
Quasi-Static and Fatigue Properties of Thermoset Sandwiches with 3D Continuous Fibre Reinforced Polyurethane Foam Core



Abstract
:1. Introduction and State of the Art
2. Experimental Work
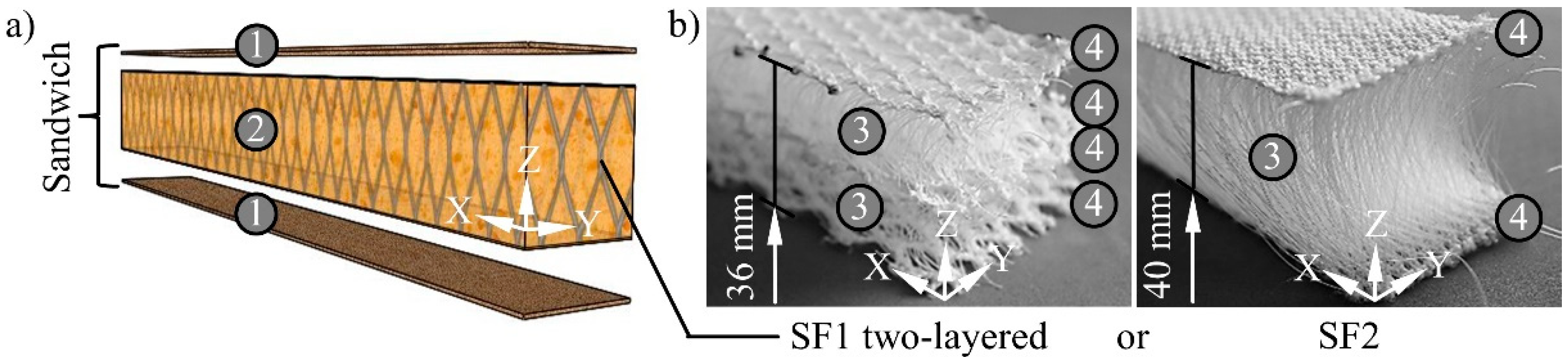
2.1. Sandwich Design and Materials
2.2. Manufacturing Process
2.2.1. Structural Reaction Injection Moulding (SRIM)
2.2.2. Vacuum Assisted Resin Transfer Moulding (VARTM)
2.2.3. Upscaling
2.3. Mechanical Testing
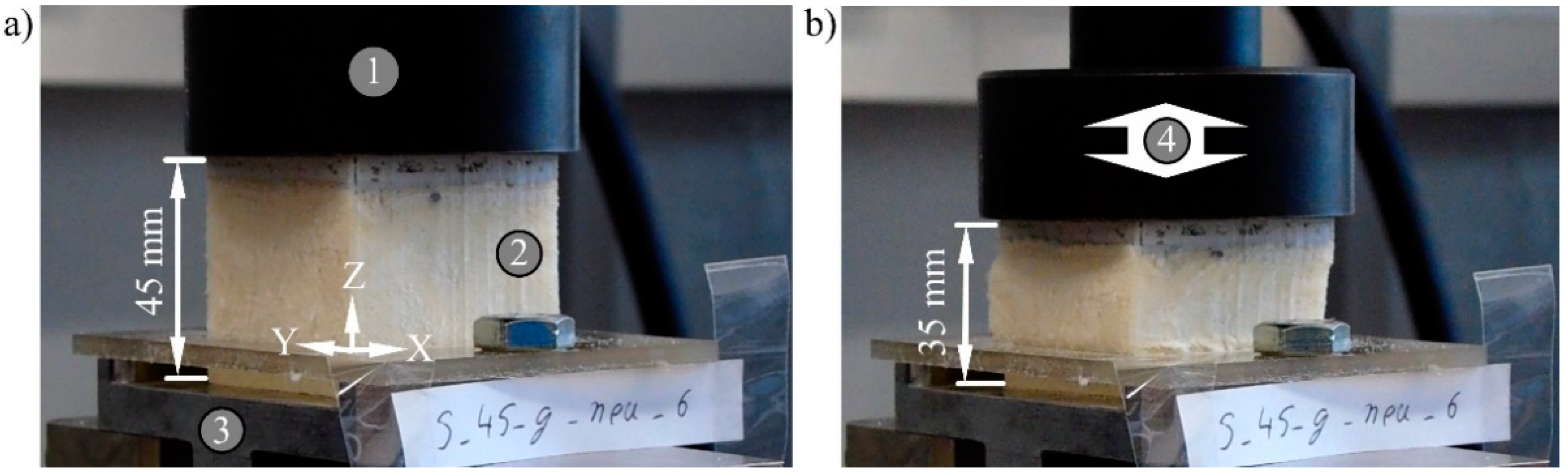
2.3.1. Quasi-Static
2.3.2. Dynamic
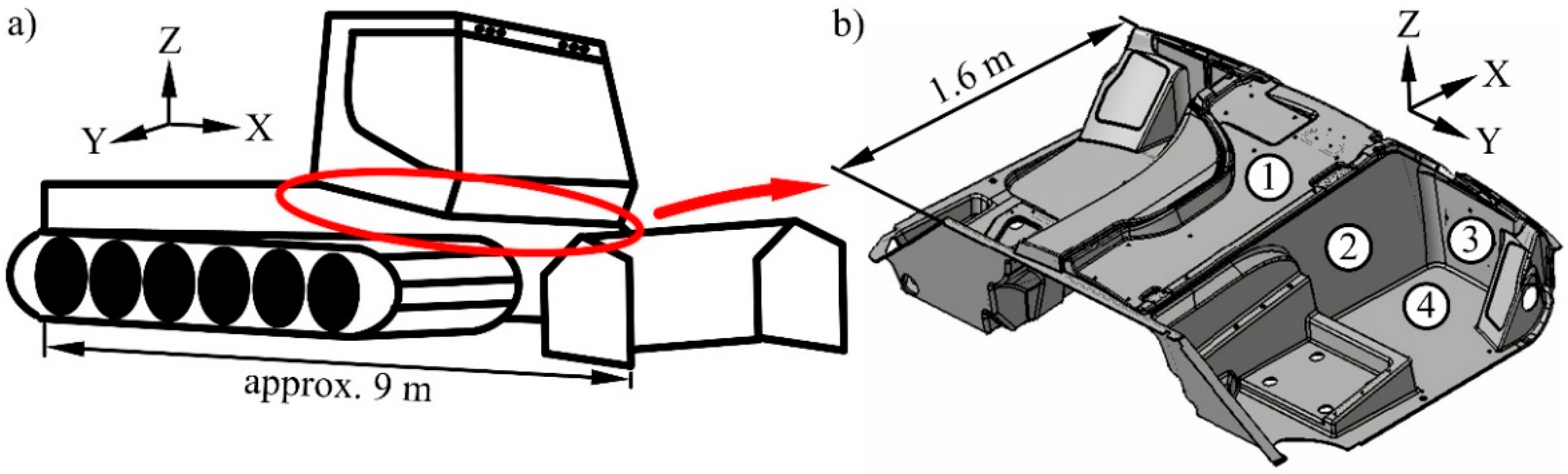
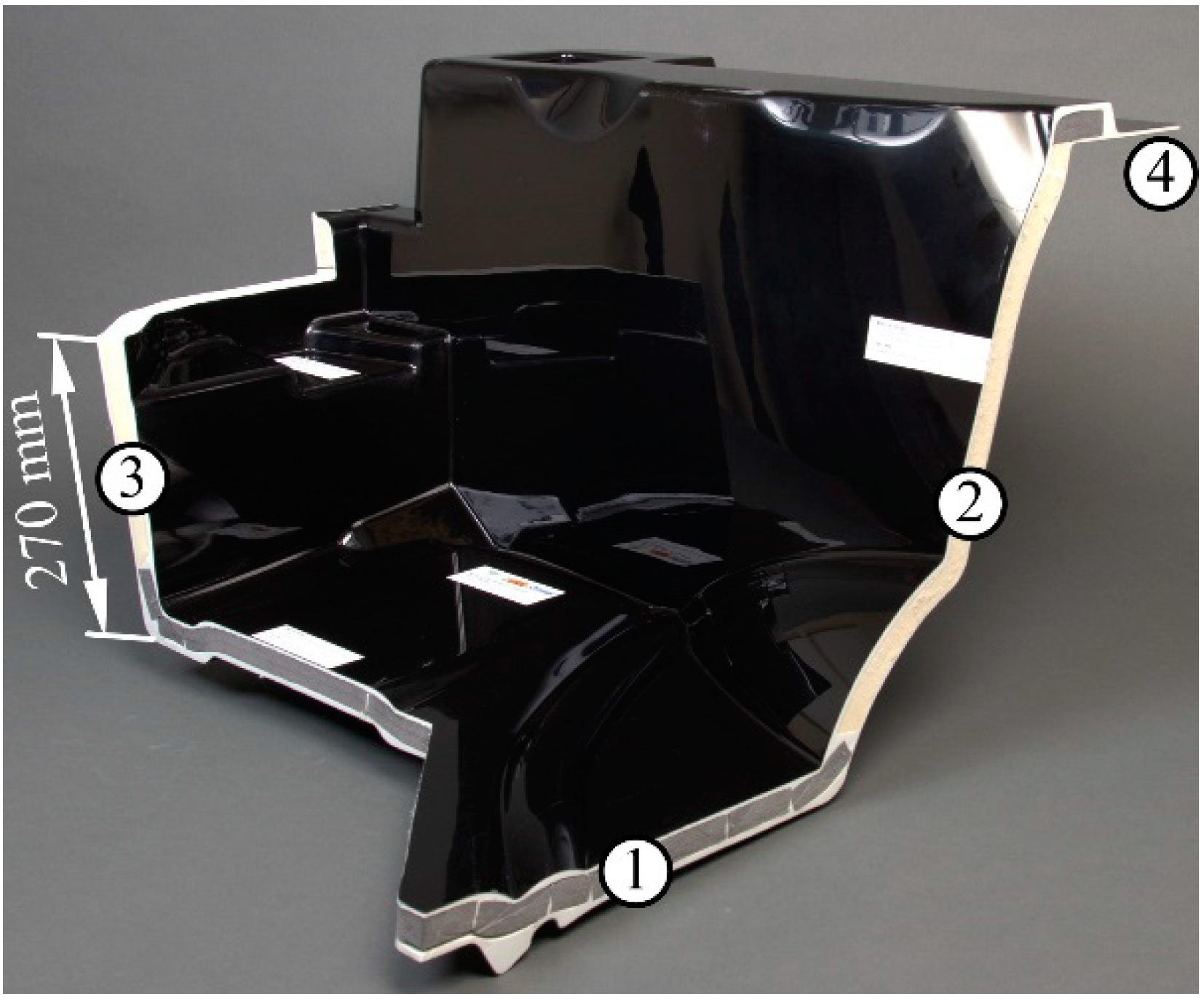
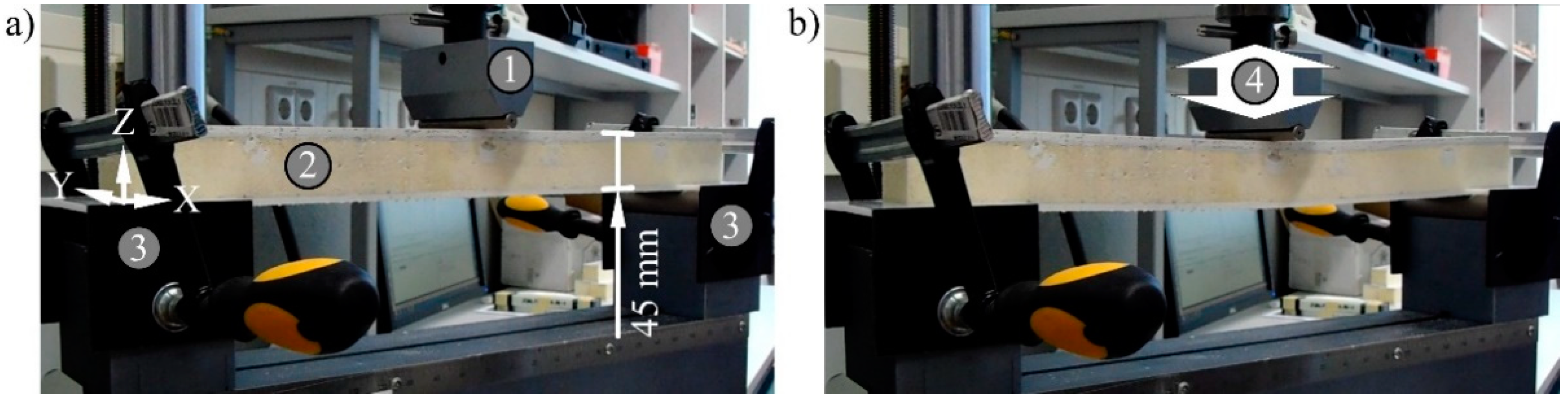
2.3.3. Component Test
3. Results and Discussion
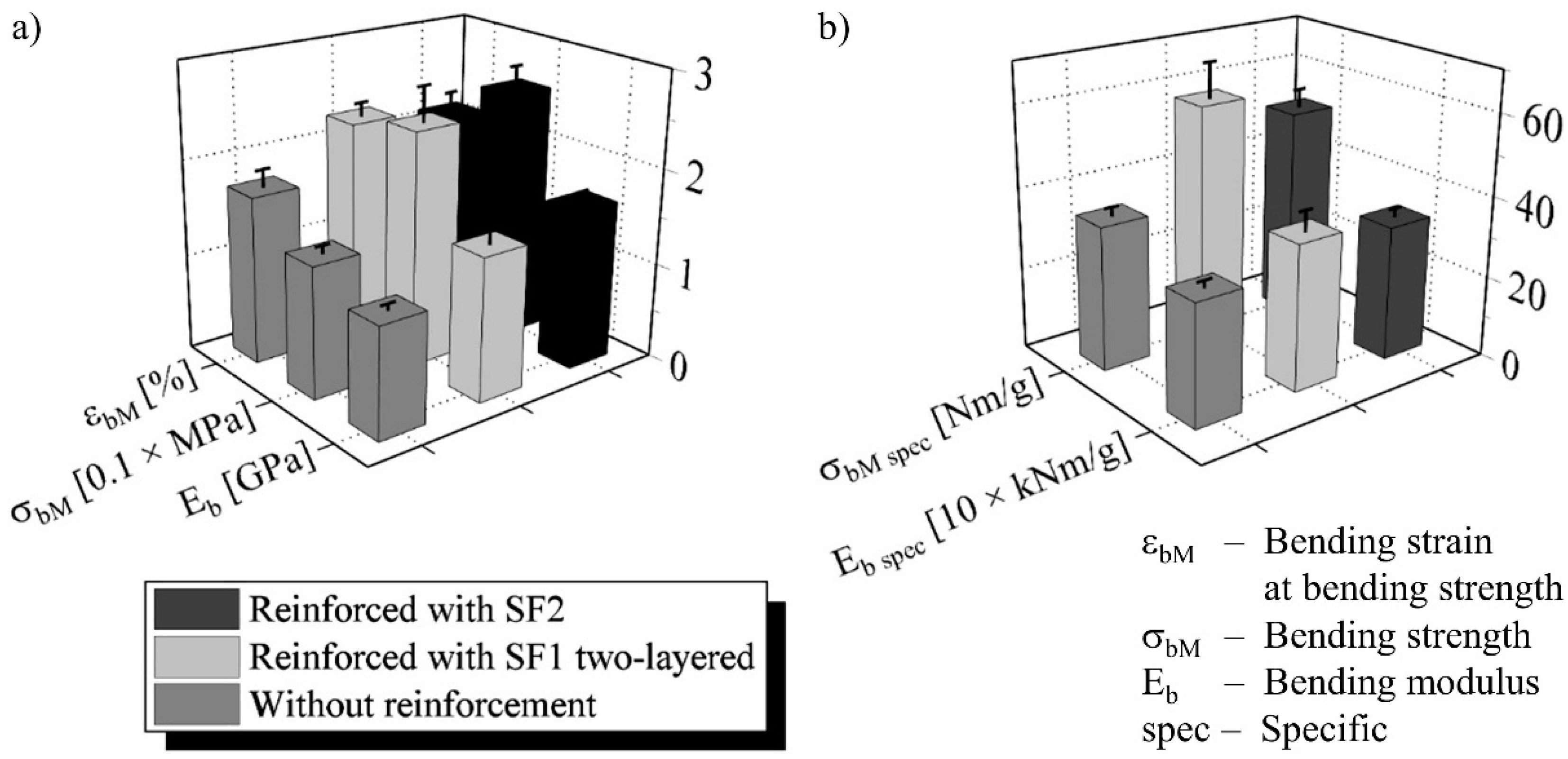
3.1. Quasi-Static Mechanical Properties of the Facing Material and the Sandwiches
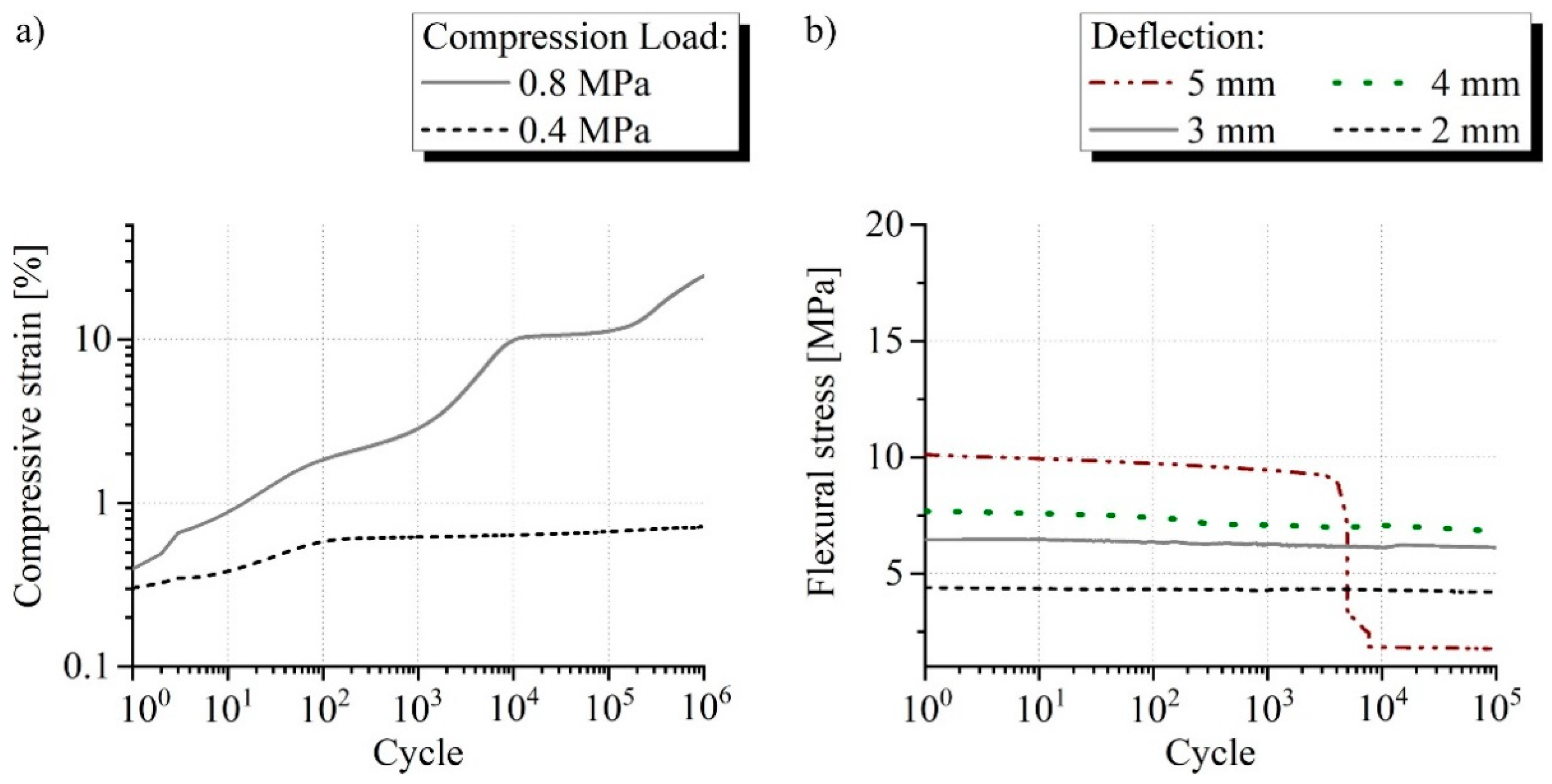
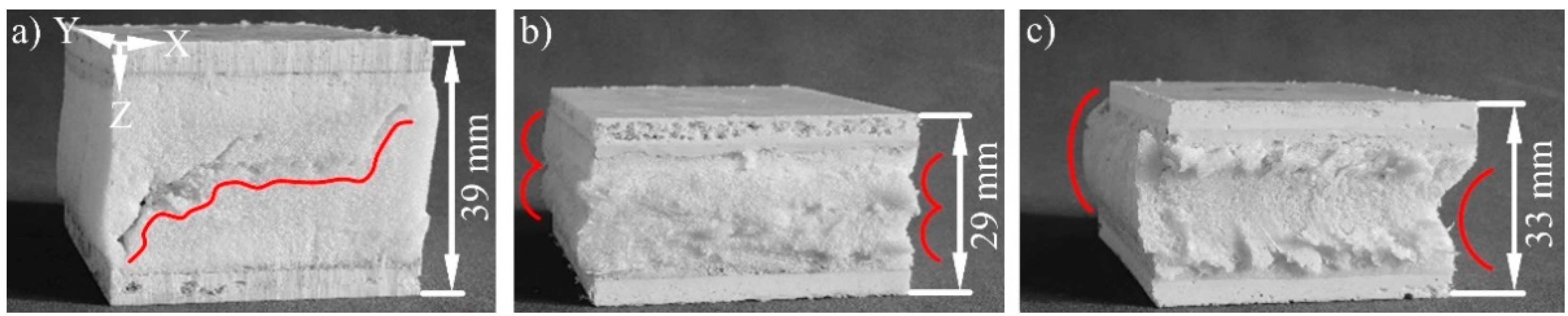
3.2. Fatigue Properties of the Sandwiches
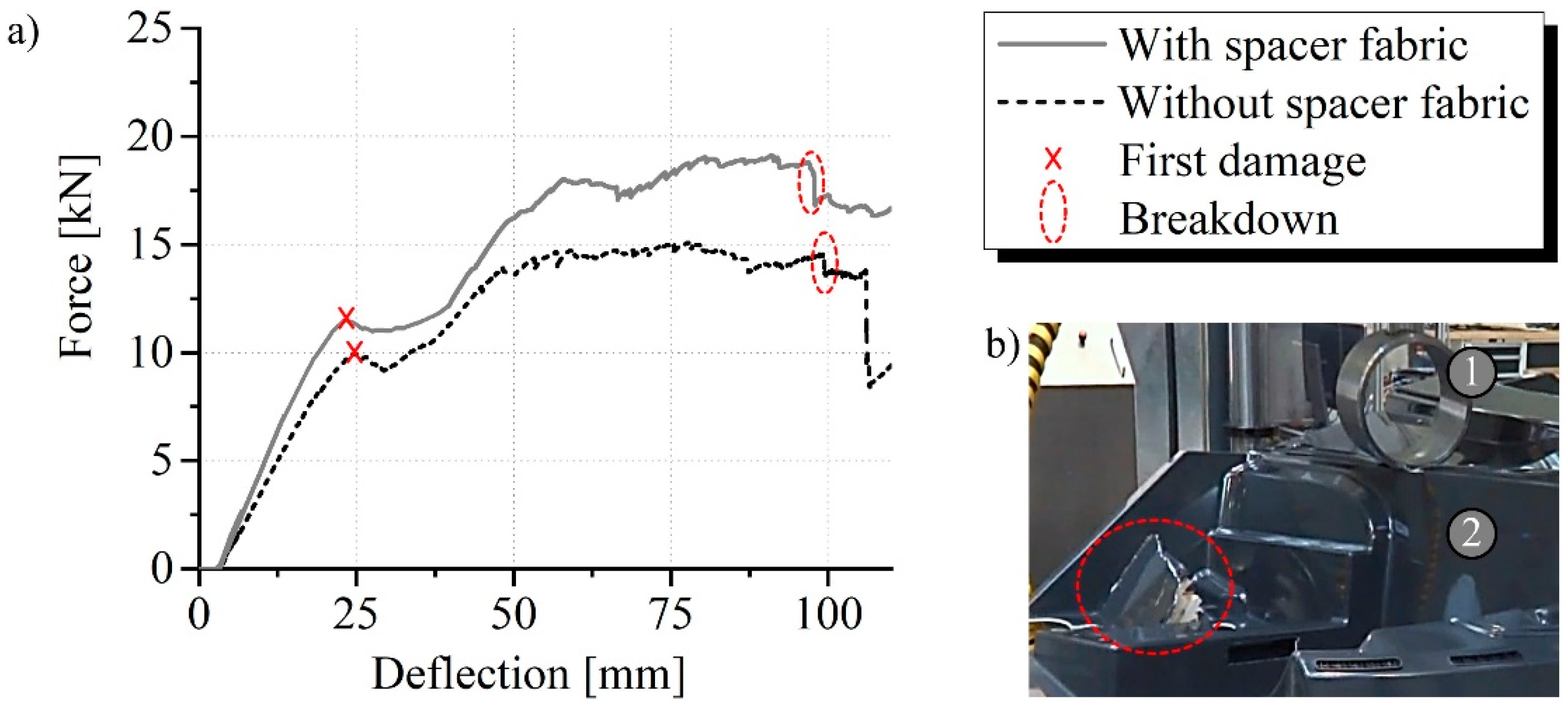
3.3. Mechanical Load Capacity of the Component
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Haber, D. Lightweight Materials for Automotive Applications: A Review. SAE Tech. Pap. 2014, 127081. [Google Scholar]
- Kastensson, Å. Developing lightweight concepts in the automotive industry: Taking on the environmental challenge with the SåNätt project. J. Clean. Prod. 2014, 66, 337–346. [Google Scholar] [CrossRef]
