
Induction Heating in Underwater Wet Welding—Thermal Input, Microstructure and Diffusible Hydrogen Content

 , , , and
, , , and
Abstract
:1. Introduction
- a sufficient content of diffusible hydrogen must be present
- a critical local stress state (including residual stresses) is attained and
- a susceptible material or a material in a critical state (microstructure) is used.
2. Materials and Methods
3. Results
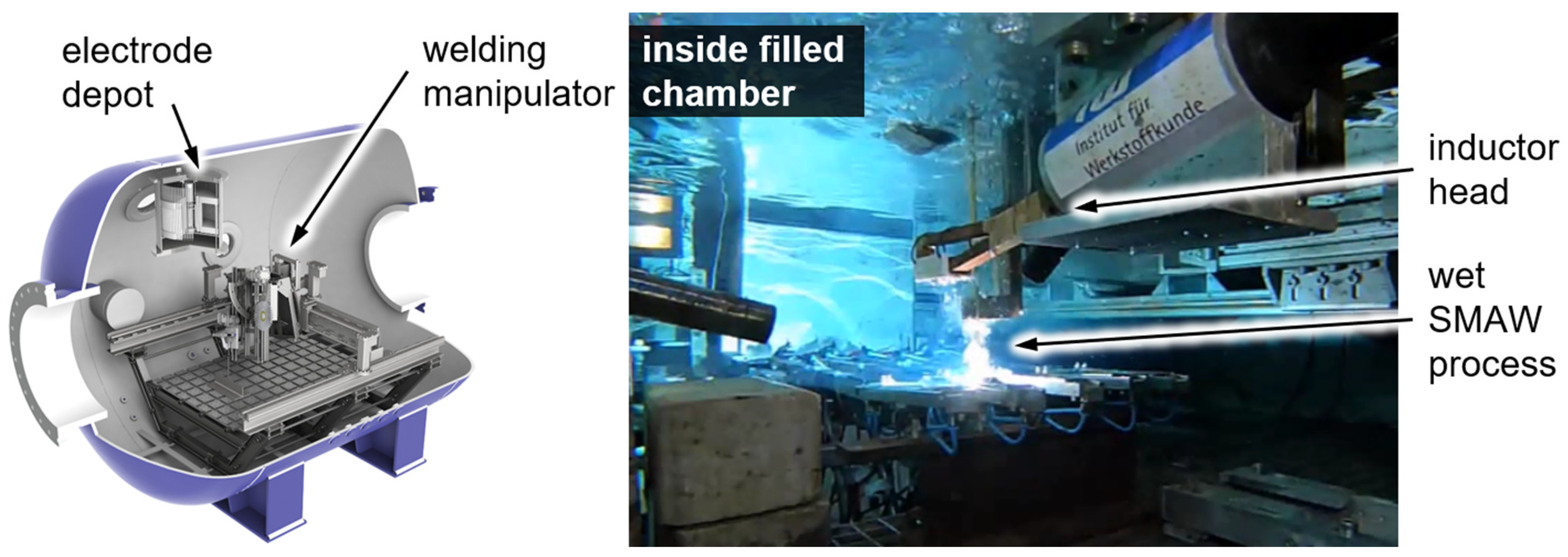
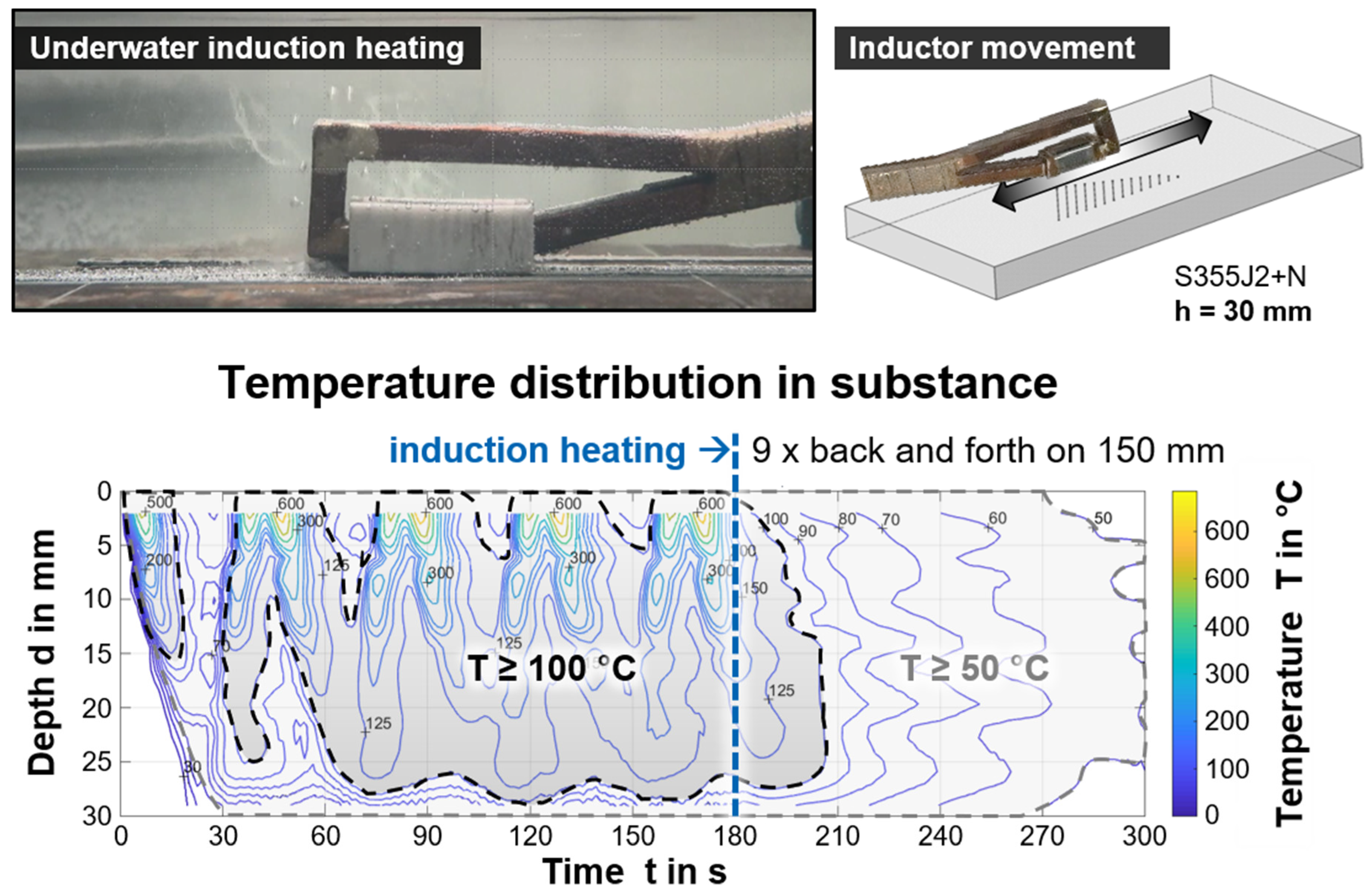
3.1. Under Water Induction Heating
