
Study of Cutting Power and Power Efficiency during Straight-Tooth Cylindrical Milling Process of Particle Boards


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
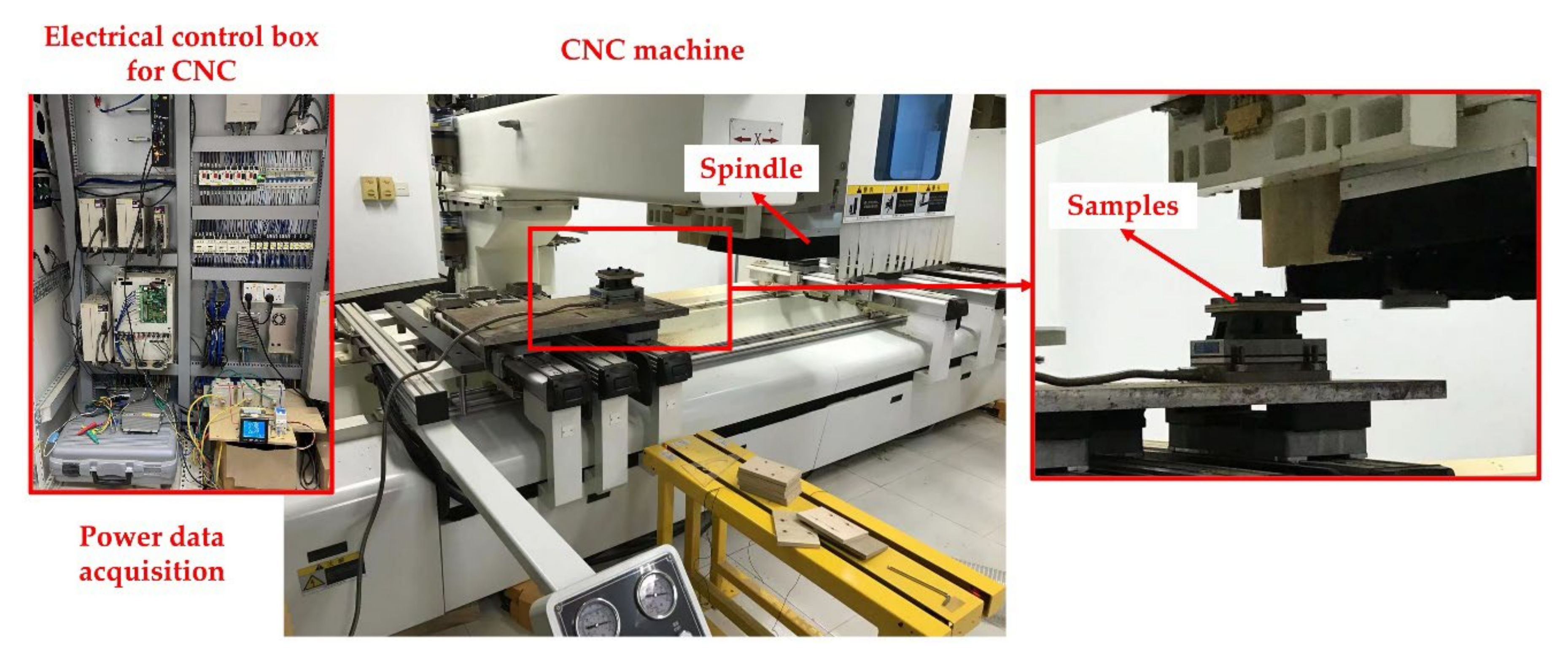
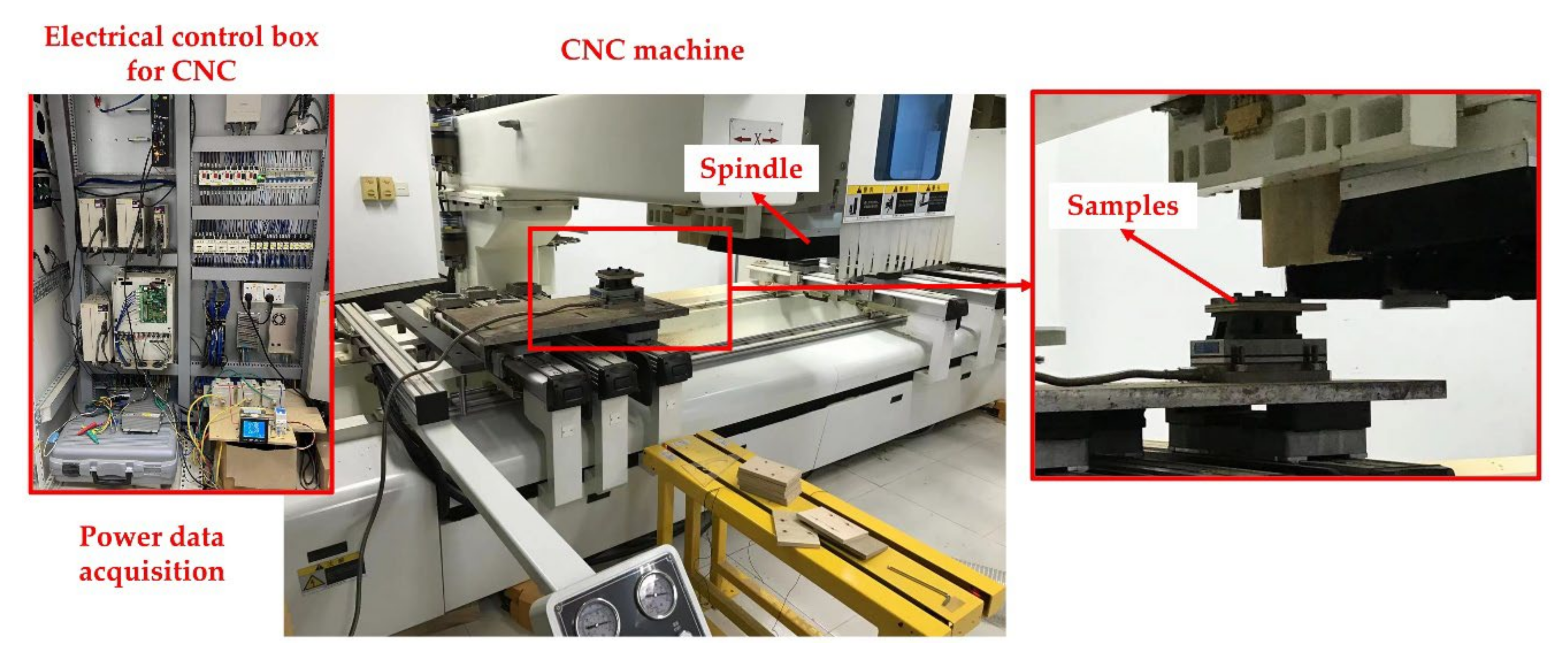
2.2. Experimental Setup and Cutting Tools
2.3. Methods
3. Results and Discussion
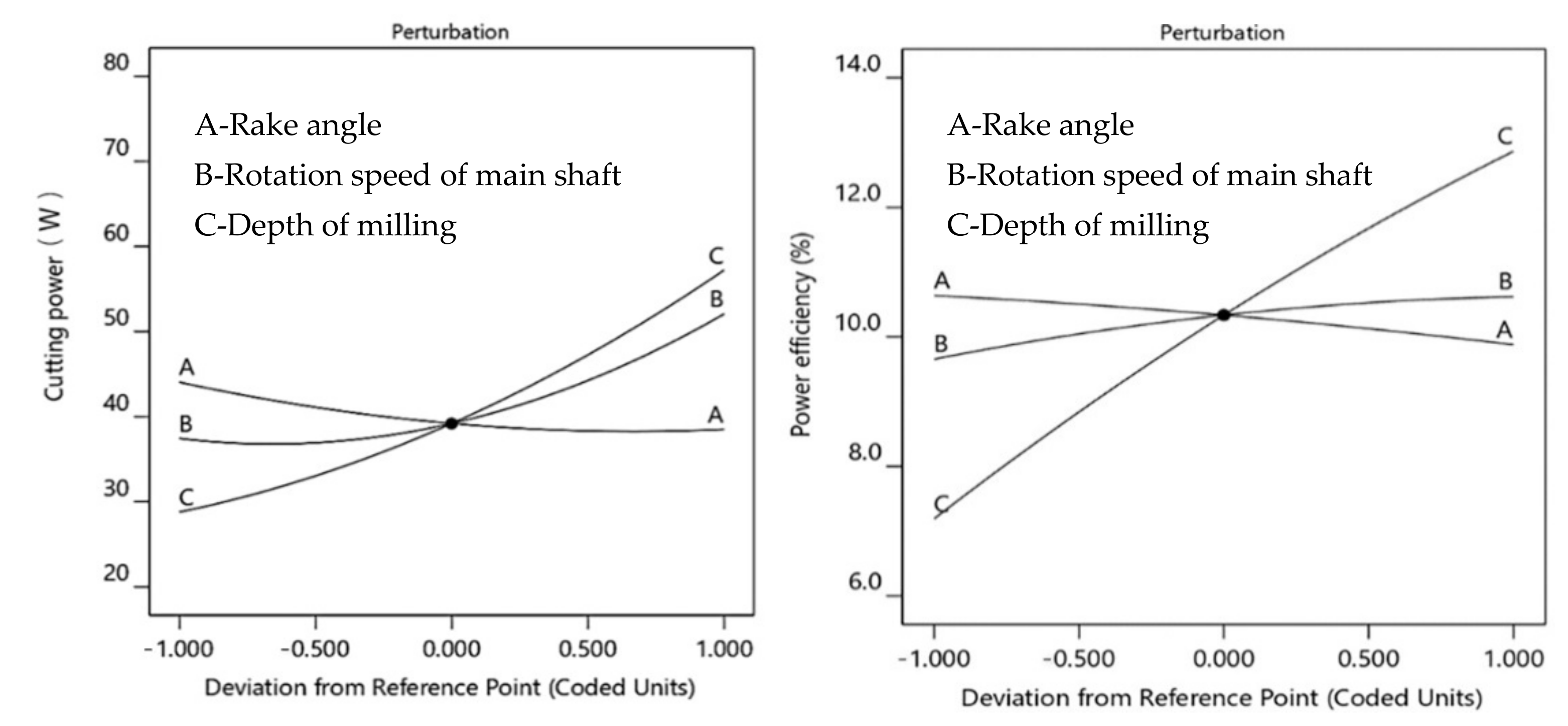
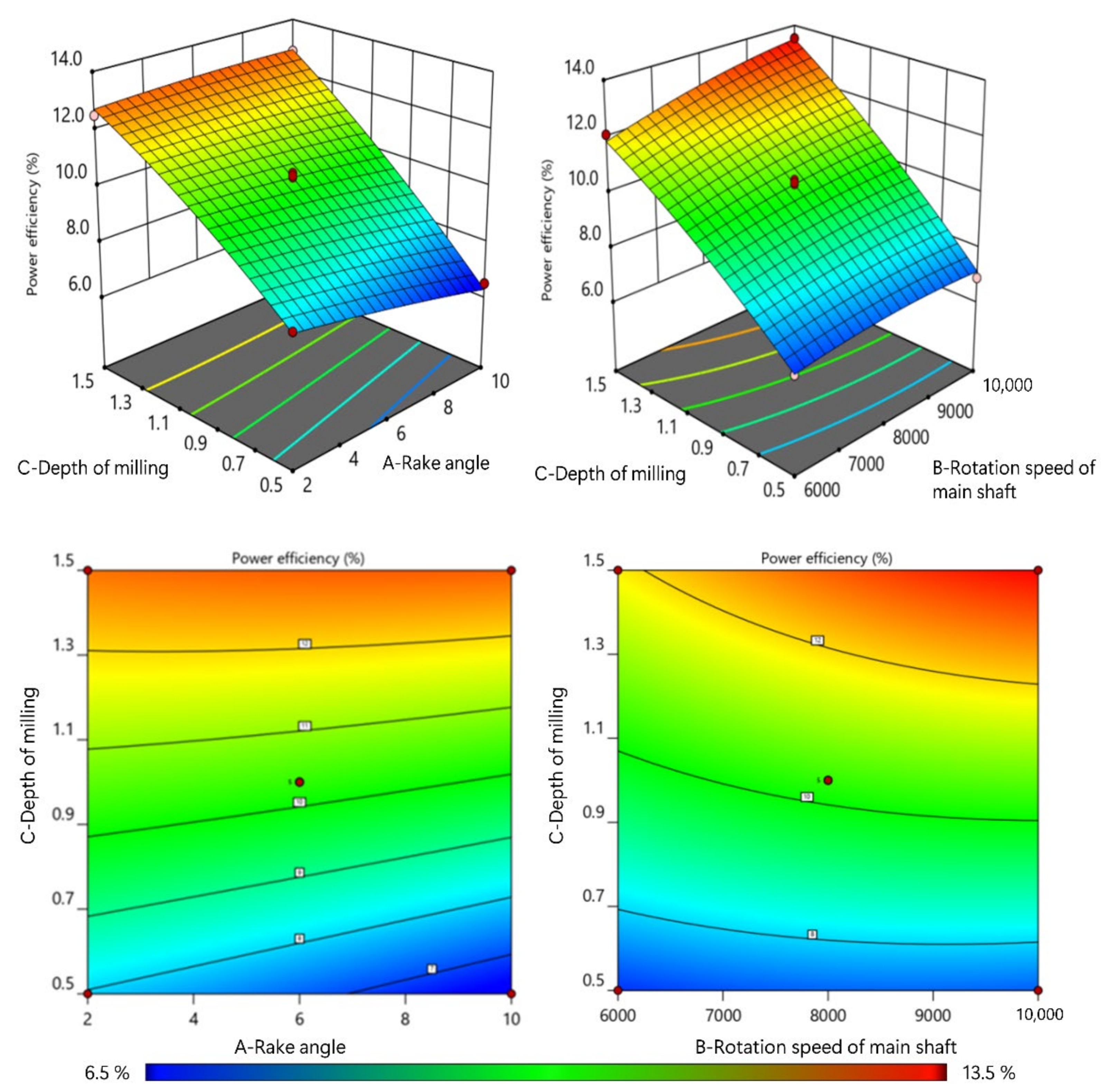
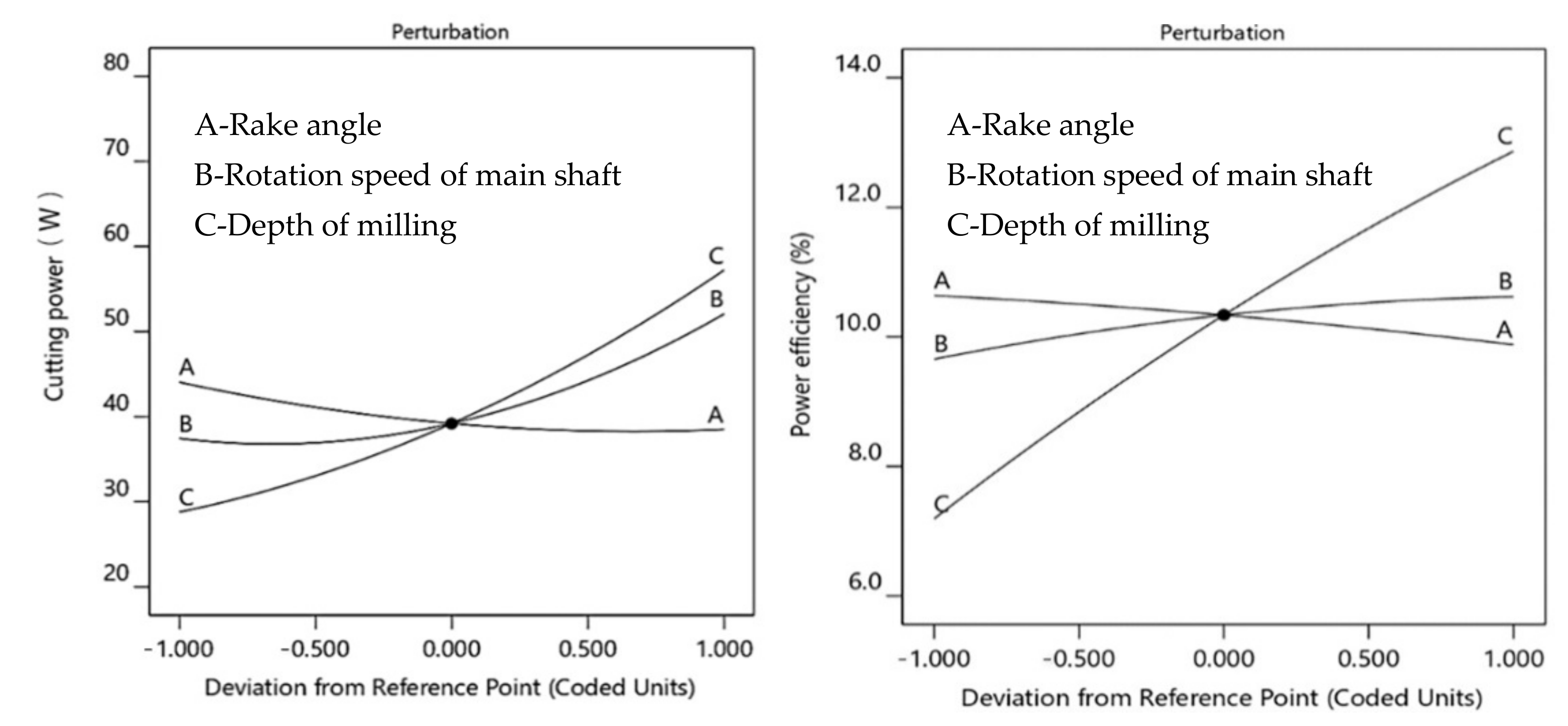
3.1. Influence of Input Parameters on Pc and η
3.2. Analysis of Variance
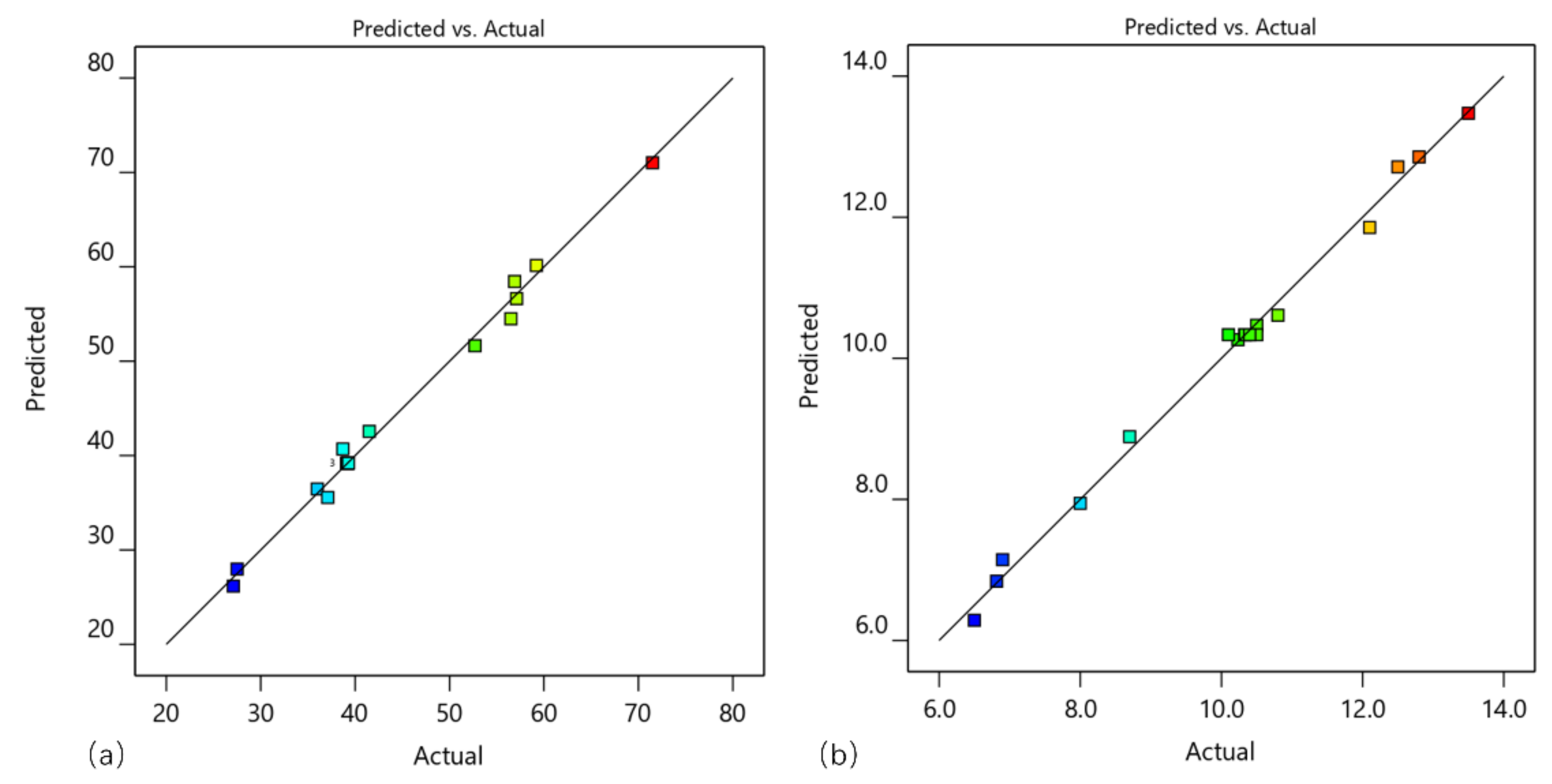
3.3. Regression Models
3.4. Optimization of Milling Parameters for PBs
4. Conclusions
- (1)
- The value of Pc increased with the increase in the rotation speed of the main shaft and the depth of milling, but decreased as the rake angle increased. The influence of the input parameters on η was similar to that on Pc. The depth of milling was the most important factor for the cutting power and power efficiency during PB milling, followed by the rotation speed of the main shaft and then the rake angle.
- (2)
- The values of the regression coefficient, for the Pc and η models, respectively, were 0.9926 and 0.9946 and these values reflected that the quadratic models accurately predicted the values of Pc and η.
- (3)
- Higher material removal rates consumed more cutting energy, which had a positive effect on improving power efficiency.
- (4)
- In this study, the optimized parameters for Pc and η were 2°, 6992 rpm, 1.4 mm for rake angle, rotation speed of the main shaft and depth of milling, respectively.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