- Vinson, J.R. The Behavior of Sandwich Structures of Isotropic and Composite Materials, 1st ed.; CRC Press: Boca Raton, FL, USA, 1999; pp. 1–7. [Google Scholar]
- Xiong, J.; Du, Y.; Mousanezhad, D.; Eydani Asl, M.; Norato, J.; Vaziri, A. Sandwich Structures with Prismatic and Foam Cores: A Review. Adv. Eng. Mater. 2019, 21, 1800036. [Google Scholar] [CrossRef] [Green Version]
- Tarlochan, F. Sandwich structures for energy absorption applications: A review. Materials 2021, 14, 4731. [Google Scholar] [CrossRef] [PubMed]
- Lurie, S.A.; Solyaev, Y.O.; Volkov-Bogorodskiy, D.B.; Bouznik, V.M.; Koshurina, A.A. Design of the corrugated-core sandwich panel for the arctic rescue vehicle. Compos. Struct. 2017, 160, 1007–1019. [Google Scholar] [CrossRef]
- Nishida, H.; Carvelli, V.; Fujii, T.; Okubo, K. Thermoplastic vs. thermoset epoxy carbon textile composites. IOP Conf. Ser. Mater. Sci. Eng. 2018, 406, 012043. [Google Scholar] [CrossRef]
- Singh, N.; Hui, D.; Singh, R.; Ahuja, I.P.S.; Feo, L.; Fraternali, F. Recycling of plastic solid waste: A state of art review and future applications. Compos. Part. B-Eng. 2017, 115, 409–422. [Google Scholar] [CrossRef]