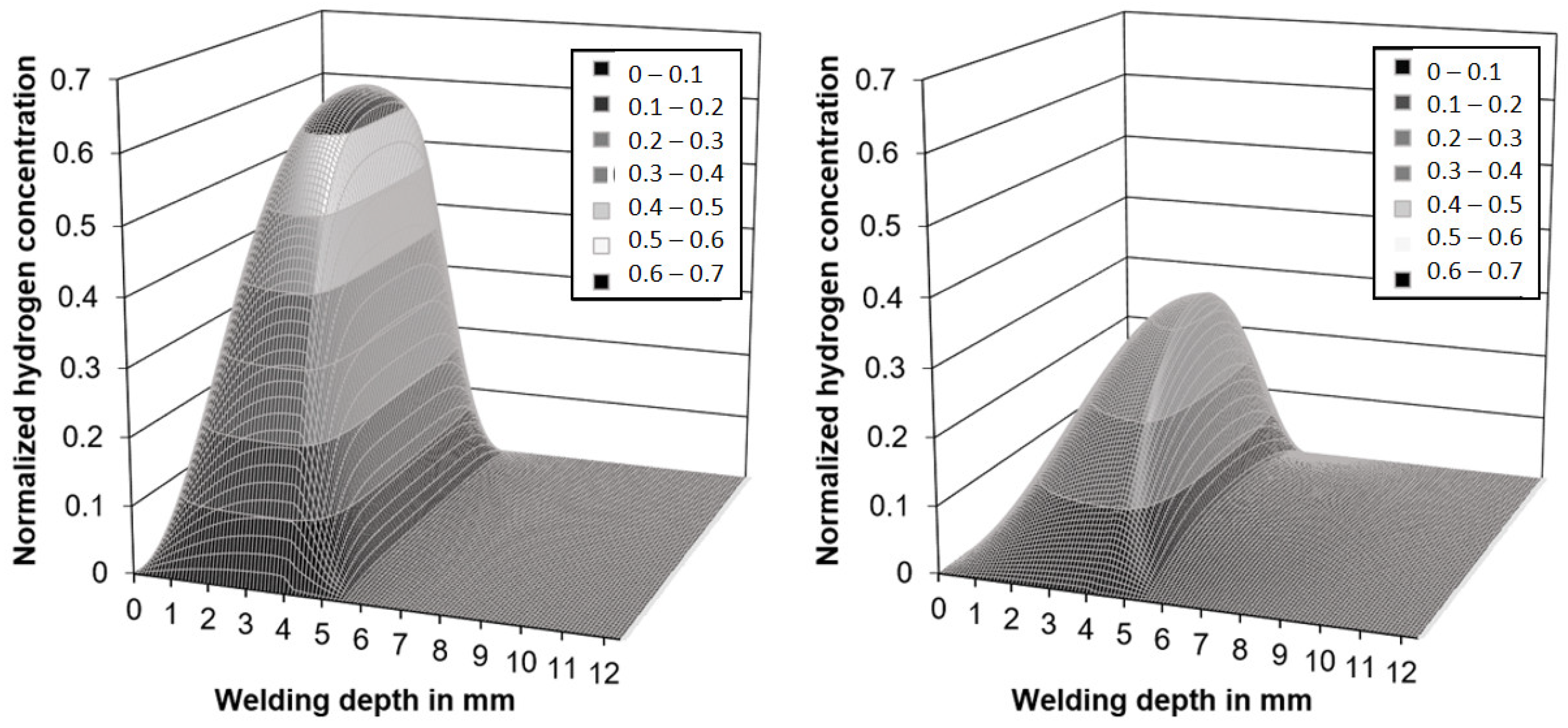
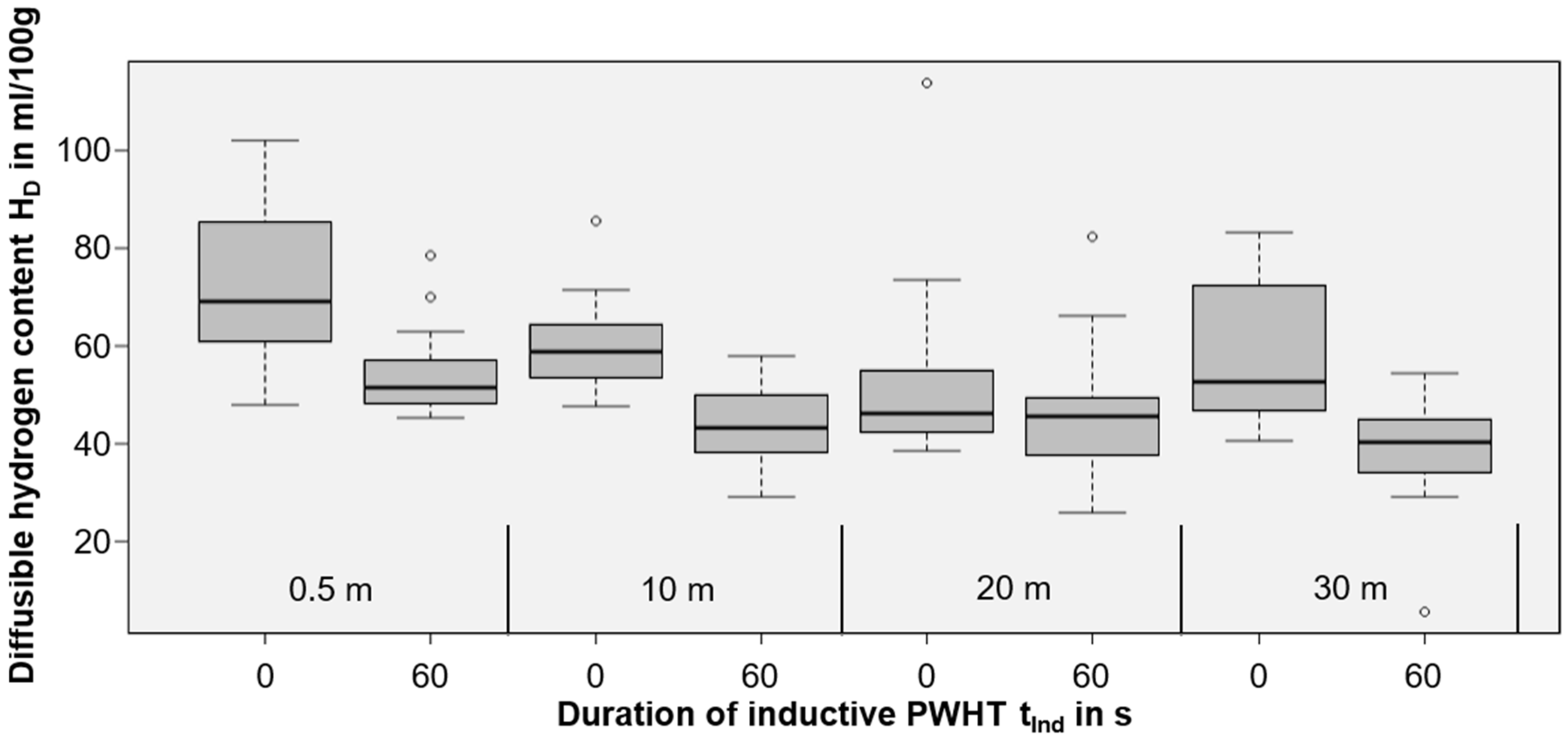
3.2. Hydrogen Concentration
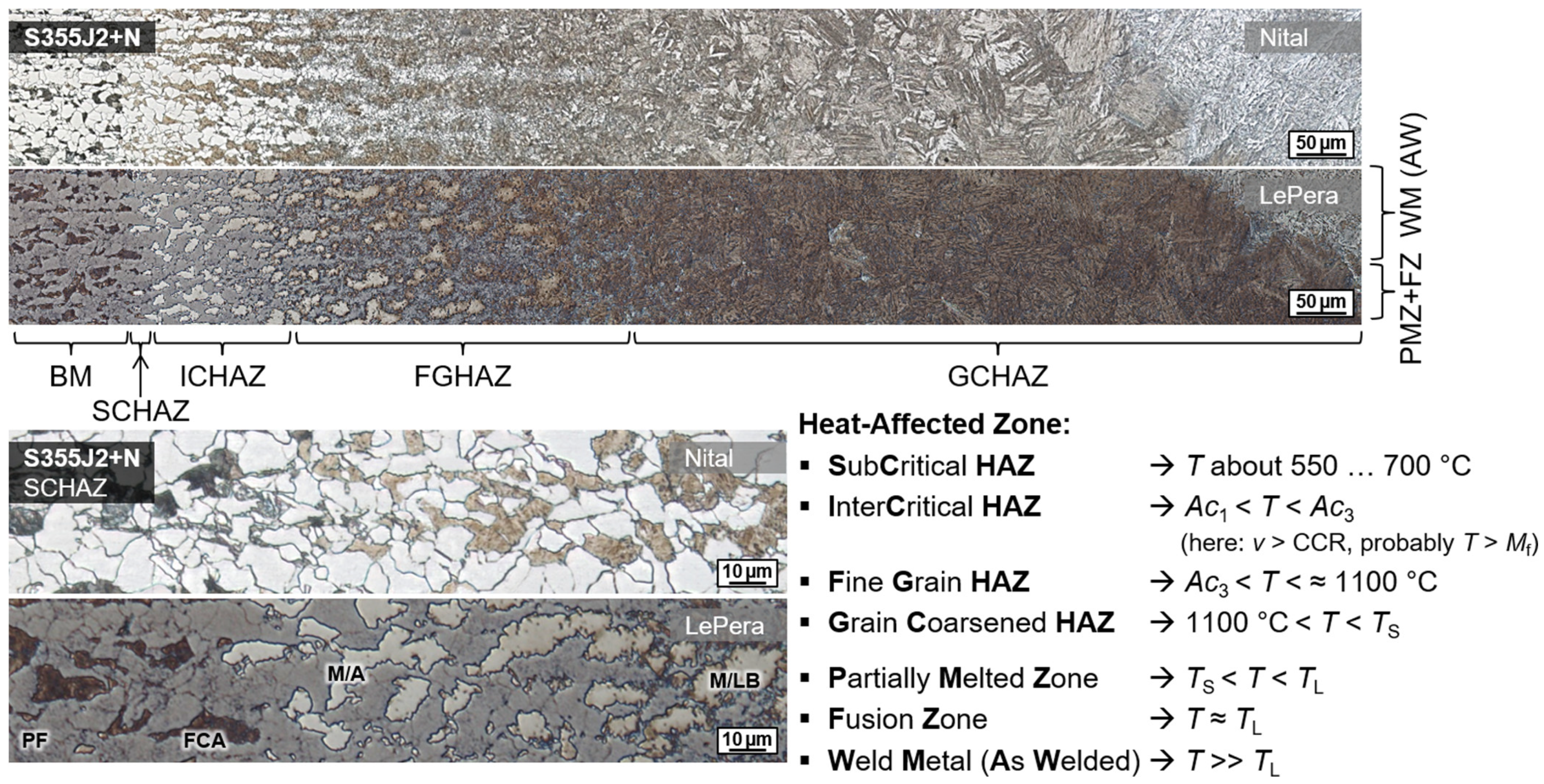