List of Symbols
| PB | Particle board |
| CNC | Computerized numerical control |
| ANN | Artificial neural network |
| DL | Deep learning |
| ML | Machine learning |
| MSE | Mean square error |
| ANOVA | Analysis of variance |
| RSM | Response surface methodology |
| BBD | Box–Behnken design |
| η | Power efficiency |
| Pt | Total power during PB milling process (W) |
| P0 | Power during no-load operation stage of CNC machine (W) |
References
- Guo, X.; Wang, J.; Buck, D.; Zhu, Z.; Guo, Y. Machinability of wood fiber/polyethylene composite during orthogonal cutting. Wood Sci. Technol. 2021, 55, 521–534. [Google Scholar] [CrossRef]
- Dong, W.; Hu, J.; Tian, G.; Qiu, X.; Guo, X. Machine energy utilization rate during milling of PVC/calcium powder/wood fiber composites. J. For. Eng. 2021, 6, 107–112. [Google Scholar] [CrossRef]
- Wang, Y.; Wu, Y.; Yang, F.; Wang, J.; Zhou, J. A multilayer transparent wood prepared by laminating two kinds of tree species. J. Appl. Polym. Sci. 2022, 139, 51872. [Google Scholar] [CrossRef]
- Lu, J.; Jiang, P.; Chen, Z.; Li, L. Characteristic analysis of flame retardant particleboard using three methods of combustion performance evaluation. J. For. Eng. 2020, 5, 28–34. [Google Scholar] [CrossRef]
- Xiong, X.; Ma, Q.; Yuan, Y.; Wu, Z.; Zhang, M. Current situation and key manufacturing considerations of green furniture in China: A review. J. Clean. Prod. 2020, 267, 121957. [Google Scholar] [CrossRef]
- Yan, X.; Han, Y.; Yin, T. Coating Process Optimization and Self-Healing Performance Evaluation of Shellac Microcapsules Coated with Melamine/Rice Husk Powder. Appl. Sci. 2021, 11, 8373. [Google Scholar] [CrossRef]