- Asmatulu, E.; Twomey, J.; Overcash, M. Recycling of fiber-reinforced composites and direct structural composite recycling concept. J. Compos. Mater. 2014, 48, 593–608. [Google Scholar] [CrossRef]
- Dhaliwal, G.S.; Anandan, S.; Chandrashekhara, K.; Lees, J.; Nam, P. Development and characterization of polyurethane foams with substitution of polyether polyol with soy-based polyol. Eur. Polym. J. 2018, 107, 105–117. [Google Scholar] [CrossRef]
- Nabipour, H.; Wang, X.; Song, L.; Hu, Y. A high performance fully bio-based epoxy thermoset from a syringaldehyde-derived epoxy monomer cured by furan-derived amine. Green Chem. 2021, 23, 501–510. [Google Scholar] [CrossRef]
- Mostafa, A.; Shankar, K.; Morozov, E.V. Behaviour of PU-foam/glass-fibre composite sandwich panels under flexural static load. Mater. Struct. 2015, 48, 1545–1559. [Google Scholar] [CrossRef]
- Menrath, A.; Henning, F.; Huber, T.; Roch, A.; Riess, C. Foam-injected sandwich panels with continuous-reinforced facings. AIP Conf. Proc. 2014, 1593, 477–481. [Google Scholar]
- Avila, A.F.; Rodrigues, P.C.M.; Nogueira, E.A. An Experimental Investigation on Sandwich Composites with Functionally Graded Core. In Proceedings of the 46th AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics and Materials Conference, Austin, TX, USA, 18–21 April 2005; Volume 9, pp. 6274–6282. [Google Scholar]