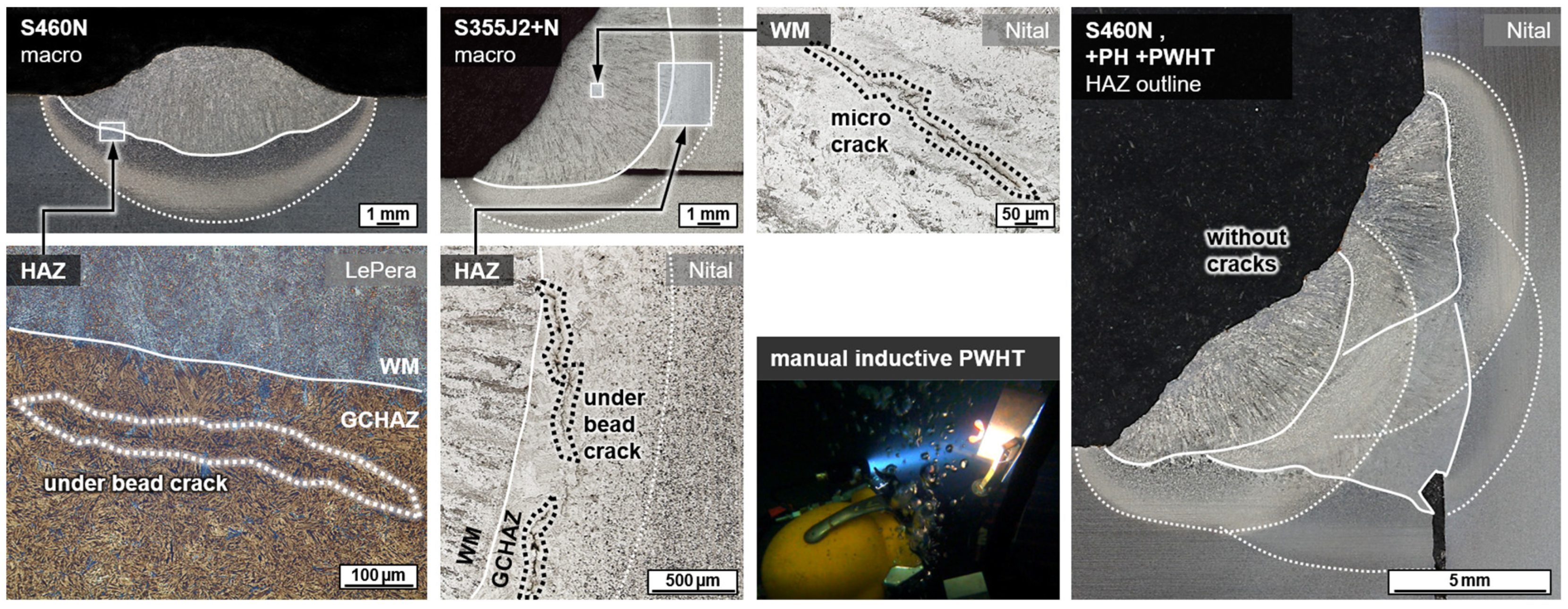
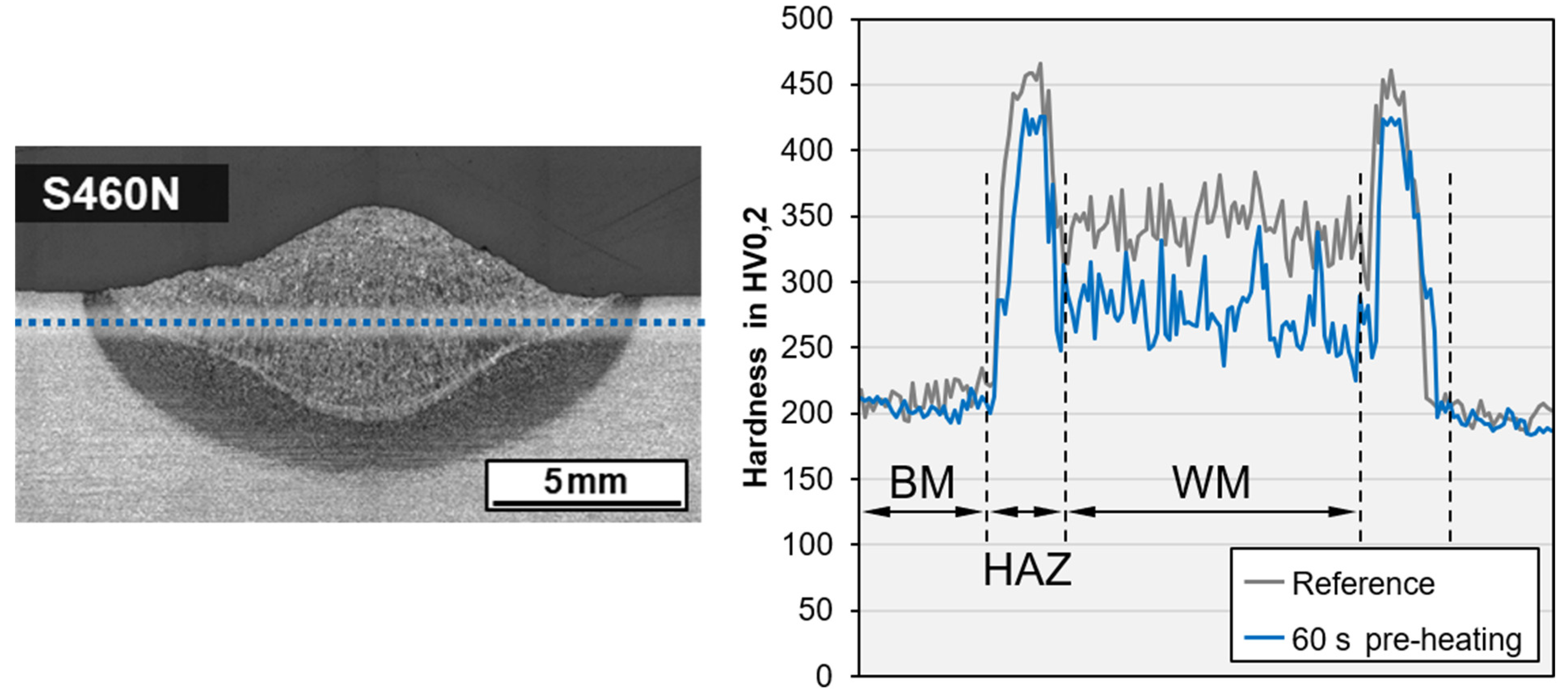
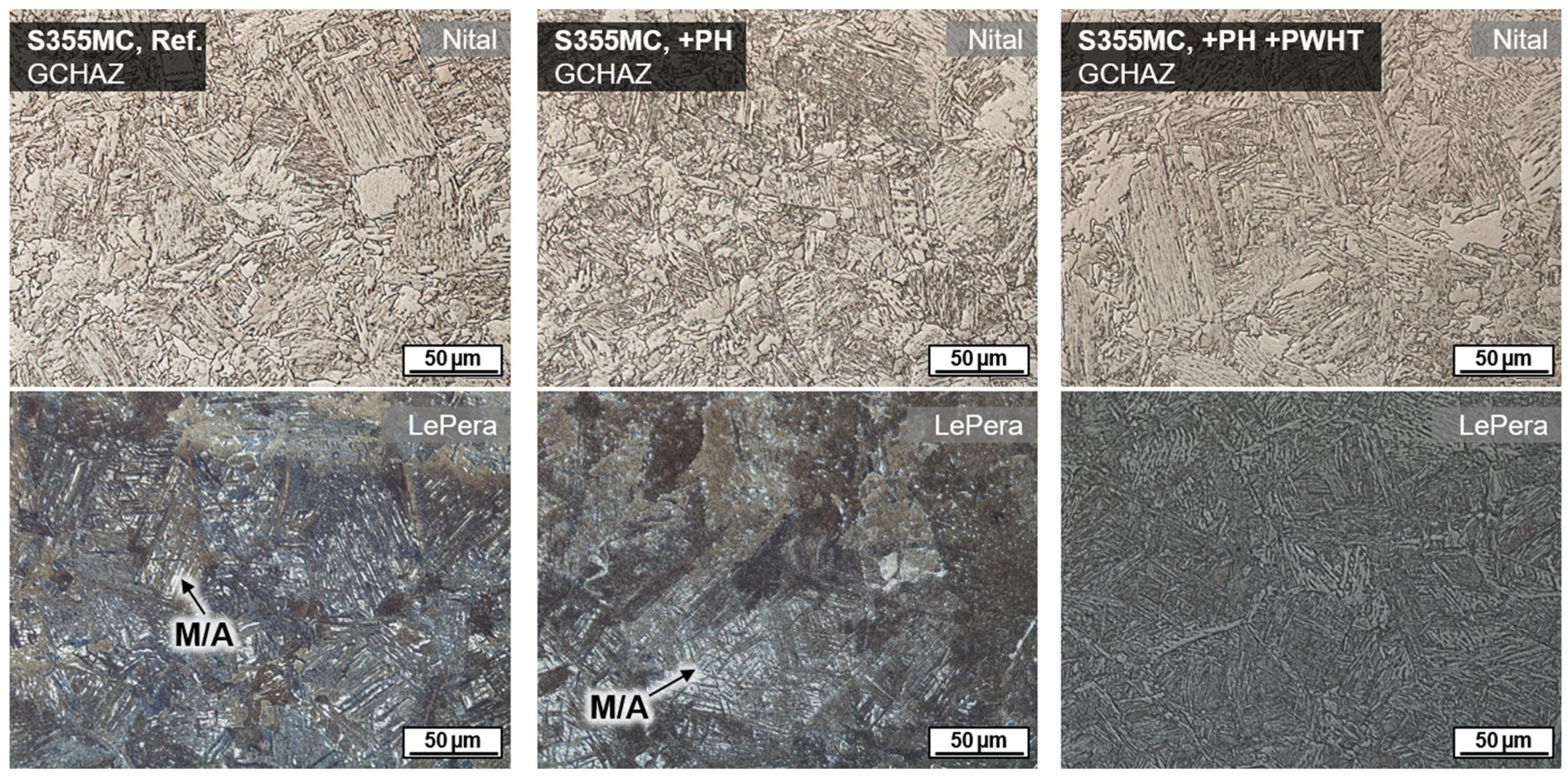
3.3. Metallographic Analysis
4. Discussion
5. Conclusions
- I.