- Sun, Q.; Zhou, X.; Weng, J.; Li, X.; Zhou, H. Numerical simulation and experiment validation for characteristics of gas-solid flow in chip discharging field with vertical milling on MDF. J. For. Eng. 2021, 6, 25–32. [Google Scholar]
- Yan, X.; Peng, W.; Qian, X. Effect of Water-Based Acrylic Acid Microcapsules on the Properties of Paint Film for Furniture Surface. Appl. Sci. 2021, 11, 7586. [Google Scholar] [CrossRef]
- Chuchala, D.; Dobrzynski, M.; Pimenov, D.Y.; Orlowski, K.A.; Krolczyk, G.; Giasin, K. Surface Roughness Evaluation in Thin EN AW-6086-T6 Alloy Plates after Face Milling Process with Different Strategies. Materials 2021, 14, 3036. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; Guzeev, V.I.; Krolczyk, G.; Mia, M.; Wojciechowski, S. Modeling flatness deviation in face milling considering angular movement of the machine tool system components and tool flank wear. Precis. Eng. 2018, 54, 327–337. [Google Scholar] [CrossRef]
- Bustillo, A.; Pimenov, D.Y.; Mia, M.; Kapłonek, W. Machine-learning for automatic prediction of flatness deviation considering the wear of the face mill teeth. J. Intell. Manuf. 2021, 32, 895–912. [Google Scholar] [CrossRef]
- Boucher, J.; Meausoone, P.-J.; Martin, P.; Auchet, S.; Perrin, L. Influence of helix angle and density variation on the cutting force in wood-based products machining. J. Mater. Process. Technol. 2007, 189, 211–218. [Google Scholar] [CrossRef]
- Palubicki, B. Cutting Forces in Peripheral Up-Milling of Particleboard. Materials 2021, 14, 2208. [Google Scholar] [CrossRef]
