3.2. Coupling Agent Performance in Composite Materials
As above mentioned, the objective of the synthesis of the PLA coupling agent is to increase the miscibility of the PLA matrixes and the reinforcement of the composite material. The improvement of the miscibility and the capacity to stablish strong intermolecular interactions between the polymer matrix and the reinforcement phase could assure a correct stress-transfer transmission. Thus, an increment in the tensile strength is expected due to the better stress transfer from the thought phase (the polymer) to the more resistance phase (the natural fibres). The efficiency of the synthesized coupling agent was studied by the production and characterization of composite materials reinforced with 10% of lignocellulosic fibres and using 4% of the coupling agent. Previous studies in the group showed improvements in the tensile strength of composite materials when MAPP or MAPE was up to 4%
w/
w polymer [
38]. Thus, as the main objective of the test is to analyse the efficiency of the coupling agent, the minimum quantity was used. The results obtained are shown in
Table 7. An improvement is observed by the addition of the reinforcing fibres into the composite material. This effect has been previously observed with natural and man-made fibres [
39]. The addition of 10% of lignocellulosic fibres represented an improvement of 15%. The reinforcement effect of the natural fibres is improved by the addition of the coupling agent. In that case, the improvement increased up to 24%. It is commonly accepted that the improvement of tensile strength in composite materials is due to good dispersion and strong interfaces. Thus, the improvement in the composite material suggested that the prepared coupling material interacts with the cellulosic fibres, enhancing the miscibility and improving the interface through stronger interactions.
An increment in the composite stiffness is observed due to the introduction of fibres which are of a stiffer phase than the polymer. Nonetheless, slight differences are observed between both materials. Stiffness is considered to be slightly affected by the strength of the interface and has a higher dependence on fibre dispersion. The results indicate that an adequate dispersion was obtained during the compounding of the material produced. Finally, deformation could be enhanced by the presence of the coupling agent. The addition of fibres generally produces a reduction in the composite deformation, which could be attenuated by a strong interface. However, PLA is a highly rigid and fragile material that generally shows quite poor deformation at room temperature. The effect of the coupling agent could be covered up due to the high fragility of both phases. Nevertheless, the clear improvement in composite tensile strength at nonoptimized quantities demonstrated the efficiency of the coupling agent.
Micromechanics models are used to evaluate the contributions of the phases to the mechanical properties of the composites. In the case of semi-aligned short-fibre-reinforced composites, the contribution of the reinforcements to any mechanical property is impacted, at a greater or lower level, by the properties of the phases, their percentages, the length and diameter of the reinforcements as well as their dispersion, mean orientation and angle concerning the loads and the compatibility between phases, which will affect the strength of their interface. Modified rules of mixtures (mRoM) for the strength and Young’s modulus of such composites have been successfully used in the literature to evaluate the aforementioned contributions [
21,
40,
41,
42,
43,
44]. Such mRoMs have the following formulation:
In Equation (3), an mRoM for the tensile strength, ,, and are the tensile strength of the composite, the intrinsic tensile strength of the reinforcement, and the corresponding stress of the matrix at the strain at break of the composite, respectively. The is recovered from its stress–strain curve. The fibre and matrix volume fractions are represented by and , respectively. If voids are discarded, . Finally, is a coupling factor, with values ranging from 0 to 1, that lessens the potential contribution of the reinforcement due to aspects related to its morphology, mean orientation and the strength of the interface.
Equation (4) is an mRoM for Young’s modulus. In the equation,
,
and
are Young’s moduli of the composite, the reinforcement, and the matrix, respectively. The modulus efficiency factor (
) has a similar role as the coupling factor but does not account for the strength of the interface, and as such, strength has been reported to have little impact on Young’s modulus of the composite [
43,
45].
