
Methods to Produce Nicotinic Acid with Potential Industrial Applications


Abstract
1. Introduction
- (1)
- (2)
- As an anticorrosion agent for mild steel [22];
- (3)
- In chemical polishing of steel under high-temperature conditions;
- (4)
- (5)
- (6)
- (7)
- (8)
- (9)
- As a chelating agent in the production of VIB and VIII metal catalysts for hy-drocracking [32].
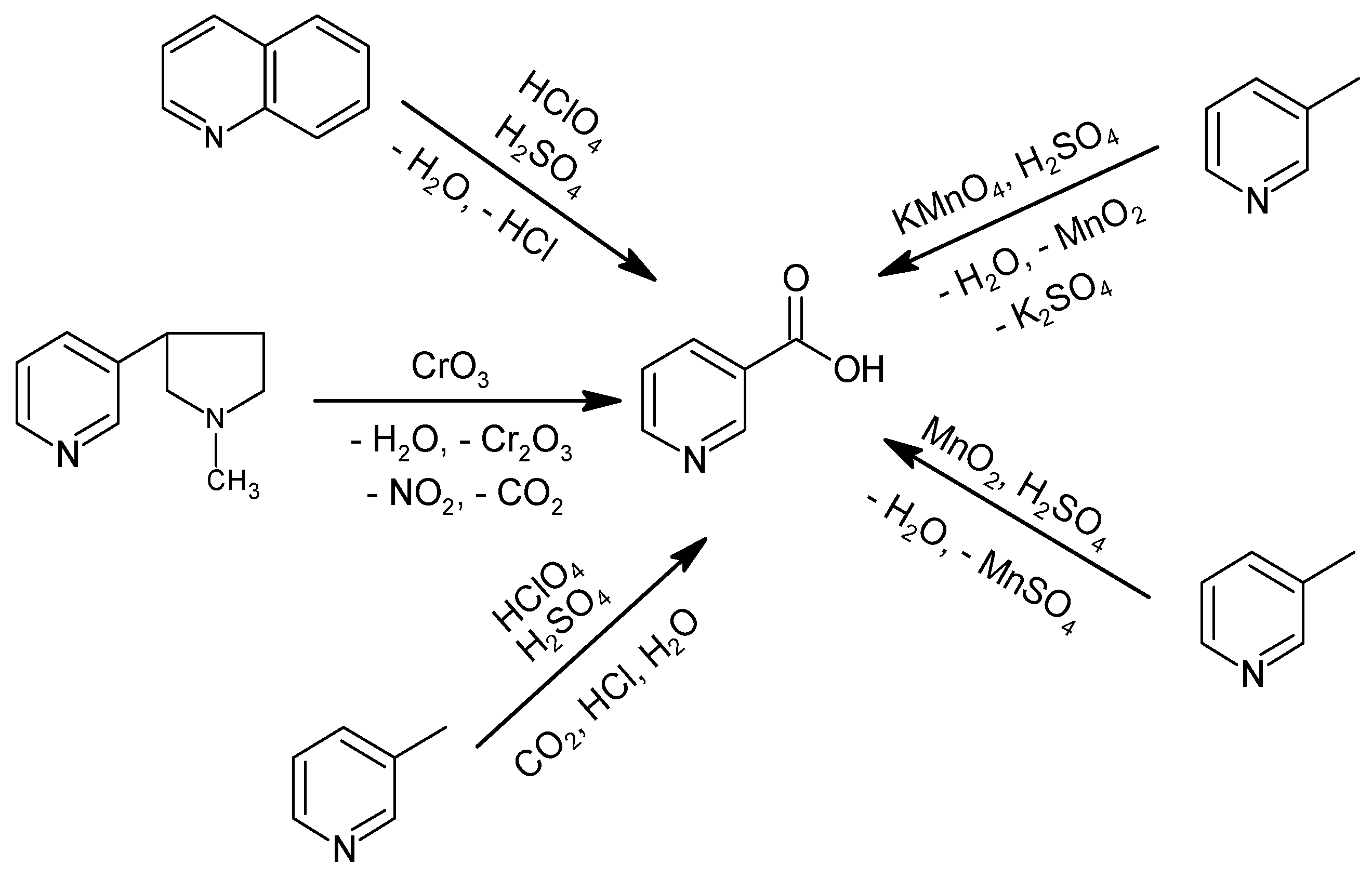
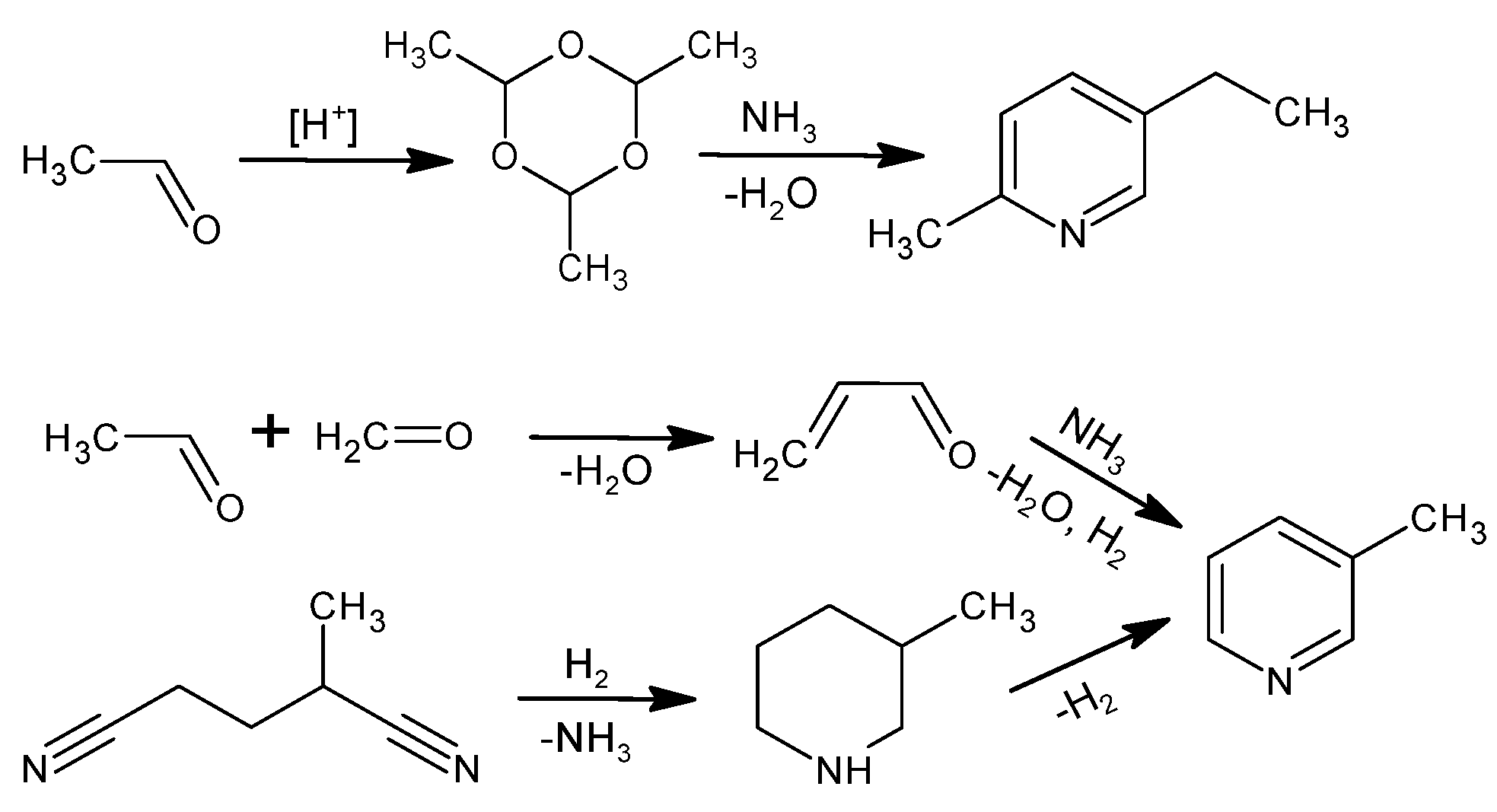
2. Historical Methods of Producing NA
3. Industrial Methods for NA Production
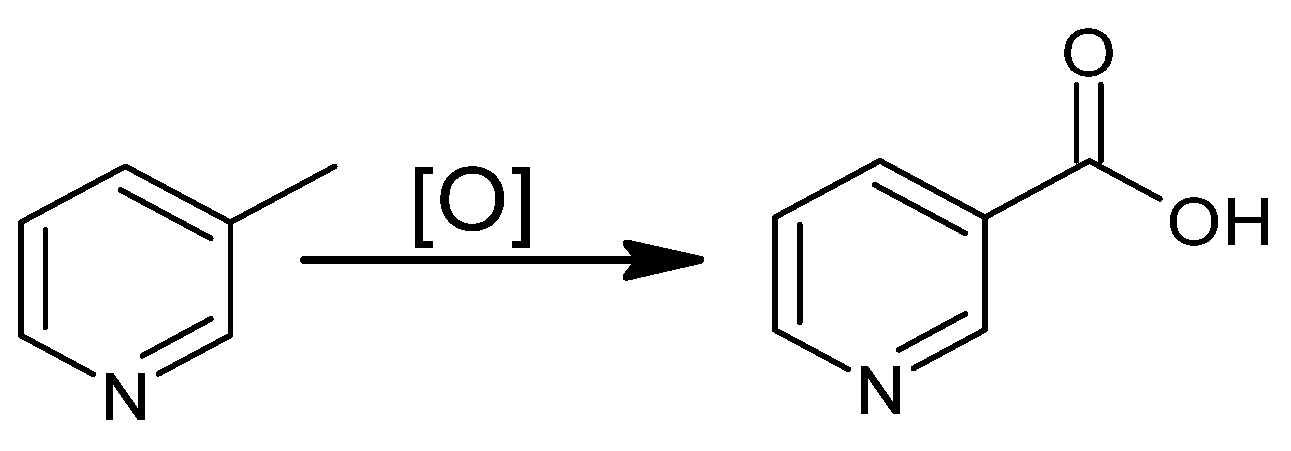
4. Oxidation of 3-Methylpyridine in the Liquid Phase
5. Oxidation of 3-Methylpyridine in the Gas Phase
6. Oxidative Ammonolysis of 3-Methylpyridine
7. Other Methods of Obtaining NA
8. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Blum, R. Vitamins, 11. Niacin (Nicotinic Acid, Nicotinamide). In Ullmann’s Encyclopedia of Industrial Chemistry, 6th ed.; Wiley-VCH: Weinheim, Germany, 2015; pp. 1–9. [Google Scholar]
- Available online: https://www.fiormarkets.com/report/global-niacin-vitamin-b3-market-growth-2019-2024-368719.html (accessed on 26 March 2021).