- Schäfer, K.; Nestler, D.; Jahn, K.; Jentzsch, H.; Kroll, L. Lightweight Potential of 3D Endless Fiber Reinforcement of Polyurethane Foam Cores with Spacer Fabrics in Hybrid Sandwich Structures with Fiber Reinforced Thermoplastic Facings. Key Eng. Mater. 2019, 809, 277–284. [Google Scholar] [CrossRef] [Green Version]
- Babu, A.; Bhattacharya, A. Review on use of carbon fibre (Reinforced Plastics) in automotive sector. J. Crit. Rev. 2020, 7, 679–684. [Google Scholar]
- Kamal, M.R.; Singh, P.; Samak, Q.M.; Kakarala, S.M. Microstructure and Mechanical Behavior of Reinforced Reaction Injection Molded (RRIM) Polyurethane. Polym. Eng. Sci. 1987, 27, 1258–1264. [Google Scholar] [CrossRef]
- Chen, F.; Cao, C.P.; Zhang, W.; Sun, Y. Optimization of Parameters in Long Fiber Reinforced Reaction Injection Molding on Bending Properties. Adv. Mater. Res. 2010, 154–155, 981–986. [Google Scholar] [CrossRef]
- Wirth, S.; Gauvin, R.; Kendall, K.N. Experimental analysis of core crushing and core movement in RTM and SRIM foam cored composite parts. J. Reinf. Plast. Compos. 1998, 17, 964–988. [Google Scholar] [CrossRef]
- Ye, X.; Hu, H.; Feng, X. Development of the Warp Knitted Spacer Fabrics for Cushion Applications. J. Ind. Text. 2008, 37, 213–223. [Google Scholar]
