1. Introduction
In a changing world, plastic production is projected to increase four-fold in tonnage by 2050. As a result, plastic packaging waste alone is expected to double within the next fifteen years and quadruple by 2050 [
1,
2,
3,
4]. For complex reasons, currently almost 72% of plastic packaging worldwide is not recovered [
4]. To eradicate plastic waste and pollution at the source, and to decouple plastics from fossil feedstocks by adopting renewable sources, a new plastic circular economy and bioeconomy concept can be formulated with the following main goals: less plastic (rethinked plastic applications), better plastic (better correlation of the functional properties with the application requirements, increased recyclability for pre-and post-consumer plastic goods) and no plastic use, and where possible, the use of alternative materials close to nature, or even from nature (e.g., natural fibres) [
5]. Rethinking plastics will be achieved by improving the circularity of plastic packaging by means of using materials not based on compounds of concern and encouraging the use of compostable packaging, while conferring sustainability to plastic packaging by making them reusable, recyclable or recoverable by considering mainly renewable resources [
6,
7].
Starch-based materials are considered to be the future of sustainable and rethinked packaging [
8]. Starch is a cheap polymer originating from annually renewable resources and consists of two polymers, amylose and amylopectin. Both are based on a large number of repeated glucose units joined by glycosidic bonds in linear macromolecules (amylose), or other by cluster type (amylopectin) [
9,
10]. After overcoming the existing drawbacks, such as water resistance, high brittleness, poor processability, etc., starch might be used for designing environmentally friendly polymeric materials for various applications [
11,
12,
13]. Attempts to attenuate these drawbacks mainly consider removing the hydrogen bonds between the hydroxyl groups from its macromolecules via plasticizing [
14] and/or physical or chemical modifications by adding biodegradable synthetic or renewable polymers [
9,
15,
16,
17,
18,
19], including poly (vinyl alcohol) (PVOH) and the establishment of other hydrogen bonds, this time between its macromolecules and those of the used polymeric modifiers. [
9,
15,
16,
17].Starch-PVOH blends are one of the most popular biodegradable multiphase polymeric materials, known as compounds, composites and nanocomposites [
20,
21,
22,
23,
24,
25,
26]. PVOH is a non-renewable, biodegradable petroleum polymer with controlled water solubility, excellent mechanical properties and good thermal stability and processability [
22,
23,
24,
25]. Composites, starch/PVOH/Na + MMT, have improved tensile strength and better elongation properties [
26].
Fillers are inorganic additives, less frequently organic, used in plastic formulation for controlling [
27,
28,
29,
30,
31,
32,
33,
34,
35] certain physical and mechanical properties while reducing the price [
27]. Calcium carbonate (CaCO
3) is the most inexpensive, inorganic natural mineral filler [
29,
30,
31,
32,
33,
34,
35] utilized for plastics [
29,
32,
33,
34] and many other materials [
30,
31]. Natural fibres are useful in polymer formulation for lowering weight, improving impact and flexural properties, sound insulation, moldability, surface appearance and conferring a texture similar to solid wood, and increasing durability, while remaining environmentally friendly, etc. [
35].Wood fibres are natural composites with several layers of cellulose fibrils, embedded by lignin and hemicellulose in a complex physical structure containing 40–50% cellulose, 20–30% hemicellulose, 25–35% lignin, max. 25% extractives [
36]. Cellulose is a linear polymer with repeated units of anhydro-D-glucopyranose connected by β−1,4-glycosidic bonds [
37]. Hemicelluloses belongs to the heterogeneous polysaccharides family with complex molecular structures [
38], and lignin is an alkyl-aromatic polymer with many lateral chains and various polar functional groups [
39].
The shaping process of the polymeric materials by thermoforming into goods generates notable morphological changes into the plate’s structure as a function of material characteristics, the temperature at which the plate was heated in view of thermoforming and the applied force [
40]. The obtained thermoformed goods are designed for various industrial and non-industrial applications, including packaging (e.g., food industry as food storage containers, etc.). Concerning the subject of designing and achieving the mentioned objective through melt compounding methods, polymeric materials with good thermoformability are not found in the literature, either for non-renewable source-based polymers or for renewable ones.
The purpose of this work was to design and identify a structuring solution, using the compound technique, to convert starch into a multiphase polymeric material, so that it can be irreversibly shaped by thermoforming for rethinked, sustainable packaging.