- Commercial induction technology can be used for heating operations with low effort in an underwater welding application.
- II.
- The inductive heat input is appropriate to perform preheating as well as post-weld heat treatment (PWHT) measures. Yet, attention must be paid to avoid unintended transformations due to a possible quenching effect upon induction heating.
- III.
- Preheating for the purpose of active heat management during welding or to reduce the cooling rate just after welding, is not efficient for wet underwater welding. Only for bead on plate welds on S460N was a hardness reduction of about 30 HV achieved in the HAZ. For the other used steel grades, no significant influence on the resulting hardness level was found.
- IV.
- Inductive PWHT can be applied to obtain tempering effects in quenched regions of the HAZ.
- V.
- Even a relatively short time usage of inductive PWHT can significantly support hydrogen effusion, and, thus, can reduce the risk of HAC. Diffusible hydrogen content could be reduced by 17 to 34%.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Loidl, M. Entwicklung einer Prüfmethodik zur Charakterisierung höchstfester Karosseriestähle hinsichtlich des Risikos zur Wasserstoff induzierten Rissbildung. Ph.D. Thesis, Institut für Materialprüfung, Werkstoffkunde und Festigkeitslehre, University of Stuttgart, Stuttgart, Germany, 2014. [Google Scholar]
- Nagumo, M. Fundamentals of Hydrogen Embrittlement; Springer: Singapore, 2016; ISBN 978-981-10-0161-1. [Google Scholar]
- Schauer, H. Auslegung für Stahlbauteile bei Ermüdungsbeanspruchung in Druckwasserstoffatmosphäre. Ph.D. Thesis, University of Stuttgart, Stuttgart, Germany, 2018. [Google Scholar]
- Djukic, M.; Bakic, G.; Šijački-Žeravčić, V.; Rajicic, B.; Sedmak, A.; Wasim, M.; Perišić, J. The Synergistic Action of HELP and HEDE Mechanisms of Hydrogen Embrittlement in Steels; Research Symposium on Hydrogen-Materials Interactions, Kyushu University: Fukuoka, Japen, 2021. [Google Scholar]
- Wasim, M.; Djukic, M.B.; Ngo, T.D. Influence of hydrogen-enhanced plasticity and decohesion mechanisms of hydrogen embrittlement on the fracture resistance of steel. Eng. Fail. Anal. 2021, 123, 105312. [Google Scholar] [CrossRef]
- Bailey, N.; Coe, F.R.; Gooch, T.G.; Hart, P.H.M.; Jenkins, N.; Pargeter, R.J. Welding Steels without Hydrogen Cracking, 2nd ed.; Woodhead Publishing Limited: Cambridge, UK, 2004; ISBN 978-1-85573-014-6. [Google Scholar]
- Lippold, J.C. Welding Metallurgy and Weldability; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2014; ISBN 978-1-11823-070-1. [Google Scholar]
- Reich, M.; Schumacher, P.; Klett, J.; Hassel, T.; Kessler, O. Werkstofftechnisch basiertes Modell für die Simulation des Unterwasserschweißens. Schweißen Schneid. 2019, 71, 513–519. [Google Scholar]
- Tomków, J.; Fydrych, D.; Rogalski, G. Dissimilar underwater wet welding of HSLA steels. Int. J. Adv. Manuf. Technol. 2020, 109, 717–725. [Google Scholar] [CrossRef]
- Tomków, J.; Rogalski, G.; Fydrych, D.; Łabanowski, J. Improvement of S355G10+N steel weldability in water environment by Temper Bead Welding. J. Mater. Process. Technol. 2018, 262, 372–381. [Google Scholar] [CrossRef]
- Fydrych, D.; Rogalski, G.; Labanowski, J. Problems of Underwater Welding of Higher-Strength Low Alloy Steels. Biuletyn Instytutu Spawalnictwa 2014, 4, 187–195. [Google Scholar]
- Brätz, O.; Henkel, K.-M.; Klett, J.; Schmidt, E.; Hassel, T. Optimisation of the load-bearing behaviour of large dimensional underwater drawn arc stud welds for repair and maintenance measures. Weld. Cut. 2019, 18, 374–379. [Google Scholar]
- DVS Merkblatt 1818: Ausführung von Lichtbogenschweißarbeiten in nasser Umgebung; DVS Media GmbH: Düsseldorf, Germany, 2017.