- Available online: https://dailymed.nlm.nih.gov/dailymed/drugInfo.cfm?setid=ce739d68-d89c-437c-90fb-3c0c45140f22 (accessed on 26 March 2021).
- Available online: https://www.heartvein.com/supplements-for-varicose-veins/ (accessed on 26 March 2021).
- Ida, C.; Ogata, S.; Okumara, K.; Taguchi, H. Induction of Differentiation in K562 Cell Line by Nicotinic Acid-Related Compounds. Biosci. Biotechnol. Biochem. 2009, 73, 79–84. [Google Scholar] [CrossRef] [PubMed][Green Version]
- Zhang, T.; Shi, W. Nicotinic Acid Injection for Treating Heart Diseases and Preparation Method Thereof. CN Patent 106377609, 8 February 2017. [Google Scholar]
- Mitchell, O.W. Niacin and Berberine Compositions and Methods of Use Thereof. U.S. Patent 2019358211, 28 November 2019. [Google Scholar]
- Bagchi, D.; Preuss, H.G.; Kothari, S. Method and Composition for Preventing or Reducing the Symptoms of Insulin Resistance Syndrome. U.S. Patent 7153877, 26 December 2008. [Google Scholar]
- Ping, C.; Minqing, T.; Duo, Y.; Guangliang, C.; Haipeng, L.; Xiping, X. Drug Combination Containing Nicotinic Acid, HMG-CoA Reductase Inhibitor and Alpha-Glucosidase Inhibitor. CN Patent 101590051, 2 December 2009. [Google Scholar]
- Tuorkey, M.J.F.-A.; Abdul-Aziz, K.K. A pioneer study on the anti-ulcer activities of copper nicotinate complex [CuCl (HNA)2] in experimental gastric ulcer induced by aspirin-pyloris ligation model (Shay model). Biomed. Pharmacoter. 2009, 63, 194–201. [Google Scholar] [CrossRef] [PubMed]
- Elfarrah, K.; Saragovi, U.; Bassili, J. Combination of Antioxidant Substances for the Treatment of Alzheimer’s Disease. CA Patent 2401452, 4 September 2003. [Google Scholar]
- Rand, R. Medicinal Composition for Treating Symptoms Related to Parkinson’s Disease. U.S. Patent 2016331759, 17 November 2016. [Google Scholar]
- Carter, J. Method of Treating Neoplastic Disease in Human or Animal Patient. U.S. Patent 7939109, 10 May 2011. [Google Scholar]
- Medicine for Treating Breast Cancer and Its Preparation Method and Application. CN Patent 106852921, 16 June 2017.