- Bouzakis, K.D.; Koutoupas, G. Bending and indentation tests to determine chipboards’ mechanical strength critical stresses and their correlation to the specific cutting force in milling. Wood Sci. Technol. 2003, 37, 141–159. [Google Scholar] [CrossRef]
- Sahinoglu, A.; Ulas, E. An investigation of cutting parameters effect on sound level, surface roughness, and power consumption during machining of hardened AISI 4140. Mech. Ind. 2020, 21, 523. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; Abbas, A.T.; Gupta, M.K.; Erdakov, I.N.; Soliman, M.S.; El Rayes, M.M. Investigations of surface quality and energy consumption associated with costs and material removal rate during face milling of AISI 1045 steel. Int. J. Adv. Manuf. Technol. 2020, 107, 3511–3525. [Google Scholar] [CrossRef]
- Wu, Y.; Zhang, W.; Yang, Z.; Wang, Y. Influence factors of drilling power of wood structural component. J. For. Eng. 2020, 5, 36–41. [Google Scholar]
- Ouyang, J.; Mativenga, P.T.; Liu, Z.; Li, L. Energy consumption and process characteristics of picosecond laser de-coating of cutting tools. J. Clean. Prod. 2021, 290, 125815. [Google Scholar] [CrossRef]
- Akkus, H.; Yaka, H. Experimental and statistical investigation of the effect of cutting parameters on surface roughness, vibration and energy consumption in machining of titanium 6Al-4V ELI (grade 5) alloy. Measurement 2021, 167. [Google Scholar] [CrossRef]
- Koleda, P.; Barcik, S.; Korcok, M.; Jamberova, Z.; Chayeuski, V. Effect of Technological Parameters on Energetic Efficiency When Planar Milling Heat-treated Oak Wood. Bioresources 2021, 16, 515–528. [Google Scholar] [CrossRef]
