
Enhancement of Multi-Scale Self-Organization Processes during Inconel DA 718 Machining through the Optimization of TiAlCrSiN/TiAlCrN Bi-Nano-Multilayer Coating Characteristics


 ,
,  , , ,
, , ,
Abstract
:1. Introduction
2. Research Methodology
3. Results and Discussion
4. Conclusions
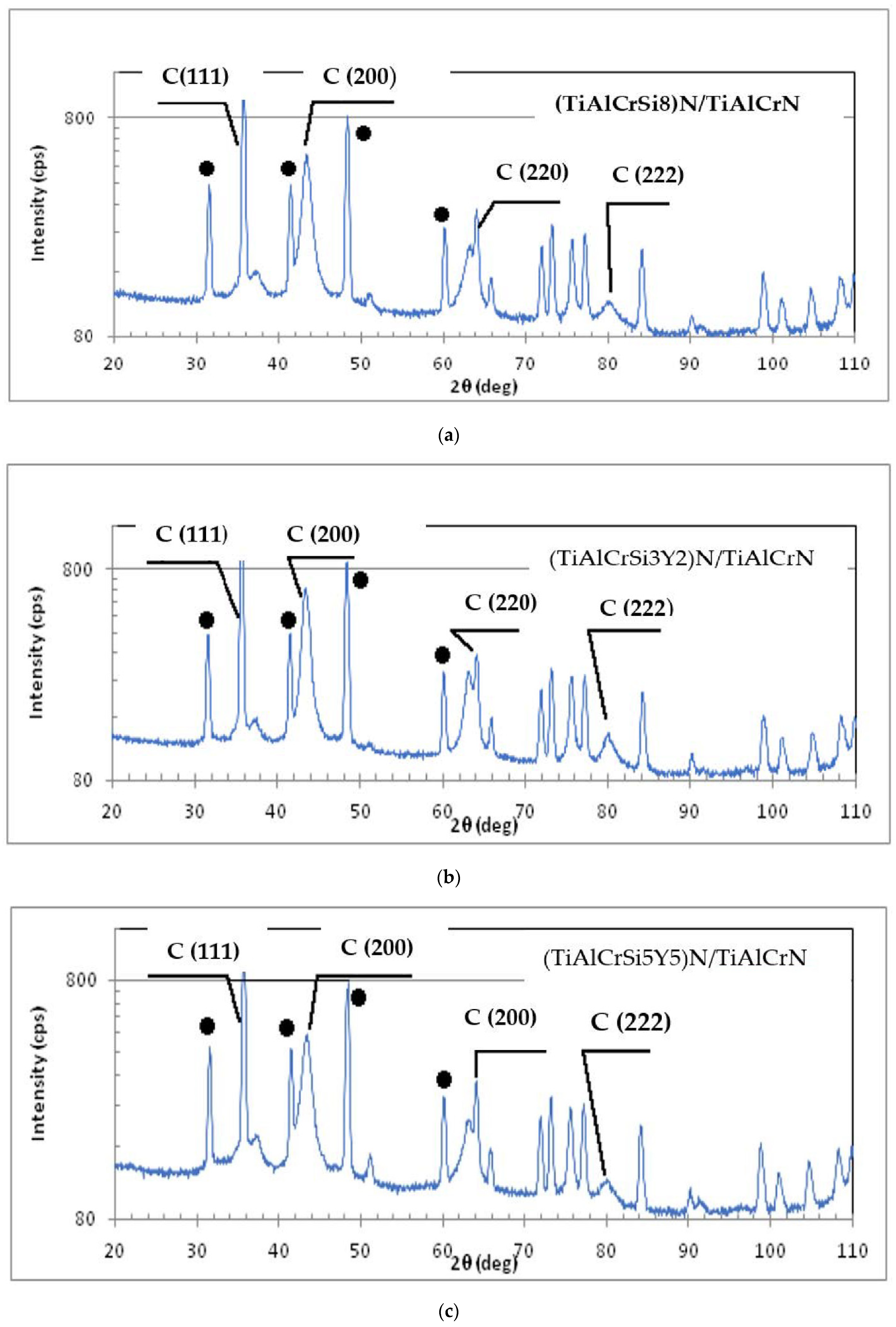
- The newly developed wear-resistant bi-nano-multilayer Ti0.18Al0.55Cr0.17Si0.05Y0.05N/Ti0.25Al0.65Cr0.1N coating (C) contains five alloying elements in amounts equal to or above 5 at.% and has a mostly FCC B1 structure. As such, it can be classified as an adaptive high-entropy alloyed coating.