- Eleftheriadis, G.; Monou, P.K.; Andriotis, E.; Mitsouli, E.; Moutafidou, N.; Markopoulou, C.; Bouropoulos, N.; Fatouros, D. Development and Characterization of Inkjet Printed Edible Films for Buccal Delivery of B-Complex Vitamins. Pharmaceuticals 2020, 13, 203. [Google Scholar] [CrossRef]
- Freitas, C.S.; Roveda, A.C.; Truzzi, D.R.; Garcia, A.C.; Cunha, T.M.; Cunha, F.Q.; Franco, D.W. Anti-inflammatory and anti-nociceptive activity of ruthenium complexes with isonicotinic and nicotinic acids (niacin) as ligands. J. Med. Chem. 2015, 58, 4439–4448. [Google Scholar] [CrossRef]
- Bernstein, J.E. Method and Compositions for Treatment of Acne Vulgaris and Acne Rosacea. U.S. Patent 2005169948, 4 August 2005. [Google Scholar]
- Hippe, T.; Schroeder, T. Haarreinigungsmittel Mit Strukturantien. DE Patent 102007062520, 25 June 2009. [Google Scholar]
- Zhang, Y. Skincare Rich-Hydrogen Water Composition and Production Process and Application Thereof to Cosmetics. CN Patent 108143659, 12 June 2018. [Google Scholar]
- Minghu, W. Sulfate Zinc-Plating Brightener. CN Patent 107557822, 9 January 2018. [Google Scholar]
- Wang, Z. Electroplating Solution for Non-Cyanide Silver Electroplating. CN Patent 111101169, 5 May 2020. [Google Scholar]
- Liu, X.; Pan, X.; Lu, M.; Sun, Y.; Wang, Z.; Zheng, Y. Nicotinic acid derivatives as corrosion inhibitors for mild steel in hydrochloric acid solutions: An experimental and computational chemistry study. J. Adhes. Sci. Technol. 2020, 35, 63–80. [Google Scholar] [CrossRef]
- Zhu, J.; Yan, B.; Yan, X.; Jiang, P.; Wang, H. Chemical Polishing Method of Stainless Steel by High-Temperature Oxidation. CN Patent 103046053, 1 April 2015. [Google Scholar]
- Hu, X. Electrolyte for Recycling Silver from Smelting Slag. CN Patent 103060845, 24 April 2013. [Google Scholar]
- Jinpei, L.; Zhanjiang, Z. Application of Niacin Compound Serving as Toner in Direct Thermographic Material. CN Patent 101750870, 23 June 2012. [Google Scholar]
- Martinez, C.; Delrieu, M.; Delpech, L.; Clerhues, T. Composition for Eliciting a Plant’s Natural Defenses, Useful for Controlling Infections by Fungi, Bacteria or Viruses and Attack by Predators, Contains e.g. Plant Sapogenins. FR Patent 2871997, 30 December 2005. [Google Scholar]
- Davarpanah, J.; Ghahremani, M.; Najafi, O. Synthesis of 1,4-dihydropyridine and polyhydroquinolinederivatives via Hantzsch reaction using nicotinic acid as a green and reusable catalyst. J. Mol. Struct. 2019, 1177, 525–535. [Google Scholar] [CrossRef]
- Gujjarappa, R.; Vodnala, N.; Reddy, V.G.; Malakar, C.C. Niacin as a Potent Organocatalyst towards the Synthesis of Quinazolines using Nitriles as C-N Source. Eur. J. Org. Chem. 2020, 2020, 803–814. [Google Scholar] [CrossRef]
- Putta, V.P.R.K.; Gujjarappa, R.; Vodnala, N.; Gupta, R.; Pujar, P.P.; Malakar, C.C. The facile and efficient organocatalytic platform for accessing 1,2,4-selenadiazoles and thiadiazoles under aerobic conditions. Tetrahedron Lett. 2018, 59, 904–908. [Google Scholar] [CrossRef]