- Sedlecký, M.; Kvietkova, M.S.; Kubš, J.; Kubová, P. The Effect of Milling Parameters and Thermal Modification on Power Input During the Milling of Thermally Modified Spruce and Oak Wood. Bioresources 2019, 14, 669–687. [Google Scholar] [CrossRef]
- Guedes, T.O.; Moreira da Silva, J.R.; Gherardi Hein, P.R.; Ferreira, S.C. Cutting Energy Required during the Mechanical Processing of Wood Species at Different Drying Stages. Maderas-Ciencia Y Tecnologia 2020, 22, 477–482. [Google Scholar] [CrossRef]
- Licow, R.; Chuchala, D.; Deja, M.; Orlowski, K.A.; Taube, P. Effect of pine impregnation and feed speed on sound level and cutting power in wood sawing. J. Clean. Prod. 2020, 272, 122833. [Google Scholar] [CrossRef]
- Krilek, J.; Tavodova, M.; Kovac, J.; Tichy, B. Impact of Irregular Tooth Pitch of Circular Saw Blades on Power for Wood Cross-Cutting. Drvna Ind. 2020, 71, 3–11. [Google Scholar] [CrossRef]
- Nasir, V.; Cool, J. Optimal power consumption and surface quality in the circular sawing process of Douglas-fir wood. Eur. J. Wood Wood Prod. 2019, 77, 609–617. [Google Scholar] [CrossRef]
- Patange, A.D.; Jegadeeshwaran, R. A machine learning approach for vibration-based multipoint tool insert health prediction on vertical machining centre (VMC). Measurement 2021, 173, 108649. [Google Scholar] [CrossRef]
- Patil, S.S.; Pardeshi, S.S.; Patange, A.D.; Jegadeeshwaran, R. Deep Learning Algorithms for Tool Condition Monitoring in Milling: A Review. J. Phys. Conf. Ser. 2021, 1969, 012039. [Google Scholar] [CrossRef]
- Patange, A.D.; Jegadeeshwaran, R.; Dhobale, N.C. Milling cutter condition monitoring using machine learning approach. IOP Conf. Ser. Mater. Sci. Eng. 2019, 624, 012030. [Google Scholar] [CrossRef]