- Chen, S.; Long, H.-R.; Liu, Y.-H.; Hu, F.-C. Mechanical properties of 3D-structure composites based on warp-knitted spacer fabrics. Autex Res. J. 2015, 15, 127–137. [Google Scholar] [CrossRef] [Green Version]
- Pan, Y.-J.; Lou, C.-W.; Hsieh, C.-T.; Huang, C.-H.; Lin, Z.-I.; Li, C.-W.; Lin, J.H. Nonwoven Fabric/Spacer Fabric/Polyurethane Foam Composites: Physical and Mechanical Evaluations. Fiber Polym. 2016, 17, 789–794. [Google Scholar] [CrossRef]
- Schäfer, K.; Meier, B.; Anders, S.; Helbig, F.; Kroll, L. A strengthening bond: Composites made from 3D warp-knitted textiles and polyurethane foam have a considerable reinforcing effect. Kettenwirk-Praxis 2014, 2, 34–36. [Google Scholar]
- Schäfer, K.; Valentin, S.; Meier, B.; Roth, I.; Helbig, F. Comparing composites made from hard and soft materials: Increasing the performance of rigid, hard pur foams by incorporating soft, elastic 3D warp-knitted textiles. Kettenwirk-Praxis 2014, 4, 32–35. [Google Scholar]
- Khan, T.; Acar, V.; Aydin, M.R.; Hülagü, B.; Akbulut, H.; Seydibeyo, M.Ö. A review on recent advances in sandwich structures based on polyurethane foam cores. Polym. Compos. 2020, 41, 2355–2400. [Google Scholar] [CrossRef]
- Mathieson, H.; Fam, A. Static and fatigue behavior of sandwich panels with GFRP skins and governed by soft-core shear failure. J. Compos. Constr. 2014, 18, 04013046. [Google Scholar] [CrossRef]