- Davarpanah, J.; Elahi, S.; Rezaee, P. Synthesis and characterization of mesoporous silica green catalyst, functionalized with nicotinic acid and its use for synthesis of pyran heterocyclic compounds. J. Porous Mat. 2018, 25, 161–170. [Google Scholar] [CrossRef]
- Afradi, M.; Pour, S.A.; Dolat, M.; Yazdani-Elah-Abadi, A. Nanomagnetically modified vitamin B3 (Fe3O4 @Niacin): An efficient and reusable green biocatalyst for microwave-assisted rapid synthesis of 2-amino-3-cyanopyridines in aqueous medium: Fe3O4@Niacin catalyzed synthesis of 2-amino-3-cyanopyridines. Appl. Organomet. Chem. 2018, 32, e4103. [Google Scholar] [CrossRef]
- Radlowski, C.A.; Malick, G.M.; Miedona, C.T. Method of Making Hydroprocessing Catalyst. EP Patent 2823886, 14 August 2019. [Google Scholar]
- Chuck, R. A Catalytic Green Process for the Production of Niacin. ChemInform 2000, 54, 508–513. [Google Scholar]
- Mueller, M.B. Process for Preparing Pyridine Carboxylic Acids. U.S. Patent 2586555, 19 February 1952. [Google Scholar]
- Black, G.; Deep, E.; Corson, B.B. Oxidation of Certain Methylpyridines to Pyridine Carboxylic Acids. J. Org. Chem. 1949, 14, 14–21. [Google Scholar] [CrossRef]
- Woodward, C.F.; Badgett, C.O.; Kaufman, J.G. Chemical-Catalytic Liquid-Phase Oxidation of Nicotine β-picoline and Quinoline to Nicotinic Acid. Ind. Eng. Chem. 1939, 36, 544–546. [Google Scholar] [CrossRef]
- Skowroń, J.; Konieczko, K. Occupational exposure to chromium(VI) compounds. Med. Pr. 2015, 66, 407–427. [Google Scholar] [CrossRef] [PubMed]
- Zhou, P.P.; Sun, X.B.; Qiu, W.Y. Nicotinic Acid and Its Derivatives: Synthetic Routes, Crystal Forms and Polymorphs. Curr. Drug Discov. Technol. 2014, 11, 97–108. [Google Scholar] [CrossRef] [PubMed]
- Biswell, C.B.; Wirth, W.V. Oxidation of Alkyl Pyridines and Alkyl Quinolines. U.S. Patent 2109954, 1 March 1938. [Google Scholar]
- Shimizu, S.; Watanabe, N.; Kataoka, T.; Shoji, T.; Abe, N.; Morishita, S.; Ichimura, H. Pyridine and Pyridine Derivatives In Ullmann’s Encyclopedia of Industrial Chemistry, 6th ed.; Wiley-VCH: Weinheim, Germany, 2012; pp. 1–34. [Google Scholar]
- Chuck, R. Technology development in nicotinate production. Appl. Cat. A-Gen. 2005, 280, 75–82. [Google Scholar] [CrossRef]
- Eschenmoser, W. 100 Years of Progress with LONZA. CHIMIA Int. J. Chem. 1997, 51, 259–269. [Google Scholar]
- Stocker, A.; Pfammatter, T.; Schreiner, G.; Marti, O. Process for the Production of Pyridine Carboxylic Acids. U.S. Patent 3657259, 18 April 1972. [Google Scholar]
- Van Arnum, S.D. Niacin, Nicotinamide, and Nicotinic Acids In Kirk-Othmer Encyclopedia of Chemical Technology, 4th ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2000; pp. 1–17. [Google Scholar]
- Shaw, N.M.; Robins, K.T.; Kiener, A. Lonza: 20 Years of Biotransformations. Adv. Synth. Catal. 2003, 345, 425–435. [Google Scholar] [CrossRef]
- Moulin, F.; Boosen, K.-J. Process for the Production of Cyanopyridines. U.S. Patent 4001255, 4 January 1977. [Google Scholar]
- Takeishi, M.; Fujii, J.; Matsui, T. JP Patent 45013572, 15 May 1970.
