
Electroplastic Effects on the Mechanical Responses and Deformation Mechanisms of AZ31 Mg Foils


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Sample Preparation and Experimental Details
3. Results and Discussions
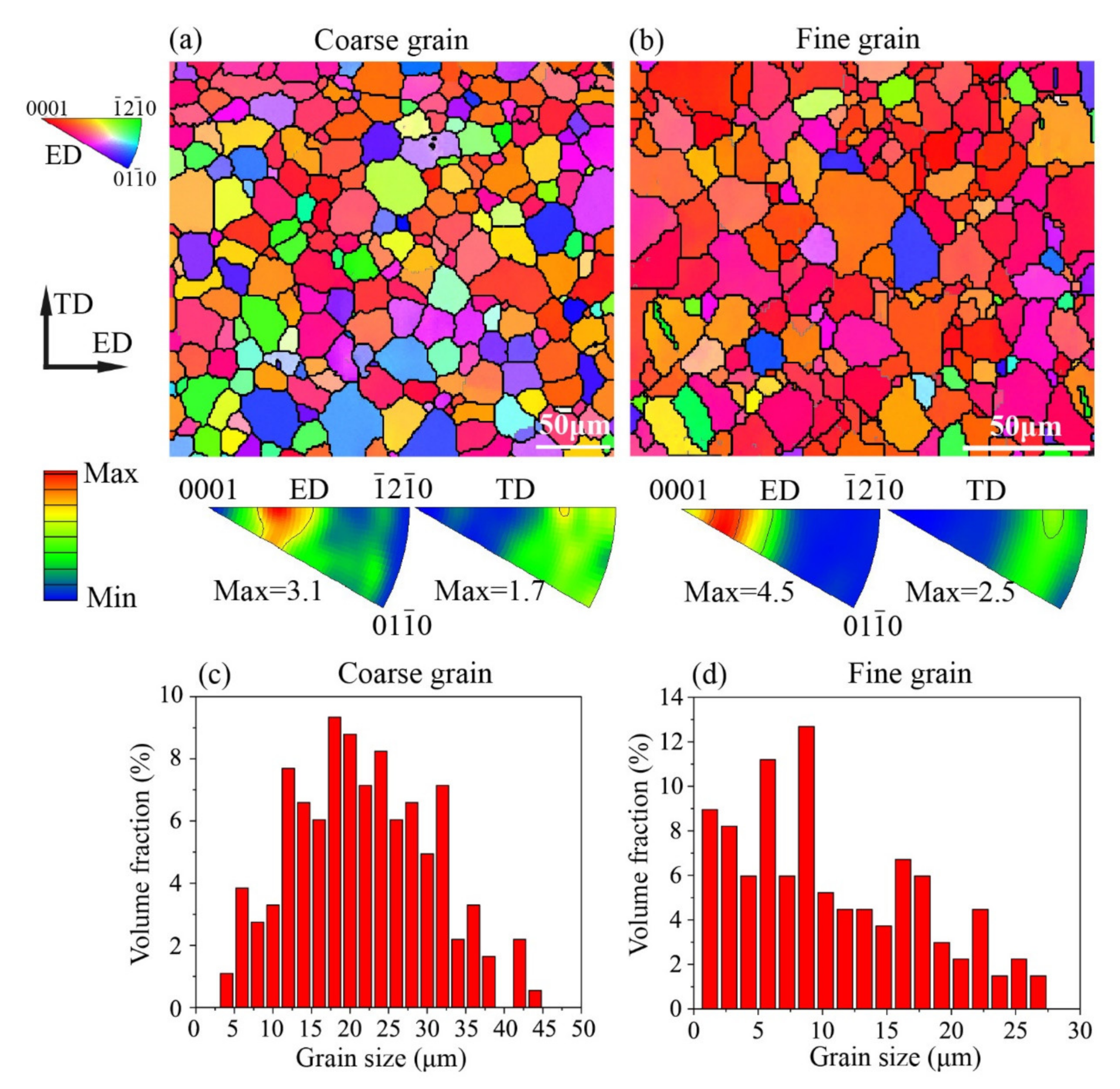
3.1. Initial Microstructure
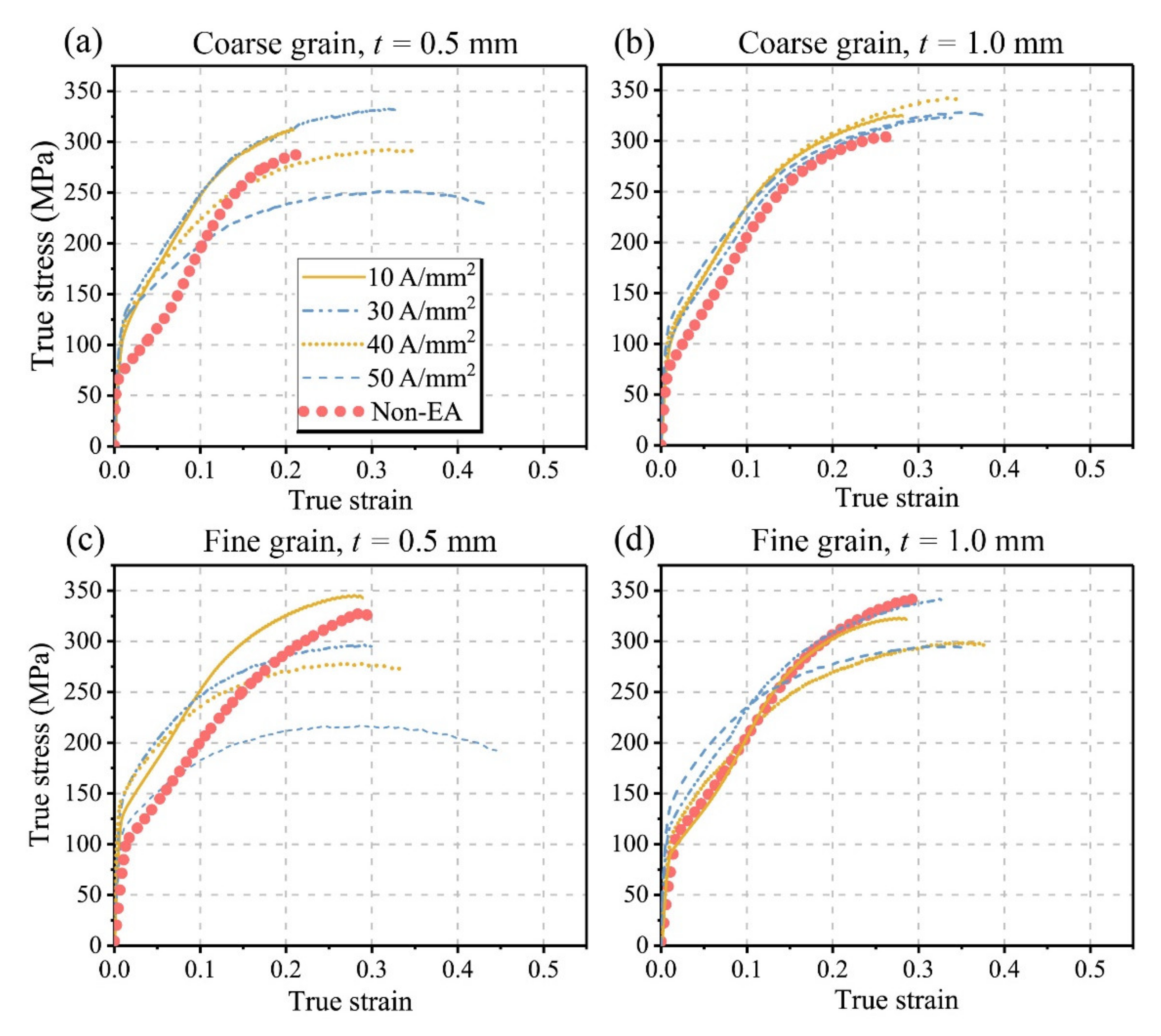
3.2. Size Effect and EPE on the Flow Stress Curves of the Material
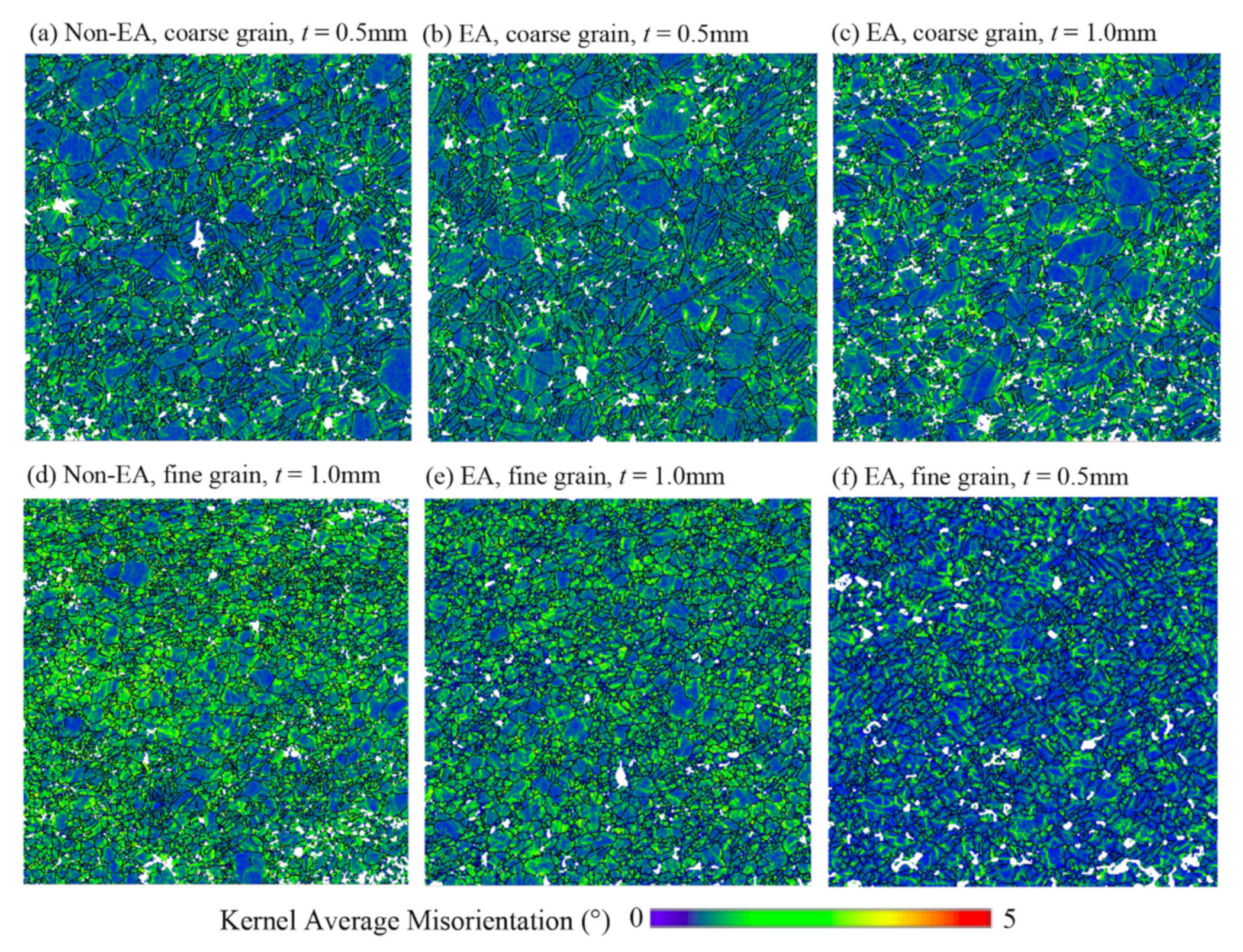
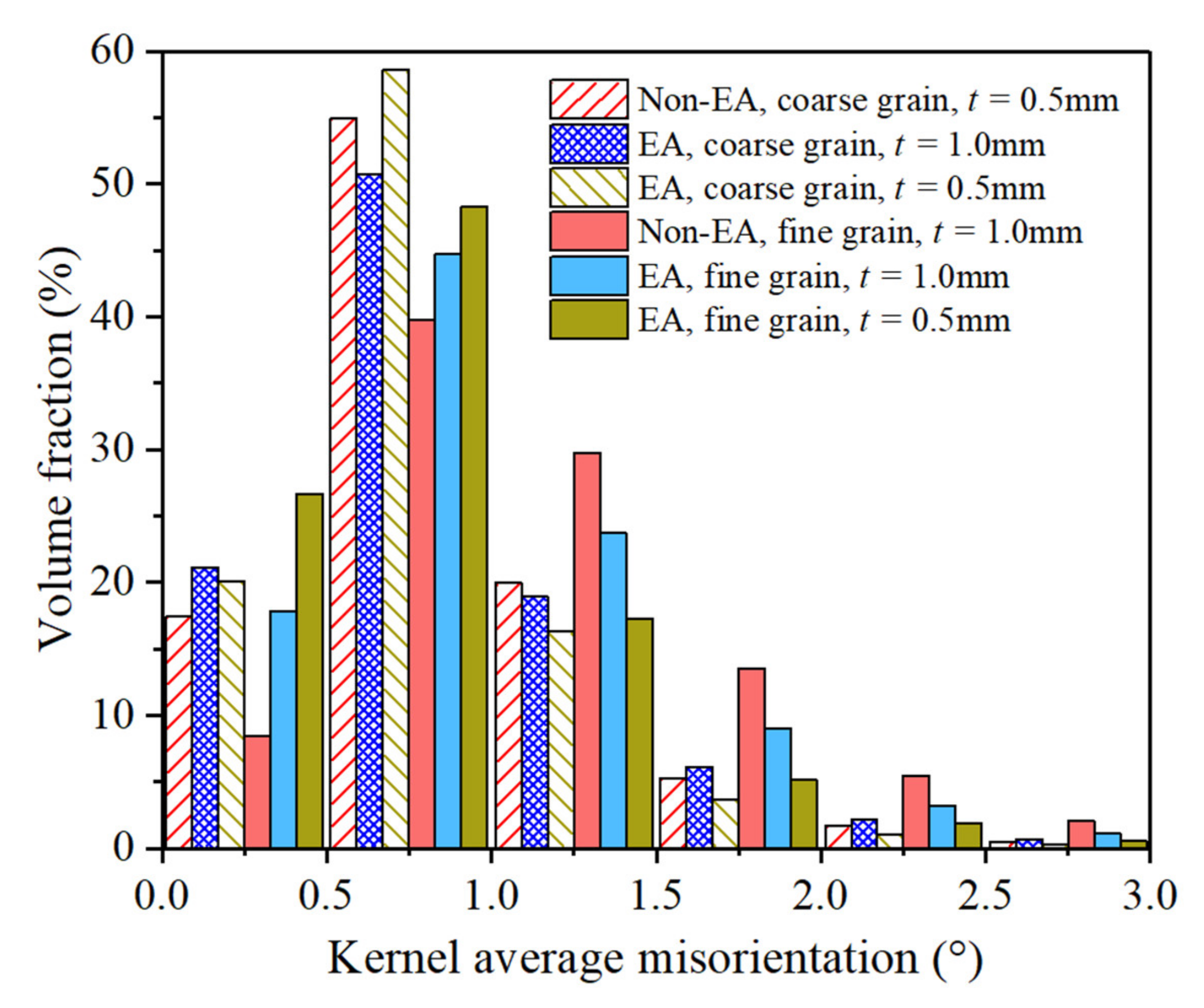
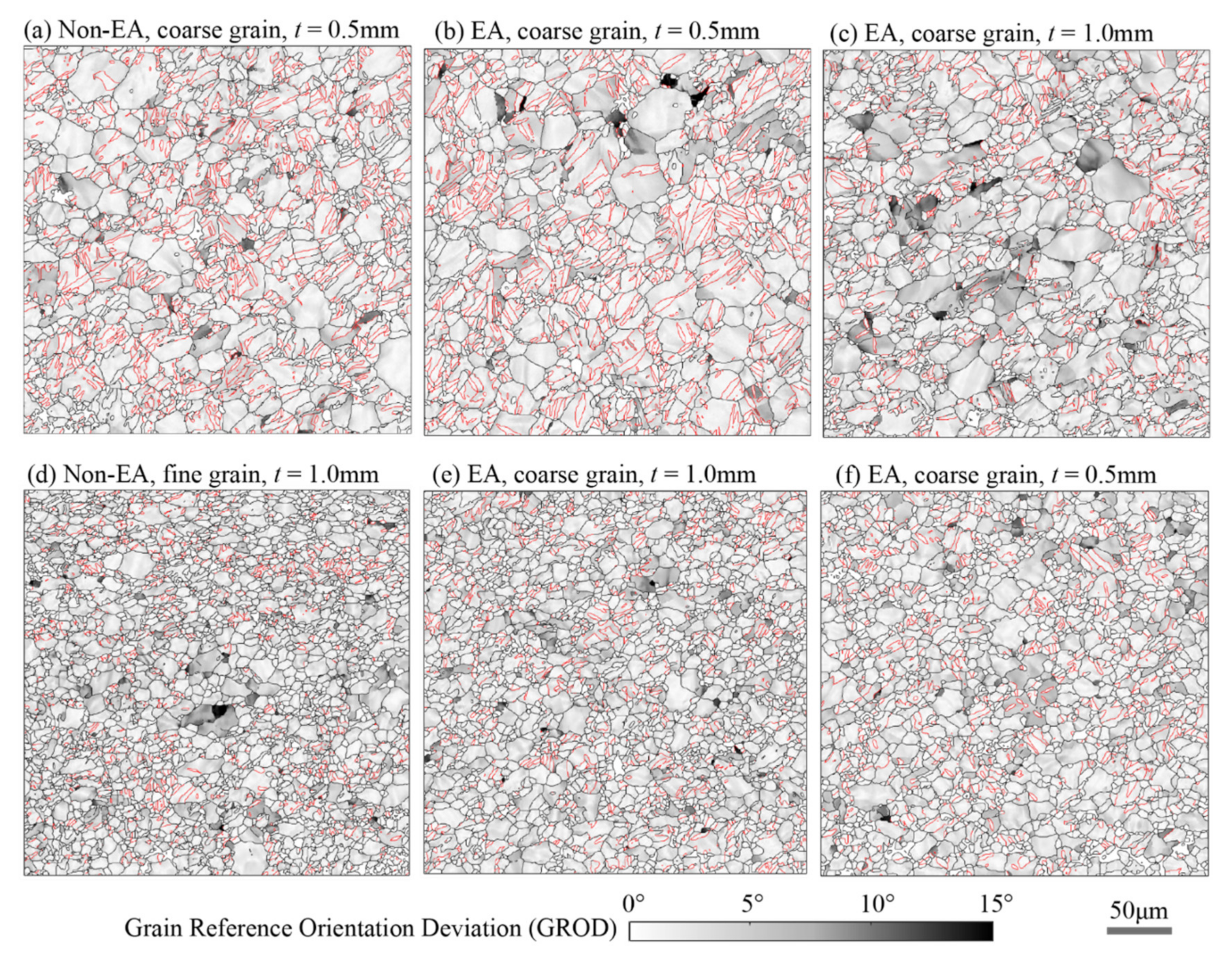
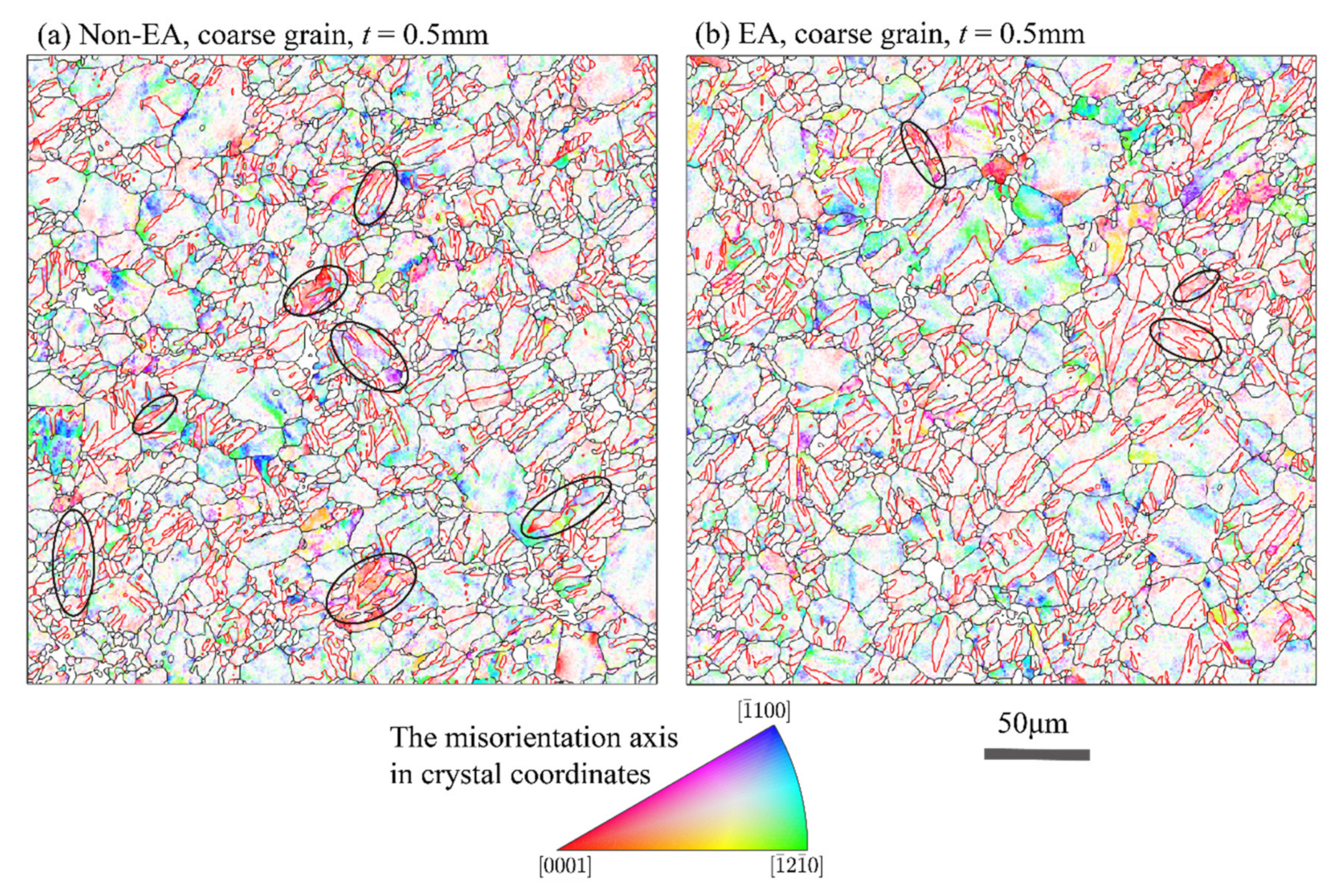
3.3. Deformation Mechanisms Associated with Size Effects and EPE
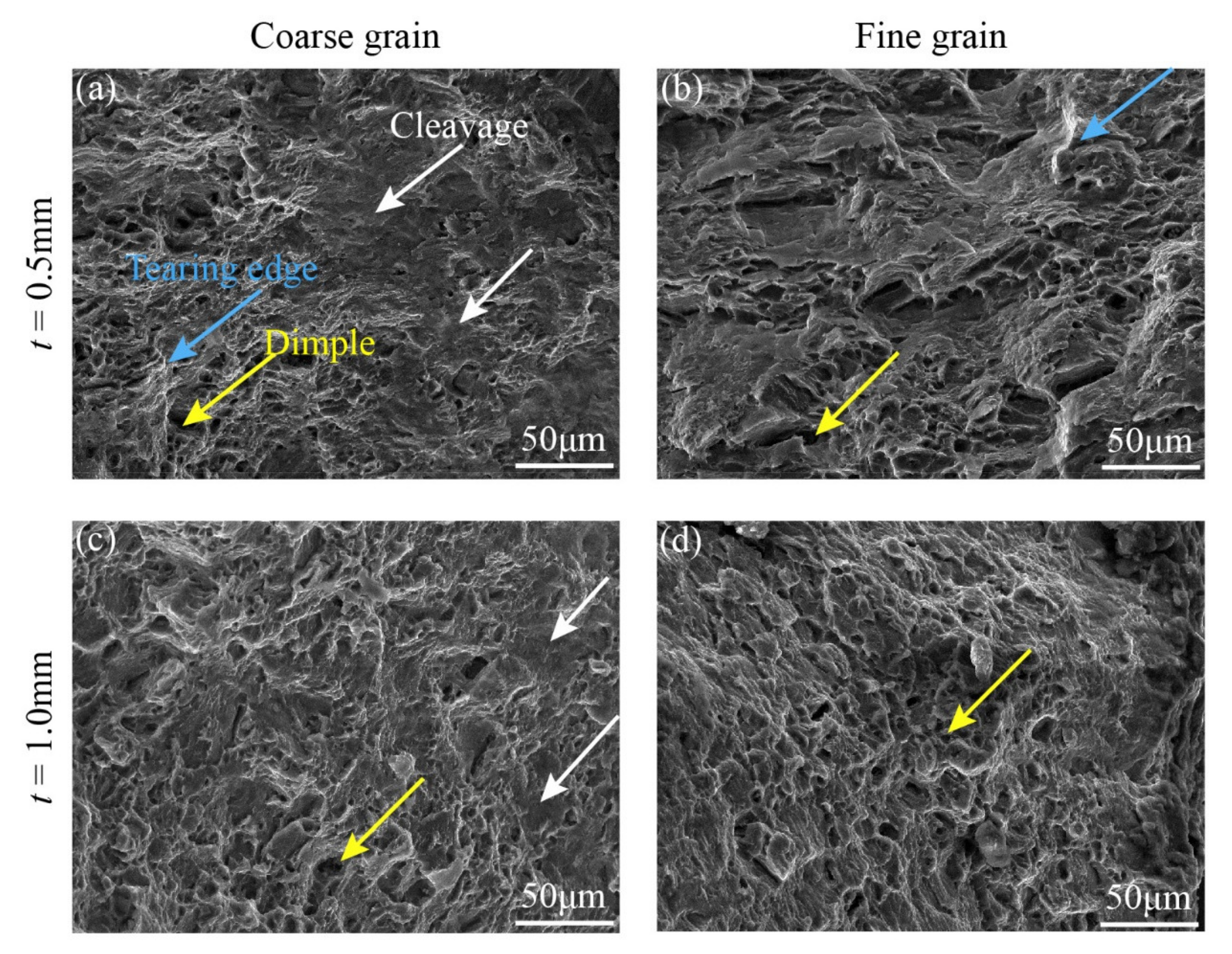
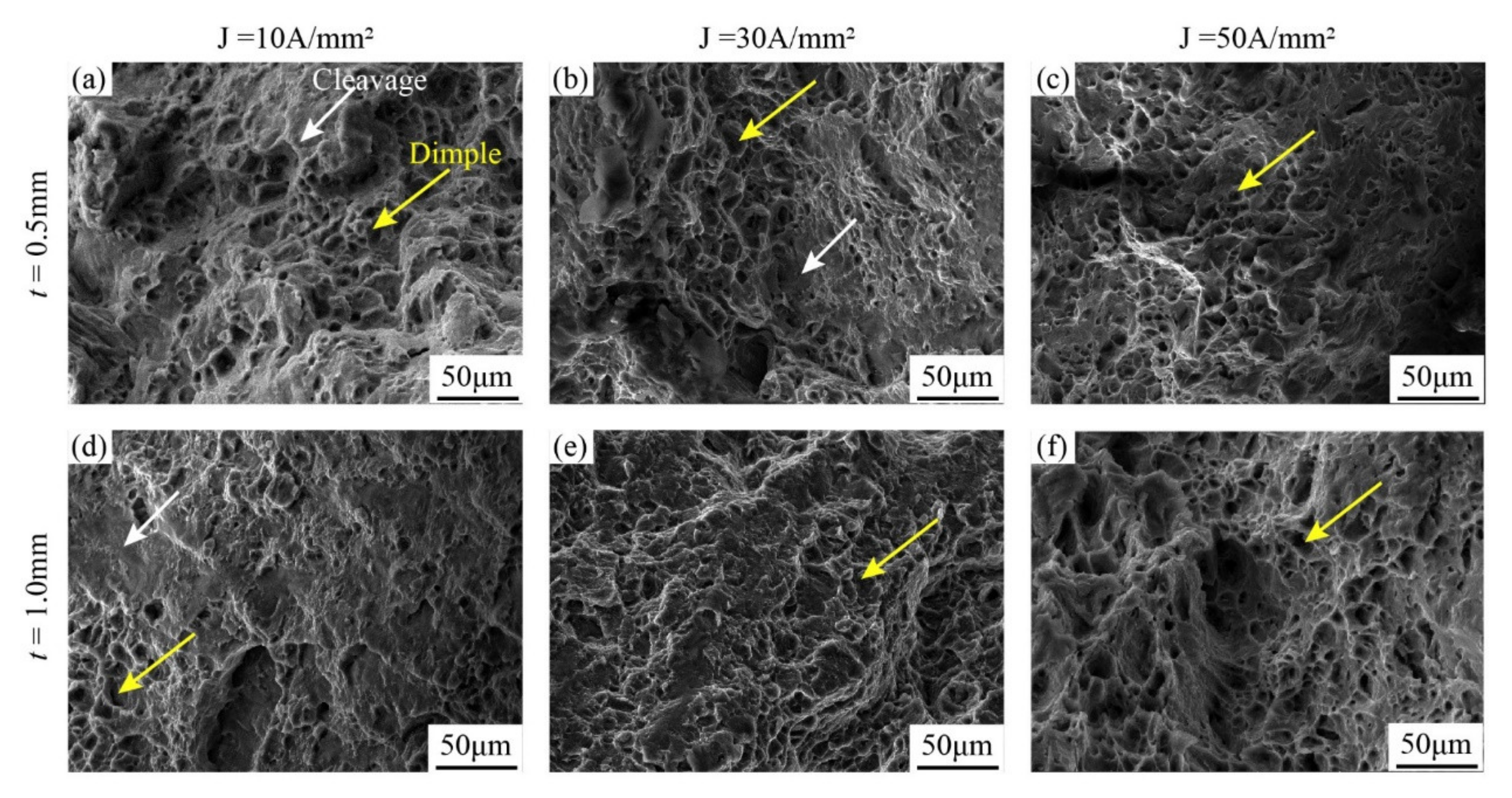
3.4. Size Effect and EPE on Fracture Behaviors
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Nie, J.F.; Shin, K.S.; Zeng, Z.R. Microstructure, Deformation, and Property of Wrought Magnesium Alloys. Metall. Mater. Trans. A 2020, 51, 6045–6109. [Google Scholar] [CrossRef]