- Sharaf, T.; Shawkat, W.; Fam, A. Structural Performance of Sandwich Wall Panels with Different Foam Core Densities in One-way Bending. J. Compos. Mater. 2010, 44, 2249–2263. [Google Scholar] [CrossRef]
- Maiti, S.K.; Gibson, L.J.; Ashby, M.F. Deformation and energy absorption diagrams for cellular solids. Acta Metall. Mater. 1984, 32, 1963–1975. [Google Scholar] [CrossRef]
- Elliot, J.A.; Windle, A.H.; Hobdell, J.R.; Eeckhaut, G.; Oldman, R.J.; Ludwig, W.; Boller, E.; Cloetens, P.; Baruchel, J. In-situ deformation of an open-cell flexible polyurethane foam characterised by 3D computed microtomography. J. Mater. Sci 2002, 37, 1547–1555. [Google Scholar] [CrossRef]
- Tu, Z.H.; Shim, V.P.W.; Lim, C.T. Plastic deformation modes in rigid polyurethane foam under static loading. Int. J. Solids Struct. 2001, 38, 9267–9279. [Google Scholar] [CrossRef]
- Teixeira de Freitas, S.; Kolstein, H.; Bijlaard, F. Fatigue behavior of bonded and sandwich systems for strengthening orthotropic bridge decks. Compos. Struct. 2013, 97, 117–128. [Google Scholar] [CrossRef]
- Noble, F.W.; Lilley, J. Fatigue crack growth in polyurethane foam. J. Mater. Sci 1981, 16, 1801–1808. [Google Scholar] [CrossRef]