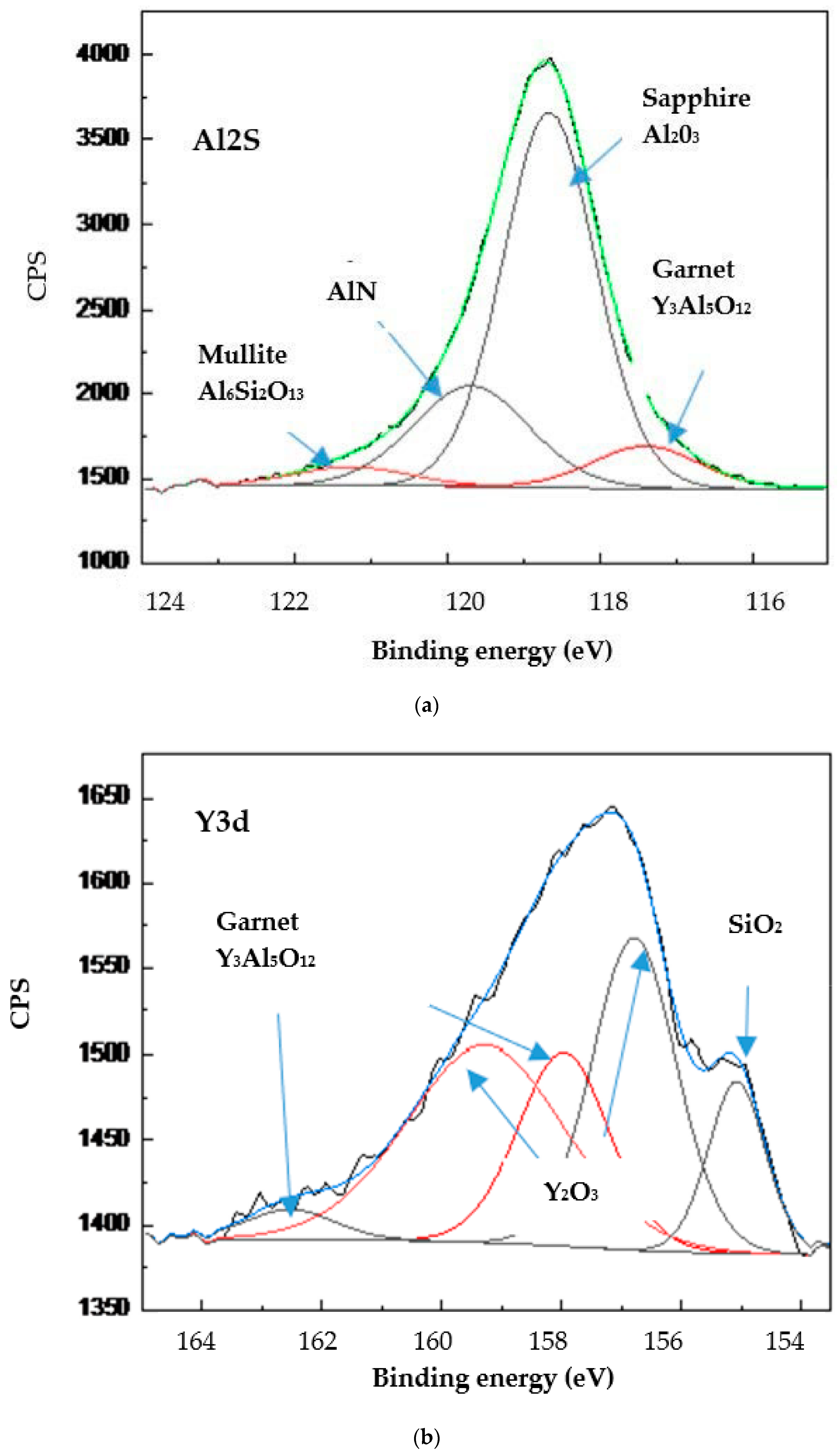
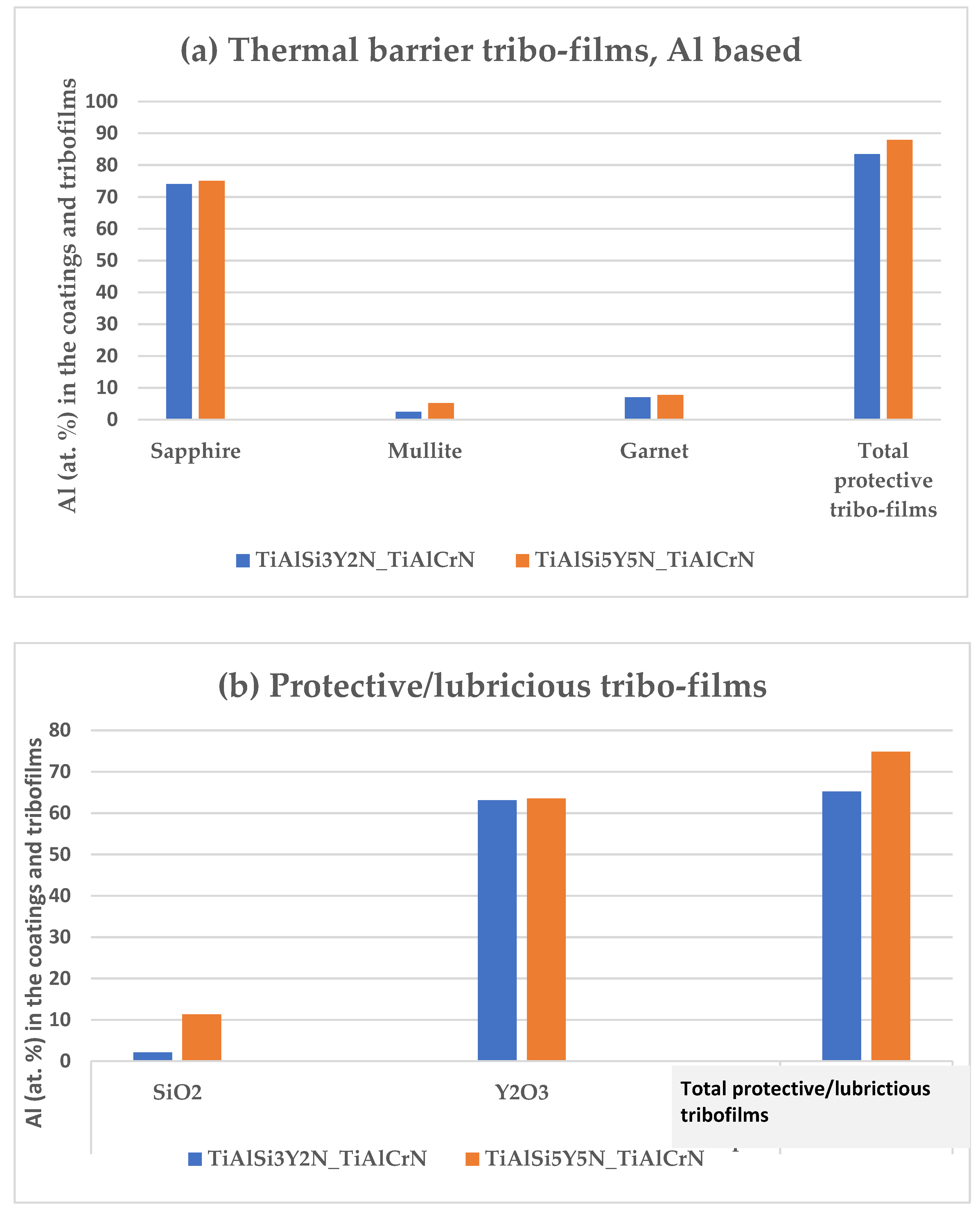
- The most crucial feature of coating C is its enhanced adaptive performance during the machining of Inconel DA 718 alloy, as evaluated by its ability to form a specific set of tribo-films during operation. The quantity of beneficial tribo-films which form on the friction surface of the tool is greater in this coating compared with the previous state-of-the-art coating A. The formation of such tribo-films enhances the protection and lubrication of the cutting tool’s surfaces, thereby reducing the intensity of wear.
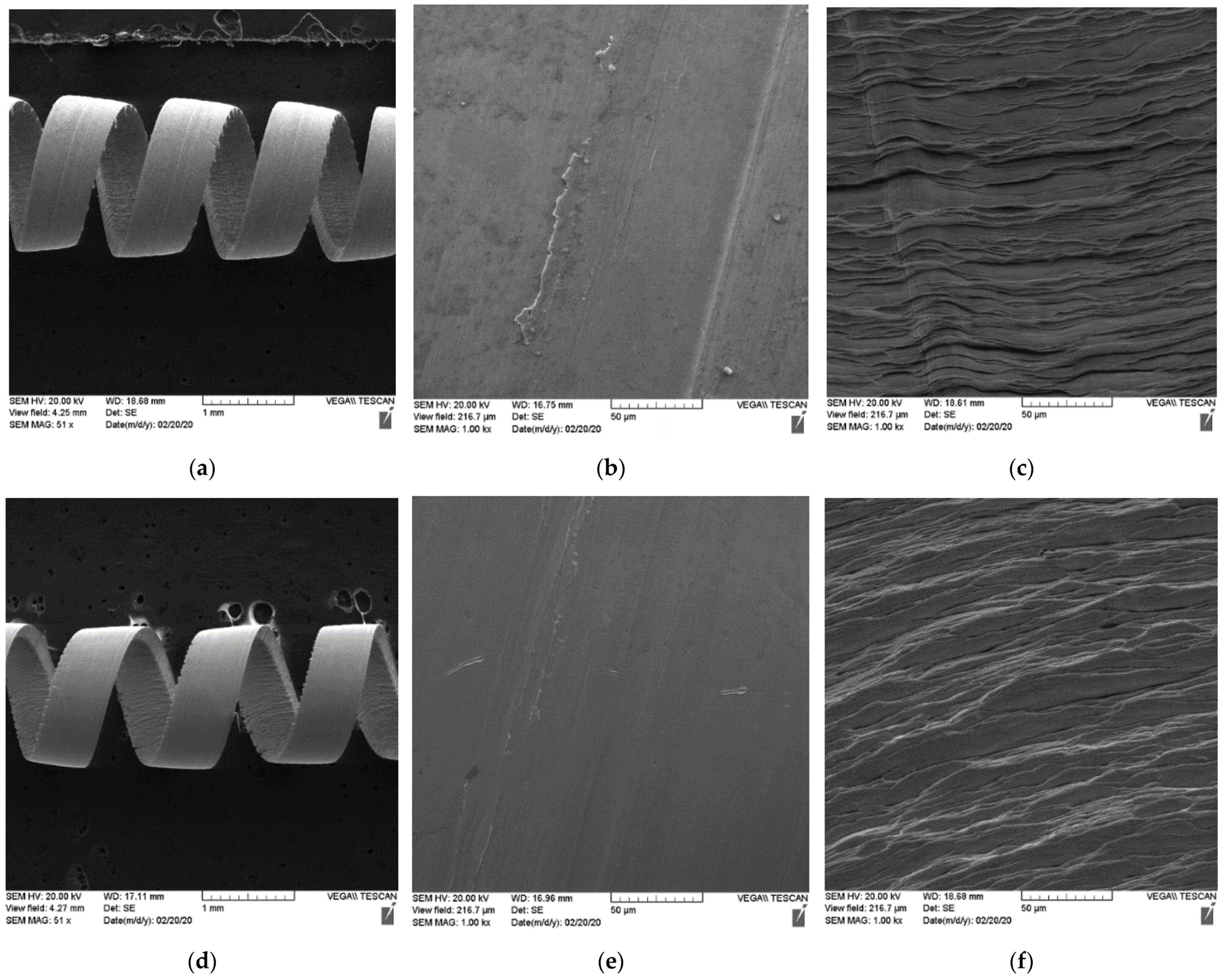
- The more complex features of the tribological process were evaluated through tribological studies. Increased metal flow and lower chip hardness within the tool/chip contact zone were a consequence of the improved surface protection and lubrication provided by the formation of tribo-films on the friction surface. A simultaneous phase transformation takes place within the layer of the chip due to intense metal flow (due to the formation of strain-induced martensite zones during severe plastic deformation), causing the chip material to harden. This in turn reduces workpiece material adhesion to the tool surface, thereby improving the wear performance of the newly developed adaptive coating C.
- A new nanomaterial research strategy is proposed with the goal of enhancing the various multi-scale self-organization processes taking place during cutting. These self-organization processes consist of the nano-scale tribo-film formation on the friction surface in conjunction with the micro-scale generation of strain-induced martensite zones within the layer of the chips. (An optimized combination of these processes can considerably enhance the wear performance of the newly developed PVD bi-nano-multilayer Ti0.18Al0.55Cr0.17Si 0.05Y0.05N/Ti0.25Al0.65Cr0.1N high-entropy adaptive coating (coating C).