- Sun, Q.J.; Cheng, W.Q.; Liu, Y.B.; Wang, J.F.; Cai, C.W.; Feng, J.C. Microstructure and mechanical properties of ultrasonic assisted underwater wet welding joints. Mater. Des. 2016, 103, 63–70. [Google Scholar] [CrossRef]
- Wang, J.; Sun, Q.; Zhang, S.; Wang, C.; Laijun, W.; Feng, J. Characterization of the underwater welding arc bubble through a visual sensing method. J. Mater. Process. Technol. 2017, 251, 95–108. [Google Scholar] [CrossRef]
- Chen, H.; Guo, N.; Xu, K.; Xu, C.; Zhou, L.; Wang, G. In-situ observations of melt degassing and hydrogen removal enhanced by ultrasonics in underwater wet welding. Mater. Des. 2020, 188, 108482. [Google Scholar] [CrossRef]
- Chen, H.; Guo, N.; Liu, C.; Zhang, X.; Xu, C.; Wang, G. Insight into hydrostatic pressure effects on diffusible hydrogen content in wet welding joints using in-situ X-ray imaging method. Int. J. Hyd. Energy 2020, 45, 10219–10226. [Google Scholar] [CrossRef]
- Wang, J.; Liu, Y.; Feng, J.; Sun, Q. Microstructure Evolution of E40 Steel Weldments in Ultrasonic-Wave-Assisted Underwater FCAW. Weld. J. 2021, 100, 106–120. [Google Scholar] [CrossRef]
- Świerczyńska, A.; Fydrych, D.; Rogalski, G. Diffusible hydrogen management in underwater wet self-shielded flux cored arc welding. Int. J. Hydrog. Energy 2017, 42, 24532–24540. [Google Scholar] [CrossRef]
- Parshin, S.G.; Levchenko, A.M.; Maystro, A.S. Metallurgical Model of Diffusible Hydrogen and Non-Metallic Slag Inclusions in Underwater Wet Welding of High-Strength Steel. Metals 2020, 10, 1498. [Google Scholar] [CrossRef]
- Santos, V.R.; Monteiro, M.J.; Rizzo, F.C.; Bracarense, A.Q.; Pessoa, E.C.P.; Marinho, R.R.; Vieira, L.A. Development of an oxyrutile electrode for wet welding. Weld. J. 2012, 91, 319–328. [Google Scholar]
- Gooch, T.G. Properties of underwater welds. Part 1: Procedural Trials. Part 2: Mechanical Properties. Metal Constr. 1983, 15, 164–167, 15, 14–24. [Google Scholar]
- Rowe, M.; Liu, S. Recent developments in underwater wet welding. Sci. Technol. Weld. Join. 2001, 6, 387–396. [Google Scholar] [CrossRef]
- Klett, J.; Mattos, I.B.F.; Maier, H.J.; de Silva, R.H.G.; Hassel, T. Control of the diffusible hydrogen content in different steel phases through the targeted use of different welding consumables in underwater wet welding. Mater. Corros. 2020, 72, 504–516. [Google Scholar] [CrossRef]
- Zhang, X.; Guo, N.; Luo, W.; Xu, C.; Tan, Y.; Fu, Y.; Cheng, Q.; Chen, H.; He, J. A novel liquid-shielded welding solution for diffusible hydrogen content restriction and metal transfer controlling in underwater FCAW condition. Int. J. Hydrogen Energ. 2021, 47, 7362–7367. [Google Scholar] [CrossRef]
- Labanowski, J.; Prokop-Strzelczynska, K.; Rogalski, G.; Fydrych, D. The effect of wet underwater welding on cold cracking susceptibility of duplex stainless steel. Adv. Mater. Sci. 2016, 16, 68. [Google Scholar] [CrossRef] [Green Version]
- Degenkolbe, J.; Uwer, D.; Wegmann, H. Characterisation of Weld Thermal Cycles with Regard to their Effect on the Mechanical Properties of Welded Joints by the Cooling Time t8/5 and its Determination; IIW Doc IX-1336-84; International Institute of Welding: Genoa, Italy, 1984. [Google Scholar]
- Zhang, Y.; Jia, C.; Zhao, B.; Hu, J.; Wu, C. Heat input and metal transfer influences on the weld geometry and microstructure during underwater wet FCAW. J. Mater. Proc. Technol. 2016, 238, 373–382. [Google Scholar] [CrossRef]
- Han, Y.; Dong, S.; Zhang, M.; Jia, C.; Zhang, M.; Wu, C. A novel underwater submerged-arc welding acquires sound quality joints for high strength marine steel. Mater. Lett. 2020, 261, 127075. [Google Scholar] [CrossRef]
- Dong, S.; Han, Y.; Jia, C.; Wu, C.; Zhang, M.; Yang, Q.; Yang, J. Organic adhesive assisted underwater submerged-arc welding. J. Mater. Proc. Technol. 2020, 284, 116739. [Google Scholar] [CrossRef]
- Szelagowski, P. Unterwasserschweißtechnik: Grundlagen-Forschung–Anwendung; DVS-Media: Düsseldorf, Germany, 2015; ISBN 978-3-87155-239-7. [Google Scholar]
- Tomków, J.; Landowski, M.; Fydrych, D.; Rogalski, G. Underwater wet welding of S1300 ultra-high strength steel. Mar. Struct. 2022, 81, 103120. [Google Scholar] [CrossRef]
- Tomków, J.; Fydrych, D.; Rogalski, G.; Łabanowski, J. Temper Bead Welding of S460N Steel in Wet Welding Conditions. Adv. Mater. Sci. 2018, 18, 5–14. [Google Scholar] [CrossRef] [Green Version]
- Tomków, J.; Fydrych, D.; Rogalski, G. Role of Bead Sequence in Underwater Welding. Materials 2019, 12, 3372. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tomków, J.; Rogalski, G.; Fydrych, D.; Łabanowski, J. Advantages of the Application of the Temper Bead Welding Technique During Wet Welding. Materials 2019, 12, 915. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhang, H.T.; Dai, X.Y.; Feng, J.C.; Hu, L.L. Preliminary investigation on real-time induction heating-assisted underwater wet welding. Weld. J. 2015, 94, 8–15. [Google Scholar]
- Reisgen, U.; Olschok, S.; Lenz, K. Induktive Wärmenachbehandlung nass unterwassergeschweißter hochfester Feinkornbaustähle. Schweißen Schneid. 2018, 70, 396–403. [Google Scholar]