- Shimzu, S.; Shoji, T.; Abe, N.; Doba, M.; Taguro, A.; Iguchi, A.; Nakaishi, T. Process for Preparing Nitriles. U.S. Patent 4778890, 18 October 1988. [Google Scholar]
- Inoue, A.; Ikeda, M.; Sano, K.; Terui, S.; Kanzaki, T. Process for Producing Aromatic Nitriles or Heterocyclic Nitriles. EP Patent 290996, 17 November 1988. [Google Scholar]
- Beschke, H.; Friedrich, H.; Helios, J. Catalysts for the Preparation of 3-Cyanopyridine. EP Patent 0059414, 8 September 1982. [Google Scholar]
- Kumar, S.; Babu, B.V. Process Intensification of Nicotinic Acid Production via Enzymatic Conversion using Reactive Extraction. Chem. Biochem. Eng. Q. 2009, 23, 367–376. [Google Scholar] [CrossRef]
- Cislak, F.E.; Wheeler, W.R. Piridinecarboxylic Acid Manufacture. CA Patent 427240, 1 May 1945. [Google Scholar]
- Hatanaka, M.; Tanaka, N. Oxidative Ammonolysis of Alkylpyridines. WO Patent 9305022, 18 March 1993. [Google Scholar]
- Asatsuka, Y.; Takikawa, I.H.S. Preparation of Niacin. CN Patent 1112921, 6 December 1995. [Google Scholar]
- Hashimoto, T.; Nakamura, K.; Takagawa, M. Process for the Production of Pyridinecarboxylic Acids. U.S. Patent 5700944, 23 December 1997. [Google Scholar]
- Ishii, Y.; Nakano, T.; Hirai, N. Method for Producing Carboxylic Acid. JP Patent 2001253838, 18 September 2001. [Google Scholar]
- Hamano, M.; Nagy, K.D.; Jensen, K.F. Continuous flow metal-free oxidation of picolines using air. Chem. Commun. 2012, 48, 2086–2088. [Google Scholar] [CrossRef]
- Barry, T.W.; Keith, W.; Cepeda, G.-B.E.; Poliakoff, M.; Hamley, P.A. Process for Producing Heteroaromatic Carboxylic Acids. US Patent 7560566, 14 July 2009. [Google Scholar]
- Fraga-Dubreuil, J.; Garcia-Verdugo, E.; Hamley, P.A.; Vaquero, E.M.; Dudd, L.M.; Pearson, I.; Housley, D.; Partenheimer, W.; Thomas, W.B.; Whiston, K.; et al. Catalytic selective partial oxidations using O2 in supercritical water: The continuous synthesis of carboxylic acids. Green Chem. 2007, 9, 1238–1245. [Google Scholar] [CrossRef]
- Çetinkaya, S.; Yurdakal, S. Partial photocatalytic oxidations of 3-pyridinemethanol and 3-picoline by TiO2 prepared in HCl, HNO3 and H2SO4 at different temperatures. Catal. Today 2021, 380, 237–247. [Google Scholar] [CrossRef]
- Ghosh, S.; Acharyya, S.S.; Sharma, S.K.; Bal, R. Fabrication of Ag/Mn3O4 nano-architectures for the onestep selective oxidation of 3-picoline to niacin: A key to vitamin B3 production. Catal. Sci. Technol. 2016, 6, 44–46. [Google Scholar] [CrossRef]
- Rajib, S.; Govindasamy, S. Selective oxidation of alkylarenes to aromatic acids/ketone in water by using reusable binaphthyl stabilized Pt nanoparticles (Pt-BNP) as catalyst. Appl. Catal. B-Environ. 2019, 250, 325–336. [Google Scholar] [CrossRef]
- Adams, R.D.; Chen, M.; Elpitiya, G.; Potter, M.E.; Raja, R. Iridium−Bismuth Cluster Complexes Yield Bimetallic Nano-Catalysts for the Direct Oxidation of 3-Picoline to Niacin. ACS Catal. 2013, 3, 3106–3110. [Google Scholar] [CrossRef]
- Singh, S.K.; Tiwari, N.; Agarwal, A. Process for Producing Piridinecarboxylic Acids. U.S. Patent 2012065405, 15 March 2012. [Google Scholar]
- Alkaeva, E.M.; Andrushkevich, T.V.; Zenkovets, G.A.; Makarenko, M.G. Method of Obtaining Nicotinic Acid. U.S. Patent 5728837, 17 March 1998. [Google Scholar]
- Ovchinnikova, E.V.; Chumachenko, V.A.; Vernikovskaya, N.V.; Kashkin, V.N.; Andrushkevich, T.V. A Study of Nicotinic Acid Synthesis on a Pilot Installation and Its Simulation. Russ. J. Appl. Chem. 2010, 83, 846–853. [Google Scholar] [CrossRef]