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ezugwu, E. Key improvements in the machining of difficult-to-cut aerospace superalloys. Int. J. Mach. Tools Manuf. 2005, 45, 1353–1367. [Google Scholar] [CrossRef]
- Gordon, S.; Hillery, M.T. Development of a high-speed CNC cutting machine using linear motors. J. Mater. Process. Technol. 2007, 166, 321–329. [Google Scholar] [CrossRef]
- Choudhury, I.A.; El-Baradie, M.-A. Machinability of nickel-base superalloys: A general review. J. Mater. Process. Technol. 1998, 77, 278. [Google Scholar] [CrossRef]
- da Silva, M.B.; Wallbank, J. Cutting temperature: Prediction and measurement methods—A review. J. Mater. Process. Technol. 1999, 88, 195. [Google Scholar] [CrossRef]
- Liao, Y.; Shiue, R. Carbide tool wear mechanism in turning of Inconel 718 superalloy. Wear 1996, 193, 16–24. [Google Scholar] [CrossRef]
- Wright, P.K.; Trent, E.M. Metal Cutting, 4th ed.; Butterworth-Heinemann: Woburn, MA, USA, 2000. [Google Scholar]
- Dosbaeva, G.K.; Veldhuis, S.C.; Elfizy, A.; Fox-Rabinovich, G.; Wagg, T. Microscopic observations of the defects origins during machining of direct aged (DA) Inconel 718 superalloy. J. Mater. Eng. Perform. 2010, 19, 1193–1198. [Google Scholar] [CrossRef]
- Thellaputta, G.R.; Chandra, P.S.; Rao, C. Machinability of Nickel-Based Superalloys: A Review. Mater. Today Proc. 2017, 4, 3712–3721. [Google Scholar] [CrossRef]
- Mayrhofer, P.H.; Mitterer, C.; Hultman, L.; Clemens, H. Microstructural design of hard coatings. Progr. Mater. Sci. 2006, 51, 1032–1114. [Google Scholar] [CrossRef]
- Kalss, W.; Reiter, A.; Derflinger, V.; Gey, C.; Endrino, J.L. Modern coatings in high-performance cutting applications. Int. J. Refract. Met. Hard Mater. 2006, 24, 399–404. [Google Scholar] [CrossRef]
- Holleck, H.; Schulz, H. Advanced layer material constitution. Thin Solid Film 1987, 153, 11–17. [Google Scholar] [CrossRef]
- Helmersson, U.; Todorova, S.; Barnett, S.A.; Sundgen, J.-E. Growth of single-crystal TiN/VN strained-layer superlattices with extremely high mechanical hardness. J. Appl. Phys. 1987, 62, 481. [Google Scholar] [CrossRef]
- Sundgren, J.-E.; Birch, J.; Håkansson, G.; Hultman, L.; Helmersson, U. Growth, structural characterization and properties of hard and wear-protective layered materials. Thin Solid Film 1990, 193–194, 818–831. [Google Scholar] [CrossRef]
- Knotek, O.; Löffler, F.; Krämer, G. Multicomponent, and multilayer physically vapor deposited coatings for cutting tools. Surf. Coat. Technol. 1992, 54–55, 241–248. [Google Scholar] [CrossRef]
- Luo, Q.; Rainforth, W.; Donohue, L.; Wadsworth, I.; Münz, W.-D. Tribological investigation of TiAlCrN and TiAlN/CrN coatings grown by combined steered-arc/unbalanced magnetron deposition. Vacuum 1999, 53, 123–126. [Google Scholar] [CrossRef]
- Pflüger, E.; Schröer, A.; Voumard, P.; Donohue, L.; Münz, W.-D. Influence of incorporation of Cr and Y on the wear performance of TiAlN coatings at elevated temperatures. Surf. Coat. Technol. 1999, 115, 17–23. [Google Scholar] [CrossRef]
- Donohue, L.A.; Münz, W.-D.; Lewis, D.B.; Cawley, J.; Hurkmans, T.; Trinh, T.; Petrov, I.; Greene, I.E. Large-scale fabrication of hard superlattice thin films by combined steered arc evaporation and unbalanced magnetron sputtering. Surf. Coat. Technol. 1997, 93, 69–87. [Google Scholar] [CrossRef]
- Chang, C.-L.; Jao, J.-Y.; Ho, W.-Y.; Wang, D.-Y. Influence of bi-layer period thickness on the residual stress, mechanical and tribological properties of nanolayered TiAlN/CrN multilayer coatings. Vacuum 2007, 81, 604–609. [Google Scholar] [CrossRef]
- Veprek, S.; Veprek-Heijman, M.J.G. Industrial applications of superhard nanocomposite coatings. Surf. Coat. Technol. 2008, 202, 5063–5073. [Google Scholar] [CrossRef]
- Capasso, S.; Paiva, J.; Junior, E.L.; Settineri, L.; Yamamoto, K.; Amorim, F.; Torres, R.; Covelli, D.; Fox-Rabinovich, G.; Veldhuis, S. A novel method of assessing and predicting coated cutting tool wear during Inconel DA 718 turning. Wear 2019, 432–433, 202949. [Google Scholar] [CrossRef]