- Sharma, S.C.; Krishna, M.; Murthy, H.N.N.; Sathyamoorthy, M.; Bhattacharya, D. Fatigue Studies of Polyurethane Sandwich Structures. J. Mater. Eng. Perform. 2004, 13, 637–641. [Google Scholar] [CrossRef]
- Demirel, S.; Ergun Tuna, B. Evaluation of the cyclic fatigue performance of polyurethane foam in different density and category. Polym. Test. 2019, 76, 146–153. [Google Scholar] [CrossRef]
- Palomba, G.; Epasto, G.; Crupi, V. Lightweight sandwich structures for marine applications: A review. Mech. Adv. Mater. Struc. 2021. [Google Scholar] [CrossRef]
- Wang, P.; Braun, R.; Dörsch, C.; Rosemann, H.; Sayer, F.; Bagemiel, O.; Prissok, F.; Stoll, R.; Brandes, J.; Fröse, E. Cost-optimal design and automated production of sandwich structures for wind turbine rotor blades. ICCM 2015, 20, 138792. [Google Scholar]
- Biron, M. Thermosets and Composites—Material Selection, Applications, Manufacturing and Cost Analysis, 2nd ed.; Elsevier Ltd.: Amsterdam, The Netherlands, 2014; pp. 173–176, 374–378. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designation | SF1 | SF2 |
|---|---|---|
| Thickness [mm] | 18 | 40 |
| Weight per volume [kg/m3] | 32 | 62 |
| Surface porosity [%] | 65 | 8 |
| Stitch density [1/in2] | 70 | 260 |
| Spacer thread density [1/in2] | 140 | 520 |
| Fibre volume content [%] | 2.6 | 4.4 |
| Diameter of monofilament [mm] | 0.25 | 0.20 |
| n = 15 | Tensile Properties | Bending Properties | ||