- Chuck, R.; Zacher, U. Process for the Preparation of Nicotinic Acid. U.S. Patent 6376677, 23 April 2002. [Google Scholar]
- Andrushkevich, T.V.; Ovchinnikova, E.V. Gas Phase Catalytic Oxidation of β- Picoline to Nicotinic Acid: Catalysts, Mechanism and Reaction Kinetics. Catal. Rev. 2012, 54, 399–436. [Google Scholar] [CrossRef]
- Vorobyev, P.B.; Saurambaeva, L.I.; Mikhailovskaya, T.P. Oxidation of 3- and 4-Methylpyridines on Modified Vanadium Oxide Catalysts. Russ. J. Gen. Chem. 2013, 83, 972–978. [Google Scholar] [CrossRef]
- Vorobyev, P.; Mikhailovskaya, T.; Yugay, O.; Saurambaeva, L.; Serebryanskaya, A.; Chukhno, N.; Kurmakyzy, R. Optimization of vanadium oxide catalyst for the oxidation of 3-methylpyridine into nicotinic acid. J. Serb. Chem. Soc. 2017, 82, 791–801. [Google Scholar] [CrossRef]
- Tabanelli, T.; Mari, M.; Folco, F.; Tanganelli, F.; Puzzo, F.; Setti, L.; Cavani, F. Reactivity of vanadyl pyrophosphate catalyst in ethanol ammoxidation and β-picoline oxidation: Advantages and limitations of bi-functionality. Appl. Catal. A-Gen. 2021, 619, 118–139. [Google Scholar] [CrossRef]
- Alkayeva, Y.; Gibadullin, R.; Merakhovich, M.; Abdurakhmanov, A.; Holubyeva, A.; Shutilov, A.; Zenkovets, G. Microwave assisted heterogeneous vapor-phase oxidation of 3-picoline to nicotinic acid over vanadium–titanium oxide catalytic system. Appl. Catal. A-Gen. 2015, 491, 1–7. [Google Scholar] [CrossRef]
- Goto, Y.; Shimizu, K.; Murayama, T.; Uedad, W. Hydrothermal synthesis of microporous W–V–O as an efficientcatalyst for ammoxidation of 3-picoline. Appl. Catal. A-Gen. 2016, 509, 118–122. [Google Scholar] [CrossRef]
- Cao, W.; Kattau, R.A.; Kreilis, G. Continuous Processes for the Hydrolysis of Cyanopyridines under Substantially Adiabatic Conditions. U.S. Patent 5756750, 26 May 1998. [Google Scholar]
- Moeller, A.; Friedrich, H.; Kuhn, H.; Winkler, K. Method of Producing-Coarse Crystalline Nicotinic Acid with a High Degree of Purity. U.S. Patent 4959478, 25 September 1990. [Google Scholar]
- Finkelstein, E. Process for Separating an Acid from an Amide. U.S. Patent 3678060, 18 July 1972. [Google Scholar]
- Fuhai, G.; Xiaolu, Y.; Min, L.; Canping, W. Preparation Method of High Purity Nicotinamide and Nicotinic Acid. CN Patent 104496894, 8 April 2015. [Google Scholar]
- Mathew, C.D.; Nagasawa, T.T.; Yamada, H.; Kobayashi, M. Nitrilase-catalyzed production of nicotinic acid from 3-cyanopyridine in Rhodococcus rhodochrous. Appl. Environ. Microbiol. 1988, 54, 1030. [Google Scholar] [CrossRef] [PubMed]
- Vaughan, P.A.; Knowles, C.J.; Cheetham, P.S.J. Conversion of 3-cyanopyridine to nicotinic acid by Nocardia rhodochrous LL100-21. Enzyme Microb. Technol. 1989, 11, 815–823. [Google Scholar] [CrossRef]
- Qadreyah, A.A.; Don, A.C. Thermostable nitrilase catalysed production of nicotinic acid from 3-cyanopyridine. Enzyme Microb. Technol. 1999, 25, 718. [Google Scholar] [CrossRef]
- Cantarella, M.; Cantarella, L.; Gallifuoco, A.; Intellini, R.; Kaplan, O.; Spera, A.; Martınkova, L. Amidase-catalyzed production of nicotinic acid in batch and continuous stirred membrane reactors. Enzyme Microb. Technol. 2008, 42, 222–229. [Google Scholar] [CrossRef]
- Li, C.; Wang, G.; Feng, H.; He, T.; Wang, Y.; Xu, T. Cleaner production of Niacin using bipolar membranes electrodialysis (BMED). Sep. Purif. Technol. 2015, 156, 391–395. [Google Scholar] [CrossRef]