- Chang, C.-L.; Huang, C.-S. Effect of bias voltage on microstructure, mechanical and wear properties of Al–Si–N coatings deposited by cathodic arc evaporation. Thin Solid Films 2011, 519, 4923–4927. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.; Beake, B.; Yamamoto, K.; Aguirre, M.H.; Veldhuis, S.; Dosbaeva, G.; Elfizy, A.; Biksa, A.; Shuster, L. Structure, properties and wear performance of nano-multilayered TiAlCrSiYN/TiAlCrN coatings during machining of Ni-based aerospace superalloys. Surf. Coat. Technol. 2010, 204, 3698–3706. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.; Kovalev, A.; Gershman, I.; Wainstein, D.; Aguirre, M.H.; Covelli, D.; Paiva, J.; Yamamoto, K.; Veldhuis, S. Complex Behavior of Nano-Scale Tribo-Ceramic Films in Adaptive PVD Coatings under Extreme Tribological Conditions. Entropy 2018, 20, 989. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yamamoto, K.; Kujime, S.; Fox-Rabinovich, G. Effect of alloying element (Si, Y) on properties of AIP deposited (Ti, Cr, Al) N coating. Surf. Coat. Technol. 2008, 203, 579. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.S.; Veldhuis, S.C.; Dosbaeva, G.K.; Yamamoto, K.; Gershman, I.S.; Kovalev, A.; Beake, B.D.; Shuster, L.S. Nanocrystalline coating design for extreme applications based on the concept of complex adaptive behavior. J. Appl. Phys. 2008, 103, 083510. [Google Scholar] [CrossRef]
- Dosbaeva, G.; Veldhuis, S.; Yamamoto, K.; Wilkinson, D.; Beake, B.; Jenkins, N.; Elfizy, A.; Fox-Rabinovich, G. Fox-Rabinovich, Oxide scales formation in nano-crystalline TiAlCrSiYN PVD coatings at elevated temperature. Int. J. Refract. Met. Hard Mater. 2010, 28, 133–141. [Google Scholar] [CrossRef]
- Yamamoto, K.; Kujime, S.; Takahara, K. Structural and mechanical property of Si incorporated (Ti, Cr, Al) N coatings deposited by arc ion plating process. Surf. Coat. Technol. 2005, 200, 1383–1390. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.S.; Yamamoto, K.; Beake, B.D.; Kovalev, A.I.; Aguirre, M.H.; Veldhuis, S.C.; Dosbaeva, G.K.; Wainstein, D.L.; Biksa, A.; Rashkovskiy, A. Emergent behavior of nano-multilayered coatings during dry high speed machining of hardened tool steels. Surf. Coat. Technol. 2010, 204, 3425–3435. [Google Scholar] [CrossRef]
- Chen, L.; Du, Y.; Xiong, X.; Chang, K.K.; Wu, M.J. Improved properties of Ti-Al-N coating by multilayer structure. Int. J. Refract. Met. Hard Mater. 2011, 29, 681–685. [Google Scholar] [CrossRef]
- Hovsepian, P.E.; Ehiasarian, A.; Deeming, A.; Schimpf, C. Novel TiAlCN/VCN nanoscale multilayer PVD coatings deposited by the combined high-power impulse magnetron sputtering/unbalanced magnetron sputtering (HIPIMS/UBM) technology. Vacuum 2008, 82, 1312–1317. [Google Scholar] [CrossRef]
- Hovsepian, P.; Ehiasarian, A.; Ratayski, U. CrAlYCN/CrCN nanoscale multilayer PVD coatings deposited by the combined High Power Impulse Magnetron Sputtering/Unbalanced Magnetron Sputtering (HIPIMS/UBM) technology. Surf. Coat. Technol. 2009, 203, 1237–1243. [Google Scholar] [CrossRef]
- Nordin, M.; Larsson, M.; Hogmark, S. Mechanical and tribological properties of multilayered PVD TiN/CrN, TiN/MoN, TiN/NbN, and TiN/TaN coatings on cemented carbide. Surf. Coat. Technol. 1998, 106, 234–241. [Google Scholar] [CrossRef]
- Chowdhury, S.; Beake, B.D.; Yamamoto, K.; Bose, B.; Aguirre, M.; Fox-Rabinovich, G.S.; Veldhuis, S.C. Improvement of Wear Performance of Nano-Multilayer PVD Coatings under Dry Hard End Milling Conditions Based on Their Architectural Development. Coatings 2018, 8, 59. [Google Scholar] [CrossRef] [Green Version]
- Fox-Rabinovich, G.S.; Gershman, I.S.; Veldhuis, S. Thin-Film PVD Coating Metamaterials Exhibiting Similarities to Natural Processes under Extreme Tribological Conditions. Nanomaterials 2020, 10, 1720. [Google Scholar] [CrossRef] [PubMed]
- Vattanaprateep, N.; Panich, N.; Surinphong, S.; Tungasmita, S.; Wangyao, P. Structural and Mechanical Properties of Nanostructured TiAlCrN Thin Films Deposited by Cathodic Arc Deposition. High Temp. Mater. Process. 2013, 32, 107–111. [Google Scholar] [CrossRef]
- International Center for Diffraction Data. ICPP-JCPDS Database of Crystallographic Data, Release 2000. Available online: https://www.icdd.com/ (accessed on 20 December 2021).