- Baird, J.C.; Li, B.; Yazdan Parast, S.; Horstemeyer, S.J.; Hector, L.G.; Wang, P.T.; Horstemeyer, M.F. Localized twin bands in sheet bending of a magnesium alloy. Scr. Mater. 2012, 67, 471–474. [Google Scholar] [CrossRef]
- Chun, Y.B.; Battaini, M.; Davies, C.H.J.; Hwang, S.K. Distribution Characteristics of In-Grain Misorientation Axes in Cold-Rolled Commercially Pure Titanium and Their Correlation with Active Slip Modes. Metall. Mater. Trans. A 2010, 41, 3473–3487. [Google Scholar] [CrossRef]
- Yoo, M.H. Slip, twinning, and fracture in hexagonal close-packed metals. Metall. Trans. A 1981, 12, 409–418. [Google Scholar] [CrossRef]
- Xu, S.; Shang, X.; Zhang, H.; Dong, X.; Cui, Z. Size Effects on the Mechanical Responses and Deformation Mechanisms of AZ31 Mg Foils. Metall. Mater. Trans. A 2021, 52, 3585–3599. [Google Scholar] [CrossRef]
- Wang, Y.; Choo, H. Influence of texture on Hall–Petch relationships in an Mg alloy. Acta Mater. 2014, 81, 83–97. [Google Scholar] [CrossRef] [Green Version]