2. Materials and Methods
2.1. Designing of New Starch Based Compounds
To find a structuring solution for converting starch into a multiphase polymeric material, which can be irreversibly shaped by thermoforming into rethinked sustainable packaging, starch was physical modified with polyvinyl alcohol (PVOH), target inorganic (CaCO
3) and organic (wood fibre) fillers and a good plasticizer compatible with the polar components, glycerol. PVOH was selected for its very good processability and capability to ensure the needed extensibility for feasible thermoformability. The two target fillers were preferred for their effect on controlling thermal behaviour and due to the convenient ratio between the elastic and plastic deformation [
41], which ensured that the new material could be stretched without breaking. Furthermore, they improved dimensional stability, had a structuring effect [
42,
43], and reduced the price [
44,
45,
46]. The wood fibre can be responsible for the surface appearance, moldability and specific weight [
47], whilst glycerol improves processability, extensibility, miscibility and thermal stability. From these five components, which have similar chemical structures and a high content of polar groups, mainly of the hydroxyl type [
10,
34,
36,
37,
38,
39,
42,
44,
45,
46,
48,
49,
50], three of them are of renewable grade and have good compostability [
9,
10,
36,
37,
38,
39,
49,
50]. Near its renewable origin, glycerol can be achieved by refining residues from biodiesel manufacturing [
50].
To design and determine new thermoformable polymeric materials based on starch involves the identification of those compositions and the methods which ensure the proper behaviour of the new materials throughout the entire chain, from conception until their completion as thermoformable items. At the same time, an understanding of its behaviour over time, in addition the recycling of pre-and post-consumer wastes is also important to consider. This polymeric material must meet certain properties, both in the molten and solid state, which will be described below. In the molten state, the melt fluidity and the melt resistance must allow good homogenization without degrading the used polymers and the other components [
34,
48]. The targeted properties in the solid states mainly concern thermal behaviour to ensure that the thermoforming is carried out at positive temperatures without breaking, and the obtained object keeps its shape, even during hot summers, the dynamic-mechanical properties with which the optimal ratio between the elastic and the plastic deformation (as an expression of thermoformability), can be chosen. Additionally, in the solid state, is required the selection of those formulations with moderate extensibility as indicators of the material’s ability to be thermoformed without breaking and the ability of the new items to keep their shaped during usage and whit smooth appearance, conditions necessary both for the plates and the thermoformed items. Breakage of the plates during thermoforming can occur when the materials’ extensibility is too small, as a consequence of an improper ratio between elastic and viscous deformation—the viscous component being too high and/or a large undesirable residual stress (as a consequence of the improper plates achieving conditions). When the elastic deformation is too high, the thermoforming can no longer occur as the material is too ductile.
A key step to obtain the thermoformable starch-based polymeric materials was to establish the compounding ratios between the selected components, and to identify the optimal melt compounding sequence together with the working conditions which ensure the targeted properties and their level. The characterization methods which highlight the studied properties of the new starch based multiphase polymeric materials were selected.
2.2. Experiments
In order to achieve thermoformable starch-based materials, the following experimental procedure were performed: (a) new compounds were obtained through a classical Brabender (temperature between 130 °C and 150 °C, speed of 75 rpm, compounding time of 4 min and 20 min)—roller (temperature of 40 °C and 100 °C, speed1/speed2 of 1.2) method, (b) preliminary characterization (surface appearance, breaking strength), (c) preliminary compounds selection (following the breaking strength and the surface appearance), (d) extrusion compounding and granulating of the selected compounds, (e) pressing plates with different thickness (145 °C temperature, 10 min pressing; 10 min cooling, 100 kN), f) thermoforming (variation of the pressing pressure between 50 kN and 200 kN with the thermoforming time between 5 min. and 10 min), (g) time following the thermoformed items. The extrusion compounding was made using a Gotffert laboratory extruder (43 mm diameter and L/D of 37) by working in the following conditions: T = 120–150 °C, extrusion speed of 45 rot/min, 270 bar of pressure, 320 bar back pressure.
To improve the miscibility of the components, a procedure in two stages was tested: one for pre-gelling using the conveying screw and the next one for intensive melt homogenization with the compression screw (
Table 1). The difference between the two screws is related to the height and distance between the screw coils in its three areas: feeding, compression and conveying (
Table 1). In both extrusion procedures, all the other extrusion conditions, namely T = 110–130 °C, 270 bar pressure, 320 bar back pressure, were the same.