- Ma, X.-F.; Wu, Y.-W.; Tan, J.; Meng, C.-Y.; Yang, L.; Dang, W.-A.; He, X.-J. Evaluation of corrosion and oxidation behaviors of TiAlCrN coatings for nuclear fuel cladding. Surf. Coat. Technol. 2018, 358, 521–530. [Google Scholar] [CrossRef]
- Xiao, B.; Li, H.; Mei, H.; Dai, W.; Zuo, F.; Wu, Z.; Wang, Q. A study of oxidation behavior of AlTiN-and AlCrN-based multilayer coatings. Surf. Coat. Technol. 2018, 333, 229–237. [Google Scholar] [CrossRef]
- Dejun, K.; Guizhong, F. Friction and wear behaviors of AlTiCrN coatings by cathodic arc ion plating at high temperatures. J. Mater. Res. 2015, 30, 503–511. [Google Scholar] [CrossRef]
- Oh, U.C.; Je, J.H. Effects of Strain Energy on the Preferred Orientation of TiN Thin Films. J. Appl. Phys. 1993, 74, 1692–1696. [Google Scholar] [CrossRef]
- Estupiñan, F.; Moreno, C.; Olaya, J.; Ardila, L. Wear Resistance of TiAlCrSiN Coatings Deposited by Means of the Co-Sputtering Technique. Lubricants 2021, 9, 64. [Google Scholar] [CrossRef]
- Reinhard, C. CrAlN-Based Nanoscale Multilayer Coatings Dedicated to Wear and Oxidation Protection. Ph.D. Thesis, Sheffield Hallam University, Sheffield, UK, 2007. [Google Scholar]
- Chantler, C.T.; Olsen, K.; Dragoset, R.A.; Chang, J.; Kishore, A.R.; Kotochigova, S.A.; Zucker, D.S. Detailed Tabulation of Atomic Form Factors, Photoelectric Absorption and Scattering Cross Section, and Mass Attenuation Coefficients for Z = 1–92 from E = 1–10 eV to E = 0.4–1.0 MeV. NIST Stand. Ref. Database 2005, 29, 197. [Google Scholar] [CrossRef]
- Chen, T.K.; Shun, T.T.; Yeh, J.W.; Wong, M.S. Nanostructured nitride films of multi-element high-entropy alloys by reactive DC sputtering. Surf. Coat. Technol. 2004, 188–189, 193–200. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.S.; Gershman, I.S.; Yamamoto, K.; Bicsa, A.; Veldhuis, S.C.; Beake, B.D.; Kovalev, A.I. Self-Organization During Friction in Complex Surface Engineered Tribosystems. Entropy 2010, 12, 275–288. [Google Scholar] [CrossRef]
- Reolon, L.; Aguirre, M.; Yamamoto, K.; Zhao, Q.; Zhitomirsky, I.; Fox-Rabinovich, G.; Veldhuis, S. A Comprehensive Study of Al0.6Ti0.4N Coatings Deposited by Cathodic Arc and HiPIMS PVD Methods in Relation to Their Cutting Performance during the Machining of an Inconel 718 Alloy. Coatings 2021, 11, 723. [Google Scholar] [CrossRef]
- Alvi, S.; Akhtar, F. High-temperature tribology of CuMoTaWV high entropy alloy. Wear 2019, 426–427, 412–419. [Google Scholar] [CrossRef]
- Wróblewski, P.; Rogólski, R. Experimental Analysis of the Influence of the Application of TiN, TiAlN, CrN and DLC1 Coatings on the Friction Losses in an Aviation Internal Combustion Engine Intended for the Propulsion of Ultralight Aircraft. Materials 2021, 14, 6839. [Google Scholar] [CrossRef] [PubMed]
- Wróblewski, P.; Koszalka, G. An Experimental Study on Frictional Losses of Coated Piston Rings with Symmetric and Asymmetric Geometry. SAE Int. J. Engines 2021, 14, 853–866. [Google Scholar] [CrossRef]
- Davies, M.A.; Burns, T.J.; Xiao, H. Thermomechanical oscillations in material flow during high-speed machining. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2001, 359, 821–846. [Google Scholar] [CrossRef]
- Molaiekiya, F.; Stolf, P.; Paiva, J.M.; Bose, B.; Goldsmith, J.; Gey, C.; Engin, S.; Fox-Rabinovich, G.; Veldhuis, S.C. Influence of process parameters on the cutting performance of SiAlON ceramic tools during high-speed dry face milling of hardened Inconel 718. Int. J. Adv. Manuf. Technol. 2019, 105, 1083–1098. [Google Scholar] [CrossRef]
- Dupont, J.J.N.; Robino, C.V.; Mardern, A.R. Solidification and weldability of Nb-bearing superalloys. Weld. J. Res. Suppl. 1998, 77, 417–431. [Google Scholar]