- Patange, A.D.; Jegadeeshwaran, R. Review on tool condition classification in milling: A machine learning approach. Mater. Today Proc. 2021, 46, 1106–1115. [Google Scholar] [CrossRef]
- Xu, L.; Huang, C.; Niu, J.; Wang, J.; Liu, H.; Wang, X. Prediction of cutting power and surface quality, and optimization of cutting parameters using new inference system in high-speed milling process. Adv. Manuf. 2021, 9, 388–402. [Google Scholar] [CrossRef]
- Tien, D.H.; Duc, Q.T.; Van, T.N.; Nguyen, N.-T.; Duc, T.D.; Duy, T.N. Online monitoring and multi-objective optimisation of technological parameters in high-speed milling process. Int. J. Adv. Manuf. Technol. 2021, 112, 2461–2483. [Google Scholar] [CrossRef]
- Tiryaki, S.; Ozsahin, S.; Aydin, A. Employing artificial neural networks for minimizing surface roughness and power consumption in abrasive machining of wood. Eur. J. Wood Wood Prod. 2017, 75, 347–358. [Google Scholar] [CrossRef]
- De Melo, D.J.; Guedes, T.O.; Moreira da Silva, J.R.; de Paiva, A.P. Robust optimization of energy consumption during mechanical processing of wood. Eur. J. Wood Wood Prod. 2019, 77, 1211–1220. [Google Scholar] [CrossRef]
- Tiryaki, S.; Malkocoglu, A.; Ozsahin, S. Artificial Neural Network Modeling to Predict Optimum Power Consumption in Wood Machining. Drewno 2016, 59, 109–125. [Google Scholar] [CrossRef]
- GB/T 17657-2013; Test Methods of Evaluating the Properties of Wood-Based Panels and Surface Decorated Wood-Based Panels. Standardization Administration of the People’s Republic of China: Beijing, China, 2013.