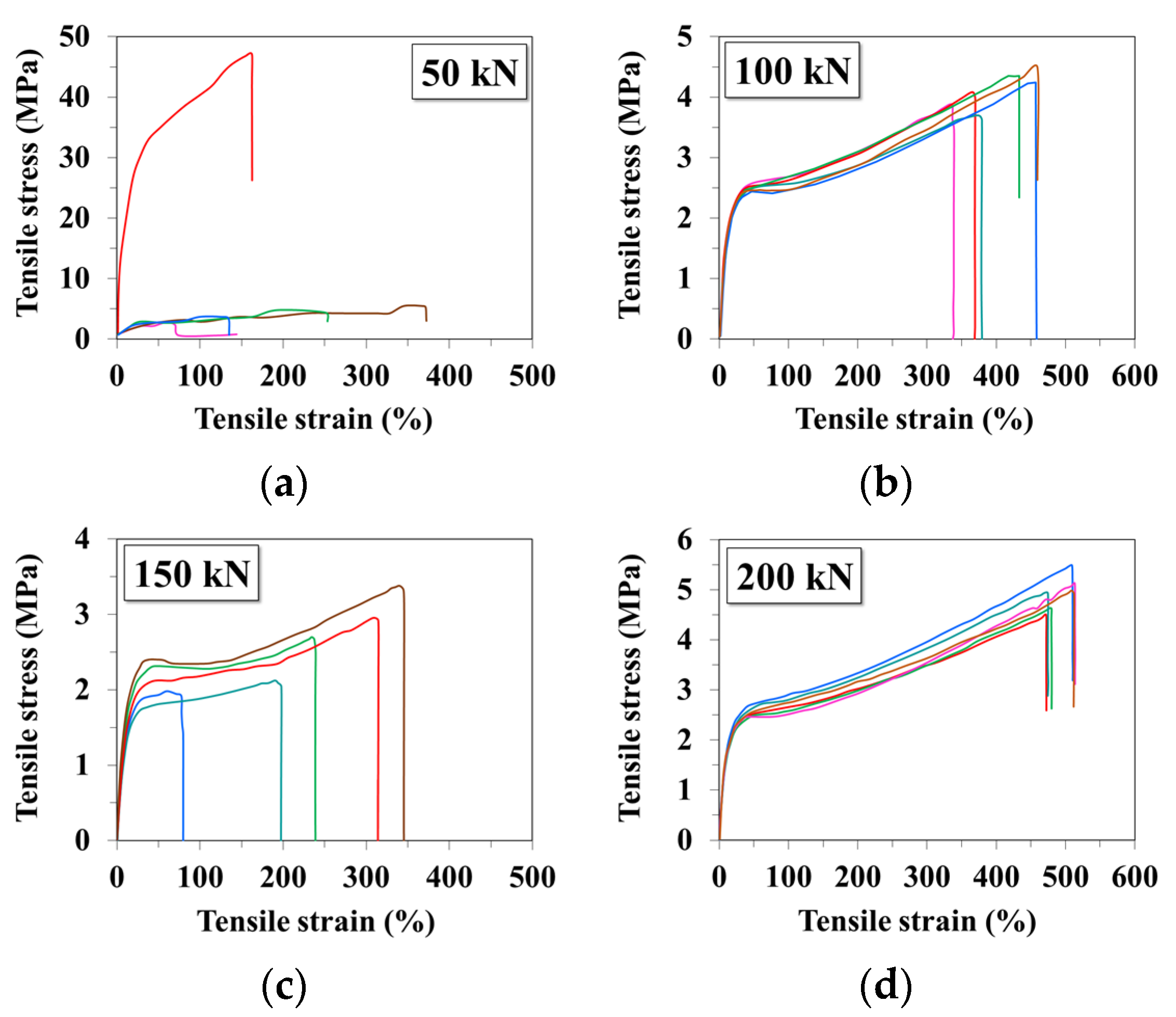
The improvement of the plate morphologies isotropy was attempted in a pressing experiment at four different pressures (50 kN, 100 kN, 150 kN and 200 kN) and identical to all the other conditions (130 °C temperature, 10 min preheating, 20 min pressing, 10 min cooling), which finally showed the optimal pressure to eliminate the results dispersion.
