.; Xu, Y.; Salet, T.M.; Çopuroglu, O.; Schlangen, E.; Bos, F. Mechanical behavior of printed strain hardening cementitious composites. Materials 2020, 13, 2253. [Google Scholar] [CrossRef]
- Li, V.C.; Bos, F.P.; Yu, K.; McGee, W.; Ng, T.Y.; Figueiredo, S.C.; Nefs, K.; Mechtcherine, V.; Nerella, V.N.; Pan, J.; et al. On the emergence of 3D printable Engineered, Strain Hardening Cementitious Composites (ECC/SHCC). Cem. Concr. Res. 2020, 132, 106038. [Google Scholar] [CrossRef]
- Soltan, D.G.; Li, V.C. A self-reinforced cementitious composite for building-scale 3D printing. Cem. Concr. Compos. 2018, 90, 1–13. [Google Scholar] [CrossRef]
- Aïtcin, P.-C.; Flatt, R.J. (Eds.) Science and Technology of Concrete Admixtures; Woodhead Publishing: Sawston, UK, 2016. [Google Scholar] [CrossRef]
- Plank, J. Applications of Biopolymers in Construction Engineering. In Biopolymers Online; Steinbüchel, A., Ed.; Wiley-VCH: Weinheim, Germany, 2005. [Google Scholar] [CrossRef]
- Zhou, S.C.; Lv, H.L.; Li, N.; Zhang, J. Effects of chemical admixtures on the working and mechanical properties of ordinary dry-mixed mortar. Adv. Mater. Sci. Eng. 2019, 2019, 5978089. [Google Scholar] [CrossRef] [Green Version]
- Chen, N.; Wang, P.; Zhao, L.; Zhang, G. Water retention mechanism of HPMC in cement mortar. Materials 2020, 13, 2918. [Google Scholar] [CrossRef] [PubMed]
- Messan, A.; Ienny, P.; Nectoux, D. Free and restrained early-age shrinkage of mortar: Influence of glass fiber, cellulose ether and EVA (ethylene-vinyl acetate). Cem. Concr. Compos. 2011, 33, 402–410. [Google Scholar] [CrossRef]
- Patural, L.; Marchal, P.; Govin, A.; Grosseau, P.; Ruot, B.; Devès, O. Cellulose ethers influence on water retention and consistency in cement-based mortars. Cem. Concr. Res. 2011, 41, 46–55. [Google Scholar] [CrossRef] [Green Version]
- Glatthor, A. Performance of Starch Ethers in Drymix Mortars. 2016. Available online: https://www.researchgate.net/profile/Andrea-Glatthor/publication/310974984_Performance_of_Starch_Ethers_in_Drymix_Mortars/links/583bfc7e08aef00f3bfe92d3/Performance-of-Starch-Ethers-in-Drymix-Mortars.pdf (accessed on 1 February 2022).
- EN 1015-3; Methods of Test for Mortar for Masonry—Part 3: Determination of Consistence of Fresh Mortar (by Flow Table). European Committee for Standardization: Brussels, Belgium, 1999.
- DIN 18555-7; Testing of Mortars With Mineral Binders. Part 7: Determination of the Water Retention Value of Fresh Mortars by the Filter Plate Method. Deutsche Institut für Normung: Berlin, Germany, 2019.
- Lin, Y.Y.; Hui, C.Y.; Conway, H.D. Detailed elastic analysis of the flat punch (tack) test for pressure-sensitive adhesives. J. Polym. Sci. Part B Polym. Phys. 2000, 38, 2769–2784. [Google Scholar] [CrossRef]
- Tao, Y.; Vantyghem, G.; Lesage, K.; Yuan, Y.; De Corte, W.; Van Tittelboom, K.; De Schutter, G. Adhesion Properties of Printable Polymer-Modified Concrete for Rock Tunnel Linings. ACI Mater. J. 2021, 118, 61–73. [Google Scholar] [CrossRef]
- Sokolov, D.; Mechtcherine, V. Inline Measurement System for Automated Quality Assurance of 3D Printed Concrete Structures. In Proceedings of the 3rd RILEM International Conference on Digital Fabrication with Concrete (Digital Concrete 2022), Loughborough University, Loughborough, UK, 27–29 June 2022. under review. [Google Scholar]
- ARAMIS Adjustable: The Modular Measuring System for 2D and 3D Analysis. Available online: https://www.gom.com/en/products/3d-testing/aramis-adjustable (accessed on 31 January 2022).