|---|---|---|---|---|
| DIN-Norm | DIN EN ISO 527-4 | DIN EN ISO 14125 | ||
| Tested direction | X | Y | X | Y |
| Young’s modulus [GPa] | 5.6 ± 0.4 | 4.5 ± 0.4 | 7.2 ± 1.2 | 5.9 ± 0.9 |
| Strength [MPa] | 53 ± 8 | 35 ± 6 | 147 ± 44 | 111 ± 21 |
| Breaking elongation [%] | 1.5 ± 0.3 | 1.5 ± 0.4 | 2.4 ± 0.7 | 3.0 ± 0.5 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Schäfer, K.; Nestler, D.; Kroll, L. Quasi-Static and Fatigue Properties of Thermoset Sandwiches with 3D Continuous Fibre Reinforced Polyurethane Foam Core. Materials 2022, 15, 764. https://doi.org/10.3390/ma15030764
Schäfer K, Nestler D, Kroll L. Quasi-Static and Fatigue Properties of Thermoset Sandwiches with 3D Continuous Fibre Reinforced Polyurethane Foam Core. Materials. 2022; 15(3):764. https://doi.org/10.3390/ma15030764
Chicago/Turabian StyleSchäfer, Kay, Daisy Nestler, and Lothar Kroll. 2022. "Quasi-Static and Fatigue Properties of Thermoset Sandwiches with 3D Continuous Fibre Reinforced Polyurethane Foam Core" Materials 15, no. 3: 764. https://doi.org/10.3390/ma15030764
APA StyleSchäfer, K., Nestler, D., & Kroll, L. (2022). Quasi-Static and Fatigue Properties of Thermoset Sandwiches with 3D Continuous Fibre Reinforced Polyurethane Foam Core. Materials, 15(3), 764. https://doi.org/10.3390/ma15030764