The thermoforming behaviour was tested according to
Section 2.3.2.
In the experiment which was carried out, the following materials were used: corn starch powder from Sigma Aldrich (Darmstadt, Germany) with 70 °C glass transition, 167 °C melting temperature, 30% amylose−70% amylopectine, partially hydrolysed PVOH provided by Du Pont (Wilmington, DE, USA) with 88% hydrolysis degree, 12% residual polyvinyl acetate,1200 polymerization degree, 68 °C glass transition, glycerol from Brenntag (Essen, Germany), 290 °C boiling point, 160–170 °C flash points, natural micrometric CaCO3 from Nuwen (Dinard, France), with particle sizes ranging between 535.7 nm and 3.01 µm, compostable soft wood flour from LA. SO. LE. (Percoto, Italy), “150” grade with average particle diameter 150/200, average L/D = 4.8, vacuum dried, at 73 °C overnight).
Binary (PVOH-starch), ternary (PVOH-starch- CaCO3) and quaternary (PVOH-starch- CaCO3- soft short wood fibre) compounds were achieved in the following combinations of components: (10–40%) starch, (40–60%) PVOH, (2–15%) glycerol, (0–67%) CaCO3, and (12–30%) soft wood flour.
2.3. Characterization of the New Starch Based Multiphase Materials
2.3.1. Thermal, Mechanical, Dynamic-Mechanical, Physical Properties
- a
Thermal behaviour:
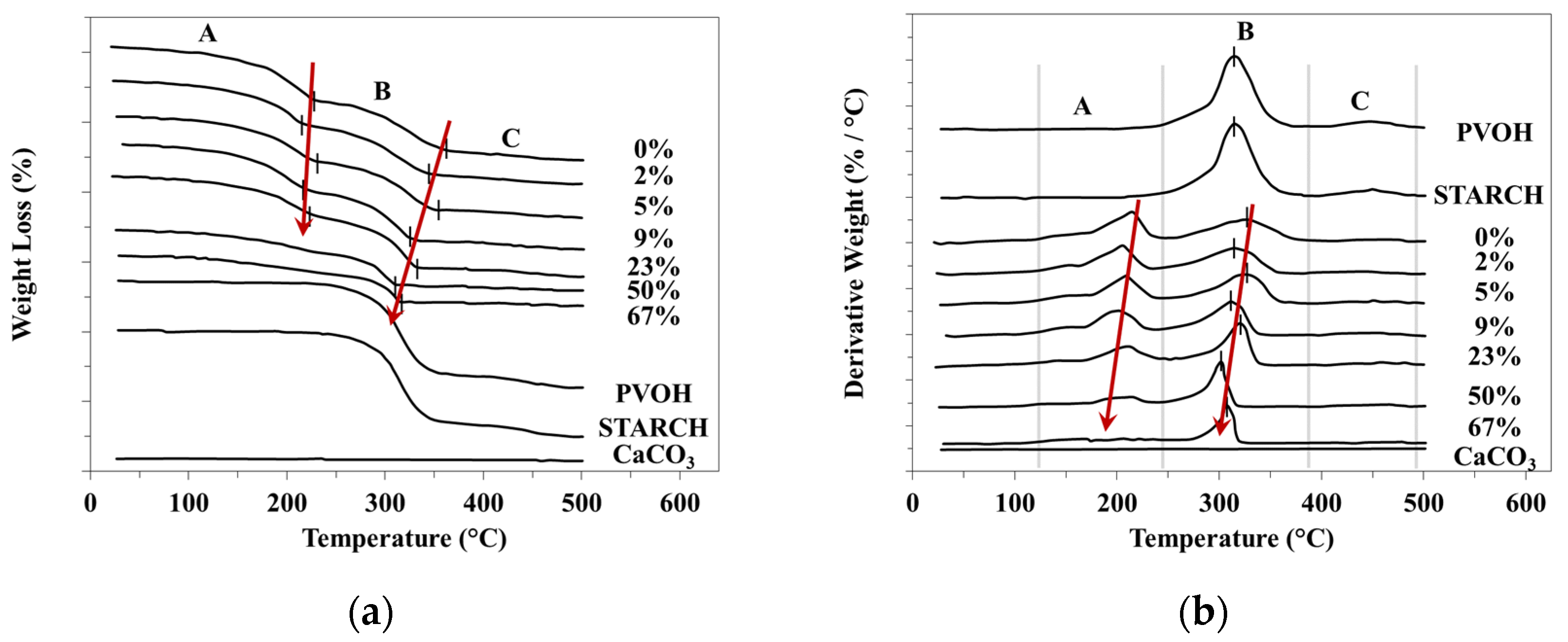
Thermogravimetric analysis (TGA) was operated on TGA Q500 system (TA Instruments) under nitrogen atmosphere. The samples were heated from room temperature to 600 °C at a heating rate of 10 °C/min and a nitrogen gas flow rate of 90 mL/min in the furnace. The derivative of TGA curves was obtained using TA analysis software.