- Shi, B.Q.; Cheng, Y.Q.; Shang, X.L.; Yan, H.; Chen, R.S.; Ke, W. Hall-Petch relationship, twinning responses and their dependences on grain size in the rolled Mg-Zn and Mg-Y alloys. Mater. Sci. Eng. A 2019, 743, 558–566. [Google Scholar] [CrossRef]
- Stolyarov, V.V. Deformability and nanostructuring of TiNi shape-memory alloys during electroplastic rolling. Mater. Sci. Eng. A 2009, 503, 18–20. [Google Scholar] [CrossRef]
- Mai, J.; Peng, L.; Lai, X.; Lin, Z. Electrical-assisted embossing process for fabrication of micro-channels on 316L stainless steel plate. J. Mater. Process. Tech. 2013, 213, 314–321. [Google Scholar] [CrossRef]
- Xie, H.; Dong, X.; Peng, F.; Wang, Q.; Liu, K.; Wang, X.; Chen, F. Investigation on the electrically-assisted stress relaxation of AZ31B magnesium alloy sheet. J. Mater. Process. Tech. 2016, 227, 88–95. [Google Scholar] [CrossRef]
- Li, C.; Zhang, K.F.; Jiang, S.S.; Zhao, Z.P. Pulse current auxiliary bulging and deformation mechanism of AZ31 magnesium alloy. Mater. Des. 2012, 34, 170–178. [Google Scholar] [CrossRef]