- Zhu, Z.; Buck, D.; Guo, X.; Cao, P. High-Quality and High-Efficiency Machining of Stone-Plastic Composite with Diamond Helical Cutters. J. Manuf. Process 2020, 58, 914–922. [Google Scholar] [CrossRef]
- Zhu, Z.; Buck, D.; Guo, X.; Cao, P.; Wang, J. Cutting performance in the helical milling of stone-plastic composite with diamond tools. CIRP J. Manuf. Sci. Technol. 2020, 31, 119–129. [Google Scholar] [CrossRef]
- Zhu, Z.; Buck, D.; Cao, P.; Guo, X.; Wang, J. Assessment of Cutting Forces and Temperature in Tapered Milling of Stone–Plastic Composite Using Response Surface Methodology. JOM 2020, 72, 3917–3925. [Google Scholar] [CrossRef]
- Mia, M.; Dhar, N.R. Response surface and neural network based predictive models of cutting temperature in hard turning. J. Adv. Res. 2016, 7, 1035–1044. [Google Scholar] [CrossRef] [Green Version]
- Zhu, Z.; Buck, D.; Ekevad, M.; Marklund, B.; Guo, X.; Cao, P.; Zhu, N. Cutting forces and chip formation revisited based on orthogonal cutting of Scots pine. Holzforschung 2019, 73, 131–138. [Google Scholar] [CrossRef]
- Guo, X.; Wang, J.; Buck, D.; Zhu, Z.; Ekevad, M. Cutting forces and cutting quality in the up-milling of solid wood using ceramic cutting tools. Int. J. Adv. Manuf. Technol. 2021, 114, 1575–1584. [Google Scholar] [CrossRef]
- Cao, P.; Zhu, Z.; Buck, D.; Guo, X.; Ekevad, M.; Wang, X. Effect of rake angle on cutting performance during machining of stone-plastic composite material with polycrystalline diamond cutters. J. Mech. Sci. Technol. 2019, 33, 351–356. [Google Scholar] [CrossRef]
- Van-Dam, V.; Thanh-Toan, N.; Ngoc-Hung, C.; Quoc-Huy, N.; Ky-Thanh, H.; Van-Du, N. Multiresponse Optimization of Cutting Force and Cutting Power in Chopping Agricultural Residues Using Grey-Based Taguchi Method. Agriculture 2020, 10, 51. [Google Scholar] [CrossRef] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Codes | Ranges | ||
|---|---|---|---|---|
| −1 | 0 | 1 | ||
| Rake angle (°) | A | 2 | 6 | 10 |
| Rotation speed of main shaft (rpm) | B | 6000 | 8000 | 10,000 |
| Depth of milling (mm) | C | 0.5 | 1.0 | 1.5 |
| Standard | Run | Factors | (W) | (%) | ||
|---|---|---|---|---|---|---|
| Rake Angle (°) | Rotation Speed of Main Shaft (rpm) | Depth of Milling (mm) | ||||
| 1 | 6 | 2 | 6000 | 1.0 | 41.5 | 10.2 |
| 2 | 16 | 10 | 6000 | 1.0 | 36.0 | 8.7 |
| 3 | 1 | 2 | 10,000 | 1.0 | 57.1 | 10.8 |
| 4 | 14 | 10 | 10,000 | 1.0 | 52.7 | 10.5 |
| 5 | 4 | 2 | 8000 | 0.5 | 37.1 | 8.0 |
| 6 | 5 | 10 | 8000 | 0.5 | 27.1 | 6.5 |
| 7 | 11 | 2 | 8000 | 1.5 | 59.2 | 12.5 |
| 8 | 2 | 10 | 8000 | 1.5 | 56.9 | 12.8 |
| 9 | 17 | 6 | 6000 | 0.5 | 27.5 | 6.8 |
| 10 | 12 | 6 | 10,000 | 0.5 | 38.7 | 6.9 |
| 11 | 7 | 6 | 6000 | 1.5 | 56.5 | 12.1 |
| 12 | 9 | 6 | 10,000 | 1.5 | 71.5 | 13.5 |
| 13 | 10 | 6 | 8000 | 1.0 | 39.2 | 10.1 |
| 14 | 8 | 6 | 8000 | 1.0 | 39.1 | 10.3 |
| 15 | 3 | 6 | 8000 | 1.0 | 39.2 | 10.5 |
| 16 | 13 | 6 | 8000 | 1.0 | 39.2 | 10.3 |
| 17 | 15 | 6 | 8000 | 1.0 | 39.3 | 10.4 |