Differential Scanning Calorimetry (DSC) curves were recorded on a Netzsch DSC 204 F1 Phoenix equipment. The samples were subjected to analysis from 0 to 200 °C using a heating rate of 10 °C/min, then cooled to 0 °C with a cooling rate of 10 °C/min and finally heated to 300 °C using a rate of 5°/min under nitrogen atmosphere (20 mL/min flow rate).
Dimensional stability—exposure in an oven with air circulation, for 10 min, at temperatures between 80–120 °C of specimens with width of 20 mm and a length of 50 mm and the calculation of the percentage variation of the width after the expiration of the test period by reporting the difference between the width after temperature keeping and the initial one at the initial value.
- b
Dynamic-mechanical and mechanical behaviour:
Dynamic mechanical analysis (DMA) was carried out on a TRITEC 2000 B (Triton Technologies) in a single cantilever mode from 60 to 100 °C with a frequency of 1 Hz and a heating rate of 5 °C/min. During testing, the dynamic mechanical property parameters of storage modulus, loss modulus and loss factor were recorded from negative to positive temperatures, in ranges of interest for thermoforming. Because the range of very low negative temperatures is not of interest for thermoformed packages, the dynamic-mechanical analysis of the PVOH-starch compounds with CaCO3 and of those with CaCO3 and wood flour was made starting from −25 °C to 160 °C. The DMA curves describe the elastic (storage modulus) and plastic deformations (loss modulus) of the studied material and also their glass transition represented by the temperature of intersection of the curves representing the temperature variation of loss modulus and tan (Δ).
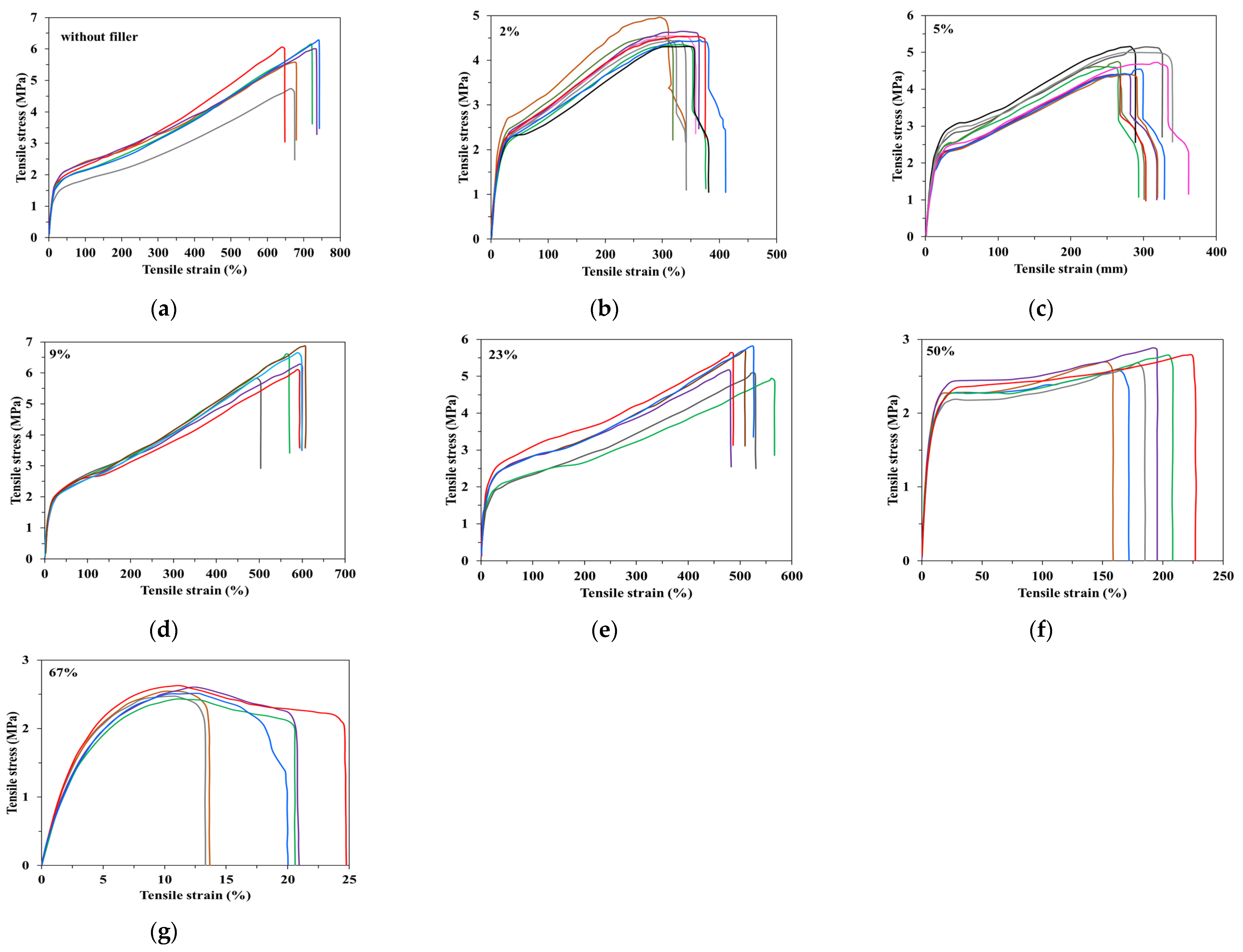
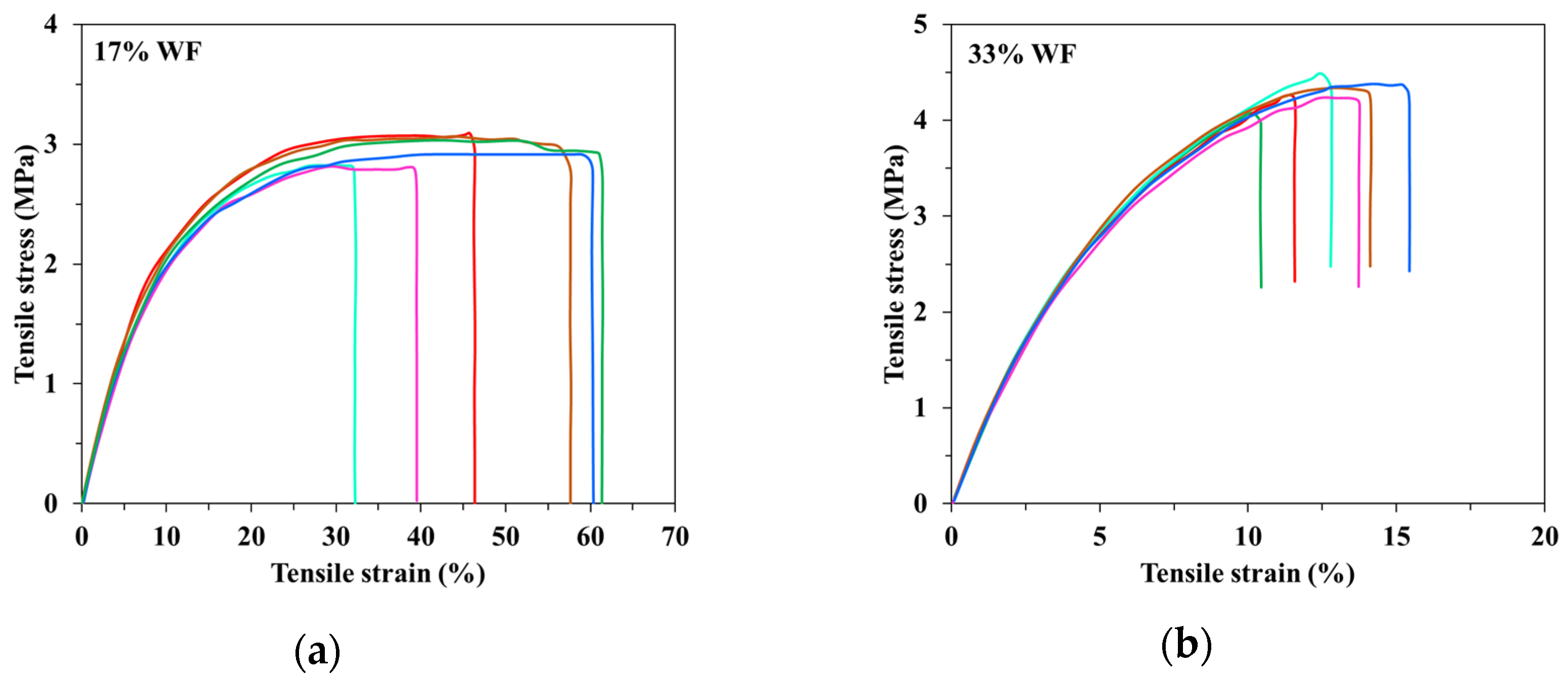
Mechanical properties—ASTM D 638 considering mainly the stress—extensibility registration as expression of the materials thermoformability [
51].