- Ram, G.J.; Reddy, A.V.; Rao, K.P.; Reddy, G.M. Control of Laves phase in Inconel 718 GTA welds with current pulsing. Sci. Technol. Weld. Join. 2004, 9, 390–398. [Google Scholar]
- Bogachev, I.M.; Mints, R.I. Increasing of Cavitation Resistance of Machine Parts; Mashinostroenie: Moscow, Russia, 1964. [Google Scholar]
- Schirra, J.J.; Calessd, H.; Hatala, R.W. Superalloys 718, 625 and Various Derivatives; TMS: Warrendale, PA, USA, 1991; Volume 375. [Google Scholar]
- Shokrani, A.; Dhokia, V.; Newman, S. Environmentally conscious machining of difficult-to-machine materials with regard to cutting fluids. Int. J. Mach. Tools Manuf. 2012, 57, 83–101. [Google Scholar] [CrossRef] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cutting Data | ||||||
|---|---|---|---|---|---|---|
| Machining Operation | Cutting Tool Substrates | Workpiece Material | Hardness | Speed, m/min | Feed, mm/rev | Depth of Cut, mm |
| Turning | Kennametal K313 carbide turning inserts | Direct aged Inconel 718 | HRC 47–48 | 60 | 0.125 | 0.25 |
| Major Elements Alloy Content, Weight % | |||
|---|---|---|---|
| Cr | Ni | Nb | Ti |
| 18.5 | 52.9 | 3.05 | 089 |
| Coatings | Hardness, GPa | Reduced Elastic Modulus, GPa | H/Er Ratio | H3/Er2 Ratio | Adhesion to the Substrate, Lc2, N |
|---|---|---|---|---|---|
| Ti0.2Al0.55Cr0.2Si0.03Y0.02N/Ti0.25Al0.65Cr0.1N Multilayer (coating A) | 28.4 ± 4.8 | 361.1 ± 36 | 0.0789 | 0.1774 | 55.22 |
| Ti0.2 Al 0.52Cr0.2Si0.08N/Ti0.25Al0.65Cr0.1N Multilayer (coating B) | 39.7 ± 4.5 | 427.2 + 36 | 0.0929 | 0.3431 | 50.19 |
| Ti0.18Al0.55Cr0.17Si0.05Y0.05N/Ti0.25Al0.65Cr0.1N Multilayer (coating C) | 37.6 ± 4.3 | 417.3 + 34 | 0.0904 | 0.3087 | 55.09 |
| Coating | Tribological Characteristics | ||||
|---|---|---|---|---|---|
| Chip Compression Ratio | Share Angle (°) | Share Strain | Chips Sliding Velocity | Coefficient of Friction | |
| Coating A | 1.16 | 38.62 | 2.204 | 69.35 | 0.33 |
| Coating C | 1.30 | 40.29 | 2.189 | 78.36 | 0.17 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fox-Rabinovitch, G.; Dosbaeva, G.; Kovalev, A.; Gershman, I.; Yamamoto, K.; Locks, E.; Paiva, J.; Konovalov, E.; Veldhuis, S. Enhancement of Multi-Scale Self-Organization Processes during Inconel DA 718 Machining through the Optimization of TiAlCrSiN/TiAlCrN Bi-Nano-Multilayer Coating Characteristics. Materials 2022, 15, 1329. https://doi.org/10.3390/ma15041329
Fox-Rabinovitch G, Dosbaeva G, Kovalev A, Gershman I, Yamamoto K, Locks E, Paiva J, Konovalov E, Veldhuis S. Enhancement of Multi-Scale Self-Organization Processes during Inconel DA 718 Machining through the Optimization of TiAlCrSiN/TiAlCrN Bi-Nano-Multilayer Coating Characteristics. Materials. 2022; 15(4):1329. https://doi.org/10.3390/ma15041329
Chicago/Turabian StyleFox-Rabinovitch, Guerman, Goulnara Dosbaeva, Anatoly Kovalev, Iosif Gershman, Kenji Yamamoto, Edinei Locks, Jose Paiva, Egor Konovalov, and Stephen Veldhuis. 2022. "Enhancement of Multi-Scale Self-Organization Processes during Inconel DA 718 Machining through the Optimization of TiAlCrSiN/TiAlCrN Bi-Nano-Multilayer Coating Characteristics" Materials 15, no. 4: 1329. https://doi.org/10.3390/ma15041329
APA StyleFox-Rabinovitch, G., Dosbaeva, G., Kovalev, A., Gershman, I., Yamamoto, K., Locks, E., Paiva, J., Konovalov, E., & Veldhuis, S. (2022). Enhancement of Multi-Scale Self-Organization Processes during Inconel DA 718 Machining through the Optimization of TiAlCrSiN/TiAlCrN Bi-Nano-Multilayer Coating Characteristics. Materials, 15(4), 1329. https://doi.org/10.3390/ma15041329