- Mueller, I.; Bosbach, D.; Putnis, A.; Schmitt, B.; Weyer, H. Early Hydration Processes of Portland Cement in Presence of Cellulose Ethers. In Proceedings of the 1st National Congress of Construction Mortars (1° Congresso Nacional de Argamassas de Construção), Lisbon, Portugal, 24–25 November 2005. [Google Scholar]
- Burns, E.; Ferraz, D.; Tregger, N. Characterizing Sticky Concrete from Rheological Perspective. ACI Mater. J. 2021, 118, 421–429. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition | Ref | SE | SE-CE |
|---|---|---|---|
| Component | Amount per 1 m3 [kg] | ||
| Portland cement CEM I 52.5 R | 907 | 895 | 1013 |
| Fly ash | 378 | 373 | 217 |
| Microsilica suspension | 454 | 448 | 434 |
| Sand 0.06–0.2 mm | 91 | 91 | 91 |
| Sand 0–1 mm | 213 | 213 | 213 |
| Water | 74 | 84 | 125 |
| Superplasticizer SKY 593 | 29.77 | 29.37 | 28.50 |
| Polyethylene fiber, L = 6 mm | 15.46 | 15.46 | 15.46 |
| Starch ether Starvis SE 35 F | - | 0.34 | 0.33 |
| Cellulose ether Tylose MH 300 P2 | - | - | 1.09 |
| Direction | Compressive Strength [MPa] | |||||
|---|---|---|---|---|---|---|
| 2 Days | 7 Days | 28 Days | ||||
| Ref | SE-CE | Ref | SE-CE | Ref | SE-CE | |
| D1 | 66.5 (1.1) | 65.5 (3.2) | 82.1 (1.4) | 71.4 (2.7) | 83.2 (6.5) | 80.9 (2.4) |
| D2 | 60.2 (1.5) | 58.6 (1.9) | 63.8 (2.8) | 64.7 (8.3) | 73.0 (11.7) | 80.1 (4.7) |
| D3 | 68.4 (3.6) | 70.0 (4.4) | 79.1 (9.8) | 76.5 (5.0) | 82.2 (11.8) | 79.5 (9.3) |
| Direction | Flexural Strength [MPa] | |||||
|---|---|---|---|---|---|---|
| 2 Days | 7 Days | 28 Days | ||||
| Ref | SE-CE | Ref | SE-CE | Ref | SE-CE | |
| D1 | 18.0 (0.6) | 16.4 (1.5) | 21.9 (1.2) | 17.9 (1.6) | 22.0 (1.2) | 21.4 (1.0) |
| D3 | 16.4 (0.8) | 14.9 (2.0) | 17.1 (0.4) | 15.2 (0.5) | 18.5 (1.7) | 17.4 (1.0) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ivaniuk, E.; Ivanova, I.; Sokolov, D.; Tošić, Z.; Eichenauer, M.F.; Lordick, D.; Mechtcherine, V. Application-Driven Material Design of Printable Strain Hardening Cementitious Composites (SHCC). Materials 2022, 15, 1631. https://doi.org/10.3390/ma15051631
Ivaniuk E, Ivanova I, Sokolov D, Tošić Z, Eichenauer MF, Lordick D, Mechtcherine V. Application-Driven Material Design of Printable Strain Hardening Cementitious Composites (SHCC). Materials. 2022; 15(5):1631. https://doi.org/10.3390/ma15051631
Chicago/Turabian StyleIvaniuk, Egor, Irina Ivanova, Dmitrii Sokolov, Zlata Tošić, Martin Friedrich Eichenauer, Daniel Lordick, and Viktor Mechtcherine. 2022. "Application-Driven Material Design of Printable Strain Hardening Cementitious Composites (SHCC)" Materials 15, no. 5: 1631. https://doi.org/10.3390/ma15051631
APA StyleIvaniuk, E., Ivanova, I., Sokolov, D., Tošić, Z., Eichenauer, M. F., Lordick, D., & Mechtcherine, V. (2022). Application-Driven Material Design of Printable Strain Hardening Cementitious Composites (SHCC). Materials, 15(5), 1631. https://doi.org/10.3390/ma15051631