- Sánchez Egea, A.J.; González Rojas, H.A.; Celentano, D.J.; Jorba Peiró, J. Mechanical and metallurgical changes on 308L wires drawn by electropulses. Mater. Des. 2016, 90, 1159–1169. [Google Scholar] [CrossRef]
- Li, X.; Wang, F.; Li, X.; Tang, G.; Zhu, J. Improvement of formability of Mg–3Al–1Zn alloy strip by electroplastic-differential speed rolling. Mater. Sci. Eng. A 2014, 618, 500–504. [Google Scholar] [CrossRef]
- Guan, L.; Tang, G.; Chu, P.K.; Jiang, Y. Enhancement of ductility in Mg-3Al-1Zn alloy with tilted basal texture by electropulsing. J. Mater. Res. 2009, 24, 3674–3679. [Google Scholar] [CrossRef] [Green Version]
- Ugurchiev, U.K.; Stolyarov, V.V. Deformability and microhardness of large-grain titanium alloys in rolling with pulsed current. J. Mach. Manuf. Reliab. 2012, 41, 404–406. [Google Scholar] [CrossRef]
- Wang, X.; Xu, J.; Jiang, Z.; Zhu, W.-L.; Shan, D.; Guo, B.; Cao, J. Size effects on flow stress behavior during electrically-assisted micro-tension in a magnesium alloy AZ31. Mater. Sci. Eng. A 2016, 659, 215–224. [Google Scholar] [CrossRef] [Green Version]
- Kir’Yanchev, N.E.; Troitskii, O.A.; Klevtsur, S.A. Electroplastic deformation of metals. Strength Mater. 1983, 15, 709–715. [Google Scholar] [CrossRef]
- Perkins, T.A.; Kronenberger, T.J.; Roth, J.T. Metallic Forging Using Electrical Flow as an Alternative to Warm/Hot Working. J. Manuf. Sci. Eng. 2006, 129, 84–94. [Google Scholar] [CrossRef]
- Sprecher, A.F.; Mannan, S.L.; Conrad, H. Mechanisms for the electroplastic effect in metals. Acta Mater. 1986, 65, 1145–1162. [Google Scholar] [CrossRef]
- Kim, M.-J.; Lee, K.; Oh, K.H.; Choi, I.-S.; Yu, H.-H.; Hong, S.-T.; Han, H.N. Electric current-induced annealing during uniaxial tension of aluminum alloy. Scr. Mater. 2014, 75, 58–61. [Google Scholar] [CrossRef]