- c
Physical properties:
Density—ISO 1183 by using an analytical balance [
52];
Hardness—ASTM D2240 by using a durometer Shore A/D device to measure the material’s resistance to indentation [
53].
- d
Rheological properties of melts
The melt rheological properties were measured according to [
29,
30,
31,
32,
33,
34,
35,
54,
55], on a DYNISCO 4000 LMI indexer which displayed the following properties: melt flow index, dynamic viscosity, shear rate. The indexer was equipped with a nozzle having a 2.09 ratio between height and diameter (h/D) The measurements were carried out at four temperatures (from the range of 125–170 °C) and four loads (between 2.16 kg and 10 kg) to ensure the minimum number of experimental points which can validate the conclusions. It was considered that the flow of the melt was stationary if the extrudates surface had a smooth appearance and the shear rate-temperature dependence was concave shaped.
2.3.2. Thermoforming Behaviour
The plates at two values of thickness were heated at different temperatures (80 °C and 100 °C) for 5–10 min, in an air-circulating oven, stretching at different pressures for different times, cooling for 30 min by using two positive moulds, one with a diameter of 31.5 mm and another of 60 mm. The stretching pressure was varied between 20 kN and 250 kN. The stretching ratio (Rstr) was calculated as the ratio between the final wall thickness of the thermoformed plate and the initial thickness of the plate that was subjected to thermoforming. The ratio 1/Rstr, which highlights the average reduction in the wall thickness of the thermoformed items, was also calculated.
2.3.3. Time Behaviour
Thermoformed objects were stored for more than 1 year, at room temperature, on storage shelves. They were periodically inspected for shape changes, cracks appearance and breaking behaviour which was manually tested.
4. Discussions
The selected structuring solution for converting starch into a multiphase polymeric material, using a melt compounding sequence, which can be irreversibly shaped by thermoforming for rethinked, sustainable packaging proved to ensure the materials needed and the specific properties required for such an application.
The properties of the selected quaternary compound and its thermoforming performance attest that due to the chemical compatibility between the main components, it was possible to destroy the hydrogen bonds established between the starch and PVOH macromolecules, overcome the inconveniences induced by the high content of amylopectin and the relative wide distribution of particle sizes of the mineral filler, and to establish new secondary bonds among the polar groups, mainly hydroxyl in nature, of the components from the selected quaternary compound. The resulted, comfortable, good miscibility between the compound components was also the consequence both of selecting the optimal embedding procedure and finding the appropriate range of compounding conditions. It has been found that low and medium speeds favour both the pre-gelling process as well as the melt homogenization. The content of branched polymers and fillers with relative variable size distribution affected the melt fluidity, its flow resistance and therefore the stationary flow, the required energy to flow and by default, the quality of the obtained thermoformed items. By adjusting the formulation, the selected compounding procedure and the pressing conditions, the unstable flow has been avoided, which was reflected by the smooth surface both of the extrudates and the pressed plates. As the plates obtained from the selected quaternary compound had reproducible mechanical properties, the chosen starch structuring solution covered the requirements of a thermoformable polymeric material, including the diminishing of the high degradability of the starch–PVOH compounds [
9,
41,
42,
43,
48,
59].