| Source | SS | % Cont. | df | MS | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Model | 2352.99 | 99.26 | 9 | 261.44 | 103.73 | <0.0001 |
| A—Rake angle | 61.61 | 2.60 | 1 | 61.61 | 24.44 | 0.0017 |
| B—Rotation speed of main shaft | 427.78 | 18.04 | 1 | 427.78 | 169.73 | <0.0001 |
| C—Depth of milling | 1615.96 | 68.17 | 1 | 1615.96 | 641.16 | <0.0001 |
| AB | 0.3025 | 0.01 | 1 | 0.3025 | 0.1200 | 0.7392 |
| AC | 14.82 | 0.63 | 1 | 14.82 | 5.88 | 0.0457 |
| BC | 3.61 | 0.15 | 1 | 3.61 | 1.43 | 0.2703 |
| A2 | 18.13 | 0.76 | 1 | 18.13 | 7.19 | 0.0314 |
| B2 | 129.69 | 5.47 | 1 | 129.69 | 51.46 | 0.0002 |
| C2 | 60.80 | 2.56 | 1 | 60.80 | 24.12 | 0.0017 |
| Error | 37.93 | 1.60 | 7 | |||
| Cor Total | 2370.63 | 100 | 16 |
| Source | SS | % Cont. | df | MS | F-Value | p-Value |
|---|---|---|---|---|---|---|
| Model | 69.59 | 99.46 | 9 | 7.73 | 142.02 | <0.0001 |
| A—Rake angle | 1.15 | 1.64 | 1 | 1.15 | 21.14 | 0.0025 |
| B—Rotation speed of main shaft | 1.85 | 2.64 | 1 | 1.85 | 34.04 | 0.0006 |
| C—Depth of milling | 64.32 | 91.93 | 1 | 64.32 | 1181.49 | <0.0001 |
| AB | 0.3809 | 0.54 | 1 | 0.3809 | 7.00 | 0.0332 |
| AC | 0.8100 | 1.16 | 1 | 0.8100 | 14.88 | 0.0062 |
| BC | 0.4325 | 0.62 | 1 | 0.4325 | 7.94 | 0.0258 |
| A2 | 0.0251 | 0.04 | 1 | 0.0251 | 0.4602 | 0.5193 |
| B2 | 0.1656 | 0.24 | 1 | 0.1656 | 3.04 | 0.1247 |
| C2 | 0.3965 | 0.57 | 1 | 0.3965 | 7.28 | 0.0307 |
| Error | 0.4394 | 1.60 | 7 | |||
| Cor Total | 69.97 | 100 | 16 |
| Response Parameters | Models | SD | R2 | Adj. R2 | Pred. R2 | |
|---|---|---|---|---|---|---|
| Linear | 4.52 | 0.8881 | 0.8623 | 0.8246 | ||
| 2FI | 4.97 | 0.8960 | 0.8336 | 0.7101 | ||
| Quadratic | 1.59 | 0.9926 | 0.9830 | 0.8810 | Suggested | |
| Linear | 0.4508 | 0.9622 | 0.9535 | 0.9273 | ||
| 2FI | 0.3192 | 0.9854 | 0.9767 | 0.9517 | ||
| Quadratic | 0.2333 | 0.9946 | 0.9876 | 0.9307 | Suggested |
| Conditions | Goal | Lower Limit | Upper Limit |
|---|---|---|---|
| A | minimize | 2 | 10 |
| B | in range | 6000 | 10,000 |
| C | maximize | 0.5 | 1.5 |
| minimize | 27.1 | 71.5 | |
| maximize | 6.5 | 13.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, R.; Yao, Q.; Xu, W.; Li, J.; Wang, X. Study of Cutting Power and Power Efficiency during Straight-Tooth Cylindrical Milling Process of Particle Boards. Materials 2022, 15, 879. https://doi.org/10.3390/ma15030879
Li R, Yao Q, Xu W, Li J, Wang X. Study of Cutting Power and Power Efficiency during Straight-Tooth Cylindrical Milling Process of Particle Boards. Materials. 2022; 15(3):879. https://doi.org/10.3390/ma15030879
Chicago/Turabian StyleLi, Rongrong, Qian Yao, Wei Xu, Jingya Li, and Xiaodong (Alice) Wang. 2022. "Study of Cutting Power and Power Efficiency during Straight-Tooth Cylindrical Milling Process of Particle Boards" Materials 15, no. 3: 879. https://doi.org/10.3390/ma15030879
APA StyleLi, R., Yao, Q., Xu, W., Li, J., & Wang, X. (2022). Study of Cutting Power and Power Efficiency during Straight-Tooth Cylindrical Milling Process of Particle Boards. Materials, 15(3), 879. https://doi.org/10.3390/ma15030879