- Magargee, J.; Morestin, F.; Cao, J. Characterization of Flow Stress for Commercially Pure Titanium Subjected to Electrically Assisted Deformation. J. Eng. Mater. Technol. 2013, 135, 041003.1–041003.10. [Google Scholar] [CrossRef]
- Xiao, X.; Xu, S.; Sui, D.; Zhang, H. The electroplastic effect on the deformation and twinning behavior of AZ31 foils during micro-bending tests. Mater. Lett. 2021, 288, 129362. [Google Scholar] [CrossRef]
- Kuang, J.; Du, X.; Li, X.; Yang, Y.; Luo, A.A.; Tang, G. Athermal influence of pulsed electric current on the twinning behavior of Mg–3Al–1Zn alloy during rolling. Scr. Mater. 2016, 114, 151–155. [Google Scholar] [CrossRef]
- Pras Ad, K.E.; Rajesh, K.; Ramamurty, U. Micropillar and macropillar compression responses of magnesium single crystals oriented for single slip or extension twinning. Acta Mater. 2014, 65, 316–325. [Google Scholar] [CrossRef]
- Fu, M.W.; Wang, J.L.; Korsunsky, A.M. A review of geometrical and microstructural size effects in micro-scale deformation processing of metallic alloy components. Int. J. Mach. Tools Manuf. 2016, 109, 94–125. [Google Scholar] [CrossRef]