Equations (3) and (4) present two unknowns,
and
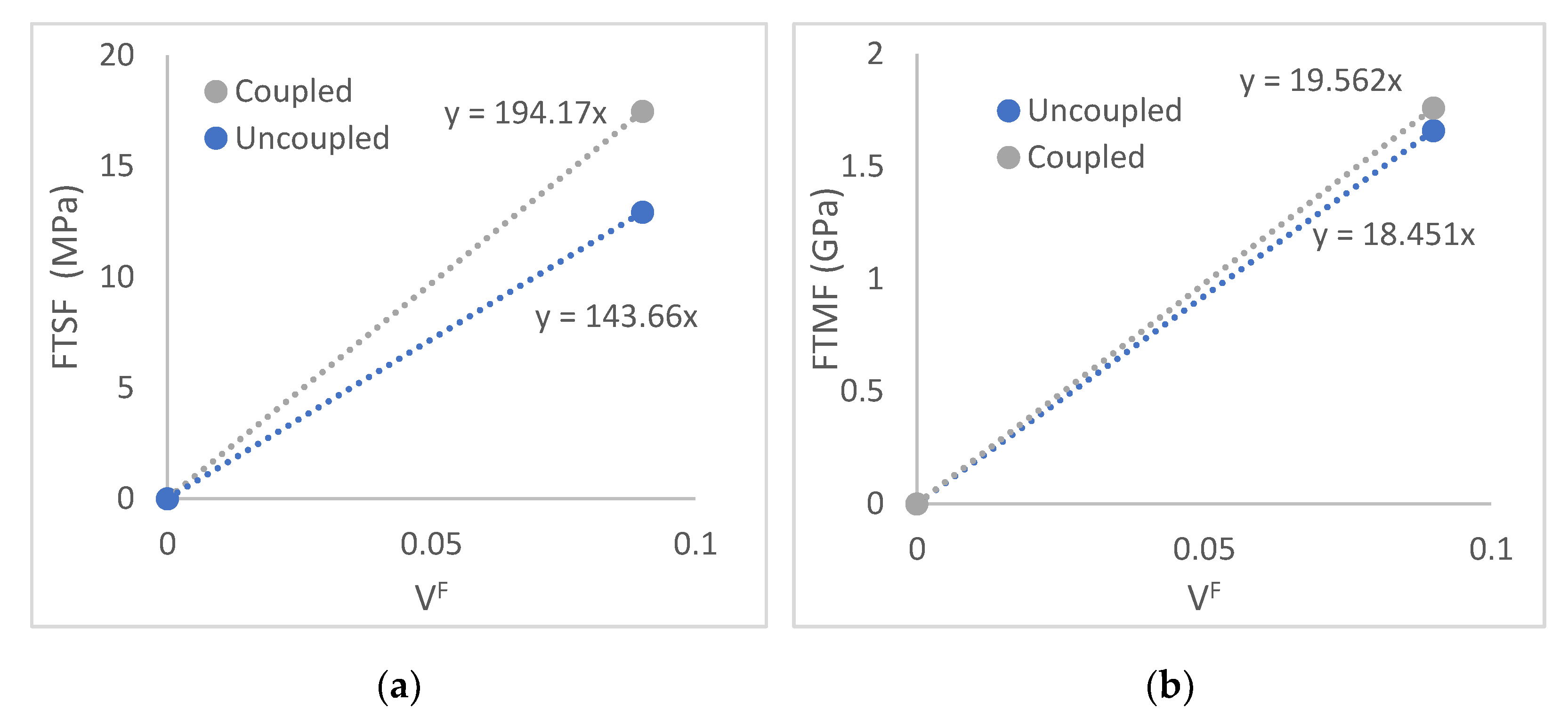
. Thus, it is not possible to directly obtain a result for the intrinsic properties of the reinforcements or the efficiency of the contribution of such reinforcements to the property of the composite. Nonetheless, the aforementioned unknowns are the net contributions of the fibres to the strength and Young’s modulus of the composite, and have been previously defined as fibre tensile strength factor (FTST) and fibre tensile modulus factor (FTMF), respectively. These factors evaluate the contribution of the reinforcements against their volume fractions (
Figure 10).
Figure 10a shows how the contribution of the fibres with the inclusion of the coupling agent increases noticeably concerning the rest of the composites. FTSF, read as the slope of the regression line, shows how the potential contribution due to the presence of coupling agents will predictably increase for higher fibre volume fractions. These FTSF are similar to uncoupled cotton fibres such as polypropylene reinforcement, with an FTSF of 136.2. Coupled cotton fibres showed a 176 FTSF, lower than the 194 obtained for TMP as PLAc reinforcement [
46,
47]. Glass fibre as PP reinforcement shows an FTSF of 250. This is due to the higher intrinsic properties of glass fibre. On the other hand, coupled TMP from orange tree pruning returned a FTSF of 98, lower than the found for TMP as PLAc reinforcement. Thus, coupled TMP fibres show a high strengthening potential, only 22% lower than glass fibre as PP reinforcement.
In the case of Young’s modulus, the effect of the coupling agent is not as relevant as in the case of the tensile strength. The coupling agent is responsible for increasing the strength of the interface, and such a factor has a limited effect at the deformation where Young’s moduli are measured. Compared to other reinforcements such as cotton for PP, TMP show higher FTMFs. Coupled and uncoupled cotton fibres showed FTMFs of 13.8 and 12.0 [
48]. On the other hand, glass fibres show their stiffening capabilities with a 32.8 FTMF.
Semialigned, short-fibre-reinforced composites with strong interfaces show coupling factors in a range between 0.18 and 0.20 [
5,
18]. If these values are used with Equation (1), it is possible to obtain a value for the intrinsic tensile strength of the reinforcement. In any case, the intrinsic tensile strength of the reinforcement will be equal to or higher than the obtained value. The highest value of 1079 MPa can be obtained with a coupling factor of 0.18 and the experimental values of the coupled composite were used in the calculus. If this intrinsic strength is used with the experimental values of the composites reinforced with BKF, a 0.13 coupling factor is obtained. This value shows the existence of interactions between the phases but is indicative of weak interfaces. Thus, the use of a coupling agent had a relevant role in strengthening the interface and also in exploiting the strengthening capabilities of the reinforcement.
In the case of the intrinsic Young’s modulus of the reinforcement, Hirsh’s model has proved efficient to obtain such a value:
In this equation,
equalizes the contribution of the fibers as a combination between parallel and series models. This factor takes a 0.4 value for semialigned, short-fiber-reinforced composites [
43,
49]. The intrinsic Young’s moduli for coupled and uncoupled were 36.2, and 37.5 GPa, respectively. If these values are used with Equation (4), the corresponding modulus efficiency factors are 0.51, and 0.52, respectively. These values are inside the 0.45 to 0.55 expected range [
50].









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}