Due to the two fillers, it was possible to increase the glass transition from −6.4 °C, for the plasticized binary blends, to over 100 °C for the tertiary and quaternary compounds, (values settled by the DSC and DMA results), fulfilling, in this way, an essential condition for a polymeric material to be thermoformed. Additionally, due to the presence of the two fillers, the ratio between the elastic and the plastic deformation has been adjusted in such a way that thermoforming was possible. If the binary blends cannot be thermoformed because they do not deform elastically on the positive temperature range, the ternary and quaternary compounds can be processed into good items by this technique. For these tertiary and quaternary selected compounds, a good ratio between the elastic and viscous deformations was possible to be ensured so that, on the positive range of temperature these materials could be elastically deformed, without breaking.
The good miscibility between the components of the selected compounds is made clear by several strong proofs. Incontestable evidence of the good miscibility is the compact nature of the morphologies of the ternary compounds and of the quaternary selected ones by comparison with the granular morphology of the starch–PVOH binary blend. The SEM micrographs of this selected quaternary compound show very few or no defects as voids, cracks, fractures and the stress–strain curves are no longer dispersed. If the morphologies of quaternary and ternary compounds are compared, the role of wood flour in reducing the defects number is obvious, the ternary compositions having slightly more such deficiencies. If the starch-based binary blends have a clear biphasic morphology with starch granule residues represented by the branched amylopectin spread into the matrix formed by the two linear polymers, amylose and PVOH, in the case of the quaternary starch-based compounds, at the boundary between the phases appeared in an area with modified chemical composition, similar to those of the main matrix. Further undeniable proof of the good component’s miscibility is the thermal degradation behaviour of the selected compound in a mechanism with a single step and 2 small shoulders, in contrast to all the studied binary and ternary blends which degrade after a mechanism in two steps, the reproducibility of the mechanical properties, the stretching without breaking, the dimensional stability after stretching. The shape of the stress–strain curves allowed the identification of the possibilities to control with the help of the formulation the extensibility so that the new starch-based materials to be thermoformed in good conditions. The study of the melt rheological properties showed that the polymeric compounds based on filled starch are characterized by high melt resistance to flow and therefore intensive efforts are needed for homogenization of the melt thus avoiding the flow instability which strongly affects the quality of the obtained items.
The positive role of wood flour was distinguished in that it improved the melt flow, generated a strong decrease in the number of morphological defects and changed the mechanism of the thermal degradation from one with two-stage for tertiary blends to one with one stage, which means that it had an obvious compatibilizer role. The only explanation for the degree of miscibility reached is that through the used starch structuring solution, most likely, it was possible to place the fillers at the interface between various phases where they act as compatibilizers, having a main role in structuring the new materials. Otherwise, in the polymer compounds, practice it is accepted that the fillers play the role of a compatibilizer by lowering the interfacial tension, promoting the disintegration of the dispersed phase droplets, while avoiding the restoration of the droplets and stabilizing the system [
45].The efficiency of fillers as compatibilizers depends on many factors [
45].
The ratio between the elastic and the plastic deformation, the ability to absorb deformation energy which characterize the selected quaternary compound, allowed it to stretch without breaking and perform thermoforming in good condition, so that the obtained items had a good dimensional stability while maintaining its shape for more than 1 year. Near the linear polymers from the selected quaternary blend, which can be easily stretched, it is possible that the short ramifications from the amylopectin clusters are able to stretch as well, thus contributing to maintaining the shape of the obtained thermoformed object.
The manufacture of thermoformable packaging from the selected new starch-based material, achievable according to the presented solution, will bring compostable rethinked grades to the market [
39,
57] that will no longer accumulate into the environment, cover certain consumer values without endangering the environment [
58], can be returned into usage as they keep their shape for at least 1 year after manufacture, allow pre-consumer and post-consumer wastes to be mechanically recycled according to the defects dilution principle [
60,
61] and can easily be composted [
52,
56,
60,
61,
62,
63,
64,
65]. The inorganic filler will be found in the composting products that will finally reach the ground after the compost feeds the plants.
Future will aim to obtain rethinked packaging for applications that require higher strength properties achievable, firstly, by including nanometric fillers [
40] in a more elastic starch-based compound matrix and/or reactive compounding [
9].
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}