- Rui, S.-S.; Shang, Y.-B.; Su, Y.; Qiu, W.; Niu, L.-S.; Shi, H.-J.; Matsumoto, S.; Chuman, Y. EBSD analysis of cyclic load effect on final misorientation distribution of post-mortem low alloy steel: A new method for fatigue crack tip driving force prediction. Int. J. Fatigue 2018, 113, 264–276. [Google Scholar] [CrossRef]
- Han, Q.-N.; Rui, S.-S.; Qiu, W.; Ma, X.; Su, Y.; Cui, H.; Zhang, H.; Shi, H. Crystal orientation effect on fretting fatigue induced geometrically necessary dislocation distribution in Ni-based single-crystal superalloys. Acta Mater 2019, 179, 129–141. [Google Scholar] [CrossRef]
- Tong, V.; Wielewski, E.; Britton, B. Characterisation of slip and twinning in high rate deformed zirconium with electron backscatter diffraction. arXiv 2018, arXiv:1803.00236. [Google Scholar]
- Wang, X.; Sanchez Egea, A.J.; Xu, J.; Meng, X.; Wang, Z.; Shan, D.; Guo, B.; Cao, J. Current-Induced Ductility Enhancement of a Magnesium Alloy AZ31 in Uniaxial Micro-Tension Below 373 K. Materials 2018, 12, 111. [Google Scholar] [CrossRef] [PubMed] [Green Version]


Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, S.; Xiao, X.; Zhang, H.; Cui, Z. Electroplastic Effects on the Mechanical Responses and Deformation Mechanisms of AZ31 Mg Foils. Materials 2022, 15, 1339. https://doi.org/10.3390/ma15041339
Xu S, Xiao X, Zhang H, Cui Z. Electroplastic Effects on the Mechanical Responses and Deformation Mechanisms of AZ31 Mg Foils. Materials. 2022; 15(4):1339. https://doi.org/10.3390/ma15041339
Chicago/Turabian StyleXu, Shuai, Xinwei Xiao, Haiming Zhang, and Zhenshan Cui. 2022. "Electroplastic Effects on the Mechanical Responses and Deformation Mechanisms of AZ31 Mg Foils" Materials 15, no. 4: 1339. https://doi.org/10.3390/ma15041339
APA StyleXu, S., Xiao, X., Zhang, H., & Cui, Z. (2022). Electroplastic Effects on the Mechanical Responses and Deformation Mechanisms of AZ31 Mg Foils. Materials, 15(4), 1339. https://doi.org/10.3390/ma15041339