- Raja, R.; Adams, R.D.; Blom, D.A.; Pearl, W.C., Jr.; Gianotti, E.; Thomas, J.M. New Catalytic Liquid-Phase Ammoxidation Approach to the Preparation of Niacin (Vitamin B3). Langmuir 2009, 25, 7200–7204. [Google Scholar] [CrossRef]
- Suvorov, B.V.; Stepanova, L.A.; Belova, N.A.; Chuck, R.; Pianzola, D. Oxidative Ammonolysis of Alkylpyridines. WO Patent 9532054, 30 November 1995. [Google Scholar]
- Ryoji, I.; Norio, K.; Kuniomi, M. Process for the Preparation of 3-Cyanopyridine. U.S. Patent 3959297, 25 May 1976. [Google Scholar]
- Thomas, A.M.J.; Van Den Brink, F.; Van Hardeveld, R. Process for the Electrochemical Oxidation of Organic Products. EP Patent 0253439, 20 January 1988. [Google Scholar]
- Toomey, J.E., Jr. Electrochemical Synthesis of Niacin and Other N-Heterocyclic Compounds. U.S. Patent 5002641, 26 March 1991. [Google Scholar]
- Lisicki, D.; Maciej, A.; Orlińska, B. Selective Aerobic Oxidation of Toluene in the Presence of Co2+ and Task-Specific Organic Salts, Including Ionic Liquids. Ind. Eng. Chem. Res. 2021, 60, 11579–11589. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Advantages | Disadvantages |
|---|---|
| commercial raw material | HNO3 as an oxidant, used in large excesses |
| high efficiency 91% | NOx by-products |
| high conversion 96% | highly corrosive reaction environment |
| well-known process | low atom economy (ca. 25%) |
| oxidation time > 1 h | |
| high pressure 2–8 MPa | |
| high temperature 190–270 °C |
| Advantages | Disadvantages |
|---|---|
| commercial raw material | the technology needs further research |
| high efficiency 97% | highly corrosive reaction environment |
| high conversion 98% | oxidation time > 3 h |
| oxygen as an oxidant | high pressure 2–10 MPa |
| harmless by-products | use of a polar solvent |
| high atom economy (87%) | |
| temperature 80–210 °C |
| Advantages | Disadvantages |
|---|---|
| commercial raw material | the technology needs further research |
| high efficiency 91% | slightly corrosive reaction environment |
| high conversion 95% | high temperature > 250 °C |
| oxygen as an oxidant | the product impurities |
| harmless by-products | |
| high atom economy (87%) | |
| oxidation time < 10 min | |
| low pressure 0.1 MPa |
| Advantages | Disadvantages |
|---|---|
| commercial raw material | low efficiency 85% |
| high conversion 96% | slightly corrosive reaction environment |
| well-known process | high temperature > 250 °C |
| HNO3 + O2 as an oxidant | process complexity |
| harmless by-products | low yield of 3-cyanopyridine hydrolysis to nicotinic acid |
| oxidation time < 10 min | low atom economy (66% for the preparation of 3-cyanopyridine) |
| low pressure 0.1–1 MPa |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lisicki, D.; Nowak, K.; Orlińska, B. Methods to Produce Nicotinic Acid with Potential Industrial Applications. Materials 2022, 15, 765. https://doi.org/10.3390/ma15030765
Lisicki D, Nowak K, Orlińska B. Methods to Produce Nicotinic Acid with Potential Industrial Applications. Materials. 2022; 15(3):765. https://doi.org/10.3390/ma15030765
Chicago/Turabian StyleLisicki, Dawid, Kinga Nowak, and Beata Orlińska. 2022. "Methods to Produce Nicotinic Acid with Potential Industrial Applications" Materials 15, no. 3: 765. https://doi.org/10.3390/ma15030765
APA StyleLisicki, D., Nowak, K., & Orlińska, B. (2022). Methods to Produce Nicotinic Acid with Potential Industrial Applications. Materials, 15(3), 765. https://doi.org/10.3390/ma15030765