- Pessoa, E.C.P.; Bracarense, A.Q.; Dos Santos, V.R.; Marinho, R.R.; Assunção, H.L.; Rizzo, F.C. Post Underwater Wet Welding Heat Treatment by Underwater Wet Induction Heating. Weld. J. 2021, 100, 229-s–238-s. [Google Scholar] [CrossRef]
- Hassel, T.; Henkel, K.-M. Induktionswärmetechnik als Praxisrelevantes Vor- und Nachbehandlungsverfahren zur Verbesserung der Schweißnahtqualität beim Unterwasserschweißen von Feinkornstählen mit Erhöhtem Kohlenstoffäquivalent; Research Report IGF 20 199B; Hannover: Rostock, Germany, 2021. [Google Scholar]
- Klett, J.; Brätz, O.; Henkel, K.-M.; Hassel, T. Induction heating as practical preheating and post weld heat treatment to improve the quality in underwater wet welding of fine grain structural steels with high carbon equivalents. Weld. Cut. 2021, 20, 228–234. [Google Scholar]
- Padhy, G.K.; Ramasubbu, V.; Murugesan, N.; Remash, C.; Albert, S.K. Effect of preheat and post-heating on diffusible hydrogen content of welds. Sci. Technol. Weld. Join. 2014, 17, 408–413. [Google Scholar] [CrossRef]
- Klett, J.; Hecht-Linowitzki, V.; Grünzel, O.; Schmidt, E.; Maier, H.J.; Hassel, T. Effect of the water depth on the hydrogen content in SMAW wet welded joints. SN Appl. Sci. 2020, 2, 1269. [Google Scholar] [CrossRef]
- Klett, J.; Wolf, T.; Maier, H.J.; Hassel, T. The Applicability of the Standard DIN EN ISO 3690 for the Analysis of Diffusible Hydrogen Content in Underwater Wet Welding. Materials 2020, 13, 3750. [Google Scholar] [CrossRef] [PubMed]
- ISO 3690:2018-07; Welding and Allied Processes-Determination of Hydrogen Content in arc Weld Metal. Beuth-Verlag: Berlin, Germany, 2018. [CrossRef]
- Xiong, Z.; Zheng, W.; Tang, L.; Yang, J. Self-Gathering Effect of the Hydrogen Diffusion in Welding Induced by the Solid-State Phase Transformation. Materials 2019, 12, 2897. [Google Scholar] [CrossRef] [Green Version]
- Jiang, D.E.; Carter, E.A. Diffusion of interstitial hydrogen into and through bcc Fe from first principles. Phys. Rev. B 2004, 70, 064102. [Google Scholar] [CrossRef] [Green Version]
- Banaschik, R.; Brätz, O.; Henkel, K.-M. Systematic Expansion of the Microstructural Characterization of Ferritic Weld Metals. Pract. Metallogr. 2017, 54, 669–684. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Water Depth WD in m | Polarity | Voltage U in V | Current I in A | Welding Speed v in m/min | Arc Energy E in kJ/mm |
|---|---|---|---|---|---|
| 0.5 | DCEN | 33.5 | 185.0 | 0.2 | 1.86 |
| 10 | DCEN | 24.4 | 202.3 | 0.2 | 1.48 |
| 20 | DCEN | 26.1 | 206.7 | 0.2 | 1.62 |
| 30 | DCEN | 26.2 | 203.3 | 0.2 | 1.60 |
| Material | C | Si | Mn | Cr | Mo | V | Ni | Cu | P+S | CEV |
|---|---|---|---|---|---|---|---|---|---|---|
| EN 10149-2-S355MC | 0.082 | 0.036 | 1.07 | 0.020 | 0.001 | 0.004 | 0.013 | 0.011 | 0.015 | 0.27 |
| EN 10025-2-S355J2+N | 0.161 | 0.194 | 1.49 | 0.058 | 0.021 | 0.001 | 0.050 | 0.033 | 0.021 | 0.43 |
| EN 10025-3-S460N | 0.168 | 0.442 | 1.59 | 0.036 | 0.006 | 0.089 | 0.530 | 0.164 | 0.015 | 0.51 |
| EN 10025-6-S690QL | 0.156 | 0.382 | 1.32 | 0.780 | 0.361 | 0.052 | 0.802 | 0.044 | 0.019 | 0.67 |
| Effect of Induction PWHT (60 s, 100%) | Welded at Simulated Water Depth of | |||
|---|---|---|---|---|
| 0.5 m | 10 m | 20 m | 30 m | |
| mean value of HD in ml/100g | 54.8 | 44.1 | 45.9 | 38.4 |
| relative reduction | −31% | −28% | −17% | −34% |
| statistic evaluation by t-tests | n = 29 p < 0.005 | n = 22 p < 0.005 | n = 28 p < 0.120 | n = 24 p < 0.005 |
| Region | Hardness in HV0,2 | |||||||
|---|---|---|---|---|---|---|---|---|
| S355MC | S355J2+N | S460N | S690QL | |||||
| Ref. | +PH | Ref. | +PH | Ref. | +PH | Ref. | +PH | |
| base material | 180–215 | 175–215 | 185–225 | 290–315 | ||||
| HAZ | 215–240 | 210–265 | 260–450 | 260–440 | 260–465 | 285–430 | 275–455 | 270–455 |
| weld metal | 215–255 | 210–245 | 195–320 | 200–285 | 305–380 | 235–340 | 240–310 | 255–300 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Brätz, O.; Klett, J.; Wolf, T.; Henkel, K.-M.; Maier, H.J.; Hassel, T. Induction Heating in Underwater Wet Welding—Thermal Input, Microstructure and Diffusible Hydrogen Content. Materials 2022, 15, 1417. https://doi.org/10.3390/ma15041417
Brätz O, Klett J, Wolf T, Henkel K-M, Maier HJ, Hassel T. Induction Heating in Underwater Wet Welding—Thermal Input, Microstructure and Diffusible Hydrogen Content. Materials. 2022; 15(4):1417. https://doi.org/10.3390/ma15041417
Chicago/Turabian StyleBrätz, Oliver, Jan Klett, Thomas Wolf, Knuth-Michael Henkel, Hans Jürgen Maier, and Thomas Hassel. 2022. "Induction Heating in Underwater Wet Welding—Thermal Input, Microstructure and Diffusible Hydrogen Content" Materials 15, no. 4: 1417. https://doi.org/10.3390/ma15041417
APA StyleBrätz, O., Klett, J., Wolf, T., Henkel, K.-M., Maier, H. J., & Hassel, T. (2022). Induction Heating in Underwater Wet Welding—Thermal Input, Microstructure and Diffusible Hydrogen Content. Materials, 15(4), 1417. https://doi.org/10.3390/ma15041417